Модифицирующие добавки для бетона – регулирующие свойства бетона
К бетонам зачастую предъявляют высокие требования. В первую очередь это касается конструкций, которые выполняют несущую функцию или эксплуатируются в агрессивных средах. В таких случаях не обойтись без специальных добавок, которые способны регулировать свойства готового материала.
- Модифицирующие добавки для бетона
- Упрочняющие добавки
- Уплотняющие (кольматирующие) добавки
- Поризующие добавки
- Ингибиторы и пассиваторы коррозии
- Расширяющие добавки
Добавки, которые влияют на характеристики бетона, называются модифицирующими. Они относятся к самой обширной группе – по эффекту действия. В общих чертах классификация прописана в ГОСТ 24211-2008. В этой же статье мы остановимся только на модифицирующих веществах.
Если вам интересно, какие еще бывают добавки, рекомендуем ознакомиться с нашими следующими статьями:
- Виды добавок для бетона
- Добавки-регуляторы для бетонных смесей
- Добавки-регуляторы свойств бетона
А мы переходим к описанию модифицирующих.
Итак, к регулирующим свойства бетона добавкам относят:
- Упрочняющие
- Уплотняющие
- Поризующие
- Ингибиторы коррозии
- Расширяющие
Рассмотрим каждую разновидность подробнее.
Упрочняющие добавки
Марочная прочность бетона определяет сферу его применения. Ее можно назвать одной из самых важных характеристик материала.
Наибольшее влияние на нее оказывают:
- Химический состав цементного камня
- Плотность бетона
- Количество воды затворения в смеси
Для повышения марки используют добавки, которые влияют на одно или несколько из этих свойств. Вы можете ознакомиться с ними в следующей таблице.
Для вашего удобства ниже мы разместили эту таблицу в виде картинки:
Обо всех этих присадках вы можете прочитать в нашей статье Виды добавок для бетона.
Можно выделить следующие дополнительные эффекты упрочняющих добавок:
- Снижение проницаемости
- Повышение коррозионной стойкости
- Снижение усадки
- Снижение ползучести
Отметим также, что при применении тех или иных присадок важно учитывать, как они будут сказываться на прочности бетона. Их негативный эффект можно нивелировать сочетанием с другими добавками. Так, например, при изготовлении пористых бетонов в их состав вводят пластификаторы и/или ускорители твердения.
Читайте также наши статьи по теме:
- Применение высокопрочного бетона
Уплотняющие (кольматирующие) добавки
Любой бетон имеет пористость – то есть множество небольших пустот, заполненных воздухом. Она варьируется в пределах от 5-7% в тяжелом бетоне до 80-90% в ячеистом.
Она варьируется в пределах от 5-7% в тяжелом бетоне до 80-90% в ячеистом.
Пористость материала влияет на его:
- Прочность
- Водонепроницаемость
- Химическую стойкость
Наличие пор – особенно открытых, выходящих на поверхность – делает материал уязвимым к воздействию воды, кислот, щелочей, солей и других химических агрессивных веществ. Поэтому бетоны, которые рассчитаны на эксплуатацию в агрессивных средах, часто изготавливают с применением кольматирующих добавок. Последние способны увеличить марки бетона по водонепроницаемости на 2 марки и больше, а также снизить коэффициент диффузии в 10 и более раз.
Уплотняющие присадки бывают двух видов:
- Минеральные
Это порошки, которые получают путем помола доменных и топливных шлаков, трепела, опоки и других материалов, обладающих гидравлической активностью. В бетоне они выполняют двойную функцию. С одной стороны, они заполняют самые мельчайшие поры и капилляры сечением меньше 1 мкм. С другой, они реагируют с соединениями цемента, придавая ему дополнительную прочность.
С другой, они реагируют с соединениями цемента, придавая ему дополнительную прочность. - Водорастворимые
Это химические присадки, которые выпускают в форме смол, эмульсий и гранул. При добавлении в бетон они интенсифицируют гидратацию цемента и увеличивают объем гелеобразных масс, которые закупоривают поры и капилляры в толще материала. К этой группе относятся такие добавки как полиаминная и алифатическая эпоксидная смола, битумная эмульсия, сульфаты аммония, алюминия и железа, хлорид железа и другие.
Такие добавки используют в работах с повышенными требованиями к материалам: например, при возведении гидротехнических объектов, обустройстве канализаций, строительстве химических лабораторий и цехов.
Возможные дополнительные эффекты, которые могут оказывать уплотняющие (кольматирующие) добавки:
- Изменение подвижности смеси
- Повышение коррозионной стойкости
- Повышение морозостойкости
- Снижение коррозионной нагрузки на арматуру
Читайте также наши статьи по теме:
- Плотность бетона
- Применение гидротехнического бетона
- Применение особо тяжелого бетона
Поризующие добавки
Не всегда уместно использовать бетон максимальной плотности. Иногда, наоборот, нужно получить материал с повышенным содержанием воздуха.
Иногда, наоборот, нужно получить материал с повышенным содержанием воздуха.
Пористость важна при изготовлении бетона:
- Конструкционно-теплоизоляционного и теплоизоляционного
Воздух, в отличие от твердых материалов, очень плохо проводит тепло. Поэтому образование пустот в бетонном камне снижает его теплопроводность. - Морозостойкого
Вода при замерзании расширяется. Происходит это так стремительно, что резко возросшее внутреннее давление может в прямом смысле разорвать материал. Небольшие пузырьки воздуха в бетоне играют роль резервуаров, в которые вытесняются излишки влаги. Это позволяет снизить нагрузку на него.
Таким образом, поризующие добавки имеют двойную сферу применения. Их используют как для понижения теплопроводности, так и для повышения морозостойкости.
