Обзор технологий производства пенобетона « Оборудование для производства пенобетона
В большинстве случаев для производства пенобетона используют одну из двух технологий — баротехнологию или классическую технологию. Далее мы рассмотрим оборудование для этих технологий, а также способы производства пенобетонных блоков.
Все оборудование произведено заводом Строй-Бетон и отличается высоким качеством и надежностью. Оборудование работает не только в России и СНГ, но и в дальнем зарубежье.
Если вас интересуют рецептуры производства пенобетона, то они опубликованы на странице Техподдержка производителей >>
Виды оборудования для различных технологий производства пенобетона:
1. Мобильные установки без пеногенератора (пенобетонные установки Санни-014 и Санни-025), работающие по принципу баротехнологии. Данные установки позволяют получать пенобетон без пеногенератора. Производительность установок 20 и 40 куб.м. пенобетона в сутки, соответственно. Плюсами данных установок являются дешевизна и простота получения пенобетона. Минусами повышенный расход пенообразователя, сравнительно небольшая производительность и меньшая прочность получаемого пенобетона, по сравнению с оборудованием на базе пеногенераторов.
 2. Установки для пенобетона Фомм-Проф, созданные на базе немецкого пеногенератора. Работают по классической технологии пенобетона. Установки смонтированы как единый комплекс и позволяют получать до 100 куб.м. пенобетона в сутки. Плюсами данных установок являются высокая производительность, небольшой расход пенообразователя, легкая встраиваемость в технологические линии производства, получение пенобетона с большей прочностью и более низкой себестоимостью. Минус — более высокая цена по сравнению с мобильными установками.
2. Установки для пенобетона Фомм-Проф, созданные на базе немецкого пеногенератора. Работают по классической технологии пенобетона. Установки смонтированы как единый комплекс и позволяют получать до 100 куб.м. пенобетона в сутки. Плюсами данных установок являются высокая производительность, небольшой расход пенообразователя, легкая встраиваемость в технологические линии производства, получение пенобетона с большей прочностью и более низкой себестоимостью. Минус — более высокая цена по сравнению с мобильными установками.
Вне зависимости от типа установки и вида технологии производства пенобетона, в ней получается пенобетон. Если заливать этот пенобетон на стройке в опалубку, то кроме одной из этих установок и компрессора к ней, более ничего не нужно. Если производить пенобетонные блоки, то понадобится заливать выходящий из установок пенобетон в формы для получения блоков.
Способов получения блоков три:
 1. Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа.
1. Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа.
Мы производим высокоточные формы для пенобетона с отклонением размеров на блок не более 1 мм. При изготовлении формы применяется лазерная резка и фрезеровка. Формы универсальные, т.е. в одной и той же форме можно производить и перегородочные блоки толщиной 100 мм и стеновые толщиной 200 мм. Типоразмеры форм — 500х300х100(200), 600х300х100(200), 400х200х200. Возможна поставка форм других типоразмеров.
При объемах производства до 40 куб.м. блоков в день технология разливки по формам экономически более целесообразна. Плюсы:
www.ibeton.ru
Технология производства пенобетона — Всё о бетоне
Пенобетон — это разновидность бетона, имеющая ячеистую структуру. Благодаря тому что в ячейках находится воздух, основным качеством является отличная теплоизоляция. Этот материал имеет такую высокую текучесть, что его легко заливать в формы, получая заготовки различного вида.
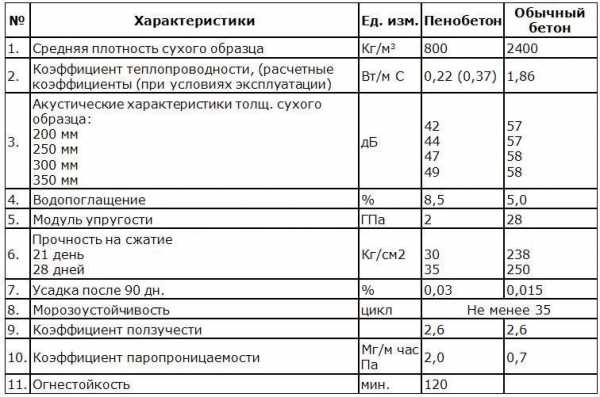
Сравнительная таблица характеристик
Две эти характеристики обусловили широкое применение пенобетона в строительстве. Из него выполняют различные строительные изделия — перегородки, стеновые блоки, плиты перекрытия и многое другое. Востребован данный материал и для изготовления пола и кровли. Особенно широкое применение нашел он в малоэтажном строительстве.
Пенобетон, технология его изготовления настолько проста, что при желании ее легко воспроизвести даже в домашних условиях.
Вся схема производства разделена на 3 этапа: изготовление цементно-песчаной смеси; приготовление раствора пенообразователя и получение смеси.
В зависимости от того, какой плотности материал необходимо получить, выбираются пропорции составляющих компонентов. Технология приготовления, в зависимости от соотношений песка, цемента, воды, а также концентрата пенообразователя или пены, позволяет получать плотность пенобетона от 200 до 1500 кг на 1 м
Цементно-песчаная смесь

Схема непрерывного производства пенобетона.
Цементно-песчаную смесь для приготовления пенобетона готовят аналогично той, которая используется при производстве обычного бетона. Для нее выбирается портландцемент марок М400 или М500. Используемый песок, имеющий модуль крупности не более двух единиц, должен быть без глиняных примесей, так как они будут препятствовать сцеплению цемента и песка. Для приготовления цементно-песчаной смеси применяется обычная водопроводная вода, не содержащая в своем составе кислот и солей.
Виды и целесообразность применения
К пенообразователям, применяемым при приготовлении, предъявляются определенные требования, основное из которых — технико-экономический показатель. В денежном выражении, независимо от изготавливаемого пенобетона, его стоимость не должна превышать 2$ на 1 м 3 готовой продукции. Более дорогой пенообразователь приводит к удорожанию себестоимости пенобетона. Причем он не способен увеличить качество продукции пропорционально увеличенной стоимости.
Вне зависимости от партии и срока выпуска, пенообразователь должен иметь одинаковые свойства, чтобы не приходилось постоянно перенастраивать оборудование в технологической линии, что, в свою очередь, может привести к снижению качества готовой продукции.
