Изготовление стальных колонн
При возведении любого производственного или складского комплекса в конструкции сооружения всегда присутствуют металлические колонны. Это обязательный элемент сооружения, к которому прикладываются основные нагрузки, поэтому он должен быть очень прочным. Колонны — это вертикальная деталь строения, на которую устанавливаются перекрытия и прочие элементы.
Изготовление и монтаж металлических балок
При этом она может быть как отдельной на каждый ярус, так и цельной и проходить сквозь все пролеты от фундамента до кровли. Соответственно, для ее установки требуется прочная закладная основа.
Заказать производство колонн любых размеров можно в компании «Континент Элит». Она много лет занимается изготовлением различных изделий из стали, поэтому и колонны не вызовут никакого труда. Для их создания в нашем распоряжении имеется профессионально оборудованный цех со всем необходимым оборудованием, а процессом изготовления колонн занимается бригада компетентных работников.
Выбор стальных колонн
Наряду с металлическими, нередко используются железобетонные колонны. Это хорошая альтернатива, но не настолько, чтобы полностью заменить сталь. Изделие из металла при правильном расчете нагрузок по многим параметрам оказывается несколько лучше бетонного, поэтому и выбор лучше делать именно в сторону стали. Такие колонны не только окажутся дешевле и проще в производстве, но также куда менее прихотливы при монтаже. Металл за счёт своей упругости и некоторой амортизации способен выдерживать вибрацию и тряску, которая может создаваться при работе различного мощного оборудования. В то время как бетонные изделия треснут и разрушаются.
Изготовление и монтаж металлических колонн
Колонна представляет собой готовое изделие из металла, которое состоит из нескольких частей. Самая верхняя — оголовок, к нему крепится горизонтальная часть сооружения. Средний самый большой элемент — стержень. Самая нижняя часть — база. Она является точкой опоры и способом фиксации в фундаменте.
Она является точкой опоры и способом фиксации в фундаменте.
Колонны в зависимости от целевого назначения и особенностей проекта могут быть изготовлены с круглым или квадратным сечением. В свою очередь, круглые могут иметь переменный диаметр, что необходимо для облегчения конструкции, но и сохранения ее прочности. Также у нас можно заказать ступенчатого и разделимого типов.
Если строение недостаточно высокое, то можно заказать цельную колонну. Если объект имеет сложную конструкцию, она может быть разделимого типа и монтироваться частями.
Из чего производятся колонны.
На качество и срок службы колонны влияет технология производства и материалы, из которых она была изготовлена. Мы строго соблюдаем ГОСТ 23682-72, ГОСТ 380-50. В качестве материалов используется сталь СТ3, 10Г2С1-3, 14Г2АФ-15. Это прочные марки, которые характеризуются высокими показателями прочности и стойкости даже при значительных температурных перепадах.
Как осуществляется производство?
Выбор конструкции колонны, а соответственно, ее технологии производства, зависит от целевого назначения элемента сооружения. Если она имеет круглое сечение, то за основу берется труба горячекатаная нужного диаметра. Если она будет квадратного сечения, то применяться тавр, профильные трубы, стальные пластины. Толщина стенок выбирается исходя из предполагаемой нагрузки и условий эксплуатации.
Если она имеет круглое сечение, то за основу берется труба горячекатаная нужного диаметра. Если она будет квадратного сечения, то применяться тавр, профильные трубы, стальные пластины. Толщина стенок выбирается исходя из предполагаемой нагрузки и условий эксплуатации.
При заказе колонны ваш проект тщательно изучит наш конструктор, чтобы адаптировать к правильным методам производства, потому что именно за счёт соблюдения стандартов мы обеспечиваем высокое качество и требуемую прочность изделия. Готовые колонны доставляются нашим транспортом на объект.
В процессе производства металлоконструкций каждая операция подвергается тщательному контролю, поэтому плохое качество исключено. Наша продукция является эталоном качества, в чем вы можете не сомневаться.
Изготовление колонн по современным технологиям
Качественно изготовленные колонны из полиуретана внешне не отличаются от колонн, созданных из традиционных материалов — камня, бетона, гипса.
При создании дизайн-проекта нередко возникает вопрос: как сделать колонну, которая бы подходила по своему функциональному и эстетическому назначению. Современные материалы и технологии предлагают архитектурные элементы, которые трудно отличить от тех, которые создавались традиционными способами. Примером является полиуретан, сочетающий характеристики и особенности разных материалов и позволяющий имитировать практически любой из них, и при этом обладающий легким весом и не требующий больших трудозатрат при монтаже. На вопрос: как сделать колонну из полиуретана, существует простой ответ: при помощи литья. Смесь компонентов заливают в специальную форму, при расширении смесь полностью занимает заливочную форму, что позволяет нанести на колонны рисунок любой фактуры.
