Маркировка латуней — компания Ауремо / Auremo
Маркировка латуней Общие сведения о латуни Характеристики основных свойств деформируемых двойных латуней
Классификация
Латуни подразделяются на: 1) двухкомпонентные простые, которые состоят только из цинка и меди и имеют примеси в небольших количествах. 2) Многокомпонентные специальные, которые помимо цинка и меди содержат легирующие дополнительные элементы. Такими элементами могут быть железо, алюминий, никель, марганец, кремний, свинец. Кроме того латунь подразделяется на литейную и деформируемую.
Легирование
Олово способно повысить прочность и сопротивление к коррозии в морской воде. Марганец повышает коррозионную стойкость и прочность латуней, в особенности в сочетании с оловом, железом и алюминием. Никель способствует повышению прочности и коррозионной стойкости в агрессивных средах. Кремний напротив, ухудшает прочность и твердость. Свинец способствует улучшению обрабатываемости резанием, но ухудшает механические свойства. Совместное легирование свинцом и кремнием способствует повышению антифрикционных свойств, после чего такая латунь может служить в качестве заменителя более дорогих, к примеру, оловянных бронз.
Совместное легирование свинцом и кремнием способствует повышению антифрикционных свойств, после чего такая латунь может служить в качестве заменителя более дорогих, к примеру, оловянных бронз.
Маркировка
Многокомпонентные латуни маркируются следующим образом: первая буква — Л, означающая — латунь, после идёт ряд букв, которые указывают на состав легирующих элементов, входящих в сплав, кроме цинка. Цифры, указанные через дефис, обозначают следующее: первая цифра отражает в процентах среднее содержание меди, последующие цифры указывают на содержание каждого легирующего элемента в такой же, как и в буквенной части марки последовательности. Порядок цифр и букв устанавливается в соответствии с содержанием элемента: первым идет элемент, доля которого в сплаве наибольшая, а остальные присадки идут по нисходящей. Содержание цинка определяют по разности от 100%. К примеру: марка ЛАЖМц66−6-3−2 следует расшифровывать таким образом: латунь, содержащая Cu — 66%, Al -6%, Fe -3% и Mn — 2%. Содержание цинка в латуни составляет в остатке 100 — (66+6+3+2) = 23%. Латунь, которая содержит 5−20% Zn называют томпаком (красной). Желтой называют латунь, которая содержит 20−36%Zn. Латуни, с содержанием более 45%Zn, крайне редко используются на практике. В марках простых латуней указывают только содержание меди. Лб3 — содержит 63% меди и -37% цинка; Л96 — содержит 96% меди и ~4%Zn (томпак).
Содержание цинка в латуни составляет в остатке 100 — (66+6+3+2) = 23%. Латунь, которая содержит 5−20% Zn называют томпаком (красной). Желтой называют латунь, которая содержит 20−36%Zn. Латуни, с содержанием более 45%Zn, крайне редко используются на практике. В марках простых латуней указывают только содержание меди. Лб3 — содержит 63% меди и -37% цинка; Л96 — содержит 96% меди и ~4%Zn (томпак).
Применение латуней. Литейные сплавы
· ЛЦ40Мц3Ж — гребные винты и лопасти, арматура, сложной конфигурации детали и т. п.;
· ЛЦ40С — втулки, арматура, сепараторы роликовых и шариковых подшипников и пр.;
· ЛЦ30А3 — детали, стойкие к коррозии.
Деформируемые сплавы
· ЛЖМц59−1-1 — прутки, полосы, проволока, трубы;
· ЛАЖ60−1-1 — прутки, трубы;
· ЛС59−1 — прутки, полосы, проволока, трубы.
Поставщик
Вас интересует маркировка латуни? Маркировка латуни на сайте поставщика «Ауремо» освещена наиболее полно. Предлагаем купить латунный прокат со специализированных складов поставщика «Ауремо» с доставкой в любой город. Полное соответствие ГОСТ и международным стандартам качества. Оптовым заказчикам цена — льготная. Купить сегодня.
Полное соответствие ГОСТ и международным стандартам качества. Оптовым заказчикам цена — льготная. Купить сегодня.
