Плотность чугуна, значение и примеры
Плотность чугуна и другие его физические свойства
Углерод в составе чугуна может присутствовать в различных формах: в виде соединения состава Fe3C, называемого цементитом или в виде графита (пластинчатого, хлопьевидного или сферического), причем от формы графита в значительной мере зависят свойства чугуна. Он в очень малой степени способен к пластической деформации (в обычных условиях не поддается ковке), но обладает хорошими литейными свойствами. Чугун дешевле стали.
Выделяют белый, серый, высокопрочный и ковкий чугун. Плотность чугуна показана ниже:
|
Чугун |
|||
|
белый |
серый (СЧ 10 ГОСТ 1412-85) |
высокопрочный (ВЧ 35 ГОСТ 7293-85 |
ковкий (КЧ 70-2 ГОСТ 1215-79) |
|
7400 – 7750 |
6800 |
7200 |
7000 |
Белый чугун содержит весь углерод в виде цементите.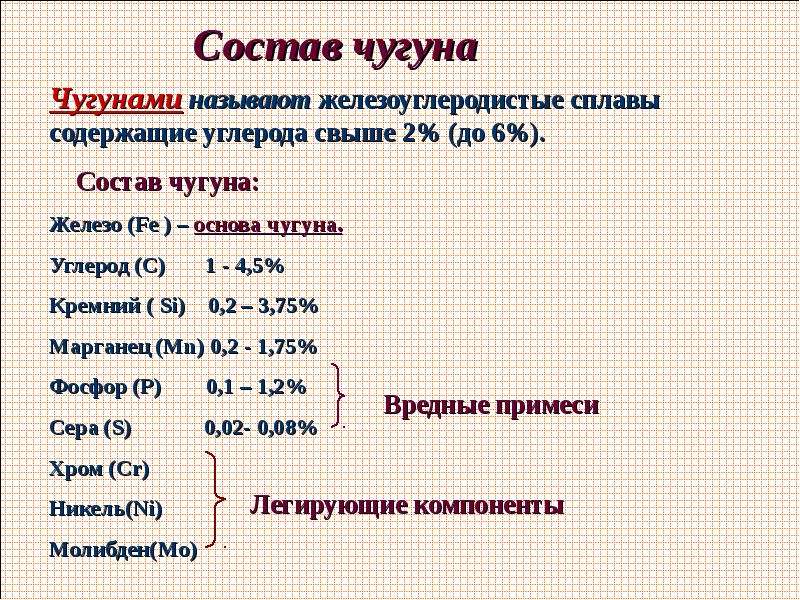 Он обладает высокой твердостью, хрупок и поэтому имеет ограниченное применение. В основном он выплавляется для передела на сталь.
Он обладает высокой твердостью, хрупок и поэтому имеет ограниченное применение. В основном он выплавляется для передела на сталь.
В сером чугуне углерод содержится главным образом в виде пластинок графита. Серый чугун (рис. 1) характеризуется высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка) и служит основным материалом для литья. Он широко применяется в машиностроении для отливки станин станков и механизмов, поршней, цилиндров. Кроме углерода, серый чугун содержит другие элементы. Важнейшие из них – это кремний и марганец. В большинстве марок серого чугуна содержание углерода лежит в пределах 2,4-3,8%, кремния 1-4% и марганца до 1,4%.
Рис. 1. Серый чугун. Внешний вид.
Высокопрочный чугун получают присадкой к жидкому чугуну некоторых элементов, в частности магния, под влиянием которого графит при кристаллизации принимает сферическую форму. Сферический графит улучшает механические свойства чугуна. Из высокопрочного чугуна изготовляют коленчатые валы, крышки цилиндров, детали прокатных станов, прокатные валки, насосы, вентили.
Ковкий чугун получают длительным нагреванием отливок из белого чугуна. Его применяют для изготовления деталей, работающих при ударных и вибрационных нагрузках. Пластичность и прочность ковкого чугуна обусловлены тем, что углерод находится в нем в форме хлопьевидного графита.
Примеры решения задач
ФОРМУЛЫ — ЧУГУН — Энциклопедия по машиностроению XXL
При фрезеровании бронзовых отливок для определения окружной силы и эффективной мощности следует ввести в формулы для чугуна поправочный коэфициент 0,75.Коэффициент Фкр определяется по формулам для чугунных стандартных колодок [c.33]
В этой формуле для чугунных и стальных труб, находившихся уже в работе и утративших гладкость поверхност -стенок изнутри, можно полагать /г =0,012. Приняв такое зна чение коэфициента шероховатости, формулу для определения после преобразований можно представить в следующем виде
[c. 88]
88]
При конструировании барабана (см. рис. 20) толщину стенки его предварительно определяют по эмпирическим формулам для чугунных барабанов толщина стенки [c.48]
Структурная формула жидкого чугуна имеет вид [c.416]
Перевод действительной силы нажатия на тормозную колодку в расчетную производят по следующим формулам для чугунных стандартных колодок [c.57]
В ГОСТ 22034-76 находят для шпильки с резьбой М24 при завинчивании ее в чугун длину ввинчиваемого конца /i = 30 мм. Длину шпильки I (длина шпильки без ввинчиваемого конца) определяют 1ю формуле I =- Ь] + Н + s + а + с. [c.292]
В формулах (5.5) и (5.6) г — число болтов, расположенных с одной стороны вала, /коэффициент запаса. Коэффициент трения для чугунных и стальных деталей, работающих без смазки, можно выбирать в пределах / 0,15…0,18.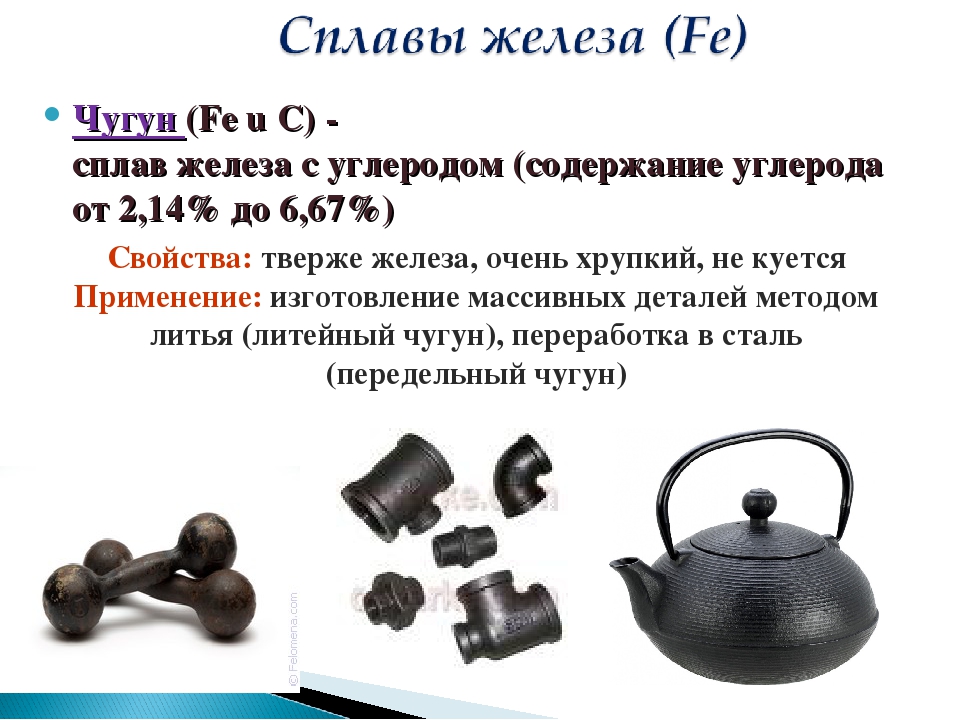 [c.75]
[c.75]
С учетом формул (209)-(211) построены диаграммы (рис. 325-330) для наиболее распространенных случаев прессовых соединений. Принято для стали = 21 10- чугуна = 8 10 , алюминиевых сплавов = 7,2 10 , бронз = 11-10 ктс/мм . Для чугуна принято ц = 0,15, для всех остальных материалов ц = 0,3.
Подставляя полученные значения q и р р в формулу Герца (19.14) и принимая а = 20°, соз>ь яг 1, = 0,88-10 даН/см (чугун [c.320]
Y,= 10° , = 2,15.10 МПа j=10=Mna (бронза, чугун) и Гг (Н-м), а также заменив q- — 2.x на q, после преобразований получаем формулу для (МПа) [c.238]
В случае хрупкого материала, например чугуна, в формулу (IX. 10) следует подставить допускаемое напряжение на растяжение [c.243]
Аналогичным образом получим условия применимости формулы Эйлера для чугуна Х 80. [c.270]
В тех случаях, когда экспериментальные данные по определению эффективного коэффициента концентрации напряжений отсутствуют, а известны значения теоретического коэффициента концентрации напряжений, можно использовать для определения Ка следующую эмпирическую формулу Ка= — -д (а — 1), где д — так называемый коэффициент чувствительности материала к концентрации напряжений = (ТСд — 1) / (а —1).
Формула (42) определяет также отношение натяжений Р (ведущей) и Q (ведомой) частей ремня, равномерно вращающего шкив, если проскальзывание ремня по шкиву отсутствует. Считая, например, при этом а=п и принимая для кожаного ремня и чугунного шкива /о=0,3, получим, что отношение натяжений Q/P=e » 0,4.
Проверка на прочность ступиц стальных зубчатых колес не обязательна, поскольку во всех реальных случаях эквивалентные напряжения не превышают 0,8О[. Нельзя применять соединения для посадки на валы чугунных зубчатых колес или червячных колес с чугунными центрами, так как напряжения в те.те ступицы превышают предел прочности чугуна на разрыв. Поэтому формулы (3.12).. . (3.14) применяют для проверки прочности охватывающей детали из бронзы, например венца червячного колеса.
[c.276]
Нельзя применять соединения для посадки на валы чугунных зубчатых колес или червячных колес с чугунными центрами, так как напряжения в те.те ступицы превышают предел прочности чугуна на разрыв. Поэтому формулы (3.12).. . (3.14) применяют для проверки прочности охватывающей детали из бронзы, например венца червячного колеса.
[c.276]
Допускаемое давление д принимают в зависимости от материала катков например, у текстолита по стали или чугуну [д] =40. . . 80 кН м у фибры по стали или чугуну [( ] = 35. … .. 40 кН/м. Для металлических колес (коэффициент Пуассона v==0,3) контактные напряжения определяют по формуле Герца [c.258]
Рабочие поверхности кулачков и роликов при обработке шлифуют. Кулачки обычно изготовляют из стали, чугуна или бронзы, а ролики и толкатели — из стали. Значения допускаемых напряжений для кулачка и ролика из углеродистой закаленной стали С//= 1200 Л Ша для кулачка из бронзы Бр ОФ6,5-0,15 и стального закаленного ролика [ая] = 570 МПа для кулачка и ролика из цементированной стали 20Х [а ] = 1600 МПа.
Базой для расчета служит формула Герца. При = 2 15.10, 2 = 0,9. 10 кгс/см и известных размерах передачи контактное напряжение в зубьях колес из бронзы и чугуна (в кгс/см°) [c.653]
Расчет на контактную прочность применим только для катков из стали, чугуна или текстолита. Объясняется это тем, что прочие материалы, применяемые для рабочих поверхностей катков, например кожа, при деформировании не следуют закону Гука, на котором основана формула Герца.
Для чугупа предельная гибкость равна 80, гибкость стержня оказалась меньше предельной гибкости, поэтому формулой Эйлера пользоваться нельзя. Найдем напряжения по формуле Ясинского, которая для чугуна имеет вид [c.346]
Этому вопросу будут посвящены последующие главы. Пока для решения простых задач приведем приближенную эмпирическую формулу Дарси для коэффициента Я при движении воды в чугунных трубах диаметром с [c. 71]
71]
Трудности, скорее, могут возникнуть при изучении касательных напряжений при изгибе и особенно при определении перемещений. Первый из указанных вопросов рассматривается без вывода формулы Журавского, а сведения об определении перемещений ограничены указаниями по применению таблиц прогибов. Пожалуй, единственным более или менее сложным оказывается вопрос о расчете на прочность балок из материалов, различно сопротивляющихся растяжению и сжатию, например из чугуна. [c.118]
Надо дать эмпириче скую формулу (параболическую зависимость) для чугуна. [c.197]
Разрыв образцов из хрупких металлов происходит при весьма незначительном удлинении и без образования шейки. На рис. 107 приведена диаграмма растяжения серого чугуна СЧ 28, типичная для таких материалов. Диаграмма не имеет выраженного начального прямолинейного участка. Однако, определяя деформации в чугунных деталях, все же пользуются формулой, выражающей закон Гука. Значение модуля упругости Е находят как тангенс угла наклона прямой, проведенной через начальную точку О диаграммы в точку В, соответствующую напряжению, при котором определяют деформацию. Такой модуль называют секущим.
[c.109]
Такой модуль называют секущим.
[c.109]
Для чугунных и стальных водопроводных труб, бывших в эксплуатации, Ф. А. Шевелевым рекомендованы следующие формулы у
Таким образом, значения модуля расхода определяются диаметром трубы и зависят от коэффициентов к в формуле (6.9) или С в формуле (6.11). В табл. 43 приведены значения модуля расхода К для чугунных труб различных диаметров, подсчитанные по формуле (6.11), где коэффициент С принимался по формуле Маннинга [c.221]
Пример 19. По трубопроводу из чугунных труб диаметром 300 М.Ж и длиной L = 1200 м проходит вода расход ее Q = = 85 л сек. Найти потери напора в трубопроводе. Так как расход воды Q и диаметр трубы d известны, то для определения потерь напора воспользуемся второй водопроводной формулой (234) [c.155]
Можно не сомневаться в том, что дальнейшие исследования еще уточнят наши знания коэффициента X и помогут выбирать и обосновывать числовые значения эквивалентной шероховатости для труб из различных материалов (стальных, чугунных, деревянных, этернитовых, прорезиненных и др. ). При этом применяемые в настоящее время всякого рода так называемые специальные формулы для расчета газопроводов, паропроводов, этернитовых и деревянных труб и др. выйдут из употребления отметим в связи с этим, что уже теперь во многих случаях эти трубопроводы рассчитывают по универсальным формулам.
[c.188]
). При этом применяемые в настоящее время всякого рода так называемые специальные формулы для расчета газопроводов, паропроводов, этернитовых и деревянных труб и др. выйдут из употребления отметим в связи с этим, что уже теперь во многих случаях эти трубопроводы рассчитывают по универсальным формулам.
[c.188]
Расчет водопроводных сетей из бывших в эксплуатации стальных и чугунных труб обычно проводят по формулах ВНИИ ВОДГЕО при Ке[c.58]
Формулы (88) и (91), а также (89) и (92) точны, но не всегда бывают удобными для пользования. Во многих случаях практики желательно иметь для 5 одночленную степенную формулу. В связи с этим часто составляют одночленную степенную формулу, которая в определенных границах дает результаты, мало отличающиеся от результатов, полученных по более точным формулам. Так, для расчета водопроводной сети из чугунных и стальных труб (при А = 1 мм) вместо формулы (91) можно рекомендовать следующие составленные автором одночленные степенные формулы
[c. 77]
77]
Расчет прямоугольных гладких труб выполняется так, как указано в п. 1°. 3°. Дополнительные замечания. В случае стальных и чугунных водопроводных труб, уже находившихся в эксплуатации, величину А, в последнее время рекомендуют иногда определять по эмпирическим формулам Ф. А. Шевелева [c.168]
Необходимо запомнить, что каждая чугунная труба характеризуется определенным численным значением К если задан диаметр D, то, следовательно, задана и величина К (ее берут из упомянутых таблиц). Зная К , по формуле (5-2) легко находим h,. По формуле (5-2) можно решать и другие задачи например, зная h,, К и I, можем найти расход Q и т. п. [c.212]
В формулах (9.16)…(9.20) E =2EiE2l Е +Е ), где Ei и fa — модули упругости материалов червяка и колеса j=2,l -Ю- МПа — стяль 2=0,9-10 МПа — бронза, чугун. [c.182]
Основным критерием работоспособности этих резьб является износостойкость. В целях уменьшения износа применяют антн( )рик-циопиые пары материалов (сталь — чугун, сталь — бронза и др. ), смазку трущихся поверхностей, малые допускаемые иапряяхчшя смятия [o J. Значение в ходовой резьбе выражается такой же формулой, как н в крепежной 1см. формулу (1.13)], а именно
[c.258]
), смазку трущихся поверхностей, малые допускаемые иапряяхчшя смятия [o J. Значение в ходовой резьбе выражается такой же формулой, как н в крепежной 1см. формулу (1.13)], а именно
[c.258]
Для твердых бронз, латуней и чугунов допускаемые контактные напряжения выбирают из условия сопротивления заеданию в зависимости от скорости скольжения, материала червяка и его термической и механической обработок. Из [15] их можно определять по формулам [0н] = ЗОО —25Уск, Н/мм —для бронзы Бр АЖ 9-4 при работе в паре со стальным закаленным и шлифованным червяком [стн]= 180 —40 Оск — Для колес из чугунов СЧ 15-32, СЧ 18-36 и стальных червяков [ан] = 210 —35u k — для чугунных колес и чугунных червяков, где V k — скорость скольжения. [c.233]
Для ориентирово шого определения минимальной длины посадочных поясов в прессовых соединениях общего назначения можно пользоваться формулой = асР-1 , где — длина пояса (за вычетом фасок), мм й — диаметр соединения, мм а — коэффициент, равный для охватывающих деталей, выполненных из сталей н = 4, из чугунов а = 5, из легких сплавбв а = 6. На основании этой формулы построен график (рис. 339).
[c.488]
На основании этой формулы построен график (рис. 339).
[c.488]
Проверяют условие самоторможения винта по формуле уоднозаходной резьбы у определяют по формуле (3.15), принимая р —р, а приведенный угол трения — по формуле ф =aг tg(// os(a/2)], принимая коэффициент трения стали по бронзе /=0,1, а стали по чугуну /=0,15…0,18. [c.377]
В формулах М р — наибольший передаваемый крутящий момент d — диаметр вала /р — расчетная длина шпонки (см. рис. 9) Лили h — высота шпонки t или t — глубина паза вала Ь — ширина клиновой шпонкн f — коэффициент трения, для стали и чугуна /= 0,15- 0,2 о1см—допускаемое напряжение смятия материала шпонки или детали в общем машиностроении [а]см = 800 -4- 1500 кгс/см (меньшеа значение для чугуна, большее — для стали). В редукторах [а]см принимают равным 500—1800 кгс/см , для текстолита — 200 кгс/см , для скользящих незакаленных стальных поверхностей — 100—200 кгс/см . [c.380]
При выполнении технических расчетов часто применяют эмпирические формулы, полученные для определенных трубопроводов (стальных, бетонных и др. ) и пригодные для конкретных условий. В частности, в СССР для расчета стальных и чугунных водопроводов широко применяется формула Ф. А. Шевелева, полученная им при исследовании таких трубопроводов, бывших в эксплуатации, при скоростях о 25= 1,2 м/с.
[c.83]
) и пригодные для конкретных условий. В частности, в СССР для расчета стальных и чугунных водопроводов широко применяется формула Ф. А. Шевелева, полученная им при исследовании таких трубопроводов, бывших в эксплуатации, при скоростях о 25= 1,2 м/с.
[c.83]
Трубопроводы служат каналами, по которым энергия от насосов поступает к гидродвигателям. В зависимости от условий работы применяют жесткие и гибкие трубопроводы. Чаще всего в качестве трубопроводов гидроприводов применяют круглые стальные бесшовные трубы и иногда трубы из алюминиевых сплавов и чугуна. Гидравлический расчет трубопроводов производится по формулам гидравлики применительно к течению вязкой жидкости, Соединения труб и присоединение их к элементам и узлам гидроприводов должны быть прочными и гер-. метичными. При соединении стальных труб применяют сварку, фланцевые соединения. Соединение труб небольшого диаметра производится накидными гайками с развальцовкой соединяемых концов труб для высоких и сверхвысоких давлений используют ниппельное соединение. [c.364]
[c.364]
Зависимость >,=/(Re), описываемая формулами (4.59) и (4.63), характерна лишь для трубопроводов с неравномерно-зернистой (технической) шероховатостью (стальные, чугунные, бетонные и т. п.). Для других видов шероховатости кривые 1=/(Не) могут иметь иной характер, как это видно, например, из рис. 4.30, где наряду с опытными кривыми Никурадзе в трубах с равномернозернистой шероховатостью нанесены кривые > =((Re) для необлицованных туннелей, пробитых в скале. [c.192]
Жидкотекучесть чугуна
Жидкотекучесть чугуна
Высокая жидкотекучесть чугуна, как показали современные исследования, определяют не только его способность заполнять форму и воспроизводить самые тонкие ее очертания, но также, способствует хорошему питанию отливок и беспрепятственному удалению газов из металла, что уменьшает опасность получения пороков (усадочных и газовых раковин, пористости, горячих трещин и т. д.).
д.).
Экспериментально жидкотекучесть определяется измерением пути, проходимого металлом в форме (рис. 77). Аналитическое определение жидкотекучести очень сложно, так как оно зависит от многих факторов: физических свойств металла, условий теплопередачи, конструкции отливки, технологии форм и т. д. Поэтому формулы, предложенные для определения жидкотекучести, имеют приближенный и качественный характер. Например, формула Ю. А. Нехендзи в несколько измененном виде представляется следующим образом:
(73)
Где v — средняя скорость движения металла в форме, t м/сек; τ — время течения; R — приведенная толщина отливки или пробы на жидкотекучесть.
Рис. 77. Пробы на жидкотекучесть.
а — спираль; б — проба; в — брусок; г — гребешок; д — пластины.
d — уд. вес металла, г/см3; k — коэффициент теплоотдачи, кал/см/сек °С; с — теплоемкость металла, кал/2 °С; tж — t0 — перегрев над температурой нулевой текучести; m — относительное количество твердой фазы, при котором наступает нулевая текучесть; I — скрытая теплота кристаллизации, кал/г; tм — tф — переменная разность температур между металлом и формой;
k и k1 — коэффициенты пропорциональности.
Согласно этой формуле, жидкотекучесть чугуна (X) тем выше, чем больше скорость движения металла в форме (v)1, чем больше его теплосодержание по отношению к температуре нулевой текучести (dc(t — t0) + dmL), чем больше приведенная толщина отливки (R) и тем меньше интенсивность отвода тепла через форму (α (tм — tф). При этом главную роль играет период движения металла в форме до достижения температуры ликвидуса. Жидкотекучесть же в периоде кристаллизации имеет относительно небольшое значение, в особенности при высоких температурах заливки и нормальном давлении.
