Балка Двутавровая | Металлобаза сортового металлопроката УкрМИНПРОМ
Балка двутавровая или двутавр — изделие из металла, с профилем, сечение которого напоминает букву «Н». Размеры варьируют от 4 м до 12 м. Материалом производства двутавровых балок является низколегированная и углеродистая сталь, параметры описаны в государственном стандарте.
Двутавровые балки имеют отличия по толщине стали и углу наклона полок, относительно внутреннего ребра жесткости. Полки имеют особую маркировку, которую можно найти в нормах и стандартах. Пример: буква «У» — обозначается узко-полочная балка. Балки нормальные обозначаются «Б», широкополочные — «Ш». Колонные балки имеют обозначение — «К».
Прочность балки зависит от определенных ее характеристик:
- Длина балки;
- Форма поперечного сечения;
- Площадь сечения;
- Материал изготовления балки;
- Способ фиксации балки.
Классификация двутавровых балок:
- Маркировка «Б» — нормальная балка:
- Высота ребра от 10 до 60 сантиметров;
- Толщина полок значительно больше, тем самым выполняется компенсация усилия на ребро;
- Наклон внутренних граней горизонтальных полок 16%;
- Максимальная длина достигает 19 метров.
- Маркировка «Ш» — широкополочная балка:
- Отношение ширины полок к высоте балочных профилей от 0,4 до 0,6;
- Высота профиля балки достигает до 1 метра;
- Чтобы придать двутаврам жесткость к нагрузкам колонные профили более широкие;
- Максимальная длина профиля — 24 метра.
- Маркировка «К» — колонная балка:
- Высокая степень прочности;
- Значительный вес.
Купить двутавровую балку высокого качества, по приемлемым ценам, вы можете обратившись в «УКРМИНПРОМ», одному из наиболее надежных поставщиков металлопродукции в Днепре и Киеве.
Балки специальные ГОСТ 19425-74
В зависимости от уклона граней балка может быть:
- Обычной — уклон грани 6 — 12 % ;
- Специальной.
Балка двутавровая стальная, имеющая уклон 12 % предназначена для того, чтобы обустраивать конструкции подвесных путей. Имеются другие специальные изделия для путей подвесных, помогающие создавать абсолютно надёжные строения мостов и других перекидных конструкций, имеющих довольно большое давление на прогибе. Такие изделия имеют по всей длине утолщённые стенки и полки. Балки, имеющие уклон равный 16 %, изготовляются для армирования стволов в шахтах.
Преимущества использования двутавровой балки:
- Экономичность;
- Возможность использования при уменьшении на основании нагрузок;
- Легкость;
- Высокая устойчивость ко многим видам нагрузок (сжатие, изгиб), к влиянию атмосферных и механических воздействий;
- Значительная скорость монтажа с помощью сварки;
- Неизменные геометрические характеристики;
- Транспортабельность;
- Высокая надежность;
- Рассматривается вариант изготовления балки под заказ — по индивидуальным размерам, соблюдая соотношение между другими показателями.
Имеются и некоторые недостатки двутавровых балок:
- Малая огнестойкость, что ведет к аварийной ситуации и разрушению конструкции;
- Вероятность коррозии;
- При больших пролетах профиль не в состоянии обеспечить несущую способность балки.
Применяется двутавровая балка
в зависимости от своих характеристик:
- Нормальная балка используется в ветках отдельных опор и колонн;
- Широкополочная балка применяется в различных областях строительства, при этом не нужны специальные обработки и крепления;
- Колонная балка нашла активное применение при возведении колонн и аналогичных сооружений, мостов и высотных зданий.
Балка двутавровая также нашла свое применение почти во всех металлических каркасных конструкциях, зданиях и сооружениях промышленного и гражданского строительства. Отлично подходит для построения больших пролетов, эстакад, резервуаров, мачт, башен, высотных колонн, подкрановых путей.
характеристики, маркировка металлических видов, монтаж
Ни один строительный объект, каким бы ни было его назначение, не обходится без применения балок перекрытия. Ее функция как инженерной конструкции – в успешном перераспределении вертикальных и горизонтальных нагрузок в процессе собственной работы на изгиб.
Двутавровые балки перекрытия представляют собой тип фасонного проката, изготовленного из высококачественной стали. Сталь может быть либо низколегированной, либо углеродистой. Этот тип сортового проката имеет форму бруса, ориентированного горизонтально или наклонно. Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения.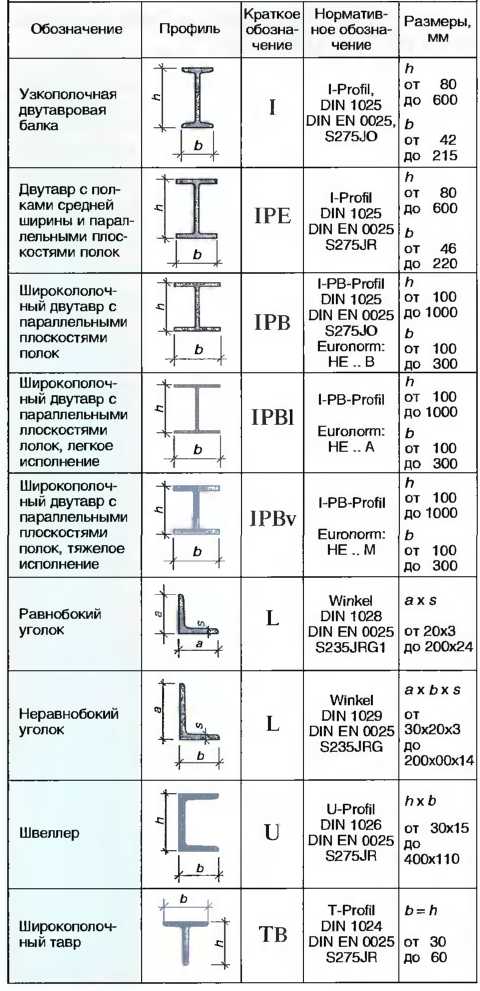 Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Балка двутавровая: применение ↑
Балка металлическая двутавровая из стали больше известна как элемент перекрытий каркасов промышленных зданий, имеющих большие пролеты. Их используют также при возведении мостов и других подвесных путей, колонн и другого во всех тех местах, где присутствуют повышенные нагрузки и им необходимо противостоять. Они воспринимают нагрузку от вертикального поперечного воздействия, которая одновременно отражается на стенах, колоннах и других опорах.
Деревянный аналог стального двутавра используется в каркасном домостроении. Следует отметить, что в последнее время его нередко стали использоваться в оформлении строений как элемент дизайна.
Их правильный расчет обеспечивает большую эффективность металлоемкости, нежели этот показатель у обычной горячекатаной конструкции. При установке двутавра уменьшается масса несущих конструкций, что позволяет сократить затраты на строительство. Двутавры используются также в тяжелом машиностроении при создании тяжелого оборудования.
При установке двутавра уменьшается масса несущих конструкций, что позволяет сократить затраты на строительство. Двутавры используются также в тяжелом машиностроении при создании тяжелого оборудования.
Незначительный вес при чрезвычайно высокой жесткости делает их идеальным вариантом для использования в качестве основы под высоконагруженные строения.
Интересно
Отметим,что двутавры значительно жестче, нежели квадратные профили и уголки.
Виды двутавровых балок ↑
В конструкциях двутавров внутренние грани полок могут располагаться наклонно либо параллельно. Сортамент, который имеет балка двутавр, характеристики, габариты в основном определяются расстоянием между параллельными (П) или наклонными (У) внешними гранями.
Типоразмеры и ГОСТы: ↑
- Балка двутавровая ГОСТ 26020 83 характеризуется параллельными гранями полок. Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К).
 Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
Двутавры, характеризующиеся наклонными гранями, классифицируются на:
- обычные (ГОСТ 8239 89) – ограничения на величину уклона внутренних граней составляют порядка 6–12%;
- специальные (ГОСТ 19425 74) – М: подвесные пути, имеющие угол наклона не больше 12% и С: для армированных шахтных стволов, имеющих угол наклона до 16 %.
колонные двутавры (К) по ГОСТ 26020-83
Изделие выполненное по ГОСТ полностью соответствует параметрам чертежа, то есть имеет заданное поперечное сечение, размеры полок (высота, ширина и толщина) и другое.
Маркировка: как расшифровать ↑
Начнем с двух цифр в начале маркировки. Они отмечают высоту в сантиметрах конкретной группы профилей. Следующие индексы – буквенные, они указывают на вид профиля в соответствии с шириной полок, к примеру, У, К и т. д. Если профили в группе отличаются размерами стенок и полок, то далее в маркировке указан размер профиля в серии.
Монтаж ↑
Двутавр металлический изготавливают поэтапно. Прежде всего металл раскраивается на полосы требуемых размеров. Для улучшения провара кромки разделывают на специальном станке. Подготовленные полосы монтируют на сборочном стане. Их укладывают на входной конвейер, зажимают, позиционируют и фиксируют. Завершают сборку сварочными работами на специальном станке. Сваривают его двумя комплектами сварочных головок под флюсом. Двутавр в основном состоит из трех элементов. Поясные швы приваривают сварочными автоматами, а ребра жесткости приваривают поперек чаще вручную, в крайнем случае – полуавтоматом. Сварные конструкции собирают различными способами: используя хомуты и прихватки или в особом кондукторе.
балка металлическая двутавровая: процесс производства
Готовый двутавр очищают от налета ржавчины, жира, грязи и другого, используя дробеструйную установку.
При устройстве конструкции швы поясов иногда сваривают по ручной технологии. Тогда последовательность сборки полностью меняется. Сначала на пояс в нижней части конструкции монтируют вертикальную стенку, а следом ребра жесткости. Их захватывают и монтируют пояс в верхней части. Собранная конструкция зажимается хомутами и переходят к сварочным работам.
на фото металлическая балка двутавр
Наиболее ответственным этапом монтажа считается стыковка двутавровых балок. Швы поясов в обеих направлениях от стыка незаваривают на длину в полтора раза большую, нежели поясная ширина. Стык двутавровых балок свариваются в такой очередности: свариваются стыки вертикальной стенки, двух поясов, сначала ту, которая работает на растяжение, затем вторую, работающую на сжатие. Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Совет
Для сварки монтажных стыков необходимо использовать электроды высочайшего качества.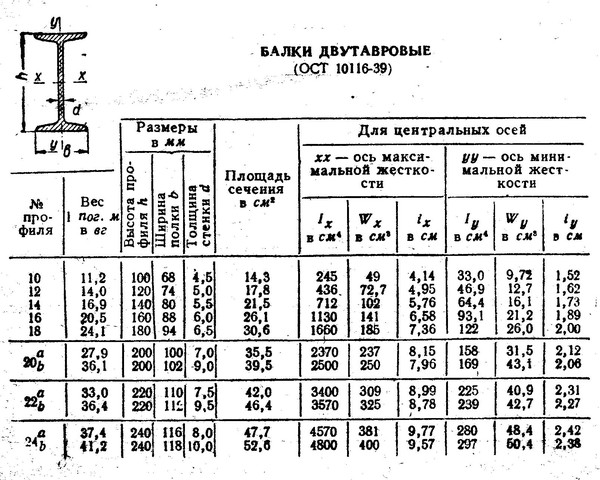
Сварная конструкция имеет массу преимуществ перед прокатной и, в первую очередь, это ее более высокие прочностные характеристики при массе, меньшей прокатной примерно на треть.
Двутавр металлический: сборка на видео
Материалы к статье:
© 2021 stylekrov.ru
Двутавровые балки перекрытия – что узнать перед использованием? + Видео
Двутавровые балки перекрытия с каждым годом обретают все большую популярность благодаря своим неоспоримым достоинствам. Познакомимся с их видами, производством и уделим внимание особенностям расчета элементов.
1 Первое знакомство с двутавром
Что собой представляет двутавр? Это профиль, сечение которого по форме напоминает букву «Н». Такое решение самым благоприятным образом отразилось на характеристиках изделия. Например, если сравнивать двутавр со стандартными конструкциями квадратного сечения, то его жесткость и прочность выше в 30 и 7 раз соответственно. Наиболее распространенными считаются металлические изделия, однако такие конструкции также изготавливают и из дерева.
Наиболее распространенными считаются металлические изделия, однако такие конструкции также изготавливают и из дерева.
Профиль с сечением по форме буквы «Н»
Этот профиль очень часто используется при монтаже перекрытия и возведении мостовых сооружений. Кроме того, встретить двутавровые балки можно в автомобильной промышленности, вагоностроении, еще они незаменимы, если речь идет об армировании шахтных стволов. Основными характеристиками этого вида металлопроката считают высоту самого двутавра, ширину, среднюю толщину, а также радиус закругления полок. Еще учитывается и радиус внутреннего закругления. Все эти показатели и определяют дальнейшее применение элемента. Например, для поверхностных путей используют балки серии М с уклоном внутренних граней полок равным 12°. Если речь идет о прокате серии С, применяемом для армирования шахтных стволов, то этот параметр увеличивается и составляет 16°.
2 Особенности классификации и маркировки
Внутренние грани полок двутавра могут располагаться параллельно либо с уклоном.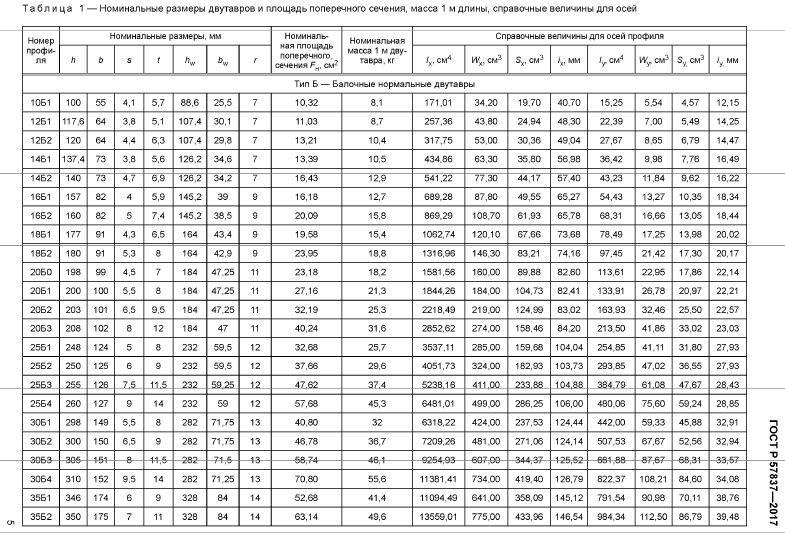 В зависимости от условий применения и соотношения размеров прокат делится на следующие типы. Нормальные, широкополочные и колонные элементы обозначаются символами «Б», «Ш» и «К» соответственно. Если в маркировке обнаружите букву «Д», то речь идет о профиле дополнительной серии. Еще широкополочные и нормальные двутавры могут обозначаться сочетанием символов «ДШ» и «ДБ».
В зависимости от условий применения и соотношения размеров прокат делится на следующие типы. Нормальные, широкополочные и колонные элементы обозначаются символами «Б», «Ш» и «К» соответственно. Если в маркировке обнаружите букву «Д», то речь идет о профиле дополнительной серии. Еще широкополочные и нормальные двутавры могут обозначаться сочетанием символов «ДШ» и «ДБ».
Двутавровые балки перекрытия
Кроме того, такие конструкции делятся на сварные и горячекатаные. Первые получают путем сваривания стенки и поясов. А вот вторые изготавливают на специальных прокатных станах. Если горячекатаные изделия имеют одинаковые размеры по всей длине, а также полностью состоят из одного и того же металла, то со сварными элементами можно экспериментировать. Их пояса могут состоять из листового или профильного проката, гнутого профиля либо швеллера. При этом характеристики и свойства поясов одного и того же двутавра иногда отличаются, так как состоят из различного металла. Существуют изделия переменного сечения. Это дает возможность более рационально использовать металл и упрочнить конструкцию в местах повышенной эксплуатации.
Это дает возможность более рационально использовать металл и упрочнить конструкцию в местах повышенной эксплуатации.