Для этого используют:
- Алюминиевую пудру или пасту
- Соли, получаемые из древесной смолы
- Синтетические моющие вещества
- Соли лигносульфоновых кислот
- Соли нефтяных кислот
- Соли, получаемые из протеинов
- Соли органических сульфокислот
У воздухововлекающих и газообразующих добавок есть серьезный побочный эффект. Дело в том, что при увеличении пористости бетона снижается его прочность. Это очень заметно на примере ячеистых бетонов, в которых содержание воздуха может достигать 80%. Такие материалы относятся к малопрочным.
Дело в том, что при увеличении пористости бетона снижается его прочность. Это очень заметно на примере ячеистых бетонов, в которых содержание воздуха может достигать 80%. Такие материалы относятся к малопрочным.
Кроме того, такие добавки способны:
- Увеличить подвижность бетонной смеси
- Снизить расслаиваемость смеси
- Повысить коррозионную стойкость
- Увеличить проницаемость
- Увеличить водопоглощение
Читайте также наши статьи по теме:
- Применение автоклавного бетона
- Применение газобетона
- Применение ячеистого бетона
Ингибиторы и пассиваторы коррозии
Бетон отлично переносит физические нагрузки, но вот с химическими дела у него обстоят не так хорошо. Материал уязвим к воздействию сульфатов, кислот, солей и микроорганизмов.
Различают такие виды коррозии в бетонном камне:
- Сульфатная
Она характерна для конструкций, которые регулярно подвергаются воздействию морских, пресных или грунтовых вод с высоким содержанием сульфатов. Эти соли вступают в реакции с цементом и образуют водонерастворимые кристаллы в порах бетона. С течением времени они разрастаются и «разрывают» камень изнутри.
Эти соли вступают в реакции с цементом и образуют водонерастворимые кристаллы в порах бетона. С течением времени они разрастаются и «разрывают» камень изнутри. - Выщелачивающая
Этот вид коррозии протекает при воздействии мягких (то есть имеющих низкое содержание солей) вод. Они постепенно вымывают из бетона водорастворимые соединения – в первую очередь гидроксид кальция (известь). - Углекислая
Она характерна для конструкций, которые эксплуатируются в водах с высоким содержанием углекислого газа. Он реагирует с известью, образуя сначала малорастворимый карбонат кальция, а затем – растворимый гидрокарбонат. Получившееся вещество легко вымывается водой. - Биологическая
Как и любой материал, бетон разрушается под воздействием бактерий, грибков, мхов и лишайников. Биокоррозия актуальна для конструкций на агропромышленных предприятиях, где условия для развития вредных микроорганизмов наиболее благоприятны. - Коррозия арматуры
Стальная арматура при контакте с водой покрывается ржавчиной. Из-за этого бетон отслаивается от арматуры, начинает трескаться и откалываться.
Из-за этого бетон отслаивается от арматуры, начинает трескаться и откалываться.
Эту проблему и решают добавки, направленные на повышение коррозионной стойкости.
Они делятся на две группы:
- Прямого действия
Присадки, которые непосредственно вступают в реакции с агрессивными веществами, нейтрализуя их, либо увеличивают химическую стойкость самого бетона. - Косвенного действия
Это такие добавки, которые дают повышение стойкости в качестве побочного эффекта. Как правило, они направлены на увеличение плотности и водонепроницаемости бетона. К этой группе относятся пластифицирующие, комальтирующие, воздухововлекающие и гидрофобизирующие добавки.
Примеры антикоррозийных добавок прямого действия приведены в следующей таблице.
Для вашего удобства ниже мы разместили эту таблицу в виде картинки:
Больше узнать о том, какие типы коррозии бетона существуют и в каких условиях они проявляются, вы можете в статье Коррозийная стойкость бетона.
Читайте также наши статьи по теме:
- Применение кислостойкого бетона
- Применение сульфатостойкого бетона
Расширяющие добавки
Как известно, бетон при затвердении дает усадку – то есть уменьшается в объеме.
На то есть две главных причины:
- Во-первых, испарение свободной воды, которая не вступила в реакцию с цементом
- Во-вторых – химические реакции в самом цементном камне
На первый взгляд усадка совсем незначительна – обычно не больше 3%. Но в реальности такая потеря объема может привести к серьезным последствиям, если ее заранее не учесть. Конструкции из малопрочных бетонов вообще могут пойти трещинами еще до начала эксплуатации.
Для борьбы с этой проблемой применяют расширяющие добавки.
С их помощью изготавливают:
- Безусадочный бетон (цемент)
Специальные добавки в таком материале компенсируют деформации усадки, за счет чего он практически не изменяется в объеме после заливки.
- Напрягающий бетон (цемент)
Такая разновидность бетона в процессе твердения не усаживается, а наоборот – расширяется. Ее используют для производства предварительно напряженного железобетона.
К расширяющим добавкам относятся:
- Алюминатную или сульфатоалюминатную добавку РД-Н
- Расширяющий сульфоалюминатный модификатор РСАМ
Возможные дополнительные эффекты от использования этих присадок:
- Ускорение схватывания
- Увеличение скорости тепловыделения
- Снижение проницаемости
- Повышение прочности
- Повышение коррозионной стойкости
- Повышение морозостойкости
- Повышение трещиностойкости
Расширяющие добавки чаще всего применяют в строительстве объектов, подвергающихся очень высоким нагрузкам: мостов, инженерных сооружений, железобетонных труб и тому подобных. В частном строительстве проблему усадки обычно решают более простыми методами – например, нарезкой деформационных швов.
Читайте также наши статьи по теме:
- Специальный бетон
- Применение специальных бетонов
Подведем итог.
