Система маркировки сталей и сплавов
Производимые в мире стали и сплавы имеют достаточно широкий сортамент. Однако до настоящего времени не существует единой системы маркировки сталей и сплавов, которая могла бы применяться во всем мире.
В России и в странах СНГ принята разработанная раннее в СССР буквенно-цифровая система обозначения марок сталей и сплавов, где согласно ГОСТу, буквами условно обозначаются названия элементов и способов выплавки стали, а цифрами — содержание элементов. Буквенные обозначения применяются также для указания способа раскисления стали «КП — кипящая сталь, ПС — полуспокойная сталь, СП — спокойная сталь». Существуют определенные особенности обозначения для разных групп сталей конструкционных, строительных, инструментальных, нержавеющих и др. Общими для всех обозначениями являются буквенные обозначения легирующих элементов: Н — никель, Х — хром, К — кобальт, М — молибден, В — вольфрам, Т — титан, Д — медь, Г — марганец, С — кремний.
Конструкционные стали обыкновенного качества нелегированные (ГОСТ 380-94) обозначают буквами СТ., например СТ. 3. Цифра стоящая после букв, условно обозначает, процентное содержание углерода стали.
Конструкционные нелегированные качественные стали (ГОСТ 1050-88) обозначают двузначным числом, указывающим на среднее содержание углерода в стали (например, СТ. 10).
Качественные стали для производства котлов и сосудов высокого давления согласно (ГОСТ 5520-79) обозначают как конструкционные нелегированные стали, но с добавлением буквы К (например, 20К).
Конструкционные легированные стали, согласно ГОСТ 4543-71, обозначают буквами и цифрами. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится. Качественные дополнительные показатели пониженное содержание примесей типа серы и фосфата обозначаются буквой — А или Ш, в конце обозначения, например (12 Х НЗА, 18ХГ-Ш) и т.
Стали строительные, согласно ГОСТ 27772-88, обозначают буквой С и цифрами, соответствующими минимальному пределу текучести стали. Дополнительно применяют обозначения: Т — термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.
Стали подшипниковые, согласно ГОСТ 801-78, обозначаются также как и легированные, но с буквой Ш в конце наименования. Следует заметить, что для сталей электрошлакового переплава буква Ш обозначается через тире, (например, ШХ 15, ШХ4-Ш).
Стали инструментальные нелегированные, согласно ГОСТ 1435-90 делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (например, У7, У8, У10) и высококачественные, обозначаемые дополнительной буквой А в конце наименования (например, У8А) или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (например, У8ГА).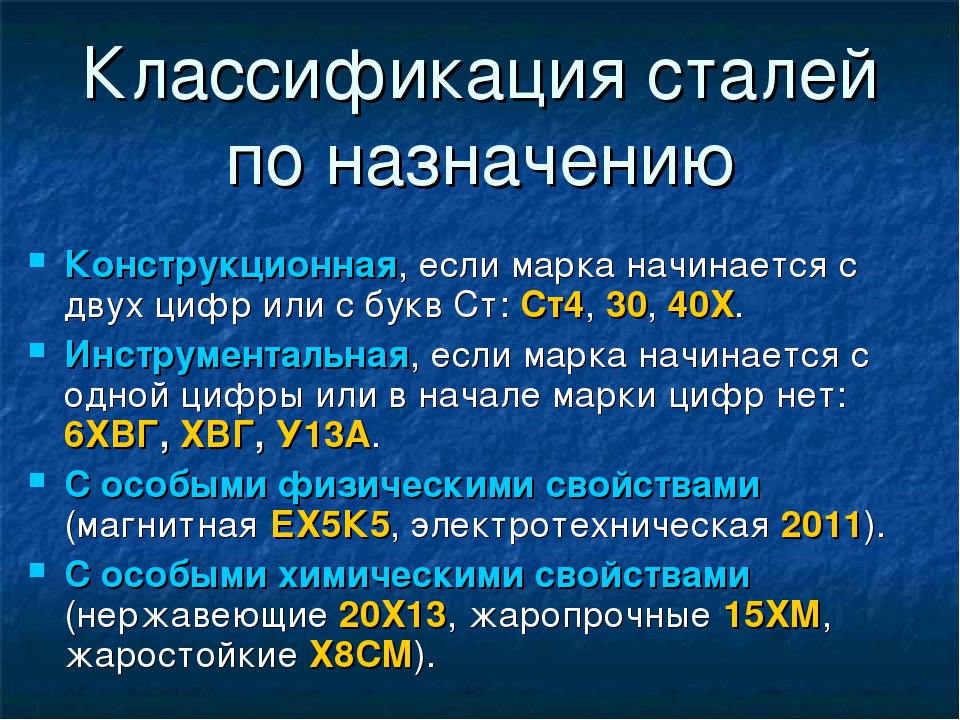
Стали инструментальные легированные, согласно ГОСТ 5950-73, обозначаются также как и конструкционные легированные (например, 4Х2В5МФ и т. п.).