Карбон — полимерный композиционный материал. Состоит из нитей углеродных переплетенных волокон в полимерных смолах. Плотность — от 1450 кг/куб.м. По характеристикам превосходит высокопрочные стали.
Основу технологии изготовления колонн составляет строгое следование технологии: точное дозирование состава материала, выдержка нужной температуры и специальная подготовка заливочной формы. При изготовлении колонн из полиуретана большое внимание уделяют литейным формам, так как от них зависит и внешний вид изделий и выдерживание геометрических параметров среди всей партии отливаемых элементов. Необходимо учитывать, что в процессе изготовления компоненты полиуретана увеличиваются в объеме, материал полностью заполняет форму и оказывает на ее стенки значительное давление. Это свойство материала позволяет получить точное изделие, и особое значение это имеет для воспроизводства декора колонны. Материалы для литьевой формы выбираются прочными, способными противостоять давлению полиуретана. Однако, не менее важно и то, что жесткие формы не могут позволить изготавливать колонны с объемным нестандартным и сложным рисунком, так как из такой формы непросто извлекать изделие. Современные предприятия используют формы из алюминия, из карбона(углепластика), обладающего коэффициентом прочности больше, чем у металлов. Карбоновые формы позволяют создавать детализированный декор при изготовлении колонн и капителей.
При изготовлении колонн из полиуретана большое внимание уделяют литейным формам, так как от них зависит и внешний вид изделий и выдерживание геометрических параметров среди всей партии отливаемых элементов. Необходимо учитывать, что в процессе изготовления компоненты полиуретана увеличиваются в объеме, материал полностью заполняет форму и оказывает на ее стенки значительное давление. Это свойство материала позволяет получить точное изделие, и особое значение это имеет для воспроизводства декора колонны. Материалы для литьевой формы выбираются прочными, способными противостоять давлению полиуретана. Однако, не менее важно и то, что жесткие формы не могут позволить изготавливать колонны с объемным нестандартным и сложным рисунком, так как из такой формы непросто извлекать изделие. Современные предприятия используют формы из алюминия, из карбона(углепластика), обладающего коэффициентом прочности больше, чем у металлов. Карбоновые формы позволяют создавать детализированный декор при изготовлении колонн и капителей. Если колонна набирается по высоте из составных частей (как, например, колонны с энтазисом), то производители обращают особое внимание на точность сочленения всех составляющих, что достигается прецизионной обработкой после заливки: в этом случае все составные части совпадут по профилю.
Если колонна набирается по высоте из составных частей (как, например, колонны с энтазисом), то производители обращают особое внимание на точность сочленения всех составляющих, что достигается прецизионной обработкой после заливки: в этом случае все составные части совпадут по профилю.
Капитель полиуретановой колонны.
Чтобы создать несущую колонну на основу колонн цилиндрической формы из металла полиуретановая смесь наносится на вращающееся изделие. Процесс контролируется компьютерной программой. Также несущие колонны можно облицовывать полыми полуколоннами.
Декоративные колонны в интерьере.
После того, как определились, как сделать колонну из полиуретана, стоит разобраться, как изделие собирают, и затем его монтируют на стены. Для этого подгоняют все составляющие по высоте, сопрягающиеся поверхности очищают, наносят на них клей, соединяют части, фиксируют их, убирают остатки клея с поверхности, затем оставляют на некоторое время (по инструкции), удаляют фиксирующие элементы. Подготовленную колонну устанавливают на месте, фиксируют на верхней и нижней поверхности, примыкающие поверхности обрабатывают акриловым герметиком. Для того, чтобы придать готовым колоннам определенный вид, их окрашивают, нанося краску на специальный грунт, позволяющий краске хорошо распределиться на поверхности.
Подготовленную колонну устанавливают на месте, фиксируют на верхней и нижней поверхности, примыкающие поверхности обрабатывают акриловым герметиком. Для того, чтобы придать готовым колоннам определенный вид, их окрашивают, нанося краску на специальный грунт, позволяющий краске хорошо распределиться на поверхности.
Автор текста: М. Сергеева
Изготовление колонки
Зайдите почти в любую лабораторию газовой хроматографии (ГХ), и вы увидите полки или шкафы, заполненные колонками; будут представлены новые, подержанные, любимые и даже сломанные. Тем не менее среди обилия колонок многие хроматографы воспринимают их как должное. За годы, прошедшие с 1979 года, когда плавленый кварц стал общедоступным для хроматографического сообщества в качестве материала для трубок колонок, искусство изготовления капиллярных колонок значительно продвинулось вперед. Современные колонки из плавленого кварца, хотя внешне неотличимы от всех, кроме самых ранних предшественников, обеспечивают как общее, так и специфичное разделение с гораздо более высокой механической стабильностью, гораздо более низкими уровнями уноса из колонки, значительно повышенной инертностью и высокой степенью межколоночного разделения. воспроизводимость.
воспроизводимость.
