2ПБ 13-1 п (ГОСТ 948-84) по стандарту: ГОСТ 948-84
увеличить изображение
Стандарт изготовления изделия: ГОСТ 948-84
Перемычки брусковые 2ПБ 13-1 п (ГОСТ 948-84) являютяся специальными элементами для перекрытия в жилых зданий или технических сооружений из кирпича различных проемов. Благодаря 2ПБ 13-1 п (ГОСТ 948-84) в такие проемы можно вставлять двери и окна без последствий обрушения конструкции. Железобетонные бруски используют при обустройстве ненесущих стен с целью создания надежных и долговечных конструкций.
Железобетонные элементы 2ПБ 13-1 п (ГОСТ 948-84) имеют специальные монтажные петли, что существенно облегчает их монтаж на объект. Прочность сооружения достигается путем воспринятия основных нагрузок на перемычки от вышерасположенных стен и прочих элементов, гарантируя тем самым надежность всего строения. Стоит отметить, что это абсолютно негорючие и экологически чистые изделия, поэтому применение в жилых домах полностью безопасно и экономически оправдано.
Стоит отметить, что это абсолютно негорючие и экологически чистые изделия, поэтому применение в жилых домах полностью безопасно и экономически оправдано.
1.Варианты написания маркировки.
Данные железобетонные брусковые перемычки 2ПБ 13-1 п (ГОСТ 948-84) маркируют согласно ГОСТ 948-84, согласно которому указывают порядковый номер группы, тип изделия и его размерные ряды. Марка может быть написана разными вариантами:
1. 2ПБ 13-1;
2. 2ПБ 13-1 п.
2.Основная сфера применения.
Брусковые перемычки 2ПБ 13-1 п (ГОСТ 948-84) применяют в гражданском и административном строительстве при обустройстве оконных и дверных проемов размером от 1,2 до 2, 8 метров. Стены из кирпича для данной марки перемычек должны иметь толщину не более 65 см. Перемычка рассчитана на то, чтобы воспринимать вес от вышерасположенных стен, кровельной конструкции, а также на нагрузки от собственного веса.
Железобетонные изделия рассчитываются также на работу под статическими и динамическими нагрузками при изгибающих и сжимающих деформациях. На перемычки 2ПБ 13-1 п (ГОСТ 948-84) опирание перекрытий не предусмотрено, при этом расчетная нагрузка составляет 400 кгс/м (данная нагрузка не рассчитана на работу в конструкции несущих стен). Таким образом, брусковая перемычка – это основная опора, используемая для укрепления стен в оконных и дверных проемах. При укладке брусков все швы заполняют цементным раствором.
Железобетонные элементы 2ПБ 13-1 п (ГОСТ 948-84) могут быть использованы в различных агрессивных средах. За счет того, что данные изделия изготовлены из армированного железобетона, их можно применять в условиях воздействия агрессивной среды, как сильный ветер, низкие температуры, а также с расчетной сейсмоактивностью до 7 баллов по шкале Рихтера.
3.Обозначение маркировки изделий.
Условная маркировка брусковой перемычки 2ПБ 13-1 п (ГОСТ 948-84) производится согласно ГОСТ 948-84 и включают обозначение, по которому можно определить тип изделия и его основные размерные группы, а также технические характеристики и основное предназначение.
Расшифровка 2ПБ 13-1 п (ГОСТ 948-84) включает в себя:
1. 2 – порядковый номер поперечного сечения бруска;
2. ПБ – перемычка брусковая;
3. 13 – размерная группа, расчетная длина, в дм.;
4. 1 – расчетная нагрузка в кн/м. В маркировке указывается с округлением до целого числа, для удобства написания;
5. Дополнительно могут быть указаны следующие параметры: «П» – наличие строповочных петель в изделии; «А» – анкерные выпуски, для крепления балконов; геометрический объем одного изделия – 0,0217 , объем бетона- 0,021 .