Стали быстрорежущие в своем обозначении имеют букву Р (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама, а затем буквы и цифры, определяющие массовое содержание элементов. Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).
Стали нержавеющие стандартные, согласно ГОСТ 5632-72, маркируют буквами и цифрами по принципу, принятому для конструкционных легированных сталей (например, 08Х18Н10Т или 16Х18Н12С4ТЮЛ).
Стали нержавеющие, нестандартные опытных партий обозначают буквами — индексами завода производителя и порядковыми номерами. Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», ДИ — сталям выплавки завода «Днепроспецсталь», например, ЭИ-435, ЧС-43 и др. Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», ДИ — сталям выплавки завода «Днепроспецсталь», например, ЭИ-435, ЧС-43 и др. Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Маркировка сталей и сплавов
Новости
8
апреля 2022
СПЕЦПРЕДЛОЖЕНИЕ!!!
Продажа листов Д16АТ 1х1200х3000(мм) — 1030руб/кг. Продажа листов Д16Т 20х1200х3000(мм) — 610 руб/кг.
Подробнее
Все новости
Наличие широкого сортамента выпускаемых сталей и сплавов, изготавливаемых в различных странах, обусловило необходимость их идентификации, однако до настоящего времени не существует единой системы маркировки сталей и сплавов, что создает определенные трудности для металлоторговли.
Так в России и в странах СНГ (Украина, Казахстан, Белоруссия и др.) принята разработанная раннее в СССР буквенно-цифровая система обозначения марок сталей и сплавов, где согласно ГОСТу, буквами условно обозначаются названия элементов и способов выплавки стали, а цифрами — содержание элементов.
Европейская система обозначений стали, регламентирована стандартом EN 100 27. Первая часть этого стандарта определяет порядок наименования сталей, а вторая часть регламентирует присвоение сталям порядковых номеров.
В Японии наименование марок стали, как правило, состоит из нескольких букв и цифр. Буквенное обозначение определяют группу, к которой относится данная сталь, а цифры – ее порядковый номер в группе и свойство. В США существует несколько систем обозначения металлов и их сплавов. Это объясняется наличием нескольких организаций по стандартизации, к ним относятся АMS, ASME, ASTM, AWS, SAE, ACJ, ANSI, AJS. Вполне понятно, что такая маркировка требует дополнительного разъяснения и знания при торговле металлом, оформлении заказов и т. п.
п.
До настоящего времени международные организации по стандартизации не выработали единую систему маркировки сталей. В связи с этим существуют разночтения, приводящие к ошибкам в заказах и как следствие нарушения качества изделий.
Мы хотим сообщить читателям нашей информации краткие сведения о маркировке сталей в наиболее промышленно-развитых странах поставщиках металла на мировой рынок.
Россия и страны СНГ
В России и странах СНГ принята буквенно-цифровая система, согласно которой цифрами обозначается содержание элементов стали, а буквами — наименование элементов. Буквенные обозначения применяются также для указания способа раскисления стали «КП — кипящая сталь, С – полуспокойная сталь, П – спокойная сталь».
Существуют определенные особенности обозначения для разных групп сталей конструкционных, строительных, инструментальных, нержавеющих и др.
Общими для всех обозначениями являются буквенные обозначения легирующих элементов:
Н — никель, Х- хром, К — кобальт, М- молибден, В -вольфрам , Т-титан, Д — медь, Г- марганец, С- кремний.
- Конструкционные стали обыкновенного качества нелегированные (ГОСТ 380-94) обозначают буквами СТ., например СТ. 3. Цифра стоящая после букв, условно обозначают, процентное содержание углерода стали (КП, ПС, СП, причем буквы СП обычно не проставляют).