Модифицирующие добавки способны повлиять на свойства бетона, изменить его технические характеристики. Без них практически не обходится ответственное строительство. Ведь при возведении многоэтажных домов, инженерных конструкций и сооружений к бетону предъявляются особые требования.
Рекомендуем также ознакомиться с нашими следующими статьями по теме:
- Виды добавок для бетона
- Добавки-регуляторы для бетонных смесей
- Добавки-регуляторы свойств бетона
Sika® -1
Области применения
- Ремонт и защита бетона
- Подливочные и анкеровочные составы
- Усиление конструкций
- Гидроизоляция
- Клеи и герметики
- Добавки к бетону
- Торкрет бетоны
- Тоннелестроение
- Реставрация и облицовка
- Огнеупорные материалы
Быстрый поиск
Арт.
Цена Уточняйте при заказе
Фасовка Емкости 5,10,25кг кг
На складе — Под Заказ
Добавить к сравнению
ФОТО
ВИДЕО
Краткие характеристики
Области применения — добавки в бетон /Способы нанесения — ручной /
Производитель — SIKA /
Описание
Кольматирующая добавка для бетонов и растворов
Описание материала
Sika®-1 жидкая добавка, которая позволяет получать бетоны и растворы повышенной водонепроницаемости. Содержит гидрофобные и кольматирующие поры компоненты.
Применение
Для водостойких бетонов, поверхностной штукатурки и растворов, которые применяются при строительстве и ремонтах штольни,
хранилищ, бассейнов, каналов, стен и фундаментной кладки.
Достоинства
- Улучшает обрабатываемость свежей смеси.
- Уменьшенная насыщаемость и высокая водонепроницаемость растворов и бетонов после отвердения.
- Sika®-1 – не токсичное средство, которое не способствует коррозии арматуры.
Упаковка
Емкости 5, 10, 25 кг
Хранение
В заводской неповрежденной упаковке, в сухом помещении, при температуре от +50С до + 250С – срок годности материала 12 месяцев от даты изготовления. Беречь от мороза.
Расход материала
В зависимости от ветра, влажности поверхности и температуры: 0,15÷0,20 кг/м2.
Подробная инструкция приведена в формате pdf.
Дата пересмотра 01/2002
Все права защищены. Копирование или использование части текста с сайта без письменного разрешения администрации ООО «ИЦ «ПРОМАТЕХ» запрещены. (с) 2008-2022
Термическое исследование засорения при экструзии материалов на основе нитей Аддитивное производство: экспериментально-численное исследование Экструзия, струйная обработка материалов, сплавление с порошковым слоем), применение, вертикаль, технология и география — глобальный прогноз до 2024 года.
 https://www.marketsandmarkets.com/Market-Reports/3d-printing-market-1276.html. По состоянию на 28 июня 2020 г.
https://www.marketsandmarkets.com/Market-Reports/3d-printing-market-1276.html. По состоянию на 28 июня 2020 г.Jiang J, Xu X, Stringer J (2018) Опорные конструкции для аддитивного производства: обзор. Журнал производства и обработки материалов 2 (4): 64. https://doi.org/10.3390/jmmp2040064
Статья Google Scholar
Yan X, Gu P (1996) Обзор технологий и систем быстрого прототипирования. 28 (4): 307–316 с помощью вычислений. https://doi.org/10.1016/0010-4485(95)00035-6
Статья Google Scholar
Balletti C, Ballarin M, Guerra F (2017) 3D-печать: современное состояние и перспективы на будущее. J Cult Herit 26: 172–182. https://doi.org/10.1016/j.culher.2017.02.010
Статья Google Scholar
Short DB (2015) Использование 3D-печати музеями: образовательные экспонаты, обучение артефактам и восстановление артефактов. 3D-печать и аддитивное производство 2(4):209–215. https://doi.org/10.1089/3dp.2015.0030
3D-печать и аддитивное производство 2(4):209–215. https://doi.org/10.1089/3dp.2015.0030
Артикул Google Scholar
Гибсон И., Чеунг Л.К., Чоу С.П., Ченг В.Л., Бех С.Л., Савалани М., Ли С.Х. (2006) Использование быстрого прототипирования для медицинских приложений. Журнал быстрого прототипирования 12 (1): 53–58. https://doi.org/10.1108/13552540610637273
Статья Google Scholar
Culmone C, Smit G, Breedveld P (2019) Аддитивное производство медицинских инструментов: обзор современного состояния. Аддит Мануф 27: 461–473. https://doi.org/10.1016/j.addma.2019.03.015
Артикул Google Scholar
Zhou X, Feng Y, Zhang J, Shi Y, Wang L (2020) Последние достижения в технологии аддитивного производства каркасов для инженерии костной ткани. Международный журнал передовых производственных технологий 108 (11–12): 3591–3606. https://doi.org/10.1007/s00170-020-05444-1
https://doi.org/10.1007/s00170-020-05444-1
Статья Google Scholar
Сориано Эрас Э., Блая Аро Ф., Де Агустин дель Бурго Х.М., Ислан Маркос М., Д’Амато Р. (2018 г.) Датчик опережения нити накала для моделирования 3D-принтеров методом наплавления. Датчики 18(5):1495. https://doi.org/10.3390/s18051495
Статья Google Scholar
Тлегенов Ю., Хонг Г.С., Лу В.Ф. (2018) Мониторинг состояния сопла в 3D-печати. Робототехника и компьютеризированное производство 54:45–55. https://doi.org/10.1016/j.rcim.2018.05.010
Статья Google Scholar
Беран Т., Малхолланд Т., Хеннинг Ф., Рудольф Н., Освальд Т.А. (2018) Факторы засорения сопла при изготовлении плавленых нитей из полимеров, наполненных сферическими частицами. Дополнение Мануф 23:206–214. https://doi. org/10.1016/j.addma.2018.08.009
org/10.1016/j.addma.2018.08.009
Артикул Google Scholar
E3D-ONLINE (2020) E3D-V6 Устранение неполадок. https://e3donline.dozuki.com/Wiki/V6_Troubleshooting. По состоянию на 28 июня 2020 г.