Купить, выгодная цена
На складе поставщика «Ауремо» представлен самый широкий выбор продукции. Всегда в наличии латунный прокат, цена — обусловлена технологическими особенностями производства без включения дополнительных затрат. Это оптимальная цена от поставщика. Купить сегодня. Ждем ваших заказов. У нас наилучшее соотношение цена-качество на весь ряд продукции. На связи опытные менеджеры — оперативно помогут купить латунный прокат оптом или в рассрочку. Постоянные покупатели могут купить латунный прокат с дисконтной скидкой, цена — наилучшая в данном сегменте проката. Поставщик «Ауремо» является признанным экспертом на рынке цветных металлов. Благодаря представительствам в Восточной Европе, мы имеем возможность оперативного взаимодействия с торговыми партнёрами.
Марки и состав сплавов цветных металлов
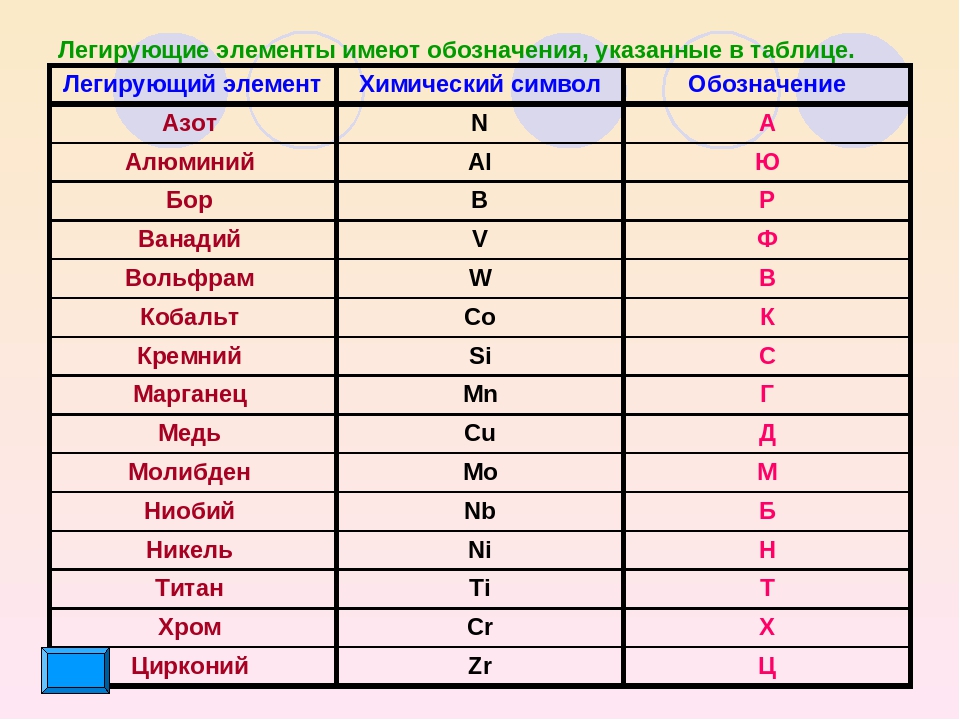
Элементы, входящие в состав сплавов цветных металлов, обозначают буквами русского алфавита: алюминий — А, железо — Ж, марганец — Мц, никель — Н, олово — О, свинец — С, цинк — Ц. бериллий — Б, фосфор — Ф.
бериллий — Б, фосфор — Ф.
Сплавы на медной основе
К сплавам на медной основе принадлежат латуни и бронзы.
Латунь — сплав меди с цинком и другими элементами. Латунь является вязкой и пластичной, хорошо обрабатывается давлением и резанием. Латуни обозначают буквой Л и цифрой, поназывающей содержание меди. Например, латунь марки Л80 содержит 80% меди -и 20% цинка. Если в состав латуни, кроме меди и цинка, входят также другие элементы, их обозначают буквами, а процент их содержания — цифрами. Например, латунь марки ЛС59-1 содержит 59% меди, 1% свинца и 40% цинка.