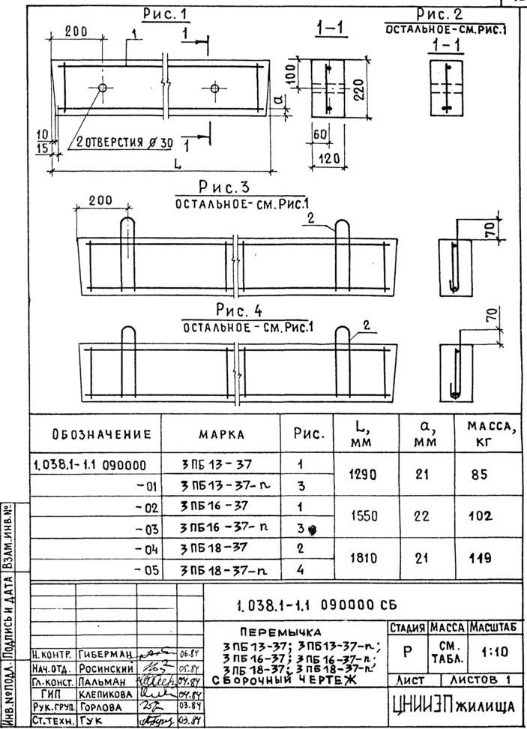
Перемычки 2ПБ 13-1 п (ГОСТ 948-84) имеет следующие габаритные размеры – 1290х120х140 , где соответственно указаны длина или номинальная высота изделия, ширина и высота (сечение прямоугольное). Маркировку наносят на боковые грани специальной краской и дополнительно указывают дату изготовления партии и массу изделия (54).
4.Материалы для изготовления и основные характеристики.
Основными материалами для изготовления
 Плотность такого бетона составляет порядка 2200-2500 кг/м3. Бетонная брусковая перемычка относится к разряду несгораемых конструкций, которые имеют предел огнестойкости в 1 час.
Плотность такого бетона составляет порядка 2200-2500 кг/м3. Бетонная брусковая перемычка относится к разряду несгораемых конструкций, которые имеют предел огнестойкости в 1 час.
Армируют железобетонные бруски 2ПБ 13-1 п (ГОСТ 948-84) горячекатаной или предварительно напряженной арматурой класса АIII диаметром 12 мм. Для этого изготавливается стальной каркас тип КР22 контактно-точечной сваркой. Это позволяет достичь примерно 70% нормируемой прочности бетона для изготовления железобетонных перемычек. Для удобства монтажа бруски имеют закладные детали или строповочные отверстия. Все элементы проходят антикоррозионную обработку.
5.Хранение и транспортировка.
Транспортировка перемычек 2ПБ 13-1 п (ГОСТ 948-84) производится при помощи спецтранспорта в контейнерах в уложенном горизонтальном положении. Во избежание растрескивания брусков, их прокладывают деревянными досками. Хранят изделия в штабелях высотой до 2,5 метров.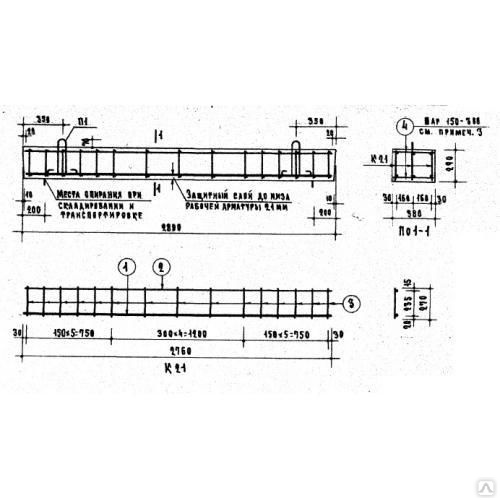 Прокладочный материал укладывается по концам перемычек.
Прокладочный материал укладывается по концам перемычек.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
| Наименование | ВЕС,кг | L,мм | B,мм | Н | Цена, руб | |
| балка №1 — 3000 | 420 | 3000 | 200 | 280 | договорная | |
| балка №1 — 3500 | 464 | 3500 | 200 | 280 | договорная | |
| балка №1 — 4000 | 516 | 4000 | 200 | 280 | договорная | |
| балка №1 — 4200 | 542 | 4200 | 200 | 280 | договорная | |
| балка №1 — 4500 | 581 | 4500 | 200 | 280 | договорная | |
| балка №1 — 4800 | 620 | 4800 | 200 | 280 | договорная | |
| балка №1 — 5000 | 646 | 5000 | 200 | 280 | договорная | |
| балка №1 — 5300 | 685 | 5300 | 200 | 280 | договорная | |
| балка №1 — 5500 | 711 | 5500 | 200 | 280 | договорная | |
| балка №1 — 5700 | 736 | 5700 | 200 | 280 | договорная | |
| балка №1 — 6000 | 776 | 6000 | 200 | 280 | договорная | |
| Наименование | ВЕС,кг | L,мм | B,мм | Н | Цена, руб | |