Как видно из формулы (73), жидкотекучесть определяется в основном условиями теплообмена между металлами и формой. Изменение физических свойств жидкого чугуна, его вязкости и поверхностного натяжения, оказывает значительно меньшее влияние на жидкотекучесть, чем условия теплопередачи. Динамическая вязкость чугуна, как и большинства других металлов, сравнительно мало отличается от вязкости воды, но значительно отличается от вязкости шлаков:
Это приводит к соответствующему увеличению числа (критерия) Peйнольдса:
Re = v/у = 4 R v/у (74)
где v — средняя скорость движения металла в канале; у – коэффициент кинематической вязкости; D — диаметр круглого канала или, в общем виде, учетверенный гидравлический радиус (4R)1.
С увеличением числа Рейнольдса связано уменьшение потерь при движении металла. Таким образом, уменьшение коэффициентов вязкости увеличивает, при прочих равных условиях, число Рейнольдса и повышает жидкотекучесть чугуна. Однако это в полной мере справедливо, главным образом, для ламинарного потока, который практически никогда но осуществляется при движении чугуна в форме.
Действительно, ламинарный поток, как известно возможен при Re < Reкp .Принимая для чугуна, как и для других жидкостей Reкр равным 2360, определим критическую скорость движения чугуна в форме:
(75)
Рис. 78. Вязкость серого (сплошные линии) и белого (пунктирные линии) чугунов.
Легко подсчитать, что даже в самых тонкостенных отливках при R = 0,125 см (толщина стенки 2.5 мм) критическая скорость движения составляет только 13,5 — 27,0 см/сек, что значительно меньше обычной фактической скорости.
Рис. 78. Вязкость серого ( сплошные линии) и белого (пунктирные линии) чугунов.
При турбулентном же движении зависимость потерь от числа Рейнольдса выражается в сравнительно небольшой степени. Поэтому изменение вязкости чугуна оказывает па жидкотекучесть ограниченное влияние.
Величина коэффициентов вязкости зависит от многих факторов и прежде всего, конечно, от температуры и состава жидкого чугуна. Как покапывают литературные данные (рис. 78), вязкости чугуна уменьшается с повышением температуры и содержания углерода, причем у серого чугуна она больше, чем у белого. Это объясняется большим количеством субмикроскопических включений графита в сером чугуне и подтверждается тем, что при выдержке жидкого чугуна. При постоянной температуре скорость его уменьшается (графит переходит в раствор). По этой причине модифицирование чугуна путем присадки ферросилиции увеличивает вязкость.
Рис. 79. Влияние углерода, кремнии, марганца, серы и фосфора на относительную вязкость жидкого чугуна.
а — при постоянном перегреве; б — при постоянной температуре.
Выдержка жидкого чугуна после модифицирования, наоборот, способствует удалению или растворению включений и уменьшает вязкость. Влияние элементов на вязкость чугуна изучено в очень малой степени. Имеющиеся литературные данные показывают, что кремний, марганец и фосфор уменьшают вязкость чугуна, если вести испытание при одинаковом перегреве над ликвидусом (рис. 79, а). Тем более, конечно, и еще резче уменьшается вязкость е повышением концентрации этих элементов, если делать сравнение при постоянной температуре рис. 79, так как при этом понижается температура ликвидуса и, следовательно, повышается относительный перегрев над ликвидусом. Сера наоборот, повышает вязкость чугуна. Что касается поверхностного натяжения жидкого чугуна, то оно сравнительно велико и согласно И. Л. Кукину н Ю. Л, Клячко, Зауэрвальду и др. повышается с температурой (по крайней мере в исследованном интервале:
При уменьшении содержания углерода до 2.2% поверхностное натяжение чугуна увеличилось до 1500 при 1420°. Таким образом, уменьшение содержания углерода, связанное с повышением температуры плавления чугуна, увеличивает его поверхностное натяжение. Понижено же содержания фосфора уменьшает поверхностное натяжение. Между тем она элемента (С и Р) оказывают благоприятное влияние на жидкотекучесть чугуна. Из этого следует, что поверхностное натяжение, как н вязкость, в большинстве случаев появляется определяющим фактором для жидкотекучести. Действительно, добавочный напор, необходимый для преодоления сил поверхностного натяжения чугуна, определяется по формуле,
Таким образом, уменьшение содержания углерода, связанное с повышением температуры плавления чугуна, увеличивает его поверхностное натяжение. Понижено же содержания фосфора уменьшает поверхностное натяжение. Между тем она элемента (С и Р) оказывают благоприятное влияние на жидкотекучесть чугуна. Из этого следует, что поверхностное натяжение, как н вязкость, в большинстве случаев появляется определяющим фактором для жидкотекучести. Действительно, добавочный напор, необходимый для преодоления сил поверхностного натяжения чугуна, определяется по формуле,
h = 2τ/rd = 2×1/r × 6.9 = 0.3/r (76)
где r — радиус канала; d — уд. вес жидкого чугуна, принятый равным 6,9 г/см3, τ — поверхностное натяжение, принятое равным 1000 дин/см ~ 1 г/см. Для обычных толщин отливок добавочный напор не играет, следовательно, значительной роля, и только при заполнении острых граней или углов высокое поверхностное натяжение может представить большое препятствие. Существенное влияние в этом отношении может оказать сманивание мета ялом стенок формы и стержней, что определяется силами взаимодействия между чугуном и формовочной смесью. Как правило, чугун не смачивает стенок формы, но при наличии растворимых окислов начинается тогда положительное взаимодействие между чугуном и формой, т. с наступает явление смачивания. Оно способствует заполнению острых граней и углов, но три этом следует опасаться, чтобы при возрастании сил взаимодействия между металлом и формой не начались соответствующие химические реакции, которые способствуют образованию пригара.
Как правило, чугун не смачивает стенок формы, но при наличии растворимых окислов начинается тогда положительное взаимодействие между чугуном и формой, т. с наступает явление смачивания. Оно способствует заполнению острых граней и углов, но три этом следует опасаться, чтобы при возрастании сил взаимодействия между металлом и формой не начались соответствующие химические реакции, которые способствуют образованию пригара.
Таким образом, влияние поверхностного натяжения на жидкотекучесть чугуна весьма ограничено. Гораздо большее значение имеют оксидные пленки или включения в чугуне, представляющие уже серьезные препятствия для течения металла.
а) Влияние температуры заливки. С повышением температуры заливки увеличиваются теплосодержание, а следовательно, и жидкотекучесть чугуна. Влияние этого фактора настолько велико, что температура заливки является главной переменной, изменением которой достигается необходимая жидкотекучесть чугуна для заполнения разных форм.
В среднем можно принять, что при повышении температуры заливка на 10°, длина спирали сечением 50 мм увеличивается на 4 см. Такая зависимость между жидкотекучестью и температурой подтверждается большинством исследований. При этом в некоторых случаях, как то впервые показал Ю. А. Нехеидзи, обнаруживается закономерная тенденция к уменьшению влияния температуры по мере увеличения перегрева (рис. 80, кривая 2).
Такая зависимость между жидкотекучестью и температурой подтверждается большинством исследований. При этом в некоторых случаях, как то впервые показал Ю. А. Нехеидзи, обнаруживается закономерная тенденция к уменьшению влияния температуры по мере увеличения перегрева (рис. 80, кривая 2).
С уменьшением температуры заливки жидкотекучесть падает. Это особенно заметно при понижении температуры ниже ликвидуса вследствие выделения твердой фазы в интервале кристаллизации. По той же причине падает жидкотекучесть чугуна при температурах, близких к ликвидусу, в результате образования зародышей на основе колебания плотности и температур в жидком чугуне.
Рис. 80. Влияние температуры заливки на жудкотекучесгь чугуна.
1 — Гиршович; 2 — Нехеидзи и Хахалин; 3 — Циглер; 4 – Эндрю.
б) Влияние состава чугуна. Исследования А. А. Бочвара и др. ясно доказали связь между жидкотекучестью сплава и его положением на диаграмме состояния. Максимальная жидкотекучесть чугуна при постоянном перегреве над ликвидусом (истинная жидкотекучесть по терминологии Ю, А. Нехендзи) соответствует эвтектическому составу. Такая зависимость объясняется характером первичной кристаллизации. Чугун с большим интервалом затвердевания склонен к более развитой дендритной кристаллизации. Образующиеся на стенках
Нехендзи) соответствует эвтектическому составу. Такая зависимость объясняется характером первичной кристаллизации. Чугун с большим интервалом затвердевания склонен к более развитой дендритной кристаллизации. Образующиеся на стенках
канала и внутри движущейся струи чугуна первичного аустенита уменьшают жидкотекучесть металла.
Кроме того, они способствуют более интенсивному теплоотводу. Поэтому достаточно уже 10 — 20% твердой фазы, чтобы течение чугуна стало невозможным, в то время как в эвтектическом чугуне значение коэффициента т в формуле (73) достигает 30%. В связи с этим малоуглеродистый чугун, располагающийся близко к границе между сталью и чугуном (около 2,0% С), характеризуется минимальной истинной жидкотекучестью. Наоборот, эвтектический чугун отличается наибольшей истинной жидкотекучестью. Тем более, следовательно, велика так называемая практическая жидкотекучесть эвтектического чугуна (жидкотекучесть при постоянной температуре), так как с приближением к эвтектическому составу температура ликвидуса понижается и относительный перегрев над ликвидусом увеличивается. Поэтому многие исследования показывают, что углерод, кремний, фосфор и марганец повышают практическую жидкотекучесть в до эвтектическом чугуне и понижают ее в за эвтектическом чугуне (рис. 81). Ошибочно думать, что для повышения жидкотекучести можно беспредельно увеличивать концентрации углерода, кремния и фосфора. Оптимальная жидкотекучесть получается при эвтектическом составе. Свыше эвтектического содержания углерода, кремния и фосфора жидкотекучесть падает.
Поэтому многие исследования показывают, что углерод, кремний, фосфор и марганец повышают практическую жидкотекучесть в до эвтектическом чугуне и понижают ее в за эвтектическом чугуне (рис. 81). Ошибочно думать, что для повышения жидкотекучести можно беспредельно увеличивать концентрации углерода, кремния и фосфора. Оптимальная жидкотекучесть получается при эвтектическом составе. Свыше эвтектического содержания углерода, кремния и фосфора жидкотекучесть падает.
Рис. 81. Влияние углерода, кремния, фосфора и марганца на практическую жидкотекучесть чугуна.
Как видно из рис. 81, не все эвтектические чугуны характеризуются одинаковые жидкотекучестью. Например, с увеличением содержания кремния в эвтектических чугунах жидкотекучести падает, а с увеличением содержания фосфора переходит через минимум, соответствующий составу 4% и 1% р. Поэтому для получения наибольшей жидкотекучести кажется целесообразным пользоваться эвтектическим чугуном с максимальным содержанием углерода, в особенности при высоких температурах заливки. Рис. 81. Влияние углерода, кремния, фосфора и марганца на практическую жидкотекучесть чугуна
Рис. 81. Влияние углерода, кремния, фосфора и марганца на практическую жидкотекучесть чугуна
При низких температурах заливки высокое содержание фосфора в эвтектическом чугуне может оказаться более благоприятным, чем соответствующее количество углерода, так как фосфор понижает эвтектическую температуру. Кроме того, фосфор понижает вязкость чугуна и повышает смачиваемость металлом Стенок формы, вследствие чего получаются более острые грани на отливках. Поэтому для тонкого и художественного литья пользуются чугуном с повышенным содержанием фосфора (до 1.0%).
Следует отметить, что с увеличением содержания кремния в чугуне наблюдаются два максимума (0,3 и 0.75%) и два минимума (0,5 и 0,95%) на кривых практической жидкотекучести (рис. 81), Эти аномалии не получила еще должного объяснения и нуждаются в подтверждении. При очень высоком содержании кремния (6-18%) жидкотекучесть чугуна снижается вследствие образования большого количества включений и спели в чугуне. Все же при эвтектическом составе и этот чугун обладает еще достаточно хорошей жидкотекучестью, обеспечивающей заполнение сравнительно тонкостенных отливок.
Влияние марганца аналогично влиянию кремния и фосфора, но значительно меньше по интенсивности. При наличии же высокого содержания серы марганец, образуя, резко понижает жидкотекучесть чугуна, что приводит к большому браку по недоливам и спаям.
В отношении влияния серы на жидкотекучесть маломарганцовистого чугуна существует мало систематических исследований. Практические наблюдения и некоторые литературные данные убедительно говорят о повышении вязкости и понижении жидкотекучести чугуна с увеличением содержания серы свыше 0,18%.
Сведения о влиянии легирующих элементов на жидкотекучесть чугуна чрезвычайно скудны и ограничиваются, главным образом, качественной оценкой. Исследования П. Г. Петрова установили, что никель не оказывает заметного влияния на жидкотекучесть. В противоположность никелю, медь действует на жидкотекучесть чугуна явно положительно. Хром же понижает жидкотекучесть, в особенности при содержании свыше 1%.
Это влияние хрома объясняется повышением температура ликвидуса в хромовом чугуне и образованием оксидных пленок. Также неблагоприятно действует молибден, ванадий, алюминий и др. Однако при малых концентрациях влияние этих элементов на жидкотекучесть чугуна мало заметно.
Также неблагоприятно действует молибден, ванадий, алюминий и др. Однако при малых концентрациях влияние этих элементов на жидкотекучесть чугуна мало заметно.
в) Влияние жидкого состояния чугуна. Жидкое состояние чугуна также оказывает некоторое влияние на его жидкотекучесть. Так, например, некоторые исследования показывают, что с увеличением температуры перегрева чугуна жидкотекучесть его повышается даже в том случае, когда температура заливки остается без изменения. Объяснение этого явления следует искать в растворении всякого рода микроскопических и субмикроскопических твердых фаз (в том числе графита) при увеличении перегрева чугуна, что приводит к повышению жидкотекучести. Таким образом, температура перегрева чугуна действует в том же направлении, что и температура заливки.
Рис.82. Влияние температуры перегрева и заливки чугуна на жидкотекучесть.
1 — температура перегрева 1650 ,температура заливки 1540; 2 — температура перегрева 1540 , температура заливки 1540; 3 — температура перегрева 1540, температура заливки 1430; 4 — температура перегрева 1430, температура заливки 1430.
По той же причине модифицирование, повышая вязкость жидкого чугуна, несколько понижает его жидкотекучесть. Например, в некоторых исследованиях было обнаружено, что при присадке длина спирали при измерении жидкотекучести уменьшилась с 62 до 46 см. С другой стороны, присадка соды или сложных модификаторов увеличивает жидкотекучесть, если при этом не происходит понижения температуры. Это объясняется очищением металла от включении благодаря образованию легкоплавких соединений.
Так как «наследственные» свойства чугуна определяются устойчивым содержанием газов и неметаллических включения я формой графита в исходных материалах, то естественно, что и жидкотекучесть чугуна определяется в известной мере происхождением сырых материалов. Так, например, в исследованиях П, П. Берга и Н. В. Димитриева было найдено.
Эти данные, однако, нельзя рассматривать как постоянные. При изменении условий плавки изменяется и жидкотекучесть чугуна. Всякое увеличение количества газов и включений, а также укрупнение выделений графита в шихтовых материалах, уменьшают жидкотекучесть.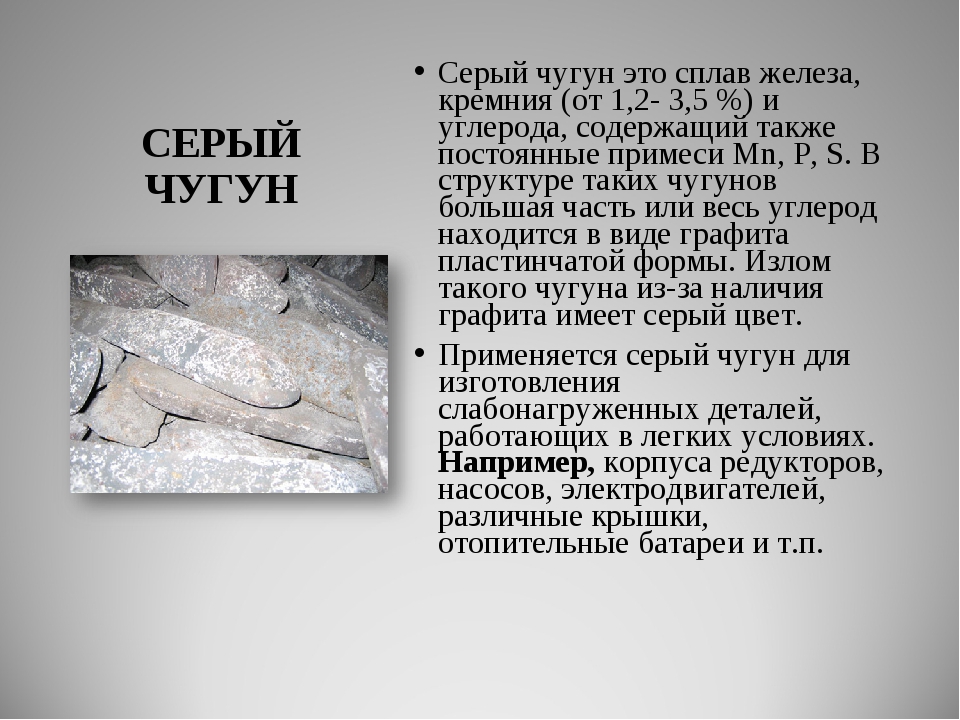 Точно так же и многократный переплав чугуна в вагранке, как показали П. П. Берг и Н. В. Димитриев, может привести к уменьшению его жидкотекучести вследствие насыщения металла газами и включениями:
Точно так же и многократный переплав чугуна в вагранке, как показали П. П. Берг и Н. В. Димитриев, может привести к уменьшению его жидкотекучести вследствие насыщения металла газами и включениями:
По той же причине увеличение содержания стали в шихте уменьшает жидкотекучесть чугуна даже в том случае, когда состав металла (судя по обычному химическому анализу) остается без изменения. Наоборот, плавка на древесноугольном, а также на специально перегретом в жидком состоянии чугуне повышает жидкотекучесть.
Согласно исследованиям Ю. А. Шульте на заводе «Коммунар» присадка руды в электропечь для создания окислительного характера шлаков с целью ошлакования включений кремнезема в металле повышает жидкотекучесть и необходима для хорошего заполнения тонкостенных отливок.
г) Влияние технологии формы. Жидкотекучесть чугуна определяется в значительной мере конструкцией отливки, сопротивлением формы и тепло-физическими константами ее материала. Очевидно, что факторы, повышающие сопротивление движению металла в форме и ускоряющие охлаждение, уменьшают время его течения и понижают жидкотекучесть.
Исследования автора показали, что с повышением влажности формовочной смеси до 6% и содержания угля до 7% жидкотекучесть чугуна сначала увеличивается, а затем падает (рис. 83) и заливки чугуна на жидкотекучесть.
Рис. 83. Влияние влажности и содержания угля в формовочной смеси на жидкотекучесть малокремнистого чугуна.
Благоприятное влияние небольших добавок влаги и угля объясняется созданием паровой пли газовой рубашки между металлом и стенками формы. По этой же причине, как показали В.И.Фундатор и М. М. Левин, жидкотекучесть повышается при покрашенной графитом форме, при добавке мазута (до 2%) в формовочную смесь и при применении припылов. При большой же влажности формовочной смеси или высоком содержании в ней газ отвори их веществ жидкотекучесть чугуна резко понижается вследствие обильного парообразования, что не только ускоряет охлаждение чугуна, но и повышает сопротивление его движению в форме.
Состав формовочных смесей влияет также на поверхностное натяжение чугуна и способность его давать острые грани на отливках. В этом отношении оказываются полезными органические добавки всякого рода, вследствие чего формовка в стержнях дает хорошее заполнение тонких сечений и ясные очертания на отливках.
В этом отношении оказываются полезными органические добавки всякого рода, вследствие чего формовка в стержнях дает хорошее заполнение тонких сечений и ясные очертания на отливках.
С другой стороны, применение металлических форм, как это видно из некоторых литературных данных (рис. 84), значительно уменьшает жидкотекучесть чугуна вследствие повышенной теплоотдачи. Подогрев же формы действует, как показали опыты Н. Н. Рубцова и др., в обратном направлении. Некоторое влияние на жидкотекучесть имеет также гидростатический напор. Опыты показали, что повышение высоты стояка на 100 мм увеличивает длину спирали сечением 50 мм2 с 200 до 250 см. Согласно же исследованиям автора, увеличение гидростатического напора до 180 мм повышает жидкотекучесть чугуна; дальнейшее увеличение напора действует уже в обратном направлении вследствие охлаждения металла при движении по длинному стояку. Однако такое образование максимума характерно только для тонких сечений, в том числе для проб на жидкотекучесть, когда количество металла, заполняющее собственно форму, мало по сравнению с металлом литниковой системы. В других условиях стояк успевает хорошо прогреться и не действует столь отрицательно на жидкотекучесть. Поэтому во многих случаях пользуются повышением напора для лучшего заполнения формы и для уменьшения брака по недоливу и спаям на тонкостенных чугунных отливках.
В других условиях стояк успевает хорошо прогреться и не действует столь отрицательно на жидкотекучесть. Поэтому во многих случаях пользуются повышением напора для лучшего заполнения формы и для уменьшения брака по недоливу и спаям на тонкостенных чугунных отливках.
Жидкотекучесть может быть значительно повышена также путем применения высоких давлений, как это имеет место при литье под давлением. В этом случае хорошее заполнение формы и получение ясных очертаний обеспечивается и при пониженной температуре заливки, в том числе даже в интервале кристаллизации.
Наконец, следует отметить, что немалое влияние на жидкотекучесть чугуна имеет сечение питателей. Опыты автора показали, что между жидкотекучестью и сечением питателя существует следующая зависимость:
γ = k√Fn (77)
Рис. 84. Сравнительная жидкотекучесть чугуна с разным содержанием кремния и марганца при заливке в песочные и металлические формы.
Таким образом, жидкотекучесть чугуна является функцией многих переменных, характеризующих металл, форму и условия заливки. Ввиду сложности этой зависимости, она не поддается пока точному математическому расчету. Поэтому для каждой отливки в данных условиях приходится подбирать состав чугуна, температуру заливки и конструкцию литниковой системы для обеспечения заполнения формы. На основе опыта и практических соображений можно, например, рекомендовать:
Ввиду сложности этой зависимости, она не поддается пока точному математическому расчету. Поэтому для каждой отливки в данных условиях приходится подбирать состав чугуна, температуру заливки и конструкцию литниковой системы для обеспечения заполнения формы. На основе опыта и практических соображений можно, например, рекомендовать:
Формула чугуна | Справочник конструктора-машиностроителя
?Однако для нас, современных, значительно важнее осознание беспрецедентности трудового подвига, понимание причастности к нему, надобности продолжать традиции.