Бронза — сплав меди с оловом, алюминием, никелем, бериллием, цинком, свинцом и другими элементами. Обозначают бронзы буквами и цифрами. Буквы Бр обозначают бронзу, следующие после них буквы показывают наличие элементов, а цифры — количество элементов (в процентах), введенных в бронзу. Например, марка бронзы Бр, ОЦС6-6-3 означает, что сплав содержит 67% олова, 6% цинка, 3% свинца и 85% меди.
Бронзы, в состав которых входит олово, называют оловянистыми. Их используют в основном для изготовления деталей, подвергающихся при работе действию трения, например, вкладышей подшипников скольжения. Олово придает бронзе устойчивость против коррозии, повышает ее механические свойства, улучшает технологические свойства.
Их используют в основном для изготовления деталей, подвергающихся при работе действию трения, например, вкладышей подшипников скольжения. Олово придает бронзе устойчивость против коррозии, повышает ее механические свойства, улучшает технологические свойства.
Безоловянистые бронзы в зависимости от элементов, входящих в их состав, могут быть алюминиевыми, никелевыми, бериллиевыми, фосфористыми и др. Алюминиевые бронзы с содержанием алюминия до 10% характеризуются высокой антикоррозионной стойкостью. Устойчивостью против действия морской воды, пара, влажного воздуха и слабых растворов кислот. Никелевая бронза имеет улучшенные механические свойства: хорошую износостойкость и высокие антифрикционные качества.
При производстве любых цветных металлов важно соблюдать экологические нормы. Программу контроля можно разработать и самому, однако на данный момент стоимость ПЭК относительно невысока и лучше поручить это профессионалам.
Алюминиевые сплавы
Алюминий сплавляют с медью, цинком, магнием, марганцем, кремнием и железом, причем кремний и железо являются его постоянными примесями и попадают в сплав вместе с техническим алюминием.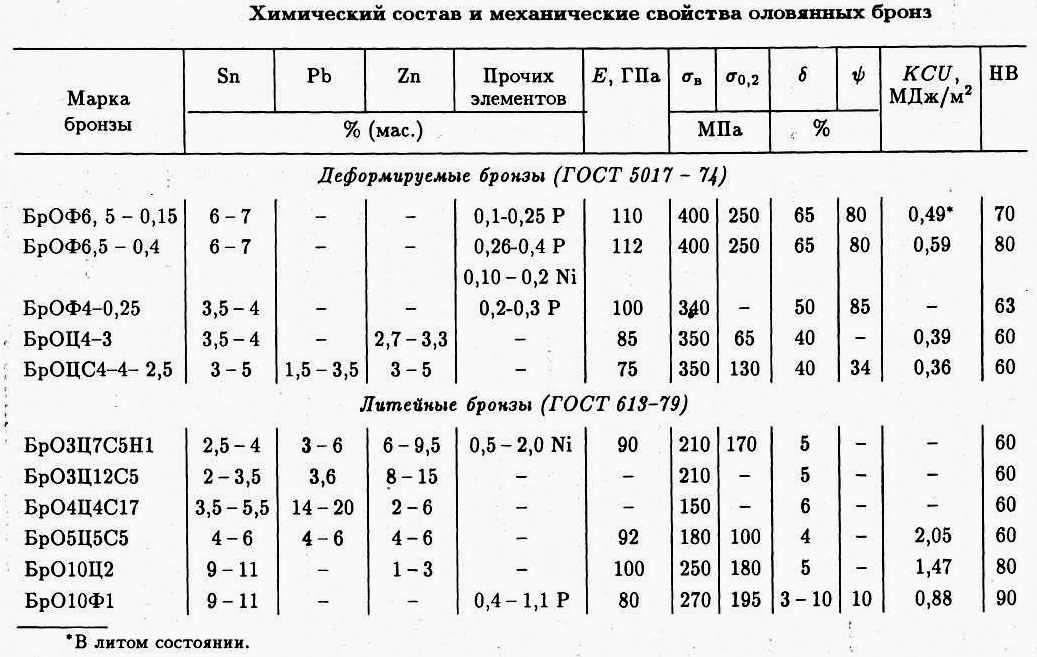 Алюминиевые сплавы обладают высокими механическими свойствами и малой плотностью, высокой электро- и теплопроводностью и хорошей антикоррозионной стойкостью.