В этом выпуске «Соединения ГХ» мы рассмотрим некоторые разработки в области технологии колонок из плавленого кварца, а затем совершим краткий обзор процесса производства колонок.
Колонки с гибкими капиллярами В июне 1979 года я собирался закончить аспирантуру, когда пришло известие о презентации Данденау и Цереннер 1 на Третьем симпозиуме в Хинделанге, состоявшемся в апреле того же года, на котором они обсуждали их разработка гибких капиллярных колонок из плавленого кварца. Данденау и Зереннер рассказали о своем опыте в LCGC , статья 1990 г. 2 Еще в 1960 г. были признаны химические преимущества диоксида кремния по сравнению с более мягкими боросиликатными или натриевыми стеклами в качестве материала колонки, 3 , но трудности в работе при гораздо более высоких температурах, необходимых для Размягчение кремнезема для вытягивания, а затем скручивания капилляров из жесткого кварца препятствовало значительному прогрессу вплоть до 1979 года. 4,5 Прорывом Данденау и Цереннера стало успешное применение технологии оптического волокна для производства гибких капиллярных трубок из плавленого кварца. Имея доступ к оптоволоконным предприятиям Hewlett-Packard, где для производства оптических волокон со ступенчатым показателем преломления, покрытых кварцем, использовались полые заготовки трубок из плавленого кварца, они совершили скачок от гибких волокон к гибким капиллярам.
4,5 Прорывом Данденау и Цереннера стало успешное применение технологии оптического волокна для производства гибких капиллярных трубок из плавленого кварца. Имея доступ к оптоволоконным предприятиям Hewlett-Packard, где для производства оптических волокон со ступенчатым показателем преломления, покрытых кварцем, использовались полые заготовки трубок из плавленого кварца, они совершили скачок от гибких волокон к гибким капиллярам.
Я лично нарисовал и покрыл бесчисленное количество капиллярных колонок из жесткого стекла в ходе завершения своих исследований, и поэтому меня очень интересовали свойства гибкого плавленого кварца; особенно если учесть, что я мог бы сэкономить все эти полуночные часы, ухаживая за сварливой машиной для вытягивания стеклянных капилляров. В начале лета того же года 30-метровая новая капиллярная трубка попала в лабораторию, и, как старшему студенту GC, меня выбрали покрыть трубку неподвижной фазой и попробовать. Я сделал это, используя один из хиральных органосилоксановых полимеров из моих исследований. Я аккуратно обрезал концы колонки бритвенным лезвием («правильная» техника резки плавленого кварца была мне совершенно неизвестна) и установил ее на входе ГХ и детекторе. Я установил давление газа-носителя и разделил поток, зажег пламенно-ионизационный детектор, закрыл дверцу печи и нагрел колонку примерно до 100 °C. После введения тестовой смеси я был в восторге, увидев появление ожидаемых пиков, и повторил тест несколько раз. Потом я выключил нагреватель духовки и открыл дверцу духовки, что оказалось роковой ошибкой для колонки: она разлетелась примерно на 50 кусков! Везде, где колонна соприкасалась с металлической клеткой, возникала точка напряжения, которая разрушалась при остывании колонны.
Я аккуратно обрезал концы колонки бритвенным лезвием («правильная» техника резки плавленого кварца была мне совершенно неизвестна) и установил ее на входе ГХ и детекторе. Я установил давление газа-носителя и разделил поток, зажег пламенно-ионизационный детектор, закрыл дверцу печи и нагрел колонку примерно до 100 °C. После введения тестовой смеси я был в восторге, увидев появление ожидаемых пиков, и повторил тест несколько раз. Потом я выключил нагреватель духовки и открыл дверцу духовки, что оказалось роковой ошибкой для колонки: она разлетелась примерно на 50 кусков! Везде, где колонна соприкасалась с металлической клеткой, возникала точка напряжения, которая разрушалась при остывании колонны.
К счастью, я уже был готов к выпуску и больше не нуждался в результатах экспериментов. Меньше чем через год, уже работая в инструментальной компании, я попал в самую гущу спешки со стороны производителей колонок, стремящихся адаптировать свои процессы к новому материалу. Мне было поручено определить возможность изготовления колонок из плавленого кварца собственными силами и сравнить этот путь с покупкой колонок у стороннего поставщика. В то время не было ни одного поставщика колонок из плавленого кварца с каким-либо послужным списком, поэтому решение было нетривиальным, особенно если учесть, что почти все поставщики стеклянных колонок занимались одним и тем же делом.
В то время не было ни одного поставщика колонок из плавленого кварца с каким-либо послужным списком, поэтому решение было нетривиальным, особенно если учесть, что почти все поставщики стеклянных колонок занимались одним и тем же делом.