Lambos N, Vosniakos GC, Papazetis G (2020) Недорогая автоматическая идентификация засорения сопла в 3D-принтерах для экструзии материалов. Производство Procedia 51: 274–279. https://doi.org/10.1016/j.promfg.2020.10.039
Статья Google Scholar
Wu H, Wang Y, Zhonghua Yu (2016) Мониторинг состояния машины FDM на месте с помощью акустической эмиссии. Международный журнал передовых производственных технологий 84 (5–8): 1483–1495. https://doi.org/10.1007/s00170-015-7809-4
Статья Google Scholar
Ким Дж.С., Ли К. С., Ким С.М., Ли С.В. (2018) Разработка управляемой данными системы мониторинга и диагностики на месте процесса моделирования плавленых отложений (FDM) на основе алгоритма метода опорных векторов. Международный журнал точного машиностроения и производства — экологически чистые технологии 5 (4): 479–486. https://doi.org/10.1007/s40684-018-0051-4
С., Ким С.М., Ли С.В. (2018) Разработка управляемой данными системы мониторинга и диагностики на месте процесса моделирования плавленых отложений (FDM) на основе алгоритма метода опорных векторов. Международный журнал точного машиностроения и производства — экологически чистые технологии 5 (4): 479–486. https://doi.org/10.1007/s40684-018-0051-4
Статья MathSciNet Google Scholar
Greeff GP, Schilling M (2017) Замкнутый контур управления проскальзыванием во время транспортировки нити при экструзии расплавленного материала. Дополнение Мануф 14:31–38. https://doi.org/10.1016/j.addma.2016.12.005
Статья Google Scholar
Li F, Yu Z, Shen X, Zhang H (2019) Признание статуса для моделирования изготовленных деталей методом наплавления на основе акустической эмиссии. В E3S Web of Conferences (Том 95, с. 01005). ЭДП наук. https://doi.org/10.1051/e3sconf/20199501005
https://doi.org/10.1051/e3sconf/20199501005
Wu H, Yu Z, Wang Y (2017) Мониторинг и диагностика состояния машины FDM в реальном времени на основе акустической эмиссии и скрытой полумарковской модели. Международный журнал передовых производственных технологий 90 (5–8): 2027–2036. https://doi.org/10.1007/s00170-016-9548-6
Статья Google Scholar
Lu Y, Wang Y (2018) Мониторинг температуры в аддитивном производстве с помощью физического измерения сжатия. J Manuf Syst 48: 60–70. https://doi.org/10.1016/j.jmsy.2018.05.010
Артикул Google Scholar
Liu J, Hu Y, Wu B, Wang Y (2018) Улучшенный подход к диагностике неисправностей для процесса FDM с акустической эмиссией. J Manuf Process 35: 570–579. https://doi.org/10.1016/j.jmapro.2018.08.038
Статья Google Scholar
 «>
«>Li Y, Zhao W, Li Q, Wang T, Wang G (2019) Мониторинг и диагностика на месте процесса изготовления плавленых нитей на основе датчиков вибрации. Датчики 19(11):2589. https://doi.org/10.3390/s19112589
Статья Google Scholar
Буккапатнам С., Кларк Б. (2007) Динамическое моделирование и мониторинг создания контуров — многослойный производственный процесс на основе экструзии. J Manuf Sci Eng 129 (1): 135–142. https://doi.org/10.1115/1.2375137
Тлегенов Ю., Лу В. Ф., Хонг Г. С. (2019) Динамическая модель для текущего контроля состояния сопла при моделировании наплавления. Прогресс в аддитивном производстве 4(3):211–223. https://doi.org/10.1007/s40964-019-00089-3
Артикул Google Scholar
Duty C, Ajinjeru C, Kishore V, Compton B, Hmeidat N, Chen X, Liu P, Hassen AA, Lindahl J, Kunc V (2018) Что делает материал пригодным для печати? Вязкоупругая модель для 3D-печати полимеров методом экструзии. J Manuf Process 35: 526–537. https://doi.org/10.1016/j.jmapro.2018.08.008
J Manuf Process 35: 526–537. https://doi.org/10.1016/j.jmapro.2018.08.008
Статья Google Scholar
Луо С., Ван С., Миглер К.Б., Сеппала Дж. Э. (2020) Верхняя граница скорости подачи в экструзионном производстве термопластичных материалов. Аддит Мануф 32:101019. https://doi.org/10.1016/j.addma.2019.101019
Статья Google Scholar
Освальд Т.А., Пуэнтес Дж., Каттингер Дж. (2018) Модель плавления при изготовлении плавленых нитей. Дополнение Мануф 22:51–59. https://doi.org/10.1016/j.addma.2018.04.030
Статья Google Scholar
Chen Y, Shi T, Lu L, Yue X, Zhang J (2019) Оптимизация конструкции сопла для смешивания цветов на основе взаимодействия нескольких физических полей. В: Серия конференций IOP: Науки о Земле и окружающей среде (том 233, № 3, стр. 032004). Издательство ИОП. https://doi.org/10.1088/1755-1315/233/3/032004
032004). Издательство ИОП. https://doi.org/10.1088/1755-1315/233/3/032004
Хан С., Сяо Ю., Ци Т., Ли З., Цзэн К. (2017) Проектирование и анализ сопла 3D-принтера для моделирования методом наплавления для смешивания цветов. Adv Materi Sci Eng. https://doi.org/10.1155/2017/2095137
Шукла В.В., Кулкарни А.К., Пингле А.К., Оза С. (2019) Термический анализ разжижителя 3-D принтера указывает на возможную причину засорения сопла. специальный выпуск Международного журнала исследований и разработок в области машиностроения и производства 9:176–182
