Чем отличается автоклавный газобетон от неавтоклавного
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье.
Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу.
По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ.
Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор.
Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Что такое автоклавирование и для чего оно нужно?
Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191оС) – позволяет получить материал с такими свойствами, какие невозможно получить в обычных условиях. Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит.
Автоклавный газобетон и неавтоклавные материалы принципиально различаются по целому ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, автоклавный газобетон превосходит их по всем показателям.
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона
Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.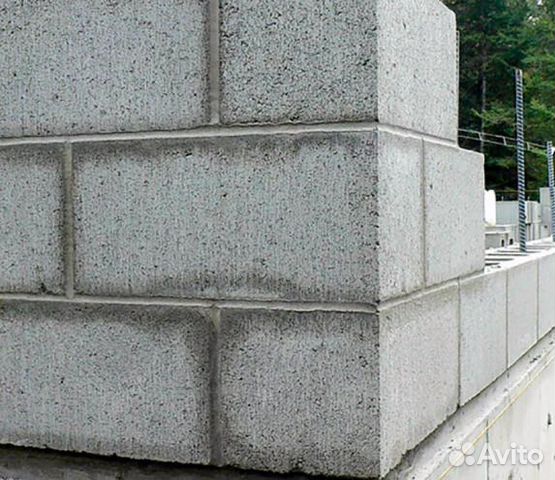
Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
2. Прочность
Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т.к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления
Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4. Однородность
При производстве автоклавного газобетона газообразование происходит одновременно во всем объеме материала. Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело.
5. Усадка при высыхании
Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию.
Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич.
Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят.
К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
6.
 Экологичность
ЭкологичностьАвтоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени.
Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
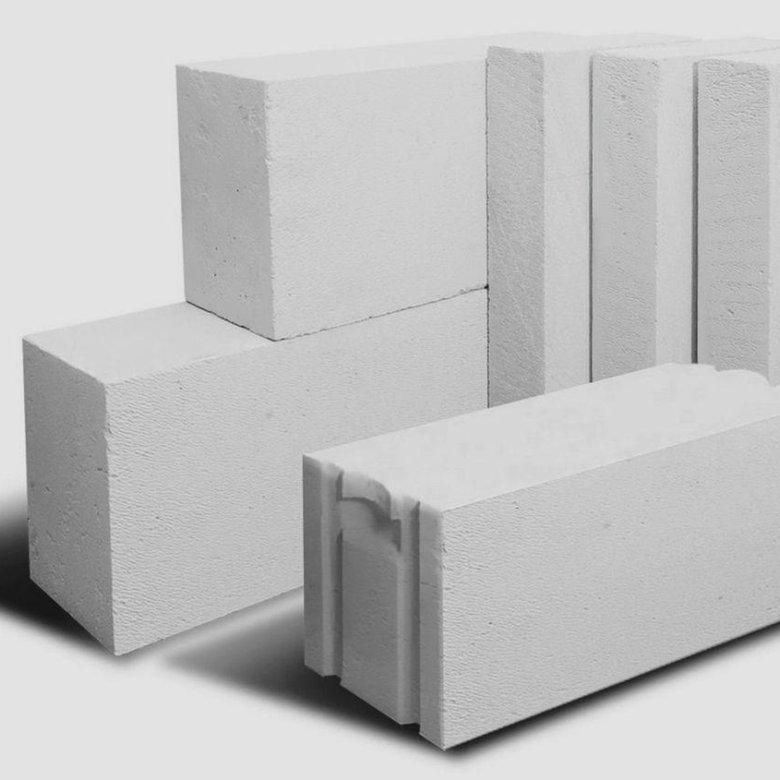
7. Геометрия
Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года).
Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
- — увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
- — увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
- — образуются мостики холода из-за толстых растворных швов
- — требуется трудоемкое выравнивание вертикальной поверхности стен
- — расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
- — увеличивается толщина и трудоемкость отделочных работ
- — снижается прочность кладки
8.
 Теплоизоляционные свойства
Теплоизоляционные свойстваПлотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500. Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Подведем итоги
- — Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.
- — Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
- — Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
- — Автоклавный газобетон не дает усадки в процессе эксплуатации.
- — Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
- — Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
- — Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.

Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.
Автоклавный и неавтоклавный газобетон — АлтайСтройМаш
Вы обязательно должны выделить несколько минут своего времени, чтобы прочитать эту важную статью. Сегодня мы расскажем вам всю правду об автоклавном и неавтоклавном газобетоне (а точнее, о его производстве):
— Почему неавтоклавное производство с каждым годом становится все популярнее?
— Чем отличается автоклавный газобетон от неавтоклавного?
— Почему сроки окупаемости бизнеса на производстве неавтоклавного газобетона как минимум в 20 раз меньше, чем на автоклавном производстве?
— Почему неавтоклавное производство намного выгоднее для производителей?
Итак, что лучше: автоклавный или неавтоклавный газобетон? Читайте нашу статью, и вы все узнаете!
1. Технология производства
Технология производства
Основной компонент автоклавного газобетона – известь, которая затвердевает только при особой обработке. Для этого используются автоклавы – герметично закрывающиеся аппараты, в которых поддерживается постоянная температура (180-200С) и давление (12-14 атм). Твердение автоклавных газоблоков происходит в течение 12 часов.
Основной компонент невтоклавного газобетона – цемент, который смешивается с наполнителем (песок, зола уноса ТЭЦ, доломитовая мука и др.) и газообразователем (алюминиевая пудра/паста). Для затвердевания таких газобетонных блоков необходимо добиться температуры всего 40-60С (для этого используются простые прогревочные камеры). Необходимое время для набора первоначальной прочности – 6-10 часов.
2. Стоимость
Для запуска автоклавного производства потребуются огромные финансовые вложения. Например, минимальная стоимость китайского оборудования – 1 500 000 долларов. При этом стоит учитывать тот факт, что вам вряд ли будет оказана полноценная техподдержка.
Например, минимальная стоимость китайского оборудования – 1 500 000 долларов. При этом стоит учитывать тот факт, что вам вряд ли будет оказана полноценная техподдержка.
Если рассматривать качественное оборудование от немецких производителей, то стоимость линии с производительностью 200 кубометров газобетона в сутки составит примерно более 6 000 000 долларов!
Линию для производства неавтоклавного газобетона можно купить в 50 раз дешевле. Это стоимость оборудования с максимальной производительностью – 200 кубометров в сутки. А стоимость линии с минимальной производительностью сравнима с ценами на бытовую технику.
Цены на автоклавный и неавтоклавный газобетон примерно одинаковые. Поэтому при несоизмеримых затратах на оборудование зарабатывать вы будете столько же!
3. Сроки изготовления оборудования
Если вы хотите организовать бизнес «здесь и сейчас», то автоклавное производство – точно не для вас. Сроки изготовления автоклавного оборудования – минимум 1 год (а в среднем – 1,5 года) после официального заключения сделки.
Сроки изготовления автоклавного оборудования – минимум 1 год (а в среднем – 1,5 года) после официального заключения сделки.
Срок изготовления и поставки оборудования по производству неавтоклавного газобетона в среднем составляет 10-30 дней.
4. Затраты на электроэнергию
Энергозатраты на автоклавном производстве в десятки раз больше. К примеру, мощность электродвигателя шаровой мельницы – около 100 кВт, а это обязательное оборудование на автоклавном производстве. А теперь представьте, сколько энергии нужно, чтобы поддерживать в автоклавах температуру до 200 градусов и давление до 14 атмосфер!
Энергозатраты на неавтоклавном производстве минимальны:
— Электропитание основного оборудования: от 4 до 15 кВт (зависит от типа оборудования).
— Нагрев воды до 50-60С.
— Нагрев прогревочной камеры до 40-60С (требуется только поддержание температуры).
5. Сроки окупаемости бизнеса
Учитывая все предыдущие пункты, приходим к логичному заключению: бизнес по производству автоклавного газобетона окупится минимум через 5-10 лет!