Современные колонны из плавленого кварца внешне напоминают своих предшественников 1980-х годов, но отличаются от них во многих существенных аспектах. Если бы я держал одну из первых колонок и колонку недавнюю рядом друг с другом, я бы увидел длинную тонкую кварцевую трубку, свернутую в спираль диаметром примерно 6–8 дюймов и закрепленную на металлической клетке. Наиболее очевидными видимыми различиями были бы цвет и Внешний вид внешнего защитного покрытия колонны и деталей самой клетки.На глаз не бросаются в глаза химические различия кремнеземного материала, его внутренней поверхности и покрытия неподвижной фазы.
Чистое стекло Плавленый кварц является превосходным материалом для колонок ГХ в первую очередь из-за его высокого уровня химической чистоты, а не гибкости тонких трубок, извлеченных из него. Свойства материала капиллярных трубок из плавленого кварца являются случайным побочным эффектом, который избавил тех, кто начал практиковать ГХ после 1980 года, от радостей выпрямления и соединения скрученных жестких стеклянных капиллярных трубок. Это была ручная процедура, требующая определенных навыков. Он включал в себя нагрев одного конца колонны паяльной лампой ровно настолько, чтобы смягчить стекло и выпрямить его под действием силы тяжести; по крайней мере я так делал. Неподвижная фаза, конечно, была разрушена, поэтому каждый раз, когда выпрямлялась новая длина, приходилось деактивировать концы. Обычно мы делали столбики на метр-два больше длины, чтобы не сломаться при попытке их соединить. Гибкость плавленого кварца устранила эту проблему и упростила намеренное удаление части колонки (например, если она загрязнилась остатками образца).
Свойства материала капиллярных трубок из плавленого кварца являются случайным побочным эффектом, который избавил тех, кто начал практиковать ГХ после 1980 года, от радостей выпрямления и соединения скрученных жестких стеклянных капиллярных трубок. Это была ручная процедура, требующая определенных навыков. Он включал в себя нагрев одного конца колонны паяльной лампой ровно настолько, чтобы смягчить стекло и выпрямить его под действием силы тяжести; по крайней мере я так делал. Неподвижная фаза, конечно, была разрушена, поэтому каждый раз, когда выпрямлялась новая длина, приходилось деактивировать концы. Обычно мы делали столбики на метр-два больше длины, чтобы не сломаться при попытке их соединить. Гибкость плавленого кварца устранила эту проблему и упростила намеренное удаление части колонки (например, если она загрязнилась остатками образца).
Существует три основных типа кварцевого стекла, которые используются для капиллярных колонок: натриевое, боросиликатное и плавленый кварц. Насколько мне известно, свинцовое стекло, четвертый тип кварцевого стекла, вообще не использовалось. Все эти стекла состоят в основном из SiO 2 , но есть и существенные отличия. Натриевые и боросиликатные стекла легче всего формировать и обрабатывать. Натриевые (также называемые натриево-известковыми) стекла имеют самую низкую рабочую температуру около 1200 °C. Боросиликатное стекло, которое используется для изготовления лабораторной посуды, работоспособно при температуре около 1600 °C. Их относительно низкие рабочие температуры достигаются за счет добавления значительных количеств натрия и кальция или бора соответственно, и они содержат около 70–80% кремнезема. Другие примеси присутствуют в процентах или ниже. Для капиллярных колонок примеси вызывают искажение пиков, хвосты и иногда частичную или полную потерю за счет активной обратимой или необратимой адсорбции многих полярных, поляризуемых и ароматических соединений, обычно разделяемых с помощью ГХ. Эти адсорбционные эффекты более значительны при следовых количествах аналитов.
Насколько мне известно, свинцовое стекло, четвертый тип кварцевого стекла, вообще не использовалось. Все эти стекла состоят в основном из SiO 2 , но есть и существенные отличия. Натриевые и боросиликатные стекла легче всего формировать и обрабатывать. Натриевые (также называемые натриево-известковыми) стекла имеют самую низкую рабочую температуру около 1200 °C. Боросиликатное стекло, которое используется для изготовления лабораторной посуды, работоспособно при температуре около 1600 °C. Их относительно низкие рабочие температуры достигаются за счет добавления значительных количеств натрия и кальция или бора соответственно, и они содержат около 70–80% кремнезема. Другие примеси присутствуют в процентах или ниже. Для капиллярных колонок примеси вызывают искажение пиков, хвосты и иногда частичную или полную потерю за счет активной обратимой или необратимой адсорбции многих полярных, поляризуемых и ароматических соединений, обычно разделяемых с помощью ГХ. Эти адсорбционные эффекты более значительны при следовых количествах аналитов. Огромные усилия были затрачены на дезактивацию стеклянных капиллярных колонок до 19 века.79, что привело к бесчисленным методам удаления, замены или маскировки активных сайтов. Я использовал некоторые из них в своих дипломных исследованиях боросиликатного стекла с разной степенью успеха.
Огромные усилия были затрачены на дезактивацию стеклянных капиллярных колонок до 19 века.79, что привело к бесчисленным методам удаления, замены или маскировки активных сайтов. Я использовал некоторые из них в своих дипломных исследованиях боросиликатного стекла с разной степенью успеха.