Данный компонент должен иметь достаточный срок годности. Если срок его хранения менее одного года, то придется в процессе производства постоянно докупать недостающее количество небольшими партиями, что экономически невыгодно. Кроме того, при завершении строительного сезона уменьшаются объемы приготовления , и пенообразователь может до следующего сезона просто испортиться.
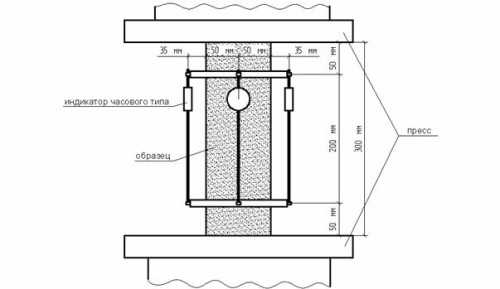
Схема испытания пенобетонных образцов.
При выборе типа пенообразователя следует обратить внимание на норму расхода. Она не должна превышать 1,5 л на 1 м3 готового раствора. Соблюдение такого условия необходимо по двум причинам. Первая — получение большего объема продукции за одну загрузку смесителя. Вторая связана с уменьшением влияния данного ингредиента на свойства продукции. Ведь при его избытке повышается время, требуемое на затвердевание пенобетона, увеличивается усадка и снижается прочность.
Еще одно требование, которое должно соблюдаться при выборе пенообразователя — простота его приготовления. Он не должен состоять из множества компонентов. Чем больше составляющих в его составе, тем более усложняется процесс его приготовления, связанный с трудностями при их дозировании. Также этот материал должен хорошо растворяться в воде.
Качество пены
От качества пенообразователя зависит стойкость пены, которая, в свою очередь, во многом определяет физико-механические свойства. Следует обратить внимание и на кратность пенообразователя, которая не должна быть менее 10.
Схема кладки пенобетона в нескольких вариантах.
Пенообразователь должен обеспечивать достаточную стойкость пены при приготовлении пенобетона. Коэффициент стойкости определяется в лабораторных условиях. Чем он выше, тем меньшее количество пены требуется для изготовления продукции заданной плотности и, соответственно, меньший объем пенообразователя. Как и всякая добавка, последний в больших количествах способен не только притормозить, но и окончательно остановить процесс затвердения пенобетона. Поэтому так важно использовать пену высокой кратности.
И, наконец, последнее. Пенообразователь должен соответствовать санитарно-гигиеническим нормам — быть нетоксичным, невзрывоопасным и отвечать радиационным требованиям.
Приготовление раствора
Перемешав компоненты цементно-песчаной смеси, добавляется приготовленный раствор пенообразователя. Самыми востребованными в технологии пенобетона являются синтетические пенообразователи, которые можно приобрести на строительном рынке. Изготовленные промышленным способом, они позволяют получить более устойчивый и качественный по сравнению с другими рабочий раствор.
Но пенообразователь можно изготовить и самостоятельно. Это касается приготовления в домашних условиях. Для этого надо смешать 1 кг канифоли, 150 г едкого натра и 60 г столярного клея. Смесь из таких составляющих измельчают, нагревают и перемешивают до состояния полной однородности. Но необходимо учесть, что смесь, приготовленную по такому рецепту, можно применять, только получая пенобетон с применением парогенератора.
Итак, добавив в концентрат пенообразователя необходимое количество воды, получается готовый рабочий раствор.
Схема приготовления

Общая схема рабочего процесса по изготовлению пенобетонной смеси.
В зависимости от вида используемого пенообразователя и принятой технологии, выбирается метод приготовления пенобетона. Но вне зависимости от способа вспенивания в основе любого технологического процесса лежит получение гетерогенной системы «газ — жидкость — твердое вещество».
При приготовлении пенобетона может использоваться два вида оборудования. В первом случае применяются пеногенераторы. Во втором — баросмесители, то есть установки кавитационного вида.
По классической схеме приготовление цементно-песчаной смеси происходит в особой емкости — смесителе принудительного типа. В этот же резервуар после приготовления смеси пеногенератором добавляется пенообразователь или пена для пенобетона. Смесь готова к заливке в формы после тщательного перемешивания.
Структура материала формируется за счет отвердевания и схватывания вяжущего компонента. Приготовленная смесь транспортируется посредством насоса в монолитную конструкцию или форму.
Изготовление в баросмесителе
При пенобетоне, технологии изготовления которого требуют кавитационной установки, все компоненты смеси закладываются в смеситель одновременно, и подача пенобетона из нее в формы или монолитную конструкцию осуществляется за счет наличия в смесителе избыточного давления. При таком способе масса в герметичном смесителе насыщается сжатым воздухом.
Технологический процесс изготовления данного материала может предусматривать какие-либо дополнительные операции, способствующие приобретению им дополнительных свойств. Это могут быть мероприятия, направленные на регулирование структуры смеси, оптимизацию ее состава, использование пластификаторов, применение наряду с пенообразователем газообразователя и подобные им.
Существуют и другие технологии приготовления, однако в настоящее время они не нашли широкого применения.
Затвердевание пенобетона
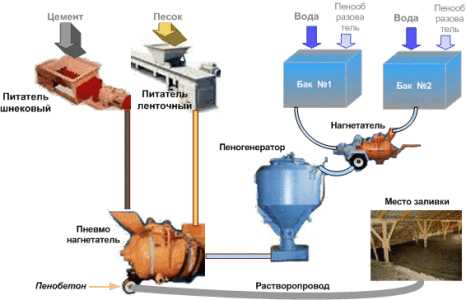
Технологическая схема производства
Для чего нужно ускорять затвердевание? Рост заданной прочности пенобетона значительно отличается от аналогичного показателя обычного бетона. Последний набирает практически стопроцентную прочность при естественном твердении. За такой же промежуток времени пенобетон способен набрать лишь половину прочности. Чтобы добрать оставшуюся часть, ему потребуется приблизительно полгода.
Если в производственном помещении температура окружающей среды менее 10 градусов, то время на затвердевание значительно увеличивается, и чтобы вынуть блок из формы, нужно ждать 2-3 дня. Для решения этой проблемы и используют ускорители затвердевания. Они могут быть различными. Но самый простой из известных ускорителей — это хлористый кальций. Он добавляется в цементно-песчаную смесь в количестве 1-2 % от объема содержащегося в ней цемента.