Срок окупаемости бизнеса по производству неавтоклавных газоблоков составляет всего 5-6 месяцев!
Отличия автоклавного и неавтоклавного газобетона: есть или нет?
Мы рассмотрели основные различия бизнеса по производству автоклавного и неавтоклавного газобетона. Переходим к подведению итогов!
1. Автоклавный и неавтоклавный газобетон должны отвечать требованиям одного и того же ГОСТа.
2. Соответственно, при соблюдении технологии производства на выходе мы получим одинаковые по характеристикам материалы.
3. Самое интересное, что после отделки многие не могут отличить дома, построенные из автоклавного и неавтоклавного газобетона. Единственное отличие – цвет блоков; прочностные характеристики будут идентичны.
А какой бизнес выберете вы?
Подобрать оборудование
Чем отличается автоклавный газобетон от неавтоклавного газобетона?
08.03.2018 4 комментария Газобетон – один из самых экономичных, доступных и надежных продуктов для возведения стен, он сочетает в себе лучшие свойства дерева и камня. Газобетон или керамика состоят из цемента, кварцевого песка, всех видов газовых агентов (алюминиевых порошков или паст), в некоторых случаях гипса и извести. Сначала необходимые материалы смешиваются с водой. Затем эта смесь загружается в специально разработанные формы, в которых в результате соединения газовых агентов и воды появляется водород, способствующий образованию пор. Объем смеси резко увеличивается. После застывания этого состава происходит процесс нарезки на готовые изделия необходимого размера и закалки их в автоклавах для придания жесткости. В чем принципиальные отличия? Автоклавный газобетон и неавтоклавные материалы принципиально различаются по ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, то автоклавный газобетон превосходит их по всем параметрам. Основным преимуществом газобетонных блоков является простота и удобство их обработки. Они легко сверлят и пилят. Гвозди можно спокойно забивать. Единственный материал, которому он не уступает по удобству – это дерево . Основой блоков является минеральное сырье, поэтому они относятся к категории негорючих материалов, препятствуют распространению огня, устойчивы к развитию плесени и микроорганизмов, а также не гниют. Стоимость строительства зданий из газобетонных бетонных блоков меньше, чем из каменного или керамического кирпича . Благодаря хорошим теплоизоляционным свойствам при использовании газобетонных изделий снижаются затраты на дополнительное утепление, экономятся затраты на отопление, создается благоприятная атмосфера в помещении. Зимой сохраняется тепло, а летом дом не перегревается. Долговечность , звукоизоляция , экологичность экологичность — все эти свойства имеют газобетонные или керамические блоки. При правильном монтаже здания срок его эксплуатации может составить 75-100 лет. Также обладает паропроницаемостью, позволяет создать микроклимат в помещении, в котором не наблюдается чрезмерной сухости или влажности. Газобетон автоклавный изготавливается только в крупносерийном производстве и доставляется на строительную площадку в виде готовых блоков. Неавтоклавные материалы также значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при той же плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза меньше, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут производить строительные блоки с плотностью ниже D600 , потому что эти блоки совсем не обладают прочностью, и их нельзя использовать в строительстве. Подробнее: Преимущества использования индивидуального конструктора домов | АвторНапишите что-нибудь о себе. Не надо фантазировать, просто обзор. Архивы март 2018 г. КатегорииВсе Новостная лента |

 Этому способствуют более низкие цены на газоблоки, их легкость (возможность снизить затраты при закладке фундамента).
Этому способствуют более низкие цены на газоблоки, их легкость (возможность снизить затраты при закладке фундамента). Производство автоклавного газобетона в кустарных условиях невозможно, так как необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Производство автоклавного газобетона в кустарных условиях невозможно, так как необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Математическое моделирование и экспериментальное обоснование процесса газовыделения при производстве неавтоклавного ячеистого бетона
. 3 апреля 2022 г .; 15 (7): 2642.
дои: 10.3390/ma15072642.