Как ранее было установлено Desty, чистый плавленый кварц 3,4 не вызывает нежелательных эффектов примесей в более мягком стекле. Однако, когда исследователи начали работать с новым материалом, они быстро обнаружили, что плавленый кварц определенно не идеален, и многие методы подготовки поверхности, использовавшиеся для более ранних стеклянных колонок, не обязательно работали с плавленым кварцем. Чтобы сбить с толку, некоторые ранние плавленые кварцы были получены из высокоочищенного кварцевого песка, в то время как другие материалы были получены синтетическим путем путем гидролиза тетрахлорида кремния. Первый известен как плавленый кварц, а второй — как синтетический плавленый кварц. Плавленый кварц, как правило, содержит низкие, но значительные уровни примесей, и вскоре от него отказались в качестве материала для капиллярных колонок ГХ. Синтетический плавленый кварц содержит менее 1 части на миллион металлических примесей, в то время как хороший плавленый кварц может содержать около 20–30 частей на миллион металлических примесей. И плавленый кварц, и синтетический плавленый кварц имеют очень низкий коэффициент теплового расширения, поэтому хорошо переносят перепады температур.
Плавленый кварц, как правило, содержит низкие, но значительные уровни примесей, и вскоре от него отказались в качестве материала для капиллярных колонок ГХ. Синтетический плавленый кварц содержит менее 1 части на миллион металлических примесей, в то время как хороший плавленый кварц может содержать около 20–30 частей на миллион металлических примесей. И плавленый кварц, и синтетический плавленый кварц имеют очень низкий коэффициент теплового расширения, поэтому хорошо переносят перепады температур.
В процессе волочения стекла (см. рис. 1) относительно большая заготовка подается в печь, которая нагревает стекло до точки текучести. Внутренняя часть труб и полость печи постоянно продуваются инертным газом, чтобы избежать окисления и предотвратить попадание загрязняющих веществ из окружающей атмосферы. Стекло вытягивается быстрее, чем скорость подачи поступающей преформы, в результате чего получается меньшая и длинная трубка с уменьшенными размерами поперечного сечения. Соотношения скорости вытяжки, используемые для плавленого кварца, обычно дают несколько тысяч метров готовых труб на каждый метр преформы, подаваемой в печь. Лазерный оптический датчик постоянно измеряет диаметр трубки на выходе и обеспечивает обратную связь с регуляторами расхода: в результате размеры трубки контролируются очень жестко. Сразу после прохождения лазерного датчика труба проходит несколько этапов нанесения внешнего покрытия и отверждения, а также испытывается на прочность при растяжении. Наконец, он наматывается на большие катушки, запечатывается и хранится до внутреннего покрытия неподвижной фазой.
Лазерный оптический датчик постоянно измеряет диаметр трубки на выходе и обеспечивает обратную связь с регуляторами расхода: в результате размеры трубки контролируются очень жестко. Сразу после прохождения лазерного датчика труба проходит несколько этапов нанесения внешнего покрытия и отверждения, а также испытывается на прочность при растяжении. Наконец, он наматывается на большие катушки, запечатывается и хранится до внутреннего покрытия неподвижной фазой.
Рис. 1: Схема башни для вытягивания капиллярных трубок из плавленого кварца. Механизм подачи преформы (1) медленно подает преформу из плавленого кварца (2) в печь (3) при температуре 2000 °C. Трубка размягчается в печи и вытягивается с большей скоростью. Лазерный датчик (4) измеряет размер трубки и регулирует скорость для поддержания постоянного диаметра. На вытянутую трубу снаружи наносится защитное покрытие (5), после чего покрытие отверждается (6). Тяговый шпиль (7) регулирует скорость вытягивания НКТ. После испытаний на растяжение (8) трубку наматывают на катушку (9). ) для хранения. Эта схема не в масштабе. Рисунок использован с разрешения Polymicro Technologies, Феникс, Аризона, США.
) для хранения. Эта схема не в масштабе. Рисунок использован с разрешения Polymicro Technologies, Феникс, Аризона, США.
Внешняя поверхность трубки очень чувствительна к физическим нагрузкам. Малейшие дефекты кремнезема перерастут в крупную трещину и вызовут поломку при любом значительном напряжении. Заготовки из диоксида кремния тщательно полируются огнем перед вытягиванием трубок, чтобы обеспечить бездефектный результат. При изгибе трубок из плавленого кварца возникают высокие уровни напряжений, которые трубки выдерживают из-за их очень высокой прочности на растяжение.