В диалоге перед началом митинга, посвященного юбилейной дате комбината, начальник доменного цеха Александр Мавров высказал правильную мысль : « За десятилетия формула чугуна не изменилась – сплав железа с углеродом.
Но ведь это еще и сплав с людским нравом и мужеством : либо целую жизнь делать с редким металлом, либо сразу уходить в места поспокойнее ».
p-126853-gallery
КИНО/ВИНО@LoftWineBar Советская пропаганда в анимации
« Я родом из Магнитки, с комбината » – применительно к большинству горожан это, казалось бы, ставшее расхожим утверждение имеет самое непосредственное касательство.
Например, председатель городского Собрания Александр Морозов вспоминает собственного дедушку – орденоносца Зиновия Светлякова.
Тот целую жизнь отработал в знаменитой « шатилинской бригаде ».
Сидел на главной домне еще до битвы, во время нее и после.
Поэтому прозвучавшее накануне юбилея поздравление Президента РФ Владимира Путина адресует и ему, собственному деду — доменщику Зиновию Ивановичу.
Применение серого чугуна в станкостроении.
К главному классу отливок относятся базовые, корпусные и прочие подробности высокой крепости или износостойкости.
Чугун в доминирующих по толщине участках отливок, которые назначают в основном крепость и жесткость деталей, необходим иметь предел крепости на растяжение около 25 — 30 кГ/мм — и модуль упругости около ( 1, 15 — 1, 35 ) 10 4.
В зависимости от конкретных толщин стен для обеспечения в отливках этой заданной прочности рекомендуются для предпочтительного использования следующие марки серого чугуна : СЧ 21 — 40, СЧ 28 — 48, СЧ 32 — 52.
Распределительные валы ( табл.
39 ).
Тенденция к замене стальных распределительных валов литыми чугунными связана с длинными служебными свойствами низколегированного чугуна по сравнению со сталью, которые определяются особенностями структуры.
Наличие графита в чугунных кулачках способствует удержанию смазки, что само по себе уменьшает износ кулачков.
Меньший модуль упругости чугуна обусловливает и меньшие контактные напряжения в нем.
Наилучшей износостойкостью обладают распределительные валы из низколегированного чугуна, в структуре которого содержатся первичные карбиды в виде шипов, строк или ячеек.
При этом игольчатая структура карбидов наиболее желательна.
Последующая тепловая обработка ( закалка ) кулаков должна обеспечить наибольшую твердость, не изменяя структуры первичных карбидов.
Непозволительно содержание остаточного аустенита свыше 10%.
Металлическая матрица закаленного чугуна состоит из игольчатого мартенсита и обеспечивает надежное удерживание карбидных зерен при влиянии на них циклических нагрузок.
Химический состав чугуна должен обеспечить получение оптимальной исходной структуры в отливке и его хорошую прокаливаемость и закаливаемость.
Высокая твердость кулачков может быть извлечена и в литье ( отбеленные кулачки ), при этом носки кулачков оформляются кокилем.
Следует заметить, что распределительные чугунные закаленные валы более технологичны и обладают выше эксплуатационными свойствами.
Поэтому не по случаю на юбилейную вахту у горна наряду с сегодняшними работниками цеха : мастерами Валерием Юхловым, Юрием Зориным, старшим горновым Сергеем Крыгиным, горновыми Альбертом Хасановым, Ромазаном Жалкановым, Александром Михиным, Виктором Клемешевым, газовщиком Сергеем Атановым и другими специалистами – заступили ветераны — доменщики Николай Ерофеев, Хамит Хайбулов, Лев Маркелов, Василий Сапожников.
В этом факте и закономерность, и тот самый « удивительный » момент, о котором на митинге говорил вице-президент ООО « Управляющая компания ММК » по операционной деятельности–исполнительный директор ОАО « ММК », депутат Законодательного собрания Челябинской области Геннадий Сеничев :
Удельная теплоемкость вещества — формулы, определение, обозначение
Статья находится на проверке у методистов Skysmart.
Если вы заметили ошибку, сообщите об этом в онлайн-чат
(в правом нижнем углу экрана).
Нагревание и охлаждение
Эти два процесса знакомы каждому. Вот нам захотелось чайку, и мы ставим чайник, чтобы нагреть воду. Или ставим газировку в холодильник, чтобы охладить.
Логично предположить, что нагревание — это увеличение температуры, а охлаждение — ее уменьшение. Все, процесс понятен, едем дальше.
Но не тут-то было: температура меняется не «с потолка». Все завязано на таком понятии, как количество теплоты. При нагревании тело получает количество теплоты, а при нагревании — отдает.
- Количество теплоты — энергия, которую получает или теряет тело при теплопередаче.
Виу-виу-виу! Внимание!
Обнаружено новое непонятное слово — теплопередача.
Минуточку, давайте закончим с количеством теплоты.
В процессах нагревания и охлаждения формулы для количества теплоты выглядят так:
Нагревание Q = cm(tконечная — tначальная) Охлаждение Q = cm(tначальная — tконечная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
В этих формулах фигурирует и изменение температуры, о котором мы сказали выше, и удельная теплоемкость, речь о которой пойдет дальше.
А вот теперь поговорим о видах теплопередачи.
Виды теплопередачи
- Теплопередача — это физический процесс передачи тепловой энергии от более нагретого тела к менее нагретому.
Здесь все совсем несложно, их всего три: теплопроводность, конвекция и излучение.
Теплопроводность
Тот вид теплопередачи, который можно охарактеризовать, как способность тел проводить энергию от более нагретого тела к менее нагретому.
Речь о том, чтобы передать тепло с помощью соприкосновения. Признавайтесь, грелись же когда-нибудь возле батареи. Если вы сидели к ней вплотную, то согрелись вы благодаря теплопроводности. Обниматься с котиком, у которого горячее пузо, тоже эффективно.
Порой мы немного перебарщиваем с возможностями этого эффекта, когда на пляже ложимся на горячий песок. Эффект есть, только не очень приятный. Ну а ледяная грелка на лбу дает обратный эффект — ваш лоб отдает тепло грелке.
Конвекция
Когда мы говорили о теплопроводности, мы приводили в пример батарею. Теплопроводность — это когда мы получаем тепло, прикоснувшись к батарее. Но все вещи в комнате к батарее не прикасаются, а комната греется. Здесь вступает конвекция.
Дело в том, что холодный воздух тяжелее горячего (холодный просто плотнее). Когда батарея нагревает некий объем воздуха, он тут же поднимается наверх, проходит вдоль потолка, успевает остыть и спуститься обратно вниз — к батарее, где снова нагревается. Таким образом, вся комната равномерно прогревается, потому что все более горячие потоки сменяют все менее холодные.
Излучение
Пляж мы уже упоминали, но речь шла только о горячем песочке. А вот тепло от солнышка — это излучение. В этом случае тепло передается через волны.
Если мы греемся у камина, то получаем тепло конвекцией или излучением?🤔
Обоими способами.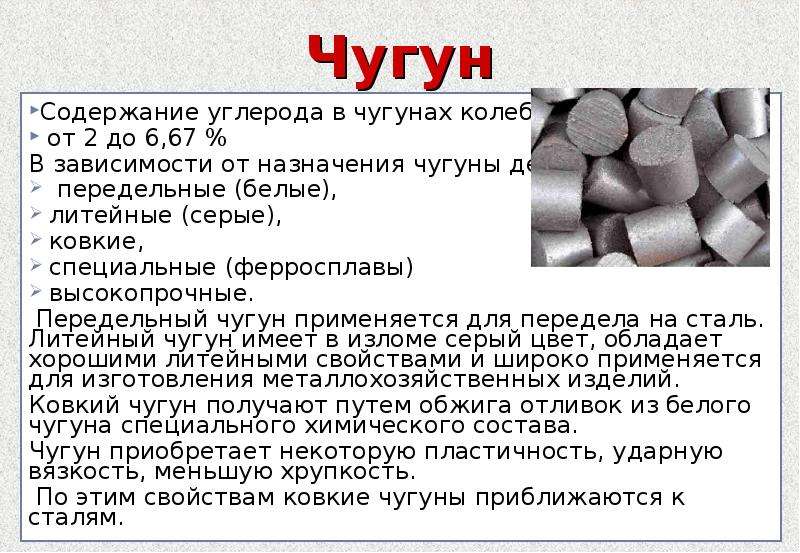 То тепло, которое мы ощущаем непосредственно от камина (когда лицу горячо, если вы расположились слишком близко к камину) — это излучение. А вот прогревание комнаты в целом — это конвекция.
То тепло, которое мы ощущаем непосредственно от камина (когда лицу горячо, если вы расположились слишком близко к камину) — это излучение. А вот прогревание комнаты в целом — это конвекция.
Удельная теплоемкость: понятие и формула для расчета
Формулы количества теплоты для нагревания и охлаждения мы уже разбирали, но давайте еще раз:
Нагревание Q = cm(tконечная — tначальная) Охлаждение Q = cm(tначальная — tконечная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
В этих формулах фигурирует такая величина, как удельная теплоемкость. По сути своей — это способность материала получать или отдавать тепло.
По сути своей — это способность материала получать или отдавать тепло.
С точки зрения математики удельная теплоемкость вещества — это количество теплоты, которое надо к нему подвести, чтобы изменить температуру 1 кг вещества на 1 градус Цельсия:
Удельная теплоемкость вещества c= Q/m(tконечная — tначальная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
Также ее можно рассчитать через теплоемкость вещества:
Удельная теплоемкость вещества c= C/m c — удельная теплоемкость вещества [Дж/кг*˚C] C — теплоемкость вещества [Дж/˚C] m — масса [кг] |
Величины теплоемкость и удельная теплоемкость означают практически одно и то же. Отличие в том, что теплоемкость — это способность всего вещества к передаче тепла. То есть формулу количества теплоты для нагревания тела можно записать в таком виде:
Отличие в том, что теплоемкость — это способность всего вещества к передаче тепла. То есть формулу количества теплоты для нагревания тела можно записать в таком виде:
Количество теплоты, необходимое для нагревания тела Q = C(tконечная — tначальная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
Онлайн-курсы физики в Skysmart не менее увлекательны, чем наши статьи!
Таблица удельных теплоемкостей
Удельная теплоемкость — табличная величина. Часто ее указывают в условии задачи, но при отсутствии в условии — можно и нужно воспользоваться таблицей.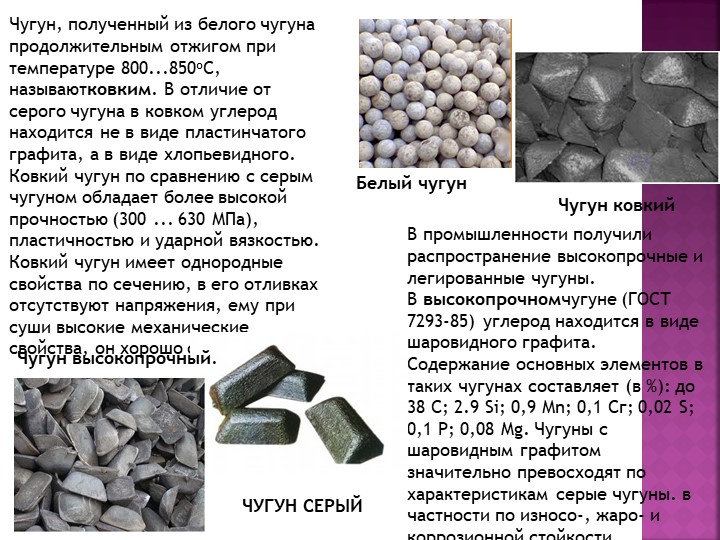 Ниже приведена таблица удельных теплоемкостей для некоторых (многих) веществ.
Ниже приведена таблица удельных теплоемкостей для некоторых (многих) веществ.
Газы | C, Дж/(кг·К) |
Азот N2 | 1051 |
Аммиак Nh4 | 2244 |
Аргон Ar | 523 |
Ацетилен C2h3 | 1683 |
Водород h3 | 14270 |
Воздух | 1005 |
Гелий He | 5296 |
Кислород O2 | 913 |
Криптон Kr | 251 |
Ксенон Xe | 159 |
Метан Ch5 | 2483 |
Неон Ne | 1038 |
Оксид азота N2O | 913 |
Оксид азота NO | 976 |
Оксид серы SO2 | 625 |
Оксид углерода CO | 1043 |
Пропан C3H8 | 1863 |
Сероводород h3S | 1026 |
Углекислый газ CO2 | 837 |
Хлор Cl | 520 |
Этан C2H6 | 1729 |
Этилен C2h5 | 1528 |
Металлы и сплавы | C, Дж/(кг·К) |
Алюминий Al | 897 |
Бронза алюминиевая | 420 |
Бронза оловянистая | 380 |
Вольфрам W | 134 |
Дюралюминий | 880 |
Железо Fe | 452 |
Золото Au | 129 |
Константан | 410 |
Латунь | 378 |
Манганин | 420 |
Медь Cu | 383 |
Никель Ni | 443 |
Нихром | 460 |
Олово Sn | 228 |
Платина Pt | 133 |
Ртуть Hg | 139 |
Свинец Pb | 128 |
Серебро Ag | 235 |
Сталь стержневая арматурная | 482 |
Сталь углеродистая | 468 |
Сталь хромистая | 460 |
Титан Ti | 520 |
Уран U | 116 |
Цинк Zn | 385 |
Чугун белый | 540 |
Чугун серый | 470 |
Жидкости | Cp, Дж/(кг·К) |
Азотная кислота (100%-ная) Nh4 | 1720 |
Бензин | 2090 |
Вода | 4182 |
Вода морская | 3936 |
Водный раствор хлорида натрия (25%-ный) | 3300 |
Глицерин | 2430 |
Керосин | 2085…2220 |
Масло подсолнечное рафинированное | 1775 |
Молоко | 3906 |
Нефть | 2100 |
Парафин жидкий (при 50С) | 3000 |
Серная кислота (100%-ная) h3SO4 | 1380 |
Скипидар | 1800 |
Спирт метиловый (метанол) | 2470 |
Спирт этиловый (этанол) | 2470 |
Топливо дизельное (солярка) | 2010 |
Задача
Какое твердое вещество массой 2 кг можно нагреть на 10 ˚C, сообщив ему количество теплоты, равное 7560 Дж?
Решение:
Используем формулу для нахождения удельной теплоемкости вещества:
c= Q/m(tконечная — tначальная)
Подставим значения из условия задачи:
c= 7560/2*10 = 7560/20 = 378 Дж/кг*˚C
Смотрим в таблицу удельных теплоемкостей для металлов и находим нужное значение.
Металлы и сплавы | C, Дж/(кг·К) |
Алюминий Al | 897 |
Бронза алюминиевая | 420 |
Бронза оловянистая | 380 |
Вольфрам W | 134 |
Дюралюминий | 880 |
Железо Fe | 452 |
Золото Au | 129 |
Константан | 410 |
Латунь | 378 |
Манганин | 420 |
Медь Cu | 383 |
Никель Ni | 443 |
Нихром | 460 |
Олово Sn | 228 |
Платина Pt | 133 |
Ртуть Hg | 139 |
Свинец Pb | 128 |
Серебро Ag | 235 |
Сталь стержневая арматурная | 482 |
Сталь углеродистая | 468 |
Сталь хромистая | 460 |
Титан Ti | 520 |
Уран U | 116 |
Цинк Zn | 385 |
Чугун белый | 540 |
Чугун серый | 470 |
Ответ: латунь
| Материал поверхности | Коэффициент излучения, — ε — |
| Глинозем, обработка пламенем | 0. 8 8 |
| Алюминиевый лист | 0.09 |
| Алюминиевая Фольга | 0.04 |
| Алюминий сильно окисленный | 0.2 — 0.31 |
| Алюминий полированный | 0.039 — 0.057 |
| Алюминий грубой обработки | 0.07 |
| Сурьма полированная | 0.28 — 0.31 |
| Асфальт | 0.93 |
| Базальт | 0.72 |
| Бериллий | 0.18 |
| Висмут | 0.34 |
| Полость черного тела | 1. 00 00 |
| Черная оптическая диафрагма | 0.95 |
| Черная краска силиконовая | 0.93 |
| Черная краска эпоксидная | 0.89 |
| Черная краска эмаль | 0.80 |
| Медная необработанная пластина | 0.22 |
| Латунь полированная | 0.03 |
| Латунь окисленная при 600оC | 0.6 |
| Красный кирпич | 0.9 |
| Кирпич, огнеупорная глина | 0.75 |
| Кадмий | 0.02 |
| Углерод, не окисленный | 0. 81 81 |
| Углеродистая нить | 0.77 |
| Поверхность, обработанная прессованием углеродом | 0.98 |
| Чугун после плавки | 0.44 |
| Чугун, после плавки и тепловой обработки | 0.60 — 0.70 |
| Хром полированный | 0.08 — 0.36 |
| Бетон | 0.85 |
| Бетонные плитки | 0.63 |
| Хлопковая ткань | 0.77 |
| Слой металла, нанесенный на медь гальваническим способом | 0.03 |
| Медь нагретая и покрытая толстым окисным слоем | 0. 78 78 |
| Полируемая Медь | 0.023 — 0.052 |
| Медно-никелевый сплав полированный | 0.059 |
| Стекло | 0.92 |
| Стекло, пирекс | 0.85 — 0.95 |
| Чистое золото высокой полировки | 0.018 — 0.035 |
| Гранит | 0.45 |
| Гипс | 0.85 |
| Лед | 0.97 |
| Инконель окисленный | 0.71 |
| Железо полированное | 0.14 — 0.38 |
| Железо, пластина покрытая красной ржавчиной | 0. 61 61 |
| Железо, темно-серая поверхность | 0.31 |
| Железо, грубый слиток | 0.87 — 0.95 |
| Ламповая сажа | 0.96 |
| Свинец чистый неокисленный | 0.057 — 0.075 |
| Свинец окисленный | 0.43 |
| Окись Магния | 0.20 — 0.55 |
| Магний полированный | 0.07 — 0.13 |
| Мрамор белый | 0.95 |
| Ртуть жидкая | 0.1 |
| Мягкая сталь | 0.20 — 0.32 |
| Молибден полированный | 0. 05 — 0.18 05 — 0.18 |
| Никель, полированный | 0.072 |
| Никель, окисленный | 0.59 — 0.86 |
| Провод нихромовый | 0.65 — 0.79 |
| Бумага офисная | 0.55 |
| Гипс | 0.98 |
| Платина, полируемая пластина | 0.054 — 0.104 |
| Фарфор глазурованный | 0.92 |
| Пластмассы | 0.91 |
| Каучук, твердая глянцевая пластина | 0.94 |
| Каучук, мягкий | 0.86 |
| Песок | 0. 76 76 |
| Опилки | 0.75 |
| Кремниевый Карбид | 0.83 — 0.96 |
| Серебро полированное | 0.02 — 0.03 |
| Сталь нержавеющая | 0.85 |
| Сталь нержавеющая полированная | 0.075 |
| Сталь нержавеющая 301 | 0.54 — 0.63 |
| Олово неокисленное | 0.04 |
| Титан полированный | 0.19 |
| Вольфрам полированный | 0.04 |
| Вольфрамовая нить | 0.032 — 0.35 |
| Вода | 0. 95 — 0.963 95 — 0.963 |
| Дуб | 0.91 |
| Обрабатываемый материал | Коэффициент kГ для материала инструмента | Показатель степени nv при обработке | ||||||
| резцами | осевым инструментом | фрезами | ||||||
из быстрореж. стали стали | из тв. сплава | из быстрореж. стали | из тв. сплава | из быстрореж. стали | из тв. сплава | из быстрореж. стали | из тв. сплава | |
| Сталь: | ||||||||
| углеродистая с sв< 550 МПа | 1 | 1 | -1 | 1 | -0,9 | 1 | -0,9 | 1 |
| углеродистая с sв> 550 МПа | 1 | 1 | 1,75 | 0,9 | ||||
| хромистая | 0,85 | 0,95 | 1,75 | 1,45 | ||||
| жаропрочная и коррозионно-стойкая | 0,7 | 0,8 | 1,25 | 0,9 | 1 | |||
| марганцовистая | 0,75 | 0,9 | 1,5 | |||||
| быстрорежущая | 0,6 | 0,7 | 1,25 | |||||
| Чугун: | ||||||||
| серый | — | — | — | 1,25 | 1,3 | 1,3 | 0,95 | 1,25 |
| ковкий | 0,85 | |||||||
| Медные сплавы | KМv | Алюминиевые сплавы | KМv | |||||
| Гетерогенные: НВ>140 НВ=100-140 | 0,7 1,0 | Закалённые: силумин и литейные сплавы с sв=200-300 МПа ; НВ>60 и дюралюминий НВ>100 | 0,8 | |||||
| Гомогенные | 2,0 | силумин и литейные сплавы с sв =100-200 МПа; НВ Ј 60 и дюралюминий НВ Ј 100; | 1,0 | |||||
| Сплавы с содержанием свинца < 10% | 4,0 | |||||||
| Сплавы с содержанием свинца > 15% | 12,0 | sв=300-400 МПа | ||||||
| Медь | 8,0 | дюралюминий с sв=200-300 МПа | 1,2 | |||||
Обрабатываемый материал | Значение коэффициента Kиv в зависимости от марки инструментального материала | |||||||
| Сталь конструкционная | Т5К12 0,35 | Т5К10 0,65 | Т14К8 0,8 | Т15К6 1,0 | Т15К6В 1,15 | Т30К4 1,4 | ВК8 0,4 | |
| Коррозионно-стойкие и жаропрочные стали | ВК8 1,0 | Т5К10 1,4 | Т15К6 1,9 | Р18 0,3 | — | — | — | |
| Сталь закалённая | HRC 35-50 | HRC 51-62 | ||||||
| Т15К6 1,0 | Т30К4 1,25 | ВК6 0,85 | ВК8 0,83 | ВК4 1,0 | ВК6 0,92 | ВК8 0,74 | ||
| Серый и ковкий чугун | ВК8 0,83 | ВК6 1,0 | ВК4 1,1 | ВК3 1,15 | — | — | — | |
| Сталь, чугун, медные и алюминиевые сплавы | Р6М5 1,0 | ВК4 2,5 | ВК6 2,7 | 9ХС 0,6 | ХВГ 0,6 | У12А 0,5 | — | |
против литой стали
В чем разница между чугуном и стальным литьем?