Halidi SNAM, Abdullah J (2012) Влияние влаги на АБС-пластик, используемый для машины для быстрого прототипирования методом наплавления. В: Симпозиум IEEE по гуманитарным наукам, естественным наукам и инженерным исследованиям, 2012 г. (стр. 839–843). IEEE. https://doi.org/10.1109/SHUSER.2012.6268999
Zhang X, Chen L, Kowalski C, Mulholland T, Osswald TA (2019) Поведение алюминиевых/поликарбонатных композитов в процессе экструзионной печати материалов через сопло. J Appl Polym Sci 136(12):47252. https://doi.org/10.1002/app.47252
J Appl Polym Sci 136(12):47252. https://doi.org/10.1002/app.47252
Артикул Google Scholar
Балани С.Б., Чаберт Ф., Нассиет В., Кантарель А. (2019) Влияние параметров печати на стабильность осажденных шариков при изготовлении плавленых нитей из поли(молочной) кислоты. Дополнение Мануф 25:112–121. https://doi.org/10.1016/j.addma.2018.10.012
Статья Google Scholar
Лю Дж., Андерсон К.Л., Сридхар Н. (2020)Прямое моделирование моделирования осаждения полимеров плавлением (fdm) — реализация многофазного вязкоупругого решателя в OpenFOAM. Int J Comput Methods 17 (01): 1844002. https://doi.org/10.1142/S0219876218440024
Артикул MathSciNet Google Scholar
Comminal R, Hattel JH, Spangenberg J (2017) Численное моделирование плоской экструзии и изготовления сплавленных нитей неньютоновских жидкостей. Норд Реол Сок Анну Транс 25: 263–270
Норд Реол Сок Анну Транс 25: 263–270
Google Scholar
Агассант Дж. Ф., Пижонно Ф., Сардо Л., Винсент М. (2019) Анализ потока растекания полимера при производстве экструзионных добавок. Аддит Мануф 29:100794. https://doi.org/10.1016/j.addma.2019.100794
Статья Google Scholar
Comminal R, Serdeczny MP, Pedersen DB, Spangenberg J (2018) Численное моделирование потока укладки прядей в аддитивном производстве на основе экструзии. Дополнение Мануф 20:68–76. https://doi.org/10.1016/j.addma.2017.12.013
Статья Google Scholar
Госсет А., Баррейро-Виллаверде Д., Бесерра Пермуй Х.С., Лема М., Арес-Пернас А., Абад Лопес М.Дж. (2020) Экспериментальное и численное исследование процесса экструзии и осаждения поли(молочной кислоты) нити с расплавленной моделирование отложений. Полимеры 12(12):2885. https://doi.org/10.3390/polym12122885
Полимеры 12(12):2885. https://doi.org/10.3390/polym12122885
Артикул Google Scholar
Сердечный М.П., Комминал Р., Педерсен Д.Б., Спангенберг Дж. (2018) Экспериментальная проверка численной модели формы пряди в экструзионном аддитивном производстве материалов. Аддит Мануф 24: 145–153. https://doi.org/10.1016/j.addma.2018.09.022
Статья Google Scholar
Ся Х., Лу Дж., Трюггвасон Г. (2019 г.) Моделирование изготовления плавленых нитей с использованием метода фронтального отслеживания. Int J Heat Mass Transf 138: 1310–1319. https://doi.org/10.1016/j.ijheatmasstransfer.2019.04.132
Статья Google Scholar
Сердечный М.П., Комминал Р., Педерсен Д.Б., Спангенберг Дж. (2019)Численное моделирование формирования мезоструктуры при экструзионном аддитивном производстве материалов. Дополнение Мануф 28:419–429. https://doi.org/10.1016/j.addma.2019.05.024
Дополнение Мануф 28:419–429. https://doi.org/10.1016/j.addma.2019.05.024
Артикул Google Scholar
Ся Х., Лу Дж., Дабири С., Трюггвасон Г. (2018) Полностью решенное численное моделирование моделирования наплавления. Часть I: Журнал быстрого прототипирования потока жидкости. https://doi.org/10.1108/RPJ-12-2016-0217
Статья Google Scholar
Xia H, Lu J, Tryggvason G (2019) Численное исследование влияния вязкоупругих напряжений при изготовлении плавленых нитей. Методы вычислений Appl Mech Eng 346: 242–259. https://doi.org/10.1016/j.cma.2018.11.031
Статья MathSciNet МАТЕМАТИКА Google Scholar
Верма А., Вишной П., Сухоцкий В., Фурлани Е.П. (2018) Численное моделирование экструзионно-аддитивного производства: моделирование методом наплавления. TechConnect Briefs 4:118–121
TechConnect Briefs 4:118–121
Google Scholar
Шадвар Н., Форузмехр Э., Бадросамай М., Амухади И., Диндарлоо А.С. (2021) Вычислительный анализ процесса экструзии моделирования плавленого осаждения акрилонитрила-бутадиена-стирола. Форма IntJ Mater 14 (1): 121–131. https://doi.org/10.1007/s12289-019-01523-1
Артикул Google Scholar
Ван З., Смит Д. (2017) Влияние реологии расплава полимера на прогнозируемое набухание головки и ориентацию волокон в потоке сопла для изготовления плавленых нитей. В: Труды симпозиума по изготовлению твердых материалов произвольной формы (стр. 1082–1095)
Хеллер Б.П., Смит Д.Е., Джек Д.А. (2019) Моделирование плоскостного осаждения композитов с волокнистым наполнителем в аддитивном производстве на больших площадях. Аддит Мануф 25: 227–238. https://doi.org/10. 1016/j.addma.2018.10.031
1016/j.addma.2018.10.031
Артикул Google Scholar
Bertevas E, Férec J, Khoo BC, Ausias G, Phan-Thien N (2018) Гидродинамика сглаженных частиц (SPH) моделирование ориентации волокон в процессе 3D-печати. Физические жидкости 30(10):103103. https://doi.org/10.1063/1.5047088