Невосприимчивость к внешнему истиранию достигается нанесением покрытия на внешнюю сторону колонны сразу после ее вытягивания. Для колонок из плавленого кварца использовалось несколько различных типов защитного покрытия, включая силикон, полиимид и алюминий. Из них последние два используются до сих пор. Основным ограничением силиконовых покрытий является их относительно низкий температурный предел, который можно легко превысить при обычном анализе газовой хроматографией. Подавляющее большинство колонн из плавленого кварца сегодня покрыты снаружи несколькими слоями знакомых коричневых или желтых полиимидов. Полиимидные покрытия, созданные в аэрокосмической промышленности, могут кратковременно выдерживать температуры до 400 °C, и, конечно, алюминий имеет гораздо более высокий предел. Множественные разрывы колонок, с которыми я и многие другие столкнулись ранее, не наблюдались в новых колонках более двух десятилетий из-за усовершенствований материалов и процессов внешнего покрытия.
Подавляющее большинство колонн из плавленого кварца сегодня покрыты снаружи несколькими слоями знакомых коричневых или желтых полиимидов. Полиимидные покрытия, созданные в аэрокосмической промышленности, могут кратковременно выдерживать температуры до 400 °C, и, конечно, алюминий имеет гораздо более высокий предел. Множественные разрывы колонок, с которыми я и многие другие столкнулись ранее, не наблюдались в новых колонках более двух десятилетий из-за усовершенствований материалов и процессов внешнего покрытия.
В процессе вытягивания капиллярных трубок из плавленого кварца материал подвергается воздействию температур, близких к 2000 °C, эффективно удаляя всю поверхностную воду и оставляя мостики связи Si-O-Si и некоторые функциональные группы Si-OH на внутренней и внешней поверхностях. Эта изначально нетронутая поверхность быстро впитывала бы атмосферную воду при охлаждении и во время последующего хранения и обращения с ней, если бы трубка не была продута инертным газом. Количество воды и то, как она прикреплена к внутренней поверхности, играет решающую роль в дезактивации и химии стационарной фазы. Уровень объемных гидроксильных групп в материале оказывает важное влияние на его оптические свойства, которые не представляют большого интереса для газовых хроматографов, но могут представлять интерес для систем жидкостной хроматографии, в которых конец колонки, очищенный от внешнего покрытия, используется в качестве оптического окна. к подвижной фазе.
Уровень объемных гидроксильных групп в материале оказывает важное влияние на его оптические свойства, которые не представляют большого интереса для газовых хроматографов, но могут представлять интерес для систем жидкостной хроматографии, в которых конец колонки, очищенный от внешнего покрытия, используется в качестве оптического окна. к подвижной фазе.
Необработанная внутренняя поверхность свежевытянутой капиллярной трубки из плавленого кварца содержит очень мало воды. Однако поверхностные мостики Si-O-Si натянуты и легко поглощают воду из атмосферы или из растворителей и растворов, используемых в процессах дезактивации и покрытия. Дополнительная вода также может быть адсорбирована на поверхности. Контроль количества и типа функциональных групп -ОН на внутренней поверхности — будь то обратимо адсорбированные молекулы воды или терминальные силанольные (Si-OH) группы — имеет жизненно важное значение для успешного создания желаемого покрытия с неподвижной фазой не только с точки зрения его удерживающих характеристик. , но также и для получения желаемых уровней остаточной химической активности, уровней утечек и стабильности покрытия. Реагенты, используемые для обработки поверхности и нанесения покрытий, сами по себе должны быть высокой степени очистки, поскольку поверхность плавленого кварца также легко адсорбирует из них загрязняющие вещества, в том числе следы металлов.
, но также и для получения желаемых уровней остаточной химической активности, уровней утечек и стабильности покрытия. Реагенты, используемые для обработки поверхности и нанесения покрытий, сами по себе должны быть высокой степени очистки, поскольку поверхность плавленого кварца также легко адсорбирует из них загрязняющие вещества, в том числе следы металлов.
Задача покрытия внутренней части капилляра из плавленого кварца неподвижной фазой представляет собой многоэтапный процесс, состоящий из предварительной обработки и дезактивации, нанесения покрытия и окончательной полимеризации, кондиционирования и испытаний. Каждый класс покрытий с неподвижной фазой — неполярные силоксаны, умеренно полярные силоксаны, высокополярные силоксаны, карбовоски и другие — требует различных обработок, которые также могут зависеть от толщины пленки, длины и внутреннего диаметра колонки, верхнего температурного предела и области применения.
Предварительная обработка и дезактивация Целью этих начальных шагов является создание однородной поверхности, готовой к покрытию стационарной фазой, а также обеспечение соответствующей дезактивации поверхности. В готовой колонке измеряется химическая активность по отношению к одному или нескольким конкретным соединениям, включая кислотные, основные и ароматические типы. Смеси для испытаний капиллярных колонок содержат такие соединения, как октанол, диметилфенол, диметиланилин и нафталин, которые проявляют хвост пика, потерю площади пика или сдвиг удерживания на колонках, которые не имеют подходящей дезактивации, имеют открытые поверхности кремнезема или загрязнены.