Внешне чугунные и стальные отливки очень похожи. Литье
Литьепредлагает исключительную возможность для деталей дизайна, часто устраняя необходимость в дополнительном изготовлении и сборке. Многие материалы могут быть отлиты, в том числе несколько типов металлов и синтетических материалов, но железо и сталь, в частности, обладают превосходными механическими свойствами для широкого спектра применений.
Хотя на первый взгляд чугун и сталь могут выглядеть одинаково, каждый из них имеет свои преимущества и недостатки в зависимости от способа производства и применения.Понимание этих преимуществ и недостатков и правильный выбор могут означать разницу между неумолимой прочностью и долговечностью и поломанными или деформированными деталями, которые быстро потеряют свой блеск.
Содержание углерода является основным отличием
Железо и сталь — это черные металлы, состоящие в основном из атомов железа. Однако в производстве все не так просто — в производстве используется множество различных сплавов и марок. Чтобы понять их, важно различать железо, используемое в повседневных продуктах, и научное элементное железо (Fe). Элементарное железо — это материал, который встречается в природе, обычно в окисленной форме, который требует интенсивной обработки, называемой плавкой, для извлечения.
Элементарное железо — это материал, который встречается в природе, обычно в окисленной форме, который требует интенсивной обработки, называемой плавкой, для извлечения.
Чистое элементарное железо слишком мягкое, чтобы его можно было использовать в большинстве приложений. Он становится более твердым и, следовательно, более полезным, когда его сплавляют или смешивают с углеродом. На самом деле углеродный состав является основным отличием чугуна от стали. Чугун обычно содержит более 2 процентов углерода, а литая сталь часто содержит от 0,1 до 0,5 процента углерода.
Характеристики
В следующей таблице представлен общий обзор качеств каждого материала. Хотя существует множество различных типов чугуна и стали, в этой таблице основное внимание уделяется серому чугуну, чугуну и углеродистой стали.
Блоки двигателей, головки цилиндров, коллекторы, газовые горелки, заготовки шестерен, кожухи, кожухи, изделия для наружной отделки, сковороды, электрические коробки, декоративные отливки, детали печей, грузы
Болларды, оборудование для строительных площадок, поворотные кулаки, коленчатые валы, усиленные шестерни, компоненты подвески автомобилей и грузовиков, гидравлические компоненты, автомобильные дверные петли
Кнехты, промышленные колеса, литейные механизмы, корпуса клапанов, горнодобывающее оборудование, колеса гидротурбин, кузнечные прессы, рамы железнодорожных вагонов, корпуса насосов, морское оборудование, кожухи двигателей, тяжелые грузовики, строительное оборудование
Блоки двигателей, головки цилиндров, коллекторы, газовые горелки, заготовки шестерен, кожухи, кожухи, изделия для наружной отделки, сковороды, электрические коробки, декоративные отливки, детали печей, грузы
Болларды, оборудование для строительных площадок, поворотные кулаки, коленчатые валы, усиленные шестерни, компоненты подвески автомобилей и грузовиков, гидравлические компоненты, автомобильные дверные петли
Кнехты, промышленные колеса, литейные механизмы, корпуса клапанов, горнодобывающее оборудование, колеса гидроэлектростанций, кузнечные прессы, рамы вагонов, корпуса насосов, морское оборудование, кожухи двигателей, тяжелые грузовики, строительное оборудование
Возможность литья
Большинство людей не сталкивались с железом или сталью в расплавленном состоянии, что вполне понятно, поскольку железо плавится при температуре около 2300°F, а сталь плавится при 2600°F, и то и другое заливают в формы при еще более высоких температурах. Люди, которые работают с жидким чугуном и сталью, быстро обнаруживают, что они резко различаются по текучести и скорости усадки.
Люди, которые работают с жидким чугуном и сталью, быстро обнаруживают, что они резко различаются по текучести и скорости усадки.
Чугун относительно легко лить, так как он легко льется и не дает такой усадки, как сталь. Это означает, что он легко заполнит сложные пустоты в форме и для этого потребуется меньше расплавленного материала. Эта текучесть делает чугун идеальным металлом для архитектурных или декоративных металлоконструкций, таких как ограждения и скамейки.
Архитектурные железные конструкции, такие как это ограждение, возможны благодаря текучести чугуна.Заливать сталь намного сложнее.Он менее жидкий, чем расплавленное железо, и более реактивен по отношению к материалам форм. Он также больше сжимается при охлаждении, а это означает, что необходимо залить больше расплавленного материала — обычно в избыточный резервуар, называемый стояком, из которого отливка вытягивается по мере охлаждения.
Однако отливки обычно не охлаждаются равномерно по всей своей внутренней структуре. Внешние области и более тонкие части будут охлаждаться и сжиматься с разной скоростью, чем внутренние области и более объемные части, часто создавая внутреннее напряжение или напряжение, которое можно уменьшить только с помощью термической обработки.Сталь гораздо более восприимчива, чем железо, к напряжениям усадки, и в некоторых ситуациях эти напряжения могут привести к значительным внутренним и/или внешним пустотам и возможным возможным трещинам.
Внешние области и более тонкие части будут охлаждаться и сжиматься с разной скоростью, чем внутренние области и более объемные части, часто создавая внутреннее напряжение или напряжение, которое можно уменьшить только с помощью термической обработки.Сталь гораздо более восприимчива, чем железо, к напряжениям усадки, и в некоторых ситуациях эти напряжения могут привести к значительным внутренним и/или внешним пустотам и возможным возможным трещинам.
По этим причинам стальная отливка требует большего внимания и контроля на протяжении всего процесса литья, что делает производство более ресурсоемким.
Обрабатываемость
В зависимости от конечного применения может потребоваться механическая обработка литых деталей для достижения определенных допусков или для создания желаемой отделки.Как минимум, такие объекты, как ворота и направляющие, должны быть срезаны и отшлифованы.
Прочность без пластичности означает, что материал будет очень хрупким и подвержен разрушению
Обрабатываемость — это мера того, насколько легко данный материал резать или шлифовать; некоторые материалы труднее обрабатывать, чем другие. Как правило, металлы с высоким содержанием легирующих добавок для улучшения механических характеристик имеют более низкую обрабатываемость.
Как правило, металлы с высоким содержанием легирующих добавок для улучшения механических характеристик имеют более низкую обрабатываемость.
Чугун обычно намного легче обрабатывать, чем сталь.Графитовая структура в чугуне разрушается легче и более равномерно. Более твердое железо, такое как белое железо, гораздо труднее обрабатывать из-за его хрупкости.
Стальне так легко резать с той же консистенцией, и она вызывает больший износ инструмента, что приводит к увеличению производственных затрат. Закаленные стали или стали с более высоким содержанием углерода также увеличивают износ инструмента. Однако более мягкая сталь не обязательно лучше — низкоуглеродистая сталь, несмотря на то, что она мягче, может стать липкой и с ней будет трудно работать.
Гашение вибрации
При выборе литейного материала следует учитывать демпфирующие свойства, так как отсутствие демпфирующей способности может привести к чрезмерной вибрации и шуму, например звону или визгу. В зависимости от того, где используется материал, эффективное демпфирование может обеспечить более прочную и надежную работу.
Графитовые структуры в чугуне, особенно чешуйчатые образования в сером чугуне, особенно хорошо поглощают вибрацию.Это делает чугун идеальным для блоков двигателей, корпусов цилиндров и станин машин, а также для других применений, где важны прочность и точность. Снижение вибрации может свести к минимуму нагрузку и предотвратить износ движущихся частей.
Прочность на сжатие
Прочность на сжатие — это способность материала выдерживать силы, которые могут уменьшить размер объекта. Это противоположно силам, направленным на разрыв материала. Прочность на сжатие полезна в механических применениях, где важными факторами являются давление и локализация.Как правило, чугун имеет лучшую прочность на сжатие, чем сталь.
Ударопрочность
До сих пор могло показаться, что преимуществ использования чугуна больше, чем стали, но у стали есть одно существенное преимущество: ударопрочность. Сталь отлично выдерживает внезапные удары, не изгибаясь, не деформируясь и не ломаясь. Это связано с его ударной вязкостью: его способностью выдерживать высокие напряжения и нагрузки.
Сталь отлично выдерживает внезапные удары, не изгибаясь, не деформируясь и не ломаясь. Это связано с его ударной вязкостью: его способностью выдерживать высокие напряжения и нагрузки.
Прочность без пластичности приводит к хрупкому материалу, который очень восприимчив к разрушению, а чугун является образцом прочности без пластичности.Из-за своей хрупкости чугун имеет ограниченную область применения.
В то же время высокая пластичность или способность деформироваться без разрушения не имеет большого значения без прочности, способной выдерживать значительные удары. Резиновая лента, например, может подвергнуться значительной деформации без разрыва, но сила, которую она может приложить, очень ограничена.
Наковальни обычно изготавливаются из литой стали из-за ее ударопрочных свойств. В то время как с железом может быть легче работать в большинстве случаев литья, сталь имеет оптимальное сочетание прочности и пластичности для многих применений, а литая сталь чрезвычайно прочная. Ударопрочные свойства и всесторонняя несущая способность стали делают ее желанной для многих механических и конструкционных применений, поэтому сталь является наиболее широко используемым металлом в мире.
Ударопрочные свойства и всесторонняя несущая способность стали делают ее желанной для многих механических и конструкционных применений, поэтому сталь является наиболее широко используемым металлом в мире.
Коррозионная стойкость
Железо обладает лучшей коррозионной стойкостью, чем сталь. Оба металла окисляются в присутствии влаги, но железо покрывается патиной, чтобы предотвратить глубокую коррозию целостности металла.
Еще один способ предотвратить коррозию – нанести краску или порошковое покрытие или использовать IronArmor для дополнительной защиты.Любой скол или трещина, которые обнажают основной металл, могут привести к коррозии, поэтому для металлов с покрытием важно регулярное техническое обслуживание.
Если коррозионная стойкость при сохранении серебристого цвета необработанного металла является важным фактором, вероятно, лучшим вариантом будут легированные стали, особенно нержавеющая сталь, в которую добавлены хром и другие сплавы для предотвращения окисления.
Износостойкость
Чугун обычно имеет лучшую стойкость к механическому износу, чем сталь, особенно в условиях износа от трения.Определенное количество графита в чугунной матрице создает графитовую сухую смазку, которая позволяет твердым поверхностям скользить друг относительно друга без ухудшения качества поверхности, что затрудняет ее износ.
Сталь изнашивается быстрее, чем железо, но все же может быть устойчива к определенным видам истирания. Некоторые добавки в сплавы также могут улучшить абразивные свойства стали.
Стоимость
Чугун часто дешевле стального литья из-за более низкой стоимости материалов, энергии и труда, необходимых для производства конечного продукта.Покупка необработанной стали обходится дороже, а ее отливка требует больше времени и внимания. Однако при проектировании литых изделий стоит учитывать долгосрочное использование и затраты на замену. Детали, которые дороже в производстве, в конечном итоге могут стоить дешевле.
также доступна во многих сборных формах, таких как листы, стержни, стержни, трубы и балки, и часто может быть обработана или собрана в соответствии с конкретным применением. В зависимости от продукта и требуемого количества изготовление существующих стальных изделий может быть экономически выгодным вариантом.
Различные виды чугуна и стального литья
Мы сравнили качество самых основных форм чугуна (серого чугуна) и литой стали (мягкой или углеродистой стали), но специфический состав и фазовая структура железа и стали могут сильно влиять на механические свойства. Например, углерод в стандартном сером чугуне имеет форму острых чешуек графита, в то время как ковкий чугун имеет более сфероидальную структуру графита. Чешуйчатый графит делает серый чугун хрупким, в то время как круглые частицы графита в ковком чугуне повышают ударную вязкость, что делает его более подходящим для ударопрочных применений.
Сплавы могут быть добавлены как к железу, так и к стали для получения желаемых свойств. Марганец, например, повышает ударную вязкость, а хром улучшает коррозионную стойкость. Различное содержание углерода также является тем, что отличает стали с низким, стандартным и высоким содержанием углерода — более высокое содержание делает материалы более твердыми.
Марганец, например, повышает ударную вязкость, а хром улучшает коррозионную стойкость. Различное содержание углерода также является тем, что отличает стали с низким, стандартным и высоким содержанием углерода — более высокое содержание делает материалы более твердыми.
В конечном итоге выбор между чугуном и стальным литьем будет зависеть от типа и области применения конечной установки.
Для получения дополнительной информации о чугуне или стали или для запроса предложения по индивидуальному проекту, пожалуйста, свяжитесь с нами.
Источники
Чистое железо малопригодно — в аналитической химии и в медицине. Его делают намного полезнее, сплавляя с другими материалами. Добавление небольшого количества углерода к железу значительно упрочняет его, а другие полезные сплавы изготавливаются путем добавления некоторого количества переходных металлов. Железо является одним из 8 больших элементов в земной коре, занимая четвертое место по распространенности с содержанием около 5% по весу. Железной руды много, но ее выделение — энергоемкий процесс.Главными рудами являются оксиды гематита Fe 2 O 3 и магнетита Fe 3 O 4 и его карбонатного сидерита FeCO 3 . Железо также образует оксидные минералы лепидокрокит и гетит, каждый из которых имеет общую формулу FeO(OH). Железо соединяется с магнием в карбонатном пироаурите.Железный колчедан, Fe 2 S, содержит железо, но его трудно отделить от серы. Эта руда используется как источник серы. Разновидность пирита называется пирротином, а состав записывается Fe 1-x S. Железо также образует сульфидный марказит FeS 2 . Медь соединяется с железом, образуя халькопирит CuFeS 2 . Железо также соединяется с мышьяком, образуя арсенопирит FeAsS. Железо с мышьяком образует минерал леллингит FeAs 2 . Железо образует некоторые фосфаты, такие как вивианит.Титан и железо вместе образуют оксид ильменита FeTiO 3 . Хром и железо вместе образуют оксид хромита FeCr 2 O 4 . Железо образует оксидный минерал с титаном, свинцом и марганцем, называемый сенаитом. Сульфатный минерал железа и калия – ярозит.Бедантит — минерал, содержащий железо и свинец вместе с сульфатными и арсенатными группами, PbFe 3 (AsO 4 , SO 4 ) 2 (OH) 6 . Железо, наряду с магнием, входит в состав волокнистых силикатных минералов, которые в совокупности получили коммерческое название асбест. Стренгит — фосфатный минерал железа.Струнзит — фосфатный минерал железа и марганца. Графтонит представляет собой фосфатный минерал железа, марганца и кальция. Железо появляется вместе с магнием и алюминием в фосфатном лазулите. Железо, магний и марганец образуют фосфатный минерал лудламит. Фосфаты алюминия и железа представлены вокситами и паравокситами. Фосфат железа и лития – трифилит. Никель часто встречается в ассоциации с железом и иногда образует соединение Ni 3 Fe, называемое аваруитом в его минеральной форме.Никель-железные метеориты довольно распространены. Распространенными полезными формами сплавов железа являются чугун, кованое железо и сталь. Кованое железо производится из чугуна путем его плавления на слое оксида железа. Конечным результатом является материал, который представляет собой почти чистое железо, содержащее всего 0,1-0,2% углерода и менее 0,5% всех примесей. Кованое железо, полученное с помощью этого процесса, прочное и жесткое, его можно сваривать и ковать. Очень популярный в прошлом, теперь он в значительной степени вытеснен мягкой сталью. Стальпредставляет собой очищенный сплав железа с углеродом, который выпускается в жидком состоянии.Производственный процесс устраняет почти весь фосфор, серу и кремний, которые присутствуют в обычном чугуне. Диапазон содержания углерода для сталей составляет от 0,1 до 1,5%. Низкоуглеродистые стали ( Высокоуглеродистые стали (от 0,75 до 1,5% углерода) используются для изготовления режущих инструментов, хирургических инструментов, сверл и других инструментов. Железо имеет решающее значение для жизни, поскольку оно присутствует в гемоглобине, молекуле эритроцитов, которая переносит кислород из легких в другие ткани организма.Железо также присутствует в миоглобине в мышцах. Миоглобин похож на гемоглобин и берет из него кислород, удерживая кислород в мышцах до тех пор, пока он не понадобится. В клетках есть железосодержащие соединения, называемые цитохромами, которые играют роль в окислении молекул пищи. | Индекс Периодическая таблица Химические понятия Справочник |
 Он мягкий, ковкий, пластичный и сильно магнитный (ферромагнитный).
Он мягкий, ковкий, пластичный и сильно магнитный (ферромагнитный). Железо встречается с марганцем и цинком в оксидном минерале франклините. Другой оксид с бором (борат) с железом, титаном и магнием – варвикит. Вольфрам встречается с железом и марганцем в минеральном вольфрамите.
Железо встречается с марганцем и цинком в оксидном минерале франклините. Другой оксид с бором (борат) с железом, титаном и магнием – варвикит. Вольфрам встречается с железом и марганцем в минеральном вольфрамите. Железо соединяется в сульфид с медью и сурьмой, называемый тетраэдритом. Сульфид с сурьмой образует минерал бертьерит. Сульфиды с медью включают борнит Cu 5 FeS 4 и кубанит CuFe 2 S 3 . Сульфид, образованный оловом, свинцом и сурьмой, называется цилиндрритом.Железо содержится в минерале нагьягите, сульфиде, наряду с золотом, свинцом, сурьмой и теллуром. Теннантит представляет собой сульфид, содержащий железо, мышьяк, медь и сурьму. Германит представляет собой сульфид, который содержит медь, германий и железо. В сульфидном бетехтините соединяются свинец, медь и железо. Кобальт соединяется с железом и мышьяком в сульфидном глаукодоте, (Co,Fe)AsS. Цинк и железо образуют сульфидный вюртцит (Zn, Fe)S.
Железо соединяется в сульфид с медью и сурьмой, называемый тетраэдритом. Сульфид с сурьмой образует минерал бертьерит. Сульфиды с медью включают борнит Cu 5 FeS 4 и кубанит CuFe 2 S 3 . Сульфид, образованный оловом, свинцом и сурьмой, называется цилиндрритом.Железо содержится в минерале нагьягите, сульфиде, наряду с золотом, свинцом, сурьмой и теллуром. Теннантит представляет собой сульфид, содержащий железо, мышьяк, медь и сурьму. Германит представляет собой сульфид, который содержит медь, германий и железо. В сульфидном бетехтините соединяются свинец, медь и железо. Кобальт соединяется с железом и мышьяком в сульфидном глаукодоте, (Co,Fe)AsS. Цинк и железо образуют сульфидный вюртцит (Zn, Fe)S. Эти минералы включают тремолит, рибекит и грюнерит. Обильное железо в земной коре содержится в силикатных минералах, таких как андрадит.
Эти минералы включают тремолит, рибекит и грюнерит. Обильное железо в земной коре содержится в силикатных минералах, таких как андрадит. Очистка происходит потому, что слой оксида железа окисляет углерод до монооксида углерода, а серу, фосфор и кремний до их оксидов.Эти оксиды входят в состав шлака. По мере того, как железо становится чище, его температура плавления повышается, и оно становится пастообразным, что указывает на то, что пора вынуть его из печи. Затем шлак вытесняют молотком.
Очистка происходит потому, что слой оксида железа окисляет углерод до монооксида углерода, а серу, фосфор и кремний до их оксидов.Эти оксиды входят в состав шлака. По мере того, как железо становится чище, его температура плавления повышается, и оно становится пастообразным, что указывает на то, что пора вынуть его из печи. Затем шлак вытесняют молотком. Средне- и высокоуглеродистые стали можно подвергать закалке и отпуску.