| В 1 ПБ (950*80*65) | 950 | 80 | 65 | 160 | ||
| В 1 ПБ (1150*80*65) | 1150 | 80 | 65 | 190 | ||
| В 1 ПБ (1300*80*65) | 1300 | 80 | 65 | 220 | ||
| В 1 ПБ (1600*80*65) | 1600 | 80 | 65 | 240 | ||
| Наименование | ВЕС,кг | L,мм | B,мм | Н | Цена, руб | |
| балка №2 — 4000*400*340 | 1290 | 4000 | 400 | 340 | договорная | |
| балка №2 — 4200*400*340 | 1355 | 4200 | 400 | 340 | договорная | |
| балка №2 — 4500*400*340 | 1453 | 4500 | 400 | 340 | договорная | |
| балка №2 — 4800*400*340 | 1550 | 4800 | 400 | 340 | договорная | |
| балка №2 — 5000*400*340 | 1615 | 5000 | 400 | 340 | договорная | |
| балка №2 — 5300*400*340 | 1712 | 5300 | 400 | 340 | договорная | |
| балка №2 — 5500*400*340 | 1777 | 5500 | 400 | 340 | договорная | |
| ОПТОВИКАМ СКИДКИ ОТ 3% ДО 10% | ||||||


 При необходимости изготовления балок, предназначенных для применения в сейсмически активных районах, технические требования указываются в заказе. Он должен соответствовать проектной документации на здание. Продукция для использования в агрессивных условиях также производится по индивидуальным требованиям заказчика.
При необходимости изготовления балок, предназначенных для применения в сейсмически активных районах, технические требования указываются в заказе. Он должен соответствовать проектной документации на здание. Продукция для использования в агрессивных условиях также производится по индивидуальным требованиям заказчика.
 К нему должен обязательно прилагаться паспорт качества каждого используемого изделия. Необходимо качественно готовить стены к монтажу, так как от их обустройства зависит здоровье, безопасность и жизнь людей, которые будут поживать в доме.
К нему должен обязательно прилагаться паспорт качества каждого используемого изделия. Необходимо качественно готовить стены к монтажу, так как от их обустройства зависит здоровье, безопасность и жизнь людей, которые будут поживать в доме.

 Округленные габариты продукции с маркировкой ПБ составляют:
Округленные габариты продукции с маркировкой ПБ составляют:
 0-78 и ГОСТ 12730.3-78 на серии образцов, изготовленных из бетонной смеси рабочего состава.
0-78 и ГОСТ 12730.3-78 на серии образцов, изготовленных из бетонной смеси рабочего состава.
 Для изготовления своими силами следует подготовить:
Для изготовления своими силами следует подготовить: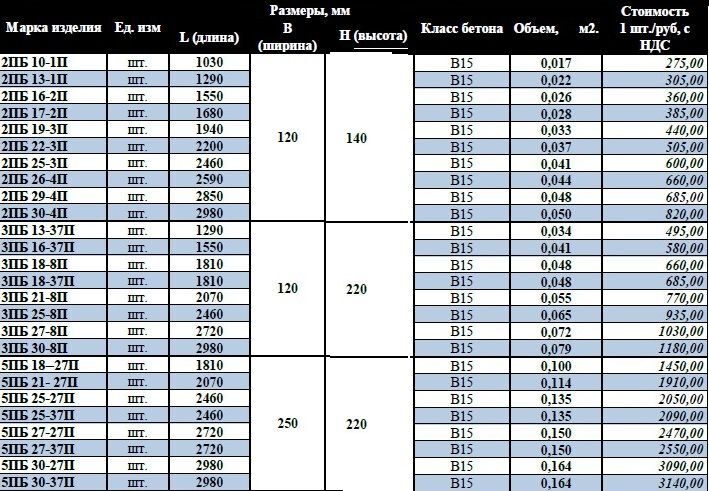







Пруток круглый ГОСТ 14955-77 / Auremo