3 Достоинства и недостатки такого металлопроката
В этом пункте суммируем все плюсы, которыми обладают двутавровые балки. Прежде всего стоит отметить их отменные прочностные характеристики, благодаря которым этот материал можно использовать даже в качестве перекрытия очень длинных пролетов. При этом монтаж элементов не составит огромного труда, да и при необходимости вы всегда сможете обработать поверхность. Такой прокат не подвержен ни деформации, ни усадке. Его по праву можно назвать универсальным, ведь такая балка встречается как в конструкции потолка, так и стен.
Внутренние грани полок двутавра с уклоном
Еще достоинства и недостатки элементов во многом зависят от их вида. Например, горячекатаные конструкции монолитные, и нет необходимости применять дополнительную арматуру, даже если речь идет об очень сильных нагрузках. К тому же они более просты в изготовлении и экономичны. Сварной профиль имеет дополнительные ребра жесткости, благодаря которым можно снизить толщину стенок и соответственно себестоимость изделия. Плюс такие элементы изготавливают по индивидуальным заказам, и их размеры устанавливает клиент. Это позволяет минимизировать отходы во время строительства. Также по требованию заказчика конструкция может быть усеченной, равно- либо неравнополочной, иметь перфорацию, фланцевые соединения.
К тому же они более просты в изготовлении и экономичны. Сварной профиль имеет дополнительные ребра жесткости, благодаря которым можно снизить толщину стенок и соответственно себестоимость изделия. Плюс такие элементы изготавливают по индивидуальным заказам, и их размеры устанавливает клиент. Это позволяет минимизировать отходы во время строительства. Также по требованию заказчика конструкция может быть усеченной, равно- либо неравнополочной, иметь перфорацию, фланцевые соединения.
А вот к минусам монолитного проката стоит отнести высокую емкость металла, вызванную утолщением стенок, а также вес и размеры конструкции. Дело в том, что такие двутавровые балки изготавливаются только в соответствии с ГОСТом, а значит, их параметры, в том числе и длина, должны полностью соответствовать размерам, указанным в документации. Поэтому очень часто мы вынуждены самостоятельно резать элемент, а излишки приходится списывать в отходы, что нерационально. Недостатками сварных изделий можно назвать необходимость использования дополнительной арматуры для создания ребер жесткости, что увеличивает трудозатраты.
4 Правила калькуляции двутавров
Как видно, выбор двутавровых конструкций довольно большой, но чтобы использование этого элемента было рационально и конструкция получилась надежной, следует правильно подобрать профиль. В этом пункте мы рассмотрим, как найти подходящий двутавр. Если планируете использовать изделие для перекрытия, необходимо знать такие параметры, как расстояние между стенами и максимальную нагрузку, которая будет приходиться на будущую конструкцию. Далее провести расчет можно с помощью специальных онлайн-калькуляторов либо вычислить параметры самостоятельно.
Заглянув в ГОСТ, вы найдете таблицы, в которых указаны обозначения, размеры, площадь сечения профиля и линейная плотность материала. Также существуют таблицы, где оговаривается масса одного метра изделия. Чтобы узнать вес всего элемента, необходимо умножить массу его метра на длину. А вот для расчета несущей способности двутавровой конструкции нужно уточнить и ширину полок. Причем этот параметр должен соответствовать и сечению несущей колонны. Например, если это квадрат со стороной 510 мм, тогда необходимо подобрать профиль шириной не более 460 мм. Это обусловлено тем, что двутавр нужно будет приваривать и требуется оставить запас для сварочных швов.
Например, если это квадрат со стороной 510 мм, тогда необходимо подобрать профиль шириной не более 460 мм. Это обусловлено тем, что двутавр нужно будет приваривать и требуется оставить запас для сварочных швов.
Таблица размеров двутавра
Для расчета нагрузки следует сначала узнать нормативное воздействие (нагрузка, приходящаяся на 1 м профиля). Затем это значение умножаем на коэффициент прочности по нагрузке и полученный результат суммируем с массой изделия. Таким образом, мы вычисляем момент сопротивления, а там дело за малым, осталось только подобрать из сортамента нужный профиль.
При этом следует учитывать, что металлическая конструкция может использовать максимум 80% от допустимого прогиба.
Современные технологии значительно упрощают нашу жизнь и если нет никакого желания самостоятельно заниматься расчетами и подбирать нужный вариант по справочникам, то можно воспользоваться онлайн-калькулятором. С ним работать очень просто, необходимо всего-то заполнить пустые поля и программа выдаст оптимальные варианты. Нужно указать конструкцию, в которой будет использоваться двутавровая балка, например, она необходима для перекрытия. Затем уточняете максимальный пролет и шаг установки профиля. Шагом называется расстояние между двумя элементами, расположенными параллельно друг к другу. Рекомендуемая величина составляет 1 м, но в некоторых случаях можно увеличить его до 1,2 м. Также необходимо знать расчетную нагрузку, приходящуюся на квадрат и угол наклона стропил. Теперь вы знаете, какой именно элемент лучше всего подойдет для конкретного перекрытия.
Нужно указать конструкцию, в которой будет использоваться двутавровая балка, например, она необходима для перекрытия. Затем уточняете максимальный пролет и шаг установки профиля. Шагом называется расстояние между двумя элементами, расположенными параллельно друг к другу. Рекомендуемая величина составляет 1 м, но в некоторых случаях можно увеличить его до 1,2 м. Также необходимо знать расчетную нагрузку, приходящуюся на квадрат и угол наклона стропил. Теперь вы знаете, какой именно элемент лучше всего подойдет для конкретного перекрытия.
5 Усиление своими руками – делаем безопасно
Безусловно, лучше всего подобрать двутавр с нужной несущей способностью и использовать его, но иногда такой возможности нет и необходимо усилить конструкцию самостоятельно. Этому вопросу мы и уделим внимание. Стоит отметить, что усиление различных узлов происходит неодинаково.
Выбор двутавра с нужной несущей способностью
Если на элемент перекрытия приходятся нагрузки на сжатие, растяжение либо изгиб, то необходимо увеличить сечение изделия. Сделать это можно, приварив дополнительные детали к профилю. Однако действовать нужно обдуманно и руководствоваться размерами двутавра, а также направлением сварочных работ. Дело в том, что во время этой операции металл нагревается, и несущая способность элементов может, напротив, снизиться. Для продольных швов максимально возможное понижение этой характеристики не превышает 15%. А вот если речь о поперечном направлении, то несущая способность может снизиться на целых 40%. Так что накладывать швы в поперечном направлении нельзя.
Балка двутавровая стальная — стоимость, сортамент, размеры, расчет на прочность, нагрузка на колонные и широкополочные металлические двутавры 25б1, 09г2с
Как узнать минимальные цены на двутавровую балку
Чтобы узнать стоимость и минимальные цены на двутавровую балку в METAL БЮРО, необходимо в меню выбрать черный металл и кликнуть на ссылку «Балка». Далее в таблице «Минимальные цены», используя фильтры характеристик, изучить все цены на требуемые виды стальных балок.
Например, узнаем сколько стоит балка 25Б1, СТО АСЧМ 20-93 по стали 09Г2С. Для этого выбираем в сером фильтре ГОСТ, далее размер 25, потом профиль б1, сталь 09г2с и мерную или немерную длину.
Для быстрого перехода воспользуйтесь нижеуказанными ссылками:
Где используют стальные двутавры
Металлическая балка применяется в различных сферах строительства: в промышленном, гражданском и крупнопанельном для возведения перекрытий, колонных металлоконструкций, мостов, опор и подвесных путей.
Специальную информацию о размерах, несущей способности двутавровой балки, нагрузки на перекрытие и расчет прочности этого проката, вы всегда получите у специалистов METAL БЮРО по телефону +7 (495) 232-2233 или через ответ по заявке на закупку металла.
Виды и технические характеристики балки двутавровой
В METAL БЮРО вы всегда найдете по минимальным ценам балки для строительства:
1. С параллельными гранями полок:
СТО-АСЧМ 20-93 (длина 12 метров)
- маркировка Б — нормальные
- (20 Б1, 25Б1, 25 Б2, 30 Б1 Б2, 35 Б1 Б2, 40 Б1 Б2, 45 Б1 Б2, 50 Б1 Б2, 55 Б1 Б2, 60 Б1 Б2)
- маркировка Ш — широкополочные двутавры
- (20 Ш1, 25 Ш1, 30 Ш1, 35 Ш1 Ш2, 40 Ш1 Ш2, 45 Ш1 Ш2, 50 Ш1 Ш2, 55 Ш1 Ш2)
- маркировка К — колонные двутавры
- (20 К1 К2, 25 К1 К2, К3, 30 К1 К2 К3 К4, 35 К1 К2)
ГОСТ 26020-83 (длина 6, 11,7, 12 метров)
- маркировка Б — нормальные балки перекрытия (12 Б1, 14 Б1, 16Б1)
2. С уклоном внутренних граней полок:
ГОСТ 8239-89 (длина 9, 11,7 и 12 метров)
- без буквы — обычные стальные балки перекрытия (10, 12, 14, 16, 18, 20, 30, 36, 45)
ГОСТ 19425-74 (длина 12 метров)
- маркировка М — специальные стальные двутавры для подвесных путей (18М, 24М, 30М, 36М, 45М)
- маркировка С — для армирования шахтных стволов (14С, 20С, 22С, 27С)
Для изготовления балок с параллельными гранями полок и с уклоном внутренних граней полок используют следующие марки стали: 3СП, 09Г2С.
Расчет стоимости 1 метра или штуки двутавра 25Б1
Рассчитать цену 1 метра или 1 хлыста стальной балки 25б1 вы можете при помощи нижеприведенных формул или позвонить по вышеуказанному телефону специалистам по продажам.
1. Цена за 1 погонный метр стального двутавра 25Б1 рассчитывается по формуле:
Цена 1 п.м (руб) = Вес 1 п.м (кг) х Цена 1 тн (руб/тн) : 1000 (кг)
Вопрос: Сколько стоит 1 п.м балки 25 Б1?
Ответ: Цена 1 п.м = 25,7 кг х 35 790 руб/тн : 1000 кг = 919,80 руб
2. Цена 1 штуки двутавровой балки 25 б1 сталь 3 рассчитывается по формуле:
Цена 1 шт (руб) = Цена 1 п.м (руб) х Длина 1 шт
Вопрос: Сколько стоит 1 балка 25Б1 длиной 12 м?
Ответ: Цена 1 шт = 919,8 руб х 12 м = 11 061,65 руб
Упаковка завода-производителя
Стальная или двутавровая балка поставляется с заводов-производителей на склады в Москву, МО и другие регионы РФ в пачках, которая скрепляется металлической лентой и средний вес одной пачки составляет 7-8 тонн.
Какие заводы производят
Основными заводами и предприятиями-изготовителями двутавровой балки являются:
- Нижнетагильский металлургический комбинат (ОАО «Евраз НТМК»)
- Западно-Сибирский металлургический комбинат (ОАО «ЗСМК»)
- Кулебакский металлургический завод (ОАО «КМК»)
- Металлургический комбинат «Азовсталь ( ОАО «МК «Азовсталь»)
- Енакиевский металлургический завод (ОАО «Енакиевский МК»)
Стандартная норма загрузки в автотранспорт
Максимальная масса загрузки такого металлопроката, как стальная балка — составляет 25 тн.
Автотранспорт, в частности длинномер, позволяет перевозить эту продукцию — длиной до 12 м.
Норма загрузки стального балки в ж/д транспорт
В одном грузовом вагоне ж/д транспорта возможна перевозка двутавровой балки массой до 70 тн и длиной до12 м. Отгрузка вагонными нормами осуществляется напрямую с заводов-изготовителей или с металлобаз Москвы, Московской области и других регионов РФ, кроме того возможна комплектация стального двутавра различных характеристик.
Как называется балка на английском языке
I-beam
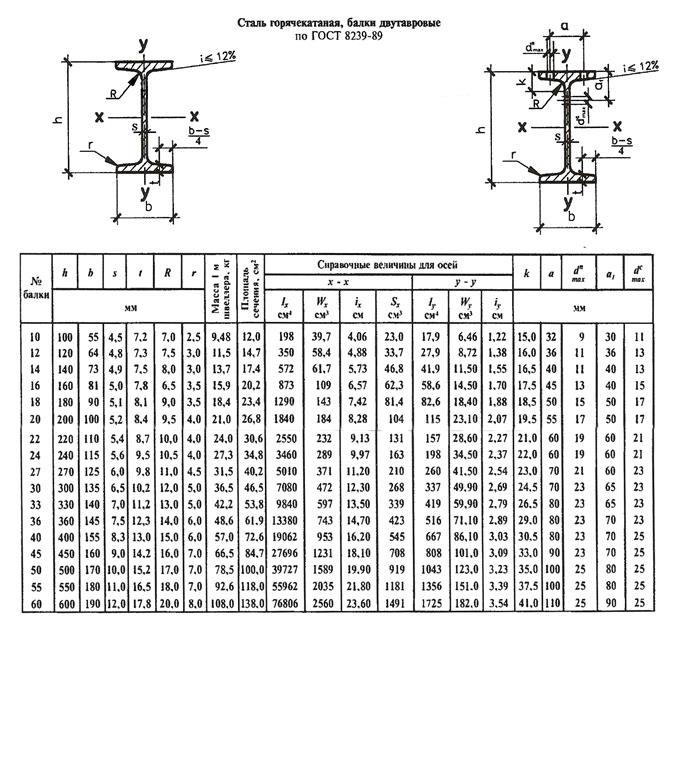
Размеры двутавровой балки ГОСТ 19425-74
Специальный двутавр (балка двутавровая): М — для подвесных путей (уклон внутренних граней не более 12%): №18М, 24М, 30М, 36М, 45М.
Условные обозначения:
- h – высота двутавра;
- b – ширина полки;
- S – толщина стенки;
- t – средняя толщина полки;
- R – радиус внутреннего закругления;
- r – радиус закругления полки
|
№ балки |
Размеры, h, мм |
b |
S |
t |
Масса 1 м балки, кг |
Количество метров в |
|
14С |
140 |
80 |
5,5 |
9,1 |
16,9 |
59,17 |
|
20С |
200 |
100 |
7 |
11,4 |
27,9 |
35,84 |
|
20Са |
200 |
102 |
9 |
11,4 |
31,1 |
32,15 |
|
22С |
220 |
110 |
7,5 |
12,3 |
33,1 |
30,21 |
|
27С |
270 |
122 |
8,5 |
13,7 |
42,8 |
23,36 |
|
27Са |
270 |
124 |
10,5 |
13,7 |
47,0 |
21,28 |
|
36С |
360 |
140 |
14 |
15,8 |
71,3 |
14,03 |
|
18М |
180 |
90 |
7 |
12 |
25,8 |
38,76 |
|
24М |
240 |
110 |
8,2 |
14 |
38,3 |
26,11 |
|
30М |
300 |
130 |
9 |
15 |
50,2 |
19,92 |
|
36М |
360 |
130 |
9,5 |
16 |
57,9 |
17,27 |
|
45М |
450 |
150 |
10,5 |
18 |
77,6 |
12,89 |
Примечания:
- Масса 1 метра двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
- Радиусы закруглений на профилях не определяются и указываются для построения калибра.
что это такое, преимущества, применение, особенности, цены
Строительство многоквартирных домов, промышленных зданий, мостов и других крупных объектов требует использования надежной арматуры. С ее помощью укрепляют стены и перекрытия, армируют опоры и создают очень прочные конструкции.
Современные металлокомбинаты производят большое количество металлопроката для укрепления объектов строительства. Эта продукция имеет разное назначение, в зависимости от размеров и прочности. Наиболее прочным типом металлопроката является балка двутавровая. Ее используют при строительстве очень массивных сооружений, так как балка легко справляется с большими нагрузками.
Особенности и назначение
Двутавровая балка — это металлическое изделие с сечением в форме буквы «Н». Оно состоит из двух полок и соединяющей их стенки. Название данного металлопроката произошло от латинского слова «taurus». В переводе на русский taurus означает «бык». То есть, в дословном переводе эта разновидность металлопроката называется двурогой балкой.