Средне- и высокоуглеродистые стали можно подвергать закалке и отпуску.9,5 Чугун | ||||||
9. 5.1 Общие замечания 5.1 Общие замечания | ||||||
| Чугун, кажется, держит
никакого интереса для ценителей меча ножи . Ну да — но сталь вутц, с содержанием углерода около 2
%, находится на грани того, что обычно ассоциируется с чугуном: сталь
с содержанием углерода от 2 % до примерно 4,5 %. Вот почему я быстро взгляну на чугун. Давайте посмотрим, что мы можем узнать с помощью уважение к клинкам мечей. | ||||||
| Сделав это так далеко, вы теперь грызть удила и готов быстро взглянуть на соответствующую часть фазовая диаграмма. Вот он: | ||||||
| ||||||
Давайте сделаем две вещи абсолютно
очистите, прежде чем мы начнем:
Чтобы получить представление о семействе сплавов «чугун» содержит, начнем с простой и чисто теоретической ситуации имеющие железо и более 2 % углерода в состоянии, близком к нирване.Что это фазовая диаграмма выше описывает. Этот фиктивный материал может служить отправной точкой точно так же, как это было для фиктивного материала, который мы называем «простая углеродистая сталь», если концентрация углерода ниже 2 %. | ||||||
Сначала мне нужно
признайтесь: показанная выше фазовая диаграмма на самом деле , а не , показывающая настоящие состояния нирваны! Все это время я
обманывал тебя! Извините, но пока никакого реального ущерба нанесено не было. | ||||||
| Так что правда и ничего кроме правда про железо-углерод
фазовая диаграмма? Вот оно: Истинная нирвана
состояния не требуют смесей феррита или аустенита и карбида железа (Fe 3 C), который был назван
цементит, но для железа и чистый углерод в
форма графит . Старая наука модуль фактически содержал все это.Он также показывает истинная фазовая диаграмма железо-углерод , и если вы активируй ссылку увидишь что она почти не отличается от «неверной» фазовая диаграмма железо-цементит. Смысл всего этого: | ||||||
| ||||||
| Пока у нас есть низкая концентрация углерода или (простая углеродистая) сталь
другими словами, первым всегда образуется цементит. Это только
метастабильный, да
и в конечном итоге должен распасться на графит и железо. Но это не будет сделано в
ваша или моя жизнь и наша
потомки; так же, как наш
бриллианты. Для высокой концентрации углерода , т.е. железо, это другое. Мы можем найти там графит вместо цементита, в частности, если также присутствуют некоторые другие элементы, такие как кремний (Si). Хорошо, теперь давайте посмотрим на фазовую диаграмму в 2 % углерода — 6,67 %.  режиме и используйте цементит, а не графит для первого выстрела. Главная
особенности есть. режиме и используйте цементит, а не графит для первого выстрела. Главная
особенности есть. | ||||||
| Для композиции из 4.3 % углерода у нас есть
эвтектическая точка в
1,130 o С (2,066 o F). Воспользуйтесь ссылкой, чтобы освежить память
об этом. Расплав с таким составом будет непосредственно затвердевать в
«эвтектическая» смесь аустенита и цементита. Это похоже на то, что
происходит в
эвтектоид
пункт для стали, где мы получаем феррит и цементит. Полученная смесь в
это дело мы назвали
перлит
и рассматривал его как (псевдо)
фаза в своем собственном
правильно. То же самое здесь. Затвердевание в точке эвтектики приводит к образованию смеси аустенит и цементит, и мы рассматриваем это как (псевдо)фазу. Мы называем это псевдофаза ледебурит , после Адольф Ледебур , выдающийся немецкий металлург.  инженер и ученый во второй половине 19 века. Ледебурит может
ожидать формирования типичного
эвтектический
шаблон зебры, но это не то, что он делает. Образец зебры формируется, потому что
перераспределение углерода (или любого другого элемента)
сложно в нижней
температуры.Это не так уж сложно, когда жидкость затвердевает. Мы
скорее можно ожидать
дендритный
структуры в этом случае. Как бы то ни было, никто никогда не видел ледебурита напрямую, потому что он существует только в
высокие температуры. инженер и ученый во второй половине 19 века. Ледебурит может
ожидать формирования типичного
эвтектический
шаблон зебры, но это не то, что он делает. Образец зебры формируется, потому что
перераспределение углерода (или любого другого элемента)
сложно в нижней
температуры.Это не так уж сложно, когда жидкость затвердевает. Мы
скорее можно ожидать
дендритный
структуры в этом случае. Как бы то ни было, никто никогда не видел ледебурита напрямую, потому что он существует только в
высокие температуры. | ||||||
| Пока все просто. Но теперь мы уменьшаем
ниже температуры превращения при 723 o C (1333 или F). Что случится? Что ж, фазовая диаграмма говорит:
смесь аустенита (g) и цементита, которую мы называем
ледебурит превращается в перлитно-цементитную смесь. Только аустенит должен превратиться в перлит или феррит плюс цементит.  Первичный цементит уже присутствует в
высокие температуры в ледебурите ничего не должны делать. Мы по-прежнему называем
перлитно-цементитная псевдофаза, которую мы получаем при низких температурах при 4,3 %
концентрации углерода в ледебурите или, если вы любите детали, преобразованный ледебурит или ледебурит II (высокотемпературный вариант
затем ледебурит I).Мы могли бы ожидать, что зерна перлита внедрены в цементит, так как
смесь богата цементитом. Первичный цементит уже присутствует в
высокие температуры в ледебурите ничего не должны делать. Мы по-прежнему называем
перлитно-цементитная псевдофаза, которую мы получаем при низких температурах при 4,3 %
концентрации углерода в ледебурите или, если вы любите детали, преобразованный ледебурит или ледебурит II (высокотемпературный вариант
затем ледебурит I).Мы могли бы ожидать, что зерна перлита внедрены в цементит, так как
смесь богата цементитом. | ||||||
Что произойдет, если мы
не при точной эвтектической концентрации углерода 4,3 %? Что всегда
бывает: для более низкие концентрации углерода («гипоэвтектический») имеем разложение на перлит и ледебурит
II, а для выше концентраций
(«заэвтектический») при разложении образуется ледебурит II и
цементит.Однако это несколько академично. Мы уже знаем, что вы получаете
очень сильно зависит от того, как быстро вы остынете.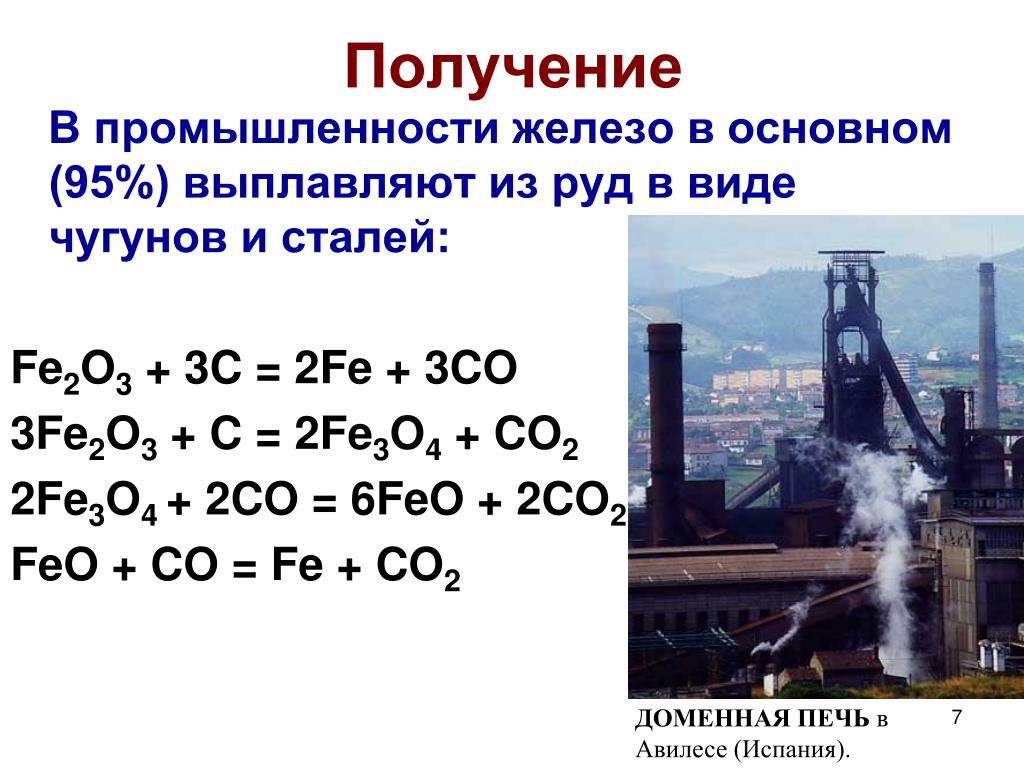 | ||||||
| Если охлаждать не так уж медленно, трансформация
превращения аустенита в перлит становится затруднительным, и мы сталкиваемся со всеми
явления, которые мы обнаружили для стали (и, возможно, некоторые другие). С усилением охлаждения
скорость перлита сужается и менее развита, и в конце концов мы находим
бейнит. Для очень
большие скорости охлаждения, которые мы могли бы даже получить
мартенсит. Наоборот, для очень медленного охлаждения и высоких концентраций углерода мы могли бы теперь столкнуться с настоящей структурой нирваны, которая не цементит, а графит — см. выше. | ||||||
Так как же выглядит ледебурит II
при комнатной температуре? При медленном охлаждении можно было бы ожидать зерна перлита,
образовавшийся из первичного аустенита и встроенный в первичный цементит.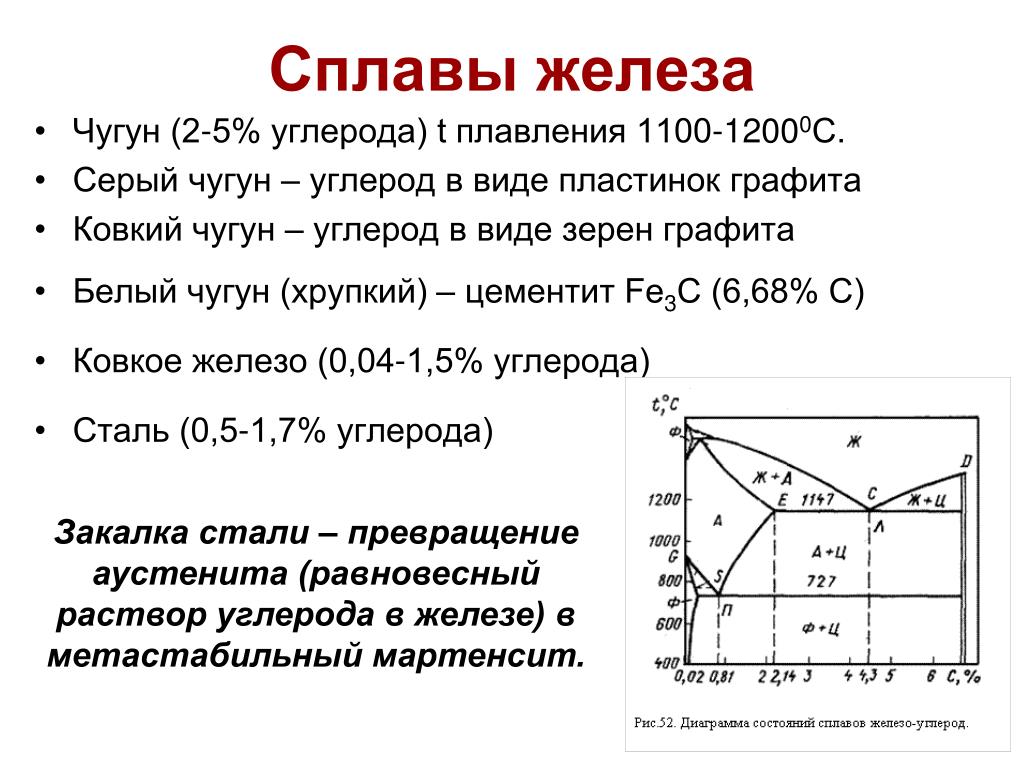 Почему
они должны быть встроены? Посмотрите на концентрацию углерода.Чистое Fe — 4,3% масс.
Сплав C соответствует примерно 18 ат. % углерода. Так как каждый атом углерода связывает
три атома железа образуют цементит, 54 % из оставшихся 82 % атомов железа
израсходовано, и у нас осталось только около 30% «свободного» железа в
ледебуритовая эвтектика. Почти все является цементитом, и поэтому мы ожидаем,
феррит должен быть полностью погружен в цементит. Почему
они должны быть встроены? Посмотрите на концентрацию углерода.Чистое Fe — 4,3% масс.
Сплав C соответствует примерно 18 ат. % углерода. Так как каждый атом углерода связывает
три атома железа образуют цементит, 54 % из оставшихся 82 % атомов железа
израсходовано, и у нас осталось только около 30% «свободного» железа в
ледебуритовая эвтектика. Почти все является цементитом, и поэтому мы ожидаем,
феррит должен быть полностью погружен в цементит. Ледебуритные типы чугуна или, по существу, перлит, внедренный в цементит, будет разрушаться прямо через цементит, придавая поверхности разрушения беловатый вид.Поэтому этот вид чугуна называется белый литой железо . | ||||||
Нелегко найти хорошую микроструктуру
картины эвтектики перлит-цементит ледебурит II. Причина проста
и упоминалось выше: чистого Fe практически не бывает — 4,3% масс. Сплав C, медленно охлаждаемый. Сплав C, медленно охлаждаемый. Вот лучшая картинка, которую я смог найти: | ||||||
| ||||||
Мы видим разрез исходного аустенита
дендрит, который имеет
превратился в перлит. Он заключен в беловатый цементит. Кроме того, у нас есть
небольшие вкрапления перлита, потому что в образце фактически было содержание углерода
3.6 % углерода (и 0,1 % кремния) и, таким образом, был доэвтектическим и был необходим для
сформируйте еще немного перлита Он заключен в беловатый цементит. Кроме того, у нас есть
небольшие вкрапления перлита, потому что в образце фактически было содержание углерода
3.6 % углерода (и 0,1 % кремния) и, таким образом, был доэвтектическим и был необходим для
сформируйте еще немного перлита | ||||||
Два свойства (об эвтектике)
«белый чугун» вполне понятны:
| ||||||
На самом деле он имеет самая низкая температура плавления все сплавы железа для низколегированного элемента
концентрации в % диапазоне. Я не проверил все 80+ возможностей, но я
скорее уверен, что вы не найдете «легкого» сплава железа с более низким
температура плавления. И именно поэтому чугун был и остается большим
техническая значимость: Я не проверил все 80+ возможностей, но я
скорее уверен, что вы не найдете «легкого» сплава железа с более низким
температура плавления. И именно поэтому чугун был и остается большим
техническая значимость: | ||||||
| ||||||
Большой сюрприз! Чугун позволяет
легкий кастинг!. Вот почему этот сплав называется «чугун», что означает
«литейное» железо, в конце концов. А если серьезно: то
плавление
точки из золота или бронзы/латуни 1064 o C (1948 o F) и (1000 — 900) o C ((1832 — 1652) o F),
соответственно. Если вы можете справиться с этим, вы можете, приложив немного больше усилий,
также обрабатывать чугун. При условии, конечно, что вы можете сделать материал. Вот почему этот сплав называется «чугун», что означает
«литейное» железо, в конце концов. А если серьезно: то
плавление
точки из золота или бронзы/латуни 1064 o C (1948 o F) и (1000 — 900) o C ((1832 — 1652) o F),
соответственно. Если вы можете справиться с этим, вы можете, приложив немного больше усилий,
также обрабатывать чугун. При условии, конечно, что вы можете сделать материал. | ||||||
древний китайский,
кажется, были единственными, кто мог производить чугун около 2 500 лет назад и нашли способы его использовать.Они использовали его для
сделайте орала, горшки и предметы искусства, а также немного оружия на стороне. На Западе бросили
железо тоже можно было делать довольно рано, но до 15-го века оно почти не использовалось.
век. Чугун использовался (разумеется) для изготовления пушек, пушечных ядер и
много других вещей. В 1390 году впервые зарегистрирована отливка чугунной пушки.
проходил во Франкфурте-на-Майне, Германия. Подробнее об этом
позже. В 1390 году впервые зарегистрирована отливка чугунной пушки.
проходил во Франкфурте-на-Майне, Германия. Подробнее об этом
позже. | ||||||
| Низкая температура плавления, безусловно,
огромное преимущество.Но материал хрупкий и это минус.
Хрупкость, конечно, ограничивает возможности применения — например, лезвий мечей — но
это не предотвращает их полностью. Натуральные камни, стекло или бетон
тоже хрупкий, но вполне пригодный для изготовления пирамид, окон, микроскопов или огромных
мосты с вещами. Сиденье вашего унитаза очень хрупкое, но может выдержать
много наказаний! Почему? Потому что, хотя эти материалы не могут очень хорошо выдерживать растягивающие (вытягивающие) напряжения, они не обладают
проблемы со сжатием (сжатие)
стресс.То же самое для чугуна. Помимо проектирования вашего изделия из чугуна в основном для сжимающих напряжений, Есть еще два способа справиться с этой нежелательной хрупкостью:
| ||||||
первый пункт довольно тривиален, и вы можете увидеть, как это делается, когда взглянете на
какой-то чугунный предмет.Подсказка: смотрите вниз, когда идете по улице или смотрите
жена, когда она использует эту специальную тяжелую кастрюлю. | ||||||
| ||||||
В Копенгагене слоны
символизируют пиво, конечно (поищите сами «слоновье пиво»).Мы знаем
эта железная технология
и пиво всегда идет вместе (кастинг вызывает сильную жажду), вдохновляет
Копенгагенцы производят овражное искусство. Художник даже оценил, что
массовый прием пива вызывает определенные потребности; просто посмотрите на детали. Художник даже оценил, что
массовый прием пива вызывает определенные потребности; просто посмотрите на детали. | ||||||
| Немного обобщая, отметим, что все чугуны имеют низкую температуру плавления, позволяет легко лить.И почти все хрупкие. Есть и другие хорошие очки также, которые в той или иной степени разделяют все чугуны: | ||||||
Чугун грязь дешевый ! Там нет металла или чего-то еще с
сравнимые свойства, которые столь же дешевы, как (бесхитростный) чугун. Это могло бы
заменить дорогую латунь во многих приложениях, особенно в ранних паровых
двигатели. В Англии из этого материала строили целые мосты.
1770. Это могло бы
заменить дорогую латунь во многих приложениях, особенно в ранних паровых
двигатели. В Англии из этого материала строили целые мосты.
1770. | ||||||
| Чугун довольно твердый и поэтому сопротивляется деформация. Это делает его хорошим материалом для конструкционных применений, где возникают большие (сжимающие) усилия/напряжения. По той же причине это имеет отличный носить сопротивление. | ||||||
| Вряд ли ржавеет — в отличие от большинство сталей. Это весьма примечательно и чрезвычайно полезно. | ||||||
Некоторые чугуны (не
белый чугун) обладают отличным
обрабатываемость
— даже в этом случае вы должны быть немного осторожны с этим. | ||||||
| Что даст легирование и обработка для нас в отношении этих (и других) свойств? Много, чтобы быть уверенным. Там почти безграничные возможности, и я не буду вдаваться в подробности. Все В следующем подразделе я собираюсь кратко рассмотреть серый чугун и некоторые его модификации. чрезвычайно мощный материал. | ||||||


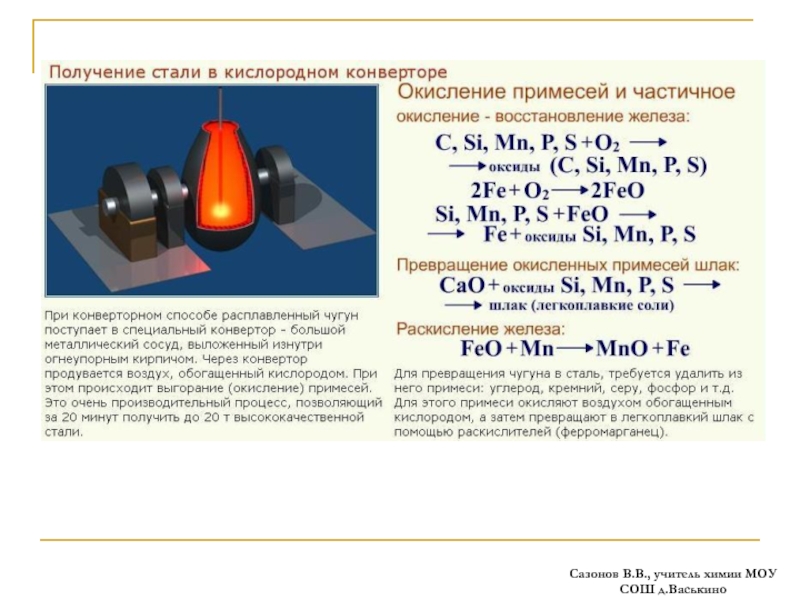
 Пушечные стволы, ванны, печные детали,
что бы ни. Если они достаточно массивны, они могут выдержать некоторое растягивающее напряжение, в
особенно если не сосредоточен на «точке». Возьмите толстый стакан
окно. При ударе по нему молотком (точечное напряжение) он может сломаться. Но попробуй
сломать его, нажав рукой! Вы не можете.
Пушечные стволы, ванны, печные детали,
что бы ни. Если они достаточно массивны, они могут выдержать некоторое растягивающее напряжение, в
особенно если не сосредоточен на «точке». Возьмите толстый стакан
окно. При ударе по нему молотком (точечное напряжение) он может сломаться. Но попробуй
сломать его, нажав рукой! Вы не можете.Калькулятор цен на чугун — серый чугун, ковкий чугун
Калькулятор цен на чугун
Этот калькулятор можно использовать для расчета
цены чугунного литья на изделия из серого и высокопрочного чугуна,
включая их затраты на литье, затраты на механическую обработку, затраты на покраску,
расходы на упаковку и морские перевозки.
С помощью этого калькулятора цен вы можете мгновенно получить цены на отливки, чтобы сэкономить время на расчет и оценку цен. Конечно, это не наше официальное ценовое предложение.
Для более простой оценки цены,
пожалуйста обратитесь к нашему » Cast Цены на железо за фунт, килограмм и тонну «.
Если вы не можете использовать это калькулятор,
см. » Литой Калькулятор цен на железо Руководство пользователя «.
Пожалуйста, введите или
выберите следующие элементы, чтобы описать детали чугунного литья:
1. Марка литого материала:
Нет требований к классу материала чугуна
[выберите его, если вы не знаете марки материала.]
серый чугун ASTM A48 класс 20 , класс 25, класс 30 (DIN
GG15, GG20)
[выберите его, если для ваших деталей требуются только обычные марки материалов. ]
]
Серый чугун ASTM A48 класс 35 (серый чугун GG25)
[выберите его, если ваши детали требуют
сравнительно высокая прочность на растяжение.]
Ковкий чугун ASTM A536 60-40-18 , 60-42-10, 65-45-12 (DIN
GGG40)
[выберите, если для ваших деталей требуется более высокая прочность на растяжение, будьте жестче.]
Ковкий чугун ASTM A536 70-50-05 , 80-55-06 (SG Iron DIN GGG50)
[выберите, если ваши детали требуют выше
прочность на растяжение, такие как ключевые детали.]
Ковкий чугун ASTM A536 80-60-03 (S.G. Iron DIN GGG60)
[выберите его, если ваши детали требуют очень высокой
прочность на растяжение, очень жесткая.]
Если вы хотите узнать эквивалентную марку материала в вашей стране,
см. « Эквивалентные марки чугуна «.
2. Вес отливки: кг/шт
Масса сырой отливки перед обработкой
Вес готовой детали после обработки
[Пожалуйста, введите удельный вес литейной детали,
и выберите его вес. ]
]
[Обычно единицей веса на чертежах является
«Вес готовой детали».]
[Обратите внимание, если вес единицы товара меньше 1,0 кг, вы не можете рассчитать его цену с помощью этого калькулятора. Щелкните по причине ]
3. Сложность литья:
Simple Casting [простые формы, без внутренней полости]
Обычный
Кастинг [нормальный
форма, простая внутренняя структура]
Сложная отливка [сложные внешние формы и внутренние
структуры]
Очень сложный
кастинг [очень сложные литые детали или специальные
формы]
4.Выбор процесса литья:
[Если вы знаете подходящее литье процесс, выберите следующую опцию]
Нет требований или не уверен
[Требований нет или не уверен, какой процесс литья]
Зеленый песок
Процесс литья
[Недорогой метод литья, ручное формование или автоматическое формование]
Смола Песок
Процесс литья
[Этот процесс литья подходит для средних и крупных чугунных отливок]
Молдинг корпуса
Процесс литья
[Подходит для небольших и средних отливок, особенно для сложных конструкций]
Если вы хотите узнать об этих процессах литья,
см. « Введение в процесс литья в песчаные формы ».
« Введение в процесс литья в песчаные формы ».