Существует один момент при его применении. Один из компонентов пенобетона — пенообразователь — обязан поддерживать в течение определенного времени форму пузырьков. Ускоритель в виде хлористого кальция вступает в реакцию с ним, что может привести к большой усадке пенобетона.
В настоящее время для ускорения процесса затвердевания применяются специально изготовленные препараты для пенобетона, способные ускорить процесс почти в 3 раза и выпускать данную продукцию при температуре до 5 градусов.
Выбор технологического процесса
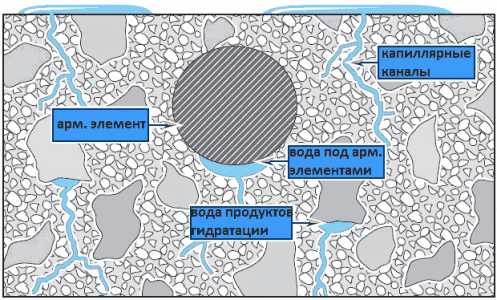
Типичная схема влажностной усадки в пенобетонах.
При выборе технологической схемы нужно руководствоваться тем, какие характеристики материала требуется получить, какие виды сырья используются и какие возможности существуют на предприятии, занимающемся приготовлением пенобетона. Любая технология должна выполняться для соблюдения основного условия — получения качественного материала с хорошо организованной пористой структурой.
В процессе изготовления пенобетона в смеси происходят такие изменения, которые способствуют приобретению его молекулярной структурой системы, состоящей из маленьких сферических ячеек размером 0,1-2 мм в диаметре. Окончательная структура пенобетона формируется при его окончательном затвердевании. В ходе технологического процесса плотность бетона легко поддается корректировке, что является незаменимым качеством при производстве материала на строительной площадке или в условиях малого предприятия.
Способы разливки
На последнем этапе пенобетон заливается в формы, опалубки или кассеты. Смазка, применяемая для форм, не должна содержать в своем составе масла, так как его наличие затруднит дальнейшее шпаклевание и оштукатуривание пенобетонных блоков. Готовые формы для получения блоков соответствующих размеров разрезают на ленточнопильном оборудовании.
На данный момент используется еще один способ получения блоков — заливка в формы. Каждый из методов имеет как свои достоинства, так и недостатки.
При кассетном методе разливки смеси технологический процесс довольно прост. При выпуске продукции до 20 м3 в день денежные вложения в оборудование будут гораздо меньше, чем при использовании других методов разливки пенобетона. Также возможно наращивание объемов производства без значительных затрат. При этом можно изготавливать уникальные модели блоков, например пазогребневые.

Общая схема бароустановки для производства пенобетона.
К недостаткам этого способа можно отнести невысокую производительность и применение ручного труда в больших объемах. При этом геометрические размеры готового блока получаются менее точными, а внешний вид — недостаточно привлекательным.
Другое дело — разлив смеси в массивы и последующая их резка. При такой технологии получаемые размеры готовой продукции более точные, чем при первом способе. Данный метод позволяет на предприятии выпускать большой объем продукции и легко наращивать его при минимальном вложении средств. При этом невелико использование ручного труда. К недостаткам данного способа можно отнести более высокую цену готовых пеноблоков и большое количество отходов производства.
Выбор того или иного метода зависит от требуемого количества продукции. При небольших объемах предпочтительнее использовать более простую разливку в формы, а при более значительных — резательный способ.
1pobetonu.ru
Оборудования для производства пенобетона
Приветствуем Вас на сайте производственной Группы Компаний «Северстройматериалы» — известного производителя мобильного оборудования для производства пенобетона, и компонентов для технологических линий. Мы надеемся, что с помощью нашего сайта Вы сможете получить информацию о пенобетоне, его свойствах, методах производства. В этом направлении ГК «ССМ» работает на рынке с 1999 года и имеет солидный опыт в этой области.
Производство пеноблоков и пенобетона наливного, является одним из востребованных, рентабельных на на сегодняшний день. Мы предлагаем своим клиентам только технически и технологически испытанное оборудование, приносящее реальные доходы своим владельцам, о чем свидетельствуют повторные заказы на производимое нами оборудование для пеноблоков, как большей, так и меньшей производительности.
Изготовление блоков окупается дольше чем, использование оборудования для производства пенобетона при монолитной заливке, ввиду дороговизны и объёма форм для блоков.
Следует обратить внимание на геометрию, в последние несколько лет получили распространение формы изготовленные методом лазерной резки, рекомендуем подбирать формы для блоков с вертикальным расположением блока.
Прежде чем выбрать оборудование для пенобетона какого-либо производителя, ознакомиться с ниже сказанным будет не лишним — предупрежден значит вооружен.
Бароустановки для пенобетона турбулентные (кавитационные)
Производство пенобетона, как наливного, так и производство пеноблоков на таком типе оборудования в видении профессионалов бесперспективное. Невозможно на барокавитационной установке приготовить пенобетон с равными техническими характеристиками и экономическими показателями с пенобетоном, изготовленным по классической пеногенераторной технологии. Потому что это невозможно сделать — никогда!Мы не ставим своей целью дискридитировать баротехнологию, она уже это сделала сама.
За более чем 15 летний опыт, в нашей практике более 20 случаев приобретения, производимого нами оборудования, после опыта и последующего отказа производить пенобетон на одностадийных бароустановках. Сколько таких результатов по стране можно только предполагать. Интересанты использующие на своем производстве данное оборудование , периодически выходят на связь и подумывают о замене.
И дело даже не в одностадийной или пеногенераторной технологии. А в том что, пенобетон, изготовленный на синтетических пенообразователях годен только для заполнения пустот, шахт, т.е. в той сфере где не имеют значения такие характеристики как водопоглащение, морозостойкость, паропроницаемость.
Пеноблок на синтетике набирает, влаги больше и быстрее, даже чем, газобетон (газосиликат) и тем более чем, пенобетон изготовленный на пенообразователях белковых — на основе гидролизатов протеина.
Это утверждение легко проверить в бытовых условиях — опустив в водяную ванну 3 образца (газобетон, пенобетон на синтетике, пенобетон на гидролизате протеина), зафиксировать время и оценить результат взвесив образцы до и после погружения в воду.