Алюминиевые сплавы обладают высокими механическими свойствами и малой плотностью, высокой электро- и теплопроводностью и хорошей антикоррозионной стойкостью.
По способам производства алюминиевые сплавы делятся на две группы: литейные, применяемые для изготовления деталей отливкой, и деформируемые, или кузнечные, используемые для изготовления проволоки, перфорированных алюминиевых листов, профильного алюминия, а также деталей ковкой и штамповкой.
К литейным алюминиевым сплавам принадлежат силумины, а к деформируемым — дюралюмины. В состав дюралюминия в среднем входит около 5% меди, до 2% магния, около 1% кремния, от 0,3 до 0,8% марганца, менее 0,1 % железа, а остальное — алюминий. Дюралюмины можно термически обрабатывать, благодаря чему их механические свойства повышаются. Они пластичны, легко куются и штампуются, широко используются в самолетостроении.
Взаимосвязь родного языка и игры на духовых инструментах
Ченг, Ю-Сюань
Ключевые слова: Язык, английский язык, китайский язык, этюды, методы обучения, родной язык, игра на духовых инструментах, отношения, валторна, техники, методы игры на валторне, исполнение музыки, обучение музыке, музыкальное образование, межкультурное изучение, образование на валторне
URI:
https://hdl. handle.net/2022/29043
handle.net/2022/29043
Дата: 2023-05-05
Издатель: Университет Индианы
Тип: Диссертация
Реферат:
Введение:
В связи с увеличением числа студентов, обучающихся за границей, перед высшими преподавателями стоит задача обучать студентов, говорящих на разных родных языках. Этот исследовательский проект направлен на изучение взаимосвязи между родным языком и игрой на медных духовых инструментах с упором на валторнистов, которые являются носителями либо английского, либо китайского языка. Метод:
Исследование было основано на опросе самооценки, разосланном валторнистам по всему миру. В ходе опроса участников попросили оценить свои воспринимаемые уровни сложности при исполнении различных техник игры на валторне, описать свои общие качества тона и стили артикуляции, а также опыт работы с игроками с разным родным языком и образованием на валторне за пределами их родной страны. Полученные результаты:
Результаты исследования показали, что существуют значительные различия между носителями английского языка и носителями мандаринского языка с точки зрения их общих стилей артикуляции и воспринимаемых ими уровней сложности некоторых техник.
Описание:
Диссертация (DM) – Университет Индианы, музыка, 2023
Показать полную запись товара
As Bold As Brass — Материалы, химия и биология Судебно-медицинское расследование Хокинса
Главная›Insight › Смело, как латунь
- 06.01.2020
- Понимание
Материалы, химия и биология
Элеонора Джей
Главный юрист
- +44 1737 763 957
- +44 7467 943 518
Латунь использовалась в течение многих тысяч лет и может использоваться для декоративных конструкций, таких как бенинские «бронзы» (фактически сделанные из латуни), или, совсем недавно, для архитектурных целей и для сантехники.
Фотография 1: Использование латуни
Слева — облицовка по адресу: 10 Weymouth Street[1], London привык к описал широкий спектр сплавов меди (Cu) – цинка (Zn) с небольшими добавками других легирующих элементов, напр. свинец, мышьяк, олово и т. д. Как правило, латуни можно производить дешево, в больших объемах, и они обладают рядом полезных механических свойств: твердостью, прочностью, пластичностью, износостойкостью, легкостью обработки, коррозионной стойкостью и т. д. Свойства латунь может быть изменена добавлением или удалением химических элементов или термической обработкой.
Из этого следует, что рабочие характеристики латунных компонентов часто зависят от правильной спецификации свойств и изготовления. Если, например, для латунного изделия требуется образцовая коррозионная стойкость, но латунный компонент был изготовлен или указан неправильно, маловероятно, что он будет работать эффективно и может преждевременно выйти из строя.