Для изготовления данной продукции используют сталь. Как правило, это низколегированная или углеродистая сталь, в зависимости от назначения будущего изделия. Этот металлопрокат производится горячекатаным методом.
Балка двутавровая используется в промышленном и гражданском строительстве. С ее помощью армируют:
- Кровли разной степени сложности.
- Межэтажные перекрытия в многоквартирных домах.
- Колонны сложных архитектурных объектов.
- Стальные фермы для гражданских и промышленных зданий.
- Стволы шахт.
- Железнодорожные вагоны.
- Мосты и другие объекты, возводимые на прочном стальном каркасе.
Также с помощью этой балки создают надежные крановые эстакады, мачты и монорельсовые дороги.
Преимущества и недостатки
Основным преимуществом данного металлопроката является его прочность и надежность. Эти характеристики связаны с формой сечения изделия. Ведь сечение в виде буквы «Н» значительно повышает жесткость продукции. Если сравнивать двутавровую балку с обычной, имеющей квадратную форму в разрезе, то первая будет намного прочнее и жестче. Показатель прочности у такой продукции даже превышает аналогичную характеристику у швеллера.
Высокие прочностные характеристики связаны с распределением механической нагрузки на металлическую конструкцию. При сечении в виде буквы «Н» нагрузка равномерно распределяется на всю балку, а не концентрируется в определенных точках. Поэтому при использовании данного металлопроката исключается риск быстрого износа и разрушения стального каркаса. Следовательно, балку двутавровую можно задействовать в строительстве очень массивных объектов, подверженных огромным нагрузкам. Главное — правильно подобрать размеры продукции.
Кроме прочностных характеристик, стоит рассмотреть и другие преимущества использования этого металлопроката. Самые важные из них:
- Экономичность. Ввиду своей жесткости, двутавровая балка надежно армирует крупные объекты, не требуя использования вспомогательной арматуры. Если бы вы выбрали армирующий профиль другого типа, вам бы пришлось купить его в большем количестве, чтобы обеспечить устойчивость конструкции к разрушениям. В случае с двутавром в этом нет необходимости. Следовательно, вы сможете сэкономить на металлопрокате.
- Малый вес. Сечение в форме буквы «Н» значительно снижает массу данного металлопроката. При этом его прочностные характеристики заметно возрастают, в сравнении с теми же характеристиками у более жесткой квадратной продукции.
- Устойчивость к изгибу и сжатию. Благодаря этим преимуществам, двутавр хорошо переносит колебания и может использоваться при строительстве тяжелых мостов.
- Возможность монтажа с помощью сварки. Сваривание элементов стальной конструкции ощутимо повышает скорость работ и сокращает сроки сдачи объекта.
- Постоянство геометрических характеристик. Так как жесткость двутавра обусловлена его формой, любые изменения в ней привели бы к снижению прочности каркаса и разрушению постройки. Это исключено при использовании данного металлопроката. Ведь он не деформируется даже при слишком высоких нагрузках.
- Легкость и экономичность перевозки. Для транспортировки более массивного металлопроката вам бы пришлось арендовать несколько транспортных средств. В случае с данной продукцией можно сократить количество транспорта. Ведь специфическая форма двутавра способствует компактной укладке, а его малый вес позволяет не беспокоиться о перегрузке.
Как и любой другой металлопрокат, балка двутавровая имеет не только достоинства, но и недостатки. Рассмотрим основные из них:
- Плохая устойчивость к огню. Если на вашем объекте возникнет пожар, любое промедление в его тушении пагубно отразится на прочности конструкции. При выходе ситуации из-под контроля постройка даже может разрушиться.
- Слабая устойчивость к коррозии. Углеродистая и низколегированная сталь боится ржавчины, поэтому данные материалы должны проходить обработку защитными веществами. И даже после правильной обработки балку не рекомендуется использовать в условиях сильной влажности (например, для сооружения подводных опор мостов).
- Невозможность применения на слишком больших пролетах. При отсутствии дополнительных опор несущие способности двутавра заметно снижаются. Вам нужно уделить максимум внимания этой особенности металлопроката при разработке проекта.
- Очень низкая устойчивость к скручиванию. Данный недостаток наблюдается у всех изделий с открытым сечением. Например, он есть у швеллера и уголка. Устойчивость балки к скручиванию примерно в 400 раз ниже, чем этот же показатель у круглой трубы с такой же площадью сечения. Если каркас вашего будущего объекта будет подвергаться скручиванию, лучше выбрать для армирования другой тип металлопроката.
Разновидности
Балка двутавровая бывает разного назначения. В зависимости от области применения, она имеет определенные характеристики. Например, этот металлопрокат выпускается с параллельными или наклонными полками. В первом случае речь идет об обычном металлопрокате, а во втором — о специальном. Изделия с параллельными полками имеют маркировку «У», «Ш», «Д» или «К». Она обозначает:
- «У» — изделие с узкими полками.
- «Ш» — металлопрокат с широкими полками, выдерживающими большие нагрузки.
- «Д» — двутавр со средними полками.
- «К» — продукция, предназначенная для сооружения колонн. Эти балки имеют большой вес и характеризуются самой высокой степенью прочности.
Двутавр с наклонными полками тоже бывает разного назначения, в зависимости от угла наклона и площади сечения. Он маркируется буквами «М» или «С». Продукция с маркировкой «М» предназначена для сооружения подвесных путей. Угол наклона ее внутренних граней не должен превышать 12 %. Балки с маркировкой «С» используют для укрепления стволов шахт. У этих двутавров угол наклона внутренних граней может достигать 16%. Коэффициенты 12% и 16% — это максимальные показатели для угла данной продукции. Их нельзя превышать в процессе изготовления металлопроката.
Кроме ширины полок и угла их наклона, балка двутавровая классифицируется по степени точности. Этот показатель говорит о допустимых отклонениях от размеров во время прокатки (таблица размеров и отклонений размещена в ГОСТ 8239-89). Степень точности отмечается на продукции буквой «В» или «Б». Если на балке указана маркировка «В», значит это изделие с обычной точностью изготовления. Буква «Б» говорит о повышенной точности. Такая продукция подходит для сложных задач, требующих отсутствия даже мельчайших погрешностей. При ее изготовлении очень важно соблюдать допустимые показатели прогиба стенки, притупления наружных кромок и кривизны самого изделия.
В государственном стандарте указаны следующие критерии точности:
- Допустимый прогиб стенки — не больше 0,15.
- Притупление наружных кромок — не более 2,2 мм (для категории «Б», для обычных балок этот показатель не имеет значения).
- Кривизна изделия — не больше 0,2% от его длины.
Точность соблюдения других характеристик (высоты двутавра, а также ширины, толщины и перекоса полки) зависит от категории изделия («В» или «Б») и его размеров. Все эти коэффициенты приведены в таблице в ГОСТ для металлопроката с обычной и повышенной точностью изготовления.
Размеры и вес
При изготовлении балки двутавровой в обязательном порядке учитываются требования ГОСТ 8239-89. В этих требованиях регулируются размеры изделий и просматривается их зависимость друг от друга. Например, в готовой балке взаимосвязаны следующие параметры:
- площадь поперечного сечения;
- радиусы внутреннего закругления;
- толщина полок;
- угол наклона внутренних граней;
- высота изделия;
- толщина стенки;
- ширина полки;
- радиус закругления полки;
- вес изделия.
Величина этих характеристик не подлежит изменениям. Например, балка двутавровая с маркировкой «10» имеет площадь поперечного сечения 12 кв. см. При этом ее остальные характеристики должны равняться:
- радиус внутреннего закругления = 7 мм;
- толщина полок = 7,2 мм;
- высота изделия = 100 мм;
- толщина стенки = 4,5 мм;
- ширина полки = 55 мм;
- радиус закругления полки = 2,5 мм;
- вес изделия = 9,46 кг (имеется в виду вес балки длиной 1 метр).
При изготовлении металлопроката данного типа надо соблюдать все перечисленные размеры, так как они взаимосвязаны друг с другом. Если изменится хотя бы одна размерная характеристика (например, увеличится длина стенки или уменьшится ширина полки), прочность балки заметно снизится. Это значит, что металлопрокат нельзя будет использовать в строительных работах, ведь он станет слишком ненадежным. Такая балка сломается при любых физических или сейсмических нагрузках, что приведет к разрушению дома, моста или другого объекта.
По ГОСТ 8239-89 двутавровая балка может иметь площадь сечения от 12 до 138 кв. см (в зависимости от размеров, двутавр маркируется цифрами «10», «12», «14» … «60»). У самого крупного изделия из государственного стандарта следующие характеристики:
- радиус внутреннего закругления = 20 мм;
- средняя толщина полок = 17,8 мм;
- высота двутавра = 600 мм;
- толщина перемычки между полками = 12 мм;
- ширина каждой полки = 190 мм;
- допустимый радиус закругления полки = 8 мм.
При таких размерных характеристиках вес изделия должен составлять 108 кг на каждый метр. Как правило, балки выпускаются длиной 4-12 метров, при этом их длина зависит от площади сечения металлопроката. Чем больше площадь, тем больше и длина. Но есть и исключения. Например, если покупателю необходимы балки меньшей длины, он может заказать их прямо у производителя.
Также при изготовлении на заказ возможно изменение других характеристик. Если в ГОСТ 8239-89 максимальная площадь сечения двутавра указана 138 кв. см, это еще не значит, что вы не сможете получить более массивную продукцию, при необходимости. В государственном стандарте приведены расчеты в ограниченном диапазоне. Любые другие вычисления выполняются инженерами индивидуально. То есть, заказчик обращается к производителю и оставляет заявку на изготовление нужной ему продукции. Далее начинается процесс производства по такой схеме:
- Выполняются расчеты размерных характеристик. При вычислении этих характеристик соблюдаются их соотношения друг с другом, как и в рассмотренных в ГОСТ изделиях. Также специалисты определяют допустимый показатель погрешности, в зависимости от степени точности продукции. В процессе работы инженеры учитывают не только размеры балки, но и такие ее коэффициенты, как момент инерции, статический момент полусечения, момент сопротивления и радиус инерции. Только при соблюдении всех этих характеристик можно получить качественное, прочное изделие.
- Делаются чертежи. Если у вас есть свои чертежи, вам не придется оплачивать эту услугу. Но учтите, что создание такой документации требует наличия очень глубоких знаний и опыта проведения подобных работ. Поэтому не заказывайте услугу у сомнительных специалистов, ориентируясь на низкую цену. Помните, что от правильности проведения расчетов будет зависеть прочность вашего двутавра и всей постройки, которую вы собираетесь армировать сделанными по чертежам балками.
- Изготавливается двутавровая балка в нужном количестве.
Где купить?
Если вас заинтересовала балка двутавровая, ее купить можно здесь http://metallbase.com/production/balka-dvutavr. Это сайт нашей компании «МС» — металлобазы, занимающейся реализацией проката любого типа. У нас вы найдете продукцию высотой от 100 до 691 мм. В каталоге есть изделия с узкими, средними, нормальными и широкими полками. Также мы можем предложить вам колонные и специальные балки. Перечень доступных товаров и их характеристики доступны для просмотра на сайте.
Если вы еще не определились с выбором поставщика металлопроката, ознакомьтесь с преимуществами нашей компании. Они ежедневно привлекают к нам новых клиентов. Основные из наших преимуществ:
- Сотрудничество с ведущими металлокомбинатами РФ. Мы не закупаем товар у сомнительных лиц, поэтому можем уверенно сказать, что продаем качественный металлопрокат.
- Большой выбор продукции. Вы найдете в каталоге двутавр любого размера, следовательно, вам не придется дожидаться его изготовления. Кроме того, у нас есть много металлопроката другого типа, а не только балки. Если вы профессиональный строитель, вам известно, что при возведении крупного объекта одних двутавровых балок будет недостаточно. Вам придется покупать арматуру и другой прокат. Сотрудничая с нами, вы сделаете это одновременно, не задерживая строительных работ и не переплачивая за доставку.
- Доступные цены. Так как мы берем товар прямо с металлокомбинатов, а не через посредников, нам не приходится закупать его по повышенной цене. Соответственно, наши клиенты получают металлопрокат по цене производителя.
- Оперативная поддержка. Если вы не знаете, какая двутавровая балка подойдет для ваших задач, попросите помощи у нашего специалиста. Он найдет вам товар с оптимальными характеристиками.
- Акции и распродажи, позволяющие сэкономить на покупке.
- Полезные дополнительные услуги. Мы не только продаем прокат, но и занимаемся его сваркой и резкой.
Чтобы заказать двутавр, уточните стоимость изделия и ожидайте доставки. Если вы указали адрес в СПб, мы доставим товар своей машиной. В остальных случаях продукция будет отправлена подходящей вам транспортной компанией.
Фото, использованные в статье, приведены для иллюстрации и не являются изображением продукции компании.
Применение двутавровых балок
Двутавровая балка является одной из разновидностей металлопроката с H-образным сечением, которое состоит из двух горизонтальных элементов, называемых полками, и одного вертикального, называемого вертикальной стенкой. Они обычно изготавливаются из конструкционных марок сталей, для которых характерно высокое содержание углерода и низкое содержание легирующих элементов. Основной сферой их использования является создание различных металлических каркасных конструкций для промышленного и гражданского строительства. Они нашли широкое применение для возведения колонн, при строительстве мостов и высотных зданий, укреплении шахтных стволов и т.п.
Применение двутавровой балки в металлоконструкции позволяет противостоять высокому давлению при прогибе за счет полок и препятствовать сдвиговым нагрузкам за счет вертикальной стенки. В некоторых случаях технология производства сварных двутавровых балок предполагает усиление вертикальной стенки за счет приваривания дополнительных ребер жесткости. Следует отметить малую эффективность такого профиля к нагрузкам скручиванием.
Полки двутавровой балки могут быть как параллельными, так и с уклоном.
Маркировка двутавровых параллельных балок осуществляется буквами: «Б» — нормальная балка, «У» — балка с узкой полкой, «Д» — балка со средней полкой, «Ш» — балка с широкой полкой и «К» — колоннообразная балка.
Для двутавровых балок с уклоном маркировка выглядит следующим образом:
- обычная с углом уклона от 6% до 12%;
- специальная с маркировкой «М» с углом уклона до 12%;
- специальная с маркировкой «С» с углом уклона до 16%.
Последние два типа балок обладают повышенной прочностью и применяются в конструкциях, подвергающихся высоким нагрузкам.
Чем меньше толщина вертикальной стенки, тем выше эффективность использования балки при работе на изгиб. Однако технология прокатного производства не позволяет сделать достаточно узкую вертикальную стенку у малых двутавров, поэтому они с запасом превышают условие устойчивости.
Повысить экономическую эффективность использования двутавра в строительстве позволяет технология сварки. В этом случае может быть достигнута любая высота и ширина как горизонтальных полок, так и вертикальной стенки. Производство такой металлопродукции, как правило, осуществляется на автоматических линиях, что в совокупности с применением ультразвукового контроля качества позволяет достигать показателей прочности, сопоставимых с аналогичным прокатом.
*****
ООО «Комплект Стройматериалы», Москва
8 (495) 979-51-58
8 (929) 567-47-07
metall-ksm.ru
Двутавровая балка и стальная двутавровая балка (14 анализ различий)
Процесс производства двутавровой балки
Часто спрашивают, похожи ли двутавровые и двутавровые балки по форме, как выбрать в практическом применении?
Многие люди, проработавшие в строительной отрасли много лет, не могут подробно объяснить.
Вот подробное объяснение.
Если вы хотите рассчитать вес двутавровой или стальной двутавровой балки, вы можете использовать наш онлайн-калькулятор веса двутавровой и двутавровой балок.
Двутавровая балка и двутавровая балка различаются по форме, как показано ниже:
Двутавровая балка Сталь
Двутавровая балка СтальДвутавровая балка Сталь, как показано в названии, является типом стали с поперечное сечение имеет вид символа «I».
Внутренняя поверхность верхней и нижней полок двутавровой балки имеет наклон, обычно 1: 6, что делает полки тонкими снаружи и толстыми внутри.
В результате характеристики поперечного сечения двутавровых балок в двух основных плоскостях сильно различаются, и их трудно проявить на практике.