- Конструкционные нелегированные качественные стали (ГОСТ 1050-88) обозначают двузначным числом, указывающим на среднее содержание углерода в стали (например, СТ. 10).
- Качественные стали для производства котлов и сосудов высокого давления согласно (ГОСТ 5520-79) обозначают как конструкционные нелегированные стали, но с добавлением буквы К (например, 20К).
- Конструкционные легированные стали согласно (ГОСТ 4543-71) обозначают буквами и цифрами. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится.

- Литейные конструкционные стали согласно (ГОСТ 977-88) обозначаются как качественные и легированные, но в конце наименования ставят букву Л.
- Стали строительные согласно (ГОСТ 27772-88) обозначают буквой С и цифрами, соответствующими минимальному пределу текучести стали. Дополнительно применяют обозначения: Т – термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.
- Стали подшипниковые, согласно (ГОСТ 801-78) , обозначаются также как и легированные, но с буквой Ш в конце наименования. Следует заметить, что для сталей электрошлакового переплава буква Ш обозначается через тире, (например, ШХ 15, ШХ4-Ш).
- Стали инструментальные нелегированные согласно (ГОСТ 1435-90) делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (например, У7, У8, У10) и высококачественные, обозначаемые дополнительной буквой А в конце наименования (например, У8А) или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (например, У8ГА).

- Стали инструментальные легированные, согласно (ГОСТ 5950-73), обозначаются также как и конструкционные легированные (например, 4Х2В5МФ и т. п.).
- Стали быстрорежущие в своем обозначении имеют букву Р, (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама, а затем буквы и цифры , определяющие массовое содержание элементов. Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).
- Стали нержавеющие стандартные согласно (ГОСТ 5632-72), маркируют буквами и цифрами по принципу, принятому для конструкционных легированных сталей, (например, 08Х18Н10Т или 16Х18Н12С4ТЮЛ). Стали нержавеющие, нестандартные опытных партий обозначают буквами- индексами завода производителя и порядковыми номерами.
 Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», ДИ- сталям выплавки завода «Днепроспецсталь», например, ЭИ-435, ЧС- 43 и др. Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами, (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», ДИ- сталям выплавки завода «Днепроспецсталь», например, ЭИ-435, ЧС- 43 и др. Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами, (например, 13Х18Н10-ВИ), что означает вакуумно-индукционная выплавка.
Лазерная маркировка и гравировка стали
Лазерная маркировка — это постоянное решение для идентификации и отслеживания стальных заготовок. Вы можете положиться на волоконные лазеры для маркировки всех типов металлических сплавов, таких как анодированная сталь, углеродистая сталь, сталь для штампов и нержавеющая сталь. Лазерная маркировка может использоваться для маркировки матричных кодов данных, серийных номеров, штрих-кодов и логотипов на стальных заготовках. Общие примеры:
Общие примеры:
|
|
В зависимости от ваших требований вы можете маркировать сталь, используя различные процессы лазерной маркировки, такие как лазерное травление, лазерная гравировка и лазерный отжиг. Все эти лазерные процессы обеспечивают высокую контрастность и высокое качество маркировки. Каждый из них точно настроен в соответствии с конкретными потребностями, такими как высокая скорость маркировки или маркировка, которая может выдерживать такие обработки поверхности, как дробеструйная обработка, электронное покрытие и термообработка.
Спросите эксперта
Лазерная технология для промышленного применения
Отсутствие расходных материалов и низкие эксплуатационные расходы
Управление расходными материалами и техническое обслуживание слишком распространены в промышленных приложениях. С помощью лазерной маркировки вы можете избавиться от механических компонентов, которые изнашиваются. Вам не понадобятся расходные материалы, такие как чернила, кислота и булавки. Вы можете уменьшить шум в торговом зале.
С помощью лазерной маркировки вы можете избавиться от механических компонентов, которые изнашиваются. Вам не понадобятся расходные материалы, такие как чернила, кислота и булавки. Вы можете уменьшить шум в торговом зале.
Лазерная маркировка бесконтактная , не имеет движущихся частей и не требует расходных материалов . Кроме того, он полностью автоматизирован, а значит, операторы не нужны. Благодаря лазерной технологии у сотрудников остается больше времени для других задач.