Статья Google Scholar
Коста С.Ф., Дуарте Ф.М., Ковас Дж.А. (2017) Оценка температуры нити и развития адгезии в методах наплавки. J Mater Process Technol 245: 167–179. https://doi.org/10.1016/j.jmatprotec.2017.02.026
Статья Google Scholar
Kousiatza C, Chatzidai N, Karalekas D (2017) Температурное картирование 3D-печатных полимерных пластин: экспериментальное и численное исследование. Датчики 17(3):456. https://doi.org/10.3390/s17030456
Статья Google Scholar
 «>
«>Li L (2004) Анализ и изготовление прототипов FDM с локально контролируемыми свойствами. Диссертация, Университет Калгари
Бренкен Б., Баросио Э., Фавалоро А., Кунц В., Пайпс Р.Б. (2019) Разработка и проверка моделирования процесса экструзионного осаждения присадок. Аддит Мануф 25: 218–226. https://doi.org/10.1016/j.addma.2018.10.041
Статья Google Scholar
Zhang Y, Chou YK (2006) Моделирование трехмерного анализа методом конечных элементов процесса моделирования наплавленного осаждения. Труды Института инженеров-механиков, часть B: Journal of Engineering Manufacture 220 (10): 1663–1671. https://doi.org/10.1243/2F09544054JEM572
Артикул Google Scholar
Эль Мумен А., Тарфауи М., Лафди К. (2019) Моделирование полей температуры и остаточных напряжений при 3D-печати полимерных композитов. Международный журнал передовых производственных технологий 104 (5): 1661–1676. https://doi.org/10.1007/s00170-019-03965-y
Международный журнал передовых производственных технологий 104 (5): 1661–1676. https://doi.org/10.1007/s00170-019-03965-y
Статья Google Scholar
Фан Д.Д., Хорнер Дж.С., Суэйн З.Р., Берис А.Н., Маккей М.Е. (2020) Вычислительное гидродинамическое моделирование процесса плавления в технологии аддитивного изготовления плавленых нитей. Дополнение Мануф 33:101161. https://doi.org/10.1016/j.addma.2020.101161
Артикул Google Scholar
Фан Д.Д., Суэйн З.Р., Маккей М.Е. (2018) Реологические эффекты и эффекты теплопередачи при изготовлении плавленых нитей. Дж. Реол 62 (5): 1097–1107. https://doi.org/10.1122/1.5022982
Статья Google Scholar
Мостафа Н., Сайед Х.М., Игорь С., Эндрю Г. (2009) Исследование анализа течения расплава композита АБС-железо в процессе моделирования наплавления. Цинхуа Наука и технологии 14:29–37. https://doi.org/10.1016/S1007-0214(09)70063-X
Цинхуа Наука и технологии 14:29–37. https://doi.org/10.1016/S1007-0214(09)70063-X
Статья Google Scholar
Куган Т.Дж., Казмер Д.О. (2019) Текущий реологический мониторинг моделирования плавленых отложений. Дж. Реол 63 (1): 141–155. https://doi.org/10.1122/1.5054648
Статья Google Scholar
Андерегг Д.А., Брайант Х.А., Раффин Д.К., Скрип С.М. мл., Фэллон Дж.Дж., Гилмер Э.Л., Бортнер М.Дж. (2019) Мониторинг температуры и давления потока полимера на месте при производстве добавок на основе экструзии. Дополнение Мануф 26:76–83. https://doi.org/10.1016/j.addma.2019.01.002
Артикул Google Scholar
Го Дж., Шиффрес С.Н., Стивенс А.Г., Харт А.Дж. (2017) Пределы скорости аддитивного производства путем изготовления плавленых нитей и рекомендации по проектированию высокопроизводительных систем. Дополнение Мануф 16:1–11. https://doi.org/10.1016/j.addma.2017.03.007
Дополнение Мануф 16:1–11. https://doi.org/10.1016/j.addma.2017.03.007
Статья Google Scholar
Пижонно Ф., Сюй Д., Винсент М., Агассант Дж. Ф. (2020) Расчеты нагрева и потока аморфного полимера в разжижителе экструзионного 3D-принтера. Дополнение Мануф 32:101001. https://doi.org/10.1016/j.addma.2019.101001
Артикул Google Scholar
Чжан Дж., Василиаускайте Э., Де Кайпер А., Де Шрайвер С., Фогелер Ф., Десплентер Ф., Феррарис Э. (2021) Температурный анализ при производстве плавленых нитей: от нити, поступающей в горячий конец, до печатных деталей. 3D-печать и аддитивное производство. https://doi.org/10.1089/3dp.2020.0339
Serdeczny MP, Comminal R, Mollah MT, Pedersen DB, Spangenberg J (2020) Численное моделирование потока полимера через хот-энд в материале на основе волокон экструзионное аддитивное производство. Дополнение Мануф 36:101454. https://doi.org/10.1016/j.addma.2020.101454
Дополнение Мануф 36:101454. https://doi.org/10.1016/j.addma.2020.101454
Артикул Google Scholar
Ramanath HS, Chua CK, Leong KF, Shah KD (2008) Течение расплава поли-ε-капролактона при моделировании осаждения плавлением. J Mater Sci — Mater Med 19 (7): 2541–2550. https://doi.org/10.1007/s10856-007-3203-6
Статья Google Scholar
Сукиндар Н.А., Ариффин М.К., Бахарудин Б.Х., Джаафар С.Н., Исмаил М.И. (2016) Анализ влияния диаметра сопла при моделировании наплавления для экструдирования полимолочной кислоты с использованием 3D-печати с открытым исходным кодом. Журнал Технологии 78(10). https://doi.org/10.11113/jt.v78.6265
