Коэффициент линейного расширения | Мир сварки
Содержание
- Коэффициент линейного расширения
- Металлы
- Различные материалы
- Литература
Коэффициент линейного расширения
Коэффициент линейного теплового расширения (α) показывает относительное изменение длины тела при нагревании на температуру ΔT.
| Материал | Температура, °С | α, 10-6, K-1 |
|---|---|---|
| Металлы | ||
| Алюминий | 20 | 24,3 |
| Бериллий | 20 | 11,7 |
| Бронза | 20 | 17,5 |
| Ванадий | 20 | 10,9 |
| Висмут | 20 | 13,4 |
| Вольфрам | 20 | 4,98 |
| Гафний | 20 | 5,9 |
| Дюралюминий | 20 | 22,6 |
| Железо | 20 | 11,7 |
| Железо кованое | 20 | 11,9 |
| Железо литое | 20 | 10,2 |
| Золото | 20 | 14,2 |
| Инвар (36,1 % Ni) | 20 | 0,9 |
| Иридий | 20 | 6,5 |
| Константан | 20 | 17,0 |
| Латунь | 20 | 18,9 |
| Магний | 20 | 25,1 |
| Медь | 20 | 16,8 |
| Молибден | 20 | 5,44 |
| Нейзильбер | 20 | 18,4 |
| Никель | 20 | 13,3 |
| Ниобий | 20 | 7,1 |
| Олово | 20 | 21,4 |
| Палладий | 20 | 11,1 |
| Платина | 20 | 9,1 |
| Платино-иридиевый сплав | 20 | 8,7 |
| Свинец | 20 | 27,56 |
| Серебро | 20 | 19,51 |
| Сталь 3 | 20 | 11,9 |
| Сталь нержавеющая | 20 | 11,0 |
| Тантал | 20 | 6,55 |
| Титан | 20 | 8,5 |
| Хром | 20 | 6,2 |
| Цинк | 20 | 32,5 |
| Цирконий | 20 | 5,89 |
| Чугун | 20 | 10,4 |
| Различные материалы | ||
| Алмаз | 20 | 0,91 |
| Бетон | 20 | 12,0 |
| Винипласт | 20 | 70 |
| Гранит | 20 | 8,3 |
| Дерево вдоль волокон | 20 | 2–6 |
| Дерево поперек волокон | 20 | 50–60 |
| Кварц плавленный | 20 | 0,5 |
| Кирпичная кладка | 20 | 5,5 |
| Лед | -10–0 | 50,7 |
| Стекло обычное | 8,5 | |
| Стекло пирекс | 20 | 3 |
| Углерод (графит) | 20 | 7,9 |
| Фарфор | 20 | 3,0 |
| Цемент | 20 | 12,0 |
| Эбонит | 20 | 70 |
Литература
- Справочник по сварке цветных металлов / С.
 М. Гуревич. Киев.: Наукова думка. 1981. 680 с.
М. Гуревич. Киев.: Наукова думка. 1981. 680 с. - Справочник по элементарной физике / Н.Н. Кошкин, М.Г. Ширкевич. М., Наука. 1976. 256 с.
- Справочник по сварке цветных металлов / С.М. Гуревич. Киев.: Наукова думка. 1990. 512 с.
 М. Гуревич. Киев.: Наукова думка. 1981. 680 с.
М. Гуревич. Киев.: Наукова думка. 1981. 680 с.http://www.naftaros.ru — Коэффициент линейного расширения базальтопластика
Главная страница / Статьи и публикации / Коэффициент линейного расширения базальтопластика
С.П.Оснос, В.Н.Садков, М.Н.Киселев
Тепловое расширение тел характеризуется линейным или объемным коэффициентом расширения.
Истинным коэффициент линейного расширения (истинным КТР) называется отношение увеличения линейного размера базальтопластикового стержня единичной длины к малому изменению температуры, вызвавшему изменение размера. На практике пользуются средним коэффициентом линейного расширения:
Где L0 — длина стержня при начальной температуре Т0;
Lt — длина стержня, нагретого до температуры Т.
В таблице приводятся значения коэффициентов термического расширения некоторых материалов в интервале температур от 15°С до 200°С.