Устойчивая и постоянная маркировка
Чтобы быть постоянной, маркировка должна выдерживать промышленные процессы, применяемые к детали. Благодаря лазерной технологии метки устойчивы к таким поверхностным обработкам, как дробеструйная обработка и электронное покрытие. Таким образом, процесс маркировки может быть реализован в начале производственной линии, что позволяет выполнять современные требования по отслеживаемости.
Лазерная маркировка постоянно генерирует высококонтрастные коды. В отличие от точечной маркировки и струйной печати, читаемость ваших кодов со временем не ухудшается. Считыватели штрих-кодов смогут сканировать ваши коды, несмотря ни на что.
В отличие от точечной маркировки и струйной печати, читаемость ваших кодов со временем не ухудшается. Считыватели штрих-кодов смогут сканировать ваши коды, несмотря ни на что.
Быстрая лазерная маркировка
Вы не хотите, чтобы процесс маркировки был узким местом на вашей производственной линии. Вот как наши волоконные лазерные системы могут идти в ногу с производственными линиями:
- Вы можете получить мощность лазера до 500 Вт для высокоскоростных приложений.
- Наши специалисты по лазерам точно настраивают лазерный процесс для каждого применения.
- Наши лазеры самые быстрые на рынке.
Правильная лазерная технология для вашего приложения маркировки
Чтобы выбрать правильную лазерную технологию, вам необходимо проанализировать ваше приложение для маркировки. Лазерное травление, лазерная гравировка и лазерный отжиг используются для различных целей. Вот основные отличия одной лазерной технологии от другой.
Для высокоскоростного лазерного травления
Чтобы процесс маркировки плавно интегрировался в вашу производственную линию, маркировка должна выполняться как можно быстрее. Самым быстрым процессом лазерной маркировки является лазерное травление. Лазерное травление влияет только на поверхность материала, такого как анодированное покрытие. Благодаря мгновенному изменению шероховатости поверхность становится сильно контрастной с высокими и низкими неровностями. Вам не нужно беспокоиться об изменении свойств материала. Изменения происходят только в микромасштабе.
Для высокоскоростных приложений вам нужен процесс лазерного травления.
Лазерная гравировка наиболее стойких меток
Иногда маркировки на поверхности недостаточно для постоянной гравировки металла. Если у вас суровые промышленные условия, вам нужен метод глубокой гравировки. Это необходимо для того, чтобы идентификаторы, расположенные на металлической поверхности, оставались читаемыми. Типичными примерами использования этого метода являются стальные штампы, используемые в алюминиевой экструзионной промышленности. Или отметки, которые должны выдерживать последующую обработку, такую как дробеструйная обработка.
Типичными примерами использования этого метода являются стальные штампы, используемые в алюминиевой экструзионной промышленности. Или отметки, которые должны выдерживать последующую обработку, такую как дробеструйная обработка.
Для наиболее стойких меток вам понадобится лазерный гравировальный станок. Но чем больше глубина гравировки, тем дольше процесс лазерной гравировки. Вам нужно будет обсудить с лазерным экспертом, чтобы настроить процесс лазерной гравировки в соответствии с вашими потребностями.
Для маркировки сплавов нержавеющей стали
Различные типы металлов имеют разные характеристики и, следовательно, разные требования к лазеру. Чтобы сохранить устойчивость к ржавчине, нержавеющая сталь должна быть отожжена лазером. Прочтите нашу страницу о маркировке нержавеющей стали, чтобы узнать о преимуществах этого лазерного процесса.
Решения для лазерной маркировки
Вы можете купить лазерные станки или лазерные системы. Лазерные машины представляют собой полностью интегрированные решения для лазерной маркировки, в то время как лазерные системы должны быть интегрированы интегратором в более широкую структуру.
Волоконные лазерные станки
Лазерные станки представляют собой полностью интегрированные решения для лазерной маркировки. Это каркасы, которые дают жизнь лазерным системам. Будучи полностью интегрированными, они гарантируют 100% безопасность в соответствии с международными стандартами безопасности. Все наши лазерные станки готовы к интеграции в вашу производственную линию. Никаких дополнительных мер безопасности вам не потребуется.
Посетите нашу страницу о лазерных станках, чтобы узнать, какие из них мы можем предложить.