5. Описание механической обработки:
[Пожалуйста, выберите сложность обработки по вашему
решение, если необходимо]
[Следующие фотографии могут служить ориентиром для оценки сложности механообработки]
Без механической обработки или нужны только необработанные отливки
Простая обработка или нужна только черновая обработка
Обычная обработка , но без центров ЧПУ
Сложная обработка или Требуется высокоточная обработка
Очень сложная механическая обработка или большое количество механических работ
6.Окраска и покрытие поверхности:
Нет необходимости в покраске или используйте только обычное антикоррозийное масло
Грунтовка для защиты от ржавчины при доставке морем
Финишная окраска, глянцевая или матовая
Порошковое покрытие
Электроцинкование, холодное цинкование
Горячее цинкование погружением (HDG)
Краска термостойкая
Электрофоретическое покрытие
7. Упаковка и доставка
в морской порт Китая:
Упаковка и доставка
в морской порт Китая:
Нет необходимости в упаковке или доставке
Нужна упаковка, но нет необходимости доставки
Нужна упаковка и доставка в местный морской порт в
Китай
8.Стоимость морской перевозки до следующего морского порта:
Нет необходимости в морских перевозках
в порт Лос-Анджелеса в США
в порт Лонг-Бич в США
в порт Кливленда в США
в порт Портленд в США
в порт Нью-Йорка в США
в порт Феликстоу в Великобритании
в порт Фримантл в Австралии
в порт Брисбена в Австралии
в порт Гамбург в Германии
После приведенного выше описания, нажмите
Индекс цен =
Обменный курс USD к RMB =
Следующее цены на вашу продукцию литья:
1.Стоимость литья (USD/PCS):
2. Стоимость обработки (долл. США/шт.):
США/шт.):
3. Стоимость покраски (USD/PCS):
4. Стоимость упаковки (долл. США/шт.):
5. Стоимость морской перевозки (долл. США/шт.):
6. Суммарная цена, FOB в Китае (USD/PCS):
7. Суммарная цена, CIF Ваш морской порт (USD/PCS):
* Сумма Цена на условиях FOB в Китае — включая расходы на литье, механическую обработку, покраску, упаковку и доставку до местного морского порта в Китае.
* Суммарная цена, CIF Ваш морской порт — включая расходы на литье, механическую обработку, покраску, упаковку и морскую доставку до вашего морского порта.
Цены основаны только на наших
опыт и нормальные обстоятельства, это может быть ссылкой для
ваша оценка цены, но не может считаться нашим официальным
цитата. Точные цены должны быть указаны после проверки
подробные требования и чертежи.
Точные цены должны быть указаны после проверки
подробные требования и чертежи.
Если вы хотите получить официальное ценовое предложение,
, пожалуйста, не стесняйтесь « Свяжитесь с нами «.
Для расчета стоимости модели, формы или оснастки стоимость,
, пожалуйста, обратитесь к нашему шаблону Стоимость на Чугунное литье, Стальное литье «.
Для точных цен на стальное литье,
, пожалуйста , обратитесь к нашему « Калькулятору цен на литые стали » .
Часто задаваемые вопросы:
см. « Часто задаваемые вопросы о калькуляторе стоимости литья ».
Типы чугуна (стр. 1), серый и ковкий чугун
Содержание сплава
Наиболее эффективными элементами для серого чугуна являются углерод и кремний. Когда цель состоит в том, чтобы разлить чугун по эвтектике, чтобы предотвратить образование карбидов железа, можно использовать ковшовые добавки кремния для модификации расплавленного сплава, чтобы всегда достигался эвтектический эквивалент. Используя расчет CE и подтверждая соответствующее количество добавок ферросиликата, клиновидный блок используется для подтверждения того, что серый чугун находится на желаемом уровне CE.
Когда цель состоит в том, чтобы разлить чугун по эвтектике, чтобы предотвратить образование карбидов железа, можно использовать ковшовые добавки кремния для модификации расплавленного сплава, чтобы всегда достигался эвтектический эквивалент. Используя расчет CE и подтверждая соответствующее количество добавок ферросиликата, клиновидный блок используется для подтверждения того, что серый чугун находится на желаемом уровне CE.
Углерод и кремний
По сравнению с обычными марками стали содержание углерода в сером чугуне примерно в десять раз выше. Поскольку стальной лом составляет большую часть шихты расплава для чугунолитейного производства, углерод обычно приходится добавлять в какой-то момент процесса либо в основную шихту, либо после того, как железо находится в расплавленном состоянии. Поскольку в стальном шихтовом ломе очень мало углерода, металлургу необходимо учитывать все металлические шихтовые материалы (сталь, железный лом, чугун) в основной печи.Добавки, повышающие содержание углерода, в значительной степени зависят от метода плавки (плавка в вагранке с коксом приводит к повышению уровня углерода), количества используемого кремния и наличия дешевого графита. Однако по мере перехода чугунолитейной промышленности от вагранки к индукционной плавке с аналогичными высокими добавками стального лома в шихту требуются альтернативные добавки в ковше, в потоке или в литейной форме для получения чешуек типа А в сером чугуне.
Однако по мере перехода чугунолитейной промышленности от вагранки к индукционной плавке с аналогичными высокими добавками стального лома в шихту требуются альтернативные добавки в ковше, в потоке или в литейной форме для получения чешуек типа А в сером чугуне.
Методы модифицирования
С переходом на индукционную плавку литейные заводы тщательно загружают в свои индукционные ковши тщательно взвешенные количества стального лома, лома железа и более дорогого чугуна.Сегодня большее количество низкоуглеродистой стали может быть получено за счет добавления модификаторов ферросилиция (FeSi). Процесс модифицирования включает добавление от 0,05 до 1% специального сплава FeSi, содержащего контролируемые количества одного или нескольких тщательно отобранных элементов для дальнейшего улучшения морфологии графита. Объяснение того, как эти тщательно отобранные элементарные добавки, включая Al, Ca, Ba, Sr, Ce, La, Mn, Bi, S, O и Zr, можно найти в Таблице 1.0 Структурные эффекты элементарных добавок к чугуну, показанной ниже.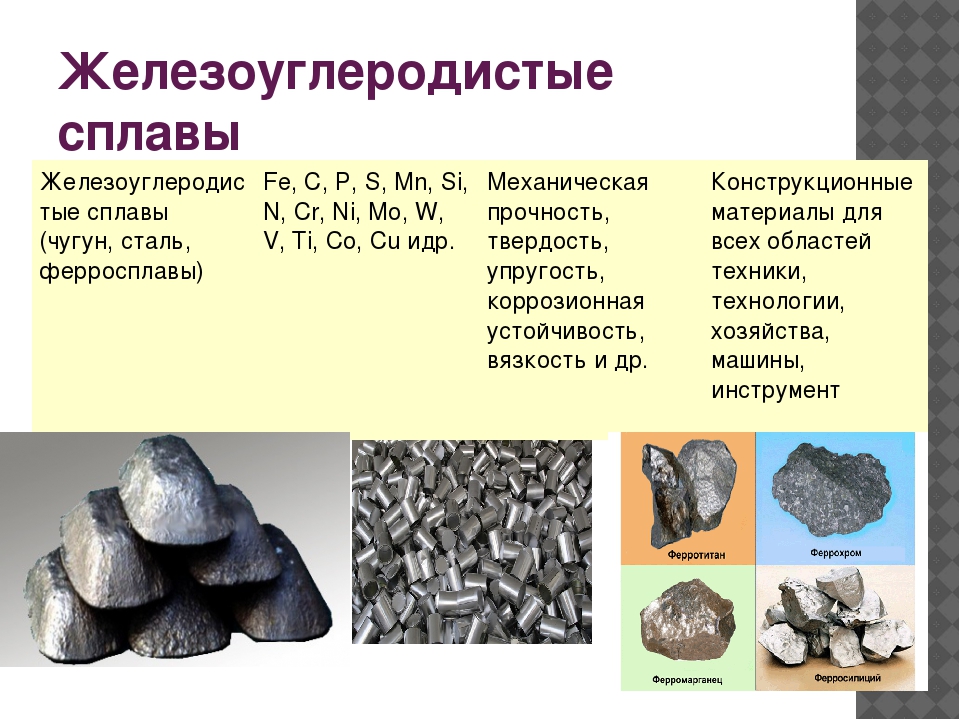 .В дополнение к повышению уровня кремния модификатор создает центры зародышеобразования, которые способствуют осаждению и росту графита, а также затвердеванию железа на основе стабильной системы Fe-C.
.В дополнение к повышению уровня кремния модификатор создает центры зародышеобразования, которые способствуют осаждению и росту графита, а также затвердеванию железа на основе стабильной системы Fe-C.
Когда необходимо приобрести углерод для добавления, дополнительный материал обычно имеет форму графита. Добавки графита часто поступают из угольных электродов, ранее использовавшихся в сталеплавильных печах.
Цель модифицирования
Целью модифицирования является стимулирование гетерогенного зародышеобразования графита путем введения элементов, образующих подходящие субстраты, которые будут действовать как зародыши и инициировать желаемое образование графита.Способствуя стабильному затвердеванию эвтектики, модифицирование позволяет C выходить из раствора в подходящей форме графита, а не в виде карбида железа.
с тщательным контролем, использование инокулятового добавления поможет:
- Избегайте образования карбидов (цементит)
- Содействие образованию графита
- Уменьшить сегрегацию
- Уменьшить усадку
- Улучшение обрабатываемости
- однородная структура
- Повышение пластичности
Эффект модифицирования представлен на рисунке ниже (Эффект модифицирования), где кривые охлаждения для немодифицированного железа обозначены черной пунктирной линией, а для модифицированного железа указаны в виде синей сплошной линии.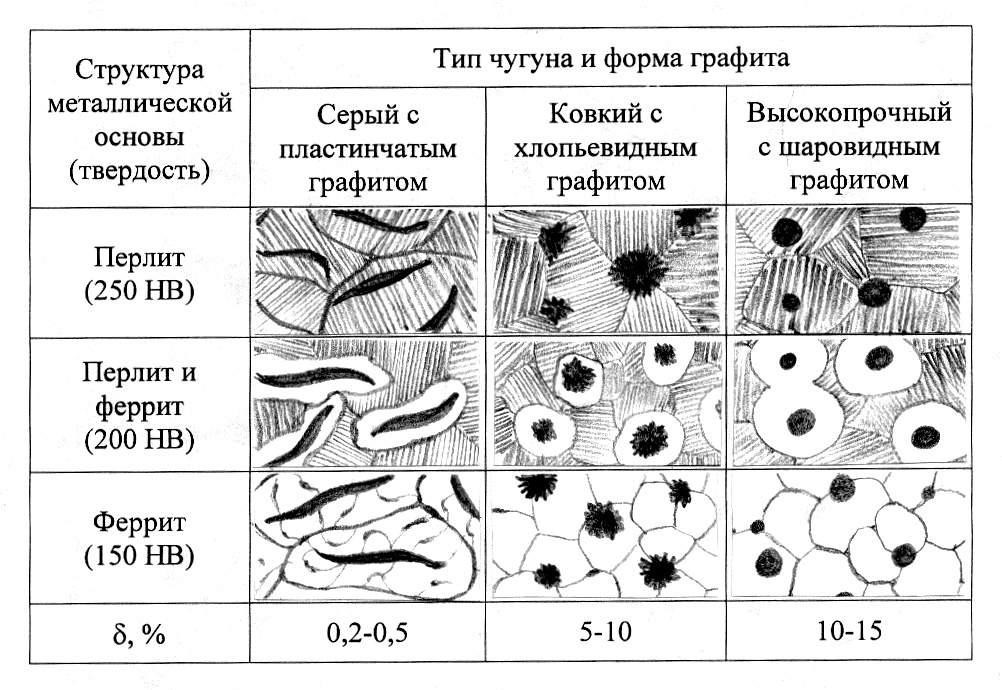
Модифицирование может происходить при выпуске, в ковше, в потоке во время литья или даже внутри формы. Модифицирующие сплавы доступны в гранулированной форме, упакованы в проволоку или отлиты/прессованы в различные формы. Размер регулируется в зависимости от точки добавления, времени и температуры, доступных для растворения в расплавленном железе. Как правило, количество добавок может быть уменьшено, если модифицирование происходит как можно ближе к заливке чугуна в форму, поэтому модифицирование «в потоке» гранулами FeSi является наиболее распространенным методом добавления.
Свинец: характеристики, применение и проблемы
Бетон
Очистка и удаление пятен с деревянных изделий раз в два года
Код процедуры: 640002S
Заполнение отверстий в деревянных панелях из шпона
Код процедуры: 640002S
Заделка трещин и отверстий в деревянных изделиях
Код процедуры: 640016S
Периодическое техническое обслуживание деревянных панелей из шпона
Код процедуры: 640001S
Удаление шеллака с деревянных деталей и отделка
Код процедуры: 640012S
Ремонт деревянных конструкций, поврежденных водой
Код процедуры: 640011S
Замена изношенной деревянной конструкции
Код процедуры: 640015S
Окрашивание и лакирование изделий из дерева
Код процедуры: 640014S
Удаление бронзовых и медных пятен с бетона
Код процедуры: 371044S
Припарка Заделка пятен от бетона
Код процедуры: 371009S
Припарка Отвердитель Пятна от бетона
Код процедуры: 371014S
Удаление чернильных пятен с бетона
Код процедуры: 371024S
Удаление пятен йода с бетона
Код процедуры: 371025S
Удаление пятен железной ржавчины с бетона
Код процедуры: 371026S
Удаление пятен льняного, соевого и тунгового масла с бетона
Код процедуры: 371030S
Припарки Смазочные и нефтяные пятна от бетона
Код процедуры: 371031S
Удаление пятен пота с бетона
Код процедуры: 371033S
Удаление пятен от бетона с фанерой или герметиком для швов
Код процедуры: 371034S
Удаление пятен мочи с бетона
Код процедуры: 371038S
Удаление пятен от конфет и кондитерских изделий с бетона
Код процедуры: 371008S
Удаление пятен асфальта с бетона
Код процедуры: 371005S
Удаление пятен от напитков с бетона
Код процедуры: 371006S
Удаление пятен крови с бетона
Код процедуры: 371007S
Удаление жевательной резинки с бетона
Код процедуры: 371010S
Удаление пятен каменноугольной смолы с бетона
Код процедуры: 371012S
Удаление пятен креозота с бетона
Код процедуры: 371013S
Удаление высолов с бетона
Код процедуры: 371016S
Удаление пятен от отделки и отверждения с бетона
Код процедуры: 371018S
Удаление пятен огня, дыма, сажи, смолы и древесной смолы с бетона
Код процедуры: 371019S
Удаление жирных пятен с бетона
Код процедуры: 371001S
Удаление пятен гипсовой штукатурки с бетона
Код процедуры: 371022S
Удаление пятен плесени с бетона
Код процедуры: 371028S
Удаление пятен мха с бетона
Код процедуры: 371029S
Удаление старых эластичных напольных клеев с бетона
Код процедуры: 371003S
Удаление поверхностной грязи с бетона
Код процедуры: 371015S
Удаление табачных пятен с бетона
Код процедуры: 371037S
Удаление пятен от дерева с бетона
Код процедуры: 371042S
Стандартная последовательность испытаний для удаления неизвестных пятен с бетона
Код процедуры: 371003G
Удаление пыли с бетонных полов
Код процедуры: 371002S
Заделка швов на бетонной кладке
Код процедуры: 373202S
Заделка отколовшегося бетона
Код процедуры: 373204S
Удаление и замена изношенного бетонного покрытия
Код процедуры: 373203S
Ремонт трещин в бетоне путем введения эпоксидной смолы
Код процедуры: 373201S
Типы трещин в бетоне и типичные причины
Код процедуры: 373202G
Избранные материалы по восстановлению и очистке бетона
Код процедуры: 370001R
Обработка поднимающейся влаги путем введения химической гидроизоляции
Код процедуры: 715001S
Очистка исторического стекла
Код процедуры: 880002S
Замена разбитого стекла в деревянных и металлических окнах
Код процедуры: 880001S
Очистка дверной фурнитуры
Код процедуры: 870002S
Установка облицовки из свинцового камня для защиты швов кладки
Код процедуры: 765601S
Установка уплотнителя на металлические двустворчатые окна
Код процедуры: 850001S
Ремонт прокладки из листового металла
Код процедуры: 762004S
Руководство по установке кровли из листового металла со стоячим фальцем
Код процедуры: 761001S
Установка крыши из листового металла Terne
Код процедуры: 761007S
Ремонт оторванного шва обрешетки на крыше из листового металла
Код процедуры: 761010S
Ремонт оторванного стоячего фальца на медной крыше
Код процедуры: 761011S
Замена кровли с использованием шиферной черепицы
Код процедуры: 731503S
Три метода предотвращения образования ледяных дамб на крышах из шиферной черепицы
Код процедуры: 731504S
Крепление внешней деревянной балюстрады
Код процедуры: 643001S
Герметизация негерметичных деревянных двустворчатых окон
Код процедуры: 861101S
Ремонт царапин, выбоин и вмятин на деревянном настенном орнаменте
Код процедуры: 644004S
Замена поврежденных или отсутствующих деревянных молдингов
Код процедуры: 644002S
Двери и окна
Перестановка врезной петли
Код процедуры: 871201S
Заглушение скрипа и скрипа петель
Код процедуры: 871202S
Ремонт латунной фурнитуры для окон и дверей
Код процедуры: 871004S
Ремонт микротрещин в окрашенных структурных стеклянных панелях
Код процедуры: 881001S
Ремонт отверстий и больших трещин в окрашенных конструкционных стеклянных панелях
Код процедуры: 881003S
Замена поврежденных пигментированных структурных стеклянных панелей
Код процедуры: 881002S
Выбранное чтение на остеклении
Код процедуры: 880001R
Временное заделывание сколов и трещин в оконном стекле
Код процедуры: 880002S
Обработка конденсата на исторических стеклах и штормовых створках
Код процедуры: 880001S
Копирование бронзового оборудования
Код процедуры: 870001S
Выбранное чтение на оборудовании
Код процедуры: 870001R
Ремонт существующего витражного стекла
Код процедуры: 882201S
Замена разбитого, отсутствующего или неоригинального стекла новыми панелями из свинцового стекла
Код процедуры: 882202S
Зачистка и перекраска металлических дверей
Код процедуры: 810001S
Нанесение позолоченных надписей на внутренние деревянные двери
Код процедуры: 501027S
Очистка и покраска стальных окон
Код процедуры: 850002S
Избранное чтение на металлических окнах
Код процедуры: 850001R
Зачистка и перекраска наружных оцинкованных металлических окон
Код процедуры: 850003S
Установка бронзовых карусельных дверей
Код процедуры: 847001S
Ремонт и замена поврежденного оконного экрана
Код процедуры: 866001S
Перекраска стальных окон
Код процедуры: 851001S
Выбранное чтение в Windows Storm
Код процедуры: 867001R
Ремонт утяжелителей двухподвесных оконных створок и шнуров/цепей
Код процедуры: 876001S
Избранное чтение на деревянных дверях
Код процедуры: 820001R
Ремонт двери переплета
Код процедуры: 821001S
Ремонт изгибов или неровностей в деревянной дверной раме
Код процедуры: 821002S
Устранение неполадок или переплета дверей-карманов
Код процедуры: 821004S
Ремонт дверей без отвеса
Код процедуры: 821005S
Ремонт дверной фурнитуры, включая направляющие и упоры
Код процедуры: 821006S
Замена поврежденных деревянных дверей
Код процедуры: 821003S
Общие указания по изготовлению и установке деревянных окон
Код процедуры: 861002S
Восстановление деревянных окон
Код процедуры: 861001S
Ремонт погодостойких накладок на деревянном подоконнике
Код процедуры: 861005S
Замена деревянного подоконника
Код процедуры: 861004S
Восстановление деревянных оконных рам и оконных рам
Код процедуры: 861006S
Выбранное чтение на деревянных окнах
Код процедуры: 861009R
Отклеивание деревянной двустворчатой оконной створки
Код процедуры: 861003S
Электрооборудование
Выбранные показания по общим требованиям к электрооборудованию
Код процедуры: 1601001R
Руководство по установке пожарной сигнализации в исторических зданиях
Код процедуры: 1672101G
Очистка и покраска чугунных ламп
Код процедуры: 1651005S
Очистка декоративных бронзовых светильников
Код процедуры: 1651003S
Замена декоративных бронзовых светильников
Код процедуры: 1651002S
Восстановление оригинальных настенных светильников из кованого железа
Код процедуры: 1651001S
Выбранное чтение при обслуживании и распределении
Код процедуры: 1640001R
Отделка
Установка акустических потолочных плит на клею
Код процедуры: 951201S
Очистка пятен от пятен на ковровом покрытии
Код процедуры: 968001S
Общие рекомендации по уходу за керамической плиткой
Код процедуры:
Укладка керамической мозаичной плитки на пол в соответствии с существующей плиткой
Код процедуры:
Установка новой глазурованной настенной плитки
Код процедуры:
Методы удаления пятен ржавчины с керамической плитки
Код процедуры:
Повторная затирка керамической плитки
Код процедуры:
Удаление пятен меди, серебра и никеля с керамической плитки
Код процедуры:
Удаление высолов с керамической плитки
Код процедуры:
Удаление жирных пятен с керамической плитки
Код процедуры:
Ремонт сломанной плитки
Код процедуры:
Замена поврежденных или отсутствующих керамических плиток
Код процедуры:
Текущая чистка и удаление пятен с керамической плитки
Код процедуры:
Замена треснувшей керамической напольной плитки
Код процедуры:
Окраска наружной штукатурки
Код процедуры: 9S
Заделка микротрещин в штукатурке
Код процедуры:
2S
Заделка мелких сколов и трещин в штукатурке
Код процедуры:
5S
Ремонт сломанных вертикальных связей на подвесном оштукатуренном потолке
Код процедуры:
6S
Восстановление отслоившейся штукатурки на стене или потолке
Код процедуры:
4S
Трехслойная штукатурка Заделка отверстий
Код процедуры:
3S
Архитектурная скальола: характеристики, использование и проблемы
Код процедуры:
Очистка и снятие краски с гипсовых поверхностей
Код процедуры:
Маскировка пятен от воды на гипсовых поверхностях
Код процедуры:
4S
Консолидация отслоившейся скальолы
Код процедуры:
Дублирование гипсовых отливок
Код процедуры:
1S
Обрешетка и штукатурка стен и потолков
Код процедуры:
Заделка больших отверстий в штукатурке гипсокартоном
Код процедуры:
2S
Полировка Architectural Scagliola
Код процедуры:
Удаление высолов со штукатурки
Код процедуры:
Удаление отслоившейся штукатурки и заделка
Код процедуры:
0S
Удаление пятен и высолов с архитектурной скальолы
Код процедуры:
Ремонт трещин в архитектурной скальоле
Код процедуры:
3S
Реплика декоративной штукатурки
Код процедуры:
Восстановление металлического листа на гипсе
Код процедуры:
Выбранное чтение на рейке и гипсе
Код процедуры:
Установка подвесных потолочных систем
Код процедуры: 951301S
Ремонт радиатора
Код процедуры: 1575001S
Сохранение декоративной живописи на штукатурке
Код процедуры: 9S
Оценка необходимости снижения содержания свинца в краске
Код процедуры: 9G
Общие указания по окраске наружных и внутренних поверхностей
Код процедуры: 9
Руководство по определению исторических цветов краски
Код процедуры: 9G
Свойства и применение кальциминовой краски
Код процедуры: 9
G
Свойства и применение побелки
Код процедуры: 9
Меры защиты при работе с краской на основе свинца, снижающей опасность
Код процедуры: 9
G
Снижение опасностей, связанных с краской на основе свинца, с помощью комбинации методов снижения загрязнения и временного контроля на окнах
Код процедуры: 9
S
Снижение опасностей, связанных с краской на основе свинца, с помощью временных методов контроля в Windows