Коэффициенты термического расширения
№ п/п | Материал | a 107град-1 |
1 | 2 | 3 |
1 | Стекло кварцевое | 5,6 |
2 | Стекло листовое оконное | 95 |
3 | Стекло свинцовое (хрусталь) | 120 |
4 | Сталь | 117 |
5 | Медь | 170 |
6 | Серебро | 195 |
7 | Алюминий | 235 |
8 | Свинец | 300 |
9 | Цинк | 358 |
10 | Базальтопластик | 46 |
11 | Стеклопластик | 50 |
12 | Массивное стекло алюмобороси- | 60 |
13 | Стеклянное волокно алюмоборо- | 50 |
14 | Полиэфирные смолы | 800-2000 |
15 | Эпоксидные компаунды | 320-600 |
16 | Кварцевый песок | 5 |
КТР — одно из важнейших эксплуатационных свойств базальтопластика. Правильный подбор КТР для ряда важных областей применения этих материалов определяет не только качество получаемых изделий, но и саму возможность их изготовления.
Правильный подбор КТР для ряда важных областей применения этих материалов определяет не только качество получаемых изделий, но и саму возможность их изготовления.
Так, например, при применении базальтопластика в качестве арматуры бетонных изделий для предотвращения внутреннего растрескивания бетона при больших колебаниях температуры подбирают составляющие с близкими значениями КТР.
КТР базальтопластика определяется методом кварцевого дилатометра, сущность которого заключается в измерении абсолютного удлинения образца при его нагревании.
Коэффициент линейного расширения (a) определяли по формуле:
a — коэффициент линейного расширения в град-1;
Dl — показания индикатора с поправкой на расширение кварца,мк;
Dt — разность конечной и начальной температуры для выбранного при расчете интервала в гард;
Коэффициент линейного расширения базальтопластика равен 46*10-7 град-1, стеклопластика 50*10-7 град-1(см.табл.)
В ы в о д
При определении коэффициента термического расширения базальтопластика в сравнении со стеклопластиком на эпоксиполиэфирном связующем установлено, что КТР обоих материалов находится в пределах 45*10-7 50*10-7 град-1 .
Следовательно, изделия из базальтопластика могут применяться также, как и изделия из стеклопластика в качестве арматуры для бетонных изделий.
Понимание коэффициента линейного теплового расширения (CLTE) для обработанного полимера
Что такое тепловое расширение (и сжатие)?
Тепловое расширение или сжатие происходит, когда материал подвергается воздействию изменения температуры, что приводит к изменению всех размеров, а также других физических свойств. Хотя этот эффект наиболее заметен в газах и жидкостях, он также заметен и в твердых телах. Более мягкие материалы, такие как неармированные полимеры, претерпевают большие изменения размеров на каждый градус изменения температуры.
При обработке полимеров тепло всегда является частью уравнения. Повышение температуры любого полимера или композита может привести к значительным изменениям размеров, деформации детали или внутреннему напряжению. Поэтому для машинистов и конструкторов крайне важно понимать величину теплового расширения, которому подвергается материал во время операций механической обработки. В идеале снижение любых и всех тепловых факторов во время обработки должно обеспечить наименьшую нагрузку на машиниста во время производства.
Один из тестов, который инженеры и проектировщики используют для измерения стабильности размеров материала под воздействием тепла, — это коэффициент линейного теплового расширения . В AIP мы уделяем большое внимание получению непревзойденных результатов, чтобы обеспечить оптимальные размеры и свойства обработанных полимеров и композитов. Присоединяйтесь к нам в этом техническом обзоре, поскольку мы даем подробное объяснение коэффициента линейного теплового расширения (CLTE).
Уравнение CLTE
Линейный коэффициент ‘CLTE или α для пластиковых и полимерных материалов рассчитывается как:
a = ΔL / (L 0 * ΔT)
Где:
a коэффициент линейного теплового расширения на градус Цельсия0006 L0 — исходная длина образца при комнатной температуре
ΔT — изменение температуры, °С, во время испытания
Рассчитать a деление линейного расширения на единицу длины на изменение температуры . При сообщении среднего коэффициента теплового расширения необходимо указывать диапазоны температур. Важно отметить, что для многих материалов и могут меняться при изменении температуры. Он не всегда линейный, но часто считается линейным для большинства менее критичных приложений или быстрых оценок.