Несмотря на то, что на рынке стальных двутавровых балок есть более толстые двутавровые балки, конструкция двутавровой балки уже определила ее недостаток в сопротивлении кручению.
Двутавровая балка Сталь
Сталь двутаврового профиля широко используется в современных зданиях со стальными конструкциями. У него много отличий от двутавров.
Первое — это отличие фланца, а второе — то, что у него нет наклона внутри фланца, а верхняя и нижняя поверхности параллельны.
Характеристики поперечного сечения стали для двутавровых балок значительно лучше, чем у традиционных двутавровых балок, швеллеров и уголков.
Сталь для двутавровых балок, названная в честь буквы «H», потому что ее форма поперечного сечения аналогична этой букве, представляет собой экономичную профильную сталь с более оптимизированным распределением площади поперечного сечения, более разумным соотношением прочности к весу.
Между двумя внешними балками из двутавровой стали нет наклона, а именно, они прямые.
Это упрощает сварку стали для двутавровых балок по сравнению с сваркой двутавровых балок.
Сталь для двутавровых балокимеет лучшие механические свойства на единицу веса, что позволяет сэкономить много материала и времени на строительство.
Поперечное сечение двутавровой балки из стали лучше выдерживает прямое давление и устойчиво к растяжению. Однако размер секции слишком узкий, чтобы сопротивляться скручиванию. Стальная двутавровая балка — наоборот.
У обоих есть достоинства и недостатки.
①
Момент инерции секции сильно отличается, поскольку размер поперечного сечения двутавровой балки относительно высокий и узкий, будь то двутавровая балка обыкновенная или двутавровая облегченная.
Следовательно, они, как правило, могут применяться только непосредственно к деталям с изгибом в плоскости перемычки или для образования силовых деталей решетчатого типа.
Не подходит для сжатых в осевом направлении структурных частей или изгибаемых частей, перпендикулярных плоскости полотна, что делает его применение очень ограниченным.
②
Сталь двутавровой балки относится к высокоэффективному экономичному режущему профилю (к прочим относятся холодногнутый тонкостенный профиль, стальные профилированные листы и т. Д.)
Благодаря разумной форме поперечного сечения они могут улучшить работу стали и выдержать более высокую нагрузку.
В отличие от обычной двутавровой балки, полки из стали двутавровой балки расширены, а внутренняя и внешняя поверхности обычно параллельны, что делает их прочными при соединении высокопрочных болтов и других компонентов.
Имея разумные размеры и комплектные модели, они удобны для проектирования и выбора (кроме стальной двутавровой балки для подкрановых балок).
③
Фланцы из стали двутавровой балки имеют одинаковую толщину с прокатными профилями.Двутавровые балки также имеют комбинированное сечение, состоящее из 3 сваренных между собой пластин.
Балка двутавровая сортовая. Внутренние кромки внутренних фланцев имеют наклон 1:10 из-за плохой технологии изготовления.
Прокат стальных двутавровых балок отличается от прокатки обычных двутавровых балок, в которых используется только один комплект горизонтальных валков.
Из-за широкого фланца и отсутствия уклона (или очень небольшого уклона) для одновременной прокатки необходимо добавить набор вертикальных валков. В результате процесс прокатки и оборудование сложнее, чем на обычном прокатном стане.
Максимальная высота катаной двутавровой балки, которая может быть произведена в Китае, составляет 800 мм, и если требуется большая высота, ее необходимо приварить.
④
В Китае национальный стандарт горячекатаной стали для двутавровых балок (GB / t11263-1998) делит сталь для двутавровых балок на три категории с кодами hz, hk и hu соответственно:
- узкий фланец
- широкая полка
- стальная свая
Узкая двутавровая балка с полкой подходит для балок или изгибаемых деталей, в то время как стальная двутавровая балка с широким фланцем и стальная свая двутавровой балки подходят для осевого сжатия конструктивных деталей или изгибаемых деталей.
Сравнивая двутавровую балку со сталью двутавровой балки при том же весе, w, ix и iy двутавровой балки не так хороши, как сталь двутавровой балки.
⑤
Двутавровая балка имеет небольшую длину, большую высоту и может выдерживать усилие только в одном направлении.
⑥
Стальная двутавровая балка имеет глубокую канавку, большую толщину и может выдерживать нагрузки в двух направлениях.
⑦
Поскольку спрос на строительство стальных конструкций растет, одна двутавровая балка не может удовлетворить спрос, потому что даже утолщенные двутавровые балки нестабильны при использовании в несущих колоннах.
⑧
Двутавровая балка может использоваться только для балок, а стальная двутавровая балка может использоваться для несущих колонн.
⑨
Сталь для двутавровой балки — это экономичная профильная сталь с лучшими механическими свойствами по сечению, чем двутавровая балка.
Он назван так потому, что форма его поперечного сечения такая же, как английская буква «H».
Фланцы из горячекатаной двутавровой стали шире, чем у двутавров, имеют большую поперечную жесткость и более устойчивы к изгибу.
Двутавровые балки легче двутавровых балок при тех же характеристиках.
⑩
Полка двутавровой балки толстая у стенки и тонкая снаружи. Фланец из стали двутавровой балки в поперечных сечениях одинаковый.
⑪
HW, HM, HN, H — общие названия стали для двутавровых балок. Сталь двутавровой балки сваривается, а HW, HM, HN — горячекатаные.
⑫
HW означает стальную двутавровую балку, которая в основном имеет одинаковую высоту и ширину полки, в основном используется для стальной основной колонны в железобетонной колонне каркаса, также известной как жесткая стальная колонна.Он в основном используется для колонны в стальной конструкции.
⑬
HM относится к стали двутавровых балок с отношением высоты к ширине полки примерно 1,33 ~~ 1,75; HM в основном используется в стальных конструкциях: в качестве стальных каркасных колонн или рамных балок в каркасной конструкции, несущей динамическую нагрузку, например: платформы для оборудования.
⑭
HN относится к стали двутавровой балки, отношение высоты которой к ширине полки больше или равно 2; HN в основном используется в балках, что аналогично использованию стали для двутавровых балок.
Проверьте этиРазница между двутавровой балкой и двутавровой балкой
Конструкционная сталь широко использовалась в строительстве коммерческих зданий с момента постройки первого здания со стальным каркасом, Rand McNally Building, в 1890 году. С тех пор сталь использовалась для крупных строительных проектов. Наличие стали значительно упрощает использование. Во-первых, он хорошо сцепляется с бетоном и обладает многими характеристиками, которые делают его даже лучше, чем бетон, когда дело касается строительных проектов.Сталь по-прежнему является одним из наиболее предпочтительных материалов при строительстве, поскольку на ее возведение требуется меньше времени, а также она обеспечивает идеальное сочетание легкого веса, высокой прочности и простоты изготовления. Он был основным компонентом коммерческих строительных проектов. Говоря о стали, двутавровые и двутавровые балки являются двумя наиболее распространенными конструктивными элементами, используемыми в строительстве для поддержки здания и стен. Давайте посмотрим на эти два элемента конструкции.
Что такое двутавровая балка?
Двутавровая балка, как следует из названия, представляет собой катаную стальную балку (RSJ) с поперечным сечением в виде заглавной буквы H.Это один из наиболее распространенных и широко используемых стальных конструкционных элементов, используемых как в жилых, так и в коммерческих зданиях. Благодаря своим превосходным механическим свойствам и лучшему соотношению прочности и веса, они являются предпочтительным материалом для изготовления антресолей, мостов и платформ. Кроме того, они имеют широкие фланцы, которые обычно используются в проектах жилых домов.
Что такое двутавровая балка?
Двутавровая балка, как следует из названия, представляет собой двутавровый конструкционный элемент с поперечным сечением в виде заглавной буквы «I».В отличие от двутавровых балок, они имеют тонкие полки, которые, как правило, более узкие и имеют конические концы для повышения прочности. Это позволяет им хорошо выдерживать нагрузку под прямым давлением. Из-за их высокой прочности на разрыв они используются в зданиях и мостах со стальным каркасом, а также в других гражданских проектах.
Разница между двутавровой балкой и двутавровой балкой
Основы двутавровых и двутавровых балок
Двутавровая балка, как следует из названия, представляет собой Н-образный конструктивный элемент, изготовленный из стального проката и известный как широкополочная балка.Это один из наиболее часто используемых конструктивных элементов в США. Он выглядит как «H» в поперечном сечении, он невероятно прочен и имеет большую площадь поверхности в поперечном сечении балки. С другой стороны, двутавровая балка также известна как двутавровая балка, но в ее поперечном сечении выглядит как буква I. По сути, это стальная катаная балка или балка с поперечным сечением в виде заглавной буквы I.
Конструкции двутавров и двутавров
С точки зрения конструкции, двутавровые балки имеют более длинные, широкие и тяжелые полки, чем двутавровые балки, но термины двутавровая балка и двутавровая балка в большинстве случаев могут использоваться взаимозаменяемо и обычно называются катаными стальными балками ( RSJ).Горизонтальный элемент вверху и внизу балки называется полкой, которая обычно уже в двутавровых балках, но почти одинакова по ширине. Высота балки — это стенка, которая у двутавровых балок толще, что делает их относительно прочнее, чем двутавровые балки. С другой стороны, двутавровые балки имеют тонкие перемычки и конические фланцы.
Прочность двутавров и двутавров
H-образная балка — это экономичный стальной профиль с более оптимальной площадью поперечного сечения распределения и разумным отношением прочности к весу, что означает, что они могут обеспечить большую прочность на единицу веса.Это делает сварку двутавровых балок относительно проще, чем сварку двутавровых балок. А из-за большей площади поверхности в поперечном сечении считается, что он имеет высокий коэффициент прочности. Однако двутавровые балки обычно глубже, чем ширина, что делает их достаточно хорошими для несения нагрузки при локальном изгибе. Кроме того, двутавровые балки легче двутавровых балок, а это значит, что они не смогут воспринимать такую большую силу, как двутавровые балки.
Применение двутавровых и двутавровых балок
Поскольку двутавровые балки имеют более толстые стенки и фланцы, они идеально подходят для антресолей, платформ, мостов и других обычных строительных конструкций, как жилых, так и коммерческих.Широкие фланцы обычно используются в жилых проектах. Внутренние размеры двутавровых балок сделаны постоянными, чтобы сделать их предпочтительным материалом для изготовления каркасов прицепов и кузовов грузовиков. Двутавровые балки с повышенной прочностью фланцев являются предпочтительным выбором формы для зданий из стальных конструкций, мостов и других гражданских объектов. Помимо проектов коммерческих и жилых зданий, они также используются для изготовления опорных рам и колонн для трамвайных путей, лифтов, платформ для прицепов и грузовиков, подъемников и лифтов.
Двутавровая балка и двутавровая балка: сравнительная таблица
Сводка двутавровых балок и балок. Двутавр
Хотя термины двутавровая балка и двутавровая балка часто используются как синонимы в строительной отрасли, утверждение, что один лучше другого, довольно субъективно. Обе являются двумя наиболее распространенными стальными конструкционными балками, которые используются в различных конструкционных стальных конструкциях, таких как опорные балки для строительства коммерческих и жилых зданий. Оба выглядят почти одинаково снаружи, за исключением разницы в геометрии.Это две версии балок из конструкционной стали, которые используются в широком диапазоне применений. Двутавровая балка имеет Н-образное поперечное сечение, а двутавровая балка имеет поперечное сечение в виде заглавной буквы «I». Технически двутавровая балка может называться двутавровой балкой с немного другими механическими свойствами, такими как отношение прочности к весу, несущая способность, предел прочности на разрыв и так далее.
Сагар Хиллар — плодовитый автор контента / статей / блогов, работающий старшим разработчиком / писателем контента в известной фирме по обслуживанию клиентов, базирующейся в Индии.У него есть желание исследовать разноплановые темы и разрабатывать высококачественный контент, чтобы его можно было лучше всего читать. Благодаря его страсти к писательству, он имеет более 7 лет профессионального опыта в написании и редактировании услуг на самых разных печатных и электронных платформах.Вне своей профессиональной жизни Сагар любит общаться с людьми из разных культур и происхождения. Можно сказать, что он любопытен по натуре. Он считает, что каждый — это опыт обучения, и это приносит определенное волнение, своего рода любопытство, позволяющее продолжать работу.Поначалу это может показаться глупым, но через некоторое время это расслабляет и облегчает начало разговора с совершенно незнакомыми людьми — вот что он сказал ».
Последние сообщения Сагара Хиллара (посмотреть все): Если вам понравилась эта статья или наш сайт. Пожалуйста, расскажите об этом. Поделитесь им с друзьями / семьей.
Cite
APA 7
Khillar, S. (2021, 21 мая). Разница между двутавровой балкой и двутавровой балкой. Разница между похожими терминами и объектами.http://www.differencebetween.net/object/difference-between-h-beam-and-i-beam/.
MLA 8
Хиллар, Сагар. «Разница между двутавровой балкой и двутавровой балкой». Разница между похожими терминами и объектами, 21 мая 2021 г., http://www.differencebetween.net/object/difference-between-h-beam-and-i-beam/.
Каталог марок сталеплавильных заводов
Ниже приведен список всех уникальных марок чугуна и стали, идентифицированных Исторические мосты.org на мостах, задокументированных HistoricBridges.org. Этот каталог фотографий сгруппирован по имени, нанесенному на металл, и подразделяется по дате исходного моста, если таковой имеется. Намерение эта страница предназначена для помощи в идентификации неизвестных брендов, а также для предоставления галерея фотографий, показывающих разные шрифты и дизайн, используемые разными компании или даже одна и та же компания в течение определенного периода времени, что в некоторых кейсы помогают исследователям датировать мосты с похожими брендами.Это Следует отметить, что в некоторых случаях мостостроители складировали железо / сталь. заблаговременно и, следовательно, фактическая дата, когда структурный элемент был прокатка может быть за несколько лет до указанной даты строительства моста.
Марка наносится на железо-стальной элемент во время последнего прохода через прокатный стан. Его разрезают на одну из пары рулонов, обычно один раз на рулон. В результате марка появляется на расстоянии между чугуном и сталью, которое зависит от размера рулона.
Благодарим следующих фотографов за эти фотографии, которые все Авторские права защищены. Все права защищены: Натан Холт, Рик МакОмбер, Люк Гордон, Марк Скотти, Джим Стюарт, Дэйв Майклс и Брэндон Коллетт. Последний Обновлено: 26 февраля 2019 г.
A H A V
Обычно встречается в Канаде. Об этой редкой марке известно немного. Кажется быть европейцем по происхождению. Может относиться к Aachener Hutten — Actien — Verein of Ахен, Германия.
1892.
1896. На марке указана дата 1891 года. Если это относится к дате, когда это было прокатный, он на несколько лет старше моста, частью которого он является.
1907 г.
Неизвестная дата.
Алгома
Это самая распространенная марка стали канадского происхождения. Обычно это только найдены в Канаде, хотя примеры были найдены и в Мичигане.Бренды иногда читают просто «Алгома» или говорят «Алгома Канада». «Алгома» стилизована линией, соединяющей нижнюю часть двух «А». История компании.
1930. Читает «Алгома Канада».
1933. Читает «Алгома Стил».
1934 г. Читает «Алгома Стил».
1937 г. Читает просто «Алгома».
1946 г.Читает «Алгома Канада».
1953.
Неизвестные даты.
AMS
«AMS» относится к Arcelor. Mittal Steel и указывает на то, что вы смотрите на современную сталь. луч.
Апплби Фродингем,
Британский бренд обычно встречается в Канаде. См. Фродингем.
Неизвестная дата.На Бейли Ферме (таким образом, датируется Второй мировой войной или позже)
ARM
Мало что известно об этой марке.
Найден на мосту в Айове.
Найден на мосту в Пенсильвании.
Братья Аткинс П. Р. Миллс,
Стенды для прокатных станов в Поттсвилле братьев Аткинс. История братьев Аткинс здесь. (См. Также Поттсвилл, отдельная запись на эта страница).
1886.
Бельдж Провиденс
Мало что известно об этой марке. Он был найден в Канаде и, вероятно, из Европы.