Код процедуры: 9S
Текущая очистка окрашенных или побеленных дверей
Код процедуры: 9
S
Текущая и периодическая очистка стен и потолков
Код процедуры: 0180004S
Избранное чтение при покраске (прозрачная и непрозрачная отделка)
Код процедуры: 9
R
Руководство по подготовке поверхности для кирпича, металла, дерева и штукатурки
Код процедуры: 9
G
Установка новой плитки карьера, чтобы она соответствовала старой плитке карьера
Код процедуры:
Замена ослабленных, сломанных или отсутствующих отдельных плиток карьера
Код процедуры:
Удаление клея для линолеума с полов
Код процедуры: 965001S
Очистка пола из пробковой плитки
Код процедуры: 966002S
Очистка и уход за полами из виниловой плитки
Код процедуры: 966006S
Пробковая плитка: характеристики, использование и проблемы
Код процедуры: 966001G
Линолеум: характеристики, использование и проблемы
Код процедуры: 966002G
Удаление скопления грязи на асфальтовой плитке
Код процедуры: 966004S
Замена треснувшей или отсутствующей асфальтовой плитки
Код процедуры: 966002S
Замена поврежденной или отсутствующей пробковой напольной плитки
Код процедуры: 966003S
Замена пола из пробковой плитки
Код процедуры: 966001S
Текущая и периодическая очистка пола из эластичной плитки
Код процедуры: 966001S
Повторное крепление ослабленных или упавших жестяных потолочных панелей
Код процедуры: 954501S
Избранное чтение на специальных поверхностях потолка
Код процедуры: 954501R
Удаление и замена структурных стеклянных стеновых панелей
Код процедуры: 954001S
Демонтаж подвесной акустической потолочной системы и восстановление первоначального оштукатуренного потолка
Код процедуры: 951101S
Эпоксидная смола Заделка трещин в терраццо-полах
Код процедуры:
Устройство нового приклеенного пола из терраццо, чтобы он соответствовал историческому терраццо
Код процедуры:4S
Заделка мелких сколов и трещин в терраццо цементным раствором
Код процедуры:3S
Повторная шлифовка полов терраццо
Код процедуры:
Удаление кофейных пятен с полов терраццо
Код процедуры:
Удаление чернильных пятен с полов терраццо
Код процедуры:1S
Удаление пятен йода с полов терраццо
Код процедуры:9S
Удаление пятен смазочного масла с полов терраццо
Код процедуры:6S
Удаление табачных пятен с полов терраццо
Код процедуры:7S
Руководство по плановому профилактическому обслуживанию терраццо
Код процедуры:1S
Зачистка и очистка грязных или обесцвеченных полов терраццо
Код процедуры:2S
Удаление наплавленных напольных покрытий с терраццо
Код процедуры:
Terrazzo: характеристики, использование и проблемы
Код процедуры:
Замена поврежденной энкаустической напольной плитки
Код процедуры:
Выбранное чтение на плитке
Код процедуры:
Нанесение одно- и двухслойной облицовочной штукатурки на гипсовую основу
Код процедуры:
Искусственная кожа «Pantasote»: Общая информация
Код процедуры: 995001G
Очистка обесцвеченного или окрашенного настенного покрытия
Код процедуры: 995003S
Восстановление существующей кожаной отделки дверей в зале суда
Код процедуры: 995002S
Удаление настенного покрытия для восстановления оштукатуренных стен
Код процедуры: 995001S
Избранное чтение на настенных покрытиях
Код процедуры: 995002R
09720 КОНСЕРВАЦИЯ И ВОССТАНОВЛЕНИЕ ОБОЕВ
Код процедуры: 1800001
Мелкий ремонт обоев
Код процедуры: 995302S
Установка нового напольного покрытия из деревянных блоков в соответствии с существующим
Код процедуры: 956501S
Зачистка и повторная отделка окрашенных и лакированных деревянных дверей
Код процедуры: 0821007S
Методы отбеливания пятен на деревянных полах
Код процедуры: 955001S
Замена поврежденного основания под деревянным полом с выступом и канавкой
Код процедуры: 955003S
Избранное чтение на деревянных полах
Код процедуры: 955001R
Удаление пятен на деревянных полах
Код процедуры: 955004S
Зачистка, окрашивание и полировка деревянных полов
Код процедуры: 955002S
Замена куска паркета
Код процедуры: 957001S
Dutchman Ремонт деревянных половиц
Код процедуры: 956003S
Ремонт чашеобразных половиц
Код процедуры: 956005S
Ремонт небольших отверстий и трещин в деревянных полах
Код процедуры: 956002S
Замена поврежденных половиц
Код процедуры: 956001S
Устранение скрипа деревянного пола
Код процедуры: 956004S
Общие требования
Контрольный список для плановой проверки зданий
Код процедуры: 180001G
Общее руководство по техническому обслуживанию GSA
Код процедуры: 180003G
Распознавание чрезмерной конденсации в зданиях
Код процедуры: 180005G
Руководство по модернизации по пожарной безопасности для исторических зданий
Код процедуры: 109121G
Руководство по изменению GSA для интерьеров
Код процедуры: 109120G
Руководство по спасению исторических строительных материалов в случае стихийного бедствия
Код процедуры: 109122G
Планирование доступности для лиц с ограниченными возможностями
Код процедуры: 106005G
Общие требования по безопасности и охране здоровья
Код процедуры: 106001S
Законы о сохранении, правила и распоряжения
Код процедуры: 106004R
Отдельные сведения о доступности зданий
Код процедуры: 106003R
Контрольный список архитектора для восстановления исторических сооружений
Код процедуры: 110012G
Меры предосторожности по предотвращению пожара при проведении огневых работ
Код процедуры: 110001G
Общее руководство по проекту
Код процедуры: 110007S
Избранное чтение по специальным процедурам проекта
Код процедуры: 110006R
Кирпичная кладка
Химическое удаление краски с кирпичной кладки и перекраска
Код процедуры: 421114S
Общая очистка наружной кирпичной кладки
Код процедуры: 421104S
Руководство по оценке состояния кирпичной кладки и раствора
Код процедуры: 421109G
Исторический (ранний) блок: характеристики, использование и проблемы
Код процедуры: 421108G
Заделка трещин в кирпичной кладке
Код процедуры: 421103S
Удаление пятен меди/бронзы с кирпичной кладки
Код процедуры: 421106S
Удаление и замена изношенной кирпичной кладки
Код процедуры: 421102S
Удаление грязи с кирпичной кладки
Код процедуры: 421109S
Удаление отложений известкового раствора с кирпичной кладки
Код процедуры: 421113S
Удаление пятен марганца с кирпичной кладки
Код процедуры: 421111S
Удаление дымовых пятен с кирпичной кладки
Код процедуры: 421107S
Удаление пятен ванадия с кирпичной кладки
Код процедуры: 421112S
Герметизация или покраска кирпичной кладки, ранее подвергнутой пескоструйной обработке
Код процедуры: 421101S
Литой камень: характеристики, использование и проблемы
Код процедуры: 472001G
Удаление и замена изношенных балясин из литого камня
Код процедуры: 472001S
Стабилизация стен из плитки 2-Wythe с использованием наполнителя из вспененного клея
Код процедуры: 421201S
Бетонный блок: характеристики, использование и проблемы
Код процедуры: 422001G
Заделка сколов и трещин в декоративном бетонном блоке
Код процедуры: 422003S
Общие указания по резке и заклеиванию
Код процедуры: 104501S
Зачеканка гранитных ступеней водонепроницаемым герметиком для швов
Код процедуры: 446507S
Ремонт гранитных сколов или неудавшихся заплат цементными заплатами
Код процедуры: 446528S
Очистка полированного черного гранита
Код процедуры: 446519S
Очистка неполированного белого гранита
Код процедуры: 446520S
Общая очистка полированного и отшлифованного гранита снаружи
Код процедуры: 446508S
Общая очистка гранита
Код процедуры: 446506S
Гранит: характеристики, использование и проблемы
Код процедуры: 446501G
Заделка сколов и небольших отверстий в граните
Код процедуры: 446510S
Заделка отверстий в граните
Код процедуры: 446509S
Укладка гранита и заполнение трещин
Код процедуры: 446512S
Точечное соединение гранитных ступеней
Код процедуры: 446527S
Переустановка незакрепленного гранита
Код процедуры: 446524S
Повторное прикрепление отслоившегося или отколотого гранита
Код процедуры: 446511S
Удаление водонепроницаемого покрытия с гранита
Код процедуры: 446504S
Удаление расслоившегося гранита
Код процедуры: 446515S
Удаление краски с гранита
Код процедуры: 446526S
Удаление солей из гранита
Код процедуры: 446516S
Ремонт отколотого гранита с использованием эпоксидного клея
Код процедуры: 446521S
Повторная полировка гранита
Код процедуры: 446525S
Очистка пятен от медных/бронзовых пятен на граните
Код процедуры: 446502S
Точечная очистка от пятен железа на граните
Код процедуры: 446501S
Точечная очистка масляных пятен на граните
Код процедуры: 446503S
Зачеканка горизонтальных поверхностей из известняка водонепроницаемым герметиком
Код процедуры: 446006S
Очистка внутренних стен из известняка
Код процедуры: 446005S
Dutchman Ремонт известняка
Код процедуры: 446011S
Эпоксидная смола Заделка трещин в известняке
Код процедуры: 446010S
Общая очистка наружного известняка
Код процедуры: 446003S
Известняк: характеристики, использование и проблема
Код процедуры: 446001G
Заделка отколотого известняка
Код процедуры: 446009S
Повторное прикрепление рыхлого или отколотого известняка
Код процедуры: 446007S
Удаление грязи с известнякового орнамента с помощью горячей известковой припарки
Код процедуры: 446001S
Удаление растворимых солей из известняка
Код процедуры: 446004S
Восстановление известняка
Код процедуры: 446013S
Ремонт поверхности известняка путем уплотнения и использования известкового раствора
Код процедуры: 446002S
Ремонт мрамора Dutchman
Код процедуры: 445522S
Эпоксидная смола Заделка небольших трещин и отверстий в мраморе
Код процедуры: 445503S
Общий метод очистки камня манкато/желтого мрамора касота
Код процедуры: 445501S
Мрамор: характеристики, использование и проблемы
Код процедуры: 445501G
Методы очистки мрамора от грязи
Код процедуры: 445506S
Повторное закрепление незакрепленных фрагментов мрамора
Код процедуры: 445521S
Повторная затирка поврежденных швов в мраморе
Код процедуры: 445505S
Удаление клея с мрамора
Код процедуры: 112886S
Удаление и замена поврежденного мраморного шпона
Код процедуры: 445504S
Удаление наростов с внутреннего мрамора
Код процедуры: 445501S
Удаление высолов с мрамора
Код процедуры: 445525S
Удаление следов травления на мраморе
Код процедуры: 445515S
Удаление жирных пятен с мрамора методом ватного тампона
Код процедуры: 445510S
Удаление пятен чернил и красок с мрамора
Код процедуры: 445518S
Удаление пятен йода с мрамора
Код процедуры: 445516S
Удаление пятен льняного масла с мрамора
Код процедуры: 445512S
Удаление пятен плесени с мрамора
Код процедуры: 445526S
Удаление отложений раствора и пятен с мрамора
Код процедуры: 445527S
Удаление масляных и жировых пятен с мрамора
Код процедуры: 445511S
Удаление органических пятен с мрамора
Код процедуры: 445514S
Удаление неизвестных пятен с мрамора методом «гнезда»
Код процедуры: 445509S
Удаление пятен мочи с мрамора
Код процедуры: 445517S
Удаление желтого пятна с мрамора
Код процедуры: 445528S
Ремонт микротрещин и небольших выбоин в мраморе
Код процедуры: 445508S
Замена поврежденных или отсутствующих мраморных плинтусов
Код процедуры: 445507S
Переточка мрамора
Код процедуры: 445520S
Повторная полировка мрамора
Код процедуры: 445502S
Удаление наплавленных напольных покрытий с мрамора
Код процедуры: 445519S
Обработка выбеленных участков на мраморе
Код процедуры: 445524S
Установка анкерных стальных стержней в кирпичные стены с цементным раствором
Код процедуры: 415001S
Установка анкерных стальных стержней в кирпичную кладку со смолой
Код процедуры: 415002S
Очистка кирпичной кладки с использованием обработки фторидом аммония
Код процедуры: 451003S
Руководство по использованию оборудования для очистки кирпичной кладки под высоким давлением
Код процедуры: 451004G
Обзор технологий очистки каменной кладки
Код процедуры: 451008S
Удаление экскрементов птиц из каменных зданий
Код процедуры: 451002S
Удаление гелей от птиц с кирпичной кладки
Код процедуры: 451001S
Типы моющих средств
Код процедуры: 451007G
Переточка кирпичной кладки с использованием известкового раствора
Код процедуры: 452002S
Гидроизоляция швов каменной кладки с использованием расплавленного свинца, свинцовой ваты или запатентованной системы свинцовых крышек
Код процедуры: 452001S
Удаление солей/высолов с кирпичной и каменной кладки
Код процедуры: 450002S
Удаление растворимых солей из кирпичной и каменной кладки
Код процедуры: 450003S
Избранное чтение по восстановлению и очистке каменной кладки
Код процедуры: 450003R
Подготовка известкового раствора для переточки кладки
Код процедуры: 410003G
Заделка выветрившегося, отслоившегося или вздутого песчаника
Код процедуры: 447001S
Удаление загрязнений с песчаника перед переточкой
Код процедуры: 447005S
Удаление скопления грязи с песчаника
Код процедуры: 447003S
Удаление нарисованных граффити с песчаника
Код процедуры: 447009S
Ремонт песчаника методом сквозного ремонта
Код процедуры: 447002S
Переточка песчаника
Код процедуры: 447006S
Переустановка незакрепленных блоков из песчаника
Код процедуры: 447004S
Песчаник: характеристики, использование и проблемы
Код процедуры: 447001G
Контрольный список для проверки дефектов каменной кладки
Код процедуры: 440001G
Очистка потемневшего или обесцвеченного травертина
Код процедуры: 440002S
Заделка раствором отверстий в каменной кладке
Код процедуры: 440003S
Заделка раствором ступеней из известняка и мрамора
Код процедуры: 440005S
Удаление пятен ржавчины с известняка и мрамора
Код процедуры: 440006S
Удаление пятен меди/бронзы с известняка и мрамора
Код процедуры: 440007S
Удаление грязи с каменной кладки мойкой под давлением
Код процедуры: 440001S
Удаление грязи с каменной кладки путем очистки паром
Код процедуры: 440002S
Удаление грязи с каменной кладки методом пропитки водой
Код процедуры: 440003S
Удаление и замена изношенной каменной кладки
Код процедуры: 440004S
Micro-Cotta в качестве альтернативы терракоте
Код процедуры: 421404G
Заделка небольших отверстий, мелких сколов и сколов в терракоте
Код процедуры: 421401S
Армирование незакрепленных терракотовых блоков и заплат
Код процедуры: 421403S
Ремонт отколотой терракоты
Код процедуры: 421406S
Замена поврежденных терракотовых блоков
Код процедуры: 421404S
Переточка терракоты
Код процедуры: 421407S
Герметизация Терракота
Код процедуры: 421405S
Терракота: характеристики, использование и проблемы
Код процедуры: 421403G
Мониторинг и оценка трещин в кирпичной кладке
Код процедуры: 420002G
Заделка трещин в кирпичной кладке герметиком или герметиком
Код процедуры: 420003S
Удаление железистых пятен с кирпича, гранита, бетона и известняка
Код процедуры: 420008S
Удаление биологического обрастания с внешней каменной кладки и штукатурки
Код процедуры: 420002S
Удаление вьющихся растений и лиан с каменной кладки
Код процедуры: 420004S
Удаление пятен на основе меди с кирпича, бетона и известняка
Код процедуры: 420007S
Удаление граффити с исторической каменной кладки
Код процедуры: 420005S
Удаление старой сульфатной извести с кирпичной кладки
Код процедуры: 420006S
Механический
Руководство по расположению новых воздуховодов, решеток, светильников и выключателей в исторических зданиях
Код процедуры: 1501003G
Выбранные показания по общим механическим требованиям
Код процедуры: 1501002R
Руководство по проектированию для установки спринклерных систем в исторических зданиях
Код процедуры: 1530001G
Выбранное значение по теплообмену
Код процедуры: 1575001R
Выбранное чтение по сантехнике
Код процедуры: 1540001R
Металлы
Отделка дверей и фурнитуры из полированной бронзы
Код процедуры: 0814001S
Медь: характеристики, использование и проблемы
Код процедуры: 501501G
Удаление черных пятен с внешней поверхности меди
Код процедуры: 501501S
Ремонт шаткой или сломанной внешней чугунной стойки Newel
Код процедуры: 552301S
Избранное чтение на металлических покрытиях
Код процедуры: 503001R
Алюминий: характеристики, использование и проблемы
Код процедуры: 501008G
Нанесение прозрачного защитного покрытия на желтую и белую бронзу
Код процедуры: 501008S
Нанесение бензотриазола (БТА) на бронзу
Код процедуры: 501007S
Нанесение холодного микрокристаллического воска на бронзу
Код процедуры: 501006S
Нанесение горячего воска на наружную бронзу
Код процедуры: 501004S
Нанесение восковой пасты на бронзу с покрытием «Incralac»
Код процедуры: 501005S
Нанесение защитного покрытия на латунный лист и твердую латунь
Код процедуры: 501012S
Нанесение защитного покрытия на кованое железо, чугун и сталь
Код процедуры: 501018S
Бронза: характеристики, использование и проблемы
Код процедуры: 501003G
Чугун: характеристики, использование и проблемы
Код процедуры: 501004G
Контрольный список для проверки отказов бронзы
Код процедуры: 501002G
Контрольный список для проверки отказов чугуна
Код процедуры: 501001G
Классификация алюминиевых очистителей
Код процедуры: 501012G
Очистка и смазка скульптурных бронзовых поверхностей
Код процедуры: 501022S
Очистка и полировка бронзы
Код процедуры: 501001S
Очистка и полировка бронзовых дверей и кабин лифта
Код процедуры: 501030S
Очистка и полировка латунной пластины
Код процедуры: 501003S
Очистка и полировка цельной латуни
Код процедуры: 501010S
Очистка и повторная окраска алюминия снаружи
Код процедуры: 501029S
Дублирование чугунного орнамента
Код процедуры: 501014S
Оцинкованное железо и сталь: характеристики, использование и проблемы
Код процедуры: 501009G
Общая очистка алюминиевых деталей
Код процедуры: 501020S
Общая очистка нержавеющей стали
Код процедуры: 501006S
Общие указания по ремонту трехмерных алюминиевых элементов
Код процедуры: 501009S
Общие указания по ремонту алюминиевых деталей из листового металла
Код процедуры: 501008S
Общее обслуживание желтой бронзы и белой бронзы
Код процедуры: 501009S
Общий метод очистки нейзильбера
Код процедуры: 501002S
Особенности золочения алюминия
Код процедуры: 501015S
Отведение: характеристики, использование и проблемы
Код процедуры: 501014G
Обслуживание алюминиевых оконных рам
Код процедуры: 501011S
Монель: характеристики, применение и проблемы
Код процедуры: 501016G
Нейзильбер: характеристики, использование и проблемы
Код процедуры: 501017G
Удаление краски и перекраска потолков из листового железа, стали и жести
Код процедуры: 501004S
Сохранение и восстановление алюминиевой отделки декоративных архитектурных элементов
Код процедуры
: 501010S
Грунтовки и краски для цинка и оцинкованного железа и стали
Код процедуры: 501015G
Грунтовки и краски для кованого железа, чугуна и стали
Код процедуры: 501013G
Процедуры пайки листового металла
Код процедуры: 501007S
Восстановление бронзовых элементов
Код процедуры: 501024S
Удаление сульфата меди из бронзы
Код процедуры: 501023S
Удаление граффити с бронзы с покрытием «Инкралак»
Код процедуры: 501003S
Удаление старого лака или краски с цельной латуни или латунной пластины
Код процедуры: 501031S
Удаление краски с бронзы
Код процедуры: 501019S
Удаление краски с кованого железа, чугуна и стали с использованием абразивных методов
Код процедуры: 501005S
Удаление краски с кованого железа, чугуна и стали химическими методами
Код процедуры: 501017S
Удаление краски с кованого железа, чугуна и стали с использованием термических методов