При сообщении среднего коэффициента теплового расширения необходимо указывать диапазоны температур. Важно отметить, что для многих материалов и могут меняться при изменении температуры. Он не всегда линейный, но часто считается линейным для большинства менее критичных приложений или быстрых оценок.
Недавно к нам обратились для оценки проблемы растрескивания материала поликарбонатной линзы. Трещины были отмечены вокруг крепежных отверстий. Крепления крепили объектив к алюминиевой оправе. Выяснилось, что зазор между креплениями и отверстиями в поликарбонате практически отсутствует или минимален. Поскольку температурная среда отклонялась в диапазоне 100 o F, хрусталик явно расширялся и сжимался, что приводило к перелому. Обновление конструкции для обеспечения дополнительного зазора решило проблему.
Применение CLTE
Термическое расширение материалов вызывает преждевременные трещины и напряжения, которые могут привести к выходу детали из строя.
- Требуется для целей проектирования.
- Помогает определить поведение размеров обрабатываемых деталей при изменении температуры.
- Он также определяет термические напряжения, которые могут возникнуть и вызвать разрушение твердого предмета, состоящего из различных материалов, при воздействии температуры (особенно для прогнозирования эффективного соединения материалов или при использовании пластмасс с металлами).
Наиболее широко используемыми стандартами для измерения коэффициента линейного теплового расширения пластмасс являются ASTM D696, ASTM E831, ASTM E228
Общие методы определения CLTE включают:
- Дилатометрия
- Интерферометрия
- Термомеханический анализ
Дилатометрия
В этом методе образец нагревается в печи, и смещение концов образца передается на датчик с помощью толкателя.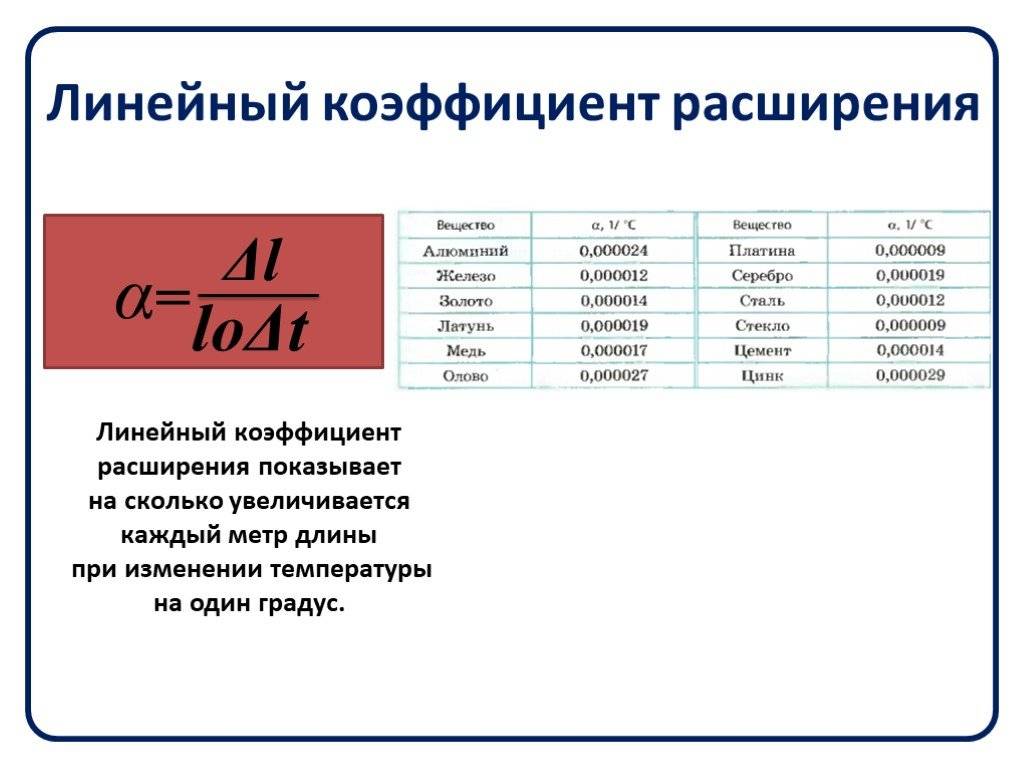 Толкатели могут быть из стекловидного кремнезема, из высокочистого оксида алюминия или из изотропного графита.