Системы волоконной лазерной маркировки
В то время как лазерные машины являются стандартными решениями для большинства производственных линий, вы можете приобрести систему волоконной лазерной маркировки, если хотите настроить интеграцию вашего решения для лазерной маркировки.
Посетите нашу страницу о лазерных системах, чтобы узнать больше о том, что мы можем предложить.
Лазерная маркировка металла и стали | Материал
Лазерная маркировка на металле — это бесконтактный процесс, не требующий дополнительной предварительной или последующей маркировки.
Лазерная маркировка чрезвычайно эффективна на металлах , где легко добиться самых разных результатов. Лазерная маркировка , а также лазерная гравировка, чистая и точная.
Лазерные маркеры для металлов используют наиболее эффективную технологию промышленной гравировки в наличии.
Лазерные маркеры не повреждают металл , а полученная маркировка устойчива к кислотам и агрессивным химическим веществам. Кроме того, лазерные маркировочные машины помогают оптимизировать время производства.
Лазерная маркировка нержавеющей стали
Лазерная маркировка стали и нержавеющая сталь l используется как в качестве метода отслеживания , так и для эстетической маркировки логотипов и графики .
Лазер гарантирует несмываемую маркировку, которая не теряет качества со временем.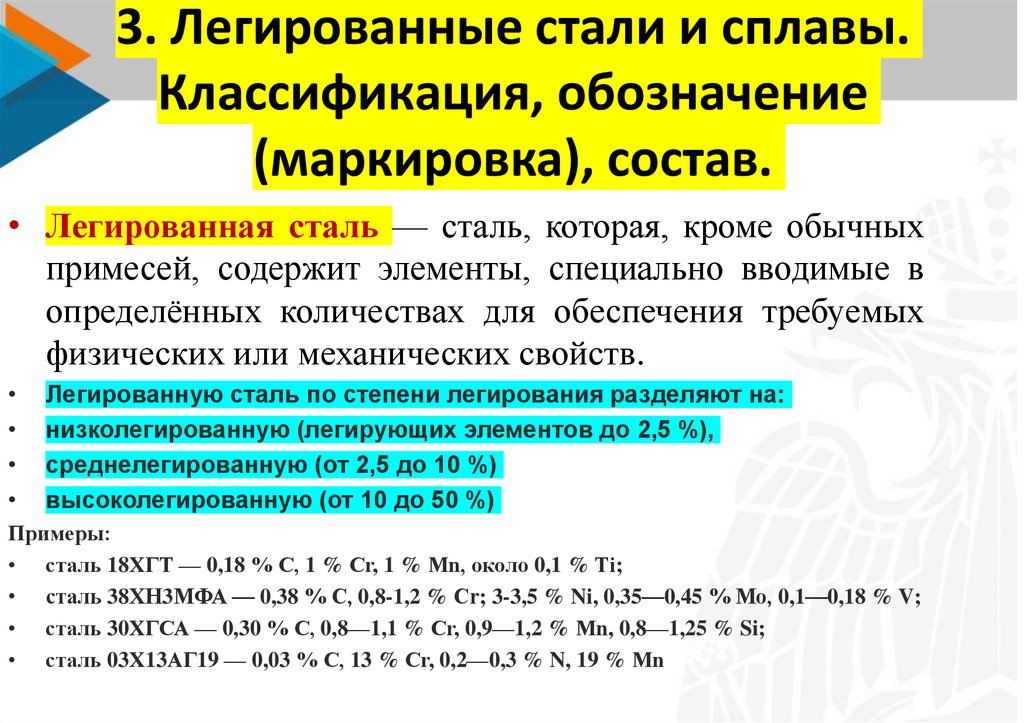 Независимо от того, используете ли вы традиционный волоконный лазер или его варианты MOPA и пикосекунды, мы гарантируем получение высококонтрастной маркировки.
Независимо от того, используете ли вы традиционный волоконный лазер или его варианты MOPA и пикосекунды, мы гарантируем получение высококонтрастной маркировки.