1885.
Вифлеем
Информация об этом большом Компания.
Найден на мосту 1902 года, но может быть не оригиналом. Необычный пример на двутавровой балке.
1905 г. Имеет на конце букву «B».
1905.
ок. 1915.
1920.
1923.
1928.
1930-е гг.
1941.
Дата неизвестна.
1965.
Современный бренд.
Вифлеем, США — L
Многие бренды Bethlehem имеют в конце букву «L». Похоже, они есть только на бренды с 1940-х годов. Может относиться к стали, прокатываемой на Лакаванне. заводов после того, как Bethlehem Steel взяла на себя их работу, аналогично BSCO Бренды Lackawanna, которые до сих пор в основном использовались на стали 1920-х годов.
1940-е годы.
1950-е годы.
1963 г.
BP
Об этой компании мало что известно.
Найден на мосту в Британской Колумбии.
Британская сталь
Похоже, что это общий значок, используемый на британской стали. Например, найден как часть брендов Lilleshall, перечисленных отдельно на этой странице. Дополнительные исследования необходимо, но этот логотип может указывать на компанию, которая была частью национализация сталелитейных компаний Великобритании.См. Эту статью.
1933. Наряду с брендом Consett.
1934. Наряду с брендом «Грузовой флот».
1937. Рядом с брендом Dorman Long.
На Bailey Truss, рядом с брендом Lilleshall.
BSCO Cambria
Эти марки относятся к стали, прокатываемой на заводах Cambria после Вифлеема. Сталь взяла на себя их работу.
1920-е годы
1930-е гг.
BSCO Lackawanna
Эти марки относятся к стали, прокатываемой на заводах Lackawanna после Вифлеема. Сталь взяла на себя их производство в 1922 году.
1926.
1928.
Неизвестная дата.
Бурбах
Этот сталелитейный завод был найден на мостах в Канаде.Иногда имеет дополнительный текст. Эта мельница находилась на территории современной Германии.
Неизвестная дата.
1885.
1896. Читает «Бурбаха 18 НП
1926.
1933.
Читает «Бурбах 381»
Байерс
Марка для перил трубы.Посмотреть историческую книгу.
1910.
1925.
Камбрия
В начале 1920-х годов вместе с Lackawanna вошла в состав Bethlehem Steel. Больше информации.
1893. Появление необычного клейма на перекладине.
1890-е гг.
1900-1910 гг.
ок.1910.
1910-1920
1955
Неизвестные даты.
Канада
Эта марка, похоже, встречается только на более новой стали. У большинства есть линия через слово, как в этих примерах.
В этих примерах нет сквозных строк.
Грузовой флот Англии
Железо грузового флота Co, Металлургический завод грузового флота, Мидлсбро.Образован в 1879 г. и прошел через 1953 г., прежде чем был выкуплен, хотя, как сообщается, бренд был сохранен. Обычно встречается на мостах в Канаде.
1911.
1933.
1934.
Неизвестная дата.
Карнеги
Один из самых распространенных брендов. Как и многие другие компании, эта была превращена в United States Steel в начале 20-го века, но Соединенные Штаты Steel продолжала прокатывать сталь под старыми названиями заводов на протяжении десятилетий.Больше информации.
1870-е гг.
1880-е гг. Бренды этого периода имеют простой жирный шрифт без стилизованных подробности.
1886. Этот необычный бренд включал дату и другой шрифт, который был в отличие от шрифта, который обычно использовался в течение этого десятилетия. Шрифт со стилизованным «N» широко использовалось в последующие годы.
1890-е гг. В этом десятилетии встречается комбинация более старого и простого шрифта, например а также более новый шрифт со стилизованным «N.»
1901.
1900-е гг.
1910-е гг. В некоторых логотипах этого периода представлены другие особенности с тремя маленькими декоративными черточками на каждом конце текста. Три из четыре вышеуказанных бренда демонстрируют это.
1920-е гг. Новой особенностью этого десятилетия стало добавление слова «США» к бренд. Начиная с этого периода, у некоторых брендов есть миниатюрные подчеркнутая буква «H» после буквы «E», вероятно, означает, что сталь прокатывалась знаменитая Усадебная мельница.
1922, Редкий бренд НАПЕЧАТАН НАЗАД!
1930-е гг.
1940-е годы.
Неизвестные даты. Эти марки появляются на табличке, что нечасто, но то, что иногда можно найти на стали Карнеги. Тем не менее, когда на тарелке действительно есть бренд, Карнеги — один из самых распространенных нашел.
Неизвестные даты.
Утес
Британский бренд.
1903.
CMC
Относится к CMC Steel, который начал производить сталь в 1947 году и остается по сей день.
Найден на мосту 1937 года, так что это может быть современный стальной образец.
CSC
Современный бренд.
1997
2009
Пальто
Британский бренд обычно встречается в Канаде и Великобритании.Coats Iron and Steel Company из Коутсбриджа, Шотландия.
1885.
1889.
Колорадо
1933.
1940.
Consett
Британский бренд обычно встречается в Канаде. Узнать больше о Consett в этой статье и в этой статье.
1896.
1900.
1907 г.
1911.
1933.
C. R. M. Co
Предполагается, что все эти бренды означают Кливлендский прокатный стан. Компания. Большинство из них находится в Огайо и прилегающих штатах.
1890 г.Этот чрезвычайно необычный бренд состоит из узора из точек, образующих набросок букв.
1892-1895 гг.
Неизвестные даты.
CSC
Это может быть современный бренд со ссылкой на Китайская стальная корпорация.
CVL США
Находится на воротах подвижного моста.На вид современный, может относиться к Cat Van Loi Industrial Electrical Equipment Co Ltd. Логотип слева относится к Gerdau Steel, у которой есть несколько заводов в США, и, вероятно, кто на самом деле прокатал сталь.
Dalzell
Британский бренд.
1892. На мосту в Квебеке.
1903 г. На мосту в Великобритании.
Дорман Лонг
Британский бренд обычно встречается в Канаде и Великобритании.Информация здесь.
1911.
1912.
1945. На ферме Бейли.
1928.
1933.
1937.
ок. 1945 г. (ориентировочно).
DRM Co. Ltd
Скорее всего британский бренд.Найден на ферме Бейли 1945 года в Канаде. Может ссылаться на прокатный завод Дорман (Дорман Лонг)?
Граф Дадли Сталь
Британский бренд найден в Великобритании. Относится к Дуб круглый Металлургический завод.
1921.
Восточная
1905–1907
1908.
1911 г.
1912-1914 гг.
1915.
Frodingham
Британский бренд обычно встречается в Канаде. Frodingham Iron and Steel Co, г. Сканторп, Линкс См. Эту статью и это статья.
1911.
1945. На ферме Бейли.
Гэри
Хотя предполагается, что этот бренд относится к Гэри, штат Индиана, где проживает United. State Steel Gary Works, это необычный бренд.Предположительно другой лейбл названия были более распространены для этой огромной мельницы, такой как Иллинойс.
1913.
Неизвестная дата.
Женева
Узнать больше об этом бренд здесь.
1950.
GKIS Кардифф
Британский бренд обычно встречается в Канаде и Великобритании. Может относиться к Гость Кин Железо и Сталь.
Найден на Бэйли 1946 года выпуска.
Глазго
Британский бренд обычно встречается в Канаде и Великобритании. Glasgow Iron and Steel Co of Wishaw.
1903.
Неизвестные даты.
Гленгарнок Сталь
Британский бренд обычно встречается в Канаде и Великобритании. Узнайте больше здесь.
Найден на мосту Коннел в 1903 году в Шотландии.
1931.
1933.
Залив
Видимо редко. Мало что известно об этой исторической компании. Интернет поисковые запросы по этому названию открывают современные компании, некоторые из которых находятся за рубежом. Это было вероятно, завод в Соединенных Штатах, возможно, управляемый US Steel.
Г СТ Н П
1892 г.Неизвестная компания. Найдено на мосту в Квебеке, на котором были бренды несколько европейских компаний.
Прихожая
Британский бренд обычно встречается в Канаде и Великобритании. Относится к Hallside Steel Работает, находится в Шотландии. Больше информации здесь. а также Больше информации здесь.
1885.
1896.
1903.
1956
Неизвестная дата.Предположительно датируется концом 1800-х годов.
Иллинойс
Illinois Steel Company, которая стала частью United States Steel в 1904 году. Информация здесь. См. Дополнительные записи Illinois для брендов с суффиксами.
1910-1913 гг. В конце этого необычного варианта стоит цифра «2».
1913.
1933. У этого необычного бренда есть слово «Сталь» под словом «США», и он может поэтому будет одним из первых упоминаний названия компании US Steel на сталь (см. дополнительные записи USS).
1933. На этом есть название US Steel.
1940. На этом есть название US Steel.
Неизвестная дата.
Иллинойс — G
Некоторые бренды штата Иллинойс включают в себя букву «G». Эти инициалы часто относятся к сталелитейному заводу, на котором прокатывалась деталь. Вот Предполагается, что буква «G» относится к произведениям Гэри, штат Индиана.«США» часто включены также в эти бренды штата Иллинойс. В то время Illinois Steel была дочерняя компания United States Steel. Хотя чаще всего это можно найти на угол, он был найден и на канале.
1915.
ок. 1920.
1926.
1929
1930-е гг.
Иллинойс — S
Многие бренды штата Иллинойс включают в свой бренд букву «S».Эти инициалы часто относятся к сталелитейному заводу, на котором прокатывалась деталь. Вот Предполагается, что буква «S» относится к работам Южного Чикаго. «США» часто включены также в эти бренды штата Иллинойс. В то время Illinois Steel была дочерняя компания United States Steel.
1910-е гг.
1920-е гг.
1930-е гг.
1944.
Неизвестная дата.
Внутренний
У некоторых внутренних брендов есть простой шрифт. Многие другие имеют необычный логотип с узким шрифтом и текстом в форме ромба и стилизованной буквой L, простирается под буквой «А». Эти бренды обычно довольно маленькие по размеру, и часто бывает трудно читать. Больше информации здесь.
1899.
1902 г.
1906.
1909 г.
1913.
1920. Простой шрифт.
1920-е гг. Логотип в форме ромба. Четвертая фотография выше изображена на тарелке. Бренды на тарелках, как правило, встречаются нечасто.
ок. 1925.
1930-е гг. Простой шрифт.
1930-е гг. Логотип в форме ромба.
Точная дата неизвестна, но пример поздний.
Дата неизвестна.
Современный ок. Бренд 1990-х годов.
Современный бренд.
I S Co. — M
Это может относиться к компании Illinois Steel Company с M относится к комбинату в Милуоки.
I & S Co.
Мало что известно об этой марке, найденной на мосту в Канзасе.
Ярроу
Бренд, найденный на Канадском мосту, вероятно, относится к британской компании в город Ярроу.
1911.
J&L S. Co.
Этот бренд относится к сталелитейной компании Jones and Laughlin. Неизвестно, почему небольшое количество их стальной продукции использовали аббревиатуру вместо ФИО. На основе датированных примеров, найденных HistoricBridges.org по всей видимости, использовались в течение периода примерно 1909–1911 годов. Некоторые бренды просто читают «J & L»
1909 г.
1910-1912
1942.
1990 Современные бренды. Читает J&L Structural USA.
Современный бренд.
Неизвестные даты.
JMA
Современный бренд.
Джонс и Лафлинз.
До 1902 года в названии Jones and Laughlin Steel использовалась буква «s».См. Эту статью. Этот факт может помочь датировать сталь и железо в мостах. с брендом Jones and Laughlins. Информация здесь.
1888.
1890-е гг.
1898.
1900–1904
Неизвестная дата.
Джонс и Лафлин.
После 1902 года Джонс и Лафлинс отказались от буквы «s» из «Лафлинза» и стали Джонс и Лафлин, как видно в этой статье.Информация здесь.
1909.
1910-е гг.
1920-е гг.
1930-е гг.
Kaiser Steel USA
1936.
Лакаванна
Базируется в Буффало, штат Нью-Йорк. Стал частью Bethlehem Steel вместе с с Камбрией к началу 1920-х гг.Информация здесь.
1905-1910 гг.
1910-1912
1913.
1913-1919
1920-е гг.
Неизвестная дата.
Lanarkshire Steel Co. Ltd., Шотландия,
Британский бренд обычно встречается в Канаде и Великобритании. Информация здесь.
Неизвестная дата.
1903.
1908. Уникальный бренд, утверждающий, что угол был произведен через Siemens-Martin. Кислотный процесс. Процесс Siemens Martin описал as: Производство стали в отражательной печи окислением. примесей из-за добавленных оксидов (ржавчина на ломе, прокатная окалина или чистые руды). Его можно проводить как на кислотной, так и на основной футеровке.
1921 г.
1933.
1956.
Lilleshall
Британский бренд обычно встречается в Канаде. Включает логотип British-I-Steel. См. Эту статью и эта статья.
1940.
Найден на ферме Бейли.
L. S. Corp. Ltd.
Предполагаемый британский бренд найден в Канаде.Это может относиться к Lancashire Steel Corporation of Warrington and Irlam
Найден на ферме Бейли.
Измерения
1923. 10 «. Хотя разметка размеров катаной балки может показаться разумно, это редко делалось из американской стали. Это редкий пример. Нет Название компании было найдено, но этот пример был найден на мосту в Калифорнии.
Мидлсбро
Предполагаемый британский бренд найден в штате Нью-Йорк.Это может относиться к Cargo Флот.
Найдено на мосту в штате Нью-Йорк.
Миннесота
Mossend
Предполагаемый британский бренд.
1889. На Форт-Бридж в Шотландии.
1892. На мосту в Квебеке.
Национальный
Найден на перилах из труб.
1937.
НССК
Современный бренд.
Новый Южный Уэльс США
1917.
Нью-Йорк США
Этот бренд современный, ссылаясь на сталь Nucor-Yamato.
Оливер
Этот бренд, похоже, относится к фабрике в Питтсбурге, штат Пенсильвания.На сегодняшний день он был найден только на стальных уголках.
1888.
1891.
Неизвестная дата.
Неизвестная дата.
П. Р. М. Ко Патерсон, Н. Дж.
Эти ранние бренды Passaic Rolling Mill Company имеют только инициалы компании.
1883 г.
1884.
1886–1887 гг. Это необычный Passaic R. M. CO.
1887.
Неизвестный.
Passaic Rolling Mill Company
Кажется, что все бренды, кроме самых ранних, просто читают «Passaic»
1890.
1901–1904.
1906 г.
1907 г.
P.C.S. Ко
Предположительно означает Pacific Coast Steel Company.
1929
1931
Пенкойд
Pencoyd Iron Works. Информация здесь.
ок. 1890-е гг.
1910-е годы
1920-е гг.
1930-е гг.
Неизвестные даты.
Феникс
Компания производит прокат типовых конструкционных элементов из чугуна и стали, а также как знаменитая запатентованная колонна Феникс. Марки на колоннах Phoenix специально отмечено на фотографиях ниже. Многие изделия компании до 1900 г. бренды также включали «Philada PA» для Филадельфии, штат Пенсильвания. Этот как правило, исключались из брендов после 1900 года.
1873.
1875. Сокращенное название PHX I Co.
.
1878 г. Колонна марки Phoenix.
1878 г. Патентная марка на колонке Феникс.
Торговая марка Phoenix Column.
Патент 1884 года на колонне Феникс.
1880-е гг.
1890-е гг.
1897 г. Марка колонны Феникс.
1897 г. Патентная марка на колонке Феникс.
1897. Обзор колонки Phoenix, показывающей патенты и названия компаний.
1901–1902.
1904.
1909.
1914.
1926 г.
1927.
1934.
1936.
Неизвестные даты на колоннах Феникса. Предполагается, что это было до 1900 года.
Неизвестные даты, но это, похоже, более ранние примеры.
Неизвестная дата, но, похоже, средний (не ранний, не поздний) пример.
Неизвестная дата, но, похоже, более поздний пример.
Помпей
Французский бренд.
Вышеуказанная марка найдена на мосту во Вьетнаме, дата неизвестна.