Толкатели могут быть из стекловидного кремнезема, из высокочистого оксида алюминия или из изотропного графита.
ASTM D696 – Это испытание охватывает определение коэффициента линейного теплового расширения пластиковых материалов с коэффициентом расширения более 1 мкм/(м°C) с использованием дилатометра из стеклообразного кварца. Природа большинства пластмасс и конструкция дилатометра делают температурный диапазон от -30 до +30°C (от -22°F до +86°F) удобным для измерения линейного теплового расширения пластмасс, поскольку большинство пластмасс обычно используется в этом диапазоне. диапазон температур.
ASTM E228 – Это испытание используется при температурах, отличных от -30°C до 30°C, для определения линейного теплового расширения твердых материалов с помощью дилатометра с толкателем.
Интерферометрия
С помощью методов оптической интерференции смещение концов материала измеряется по количеству длин волн монохроматического света. В то время как точность дилатометрии велика, интерферометрия не используется намного выше 700 ° C (1290°F).
В то время как точность дилатометрии велика, интерферометрия не используется намного выше 700 ° C (1290°F).
ASTM E289 – предоставляет стандартный метод линейного теплового расширения твердых тел с помощью интерферометрии, применимый в диапазоне температур от –150 до 700 °C (от –240 до 1290 °F). Он более применим к материалам с низким или отрицательным КЛТР в диапазоне <5 × 10 -6 /K (2,8 × 10 -6 /°F) или только к материалам с ограниченной длиной толщины других материалов с более высоким коэффициентом расширения. доступны.
Термомеханический анализ
Измерения выполняются с помощью термомеханического анализатора с держателем материала и датчиком, который передает изменения длины на преобразователь. Преобразователь преобразует движения зонда в электрический сигнал.
ASTM E831 (и ISO 11359-2) – Эти испытания применимы к твердым материалам, которые демонстрируют достаточную жесткость в диапазоне температур испытаний. Он применим в диапазоне температур от −120 до 900°C. Диапазон температур может быть расширен в зависимости от используемого оборудования и калибровочных материалов.
Он применим в диапазоне температур от −120 до 900°C. Диапазон температур может быть расширен в зависимости от используемого оборудования и калибровочных материалов.
- Волокна и другие наполнители значительно снижают тепловое расширение.
- Величина CLTE увеличивается с повышением температуры.
- Молекулярная ориентация также влияет на тепловое расширение пластмасс. Тепловое расширение часто зависит от времени охлаждения во время обработки. Это особенно верно для полукристаллических полимеров, процесс кристаллизации которых требует времени.
Список значений CLTE для прецизионных пластмасс
, UHMWPE) и нейлон (PA) склонны двигаться больше при изменении температуры . Однако такие полимеры, как PEEK и TORLON (PAI), обладают термостойкостью, которая соперничает с такими металлами, как алюминий (21-24).
Полимеры, армированные углеродом и стеклом, могут привести к уровням CLTE, подобным металлам. Это может быть выгодно, когда критически важные полимерные детали должны быть прикреплены к металлическим компонентам без допусков на расширение или сжатие.
Диаграмма может дать общее представление о CLTE, но полный набор данных с кривой материала — лучший способ определить, какой материал подходит для вашего проекта. Обязательно работайте с компанией по обработке пластмасс, которая может предоставить вам широкий спектр данных о CLTE полимеров и композитов. Ваш оператор сможет определить, как температура повлияет на дизайн и функциональность вашего проекта. Поговорите с одним из наших инженеров в AIP о дизайне вашего проекта, и мы будем работать с вами, чтобы предоставить непревзойденный опыт от первоначальной концепции вашего проекта до завершения.
Вспомогательные материалы
Сертификаты и нормативные ресурсы
Что вы должны спросить у своего механика по поводу выбора материалов для вашего проекта?