В этой статье основное внимание будет уделено использованию латуни в сантехнике, например, в системах подачи воды или масла. В этих приложениях латуни часто используются для формирования компрессионных соединений
(например, Фотография 2 ). Для выполнения такого соединения труба вставляется через контргайку, металлическую оливку и до заплечика корпуса фитинга. Затем на корпус фитинга навинчивается контргайка и затягивается с помощью гаечного ключа до числа оборотов, указанного производителем (если такая информация указана).
На рисунке 1 показана частичная фазовая диаграмма для двойной системы Cu-Zn. В зависимости от состава латунь можно разделить на три категории (каждая с различной кристаллической или зернистой структурой): α латунь , α + β латунь и β латунь , как указано на фазовой диаграмме.
α Латунь мягкая и пластичная, что позволяет легко деформировать ее путем прокатки, сгибания, волочения и т. д., придавая ей различные функциональные формы. Как правило, латунь α закаляют холодной или горячей обработкой, а затем отжигают для снятия чрезмерного напряжения.
Латуни с α- и β-фазами в микроструктуре обозначаются как α + β-латунь или ‘ дуплексная латунь
 Взято из Callcut, V. (2000). Введение в латуни (Часть II). Ассоциация развития меди.
Взято из Callcut, V. (2000). Введение в латуни (Часть II). Ассоциация развития меди.Для горячей штамповки идеальные сплавы (такие как дуплексная латунь) должны иметь максимальную пластичность при повышенной температуре и могут быть выдавлены в прутки сложного сечения, в то время как прочность и разумная пластичность должны быть гарантированы при комнатной температуре для обеспечения структурной целостности.
Как правило, компрессионные соединения изготавливаются либо путем литья расплавленной латуни в фасонный штамп, либо путем горячей штамповки слитков в фасонные компоненты. При обработке или изготовлении латунных деталей методом холодной или горячей обработки пластическая деформация увеличивает прочность и твердость материалов, но также приводит к высоким остаточным напряжениям. Достаточная величина остаточного растягивающего напряжения может привести к непредсказуемой деформации при резке или механической обработке, к горячему растрескиванию или к явлению, известному как коррозионное растрескивание под напряжением (КРН) при хранении или эксплуатации.
SCC требует выполнения трех условий:
- Восприимчивый материал
- Устойчивое растягивающее напряжение выше определенного порога
- Конкретные коррозионные виды
Латунь восприимчива к SCC в присутствии аммиака. Следует отметить, что для инициирования SCC требуется лишь незначительное количество аммиака (который может присутствовать, например, в воздухе или поте).
В случае компрессионных соединений напряжение может возникать из двух источников. Во-первых, это приложенное напряжение, будь то из-за способа соединения деталей во время сборки или из-за напряжений в соединении при установке. Второй источник напряжения может быть связан с остаточным напряжением в материале, возникающим в процессе производства. Латунь может подвергаться отжигу (или термообработке) во время производства, что приводит к изменению микроструктуры латуни и ее механических свойств. Если латуни не подвергать термической обработке, то вполне возможно, что они будут иметь остаточное напряжение и могут выйти из строя при более низких напряжениях, чем в противном случае.
Для снятия остаточных напряжений в латуни и, таким образом, снижения вероятности растрескивания компоненты должны подвергаться отжигу для снятия внутренних остаточных напряжений без существенного ухудшения функциональных свойств[4].
Хокинс видел отказ компонентов в процессе эксплуатации из-за SCC, что может привести к утечке воды и масла (например, Фотография 3 ).
Фотография 3: Примеры отказов в Хокинсе. Слева — резьбовой стержень. Справа — внутренние детали метчика.
Слева — резьбовой стержень
Справа — внутренние детали метчика.
Компания Hawkins провела испытания для изучения состава и структуры зерен латунных компрессионных соединений различных производителей, а также для изучения уровня напряжения, необходимого для того, чтобы компрессионные соединения вышли из строя во время эксплуатации. Примеры соединений были изготовлены с использованием фитингов, приобретенных у продавцов сантехники, затянутых на разную величину и помещенных в среду (например, с высоким содержанием аммиака) для стимуляции SCC.
На фотографии 4 показан пример затянутого латунного фитинга, подвергавшегося воздействию раствора Маттсона в течение 163 часов.