Евгений М Щербань 1 , Стельмах Сергей А 1 , Бескопыльный Алексей 2 , Левон Р Маилян 3 , Бесарион Месхи 4 , Анатолия Шуйского 5 , Никита Бескопыльный 6 , Наталья Доценко 5
Принадлежности
- 1 Кафедра инженерной геологии, оснований и фундаментов, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.

- 2 Кафедра транспортных систем, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 3 Дорожно-дорожный факультет Донского государственного технического университета, 344003 Ростов-на-Дону, Россия.
- 4 Кафедра безопасности жизнедеятельности и охраны окружающей среды, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 5 Кафедра технологического проектирования и экспертизы в строительстве, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 6 Кафедра аппаратной и программной инженерии, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.

- PMID: 35407974
- PMCID:
PMC
61
- DOI: 10.3390/ma15072642
Бесплатная статья ЧВК
Щербань Евгений М и соавт. Материалы (Базель). .
Бесплатная статья ЧВК
. 3 апреля 2022 г .; 15 (7): 2642.
дои: 10.3390/ma15072642.
Авторы
Щербань Евгений М 1 , Стельмах Сергей А 1 , Бескопыльный Алексей 2 , Левон Р Маилян 3 , Бесарион Месхи 4 , Анатолий Шуйский 5 , Никита Бескопыльный 6 , Наталья Доценко 5
Принадлежности
- 1 Кафедра инженерной геологии, оснований и фундаментов, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.

- 2 Кафедра транспортных систем, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 3 Дорожно-дорожный факультет Донского государственного технического университета, 344003 Ростов-на-Дону, Россия.
- 4 Кафедра безопасности жизнедеятельности и охраны окружающей среды, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 5 Кафедра технологического проектирования и экспертизы в строительстве, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- 6 Кафедра аппаратной и программной инженерии, Донской государственный технический университет, 344003 Ростов-на-Дону, Россия.
- PMID: 35407974
- PMCID:
PMC
61
- DOI: 10.3390/ma15072642
Абстрактный
Широкое использование газобетона в строительстве привело к появлению множества видов и составов. Однако дополнительные исследования должны восполнить теоретические пробелы в явлении газовыделения при формировании структуры газобетона. На основе теоретического анализа и экспериментальных исследований в статье предложена математическая модель процесса набухания, основанная на физико-химических закономерностях конвекции и молекулярной диффузии водорода из смеси и условиях набухания, осаждения и стабилизации смеси. Предложен усовершенствованный способ изготовления газобетона, заключающийся во введении предварительно гидратированного в течение 20-30 мин цемента в состав газобетонной смеси и обеспечивающий улучшение газоудерживающей способности и повышенное набухание смеси, снижение средней плотность газобетона до 29% и улучшение теплозащитных свойств до 31%. При этом наблюдается небольшая динамика снижения прочностных свойств газобетона, что подтверждается повышенным коэффициентом конструктивной добротности (КСК) до 13 %. В результате получен газобетон, отвечающий требованиям экологичности и обладающий улучшенными механическими и физическими характеристиками. Экономическая эффективность заключается в снижении себестоимости производства газобетона и строительства в целом примерно на 15%.
Предложен усовершенствованный способ изготовления газобетона, заключающийся во введении предварительно гидратированного в течение 20-30 мин цемента в состав газобетонной смеси и обеспечивающий улучшение газоудерживающей способности и повышенное набухание смеси, снижение средней плотность газобетона до 29% и улучшение теплозащитных свойств до 31%. При этом наблюдается небольшая динамика снижения прочностных свойств газобетона, что подтверждается повышенным коэффициентом конструктивной добротности (КСК) до 13 %. В результате получен газобетон, отвечающий требованиям экологичности и обладающий улучшенными механическими и физическими характеристиками. Экономическая эффективность заключается в снижении себестоимости производства газобетона и строительства в целом примерно на 15%.
Ключевые слова: газобетон; средняя плотность; пенообразователь; отравление газом; припухлость; теплопроводность.