ГОСТ 31622-2012 ГОСТ Р 54908-2012 ГОСТ 9045-93 ГОСТ 5210-82 ГОСТ 1577-93 ГОСТ 5949-75 Пруток круглый ГОСТ 14955-77 ГОСТ 803-81 ГОСТ Р 50328.1-92 ГОСТ 11268-76 ГОСТ 7350-77 ГОСТ 4041-71 ГОСТ 4986-79 ГОСТ 24982-81 ГОСТ 10885-85 ГОСТ 30208-94 ГОСТ Р 51395-99 ГОСТ Р 51396-99 ГОСТ Р 51393-99 ГОСТ Р 51397-99 ГОСТ Р 51394-99 ГОСТ 5582-75 ГОСТ 11269-76 ГОСТ 10702-78
- гост-14955-77.pdf (278,05 КиБ)
ГОСТ 14955-77
Круглый прокат ГОСТ 14955-77
Группа В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ КРУГЛАЯ КАЧЕСТВЕННАЯ СО СПЕЦИАЛЬНОЙ ПОВЕРХНОСТЬЮ
Технические условия
Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГСТ 11 5000
Дата введения 1979−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Всесоюзным научно-исследовательским институтом черной металлургии им. И. П. Бардин (ЦНИИЧМ)
ВВЕДЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН в обращение Постановлением Государственного комитета стандартов Совета Министров СССР от 02.09.77 N 2133
3. ВЗАМЕН ГОСТ 14950-69
4. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 9.014-78 | 6.2 |
| ГОСТ 166-89 | 5.2 |
| ГОСТ 1050-88 | 3,4 |
| ГОСТ 1414-75 | 3,4 |
| ГОСТ 1435-99 | 3,4 |
| ГОСТ 1763-68 | 5,5 |
| ГОСТ 2216-84 | 5.2 |
| ГОСТ 2789-73 | 3,2, 5,4 |
| ГОСТ 2991-85 | 6. 2 |
| ГОСТ 3282-74 | 6.2 |
| ГОСТ 3560-73 | 6.2 |
| ГОСТ 4543-71 | 3,4 |
| ГОСТ 5949-75 | 3,4 |
| ГОСТ 5950-2000 | 3,4 |
| ГОСТ 6009-74 | 6.2 |
| ГОСТ 6507-90 | 5.2 |
| ГОСТ 7502-98 | 5.2 |
| ГОСТ 7566-94 | 4.1, 4.6 |
| ГОСТ 8828-89 | 6.2 |
| ГОСТ 9569-79 | 6.2 |
| ГОСТ 10198-91 | 6.2 |
| ГОСТ 10396-84 | 6.2 |
| ГОСТ 14082-78 | 3,4 |
| ГОСТ 14253-78* | 6.2 |
| _______________ * Вероятно, ошибка оригинала. Следует читать ГОСТ 14253-76. — Обратите внимание на базу данных производителя. | |
| ГОСТ 15102-75 | 6.2 |
| ГОСТ 15846-79 | 6,5 |
| ГОСТ 18477-79 | 6.2 |
| ГОСТ 19265-73 | 3,4 |
| ГОСТ 20259-80 | 6.2 |
| ГОСТ 20779-88 | 6.2 |
| ГОСТ 21650-76 | 6.2 |
| ГОСТ 24597-81 | 6.2 |
| ГОСТ 24643-81 | 5.3 |
5. Ограничение действий, принимаемых Протоколом № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными 19 сентября85, март 1988 г. (ИУС 12-85, 6-88)
Настоящий стандарт распространяется на высококачественную круглую сталь диаметром от 0,20 до 50 мм со специальной отделкой поверхности. Специальная отделка поверхности достигается удалением поверхностного слоя.
1. КЛАССИФИКАЦИЯ
1.1. Классификация стали:
— качество обработки поверхности группы А, В, С, Г, Д, Е;
— прецизионное изготовление по качеству h5, h6, h7, h8, h9, h20, h21, h22;
— со ссылкой на материалы по адресу:
стержня,
бухты;
— в качестве материала:
термообработанный — Т,
нагаремоно — Н.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Диаметр стали и предельные отклонения по диаметру приведены в табл.1.