Этот простой эксперимент в последующем может являться открытым и прозрачным маркетинговым шагом при реализации качественных пенобетонных блоков.
Использование пеноконцентратов на основе гидролизата протеина в одностадийных бароустановках, не возможно. Одностадийно вспенивается с раствором только синтетика. Пройдено лет 10 назад.
Следует добавить то, что мир работает классическим способом т.е. методом мокрой минерализации!
Рынок РФ еще очень далек до насыщения неавтоклавным пенобетоном высокого качества, спешите и Вас не обгонят!
Пенобетон или газобетон
Газобетон (газосиликат) – ячеистый бетон, порообразование которого происходит в результате взаимодействия извести и алюминиевой пудры выделяется водород, он и образует ячейки. Безусловно, эти материалы имеют друг перед другом преимущества и недостатки, но экологическая чистота неавтоклавного пенобетона в сравнении неоспорима! Газобетон при намокании «газит», т.е. продолжает выделять водород. Во времена Советского Союза, где ГОСТы соблюдались газобетон (газосиликат) применялся как строительный материал для возведения помещений содержания крупного рогатого скота, свинарников и т.п.
При существующем лобби гигантов производителей (газосиликата) газобетона, крайне тяжело донести правдивую информацию до аудитории, хотя профессионалам это все и так известно.
Внимание! Убедительная просьба о дате и времени приезда информировать заранее!
ГК «Северстройматериалы»
8 (495) 9696342
8 (812) 9833511
[email protected]
Просьба в письме обязательно указывать контактные телефоны.
concret.ru
ТОП 10 крупнейших производителей пеноблоков в России
Содержание статьи
АЛЬТА-БЛОК
Довольно молодая российская компания АЛЬТА-БЛОК на рынке пеноблоков всего 5 лет, но за свое недолгое существование значительно расширила деятельность и занимает видное место среди остальных строительных производителей. Доступность цен на изделия для строительства позволяет гибко работать со своими клиентами, которые по достоинству оценили профессионализм и быструю работу. Ассортимент различных блоков для проведения строительных работ включают изделия различной конфигурации. Это пеноблоки размерами 600 х 300 х 200 мм, 588 х 288 х 200 мм, 588 х 288 х 100 мм и других типов.
Также производитель предлагает различную плотность изделий, что можно использовать, как несущие конструкции при возведении стен, так и просто перегородки. Доставка осуществляется разными по грузоподъемности транспортными средствами с максимальным тоннажем 20 тонн. Также компания предлагает керамзитные блоки для перегородок, бордюрный камень и монтажные смеси. При этом специалисты компании могут разработать проект дома, который может быть по площади свыше 300 кв. метров и осуществить его строительство.
- Страна производителя – Россия
- Адрес компании: г. Москва, ул. Феодосийская д.1
- Сайт производителя — http://www.altablock.ru
ЮграБлок
Следующий производитель является молодой и стремительно развивающейся компанией, которая уверенно держит высокие позиции на российском рынке пеноблоков. За свое короткое существование с 2013 года фирма успела значительно расширить свои производственные мощности и добиться больших результатов. Для больших застройщиков компания предоставляет огромные скидки при этом выпуская очень качественную продукцию, что отвечает всем российским нормам и готова побороться с лучшими зарубежными производителями.
Компания может осуществить любые пожелания заказчиков по размеру и плотности пеноблоков для удовлетворения всех потребностей клиента, в том числе строительстве дома из блоков http://stroiproekt77.ru/dom-iz-blokov-moscow. Качество компонентов, из которых изготавливаются изделия тщательно проверяются экспертами, чтобы избежать последствий, связанных с применением в строительстве некачественных строительных материалов. Все сырье экологически чистое и прошло все госты включая ГОСТ 21520-89, при этом имеет точные геометрические формы и соответствует всем параметрам, заявленным в документации. Более того все изделия устойчивы к морозу и отличаются низкой теплопроводимостью.
- Страна производителя – Россия
- Адрес компании: г. Сургут, ул. Им. Глухова д.12
- Сайт производителя — http://www.ugrablok.ru
ООО «Омский пенобетонный завод»
Довольно известный завод по производству пеноблоков из Омска обладает высоким качеством изделий, что даже иногда мошенники фальсифицируют некачественные блоки, сделанные кустарным способом, как продукцию ООО «Омского пенобетонного завода». Дабы избежать таких подделок заказчикам следует обращаться непосредственно к менеджерам компании на официальном сайте производителя по указанным контактам. Долгое нахождение на рынке среди лучших производителей пеноблоков в России фирма точно знает, что нужно клиенту.
В своей работе компания придерживается нескольких принципов, которые помогают ей успешно развиваться, создавая хорошую репутацию надежного и добросовестного партнера. Это постоянный поиск инноваций и подходов для движения вперед, индивидуальный подход к каждому заказчику, будь то самый маленький потребитель, квалифицированные специалисты, что осуществляют весь производственный процесс и занимаются логистикой и поиском клиентов. Эти три основных правила позволили создать действительно успешную и стремительно развивающуюся компанию.
- Страна производителя – Россия
- Адрес компании: г. Омск пр. Мира 177
- Сайт производителя — http://www.penoblokomsk.ru/
УРАЛ ХОЛДИНГ
Один из самых надежных и проверенных временем поставщиков строительных материалов в том числе пеноблоков высочайшего качества. Работая с компанией, заказчик получает полное сопровождение услуг от «А до Я», от производства до окончательной доставки на место строительства, которое укажет заказчик. Объем производства газобетонных блоков составляет 1200 куб. метров в месяц, что довольно внушительный размер, который сможет удовлетворить практически любой строительный проект. Продукция завода используется для строительства котеджей, гражданских, административных и промышленных зданий.
Ассортимент продукции насчитывает довольно внушительное количество изделий в 5000 тыс. наименований. Это изделия из ЖБИ, пеноблоков, твинблоков, кирпича, кровельных материалов, щебня, утеплителя и многого другого. Цели компании довольно просты – каждой семье по теплому дому, городу высокие темпы строительства, а другим отраслям высокие темпы развития и использование инноваций. Продукция компании доставляется в любой уголок необъятной России, а потребности заказчика решаются в полном объеме, будь то простой клиент в лице одного человека или целая корпорация.