У нас есть 3 совета по выбору подходящего материала для вашего дизайна.
Коэффициент линейного теплового расширения
Автор Режущий инструментОпубликовано
01 сентября 2012 г. — 11:15
Большинство материалов расширяются при повышении температуры и сжимаются при понижении температуры. Изменение размера приблизительно пропорционально изменению температуры, но степень изменения размера варьируется от материала к материалу.
Величина изменения размера рассчитывается по уравнению:
ΔL = αL0ΔT
где ΔL — изменение длины, измеренное по одному измерению, α — коэффициент линейного теплового расширения, L0 — длина объекта в исходная температура, а ΔT — изменение температуры. И ΔL, и L0 имеют единицы измерения длины, такие как метры, а ΔT имеет единицы измерения градусов, такие как ° C, поэтому α имеет единицы измерения 1 ÷ градус. В качестве альтернативы единицы α могут быть выражены, например, как м ÷ (м — ° C).
Коэффициент линейного теплового расширения был измерен экспериментально для многих материалов. Например, для алюминия она составляет примерно 22,2 × 10-6 ÷ °C или 12,3 × 10-6 ÷ °F. Эти два числа различны, потому что температурные шкалы Фаренгейта и Цельсия имеют градусы разной величины. По шкале Цельсия вода замерзает при 0° и кипит при 100°, поэтому между замерзанием и кипением проходит 100°. По шкале Фаренгейта вода замерзает при 32° и кипит при 212°, поэтому между замерзанием и кипением проходит 180°. Следовательно, изменение на 1°F меньше, чем изменение на 1°C в соотношении 5:9., что является отношением двух ранее отмеченных коэффициентов линейного теплового расширения.
Например, для алюминия она составляет примерно 22,2 × 10-6 ÷ °C или 12,3 × 10-6 ÷ °F. Эти два числа различны, потому что температурные шкалы Фаренгейта и Цельсия имеют градусы разной величины. По шкале Цельсия вода замерзает при 0° и кипит при 100°, поэтому между замерзанием и кипением проходит 100°. По шкале Фаренгейта вода замерзает при 32° и кипит при 212°, поэтому между замерзанием и кипением проходит 180°. Следовательно, изменение на 1°F меньше, чем изменение на 1°C в соотношении 5:9., что является отношением двух ранее отмеченных коэффициентов линейного теплового расширения.
Если алюминиевая заготовка имеет длину 5 футов при температуре 60°F и температура заготовки изменится до 90°F, длина заготовки увеличится на
ΔL = (12,3 × 10-6 ÷ °F) × 5 ‘ × 30°F = 0,00185’ = 0,022″