Таблица 1
В миллиметрах
| Диаметр стали | Пред. выключенный. диаметр стали качественный | |||||||
| ч5 | ч6 | ч7 | ч8 | ч9 | х20 | х21 | h22 | |
| 0,20; 0,25; 0,30 | — | -0,005 | -0,010 | -0,014 | -0,025 | — | — | — |
| 0,35; 0,40; 0,45; 0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95 | -0,006 | |||||||
| 1,00; 1,05; 1,10; 1,15; 1,20; 1,25; 1,30; 1,35; 1,40; 1,45; | -0,040 | -0,060 | ||||||
| 1,50; 1,55; 1,60; 1,65; 1,70; 1,75; 1,80; 1,85; 1,90; 1,95; 2,00; 2,05; 2,10; 2,15; 2,20; 2,25; 2,30; 2,35; 2,40; 2,45; 2,50; 2,55; 2,60; 2,65; 2,70; 2,75; 2,80; 2,85; 2,90; 2,95; 3,00 | — | -0,006 | -0,010 | -0,014 | ||||
| 3,10; 3,20; 3,30; 3,40; 3,50; 3,60; 3,70; 3,80; 3,90; 4,00; 4,10; 4,20; 4,30; 4,40; 4,50; 4,60; 4,70; 4,80; 4,90; 5,00; 5,10; 5,20; 5,30; 5,40; 5,50; 5,60; 5,70; 5,80; 5,90; 6,00 | -0,005 | -0,008 | -0,012 | -0,018 | -0,030 | -0,048 | -0,075 | -0,120 |
| 6,10; 6,20; 6,30; 6,40; 6,50; 6,60; 6,70; 6,80; 6,90; 7,00; 7,10; 7,20; 7,30; 7,40; 7,50; 7,60; 7,70; 7,80; 7,90; 8,00; 8,10; 8,20; 8,30; 8,40; 8,50; 8,60; 8,70; 8,80; 8,90; 9,00; 9,10; 9,20; 9,30; 9,40; 9,50; 9,60; 9,70; 9,80; 9,90; 10,00 | — | — | -0,015 | -0,022 | -0,036 | -0,058 | -0,090 | -0,150 |
| 10,25; 10,50; 10,75; 11,00; 11,25; 11,50; 11,75; 12,00; 12,25; 12,50; 12,75; 13,00; 13,25; 13,50; 13,75; 14,00; 14,50; 15,00; 15,50; 16,00; 16,50; 17,00; 18,00 | — | -0,027 | -0,043 | -0,070 | -0,110 | -0,180 | ||
| 18,50; 19,00; 19,50; 20,00; 21,00; 22,00; 23,00; 24,00; 25,00; 26,00; 27,00; 28,00; 29,00; 30,00 | -0,033 | -0,052 | -0,084 | -0,130 | -0,210 | |||
| 31,00; 32,00; 33,00; 34,00; 35,00; 36,00; 37,00; 38,00; 39,00; 40,00; 41,00; 42,00; 43,00; 44,00; 45,00; 46,00; 47,00; 48,00; 49,00; 50,00 | — | -0,062 | -0,100 | -0,160 | -0,250 | |||
Примечания:
1. По требованию потребителя допускается изготовление стали промежуточных диаметров с максимальным отклонением ближайшего к меньшему диаметру.
2. Стали классов h5, h6, h7 и h8 изготавливаются по согласованию между изготовителем и потребителем.
2.2. Овальность стали (разница между наибольшим и наименьшим диаметрами) одного и того же сечения не должна превышать половины предельных отклонений по диаметру.
Примечание. По согласованию с потребителем допускается изготовление стали класса h22 и h21 групп поверхности Г и Д с овальностью, не превышающей предельного отклонения по диаметру.
2.1, 2.2. (Измененная редакция, ред. N 2).
2.3. По требованию пользователя вырезается сечение (отклонение профиля от окружности) из стали диаметром 2 мм в т.ч. не должен превышать половины предельных отклонений по диаметру, а для диаметров св. 2 — мм предельного отклонения по диаметру.
2.4. Производство стали в прутках или рулонах. Рекомендуемые размеры и виды изделий в зависимости от отделки приведены в Приложении.
2.5. Брусья изготавливаются следующей длины:
— случайно:
| от 0,7 до 1,0 м | — | когда | диаметр | от 0,2 до 0,6 мм | вкл.; |
| от 1,0 до 1,5 м | « | « | сталь от 0,6 до 2,0 мм | « | |
| от 1,5 до 2,0 м | « | « | «от 2,0 до 3,0 мм | « | |
| от 1,9 до 3,5 м | « | « | «от 3,0 до 9,0 мм | « | |
| от 1,9 до 4,0 м | « | « | «9,0 мм; |
— размерные или многомерные (в пределах негабарита) предельные отклонения по длине +50 мм.
Примечания:
1. Допускается изготовление прутков длиной не менее 0,7 м, диаметром от 0,6 до 3,0 мм и не менее 1,0 м диаметром свыше 3,0 мм. укороченная Количество прутков не должно превышать 5% от массы партии.
2. По согласованию изготовителя и потребителя стали диаметром 10 мм и более изготавливает в прутках до 6 м в т.ч.
2.6. Стержни должны быть прямыми. Местная кривизна стержней диаметром до 30 мм, в т.ч. не должна превышать 1 м длины 0,5 мм и стержней диаметром более 30 мм для групп:
Г — 0,8 мм;
D — 1,0 мм.
2.7. Концы стержней должны быть обрезаны прямо, без изгибов и заусенцев. По требованию заказчика прутки диаметром 12 мм и более изготавливаются с фаской на одном конце.