Заявление о конфликте интересов
 w3.org/1999/xlink» xmlns:mml=»http://www.w3.org/1998/Math/MathML» xmlns:p1=»http://pubmed.gov/pub-one»> Авторы заявляют об отсутствии конфликта интересов.
w3.org/1999/xlink» xmlns:mml=»http://www.w3.org/1998/Math/MathML» xmlns:p1=»http://pubmed.gov/pub-one»> Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Структурно-логическая блок-схема…
Рисунок 1
Структурно-логическая блок-схема учебного плана.
фигура 1Структурно-логическая блок-схема учебного плана.
Рисунок 2
Образцы ( и ) и…
Рисунок 2
Образцы ( а ) и устройство ( б ) для испытания газобетона…
фигура 2 Образцы ( а ) и устройство ( б ) для испытания газобетона на теплопроводность.
Рисунок 3
Устройство для записи параметров…
Рисунок 3
Прибор для регистрации параметров газовыделения и набухания газобетона…
Рисунок 3Прибор для регистрации параметров газовыделения и набухания газобетонных смесей ПГВ-2А: ( а ) фото; ( б ) принципиальная схема ПГВ-2А; ( c ) Схема соединения нагревательного элемента и мешалки реакционной емкости.
Рисунок 3
Устройство для записи параметров…
Рисунок 3
Прибор для регистрации параметров газовыделения и набухания газобетона…
Рисунок 3 Прибор для регистрации параметров газовыделения и набухания газобетонных смесей ПГВ-2А: ( а ) фото; ( б ) принципиальная схема ПГВ-2А; ( c ) Схема соединения нагревательного элемента и мешалки реакционной емкости.
Рисунок 4
Кинетика набухания…
Рисунок 4
Кинетика набухания газобетонной смеси (моделирование): 1–6 – номера опытов.
Рисунок 4Кинетика набухания газобетонной смеси (моделирование): 1–6 – номера опытов.
Рисунок 5
Кинетика структурообразования…
Рисунок 5
Кинетика структурообразования межпорового вещества газобетонной смеси (сплайн…
Рисунок 5 Кинетика структурообразования межпорового вещества газобетонной смеси (сплайновая аппроксимация): ( a ) предельное напряжение сдвига; ( b ) пластическая вязкость; ( c ) прочность пластика.
Рисунок 6
Влияние предварительной гидратации…
Рисунок 6
Влияние предварительной гидратации вяжущего на реологические характеристики…
Рисунок 6Влияние предварительной гидратации вяжущего на реологические характеристики межпорового материала (1 — беспористая смесь контрольного состава; 2 — беспористая смесь на предварительно гидратированном вяжущем): ( а ) предельное напряжение сдвига; ( b ) пластическая вязкость; ( c ) пластическая прочность.
Рисунок 7
Кинетика ( a )…
Рисунок 7
Кинетика ( a ) набухания смеси; ( b ) газодиффузионный…
Рисунок 7 Кинетика ( a ) набухания смеси; ( б ) газодиффузионный из смеси, с предварительно гидратированным цементом.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Оценка жизненного цикла автоклавной аэрированной золы-уноса и производства бетонных блоков: тематическое исследование в Китае.
Ши Ю, Ли Ю, Тан Ю, Юань С, Ван Ц, Хун Дж, Цзо Дж. Ши Ю и др. Environ Sci Pollut Res Int. 201926 сентября (25): 25432-25444. doi: 10.1007/s11356-019-05708-8. Epub 2019 23 июня. Environ Sci Pollut Res Int. 2019. PMID: 31309421
Влияние структуры пор на теплопроводность и механические свойства автоклавного газобетона.
Чен Г, Ли Ф, Цзин П, Гэн Дж, Си З. Чен Г и др. Материалы (Базель). 2021 11 января; 14 (2): 339. дои: 10.3390/ma14020339. Материалы (Базель). 2021. PMID: 33440871 Бесплатная статья ЧВК.

Переработка отходов порошка автоклавного газобетона в портландцемент методом ускоренной карбонизации.