Код процедуры: 501016S
Удаление патины или потускнения с цельной латуни
Код процедуры: 501032S
Ремонт точечной коррозии и трещин в чугуне
Код процедуры: 501001S
Ремонт деталей из чугуна с трещинами
Код процедуры: 501013S
Ремонт незначительных повреждений латунных элементов
Код процедуры: 501002S
Ремонт небольших отверстий, забоин и мелких дефектов в чугуне
Код процедуры: 501012S
Ремонт поцарапанного или изношенного покрытия Incralac на бронзе
Код процедуры: 501011S
Избранное чтение металлических материалов
Код процедуры: 501007R
Нержавеющая сталь: характеристики, использование и проблемы
Код процедуры: 501018G
Зачистка и перекраска деталей из железа и стали
Код процедуры: 501026S
Олово: характеристики, использование и проблемы
Код процедуры: 501010G
Кованое железо: характеристики, использование и проблемы
Код процедуры: 501011G
Очистка наружных медных компонентов
Код процедуры: 575001S
Патинирование наружных медных элементов
Код процедуры: 575003S
Дополнительные указания по ремонту декоративных медных металлических изделий
Код процедуры: 575001S
Установка новых латунных, чугунных и стальных декоративных перил и систем перил, соответствующих историческим
Код процедуры: 572002S
Процедуры первоначальной оценки для осмотра уличных скульптур
Код процедуры: 572501G
Ремонт ослабленных чугунных соединений
Код процедуры: 572502S
Полугодовые процедуры осмотра уличной скульптуры
Код процедуры: 572502G
Промывка металла водой с/без моющих средств
Код процедуры: 572501S
Удаление грязи с декоративного металла
Код процедуры: 570002S
Ремонт поврежденного или отсутствующего декоративного металла
Код процедуры: 570001S
Избранное чтение на декоративном металле
Код процедуры: 570001R
Удаление краски с декоративного металла
Код процедуры: 570003S
Установка жестяного потолка и карниза
Код процедуры: 573002S
Строительные работы
Укладка залитой раствором наружной кирпичной кладки
Код процедуры: 252001S
Удаление и утилизация пускорегулирующих аппаратов, содержащих ПХД
Код процедуры: 208002S
Общие процедуры посадки для ландшафтных работ
Код процедуры: 2S
Выбранное чтение в альбомной ориентации
Код процедуры: 2R
Общие указания по сносу отдельных кладочных материалов
Код процедуры: 207001S
Выбранное чтение на месте Подготовка
Код процедуры: 210001R
Специальности
Установка сетчатой системы отпугивания птиц для защиты больших площадей резных фигурок, скульптур и молдингов
Код процедуры: 1029601S
Методы борьбы с птицами: преимущества и недостатки
Код процедуры: 1029601G
Руководство по установке доступной строительной фурнитуры в декоративной отделке стен
Код процедуры: 870002G
Борьба с термитами с помощью термицидных средств
Код процедуры: 1029001S
Выбранное чтение по борьбе с вредителями
Код процедуры: 1029001R
Удаление испорченного лака с деревянных поручней и отделка
Код процедуры: 643004S
Термическая и влагозащита
Ремонт защемляющих трещин в длинных медных желобах
Код процедуры: 760201S
Мелкий ремонт битумной рулонной или сборной кровли
Код процедуры: 751102S
Удаление и замена застроенной асфальтовой крыши
Код процедуры: 751103S
Сборная кровля: проблемы на парапетах
Код процедуры: 751001G
Очистка почерневшей глиняной черепицы
Код процедуры: 732102S
Удаление и замена крыши из глиняной черепицы
Код процедуры: 732101S
Замена ослабленных, сломанных или отсутствующих глиняных черепиц
Код процедуры: 732103S
Удаление и замена наплавляемой кровли с использованием мастики холодного нанесения
Код процедуры: 751501S
Выбранное чтение на накладке и листовом металле
Код процедуры: 760001R
Общий осмотр и техническое обслуживание водосточных желобов и водосточных желобов
Код процедуры: 763101S
Заделка металлических желобов
Код процедуры: 763103S
Выбранное чтение по изоляции
Код процедуры: 720001R
Очистка заблокированных внутренних ливневых стоков
Код процедуры: 764101S
Критерии выбора герметиков для швов каменной кладки
Код процедуры: 7G
Замена изношенного герметика на каменных поверхностях
Код процедуры: 7
S
Замена изношенного герметика
Код процедуры: 7S
Замена герметиков для швов между оконными рамами из архитектурной бронзы и внешней каменной кладкой
Код процедуры: 7S
Герметики: характеристики, использование и проблемы
Код процедуры: 7
G
Герметизация швов каменной кладки, чтобы сделать их воздухонепроницаемыми и водонепроницаемыми
Код процедуры: 7S
Источники обрушения плоских крыш – Руководство по осмотру
Код процедуры: 750001G
Типы плоской кровли и факторы, влияющие на ее износ
Код процедуры: 750002G
Ремонт металлической черепичной крыши
Код процедуры: 731301S
Ремонт облицовки дымохода
Код процедуры: 762002S
Ремонт небольших отверстий в гидроизоляции крыши
Код процедуры: 762003S
Восстановление декоративного медного листового металла и гидроизоляции крыши
Код процедуры: 762001S
Монтаж крыши из листового металла с покрытием Terne
Код процедуры: 761013S
Установка поперечного компенсатора в кровле из медного листового металла со стоячим фальцем
Код процедуры: 761002S
Мелкий ремонт свинцовой кровли и аксессуаров
Код процедуры: 761008S
Ремонт звездообразных трещин в медных крышах
Код процедуры: 761012S
Ремонт поврежденного ветром конька крыши из медного листового металла и установка новой крышки конька
Код процедуры: 761004S
Ремонт кровельных материалов из корродированного медного листового металла
Код процедуры: 761006S
Ремонт отверстий в крыше из листового металла
Код процедуры: 761005S
Ремонт изогнутой крыши из листового металла
Код процедуры: 761003S
Ремонт и замена проржавевшей белой жести и тернепластовой кровли
Код процедуры: 761009S
Избранное чтение на черепице и кровельной черепице
Код процедуры: 730001R
Мелкий ремонт шиферных крыш
Код процедуры: 731501S
Удаление грязи с сланцевой черепицы
Код процедуры: 731502S
Спецификации для сланцевой черепицы
Код процедуры: 731502S
Дополнительные инструкции по ремонту и замене шиферных крыш
Код процедуры: 731504G
Типы гидрофобизаторов для каменной кладки
Код процедуры: 718001G
Избранное чтение по общей гидроизоляции и кровле
Код процедуры: 710002R
Дерево и пластмасса
Химическое удаление краски с дерева Характеристики
Код процедуры: 640007S
Очистка и отделка деревянных изделий
Код процедуры: 640005S
Удаление пыли и протирка деревянных поверхностей
Код процедуры: 640001S
Отделка дерева внутри салона
Код процедуры: 640010S
Удаление краски с деревянных элементов термическими методами
Код процедуры: 640009S
Избранное чтение по архитектурным изделиям из дерева
Код процедуры: 640001R
Дополнительные указания по удалению краски с внутренних и наружных деревянных поверхностей
Код процедуры: 640002G
Дополнительные указания по ремонту поврежденных деревянных конструкций
Код процедуры: 640004S
Избранное чтение по общему столярному делу
Код процедуры: 600101R
Общая очистка окрашенных или покрытых воском деревянных поверхностей
Код процедуры: 620001S
Выбранное чтение после отделки столярных работ
Код процедуры: 620001R
Нанесение водоотталкивающего консерванта на древесину
Код процедуры: 631001S
Избранное чтение по грубому столярному делу
Код процедуры: 610001R
Ремонт шаткого деревянного поручня
Код процедуры: 643007S
Ремонт разделения шва деревянного поручня
Код процедуры: 643006S
Замена деревянных ступеней и подступенков
Код процедуры: 643002S
Заглушение скрипучей деревянной лестницы
Код процедуры: 643003S
Стабилизация провисшей деревянной лестницы
Код процедуры: 643005S
Закрытие открытых швов в деревянных стеновых молдингах
Код процедуры: 644003S
Ремонт трещин и щелей в деревянной отделке стен
Код процедуры: 644001S
Ремонт поврежденного деревянного шпона
Код процедуры: 644006S
Нанесение полупрозрачной или непрозрачной морилки на древесину
Код процедуры: 630003S
Ремонт эпоксидной смолы при износе и разрушении деревянных элементов
Код процедуры: 630001S
Подготовка поверхности к покраске дерева
Код процедуры: 630002S
Поставщик серого чугуна класса 40 | Свойства материала | Химический состав | Непрерывный чугун V-2 | Железный пруток марки
Серый чугун V-2 класса 40 с уникальными графитовыми чешуйками
Поставщики непрерывного чугуна >>>>> Серый чугун >>>>> V-2 Класс 40
Выберите Versa-Bar For.
 ..
..- Повышение объемных цен
- Гибкая программа поставок
- Быстрая общенациональная цепочка поставок
| |||||||||||||||
| Свойства материала | |
| Прочность на растяжение | 40 000 фунтов на кв. дюйм дюйм |
| Прочность на сжатие | 150 000 фунтов на кв. дюйм |
| Поперечная прочность: в среднем фунт. нагрузка на стержень диаметром 1,2 дюйма на пролете 18 дюймов | 4000 фунтов на кв. дюйм |
| Прогиб — дюймы | 0.25 — 0,34 |
| Диапазон твердости по Бринеллю | 183/285 |
| Микроструктура, литая | По существу перлитный |
| Термическая обработка | Может подвергаться закалке в масле при температуре от 1575°F до достижения Rockwell C-50 мин. твердость поверхности |
| Обрабатываемость | Очень хорошо |
| Спецификация ASTM | А 48 (Класс 40) |
Наш непрерывнолитой серый чугун V-2 класса 40 является лучшей альтернативой
Серый чугун V-2 (класс 40) имеет прочность на растяжение 40 000 фунтов на квадратный дюйм и прочность на сжатие 150 000 фунтов на квадратный дюйм. Твердость серого чугуна класса 40 колеблется от 187 до 269 Bhn. Микроструктура преимущественно перлитная. Он широко используется для подшипников и втулок в гидравлической промышленности.
Твердость серого чугуна класса 40 колеблется от 187 до 269 Bhn. Микроструктура преимущественно перлитная. Он широко используется для подшипников и втулок в гидравлической промышленности.
Но это еще не все: серый чугун класса 40 хорошо подходит для любых применений с высокой износостойкостью в пределах доступных форм и размеров. Мы также предлагаем изготовленные на заказ литые детали и услуги по механической обработке с ЧПУ для поддержки бережливых операций. Все марки непрерывного чугуна, включая серый чугун класса 40, являются отличной альтернативой стали.Наш процесс непрерывного литья затвердевает с более равномерной скоростью, чем чугун или сталь в песке.
Быстрая и бесплатная смета
Услуги по механической обработке серого чугуна V-2 класса 40
Серый чугунV-2 класса 40 подходит для многих типов машин, включая корпуса, шкивы и шпиндели. Мы также обрабатываем детали, в том числе:
Уникальные характеристики Versa-Bar делают серый чугун V-2 класса 40 превосходным вариантом по сравнению с серым чугуном, предлагаемым многими другими дистрибьюторами необработанного чугуна и компонентов, изготовленных по индивидуальному заказу.
Материал приклада из серого чугуна V-2 класса 40
Железные прутки, круги и стержни
American Iron & Alloys, LLC уже много лет отправляет прутки и круги из серого чугуна по Соединенным Штатам. Нашими клиентами являются компании, которые заказывают нестандартные литые прутки для своих различных производственных и сборочных производств. Нужны лучшие цены на изготовление ковкого чугуна по индивидуальному заказу? Мы — компания, в которую нужно звонить.
AS CAST BARSПрутки, круглые и стержни из серого железа — длина 6 футов
| ДИАМЕТР ПОКРЫТИЯ В ДЮЙМАХ | СРЕДН.ЗАПАС РАЗРЕШЕН. | EST. ФУНТЫ НА ДЮЙМ | EST. ФУНТЫ В БАР |
|---|---|---|---|
| .625 | .085 | .10 | 8 |
| .750 | .085 | .15 | 11 |
. 875 875 | .085 | .19 | 14 |
| 1 000 | .085 | .25 | 18 |
| 1,125 | .085 | .31 | 22 |
| 1,250 | .085 | .38 | 27 |
| 1,375 | .085 | .44 | 32 |
| 1 500 | .085 | .53 | 38 |
| 1,625 | .085 | .61 | 44 |
| 1,750 | .085 | .71 | 51 |
| 1.875 | .085 | .81 | 58 |
| 2.000 | .085 | .90 | 65 |
| 2,125 | .110 | 1,04 | 75 |
| 2,250 | .110 | 1,17 | 84 |
| 2 500 | .110 | 1,29 | 93 |
| 2,625 | . 110 110 | 1.42 | 102 |
| 2,750 | .110 | 1,56 | 112 |
| 2,875 | .110 | 1,86 | 134 |
| 3.000 | .110 | 2,01 | 145 |
| 3,125 | .125 | 2,21 | 159 |
| 3,250 | .125 | 2,38 | 171 |
| 3.375 | .125 | 2,56 | 2,74 |
| 3,500 | .125 | 2,74 | 197 |
| 3,625 | .125 | 2,93 | 211 |
| 3,750 | .125 | 3,13 | 225 |
| 3,875 | .125 | 3,33 | 240 |
| 4.000 | .125 | 3.54 | 255 |
| 4,250 | .140 | 4. 01 01 | 289 |
| 4.500 | .140 | 4,49 | 323 |
| 4,750 | .140 | 4,97 | 358 |
| 5.000 | .140 | 5,50 | 396 |
| 5,250 | .155 | 6,08 | 438 |
| 5.500 | .155 | 6,67 | 480 |
| 5,750 | .155 | 7,26 | 523 |
| 6.000 | .155 | 7,89 | 568 |
| 6,250 | .170 | 8,58 | 618 |
| 6.500 | .170 | 9,26 | 667 |
| 6,750 | .170 | 9.97 | 718 |
| 7.000 | .170 | 10,71 | 771 |
| 7,250 | .190 | 11,53 | 830 |
7. 500 500 | .190 | 12.35 | 889 |
| 7,750 | .190 | 13.13 | 945 |
| 8.000 | .190 | 13,96 | 1005 |
| 8.250 | .216 | 14,92 | 1074 |
| 8.500 | .216 | 15,82 | 1139 |
| 8,750 | .216 | 16,74 | 1205 |
| 9.000 | .216 | 17,68 | 1273 |
| 9,250 | .254 | 18,76 | 1351 |
| 9.500 | .254 | 19.81 | 1426 |
| 9,750 | .254 | 20,83 | 1500 |
| 10 000 | .254 | 21,89 | 1576 |
| 10,250 | .400 | 23,61 | 1700 |
| 10 500 | . 400 400 | 24.27 | 1781 |
| 10,750 | .400 | 25,88 | 1863 |
| 11.000 | .400 | 27.06 | 1948 |
| 11 500 | .582 | 30,38 | 2187 |
| 12.000 | .582 | 32,94 | 2372 |
| 12 500 | .582 | 35,63 | 2565 |
| 13.000 | .582 | 38,40 | 2765 |
| 14.000 | .582 | 44,25 | 3186 |
| 15.000 | .582 | 50,54 | 3689 |
| 16.000 | .582 | 57,24 | 4121 |
| 17.000 | .762 | 65,67 | 4728 |
| 18.000 | .762 | 73,26 | 5275 |
19. 000 000 | .762 | 81.29 | 5853 |
| 20.000 | .762 | 89,74 | 6461 |
ФОРМУЛА: Масса литой круглой формы:
| |||
Полые стержни Versa-Tube — длина 6 футов или нарезанные кусочки
| ОТДЕЛКА ВНЕШНИЙ ДИАМ. В ДЮЙМАХ | РЕАЛЬНЫЙ ВНУТРЕННИЙ ДИАМ.В ДЮЙМАХ | EST. ФУНТЫ НА ДЮЙМ | EST. ФУНТЫ В БАР |
|---|---|---|---|
| 3,500 | 1,250 | 2,42 | 174 |
| 4.500 | 1,250 | 4,15 | 299 |
| 5.500 | 1,250 | 6,33 | 456 |
4. 000 000 | 1,750 | 2,91 | 209 |
| 5.000 | 1.750 | 4,86 | 350 |
| 6.000 | 1,750 | 7,25 | 522 |
| 4.500 | 2,250 | 3,43 | 247 |
| 5.500 | 2,250 | 5,59 | 403 |
| 6.500 | 2,250 | 8.21 | 591 |
| 7.500 | 2,250 | 11,25 | 810 |
| 6.000 | 2,750 | 6,32 | 455 |
| 7.000 | 2,750 | 9.13 | 657 |
| 8.000 | 2,750 | 12.38 | 892 |
| 5.250 | 3.000 | 4,20 | 302 |
| 6.250 | 3.000 | 6,71 | 483 |
| 7.250 | 3. 000 000 | 9.65 | 695 |
| 8.250 | 3.000 | 13.04 | 939 |
| 5.500 | 3,250 | 4,46 | 321 |
| 6.500 | 3,250 | 7,07 | 509 |
| 7.500 | 3,250 | 10.10 | 727 |
| 8.500 | 3,250 | 13,61 | 980 |
| 5.750 | 3.500 | 4,71 | 339 |
| 6.750 | 3.500 | 7,42 | 534 |
| 7.750 | 3.500 | 10,55 | 760 |
| 8.750 | 3.500 | 14.18 | 1021 |
| 6.000 | 3,750 | 4,96 | 357 |
| 7.000 | 3,750 | 7.77 | 560 |
| 8.000 | 3,750 | 11. 02 02 | 794 |
| 9.000 | 3,750 | 14,75 | 1062 |
| 6.500 | 4,250 | 5,50 | 396 |
| 7.500 | 4,250 | 8,54 | 615 |
| 9.500 | 4,250 | 16.02 | 1154 |
| 7.000 | 4,750 | 6,00 | 432 |
| 8.000 | 4,750 | 9,25 | 666 |
| 9.000 | 4,750 | 12,97 | 934 |
| 7.500 | 5,250 | 6,57 | 473 |
| 8.500 | 5,250 | 10.06 | 725 |
| 8.000 | 5,750 | 7.08 | 510 |
| 9.000 | 5,750 | 10,79 | 777 |
| 9.000 | 6,750 | 8. 18 18 | 589 |
ПРИМЕЧАНИЕ: Внутренние диаметры являются фактическими размерами. ПРИМЕР: ФОРМУЛА: | |||
AS CAST RECTANGLES
Прутки из серого железа — длина 6 футов
| РЕАЛЬНЫЙ РАЗМЕР В ДЮЙМАХ | EST. ФУНТЫ НА ДЮЙМ | EST. ФУНТЫ НА БАР |
|---|---|---|
| 0,750 x 1,500 | .29 | .21 |
1. 250 х 2,250 250 х 2,250 | .74 | 53 |
| 1.250 x 3.250 | 1,06 | 76 |
| 1.250 x 4.250 | 1,39 | 100 |
| 1.250 x 5.250 | 1,71 | 123 |
| 1250 x 6250 | 2,04 | 147 |
| 1.250 x 10.250 | 3,33 | 240 |
| 1.500 x 2.250 | .89 | 64 |
| 1.500 x 3.250 | 1,28 | 92 |
| 1.500 x 4.250 | .167 | 120 |
| 1.500 x 5.250 | 2,06 | 148 |
| 1.500 x 6.250 | 2,44 | 176 |
| 1.750 x 2.000 | .92 | 66 |
| 1.750 x 4.500 | 2,06 | 148 |
| 1.750 x 6,250 | 2,85 | 205 |
2.000 x 2. 500 500 | 1,31 | 94 |
| 2,250 x 3,250 | 1,90 | 137 |
| 2,250 x 4,250 | 2,49 | 179 |
| 2,250 x 5,250 | 3,08 | 222 |
| 2,250 x 6,250 | 3,67 | 264 |
| 2,250 x 8,250 | 4.84 | 348 |
| 2 500 x 6 250 | 4,07 | 293 |
| 2.500 x 7.250 | 4,72 | 340 |
| 2 500 x 8 250 | 5,36 | 386 |
| 3.000 x 8.250 | 6,44 | 464 |
| 3,250 x 4,250 | 3,60 | 259 |
| 3,250 x 10,250 | 8,67 | 624 |
| 4.250 х 5,250 | 5,81 | 418 |
| БЕСПЛАТНАЯ ЦЕНА | ||
*ПРИМЕЧАНИЕ: Указанные размеры действительны. ПРИМЕР: Фактический размер: 2,250″ x 4,250″ | ||

CAST AS QUARES
Приклад из серого чугуна класса 40
| РЕАЛЬНЫЙ РАЗМЕР В ДЮЙМАХ | EST.ФУНТЫ НА ДЮЙМ | EST. ФУНТЫ НА БАР |
|---|---|---|
| 1,250 x 1,250 | .42 | 30 |
| 1 500 x 1 500 | .60 | 43 |
| 1,625 x 1,625 | .69 | 50 |
| 1,750 x 1,750 | .81 | 58 |
| 2.000 x 2.000 | 1,04 | 75 |
| 2,250 x 2,250 | 1.32 | 95 |
| 2 500 x 2 500 | 1,63 | 117 |
| 3000 x 3000 | 2,35 | 169 |
| 3,250 x 3,250 | 2,75 | 198 |
| 4,250 x 4,250 | 4,69 | 338 |
| 5,250 x 5,250 | 7,17 | 516 |
| 6 250 x 6 250 | 10. 17 17 | 732 |
| 7.250 х 7,250 | 13,67 | 984 |
| 8,250 x 8,250 | 17,71 | 1275 |
| 9,250 x 9,250 | 22,25 | 1602 |
| 10,250 x 10,250 | 27,32 | 1967 |
| 12,250 x 12,250 | 39.03 | 2810 |
| БЕСПЛАТНАЯ ЦЕНА | ||
*ПРИМЕЧАНИЕ: Указанные размеры действительны. ПРИМЕР: Фактический размер: 2,250″ x 2,250″ | ||
Чугунные трубы
Наша поставка литых труб из серого чугуна класса 40 по индивидуальному заказу доступна как часть нашего огромного запаса необработанного чугуна. Любая компания в Соединенных Штатах находит именно то, что ищет, заказывая нашу продукцию Versa-Bar.
Любая компания в Соединенных Штатах находит именно то, что ищет, заказывая нашу продукцию Versa-Bar.
Чугунные детали
Нашим высококачественным предварительно обработанным деталям из серого чугуна V-2 класса 40 доверяют компании по всей стране.Наши детали, вырезанные по индивидуальному заказу, поступают с нашего предприятия, готовые к превращению в готовые детали, чтобы внести последние штрихи в ваш проект.
Чугунные плиты
Наши изготовленные на заказ пластины из серого чугуна V-2 класса 40 идеально подходят для механической обработки и изготовления подшипников и роторов. Свяжитесь с нами по поводу наших чугунных плит для вашего проекта.
Чугунный прямоугольный стержень
Прямоугольный пруток American Iron & Alloys — это высококачественный материал для механической обработки и применения в тяжелом оборудовании.Свяжитесь с нами для получения информации о заказе и ценообразовании прямоугольных запасов сегодня.
V-2 класса 40 доступен в виде необработанных или обработанных деталей.
Непрерывный чугун Versa-Bar означает улучшенную производительность
Почему стоит выбрать серый чугун Versa-Bar V-2? Versa-Bar содержит большое количество чешуек графита, что дает ему многочисленные преимущества по сравнению с другим серым чугуном, представленным на рынке. Микроскопические чешуйки графита имеют очень маленькие углубления, способствующие удержанию масла. Смазанные детали дольше остаются маслянистыми.В случае потери масла versa-bar способен сохранить свою смазку, и у него больше шансов на выживание.
Что все это значит? Большая долговечность. Более долгая жизнь. Лучший продукт по лучшей цене.
Серый непрерывный чугунV-2 класса 40 превосходит алюминий, бронзу и сталь в сравнительных испытаниях в полевых условиях.
В приведенной ниже таблице показаны скорости и подачи для алюминия, бронзы, стали и серого чугуна класса 40 Versa-Bar.