Лазерная маркировка стали также является инструментом, который все чаще используется в мире бытовой техники и смесителей. Это связано с тем, что в последние годы он достиг очень высокого уровня эстетической точности и высокой устойчивости к коррозионным агентам, которым подвергаются эти продукты
Волоконные лазеры и лазеры MOPA
Волоконные лазеры предлагает лучшую лазерную технологию для маркировки металла. Они идеально подходят для лазерной маркировки , микрообработки и резки любого типа металла или сплава. Они также отлично подходят для гравировки окрашенного металла и металла с обработанной поверхностью, например, анодированного алюминия. Волоконные лазеры можно использовать в стандартной версии или в версии MOPA (переменный импульс). Лазеры MOPA повышают универсальность и дают высококачественные результаты на более широком диапазоне материалов.
Лазеры MOPA обладают теми же преимуществами, что и традиционные волоконные лазеры, а именно:
- Нулевое обслуживание
- Долговечность
- Воздушное охлаждение
Хотите узнать о решениях LASIT для вашей отрасли?
Скачайте каталог и запросите бесплатную консультацию с одним из наших специалистов.
Афганистан +93Аляска +1Албания +355Алжир +213Американское Самоа +684Андорра +376Ангола +244Ангилья +1 264Антарктическая Австралия +67210-1-2Антигуа и Барбуда +1 268Аргентина +54Армения +374Аруба +297Асенсион +247Австралия +61Австрия +43Азербайджан +994Багамы +1 242Бахрейн +973Бангладеш +880Барбадос +1 246Беларусь +375Бельгия +32Белиз +501Бенин +229Бермуды +1 441Бутан +975Боливия +591Босния и Герцегов ina +387Ботсвана +267Бразилия +55Бруней +673Болгария +359Буркина-Фасо +226Бурунди + 257Камбоджа +855Камерун +237Канада +1Кабо-Верде +238Каймановы острова +1 345Центральноафриканская Республика +236Чад +255Чили +56Китай +86Колумбия +57Коморские острова +269Конго +242Кук +682Коста-Рика +506Хорватия +385Куба +53Кипр +357Чехия ch Республика +420Демократическая Республика Конго +243Дания + 45Диего Гарсия +246Джибути +253Доминика +1 767Доминиканская Республика +1Эквадор +593Египет +20Сальвадор +503Эритрея +291Эстония +372Эфиопия +251Фолклендские острова +500Фарерские острова +298Фиджи +679Финляндия +358Франция +33Французская Гайана +594Французская Полинезия +689Габон +241Гамбия +220Грузия +995Германия +49G hana +233Гибралтар +350Великобритания +44Греция +30Гренландия +299Гренада + 1 473Гваделупа +590Гуам +671Гватемала +502Гвинея +224Гвинея-Бисау +245Гвинея Экваториальная +240Гайана +592Гаити +509Гондурас +504Гонконг +852Венгрия +36Исландия +354Индия +91Индонезия +62Иран +98Ирак +964I Реландия +353Израиль +972Берег Слоновой Кости +225Ямайка +1 876Япония +81Иордания +962Казахстан +996Кения +254Кирибати +686Корея, Север +850Кувейт +965Кыргызстан +996Лаос +856Латвия +371Ливан +961Лесото +266Либерия +231Ливия +2 18Лихтенштейн +423Литва +370Люксембург +352Макао +853Македония +389Мадагаскар +261Малави + 265Малайзия +60Мальдивы +960Мали +223Мальта +356Марианские острова +670Маршалловы острова +692Мартиника +596Мавритания +222Маврикий +230Мексика +52Молдова +373Монако (Княжество) +377Монголия +976Монсеррат +1 664Марокко +21 2Мозамбик +258Намибия +264Непал +977Нидерланды (Голландия) +31Нидерландские Антильские острова +599Новая Каледония +687Новая Зеландия +64Никарагуа +505Нигерия +234Ниуэ +683Норфолкские острова +672Норвегия +47Оман +968Пакистан +92Палау +680Панама +507Папуа-Новая Гвинея +675Парагвай +595Перу + 51Филиппины +63Полинезия +48Португалия +351Пуэрто-Рико + 1 787Катар +974Реюньон (Франция) +262Румыния +40Российская Федерация +7Руанда +250Сент-Хелена +290Сент-Китс и Невис +1869Сент-Люсия +1758Сен-Пьер и Микелон +508Сент-Винсент +1784Сан-Томе и Принсипи +239Саудовская Аравия +966Сенегал +221Сейшельские острова +248Сьерра-Леоне +232Сингапур +65Словакия +421Словения + 386Соломоновы острова +677Сомали +252Южная Африка +27Южная Корея +82Испания +34Шри-Ланка +94Судан +249Свазиленд +268Швеция +46Швейцария +41Sy ria +963Тайвань +886Таджикистан +737Танзания +255Таиланд + 66Того +228Тонга +676Тринидад и Тобаго +1 868Тунис +216Турция +90Туркменистан +993Тёркс и Кайкос +1 649Тувалу +688Уганда +256Украина +380ОАЭ +971Уругвай +598Узбекистан +998Вануату +678Венесуэла +5 8Вьетнам +84Виргинские острова (GBR) +1 284Виргинские острова ( США) +1 340Уоллис и Футуна +681Западное Самоа +685Йемен +967Югославия +381Замбия +260Зимбабве +263США +1
Область применения
АвтомобилестроениеЛитейное производствоБытовая техникаКраныОлеодинамикаВоенная промышленностьМедицинские инструментыРежущие инструментыРекламаМода и аксессуарыЮвелирные изделияЭлектроматериалыДеревоДругое
Компания
Какой у вас коммерческий отдел?