Цинь Л., Гао С. Цинь Л. и др. Управление отходами. 2019 15 апреля; 89: 254-264. doi: 10.1016/j.wasman.2019.04.018. Epub 2019 12 апр. Управление отходами. 2019. PMID: 31079738
Обзор анаэробного реактора с восходящим потоком воздуха.
Бал А.С., Дхагат Н.Н. Бал А.С. и соавт. Индийская компания J Environ Health. 2001 г., апрель; 43 (2): 1-82. Индийская компания J Environ Health. 2001. PMID: 12397675 Обзор.
Критический обзор свойств и применения бетона на основе серы.
Федюк Р.
 , Мугахед Амран Ю.Х., Мосаберпанах М.А., Даниш А., Эль-Зеадани М., Клюев С.В., Ватин Н.
Федюк Р. и соавт.
Материалы (Базель). 2020 22 октября; 13 (21): 4712. дои: 10.3390/ma13214712.
Материалы (Базель). 2020.
PMID: 33105753
Бесплатная статья ЧВК.
Обзор.
, Мугахед Амран Ю.Х., Мосаберпанах М.А., Даниш А., Эль-Зеадани М., Клюев С.В., Ватин Н.
Федюк Р. и соавт.
Материалы (Базель). 2020 22 октября; 13 (21): 4712. дои: 10.3390/ma13214712.
Материалы (Базель). 2020.
PMID: 33105753
Бесплатная статья ЧВК.
Обзор.
Посмотреть все похожие статьи
Цитируется
Будущие тенденции в передовых материалах и процессах.
Визуряну П. Визуряну П. Материалы (Базель). 2022 21 сентября; 15 (19): 6554. дои: 10.3390/ma15196554. Материалы (Базель). 2022. PMID: 36233886 Бесплатная статья ЧВК.
использованная литература
- Шарафутдинов Э., Шон К.-С., Чжан Д., Чунг К.-В., Ким Дж., Багитова С. Число морозостойкости для оценки морозостойкости и оттаивания неавтоклавных газобетонов, содержащих грунт гранулированный доменный Шлак и микрокремнезем.
 Материалы. 2019;12:4151. дои: 10.3390/ma12244151.
—
DOI
—
ЧВК
—
пабмед
Материалы. 2019;12:4151. дои: 10.3390/ma12244151.
—
DOI
—
ЧВК
—
пабмед
- Шарафутдинов Э., Шон К.-С., Чжан Д., Чунг К.-В., Ким Дж., Багитова С. Число морозостойкости для оценки морозостойкости и оттаивания неавтоклавных газобетонов, содержащих грунт гранулированный доменный Шлак и микрокремнезем.
- Ван К.-Л., Ни В., Чжан С.-К., Ван С., Гай Г.-С., Ван В.-К. Приготовление и свойства ячеистого бетона автоклавного твердения с использованием угольной пустой породы и железорудных хвостов. Констр. Строить. Матер. 2016; 104:109–115. doi: 10.1016/j.conbuildmat.2015.12.041. — DOI
- Cai L.
 , Ma B., Li X., Lv Y., Liu Z., Jian S. Механические и гидратационные характеристики автоклавного ячеистого бетона (AAC), содержащего хвосты железа: влияние содержания и крупности. Констр. Строить. Матер. 2016; 128:361–372. doi: 10.1016/j.conbuildmat.2016.10.031.
—
DOI
, Ma B., Li X., Lv Y., Liu Z., Jian S. Механические и гидратационные характеристики автоклавного ячеистого бетона (AAC), содержащего хвосты железа: влияние содержания и крупности. Констр. Строить. Матер. 2016; 128:361–372. doi: 10.1016/j.conbuildmat.2016.10.031.
—
DOI
- Cai L.
- Пэн Ю., Лю Ю., Чжан Б., Сюй Г. Приготовление автоклавного ячеистого бетона с использованием графитовых отходов в качестве альтернативного источника кремнезема. Констр. Строить. Матер. 2021;267:121792. doi: 10.1016/j.conbuildmat.2020.121792. — DOI
- Рафиза А.

- Рафиза А.