- Страна производителя – Россия
- Адрес компании: г. Екатеринбург, ул. Радищева 6 А, офис 206
- Сайт производителя — http://www.ural-holding.com
МАРМ
Завод МАРМ выпускает неавтоклавный газобетон или пеноблок, который обладает высоким качеством и прочностью, которые обеспечены использованием высококлассных материалов. Это лучший цемент, кварцевый песок, специальные газообразователи, а также гипс и известь. Все компоненты проходят строгую оценку качества и только после этого допускаются для производства изделий. Для лучшей прочности на заводе применяются специальные технологии, которые позволяют создать высокую стойкость.
Это технология фиброармирования, которая заключается в добавление в смесь базальтовой фибры, что значительно укрепляет структуру застывшего пеноблока. Повышается ударостойкость, сопротивляемость к истиранию, корозийная стойкость, морозостойкость, водонепроницаемость и значительно уменьшается трещеобразование. Месячный объем завода составляет 3000 куб. метров исходного сырья, что очень неплохой показатель даже для крупных строек. Клиенты компании не раз убеждались в надежности предприятия и честном выполнении всех взятых на себя обязательств.
- Страна производителя – Россия
- Адрес компании: Ленинградская область, Всеволожский район, дер. Лепсари
- Сайт производителя — http://www.marm-spb.ru
АэроСтоун
Крупнейшая предприятие России по производству газобетона, которое может смело называться лучшим производителем пеноблоков. Производственные мощности позволяют обеспечить крупные строительные объекты и даже не один, так как суточная норма производства составляет внушительные 1500 куб. метров исходного строительного сырья. Это составляет 500 тыс. кубов в год, что впечатляет и делает из компании лидирующее предприятие. Завод оборудован по последнему слову техники новейшим современным немецким оборудованием Masa-Henke и проходит проверку качества всех изделий специалистами из Германии.
Завод находиться в непосредственной близости от Москвы и позволяет обеспечить нужды одновременно массы застройщиков, которые осуществляют свое строительство в этом регионе. При этом мощности предприятия и логистический центр работают с регионами и легко справятся со всеми требуемыми объемами при необходимости увеличив суточное производство. Продукция газоблоков обладает отличной стойкостью к морозам, устойчивостью к истиранию и появлению трещин, а также имеет небольшой вес.
- Страна производителя – Россия
- Адрес компании: Московская область, Дмитровский р-н, д. Селёвкино, 195
- Сайт производителя — http://www.aerostone.ru
Bonolit
Еще одна крупнейшая компания по изготовлению газобетона, которая выполняет очень большие объемы производства, что доходят до 650 тыс. куб. метров в год. Что является одним из самых больших объемов в России. Все пеноблоки производятся на лучшей современной и технически совершенной производственной линии HESS AAC Systems B.V. У компании есть собственная школа, где можно пройти обучение по строительству домов из изделий Bonolit при этом получить самые передовые знания в этой области. Используя эти знания можно будет построить дом по специальной технологии, которая позволит простоять ему 100 лет.
Производитель работает со всеми клиентами, но для привилегированных заказчиков существует клуб Bonolit Club, который объединяет всех корпоративных клиентов и помогает лучше обеспечить работу с таким объемом и уровнем клиента. Завод изготовляет различные типы блоков, в которые входят обычные блоки для стен шириной от 200 до 500 мм или П-образные блоки для изготовления оконных или дверных перемычек. Каждый клиент ценен для компании и получит исчерпывающую интересующую информацию о любых производственных и других вопросов по доставке или проведения оплаты.
- Страна производителя – Россия
- Адрес компании: Московская обл., г. Старая Купавна, ул. Бетонная, д.1
- Сайт производителя — http://www.bonolit.ru
ГРАС
ГРАС – это группа компаний, которая имеет полный цикл производства, строительства и распространения своей продукции. На счету предприятия множеств крупнейших строительных объекта, которые были реализованы весьма успешно. Имя фирмы обладает широкой известностью и уважаемо на российском рынке пеноблоков. Компания легко реализует строительство жилья любого класса, будь то обычный котедж или более смелые проекты типа глобальных строек с многоквартирными домами типа элитного комплекса «Александрийский Маяк» или огромными офисными зданиями. Свою деятельность компания основана совсем недавно в 2005 году, но успела выйти в лидеры среди лучших производителей пеноблоков.
Корпорация имеет несколько заводов в других регионах России, например, «ГРАС-Саратов» или «ГРАС-Калуга», которые созданы для удовлетворения строительных запросов во всех регионах России. Компания может похвастаться такими проектами, как котеджный поселок «Земляничная поляна», жилой комплекс «Новая Александрия» или последний проект жилого комплекса МПИ на Осташковской улице. Такие объемы позволяют обеспечить только самые современные производственные мощности.
- Страна производителя – Россия
- Адрес компании: г. Москва, м. Киевская, ул. Киевская д.7 подъезд №7, 4 этаж
- Сайт производителя — http://www.gras-group.ru
Ytong
Название Ytong является одноименным именем ячеистого бетона, который начал производить в 1940 году Карл Август Карлен. Это строительный материал стал родоначальником автоклавного газобетона или пеноблока. Немецкая компания имеет мощные производственные линии в России и является лидирующим предприятием не только на отечественном рынке, но и на международном уровне. Современные технологии и немецкая педантичность дают высокое качество всем изделиям производителя, которые легко конкурируют с российскими производителями намного превосходя их по прочности и качеству.
Российский завод Ytong быд запущен совсем недавно в 2007 году и быстро занял лидирующие позиции, что неудивительно ведь это мировое имя. Не один крупный строительный объект в Москве и за ее пределами не обходился без изделий и пеноблоков данного производителя.
- Страна производителя – Германия
- Адрес компании: г. Москва, ул. Рабочая, д. 93, стр. 2, подъезд 3
- Сайт производителя — http://www.ytong.ru
ООО «ХЗГ»
Этот завод является подразделением крупного объединения ООО «Дальневосточный Энергетический Союз», который обеспечивает строительство крупных объектов различных сфер, будь то энергетика или оборонная промышленность. Линия завода по выпуску пеноблоков позволяет обеспечить качественные изделия различной степени плотности и размеров в зависимости от потребностей заказчика.