В готовой колонке измеряется химическая активность по отношению к одному или нескольким конкретным соединениям, включая кислотные, основные и ароматические типы. Смеси для испытаний капиллярных колонок содержат такие соединения, как октанол, диметилфенол, диметиланилин и нафталин, которые проявляют хвост пика, потерю площади пика или сдвиг удерживания на колонках, которые не имеют подходящей дезактивации, имеют открытые поверхности кремнезема или загрязнены.
Трудно сбалансировать остаточную химическую активность для достижения высокой эффективности для всех составов: некоторые виды обработки дают лучшие результаты с кислотными составами, а другие – с основными составами. Однако в целом материал из плавленого кварца со значительным содержанием силанольных групп на поверхности имеет тенденцию быть кислым и требует различных обработок, когда целевыми аналитами являются основные соединения; многие капиллярные колонки специально предназначены для основных или кислотных соединений. В любом случае, соответствующие ожидания результатов тестовой смеси должны определяться в соответствии с конкретным приложением.
Избыточная поверхностная активность, а также наличие примесей на поверхности также могут привести к более высокому уровню уноса колонки. Утечка из колонки относится к увеличению скорости высвобождения материала из стационарной фазы и внутренних поверхностей по мере повышения температуры колонки. Вытекание наблюдается как восходящий профиль базовой линии, который скрывает небольшие пики и добавляет шум к сигналу детектора, и, в конечном итоге, как уменьшение времени удерживания и повышение активности растворенного вещества в результате объемной потери стационарной фазы. Одним из источников уноса из колонки является разрушение неподвижной фазы полимера под действием активных химических групп на поверхности. Утечка также происходит в присутствии примесей, введенных в результате ввода пробы, а также в результате действия свободного кислорода в газе-носителе. Производство колонок с низким уносом требует особого внимания к химическому составу и чистоте реагентов на всех этапах производства колонок. Поверхностная активность кремнезема в некоторой степени маскируется более толстыми стационарными пленочными покрытиями, но в то же время более толстые покрытия, как правило, демонстрируют более низкую эффективность и более высокие уровни уноса.
Поверхностная активность кремнезема в некоторой степени маскируется более толстыми стационарными пленочными покрытиями, но в то же время более толстые покрытия, как правило, демонстрируют более низкую эффективность и более высокие уровни уноса.
Исходная стационарная пленка должна образовывать гладкий стабильный слой при нанесении покрытия внутри колонки. Его стабильность зависит от поверхностного натяжения обработанной внутренней поверхности кремнезема, а также от некоторых других переменных, которые будут описаны ниже, и поэтому любые предварительные обработки должны оставлять поверхность кремнезема в соответствующем состоянии готовности принять покрытие. В случае некоторых связанных стационарных фаз материал покрытия химически связывается с поверхностными силанольными или силоксановыми группами или с другими промежуточными реакционноспособными группами, введенными как часть начальных подготовительных обработок. Здесь термин «связанная фаза» означает, что существуют химические связи между объемом полимерной массы неподвижной фазы и поверхностью колонки. Теоретически колонка с неподвижной фазой, химически связанной с трубкой, будет демонстрировать лучшую механическую и термическую стабильность. Однако перед лицом внешних дестабилизирующих воздействий, таких как свободный кислород или примеси в образце, поверхностное склеивание может дать ограниченное улучшение. Таким образом, важность эксплуатации и хранения колонки в чистоте и отсутствии кислорода невозможно переоценить.
Теоретически колонка с неподвижной фазой, химически связанной с трубкой, будет демонстрировать лучшую механическую и термическую стабильность. Однако перед лицом внешних дестабилизирующих воздействий, таких как свободный кислород или примеси в образце, поверхностное склеивание может дать ограниченное улучшение. Таким образом, важность эксплуатации и хранения колонки в чистоте и отсутствии кислорода невозможно переоценить.
Пленка неподвижной фазы или слой раствора форполимерного реагента наносится на внутренние стенки колонны одним из двух способов: динамическим или статическим. Рисунок 2 иллюстрирует эти два метода. При динамическом покрытии порция раствора проходит через колонку с (надеюсь) контролируемой скоростью при положительном давлении газа. Замыкающий мениск оставляет за собой слой раствора, толщина которого зависит от скорости движения пробки, а также от поверхностного натяжения и смачиваемости раствора на внутренней поверхности колонны. После того, как избыточный раствор покидает колонку, продолжающийся поток газа испаряет растворитель и оставляет растворенный материал. Метод динамического покрытия трудно контролировать, потому что пробка укорачивается по мере того, как она сбрасывает жидкость, и, следовательно, давление, необходимое для постоянной скорости пробки, уменьшается во время процесса. В моих руках скорость пробки росла экспоненциально по мере приближения к концу колонны, что всегда разрушало последние несколько метров колонны. Я просто отрезал этот последний раздел после того, как колонка была закончена, но я никогда не был очень доволен этим методом.