Прокатные станы Pottsville
См. Также запись братьев Аткинс на этой странице, поскольку эти два штата Пенсильвания компании связаны.
Просто читает Поттсвилл.
P S Co.
Этот бренд относится к Пенсильванской сталелитейной компании Steelton, Пенсильвания. Pennsylvania Steel Company стала частью Bethlehem Steel в 1916.
P X
Бренд неизвестного происхождения.
1929 г. Найден на мосту в Делавэре.
Ридинг, PA
Эта редкая марка была найдена на балочном мосту неизвестного возраста.
Неизвестная дата.
1925. На трубе.
1913.
Республика
Информация в этой статье.
1937.
Шотландия
Найдено в Великобритании.
1903.
Скаллин
Может относиться к компании Scullin Steel из Санкт-Петербурга.Луи, который ранее был известен как Скаллин — Галлахерская металлургическая компания.
1923.
1930.
1931.
1962.
SDI USA
Современный бренд, предположительно Steel Dynamics Inc из Форт-Уэйб, штат Индиана.
Шеффилд-SL
Британский бренд обычно встречается в Канаде.Sheffield Steel Products.
1939.
Шелтон
Британский бренд обычно встречается в Канаде. Информация здесь и многое другое здесь.
Неизвестная дата.
Shire Steel Co., Шотландия,
Британский бренд обычно встречается в Канаде.
1911.
Скиннингроув Англия
Британский бренд обычно встречается в Канаде.Больше информации здесь.
1912.
1933.
1934.
Стоктон MIC
Торговая марка из Великобритании, вероятно, имеющая отношение к Stockton-on-Tees.
1899.
Теннесси
1933.
1935.
1936 г.
1950-е годы.
Неизвестная дата.
Некоторые бренды Теннесси не произвели на стали и выглядят так, как будто они читают «II NNI SSFF USA» Примеры этого показаны ниже.
1926.
1949
Thyssen
Немецкий.
Этот немецкий бренд нашли на мосту во Вьетнаме.
Трентон
Это относится к Trenton Works of New Jersey Steel and Iron Company.
1878.
1879.
Неизвестная дата. Предполагается, что они датируются не позднее 1880-х годов.
Union Iron Company
Этот бренд относится к компании из Буффало, штат Нью-Йорк. Город и государство обычно появляется как часть бренда.
Найден на арке Уиппла, поэтому очень старый.
1875.
1883.
Неизвестная дата.
Union Iron Mills
Этот бренд относится к мельнице в Питтсбурге, штат Пенсильвания, и городе и состояние включены как часть бренда.
1871.
USS
USS означает United Штаты Сталь.В течение многих десятилетий после своего создания United States Steel на стали не использовались марки, а вместо этого использовались названия поглощаемых компании (например, Карнеги). Однако когда-то в 1950-х (приблизительно 1952-1953 гг.), Эта практика, похоже, прекратилась, и сталь была свернут с названием USS и никакими другими полностью написанными именами. (См. Отдельный запись для переходного бренда USS Carnegie). Некоторые из этих брендов имеют буквы в конце, которые могут относиться к мельнице (H для Homestead, S для South Чикаго, C для Карнеги и т. Д.)
1950 г.Этот бренд также включает в себя букву «H» как часть бренда.
1954. Этот бренд также включает в себя букву «H» как часть бренда.
1954. Этот бренд также включает в себя букву «S» как часть бренда.
1957-1960 гг. Эти бренды также включают букву «S» как часть бренда.
1964 г. Никаких дополнительных букв на этой марке.
Неизвестная дата.Этот бренд также включает в себя букву «C» как часть бренда.
ок. 1950-е годы. Этот бренд также включает в себя букву «C» как часть бренда.
Неизвестная дата. Этот бренд также включает в себя букву «H» как часть бренда.
ок. 1950-е годы. Этот бренд также включает в себя букву «H» как часть бренда.
Неизвестная дата.
USS Carnegie Illinois
Редкий бренд, очевидно, представитель того периода, когда United States Steel переводил использование старых названий компаний, чтобы заменить их на USS бренды, и, возможно, была краткая попытка использовать универсальный бренд. на более чем одном сталелитейном заводе.
1949. Carnegie Illinois — S (Южный Чикагский завод)
1950 Карнеги Иллинойс — H (Homestead Works)
1951. Carnegie Illinois — S (Южный Чикагский завод)
1952 г.
Неизвестная дата.
Уодсворт Баффало Нью-Йорк
Union Iron Company, по-видимому, работала под этим названием несколько лет. около 1870 г.
Weirton
Информация об этом Компания.
1935.
1936.
О компании — Контакты
Двутавровые балки | Металлопродукция | Продукция | Yamato Steel Co., Ltd.
К началу продуктов
Балка двутавровая
Прокат стальной Н-образного сечения.Равная толщина двух параллельных фланцев без конуса на внутренней поверхности. Классифицируются на узкие, средние и широкие в зависимости от высоты и ширины фланца.
Форма / размеры
Серия с широким фланцем
| Классификация (высота × ширина фланца) | Стандартное поперечное сечение Размеры (мм) | Площадь поперечного сечения (см 3 ) | Масса устройства (кг / м) | |||
|---|---|---|---|---|---|---|
| В × В | т 1 | т 2 | р | |||
| 100 × 100 | * 100 × 100 | 6 | 8 | 8 | 21.59 | 16,9 |
| 125 × 125 | 125 × 125 | 6.5 | 9 | 8 | 30,00 | 23,6 |
| 150 × 150 | 150 × 150 | 7 | 10 | 8 | 39.65 | 31,1 |
| 175 × 175 | 175 × 175 | 7,5 | 11 | 13 | 51,43 | 40,4 |
| 200 × 200 | 200 × 200 * 200 × 204 | 8 | 12 | 13 | 63.53 71,53 | 49,9 56,2 |
| 250 × 250 | * 244 × 252 250 × 250 * 250 × 255 | 11 | 11 | 13 | 81,31 91,43 103,9 | 63,8 71,8 81,6 |
| 300 × 300 | * 294 × 302 300 × 300 * 300 × 305 | 12 | 12 | 13 | 106.3 118,5 133,4 | 83,4 93,0 105,0 |
| 350 × 350 | * 344 × 348 * 344 × 354 350 × 350 | 10 | 16 | 13 | 144,0 164,6 171,9 | 113,0 129.0 135,0 |
| 400 × 400 | 400 × 400 | 13 | 21 | 22 | 218,7 | 172,0 |
| Классификация (высота × ширина фланца) | Номер ссылки | |||||
|---|---|---|---|---|---|---|
| Второй момент площади (см 4 ) | Радиус вращения площади (см) | Сечение Модуль упругости (см 3 ) | ||||
| лк | св. | г.ix | iy | zx | zy | |
| 100 × 100 | 378 | 134 | 4.18 | 2,49 | 75,6 | 26,7 |
| 125 × 125 | 839 | 293 | 5,29 | 3,13 | 134,0 | 46,9 |
| 150 × 150 | 1,620 | 563 | 6.40 | 3,77 | 216,0 | 75,1 |
| 175 × 175 | 2 900 | 984 | 7,50 | 4,37 | 331,0 | 112,0 |
| 200 × 200 | 4,720 4,980 | 1,600 1,700 | 8.62 8,35 | 5,02 4,88 | 472,0 498,0 | 160,0 167,0 |
| 250 × 250 | 8,700 10,700 11,400 | 2,940 3,650 3,880 | 10,30 10,80 10,50 | 6,01 6,32 6,11 | 713,0 860.0 912,0 | 233,0 292,0 304,0 |
| 300 × 300 | 16,600 20,200 21,300 | 5,510 6,750 7,100 | 12,50 13,10 12,60 | 7,20 7,55 7,30 | 1,130,0 1,350,0 1,420,0 | 365,0 450,0 466,0 |
| 350 × 350 | 32 800 34 900 39 800 | 11 200 11 800 13 600 | 15.10 14.60 15.20 | 8,84 8,48 8,89 | 1 910,0 2030,0 2280,0 | 646,0 669,0 776,0 |
| 400 × 400 | 66 600 | 22 400 | 17,50 | 10,10 | 3 330,0 | 1120,0 |
Средний фланец серии
| Классификация (высота × ширина фланца) | Стандартное поперечное сечение Размеры (мм) | Площадь поперечного сечения (см 3 ) | Масса устройства (кг / м) | |||
|---|---|---|---|---|---|---|
| В × В | т 1 | т 2 | р | |||
| 200 × 150 | 194 × 150 | 6 | 9 | 8 | 38.11 | 29,9 |
| 250 × 175 | 244 × 175 | 7 | 11 | 13 | 55,49 | 43,6 |
| 300 × 200 | 294 × 200 | 8 | 12 | 13 | 71.05 | 55,8 |
| 350 × 250 | 340 × 250 | 9 | 14 | 13 | 99,53 | 78,1 |
| 400 × 300 | 390 × 300 | 10 | 16 | 13 | 133.30 | 105 |
| 450 × 300 | 440 × 300 | 11 | 18 | 13 | 153,90 | 121 |
| 500 × 300 | 482 × 300 488 × 300 | 11 | 15 | 13 | 141.2 159,2 | 111 125 |
| 600 × 300 | 582 × 300 588 × 300 594 × 302 | 12 | 17 | 13 | 169,20 187,20 217,10 | 133 147 170 |
| 700 × 300 | 692 × 300 700 × 300 | 13 | 20 | 18 | 207.50 231,50 | 163 182 |
| 800 × 300 | 792 × 300 800 × 300 | 14 | 22 | 18 | 239,50 263,50 | 188 207 |
| 900 × 300 | * 890 × 299 900 × 300 * 912 × 302 | 15 | 23 | 18 | 266.90 305,80 360,10 | 210 240 283 |
| Классификация (высота × ширина фланца) | Номер ссылки | |||||
|---|---|---|---|---|---|---|
| Второй момент площади (см 4 ) | Радиус вращения площади (см) | Сечение Модуль упругости (см 3 ) | ||||
| лк | св. | г.ix | iy | zx | zy | |
| 200 × 150 | 2,630 | 507 | 8.30 | 3,65 | 271 | 67,6 |
| 250 × 175 | 6 040 | 984 | 10,40 | 4,21 | 495 | 112 |
| 300 × 200 | 11 100 | 1,600 | 12.50 | 4,75 | 756 | 160 |
| 350 × 250 | 21 200 | 3,650 | 14,60 | 6,05 | 1,250 | 292 |
| 400 × 300 | 37 900 | 7 200 | 16.90 | 7,35 | 1,940 | 480 |
| 450 × 300 | 54 700 | 8,110 | 18,90 | 7,26 | 2,490 | 540 |
| 500 × 300 | 58 300 68 900 | 6,760 8,110 | 20.30 20.80 | 6,92 7,14 | 2,420 2,820 | 450 540 |
| 600 × 300 | 98 900 114 000 134 000 | 7,660 9,010 10,600 | 24,20 24,70 24.80 | 6,73 6,94 6,98 | 3,400 3,890 4,500 | 511 601 700 |
| 700 × 300 | 168 000 197 000 | 9 020 10 800 | 28.50 29,20 | 6,59 6,83 | 4870 5,640 | 601 721 |
| 800 × 300 | 248000 286000 | 9 920 11 700 | 32,20 33,00 | 6,44 6,67 | 6270 7 160 | 661 781 |
| 900 × 300 | 339 000 404 000 491 000 | 10,300 12,600 15,700 | 35.60 36,40 36,90 | 6,20 6,43 6,59 | 7,610 8,990 10,800 | 687 842 1.040 |
Серия с узким фланцем
| Классификация (высота × ширина фланца) | Стандартное поперечное сечение Размеры (мм) | Площадь поперечного сечения (см 3 ) | Масса устройства (кг / м) | |||
|---|---|---|---|---|---|---|
| В × В | т 1 | т 2 | р | |||
| 200 × 100 | * 198 × 99 200 × 100 | 4.5 | 7 | 8 | 22,69 26,67 | 17,8 20,9 |
| 250 × 125 | 248 × 124 250 × 125 | 5 | 8 | 8 | 31.99 36,97 | 25,1 29,0 |
| 300 × 150 | 298 × 149 300 × 150 | 5,5 | 8 | 13 | 40,80 46,78 | 32,0 36,7 |
| 350 × 175 | 346 × 174 350 × 175 | 6 | 9 | 13 | 52.45 62,91 | 41,2 49,4 |
| 400 × 200 | 396 × 199 400 × 200 | 7 | 11 | 13 | 71,41 83,37 | 56,1 65,4 |
| 450 × 200 | 446 × 199 450 × 200 | 8 | 12 | 13 | 82.97 95,43 | 65,1 74,9 |
| 500 × 200 | 496 × 199 500 × 200 * 506 × 201 | 9 | 14 | 13 | 99,29 112,30 129,30 | 77,9 88.2 102,0 |
| 600 × 200 | 596 × 199 600 × 200 * 606 × 201 | 10 | 15 | 13 | 117,80 131,70 149,80 | 92,5 103,0 118,0 |
| Классификация (высота × ширина фланца) | Номер ссылки | |||||
|---|---|---|---|---|---|---|
| Момент второй площади (см 4 ) | Радиус вращения площади (см) | Сечение Модуль упругости (см 3 ) | ||||
| лк | св. | г.ix | iy | zx | zy | |
| 200 × 100 | 1,540 1,810 | 113 134 | 8.25 8,23 | 2,24 2,24 | 156 181 | 22,9 26,7 |
| 250 × 125 | 3,450 3,960 | 255 294 | 10,40 10,40 | 2,82 2,82 | 278 317 | 41,1 47,0 |
| 300 × 150 | 6,320 7,210 | 442 508 | 12.40 12,40 | 3,29 3,29 | 424 481 | 59,3 67,7 |
| 350 × 175 | 11 000 13 500 | 791 984 | 14,50 14,60 | 3,88 3,96 | 638 771 | 91,0 112,0 |
| 400 × 200 | 19 800 23 500 | 1,450 1,740 | 16.60 16.80 | 4,50 4,56 | 999 1,170 | 145,0 174,0 |
| 450 × 200 | 28 100 32 900 | 1,580 1,870 | 18,40 18,60 | 4,36 4,43 | 1,260 1,460 | 159,0 187.0 |
| 500 × 200 | 40,800 46,800 55,500 | 1,840 2,140 2,580 | 20,30 20,40 20,70 | 4,31 4,36 4,46 | 1,650 1,870 2,190 | 185,0 214,0 256,0 |
| 600 × 200 | 66,600 75,600 88,300 | 1,980 2,270 2,720 | 23.80 24,00 24,30 | 4,10 4,16 4,26 | 2,240 2,520 2,910 | 199,0 227,0 270,0 |
1. При заказе указывайте фактические размеры (В × Ш × т 1 / т 2 × длина).
2. Размеры, отмеченные *, не прокатываются постоянно, поэтому обращайтесь к нам при заказе.
3. Пожалуйста, сообщите нам заранее о сроках выполнения работ и технических характеристиках (гибка, дробеструйная обработка и т. Д.).
4. Стандартная длина 6 м и более с шагом 500 мм до 24 м, но для заказов более 15 м
пожалуйста, поговорите с нами перед заказом.
Практическое руководство: стена под двутавровую балку | Home Guides
Двутавровая балка состоит из трех различных частей: вертикальной стенки и двух горизонтальных полок, одна вверху и одна внизу.Когда пролет перекрытия перекрытия превышает несущую способность балок, или когда есть изменение направления обрамления балок, архитектор может указать использование двутавровой балки для дополнительной поддержки. Когда стальные двутавровые балки используются в жилищном строительстве, подрядчик по строительству фундамента часто оставляет углубленную «выемку» в бетонной фундаментной стене для удержания балки. Можно соорудить стену под двутавр, а затем установить гипсокартон, чтобы скрыть его.
Прикрепите верхнюю стеновую пластину
Отрежьте пиломатериал вдвое с помощью циркулярной пилы по желаемой длине новой стены.Ширина полки на стандартных стальных двутавровых балках варьируется, поэтому используйте пиломатериалы той же ширины, что и нижняя полка двутавровой балки. Например, если ширина фланца составляет 5 1/2 дюймов, используйте пиломатериал 2 на 6 для обрамления стены. Доска размером 2 на 6 на самом деле имеет ширину 5 1/2 дюймов. Поскольку габаритные размеры пиломатериалов не равны их количественным этикеткам, измерьте и фланец, и доски, если вы не уверены.