Сукиндар Н.А., Мохд Ариффин М.К. (2016) Анализ по поиску оптимального угла наклона полимолочной кислоты при моделировании расплавленного осаждения. В: Прикладная механика и материалы (том 835, стр.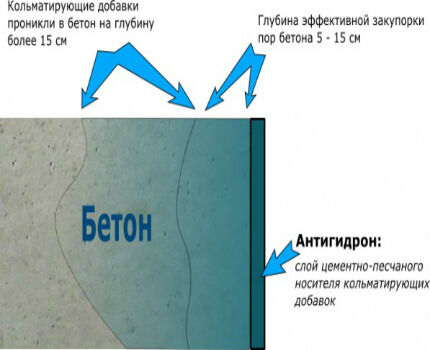 254–259). Trans Tech Publications Ltd. https://doi.org/10.4028/www.scientific.net/AMM.835.254
254–259). Trans Tech Publications Ltd. https://doi.org/10.4028/www.scientific.net/AMM.835.254
Ниенхаус В., Смит К., Шпиль Д., Дорсам Э. (2019) Исследования геометрии сопла при изготовлении плавленых нитей . Аддит Мануф 28: 711–718. https://doi.org/10.1016/j.addma.2019.06.019
Артикул Google Scholar
Херес-Меса Р., Травьесо-Родригес Х.А., Корбелла Х., Буске Р., Гомес-Грас Г. (2016) Анализ методом конечных элементов теплового поведения разжижителя 3D-принтера RepRap. Мехатроника 36:119–126. https://doi.org/10.1016/j.mechatronics.2016.04.007
Статья Google Scholar
Херес-Меса Р., Гомес-Грас Г., Травьесо-Родригес Дж.А., Гарсия-Плана В. (2018) Сравнительное исследование теплового поведения трех различных ожижителей для 3D-принтеров. Мехатроника 56:297–305. https://doi.org/10.1016/j. mechatronics.2017.06.008
mechatronics.2017.06.008
Статья Google Scholar
Джафферсон Дж.М., Шарма Х. (2021) Термический анализ новых ребер радиатора для разжижителя 3D-принтера FDM. Материалы сегодня: Материалы. https://doi.org/10.1016/j.matpr.2021.02.063
Гюнель О., Коч Э., Тиряки Г. (2017) Исследование влияния геометрии радиатора на эффективность охлаждения разжижителя 3D-принтера fdm. В: Международная конференция по энергетике и теплотехнике, Стамбул. Турция (стр. 569–573)
Пецка П., Хоанг Т.Д. (2016) Исследование различных геометрических параметров радиатора с воздушным охлаждением для снижения температуры с помощью анализа методом конечных элементов. J Eng 06(12):29-35
Ходжсон Г., Ранеллуччи А., Мо Дж. (2020) Slic3r manual—cooling. https://manual.slic3r.org/expert-mode/cooling. По состоянию на 30 июня 2020 г.
Ходжсон Г., Ранеллуччи А., Мо Дж. (2020 г.) Руководство Slic3r — борьба с илом. https://manual.slic3r.org/expert-mode/fighting-ooze. По состоянию на 30 июня 2020 г.
ANSYS I (2009 г.) Руководство по теории ANSYS Fluent 12.0. ANSYS FLUENT Release
Wilcox DC (1998) Моделирование турбулентности для CFD. DCW Industries, La Canada
Юсефзаде О., Джедди Дж., Вазиринасаб Э., Гармаби Х. (2019) Фазовые переходы поли(молочной кислоты) в присутствии нанокарбоната кальция: противоположное влияние нанонаполнителя на статические и динамические измерения. J Thermoplast Compos Mater 32(3):312–327. https://doi.org/10.1177/0892705718759386
Артикул Google Scholar
Эн-Наджи А., Мухиб Н., Лахлоу М., Фарид Х., Эль Горба М. (2019) Изменение экспериментального модуля Юнга с повышением температуры для материала АБС, подвергнутого испытанию на растяжение. Журнал инженерных и прикладных наук ARPN 14 (3): 708–717
Журнал инженерных и прикладных наук ARPN 14 (3): 708–717
Google Scholar
Van Wazer JR (1963) Измерение вязкости и текучести: лабораторный справочник по реологии. Интерсайенс Паблишерс
Google Scholar
Барнс Х.А., Хаттон Дж.Ф., Уолтерс К. (1989) Введение в реологию. Elsevier
Кобос С.М., Гарсон Л., Мартинес Дж.Л., Феноллар О., Феррандис С. (2019) Изучение термических и реологических свойств PLA, наполненного углеродными и галлуазитовыми нанотрубками, для аддитивного производства. Журнал быстрого прототипирования 25 (4): 738–743. https://doi.org/10.1108/RPJ-11-2018-0289
Статья Google Scholar
Хеллер Б.П., Смит Д.Е., Джек Д.А. (2016) Влияние набухания экструдата и геометрии сопла на ориентацию волокна в потоке сопла для изготовления плавленых нитей. Аддит Мануф 12: 252–264. https://doi.org/10.1016/j.addma.2016.06.005
Аддит Мануф 12: 252–264. https://doi.org/10.1016/j.addma.2016.06.005
Статья Google Scholar
Хеллер Б.П., Смит Д.Е., Джек Д.А. (2015) Влияние набухания экструдата, формы сопла и зоны конвергенции на ориентацию волокна при моделировании потока сопла наплавлением. Proceedings of the Solid Freeform Fabrication, Остин, Техас, США: 1220–1236
Попов Е.П., Баллан Т.А. (1999) Инженерная механика твердого тела. Прентис-Холл, Нью-Джерси
Экологический монитор | Химические вещества, препятствующие засорению, могут вызвать загрязнение
Профессор гражданской и экологической инженерии Хелен Нгуен обнаружила, что добавки, смягчающие воду, могут увеличить риск попадания патогенов в питьевую воду, ослабляя сцепление бактерий с внутренней частью труб. (Источник: Л. Брайан Штауффер, Иллинойский университет, https://news.illinois.edu/view/6367/675371)
В планах управления питьевой водой во многих городах используются химические смягчающие вещества, чтобы уменьшить накопление минералов и поддерживать поток воды в водопроводе. Недавние исследования показывают, что эти добавки могут сделать сантехнику гораздо более скользкой, не только для воды, но и для патогенных бактерий, таких как те, которые вызывают болезнь легионеров. Биопленки растут внутри труб, по которым течет вода, прикрепляясь к отложениям минеральной накипи.