Учитывая, что длина изменяется в зависимости от температуры, какая длина указана на чертеже? По соглашению длина на чертеже — это длина, когда деталь находится при постоянной температуре 20 ° C или 68 ° F. Если размер измеряется при другой температуре, длина должна быть скорректирована с помощью предыдущей формулы, прежде чем деталь будет сравниваться с размером на чертеже. По этой причине во многих механических мастерских проще просто измеряйте все размеры при 20 °C.0007
Если размер измеряется при другой температуре, длина должна быть скорректирована с помощью предыдущей формулы, прежде чем деталь будет сравниваться с размером на чертеже. По этой причине во многих механических мастерских проще просто измеряйте все размеры при 20 °C.0007
Многие механические мастерские утверждают, что допускают значительно более жесткие допуски, чем 0,022 дюйма для алюминиевой детали, даже когда температура в цеху колеблется больше, чем 30°F в примере. основе — большой источник ошибок детали. Ситуация, как правило, еще более сложная, потому что станок, приспособления, установочные винты и даже линейные шкалы изменяются в разной степени в зависимости от температуры. Стол, к которому крепится деталь, часто изготавливается из стали. (α = 7,3 × 10-6 ÷ °F) или чугуна (α = 6,0 × 10-6 ÷ °F).В некоторых машинах используются линейные шкалы из специальной стеклокерамики, имеющей низкий коэффициент линейного теплового расширения (на порядка α = 0,06 × 10-6 ÷ °F) для повышения точности, но такие шкалы должны быть тщательно закреплены на станке, чтобы учесть разницу в коэффициентах линейного теплового расширения инструмента.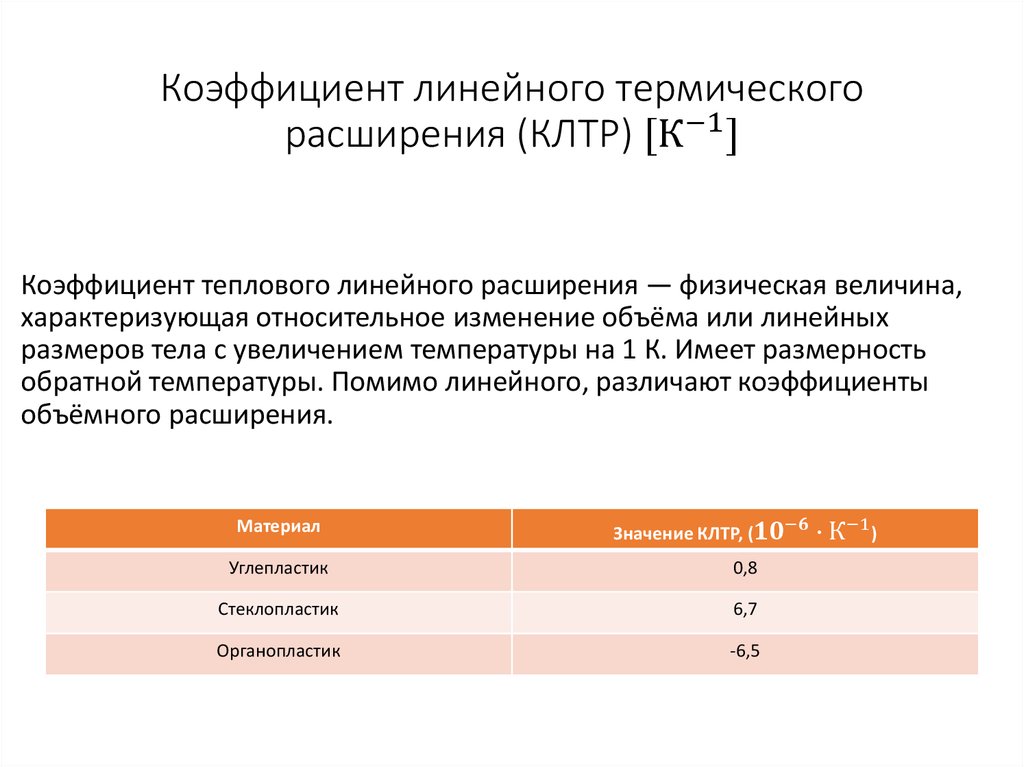
Кроме того, источники тепла в магазине, такие как наружный воздух, наружный свет, освещение магазина, рабочие машины и работники магазина, редко бывают равномерными или постоянными.
Принимая во внимание влияние температуры и коэффициента линейного теплового расширения, можно предпринять несколько практических шагов для повышения точности и сокращения брака. Наиболее очевидным является кондиционирование воздуха в магазине. В то время как стоимость кондиционирования воздуха является явной, стоимость без кондиционирования воздуха распределяется по всем проблемам допусков размеров, с которыми сталкивается магазин. Многие магазины стараются поддерживать условия, «как в торговых центрах», ±3° F.