Положите обрезную доску на землю и просверлите направляющие отверстия через каждые 16 дюймов, чередуя стороны. Отверстия должны быть примерно на 3/4 дюйма от сторон доски.
Удерживая доску на месте, заподлицо с нижней частью полки стальной двутавровой балки, и отметьте расположение отверстий от доски на двутавровой балке.
Установите сверло с металлическим сверлом 1/4 дюйма и просверлите отверстия во фланце двутавровой балки, которые соответствуют отверстиям в доске.
Установите плату на место и вставьте болты с квадратным подголовком 1/4 на 3 1/2 дюйма снизу платы через отверстия в двутавровой балке. Установите шайбы и гайки, прилагаемые к болтам, и затяните их гаечным ключом.Верхняя настенная пластина теперь на месте.
Установите пластину пола и шпильки стены
Удерживая веревку отвеса вдоль краев верхней пластины стены с обеих сторон и обоих концов, сделайте соответствующие отметки на полу. Для достижения наилучших результатов конец отвеса должен быть на волосок от бетонного пола.
Поместите доску на пол, используя метки отвеса в качестве направляющих, и прикрепите доску с помощью шурупов по бетону и перфоратора. Вставьте один винт примерно через каждые 16 дюймов.
Разложите стойки для стен. Стандартное расстояние между стойками составляет 16 дюймов по центру. Это означает, что центры каждой стойки должны находиться на расстоянии 16 дюймов друг от друга. Измерьте и отметьте расположение стоек как на верхней стеновой пластине, так и на нижней стеновой пластине.
Измерьте расстояние между верхней и нижней пластинами для каждой вырезанной и установленной шпильки. Длина шипов будет близка, но могут быть небольшие различия, поэтому измеряйте каждую отдельно.
Поместите шпильку между метками на верхней и нижней пластинах и вставьте гвозди под углом 45 градусов вверху и внизу каждой стойки, чтобы прикрепить шпильки к пластинам.Это называется «ногеем на ногах». С одной стороны вставьте два гвоздя, равномерно расположенных, а с другой стороны вставьте один гвоздь посередине. Используя гвоздь для обрамления и гвозди 8d, прикрепите таким образом верх и низ каждой шпильки.
Ссылки
Советы
- Стена, которую вы строите под двутавровой балкой, является перегородкой; это не несущая стена. Балка несущая.
- Установите гипсокартон до самого верха двутавровой балки, чтобы придать законченный вид.
Предупреждения
- Если балка сделана из дерева, а не из стали, это двутавровая, а не двутавровая балка.Не просверливайте фланец двутавровой балки. Это часто приводит к аннулированию гарантии производителя балки и нарушению ее структурной целостности.
Писатель Биография
Гленда Тейлор — подрядчик и писатель, специализирующийся на строительных работах. Ей также нравится писать статьи о бизнесе и финансах, о еде и напитках, а также о домашних животных. Ее образование включает маркетинг и степень бакалавра журналистики Канзасского университета.
Структурные антецеденты двутавровой балки, 1800-1850 по JSTOR
Информация о журналеTechnology and Culture — ежеквартальный междисциплинарный журнал Общества истории технологий.Международный журнал публикует работы историков, инженеров, ученых, кураторов музеев, архивистов, социологов, антропологов и других по различным темам, от сельского хозяйства до застежек-молний. Технология и культура регулярно включает научные статьи, обзоры книг, обзоры музейных выставок и критические эссе. Текущая библиография общества по истории технологий также появляется под заголовком «Технологии и культура».
Информация об издателеОдно из крупнейших издательств в Соединенных Штатах, Johns Hopkins University Press объединяет традиционные издательские подразделения книг и журналов с передовыми сервисными подразделениями, которые поддерживают разнообразие и независимость некоммерческих, научных издателей, обществ и ассоциаций.Журналы The Press — это крупнейшая программа публикации журналов среди всех университетских изданий США. Отдел журналов издает 85 журналов по искусству и гуманитарным наукам, технологиям и медицине, высшему образованию, истории, политологии и библиотечному делу. Подразделение также управляет услугами членства более чем 50 научных и профессиональных ассоциаций и обществ. Книги Имея признанные критиками книги по истории, науке, высшему образованию, здоровью потребителей, гуманитарным наукам, классической литературе и общественному здравоохранению, Книжный отдел ежегодно публикует 150 новых книг и поддерживает более 3000 наименований.Имея склады на трех континентах, торговые представительства по всему миру и надежную программу цифровых публикаций, Книжный отдел объединяет авторов Хопкинса с учеными, экспертами, образовательными и исследовательскими учреждениями по всему миру. Проект MUSE® Project MUSE — ведущий поставщик цифрового контента по гуманитарным и социальным наукам, предоставляющий доступ к журналам и книгам почти 300 издателей. MUSE обеспечивает выдающиеся результаты научному сообществу, максимизируя доходы издателей, обеспечивая ценность для библиотек и предоставляя доступ ученым по всему миру.Услуги Hopkins Fulfillment Services (HFS) HFS обеспечивает печатную и цифровую рассылку для выдающегося списка университетских издательств и некоммерческих организаций. Клиенты HFS пользуются современными технологиями хранения, доступом в режиме реального времени к критически важным бизнес-данным, управлением и сбором дебиторской задолженности, а также беспрецедентным обслуживанием клиентов.
Патент США на коллективную маркировку поверхности путем направления нескольких лазерных лучей, генерируемых лазерным контроллером. Патент (Патент № 8,854,406, выданный 7 октября 2014 г.)
ПРЕТЕНЗИЯ НА ПРИОРИТЕТДанная заявка не является предварительной заявкой, в которой испрашивается приоритет в отношении U.S. Предварительная заявка на патент, сер. № 61/807 238 под названием: «ОДНОВРЕМЕННАЯ МАРКИРОВКА ПОВЕРХНОСТИ НЕСКОЛЬКИМИ ЛАЗЕРНЫМИ ЛУЧАМИ, НАПРАВЛЯЕМЫЕ НЕСКОЛЬКИМИ СКАНИРУЮЩИМИ ГОЛОВКАМИ ЛАЗЕРНОЙ СИСТЕМЫ», подана 1 апреля 2013 г.
ОБЛАСТЬ ТЕХНОЛОГИИЭто раскрытие в целом относится к лазерной маркировке систем и, более конкретно, к способу, системе и / или устройству для коллективной маркировки поверхности двумя или более лазерными лучами, генерируемыми контроллером лазера.
ПредпосылкиВ настоящее время в большинстве устройств для лазерной маркировки используется одна сканирующая головка для выполнения таких задач, как маркировка объектов.Использование одной сканирующей головки для маркировки объекта может потребовать чрезмерно много времени в течение одного производственного цикла. Для производственных циклов, требующих более короткого времени маркировки, лазерные системы с одной сканирующей головкой могут быть не идеальными. Кроме того, покупка дополнительных устройств лазерной маркировки для сокращения времени цикла может оказаться неэффективной с точки зрения затрат. Если используется несколько устройств для лазерной маркировки, согласование устройств может быть трудным процессом и не может быть безошибочным. Более того, современные системы, в которых используется несколько сканирующих головок, могут не обеспечивать возможности для изменения индивидуальных характеристик лазерного луча (например,грамм. длительность импульса, энергия импульса, длина волны и т. д.) для создания уникальной глубины маркировки, профилей маркировки и / или меток, которые отличаются друг от друга. Кроме того, системы, которые используют несколько сканирующих головок, могут не обеспечивать возможности для объединения нескольких лазерных лучей для создания более глубокой метки и / или метки с уникальным профилем за меньшее время, чем для одного лазерного луча.
СУЩНОСТЬ ИЗОБРЕТЕНИЯРаскрыты способ, система и / или устройство для коллективной маркировки поверхности двумя или более лазерными лучами, генерируемыми контроллером лазера.
В одном аспекте способ маркировочной головки лазерной системы включает прием одного или нескольких входных сигналов от контроллера лазерной системы, подключенного к маркировочной головке, по меньшей мере, через один интерфейсный кабель, при этом контроллер генерирует один или несколько входные сигналы основаны на входных данных, полученных от устройства обработки данных, коммуникативно связанного с контроллером. Способ дополнительно включает настройку первого второстепенного через первый сканер гальванометра, второго второстепенного через второй сканер гальванометра, третьего зеркала через третий сканер гальванометра и четвертого второстепенного через четвертый сканер гальванометра на основе одного или нескольких входных сигналов.
Кроме того, способ включает в себя направление через первое вспомогательное и второе зеркало первого лазерного луча, генерируемого контроллером и передаваемого на маркировочную головку через сосуд для доставки луча, и управление через третье вспомогательное и четвертое зеркало. второй лазерный луч, генерируемый контроллером и передаваемый на маркировочную головку через другую емкость для доставки луча. Первый сканер гальванометра, второй сканер гальванометра, третий сканер гальванометра и четвертый сканер гальванометра конфигурируются одним или несколькими входными сигналами для управления первым лазерным лучом и вторым лазерным лучом, так что первый лазерный луч и второй лазерный луч луч коллективно обозначает маркировочную поверхность.
В другом аспекте система лазерной маркировки для маркировки маркировочной поверхности содержит контроллер, устройство обработки данных, коммуникативно связанное с контроллером, и маркировочную головку, подключенную к контроллеру, по меньшей мере, через один интерфейсный кабель. Маркировочная головка дополнительно содержит первое зеркало первого сканера гальванометра, второе вспомогательное зеркало второго сканера гальванометра, третье вспомогательное зеркало третьего сканера гальванометра и четвертое вспомогательное зеркало четвертого сканера гальванометра.
В частности, маркировочная головка сконфигурирована для приема одного или нескольких входных сигналов от контроллера, при этом контроллер генерирует один или несколько входных сигналов на основе входных данных, полученных от устройства обработки данных.Маркировочная головка дополнительно конфигурируется для регулировки первого зеркала через первый сканер гальванометра, второго зеркала через второй сканер гальванометра, третьего зеркала через третий сканер гальванометра и четвертого второстепенного через четвертый сканер гальванометра на основе одного или нескольких входных данных. сигналы. Маркировочная головка также сконфигурирована так, чтобы направлять через первое зеркало и второе вспомогательное зеркало первый лазерный луч, генерируемый контроллером и передаваемый на маркировочную головку через сосуд для доставки луча, а через третье зеркало и четвертое зеркало — второй лазерный луч, генерируемый контроллером и передаваемый на маркировочную головку через другую емкость для доставки луча.
Первый сканер гальванометра, второй сканер гальванометра, третий сканер гальванометра и четвертый сканер гальванометра конфигурируются одним или несколькими входными сигналами для управления первым лазерным лучом и вторым лазерным лучом, так что первый лазерный луч и Второй лазерный луч коллективно маркирует маркировочную поверхность.
Входные данные, полученные от устройства обработки данных, содержат данные, инструктирующие контроллер сконфигурировать один или несколько входных сигналов на основе режима управления лазерным лучом, при этом режим управления лазерным лучом включает в себя создание метки, сделанной посредством схождения первый лазерный луч и второй лазерный луч в точке схождения на маркировочной поверхности и / или две метки, сделанные примерно в одно и то же время, при этом одна метка создается первым лазерным лучом, а другая метка создается вторым лазерным лучом.В частности, точка схождения находится в пределах области перекрытия, при этом область перекрытия представляет собой область на маркировочной поверхности, где и первый лазерный луч, и второй лазерный луч могут управляться для маркировки маркировочной поверхности.
Раскрытые здесь способы и системы могут быть реализованы любыми средствами для достижения различных аспектов и могут выполняться в форме энергонезависимого машиночитаемого носителя, воплощающего набор инструкций, которые при выполнении машиной вызывают машина для выполнения любых операций, описанных в данном документе.Другие особенности будут очевидны из сопроводительных чертежей и из последующего подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙВарианты осуществления этого изобретения проиллюстрированы в качестве примера, а не ограничения, на чертежах сопроводительных чертежей, на которых одинаковые ссылки обозначают аналогичные элементы и на которых:
Фиг. 1 иллюстрирует маркировочную головку лазерной системы, содержащей две сканирующие головки для независимого управления двумя лазерными лучами, согласно одному или нескольким вариантам осуществления.
РИС. 2A — схематическая диаграмма лазерной системы, содержащей устройство обработки данных, соединенное с контроллером лазера, который, в свою очередь, коммуникативно соединен с маркировочной головкой, согласно одному или нескольким вариантам осуществления.
РИС. 2B — вид маркировочной головки по фиг. 2A, на котором изображена переменная маркировочная поверхность, которая должна быть маркирована лучами с разными фокусными расстояниями, согласно одному или нескольким вариантам осуществления.
РИС. 3A — вид в разрезе маркировочной головки, содержащей две сканирующие головки, которые направляют два лазерных луча, которые сходятся в точке маркировочной поверхности, согласно одному или нескольким вариантам осуществления.
РИС. 3B — вид в разрезе маркировочной головки, содержащей две сканирующие головки, которые направляют два лазерных луча, которые маркируют маркировочную поверхность в разных местах разными метками, согласно одному или нескольким вариантам осуществления.
РИС. 4 — вид в разрезе маркировочной головки, содержащей несколько сканирующих головок, согласно одному или нескольким вариантам осуществления.
РИС. 5 — схематическая диаграмма контроллера лазера, соединенного с несколькими сканирующими головками одной или нескольких маркировочных головок для маркировки различных областей маркировочной поверхности согласно одному или нескольким вариантам осуществления.
РИС. 6A — вид в перспективе маркировочной поверхности, конкретно изображающий маркировку с треугольным профилем, согласно одному или нескольким вариантам осуществления.
РИС. 6В — вид в перспективе маркировочной поверхности, изображающей маркировку с прямоугольным профилем, согласно одному или нескольким вариантам осуществления.
РИС. 7 показаны два вида в разрезе маркировочной поверхности, на которых одна метка имеет большую глубину, чем другая метка, согласно одному или нескольким вариантам осуществления.
РИС.8 представляет собой блок-схему технологического процесса, в которой перечислены этапы маркировки поверхности двумя лазерными лучами приблизительно в одно и то же время согласно одному или нескольким вариантам осуществления.
Другие особенности настоящих вариантов осуществления будут очевидны из сопроводительных чертежей и из подробного описания, которое следует ниже.
ПОДРОБНОЕ ОПИСАНИЕРаскрыты способы, системы и / или устройства для коллективной маркировки поверхности двумя или более лазерными лучами, генерируемыми контроллером лазера.Хотя настоящие варианты осуществления были описаны со ссылкой на конкретные примерные варианты осуществления, будет очевидно, что в эти варианты осуществления могут быть внесены различные модификации и изменения без отклонения от более широкого духа и объема различных вариантов осуществления. Кроме того, компоненты, показанные на фигурах, их соединения, соединения, взаимосвязи и функции предназначены только для примера и не предназначены для ограничения или ограничения вариантов осуществления, описанных в данном документе. Следующие термины должны пониматься специалистами в данной области как отраслевые термины: «лазерный луч (и)», «управление», «маркировочная головка», «сканирующая головка», «гальванометрический сканер», «коллимация луча / коллиматор». (s) »и« маркировка на лету.«Эти термины используются в соответствии с их отраслевыми определениями, если не указано иное.
Для целей этого раскрытия «метка» создается системой лазерной маркировки. Знак может быть гравировкой. В качестве альтернативы, метка может быть создана посредством процесса отжига или с помощью любых других методов обработки материала.
Чтобы пояснить, что может представлять собой знак, в следующем примере используется выгравированный знак. Знак может в совокупности описывать символы, которые выгравированы на поверхности одновременно.Например, вся гравировка идентификационного номера транспортного средства (VIN), состоящая из 17 знаков, может быть обозначена как метка. Каждый отдельный персонаж — это часть знака. Кроме того, метка может также описывать изображение или изображения, которые выгравированы на поверхности. В других случаях метка может описывать конкретную гравировку, созданную одним лазерным лучом. Если два лазерных луча используются для гравировки VIN таким образом, что один лазерный луч гравирует первые 8 символов VIN, а второй лазерный луч гравирует последние 9 символов VIN, каждый набор символов, выгравированных каждым отдельным лазерным лучом, может быть обозначен как отметка.