Фотография 4: Фитинг, демонстрирующий коррозионное растрескивание под напряжением после погружения в раствор Маттсона на 163 часа. Мы изучили как микроструктуру, так и элементный состав каждой из выбранных для исследования латунных фитингов, которые все были изготовлены из дуплексной латуни. Интересно отметить, что большинство исследованных фитингов имели микроструктуру, указывающую на то, что компоненты были сформированы горячей прокаткой. Однако микроструктуры не свидетельствовали о том, что они подвергались последующей термообработке для снятия остаточного напряжения от формирования. Это говорит о том, что исследованные нами компоненты будут гораздо более восприимчивы к SCC при более низких напряжениях, чем компоненты, которые были подвергнуты термообработке (и, следовательно, снятию напряжения).
Однако микроструктуры не свидетельствовали о том, что они подвергались последующей термообработке для снятия остаточного напряжения от формирования. Это говорит о том, что исследованные нами компоненты будут гораздо более восприимчивы к SCC при более низких напряжениях, чем компоненты, которые были подвергнуты термообработке (и, следовательно, снятию напряжения).
На фотографиях 5 и 6 показаны трещины в разных фитингах, которые имеют заметно разную микроструктуру. Примечательно, что образцы с одним и тем же элементным составом могут иметь совершенно разную микроструктуру в зависимости от скорости охлаждения и технологии изготовления. В каждой микроструктуре α-фаза латуни светлее, чем β-фаза. Темные сферические формы — частицы свинца.
Фото 5: Пример SCC из дуплексной латуни. Микроструктура предполагает, что образец, возможно, был подвергнут горячей прокатке. Фотография 6: Пример растрескивания другой дуплексной латуни. Микроструктура, по-видимому, имеет другую морфологию, чем на фотографии 5 (микроструктура, подобная Видманштеттену). Это указывает на более высокую скорость охлаждения, поскольку α-фаза выпадает из β-фазы, что позволяет предположить, что образец может быть отлит под давлением.
Микроструктура, по-видимому, имеет другую морфологию, чем на фотографии 5 (микроструктура, подобная Видманштеттену). Это указывает на более высокую скорость охлаждения, поскольку α-фаза выпадает из β-фазы, что позволяет предположить, что образец может быть отлит под давлением. Свинец добавляется в латунь для улучшения обрабатываемости, что означает легкость, с которой металл можно резать; ряд фитингов, исследованных в Хокинсе, имел состав свинца от 1,8% до 3,0% по весу, и интересно отметить, что фитинги с повышенным содержанием свинца оказались более восприимчивыми к SCC. Добавление свинца мало влияет на твердость и предел прочности латуни. Однако энергия разрушения латуни с повышенным содержанием свинца снижается (хотя обрабатываемость латуни с повышенным содержанием свинца улучшается). Это связано с тем, что межфазная граница между свинцом и объемом слабая, и, следовательно, трещины могут легче распространяться вдоль границы, тем самым способствуя зарождению и распространению трещин при низких энергиях.