Пеноблоки этой компании преимущественно лучше, чем простой кирпич так, как обладает рядом положительных свойств. Это хорошая теплоизоляция, морозоустойчивость, довольно хорошая прочность и абсолютная экологическая безопасность, что немаловажно при возведении жилых домов и любых других строений, где работают люди.
- Страна производителя – Россия
- Адрес компании: г. Хабаровск, ул. Портовая, 1
- Сайт производителя — http://www.hzgb.ru
remstroiblog.ru
производство пеноблоков, технология пеноблоков, изготовление пеноблоков
На текущий момент существует две основных методики производства пенобетона и изделий из него: первый — это баротехнология, а второй — это производство с применением пеногенератора. И если сырьевой состав пенобетона в обеих методиках почти одинаков, то способ затворения и очередность введения основных компонентов значительно отличаются.
Благодаря этим отличиям, производители пеноблоков получают на выходе продукцию совершенно разного качества и прочности. Разнятся и эксплуатационные характеристики полученных пеноблоков. Давайте рассмотрим эти две технологии производства пенобетона более подробно.
Баротехнология пенобетона
Баротехнология — более простой, и как следствие — менее затратный способ производства пеноблоков, так как не требует дорогостоящего технологического оборудования и дополнительного времени на получение условной единицы продукции.
Стоит заметить, что из экономических соображений большинство производителей пеноблоков используют именно этот способ получения пенобетона, действуя по принципу «дешево и сердито». А теперь давайте разберемся, — будут ли подобные пеноблоки «дешевы и сердиты» для Вас, как для конечного потребителя продукции.
При производстве пенобетона по баротехнологии, основной процесс происходит следующим образом. В герметичный смеситель вводятся основные компоненты пенобетона: цемент м500 д0, песок, иногда используется зола-уноса, вода, пенообразователь, ускорители твердения и воздухововлекающие добавки (не обязательно). Далее, в смеситель под давлением нагнетается воздух и все это великолепие активно размешивается. При размешивании, раствор активно насыщается воздухом (воздухововлечение).
Затем полученный раствор, под давлением, по трубопроводу поступает непосредственно в литьевые формы. Наступает долгожданное «освобождение из под гнета» атмосферного давления (нагнетенного компрессором в камеру смесителя) и пенобетонная смесь увеличивается в объеме. Так сказать — вдыхает полной грудью. Вспомните как всходит дрожжевое тесто. Правда у пенобетона это «всхождение» происходит сразу, в момент формовки.
Плюсы и минусы баротехнологии пенобетона
Минусы
- Более низкая прочность пеноблоков.
- Так как лучше и эффективней взбиваются более жидкие субстанции (для сравнения попробуйте взбить молоко и 30% сметану), производители пеноблоков вынуждены вводить в состав затворения большее количество воды, чем это требуется для полноценного процесса гидратации цемента, что негативно сказывается на окончательной прочности пеноблоков, изготовленных из такого пенобетона.
- Структура пенобетона, изготовленного по баротехнологии, отличается довольно большой крупностью пор и зачастую напоминает срез ракушечника или мелкой пемзы. Размер воздушных пустот в структуре пеноблока, изготовленного по баротехнологии, редко бывает меньше 1-2 миллиметров. Благодаря таким крупным порам, пеноблок имеет меньшую прочность и несущую способность в стенах будущего дома.
- Применение неэкологичных синтетических пенообразователей. Для набора нужной подвижности смеси, без существенного увеличения пропорции воды, производители пеноблоков зачастую применяют пластифицирующие добавки, например — суперпластификаторы. Подвижность пенобетонной смеси они конечно увеличивают, но их применение накладывает табу на использование натуральных белковых пенообразователей. В общем-то, баротехнология изначально подразумевает использование синтетических пенообразователей, что может породить некоторые сомнения у потребителей, желающих построить свой дом из экологичных материалов.
Плюсы
- Более низкая себестоимость производства пеноблоков. Основной плюс баротехнологии пенобетона — это экономическая выгода для производителя. Используется более дешевое технологическое оборудование. Такой процесс производства пеноблоков прост и не требует больших вложений. При желании, подобное производство можно организовать в любом мало-мальски приспособленном для этого помещении.
Вырисовывается не самая приятная картинка для конечных потребителей продукции. Ведь для них баротехнология не предлагает ничего «сладкого». Все плюсы достались производителям пеноблоков. Давайте посмотрим — чем может порадовать строителей и покупателей другая технология производства пеноблоков.
Применение пеногенератора в производстве пенобетона
В отличие от баротехнологии, где процесс пенообразования происходит непосредственно в смесителе затворения пенобетонной смеси, применение пеногенератора позволяет производителям пеноблоков замешивать основные компоненты в правильной дозировке, без поиска компромиссов с изменением водоцементного отношения и т.п. Благодаря этому, на выходе получаются более технологичные изделия из пенобетона.
Производство пенобетона с применением пеногенератора выглядит следующим образом: при помощи дозаторов, в смеситель подаются сыпучие сырьевые компоненты: песок, цемент, иногда в качестве заполнителя добавляется зола-уноса. Благодаря подмене песка на золу-уноса, у пеноблоков уменьшается коэффициент теплопроводности (повышается теплосбережение дома) Кстати сказать, недобросовестные продавцы тарированного цемента используют минпорошок и золу-уноса в качестве объемной и весовой добавки, с целью получения дополнительной прибыли, ведь цена минерального порошка и золы-уноса в 2-3 раза меньше цены цемента.
Затем в смеситель подаются жидкие компоненты: вода, растворенные в воде химические добавки. Начинается смешивание компонентов. Процесс получения раствора для изготовления пенобетона практически не отличается от классического производства бетона. Те же требования по гомогенности (однородности) состава, пропорциям и качественным характеристикам сырья.
Далее в смеситель начинает подаваться уже готовая техническая пена из пеногенератора. Количество необходимой пены регламентируется требуемой плотностью пеноблоков и регулируется временем работы пеногенератора.
В смесителе происходит активное смешивание пены с цементно-песчаным раствором. Это полностью контролируемый процесс как по пропорциям, так и по времени насыщения. Благодаря этому, производство пеноблоков выходит на совершенно иной качественный уровень.
Давайте теперь разберемся — какие все же плюсы и минусы у «пеногенераторного» способа производства пенобетона.
Минусы
- Высокая себестоимость получения пенобетона. Наверное, это самый большой и единственный минус. При производстве используется более дорогостоящее оборудование. Сам процесс требует больше времени на получение единицы готовой продукции.