Система лазерной маркировки может использоваться для маркировки поверхностей такой информацией, как названия производителей, номера деталей, номера моделей и т. Д. Однако, когда этот процесс выполняется на сборочной линии, возникает потребность в быстром, эффективном и точная маркировка объектов. Использование лазерной системы с одним лазером в такой ситуации может оказаться недостаточным для достижения производственных целей или квот. При тех или иных обстоятельствах лазерная система с несколькими лазерами (например, двумя или более лазерами) может ускорить процесс маркировки.Вариант такой лазерной системы изображен на фиг. 1.
В частности, фиг. 1 иллюстрирует маркировочную головку 102 лазерной системы, содержащей две сканирующие головки 100 A-B для независимого управления двумя лазерными лучами, согласно одному или нескольким вариантам осуществления. Помимо сканирующих головок 100 A-B, маркировочная головка 102 может содержать два коллиматора пучка 108 A-B; две интегральные платы 106 A-B; и / или два отражателя 110 A-B.ИНЖИР. 1 показан предпочтительный вариант компоновки перечисленных выше компонентов маркировочной головки 102 ; однако в объем этого примерного варианта осуществления входят другие устройства.
Примерный вариант осуществления, описанный здесь, может использоваться для маркировки неподвижных объектов и / или движущихся объектов. Маркировка движущихся объектов (например, маркировка «на лету») может выполняться посредством использования дополнительных кодированных сигналов, которые предоставляют информацию в лазерную систему относительно скорости движущихся объектов.
Сканирующие головки 100 A-B могут быть предварительно изготовленными сканирующими головками, используемыми в промышленности, такими как SCANcube® 10. Каждая сканирующая головка 100 A-B может дополнительно содержать несколько гальванометрических сканеров (не показаны). Прикрепленный к гальванометру сканер может быть второстепенным (не показан). Использование двух гальванометрических сканеров на каждую сканирующую головку обеспечивает отклонение луча от каждого зеркала и последующую фокусировку луча через сканирующую линзу (например, объектив F-Theta) сканирующей головки.Зеркала могут быть наклонными, так что углы отклонения можно регулировать в зависимости от положения сканеров гальванометра.
Перед отражением лазерных лучей от отражателей 110 AB, лазерные лучи могут быть доставлены в коллиматоры луча 108 AB через два отдельных сосуда для доставки луча 104 AB, где лучи кондиционируются и сфокусированы в соответствии с заданными значениями. Сосуды для доставки луча , 104, A-B могут быть соединены с коллиматорами луча 108 A-B на одном конце и с контроллером 202 лазера на другом конце, как показано на фиг.2А. В частности, фиг. 2A представляет собой схематическую диаграмму лазерной системы, содержащей устройство обработки данных 200, , соединенное с контроллером лазера 202 , который, в свою очередь, соединен с маркировочной головкой , 102, , согласно одному или нескольким вариантам осуществления.
Устройство обработки данных , 200, может быть коммуникативно связано (например, через проводное соединение для передачи данных и / или беспроводное соединение для передачи данных) с контроллером 202 лазера. Кроме того, беспроводное соединение для передачи данных может быть облегчено за счет использования облачной сети, которая может содержать облачный сервер для обработки облачных вычислений (например,g., передача сигнала (ов) данных на лазерный контроллер 202 через World Wide Web) по мере необходимости. Устройство , 200, обработки данных может передавать сигнал данных в контроллер , 202, лазера на основе пользовательского ввода. Лазерный контроллер , 202, может преобразовывать сигнал данных в цифровые входные сигналы, которые передаются на маркировочную головку , 102, через интерфейсный кабель , 206, . Передача данных может осуществляться по определенному протоколу.Например, цифровые входные сигналы могут содержать набор значений для оси X и / или оси Y для положения вспомогательного устройства сканера гальванометра. Этот тип передачи данных соответствует протоколу XY2-100. Затем положение сканеров гальванометра может быть изменено на основе значений для осей X и / или Y.
Одновременно с передачей цифровых входных сигналов или в другое время, лучи передаются от лазерного контроллера 202 к маркировочной головке 102 , в частности, в коллиматоры пучков 108 A-B.Затем коллиматор луча 108 A направляет луч на отражатель 110 A, который отражает луч на второстепенные элементы сканеров гальванометров в сканирующей головке 100 A. Точно так же коллиматор луча 108 B доставляет отдельный луч к отражателю 110 B, который отражает луч на второстепенные элементы сканеров гальванометров в сканирующей головке 100 B.
Одна пара сканеров гальванометров может направлять через зеркала луч, который должен быть сфокусирован на маркировочную поверхность 208 А.В предпочтительном варианте осуществления два луча управляются приблизительно в одно и то же время, так что они входят в контакт с маркировочной поверхностью 208 A примерно в одно и то же время. Это может позволить лучам коллективно маркировать маркировочную поверхность 208, A. В одном примерном варианте осуществления коллективная маркировка двумя лучами такова, что маркировочная поверхность 208, A маркируется обоими лучами приблизительно в одно и то же время.
Согласно одному или нескольким вариантам осуществления коллективная маркировка двумя лучами может соответствовать одному из двух режимов управления лазерным лучом.Входные данные, предоставленные устройством , 200, обработки данных, могут определять конкретный используемый режим управления лазерным лучом. В частности, цифровые входные сигналы, генерируемые контроллером , 202, лазера, могут быть основаны на режиме управления лазерным лучом. Согласно одному режиму управления лазерным лучом создаваемая метка является результатом схождения двух лазерных лучей в точке схождения , 310, на маркировочной поверхности , 308, , как показано на фиг. 3А. Соответственно, одиночная метка может быть сгенерирована в области перекрытия 306 области маркировки 304 A и области маркировки 304 B.В частности, область 304 A маркировки может быть областью поверхности 308 маркировки, где лазерный луч, направляемый сканирующей головкой 300 A маркировочной головки 302 , может маркировать поверхность 308 маркировки. Аналогично, область маркировки 304 B может быть областью маркировочной поверхности 308 , где лазерный луч, направляемый сканирующей головкой 300 B маркировочной головки 302 , может маркировать поверхность 308 маркировки.
Согласно одному или нескольким вариантам осуществления точка конвергенции , 310, может быть расположена в пределах области перекрытия , 306, . Лазерные лучи можно направлять через сканирующие головки , 300, A-B, так что они сходятся в точке схождения , 310, . Впоследствии лазерные лучи могут вместе маркировать поверхность , 308, . Обратимся теперь к фиг. 3A, на котором показано схождение двух лазерных лучей в точке схождения , 310, .В частности, два лазерных луча совместно маркируют маркировочную поверхность 308 , чтобы создать отметку, которая читается как «1234». Два лазерных луча сходятся в зоне перекрытия 306 , чтобы отметить «1234» на маркировочной поверхности 308 .
В варианте осуществления, показанном на фиг. 3A два луча показаны сходящимися на цифре «2». Схождение двух лазерных лучей может помочь в создании более глубокого следа, чем тот, который создается одним лазерным лучом.Например, такой знак, как созданный в предпочтительном варианте осуществления по фиг. 3A может иметь глубину приблизительно 200 мкм, тогда как метка, созданная одним лазерным лучом, может иметь глубину только 100 мкм. ИНЖИР. 7 наглядно демонстрирует различия по глубине между двумя метками, как видно через вид в поперечном сечении меток. Кроме того, схождение двух лазерных лучей может быть полезным для создания единой метки за меньшее время, чем та, которая была бы создана с помощью одного лазера. Например, метка, созданная на фиг.3A может быть завершено за 0,025 секунды, тогда как отметка, созданная одним лазерным лучом, может занять 0,075 секунды.
В соответствии со вторым режимом управления лазерным лучом два лазерных луча управляются таким образом, что каждый отмечает разные места на маркировочной поверхности. Обратимся теперь к фиг. 3B, который иллюстрирует один вариант осуществления второго режима управления лазерным лучом. На фиг. 3B, два лазерных луча вместе маркируют поверхность 308 маркировки, но каждый лазерный луч маркирует другое место поверхности 308 маркировки и в конечном итоге создает метку, которая уникальна из метки, созданной другим лазерным лучом. .Например, как показано на фиг. 3B, лазерный луч направляется сканирующей головкой 300 A маркирующей головки 302 , отмеченной цифрой «1» на маркировочной поверхности 308 , а лазерный луч направляется сканирующей головкой 300 B маркировочной головки 302 обозначен цифрой «4» на маркировочной поверхности 308 . ИНЖИР. 3B отображает два лазерных луча, обозначающих «2» и «3», отдельно на маркировочной поверхности 308 . В частности, лазерный луч, управляемый сканирующей головкой 300 A, маркирует «2», а лазерный луч, управляемый сканирующей головкой 300 B, отмечает «3».По сути, каждый лазерный луч создает две отдельные отметки: отметку «1 2» и отметку «3 4». Однако знак «1 2 3 4» также можно рассматривать как один коллективный знак, в котором каждый лазерный луч создает часть знака, причем части являются «1 2» и «3 4».
Режим управления лазерным лучом может определять способ создания метки. В частности, он может указывать, какой лазерный луч создаст первую часть метки, а какой лазерный луч создаст вторую часть метки. Эта информация может быть передана от устройства обработки данных к контроллеру лазера в виде сигнала данных.Затем лазерный контроллер может преобразовывать сигнал данных в один или несколько цифровых входных сигналов. Цифровой входной сигнал (ы) может конфигурировать гальванометрические сканеры сканирующих головок 300 AB таким образом, что когда лазерные лучи направляются, они создают одну или несколько меток на маркировочной поверхности 308 в соответствии с указанным режимом управления лазерным лучом . В результате несколько частей создаваемой марки назначают для маркировки отдельными лучами или создаются две уникальные метки, каждая с помощью одного лазерного луча.
В альтернативном варианте осуществления второго режима управления лазерным лучом каждый из двух лазерных лучей создает одну и ту же метку примерно в одно и то же время. Полученные гравюры представляют собой две идентичные марки. Например, второй режим управления лазерным лучом может привести к конфигурации гальванометрических сканеров сканирующих головок, в которой лазерный луч, управляемый каждой сканирующей головкой, создает метку, которая читается как «ABCD». Таким образом, конечный продукт представляет собой две отдельные метки, каждая из которых читает «ABCD» в разных местах маркировочной поверхности.
В еще одном альтернативном варианте осуществления второго режима управления лазерным лучом лазерные лучи направляются для создания двух уникально различных меток примерно в одно и то же время. Например, можно направить первый лазерный луч для создания метки с надписью «DOG». Второй лазерный луч можно направить, чтобы создать отметку с надписью «CAT». Обе метки могут быть созданы примерно в одно и то же время и могут находиться в разных местах на поверхности для маркировки, но в пределах области маркировки каждой сканирующей головки.
Обратимся теперь к РИС. 4, который представляет собой вид в разрезе маркировочной головки 402 , содержащей несколько сканирующих головок 400 A-C, согласно одному или нескольким вариантам осуществления. Другой предпочтительный вариант осуществления маркирующей головки системы лазерной маркировки может включать в себя три или более сканирующих головок. Дополнительная сканирующая головка (и) может содержать гальванометрические сканеры, которые работают так, как было описано ранее. В целом каждая дополнительная сканирующая головка (и) может направлять лазерный луч для создания метки, отдельной от метки, создаваемой другими лазерными лучами.
Расположение сканирующих головок 400 A-C, показанных на фиг. 4 — примерный вариант осуществления. Однако другие расположения и количество сканирующих головок входят в объем этого примерного варианта осуществления. Иллюстрацию другой компоновки множества сканирующих головок систем лазерной маркировки можно увидеть на фиг. 5. Например, фиг. 5 изображена система лазерной маркировки, в которой лазерный контроллер 502 соединен с тремя сканирующими головками 500 A-C по отдельности через три сосуда для доставки луча 504 A-C.В частности, сканирующая головка 500 A соединена с контроллером лазера 502 через сосуд для доставки луча 504 A; сканирующая головка 500 B соединена с контроллером лазера 502 через сосуд для доставки луча 504 B; и сканирующая головка 500 C соединена с контроллером лазера 502 через сосуд для доставки луча 504 C. Сканирующие головки 500 AC расположены в разных местах маркировочной поверхности 506 , так что метка (s ) могут быть созданы в каждом месте примерно в одно и то же время.
Примерные варианты осуществления, раскрытые в данном документе, предоставляют способ, систему и / или устройство для коллективной маркировки поверхности двумя или более лазерными лучами, генерируемыми контроллером лазера. Помимо различий в отметках, которые может создавать каждый лазерный луч, каждый лазерный луч может отличаться по одной или нескольким характеристикам от другого лазерного луча (ов). Например, в системе лазерной маркировки с двумя сканирующими головками два лазерных луча независимо управляются сканирующими головками. Первый лазерный луч может отличаться по уровню мощности, ширине импульса, фокусному расстоянию и / или длине волны от второго лазерного луча.Различие в характеристиках луча может использоваться для создания различных типов меток на разных поверхностях. Например, метка может иметь треугольный профиль , 600, (как показано на фиг. 6A) на маркировочной поверхности , 602, . В качестве альтернативы, знак может иметь прямоугольный профиль 604 (как показано на фиг. 6B) на поверхности 606 для маркировки. В другом примере, как показано на фиг. 2B, маркировочная поверхность 208 B с разной высотой по ее поверхности может потребовать использования луча лазера с разными фокусными расстояниями.Лазерный луч, управляемый сканирующей головкой 100 B, может иметь большее фокусное расстояние, чем у лазерного луча, управляемого сканирующей головкой 100 A. В целом, различные характеристики луча могут быть ответственны за несопоставимые профили маркировки и фокусные расстояния. Кроме того, балки могут отличаться характеристиками, влияющими на ширину отметки. Один лазерный луч может создавать метку, которая шире или меньше, чем метка, созданная другим лазерным лучом, созданным тем же лазерным контроллером.
РИС.8 представляет собой блок-схему технологического процесса, в которой перечислены этапы маркировки поверхности двумя лазерными лучами приблизительно в одно и то же время согласно одному или нескольким вариантам осуществления. Операция , 800, обсуждает прием одного или нескольких входных сигналов от контроллера лазерной системы, подключенного к маркировочной головке через интерфейсный кабель, при этом контроллер генерирует входной сигнал (ы) на основе входных данных, полученных от устройства обработки данных, коммуникативно подключенного. к контроллеру. Операция 802 обсуждает настройку первого второстепенного через первый сканер гальванометра, второго зеркала через второй сканер гальванометра, третьего второстепенного через третий сканер гальванометра и четвертого второстепенного через четвертый сканер гальванометра на основе одного или нескольких входных сигналов. .В операции , 804, обсуждается управление через первое зеркало и второе вспомогательное зеркало первого лазерного луча, генерируемого контроллером и передаваемого на маркировочную головку через сосуд для доставки луча. В операции , 806, обсуждается управление через третье зеркало и четвертое второстепенное, второй лазерный луч, генерируемый контроллером и передаваемый на маркировочную головку через другой сосуд для доставки луча. Операция 808 раскрывает результат процесса, описанного в операциях 800 — 806 .
Кроме того, следует понимать, что различные операции, процессы и способы, раскрытые в данном документе, могут быть воплощены в энергонезависимом машиночитаемом носителе и / или машинно-доступном носителе, совместимом с системой обработки данных (например, обработка данных устройство 200 ). Соответственно, описание и чертежи следует рассматривать в иллюстративном, а не ограничительном смысле.
Структуры и модули на рисунках могут быть показаны как отдельные и взаимодействующие только с несколькими конкретными структурами, а не с другими.Структуры могут быть объединены друг с другом, могут выполнять перекрывающиеся функции и могут связываться с другими структурами, которые не показаны как связанные на фигурах.