Недавние исследования показывают, что эти добавки могут сделать сантехнику гораздо более скользкой, не только для воды, но и для патогенных бактерий, таких как те, которые вызывают болезнь легионеров. Биопленки растут внутри труб, по которым течет вода, прикрепляясь к отложениям минеральной накипи.
«Минеральные отложения — это осадки химических соединений в питьевой воде», — объясняет доктор Хелен Нгуен, профессор гражданского строительства в Университете Иллинойса и соавтор недавнего исследования. «Биопленки состоят из микроорганизмов и химических веществ, выделяемых микробами. Эти микробы также из питьевой воды. Химические осадки можно найти в матрице биопленки».
Накипь на трубах защищает качество воды в некоторых случаях, например, когда трубы сделаны из свинца или имеют свинцовую пайку; в этих случаях минеральные отложения очень важны для предотвращения выщелачивания оксидов свинца или железа в питьевую воду. Однако, если накипь не контролировать, она полностью заблокирует трубы.
Проблема, как объясняет д-р Нгуен, заключается в контроле образования накипи в водопроводных системах внутри здания, чтобы вода, доставляемая клиентам, была безопасной.
«Для установок по очистке питьевой воды сложно поддерживать тонкий баланс в борьбе с накипью через очень большую распределительную систему, включая водопровод, сервисную линию и частные водопроводные системы», — подробно описывает д-р Нгуен. «Вопрос в том, как контролировать образование накипи, чтобы не создавать непредвиденных последствий. Наше исследование показало, что полифосфат, обычно используемый для борьбы с накипью, может способствовать росту биопленки на водопроводных трубах. Кроме того, мы обнаружили, что биопленки, выращенные из воды с полифосфатом, толще и мягче, чем биопленки из той же воды, но без добавления полифосфата».
Это важно, потому что в предыдущем исследовании команда обнаружила, что более мягкие биопленки снижают способность остаточных дезинфицирующих средств, таких как свободный хлор или монохлорамин, инактивировать Legionella pneumophila, выделяемую из биопленок — опасных бактерий, которые могут вызывать легочные инфекции.
а) Средняя толщина и б) выбранные ОКТ-изображения биопленок, полученных из жестких грунтовых вод, мягких грунтовых вод и грунтовых вод, содержащих SHMP. (Источник: Шен и др., https://www.nature.com/articles/s41522-018-0058-1/figures/3)
«Более мягкие биопленки легче разрушить под воздействием напряжения сдвига, вызванного потоком воды, например, когда мы открываем кран», — описывает доктор Нгуен. «Кусочки разорванных биопленок могут содержать такие патогены, как Legionella pneumophila. Кроме того, материалы биопленки, окружающие эти патогены, могут привести к истощению дезинфицирующего средства; в результате эффективность дезинфицирующего средства для борьбы с патогенами снижается».
Биопленки в лаборатории
Команда использовала магнитодвижущую оптическую когерентную эластографию для измерения мягкости и толщины выращенных в лаборатории биопленок во время экспериментов. Инструмент обычно используется для измерения прочности раковой ткани, но в данном случае команда адаптировала технику для количественной оценки прочности биопленок, которые они выращивали внутри труб из ПВХ с использованием местных грунтовых вод.
«Мы сосредоточились на физических свойствах биопленок, включая толщину, шероховатость и жесткость», — отмечает д-р Нгуен. «Биопленки были выращены с использованием подземных вод после гранулированной фильтрации. Эти подземные воды — тот же источник воды, который используется в Урбана-Шампейн, штат Иллинойс. Мы смоделировали различные сценарии, добавив в эти грунтовые воды ингибиторы образования накипи и антикоррозионные ингибиторы, и в течение нескольких месяцев вырастили биопленку из этих вод. После этого мы охарактеризовали биопленки».
Доктор Нгуен и его команда последние девять лет работали над этой проблемой. Они многое узнали об этом, но остается еще много вопросов.
«В настоящее время мы пытаемся понять, какие химические вещества, предотвращающие коррозию и образование накипи, вызывают наименьший рост и разрушение биопленки, — говорит д-р Нгуен. «Наиболее часто используются химические вещества на основе фосфатов, такие как полифосфат, ортофосфат и их смеси.