- Более высокая стоимость пеноблоков. Этот минус вытекает из предыдущего. Выше себестоимость — более высокая цена продукции при её реализации. Эту неприятность можно скомпенсировать упоминанием хороших поговорок про неоднократно платящего скупого и небогатого прагматика, не покупающего дешевые вещи.
Плюсы
- Более качественная структура массива пеноблока. Благодаря применению заранее приготовленной качественной пены, производители пенобетона получают на выходе изделия с правильной структурой. В массиве пенобетона отсутствуют крупные воздушные поры, благодаря чему, пенобетонные блоки имеют более высокую и равномерную прочность.
- Экологичность пеноблоков. В «пеногенераторной технологии» производства используются экологически чистые белковые пенообразователи, что благотворно влияет на экологичность вашего будущего жилья. Если конечно Вы строите себе, и вас каким-то образом волнует здоровье Вас и Ваших детей.
Резюмируя перечисленные минусы и плюсы, хочется сказать, что пенобетон и пеноблоки, произведенные по «пеногенераторной» технологии более щедры к потребителю, нежели к производителям. Может поэтому львиная доля производителей пеноблоков выбирает баротехнологию, а покупатели стали разборчивей и все больше смотрят в сторону качества… И последние со временем обязательно победят, заставив производственников учитывать не только свои интересы!
С пенобетонным приветом к производителям и покупателям, Эдуард Минаев.
www.avtobeton.ru
производство пеноблоков оборудование и его цена
Первая часть статьи была посвящена обзору оборудования для производства. А собственно изготовление пеноблоков своими руками занимает немало времени, но зато позволяет сэкономить внушительную сумму на приобретении стройматериала. Немаловажным фактором является и возможность выбора размеров блоков.
Производство пенобетонных блоков в домашних условиях
Чтобы изготовить пеноблоки своими руками, оборудование для их производства, надо детально изучить технологию процесса. При этом следует учесть, что не все комплектующие стоит изготавливать самостоятельно. Например, можно формы для пенобетона купить или взять в аренду. Кроме того, для домашнего производства подойдет и форма для пеноблоков б.у., которая стоит намного дешевле, чем новая.
В настоящее время существует три технологии производства пенобетона:
- Классическая: в смесь из песка и цемента добавляют пену из пеногенератора. Прочность пеноблоков усиливают с помощью органических пенообразователей – гидролизатов протеинов.
- Сухая минерализация: пеногенератор подает в бетонную смесь пену с особыми порами.
- Баротехнология: пеномассу изготавливают под давлением. Все компоненты пенобетона загружаются в баросмеситель, в который нагнетается воздух с помощью специального компрессора. Качество блоков существенно улучшает синтетический пенообразователь.
Для осуществления процесса своими руками доступны все три технологии
Те, кого интересует вопрос, как сделать пеноблоки своими руками нужной плотности и прочности, должны знать, что им придется сначала провести немало экспериментов с целым рядом параметров.
Это:
- сколько нужно компонентов;
- продолжительность замеса;
- время нахождения бетонной смеси в опалубке;
- время и порядок сушки.
Приготовление пенобетонной смеси
Для приготовления пенобетонной смеси необходимы такие компоненты, как цемент, песок, пенообразователь, отвердитель. Чтобы получить материал средней плотности, надо цемент с песком брать в пропорции 1:1. На каждый килограмм цемента следует взять 3-5 г отвердителя. В качестве пенообразователя можно использовать синтетическую жидкость Ареком-4. Этот компонент можно попробовать изготовить и самостоятельно.
Для этого понадобится:
- 1 кг канифоли;
- 150 г едкого натра;
- 60 г столярного клея.
Все компоненты измельчаются и нагреваются при постоянном помешивании до получения однородной массы. Полученный концентрат помещается в пеногенератор, где соединяется с водой и образует рабочую пену.
Самодельное оборудование для изготовления блоков из пенобетона
Многие современные частные застройщики желают максимально сократить расходы при строительстве своего жилья. Поэтому они предпочитают делать пеноблоки самостоятельно. Ведь производство пеноблоков, оборудование, цена пескоблоков, изготовленных самостоятельно намного ниже, чем покупных. Да и размеры самодельных блоков будут именно такими, которые необходимы домашнему мастеру.
Изготовление пенообразователя
Пенообразователь – очень важное оборудование для производства пеноблоков своими руками, поскольку именно в нем образуется пена. Многие мастера предпочитают купить его в магазине, но пеногенератор для пенобетона своими руками можно сделать ничуть не хуже.
Чтобы сделать пенообразователь, надо взять большую герметичную емкость. К нижней части этой емкости подсоединяют компрессор, а в верхней делают выходное отверстие. В месте поступления воздуха в емкость устанавливают вентиль, чтобы регулировать его подачу. Выходное отверстие также соединяется с компрессором с помощью тройника, а на стороне воздушной подачи монтируется вентиль.
Работа с сосудами под давлением (компрессором) требует повышенного внимания к технике безопасности
В результате получается установка для производства пеноблоков своими руками с двумя клапанами. С помощью этих клапанов можно будет регулировать количество кислорода и пены на выходе. На выходе из тройника необходимо установить специальную насадку, поскольку инструкция по изготовлению пеноблоков требует, чтобы готовая пеносмесь проходила сквозь решетку с маленькими отверстиями. Именно при таком прохождении образуется пена.
В качестве насадки можно использовать автомобильный глушитель, в котором устанавливают решетку или какой-либо ячеистый материал. Функции компрессора может выполнять обычный пылесос.
Процесс изготовления пенобетона в бароустановке
Для производства пенобетонных блоков в домашних условиях очень часто применяют такое мобильное оборудование, как бароустановки. Если приобрести бароустановку или купить станок для производства пеноблоков, цена которого вполне приемлема, то можно будет изготавливать пенобетон для самых разных нужд. Но в отличие от классической технологии производства пеноблоков, весь процесс в бароустановке происходит под давлением. Поэтому поры в блоках получаются намного больше, что в свою очередь делает их более легкими.
С помощью бароустановки можно производить разные виды пенобетона:
- пеноблоки различных размеров и конфигураций для малоэтажного строительства;
- небольшие блоки и плиты, используемые для внешнего и внутреннего утепления стен;
- пенобетонную смесь, используемую для утепления и звукоизоляции кирпичной кладки.