Примеры условных обозначений
Сталь диаметром 5 мм, в прутках, группах, В, качество, h9, отожженная, марка 20С:
Пруток 5-х9-Т-20Н круглый пруток ГОСТ 14955-77
То же, в мотках, нагаребан:
Моток 5-В-х9-Н-20Х круглый прутковый ГОСТ 14955-77
Сталь диаметром 10 мм, прутки, группа Б, квалитет h8, термообработанная, марка У8:
Пруток 10-Б-х8-Т-У8 ГОСТ 14955-77
(Измененная редакция, ред. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Сталь изготавливается холоднодеформированной или термообработанной.
3.2. В зависимости от качества, шероховатости поверхности и глубины допустимых дефектов групповую отделку стали устанавливают в соответствии с табл.2.
Качество поверхности стали должно достигаться любым методом снятия поверхностного слоя (шлифование, точение, черновая обработка с последующей полировкой, обкатка и т.п.).
3.3. Обезуглероживание стали не допускается.
Примечание. Термически обработанная сталь после окончательной обработки поверхности может иметь частичное обезуглероживание. Правила, установленные соглашением между производителем и пользователем.
Таблица 2
| Группа обработки поверхности стали | Квалитет | Шероховатость поверхности по ГОСТ 2789 | Наименование допустимых дефектов поверхности | Максимальная глубина допустимых дефектов | |
| Параметр Ra , мкм, не более | Базовая длина, мм | ||||
| И | h5, h6, h7, h8, h9, h20 | 0,32 | 0,25 | Не разрешено | Не допускается |
| В | h6, h7, h8, h9, h20, h21 | 0,63 | 0,8 | ||
| В | h7, h8, h9, h20, h21 | 1,25 | |||
| Г | h8, h9, h20, h21 | 2,5 | Отдельные механические дефекты происхождение | ½ предельного отклонения для диаметра | |
| D | h9, h20, h21, h22 | — | — | Предельное отклонение Диаметр | |
| E | ч8, ч9 | Продольный риск | ½ предельного отклонения по диаметру | ||
Примечания:
1. Группа Е — дистанционные с предварительно нанесенным поверхностным слоем.
2. На стальной поверхности допускаются видимые следы предшествующей обработки при условии соблюдения норм шероховатости поверхности.
3. По согласованию с потребителем допускается изготовлять сталь группы А качеством h21.
(Измененная редакция, ред. № 2).
3.4. Химический состав, твердость, макроструктура или излом и отделка стали должны соответствовать требованиям ГОСТ 1050, ГОСТ 1414, ГОСТ 1435, ГОСТ 4543, ГОСТ 5949, ГОСТ 5950, ГОСТ 14082, ГОСТ 19265.
Сталь изготавливают из одной или нескольких нормализованных характеристики (механические свойства, твердость, испытание на горячем пироге, микроструктура, коррозионная стойкость) по вышеуказанным стандартам.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки ГОСТ 7566.
4.2. Стали принимать партии. Партия должна состоять из прутков или мотков одного размера, одной группы обработки поверхности, одной марки стали, одного состояния материала и требования потребителя — и одного купального костюма.
4.3. Для проверки качества стали из партии принято определять глубину обезуглероживания не менее двух прутков или мотков из партии; для определения шероховатости поверхности и огранки поперечных сечений пяти стержней или рулонов.
4.4. Контролируйте размер и внешний вид поверхности, подвергаемой воздействию всех стержней и катушек.
4.5. Шероховатость поверхности группы Г производитель проверяет периодически. Регулятор частоты задается производителем.
4.6. При неудовлетворительных результатах испытаний хотя бы по одному из показателей испытания проводят повторно по ГОСТ 7566.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Диаметр, форму и шероховатость поверхности стали измеряют на расстоянии не менее 25 мм от конца прутка или мотка.
5.2. Диаметр стержней измеряют микрометром по ГОСТ 6507, штангенциркулем по ГОСТ 2216, штангенциркулем по ГОСТ 166, рулеткой по ГОСТ 7502, кривизну щупа по нормативно-технической документации (НТД).
(Измененная редакция, ред. № 2).
5.3. Вырезают чек микрометром с призматической пятой ГОСТ 24643 или методом, согласованным между изготовителем и потребителем.
5.4. Шероховатость поверхности проверяют профилометрами, профилометрами, оптическими приборами или рабочими образцами в соответствии с требованиями ГОСТ 2789..