Окна в магазине нежелательны, так как тепло от солнечного света может значительно увеличить температуру в магазине или машине. Двери должны быть закрыты, когда это возможно. В некоторых магазинах есть температурный замок с двумя откатными дверями с промежутком между ними. Когда материал поступает в цех, он через наружную дверь попадает в пространство между дверями.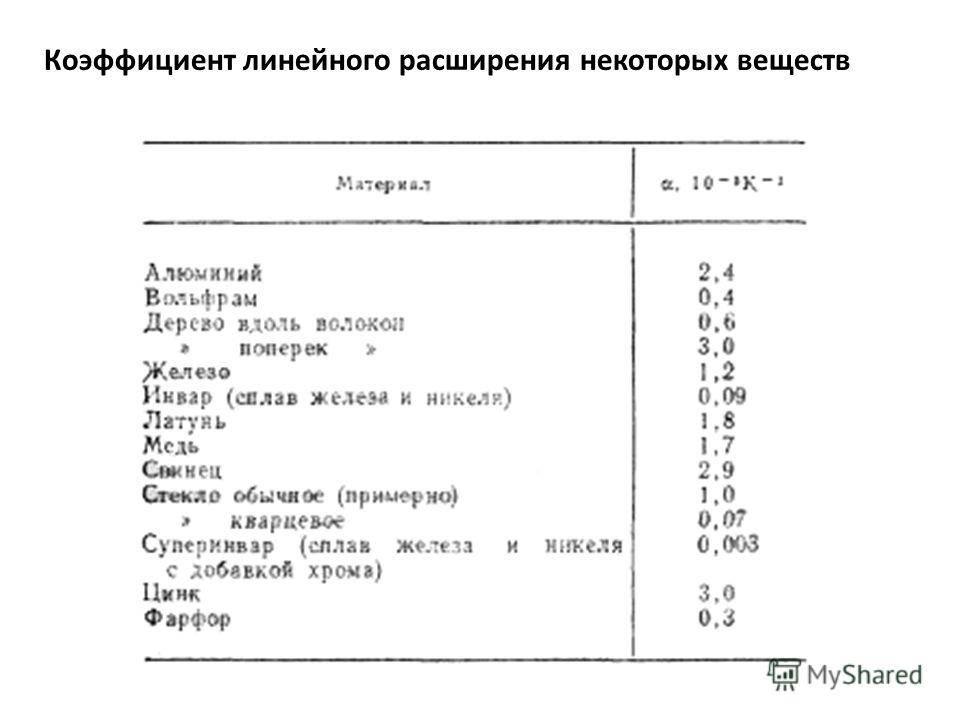 Затем внешняя дверь закрывается, и материал пропитывается до температуры магазина, прежде чем открывается внутренняя дверь.
Затем внешняя дверь закрывается, и материал пропитывается до температуры магазина, прежде чем открывается внутренняя дверь.
Большой поток охлаждающей жидкости помогает поддерживать более постоянную температуру станка и заготовки. Большой бак охлаждающей жидкости выгоден, потому что большой объем охлаждающей жидкости имеет большую способность поглощать тепло без значительного изменения температуры. Многие мастерские даже контролируют температуру охлаждающей жидкости, что на удивление просто, недорого и эффективно с охладителем жидкости для металлообработки. CTE
Об авторе: Доктор Скотт Смит является профессором и заведующим кафедрой машиностроения Инженерного колледжа Уильяма Стейтса Ли Университета Северной Каролины в Шарлотте, специализирующегося на динамике конструкции станков. Свяжитесь с ним по электронной почте [email protected].
Связанные термины из глоссария
- керамика
керамика
Режущие инструментальные материалы на основе оксида алюминия и нитрида кремния.
 Керамические инструменты могут выдерживать более высокие скорости резания, чем инструменты из цементированного карбида, при обработке закаленных сталей, чугунов и жаропрочных сплавов.
Керамические инструменты могут выдерживать более высокие скорости резания, чем инструменты из цементированного карбида, при обработке закаленных сталей, чугунов и жаропрочных сплавов. - охлаждающая жидкость
охлаждающая жидкость
Жидкость, уменьшающая повышение температуры на границе инструмент/заготовка во время обработки. Обычно принимает форму жидкости, такой как растворимые или химические смеси (полусинтетические, синтетические), но может быть сжатым воздухом или другим газом. Благодаря способности воды поглощать большое количество тепла, она широко используется в качестве хладагента и носителя для различных смазочно-охлаждающих материалов, при этом соотношение воды и смеси зависит от задачи обработки. См. Смазочно-охлаждающая жидкость; полусинтетическая смазочно-охлаждающая жидкость; растворимая в масле смазочно-охлаждающая жидкость; синтетическая смазочно-охлаждающая жидкость.
- металлообработка
металлообработка
Любой производственный процесс, при котором металл обрабатывается или подвергается механической обработке таким образом, что заготовке придается новая форма.