Многие считают бароустановку идеальным вариантом для частных застройщиков. Для работы на ней не требуется специальное обучение. Этот агрегат можно использовать даже в небольшом помещении, поскольку он занимает площадь не более одного квадратного метра. Применение данной установки позволяет очень легко наладить производство пенобетона, а пеноблоки, оборудование для производства ценаочень быстро окупается.
Но у данного способа есть и некоторые минусы. Они касаются эксплуатационных качеств получаемого материала. Пеноблоки своими руками оборудование с применением пенообразователей из синтетических материалов и большого количества воды в бетонной смеси отличаются пониженной прочностью. Поры в блоках получаются довольно крупными, а это существенно уменьшает их несущую способность. Поэтому блоки, изготовленные в бароустановках, не рекомендуется использовать для строительства жилого дома. Они больше подходят для стен сарая, гаража и других небольших хозяйственных построек.
Формы для производства пеноблоков
При изготовлении форм своими руками нет универсальных рецептов: каждый делает их немножко по-своему, под себя
По конструкции формы могут быть неразъемными и разъемными, одноместными и многоместными. Одноместные, в основном, используются для изготовления пенобетонного массива, который после сушки подвергается распилу.
Формы для пеноблоков, чертежи которых можно найти в специальной литературе или в интернете, могут изготавливаться из металла, пластика или фанеры. Для домашнего изготовления пеноблоков чаще всего используют неразъемные формы. Форма для пеноблоков цена ее и эксплуатационные качества зависят во многом от типа материала, используемого для изготовления.
Формы из фанеры
Такие формы обычно имеют металлический каркас, который придает форме необходимую жесткость. Главным достоинством фанерной формы является ее невысокая цена и простота изготовления. Эти формы могут выдержать минимум 50-60 циклов заливки. В готовом виде они представляют собой фанерные ящики с ячейками. Размеры каждой ячейки соответствуют размерам будущего изделия.
Пластиковые формы
Формы из пластика являются самыми дешевыми. А еще их не надо смазывать перед заливкой бетона. Основной недостаток пластиковых форм – их хрупкость. Поэтому они имеют небольшой срок эксплуатации.
Металлические формы

Формы из металла самые прочные, но при этом и самые дорогие. Но, если учесть срок эксплуатации металлических форм, то их стоимость совершенно незначительно влияет на себестоимость готовых изделий.
В домашних условиях вместо форм можно использовать разъемную деревянную опалубку. Готовая пенобетонная смесь выгружается в формы из бароустановки или другого оборудования через специальный разливочный шланг. После того, как эта смесь подсохнет блоки извлекаются из форм и укладываются на поддонах.
Советы мастера: рецепт пенобетона
Для изготовления одного кубического метра пенобетона в среднем понадобится:
- 210-220 кг песка;
- 310-320 кг цемента;
- 55-60 л воды для пенообразователя и 100-110 л воды для бетонного раствора;
- 1,5 л концентрата пенообразователя.
Перемешивание пенобетона в обычной бетономешалке занимает примерно 20 минут. Это обусловлено тем, что пена долго держится на поверхности. В бочке, оснащенной подвижными лопастями, пена размешается за несколько минут.
Сначала надо смешать песок, цемент и воду, потом к этой смеси добавить пену. Чем быстрее происходит перемешивание компонентов, тем более качественным получается бетонный раствор
Готовый пенобетон заливают или в формы, или в разборную опалубку. В последнем случае опалубку разбирают, не дожидаясь полного застывания бетона, и разрезают массив на отдельные блоки.
В заключение хочется отметить, что пенобетонные блоки, изготовленные своими руками, являются наилучшим решением для тех, кто привык тратить свое время и деньги с максимальной выгодой.
Практическое производство пеноблоков показано в видео:
Книги по теме:
obetone.com
Оборудование для производства пенобетона
Приветствуем Вас на сайте фирмы Строй-Бетон — известного производителя оборудования для сухих смесей пенобетона и блоков.
Наше оборудование непрерывно совершенствуется на действующих производствах. Мы предлагаем оборудование как для малого, так и для среднего и крупного бизнеса.
Работая с нами Вы получаете не только продукт, прошедший испытания на многих производствах, обучение и помощь в сертификации, но и дальнейшую неограниченную во времени интеллектуальную поддержку.
Перейти в прайс и каталог продукции >>
Качество и технологичность производимого оборудования подтверждается тем, что продукция завода пользуется спросом не только в России и СНГ, но и во всем мире. Оборудование поставляется в Европу, Латинскую Америку, Тихоокеанский регион, Австралию.
Лидер продаж — установка Фомм-Проф
Сертифицированная установка для производства пенобетона Фомм-Проф является абсолютным лидером продаж Российского рынка в данной сфере.
Установка очень надежная и проверена в долгой работе по всему миру. На установку получен сертификат соответствия, пенобетон производимый на установке Фомм-Проф удовлетворяет требованиям ГОСТ и тоже сертифицируется. (подробнее на странице сертификаты)
Благодаря высокой надежности, качеству и хорошему внешнему виду установка Фомм-Проф успешно применяется не только в России и СНГ, но и по всему миру.
Установка Фомм-Проф выпускается в 3 вариантах — для небольших производств до 20 куб.м. в сутки, для средних производств до 60 куб.м. в сутки и для автоматизированных заводов до 150 куб.м. в сутки (комплектация Фомм-Пуск).
Подробное описание установки для пенобетона Фомм-Проф
Комплекс Фомм-ПУСК — лучшее решение для производства пенобетона!
Комплекс Фомм-ПУСК используется для автоматизированного производства пенобетона и поставляется в 3 вариантах — от малого для стройплощадок и небольших производств, до крупного для стационарных заводов. Возможная производительность от 50 до 120 куб.м. пенобетона в смену.
Комплекс Фомм-ПУСК успешно применяется на множестве предприятий России и за рубежом.
Подробное описание комплекса Фомм-ПУСК
Новости об отгрузках и новинках
Посмотреть все новости >>
Мы отмечены дипломом за качественные автоматические линии пенобетона на крупнейшей строительной выставке России «13-я Международная строительная неделя».
www.ibeton.ru