5.5. Глубину безоперационного слоя стали с содержанием углерода более 0,3 % определяют по ГОСТ 1763 на двух образцах, взятых из двух разных прутков или мотков партии.
5.6. Испытание на шероховатость и резку на пяти образцах, взятых из разных прутков или мотков партии.
5.7. Объем и методы контроля свойств, описанных в пункте 3.4, должны соответствовать требованиям стандартов на соответствующий сорт.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 со следующими дополнениями.
6.2. Сталь со специальной отделкой поверхности должна быть покрыта антикоррозионной смазкой (масла индустриальные 45, 20,-20А и 40А по ГОСТ 20799 и другие консервационные смазки или их смесь по ГОСТ 9. 014 или другой НТД; допускается нанесение смазок различного состава, обеспечивающего защиту металла от коррозии), завернутые в один или несколько слоев водонепроницаемой бумаги (по ГОСТ 8828,10396 ГОСТ и ГОСТ 9569* или НТД) или бумагу антикоррозионную по ГОСТ 16295 и упакованную в деревянные ящики типов I, II, III по ГОСТ 2991, типов III, IV, V ГОСТ 10198 или другой НТД, или холстопрошивную ткань ГОСТ 14 253**, ткань нетканая, лоскут притачной из упаковочных материалов отходов текстильной промышленности или других видов НТД, кроме тканей хлопчатобумажных и льняных.
______________
* На территории Российской Федерации ГОСТ 9569-2006;
** На территории РФ ГОСТ 14253-83. — Обратите внимание на базу данных производителя.
Габаритные размеры ящиков не должны превышать 400х500х6000 мм.
Упакованные в связки должны быть обвязаны проволокой (ГОСТ 3282 или другой НТД) или лентой (ГОСТ 3560, ГОСТ 6009 или другой НТД).
Изделия из коррозионно-стойкой стали защитной смазкой допускается не покрывать.
Прутки диаметром менее 3,0 мм упаковываются только в ящики при отправке в таре (ГОСТ 15102, ГОСТ 18477 и ГОСТ 20259) Прутки в ящиках упаковывают.
6.3. При отправке двух и более пакетов одному пользователю следует увеличить грузовое пространство в соответствии с требованиями ГОСТ 2459.7, ГОСТ 21650.
6.4. Масса грузового помещения с механизированной погрузкой и разгрузкой не должна превышать 5 тонн.
При ручной погрузке и выгрузке вес посылки (пакета) не должен превышать 80 кг.
6.5. Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, осуществляется по ГОСТ 15846*.
_______________
* На территории Российской Федерации ГОСТ 15846-2002. — Обратите внимание на базу данных производителя.
6.6. Тяги транспортируют транспортными средствами всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными Минтрансом.
6. 7. Батончики должны храниться в сухом месте, на воздухе без агрессивных компонентов.
Раздел 6. (Измененная редакция, ред. N 1).
ЗАЯВЛЕНИЕ (ссылка). Рекомендуемые размеры и виды изделий в зависимости от отделки
APP
Артикул
| Группа обработки поверхности сталь | Диаметр, мм | Продукт |
| А, В, С | От 0,6 до 5,0 вкл. | Стержни |
| СВ. от 5,0 до 20 вкл. | Прутки, бухты | |
| G | 2,0−5,0 вкл. | Стержни |
| От 20 до 50 вкл. | ||
| СВ. от 5,0 до 20 вкл. | Прутки, бухты | |
| D | От 5,0 до 20,0 вкл. | Прутки, бухты |
| СВ. от 20 до 50 вкл. | Стержни | |
| E | От 0,2 до 0,4 вкл. | Стержни |
| От 0,4 до 0,6 вкл. | Прутки, бухты, бухты | |
| СВ. от 0,6 до 0,95 вкл. | Катушки, катушка |
Страница не найдена – Властелин колец Rings of Power на Amazon Prime News, JRR Tolkien, The Hobbit и многое другое
Похоже, в этом месте ничего не найдено. Может попробовать одну из ссылок ниже или поиск?