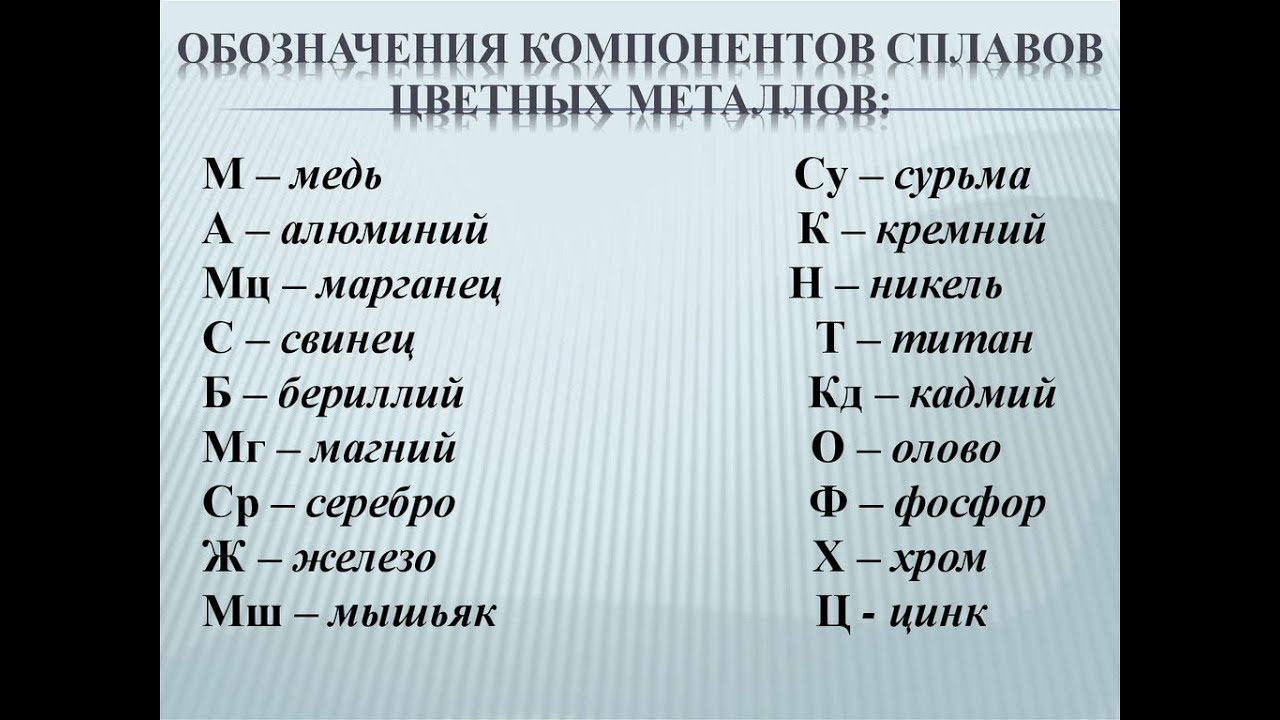
Хотя повышенное содержание свинца повлияло на восприимчивость латунных компонентов к SCC, проведенные испытания пришли к выводу, что основным фактором, влияющим на восприимчивость фитингов к SCC, была нагрузка при затяжке. Например, перетяжки некоторых марок фитингов всего на пол-оборота было достаточно, чтобы вызвать растрескивание за значительно более короткое время, чем если бы соединение было выполнено в соответствии с инструкциями производителя.
Интересно, что стандарт ISO 6957:1988 «Медные сплавы. Испытание аммиаком на устойчивость к коррозии под напряжением» требует погружения компонентов в раствор хлорида аммония на 24 часа. Когда соединения были выполнены в соответствии с инструкциями производителя, все компоненты, протестированные в этом исследовании, соответствовали этому требованию. Однако при погружении компонентов на более продолжительное время или при погружении компонентов в более агрессивную среду (например, в раствор Маттсона, как указано в ASTM G37-98 2016, «Стандартная практика по использованию раствора Маттссона с pH 7,2 для оценки подверженности медно-цинковых сплавов растрескиванию под напряжением»), большинство испытанных образцов не прошли испытания.
Таким образом, это исследование показывает, что из всех исследованных латунных фитингов ни один из них не подвергался послепроизводственному отжигу для уменьшения остаточного напряжения от деформации. Следовательно, эти фитинги с большей вероятностью будут подвергаться SCC, чем те, которые отожжены и сняты напряжения. Проведенное исследование показало, что наиболее значительным фактором, вызывающим SCC в этих фитингах, было напряжение, возникающее в фитинге во время сборки, то есть чрезмерное затягивание во время установки. Поэтому для любого установщика важно следовать инструкциям производителя по установке, чтобы избежать выхода компонентов из строя из-за SCC.
ОБ АВТОРЕ
Доктор Элеонора Джей является дипломированным инженером и дипломированным ученым, имеет опыт работы в области материаловедения и специализируется на материальных отказах. Вместе с Хокинсом Элеонора специализировалась на исследованиях отказов материалов (керамика, стекло, полимеры, металлы), металлургии, утечек воды, масла и других видов топлива, отказов механических систем и травм.