ЗакупкиГенеральный директорПродажиТехнологические разработкиТехническое обслуживаниеПроизводствоЛазерный отделИсследования и разработкиРазработка программного обеспеченияОбеспечение качестваДругое
Как скоро вы планируете приобрести лазерный маркер?
Менее двух месяцев Более двух месяцев Еще не определено Смотрю из любопытства
Какой бюджет вы выделили на лазерный маркер?
От 20 000 до 30 000 евроБолее 30 000 евроНе определено
Отправляя эту форму, вы принимаете нашу Политику конфиденциальности.
MOPA волокно Системы лазерной гравировки также имеют дополнительные преимущества для лазерной маркировки на пластмассах и на металлах .
Они могут наносить цветную маркировку на сталь и черную маркировку на анодированный алюминий.
Лазерная маркировка из источника MOPA менее подвержена коррозии из-за ограниченной теплопередачи, а кромки с лазерной гравировкой меньше обгорают.
Лазеры MOPA производят высококонтрастных лазерных меток на пластике . Контроль длительности импульса означает более равномерную лазерную маркировку без выгорания .
Лазеры MOPA соответствуют стандартам качества, производства, эстетики и безопасности, предъявляемым к автомобильной, гидравлической, бытовой и медицинской промышленности.
Однако традиционные волоконные лазеры по-прежнему производят очень высококачественные метки на натуральном алюминии или отливках под давлением.
Узнайте, почему наши клиенты выбирают нас
Процессы лазерной маркировки
Существует несколько процессов, которые можно применять к металлам, включая поверхностную лазерную маркировку , глубокую лазерную гравировку и отжиг .
Отжиг
Отжиг — это когда лазерная маркировка окисляет поверхность металла, нагревая его локально.
В процессе отжига поверхность металла остается однородной. Это происходит потому, что лазерная маркировка предполагает только нагрев, а не удаление материала.
Окисленный слой обычно черного цвета, но может принимать разные цвета в зависимости от температуры нагретого слоя.
Глубина цвета варьируется от 20 до 30 мкм.
Поверхностная лазерная маркировка
Поверхность лазерная маркировка создает маркировку глубиной всего несколько микрон. Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии.
Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии.
Поверхностная лазерная маркировка также быстрее, чем глубокая лазерная гравировка.
Глубокая лазерная гравировка
В отличие от лазер маркировка , которая создает расплавленные канавки, лазер гравировка испаряет материал за несколько миллисекунд для создания постоянной маркировки.
Deep Laser Гравировка также служит дольше. Рекомендуется, когда маркированный компонент подвергается дополнительным процессам, таким как пескоструйная обработка для литья под давлением.
Какой металл
подходит для лазерной маркировки?
Наиболее распространенные металлы для лазерная маркировка являются:
- Нержавеющая сталь
- Алюминий
- Анодированный алюминий
- Легированные стали
- Быстрорежущей стали
- Сверхскоростная сталь
- Титан или титановые сплавы
- Карбиды
- Латунь
- Медь
- Драгоценные металлы (например, серебро, золото)
- Металлы с покрытием
Лазерная маркировка металла для отслеживания
Металл является наиболее распространенным материалом, используемым в индустрии лазерной маркировки . Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике и медицинской промышленности .
Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике и медицинской промышленности .
Лазерная маркировка является идеальной технологией для удовлетворения требований прослеживаемости, когда необходима маркировка идентификационных кодов, таких как QR-коды и коды DataMatrix .
LASIT лазерные маркеры используйте наше фирменное программное обеспечение FlyCAD для создания универсальных кодов. Программное обеспечение простое в использовании и автоматически управляет данными путем прямого подключения к системе MES-ERP клиента.
Лазерные маркеры LASIT также могут быть интегрированы с системой внутреннего зрения для проверки и сортировки маркированных кодов. Единая станция в производственной цепочке обеспечивает отслеживаемость продукта благодаря передовой автоматизации и опыту.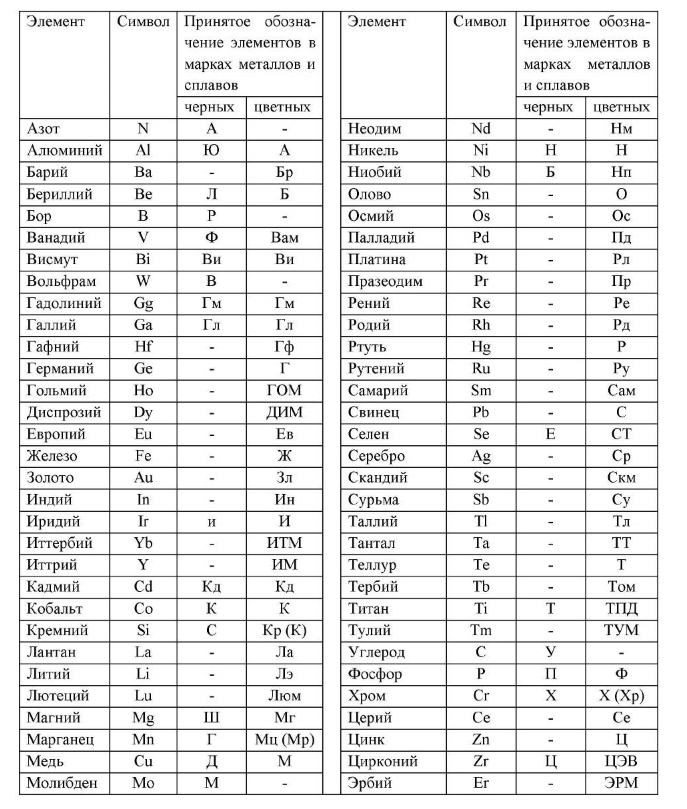
Разница между лазерной маркировкой и лазерной гравировкой на металлах
Все методы лазерной маркировки и лазерной гравировки имеют одну общую черту: лазерный луч является импульсным, высвобождая энергию через определенные промежутки времени. Разница заключается в скорости и межстрочном интервале, которые определяют расстояние между каждым импульсом.
В лазере маркировка , лазер плавит материал путем нагрева и изменяет структуру поверхности, создавая постоянный код или маркировку.
Лазер Гравировка , с другой стороны, испаряет материал. Лазерный луч проникает глубже в поверхность и удаляет верхние слои путем сублимации — прямого перехода из твердого состояния в газообразное.
Лазерная маркировка и гравировка — одно и то же?
Эта разница не очевидна для многих, но для специалистов по лазерной маркировке она очень важна.
- Лазерная гравировка рекомендуется для компонентов, подвергающихся риску износа или деградации из-за условий окружающей среды, или подвергающихся обработке поверхности после нанесения маркировки.
- Лазерная гравировка занимает больше времени, чем лазерная маркировка, потому что она проникает глубже.
- В то время как лазерная маркировка воздействует только на поверхность материала, лазерная гравировка требует полной сублимации материала и создания канавок. Поэтому лазер должен быть достаточно мощным, чтобы испарить материал за несколько миллисекунд, а маркируемый материал должен иметь соответствующую температуру сублимации, поэтому глубокая гравировка не всегда возможна.
Лазерная гравировка
Лазерная МАРКИРОВКА
Компания
Продукция
КОНТАКТЫ
- 800 821 577
- Запросить демо
- Информация: [электронная почта защищена]
- Поддержка: [электронная почта защищена]
- Карта сайта
LASIT Sistemi e Tecnologie Elettrottiche S.