Искать:Наиболее часто используемые категории
- Хоббит (4868)
- Хоббит Фильм (4268)
- событий (3398)
- Властелин колец (4108)
- Фильмы LotR (3168)
- болельщиков (2013)
- Товары (1976)
- Толкин (1399)
- Старые главные новости (21,978)
- Старые специальные репортажи (3840)
Архивы
Попробуйте поискать в месячных архивах. 🙂
Archivesselect Месяц марта 2023 г. , февраль 2023 г. Январь 2023 г., декабрь 2022 г., ноябрь 2022 г., октябрь 2022 года. 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 Декабрь 2020 Ноябрь 2020 Октябрь 2020 Сентябрь 2020 Август 2020 Июль 2020 Июнь 2020 Май 2020 Апрель 2020 Март 2020 Февраль 2020 Январь 2020 Декабрь 2019Ноябрь 2019 г. Октябрь 2019 г. Сентябрь 2019 г. август 2019 г., июль 2019 г., июнь 2019 г., май 2019 г., апрель 2019 г. Март 2019 г. Февраль 2019 г., январь 2019 г. Декабрь 2018 г., ноябрь 2018 г., октябрь 2018 г., сентябрь 2018 г., август 2018 г., июль 2018 г., июнь 2018 г., май 2018 апрель 2018 г. Март 2018 г. Февраль 2018 г. Январь 2018 г. Декабрь 2018 г. Ноябрь 2017 г. Октябрь 2017 г. Сентябрь 2017 г. Август 2017 г., июль 2017 г., июнь 2017 г., май 2017 г., апрель 2017 г. Март 2017 г. Февраль 2017 г. Январь 2017 г. Декабрь 2016 г., ноябрь 2016 г., октябрь 2016 г. Сентябрь 2016 г., август 2016 г., июль 2016 г., июнь 2016 г., май 2016 г., апрель 2016 г. Март 2016 г., Февраль 2016 г., январь 2016 г. Декабрь 2015 г. Ноябрь 2015 г. Октябрь 2015 г. Сентябрь 2015 г. август 2015 г., июль 2015 г., июнь 2015 г., май 2015 г., апрель 2015 г. Март 2015 г., февраль 2015 г. Январь 2015 г. Декабрь 2014 г., ноябрь 2014 г., октябрь 2014 г. Сентябрь 2014 г., август 2014 г., июль 2014 г., июнь 2014 г., май 2014 г. Апрель 2014 г. Март 2014 г. Февраль 2014 г. Январь 2014 г. Декабрь 2013 г. Ноябрь 2013 г. Октябрь 2013 г. Сентябрь 2013 г. Август 2013 г., июль 2013 г., июнь 2013 г., май 2013 г., апрель 2013 г. Март 2013 г. Февраль 2013 г. Январь 2013 г. Декабрь 2012 г., ноябрь 2012 г., октябрь 2012 г. 2012 г., август 2012 г., июнь 2012 г., июнь 2012 г., май 2012 г., апрель 2012 г. Март 2012 г., февраль 2012 г., январь 2012 г., декабрь 2011 г., ноябрь 2011 г., Октябрь 2011 г., 2011 г., 2011 г., июль, июль, июль. 2011 Июнь 2011 Май 2011 Апрель 2011 Март 2011 Февраль 2011 Январь 2011 Декабрь 2010 Ноябрь 2010 Октябрь 2010 Сентябрь 2010 Август 2010 Июль 2010 Июнь 2010 Май 2010 Апрель 2010 Март 2010 Февраль 2010 Январь 2010 Декабрь 2009Ноябрь 2009 г. , октябрь 2009 г., сентябрь 2009 г. Август 2009 г., июнь 2009 г., июнь 2009 г., май 2009 г., апрель 2009 г. Март 2009 г. Февраль 2009 г., январь 2009 г. Декабрь 2008 г., ноябрь, октябрь 2008 г., сентябрь 2008 г., август 2008 г., июль 2008 г., июнь 2008 г., май 2008 г., апрель 2008 г. Март 2008 г. Февраль 2008 г., январь 2008 г., декабрь 2007 г., ноябрь 2007 г. 2007 г. Октябрь 2007 г. Сентябрь 2007 г. август 2007 г., июль 2007 г., июнь 2007 г., май 2007 г., апрель 2007 г., март 2007 г., февраль 2007 г., январь 2007 г., декабрь 2006 г., ноябрь 2006 г., октябрь 2006 г., сентябрь 2006 г., август 2006 г., июль 2006 г., июнь 2006 г., май 2006 г. Апрель 2006 г. Март 2006 г. Февраль 2006 г. Январь 2006 г. Декабрь 2005 г. Ноябрь 2005 г. 2005 г. 2005 г. Сентябрь 2005 г. август 2005 г., июль 2005 г., июнь 2005 г., май 2005 г., апрель 2005 г., март 2005 г., февраль 2005 г. Январь 2005 г. Декабрь 2004 г., ноябрь 2004 г., октябрь 2004 г., сентябрь 2004 г., август 2004 г., июль 2004 г., июнь 2004 г., май 2004 г.