Метод динамического покрытия трудно контролировать, потому что пробка укорачивается по мере того, как она сбрасывает жидкость, и, следовательно, давление, необходимое для постоянной скорости пробки, уменьшается во время процесса. В моих руках скорость пробки росла экспоненциально по мере приближения к концу колонны, что всегда разрушало последние несколько метров колонны. Я просто отрезал этот последний раздел после того, как колонка была закончена, но я никогда не был очень доволен этим методом.
Рисунок 2: Методы динамического и статического нанесения покрытия. (а) Динамическое покрытие: пробка раствора покрытия (1) проталкивается через трубку под давлением (2). Мениск (3) перемещается по трубке и оставляет за собой слой покрывающего раствора. (b) Статическое покрытие: трубка заполнена раствором покрытия (1) и один конец заглушен (4). На открытом конце создаётся вакуум, и мениск (3) перемещается по трубке по мере того, как растворитель испаряется, оставляя после себя слой покрывающего раствора.
При статическом покрытии вся капиллярная трубка заполнена раствором неподвижной фазы или ее предшественников. Один конец тщательно закрывается без газового пузыря, а затем на противоположном открытом конце создаётся вакуум. Я помню предвкушение в момент первой подачи вакуума на новую колонку и ожидание, не образуется ли в растворе пузырек. Если вы были достаточно быстры, чтобы обнаружить это, колонку можно было восстановить, в противном случае ее нужно было слить и промыть, прежде чем начать все заново.
После запуска растворитель испаряется под действием вакуума и оставляет растворенный материал: по мере испарения растворителя мениск движется назад по колонке к закрытому концу. Скорость статического покрытия также меняется во время процесса, а скорость испарения замедляется по мере продвижения мениска по длине трубки. Однако в данном случае концентрация раствора определяет оставшееся количество, а не скорость испарения. Основная хитрость со статическим покрытием заключается в том, чтобы хорошо контролировать температуру трубки; жидкость в трубке действует как очень чувствительный термометр, и небольшие колебания температуры могут вызвать колебания мениска и отложение неровного слоя.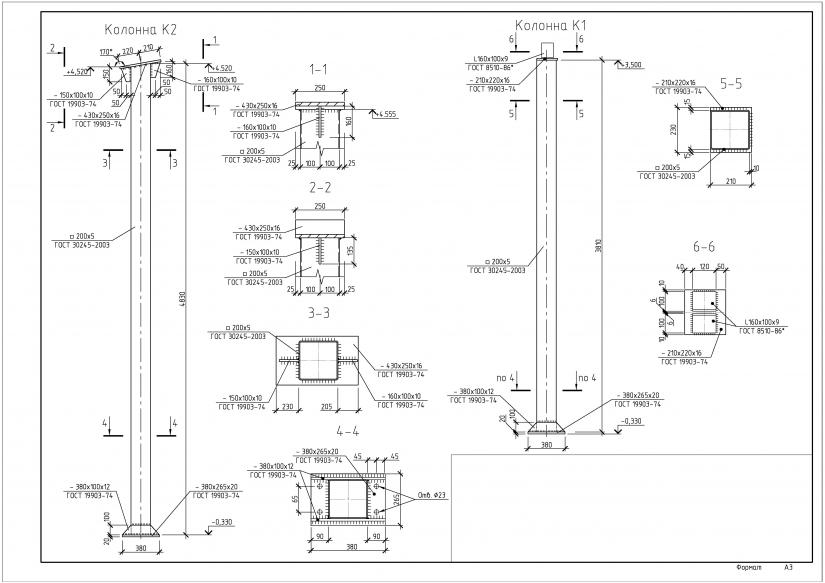 По моему ограниченному опыту, статический метод давал наилучшие результаты, и мне часто удавалось делать столбцы с эффективностью, близкой к теоретической.
По моему ограниченному опыту, статический метод давал наилучшие результаты, и мне часто удавалось делать столбцы с эффективностью, близкой к теоретической.
Все колонки, которые я изготовил, были покрыты раствором неподвижной фазы в ее конечном состоянии: после испарения растворителя колонка готова и готова к кондиционированию. Я работал с довольно низкомолекулярными полимерами, которые сам же и синтезировал, и меня не волновали температурные ограничения. Для получения колонок, пригодных для использования при более высоких температурах, молекулярная масса полимера становится намного выше, а полимерные структуры более сшитыми. Такие большие полимеры имеют высокую вязкость и больше похожи на смолы, чем на жидкости. Даже в растворе, если они могут быть растворены, их трудно, если вообще возможно, заставить заполнить всю капиллярную трубку для статического покрытия в концентрациях, которые осаждают достаточное количество материала для желаемого соотношения фаз.
Вместо этого трубка заполняется раствором олигомеров или других предшественников конечного материала плюс инициаторы полимеризации.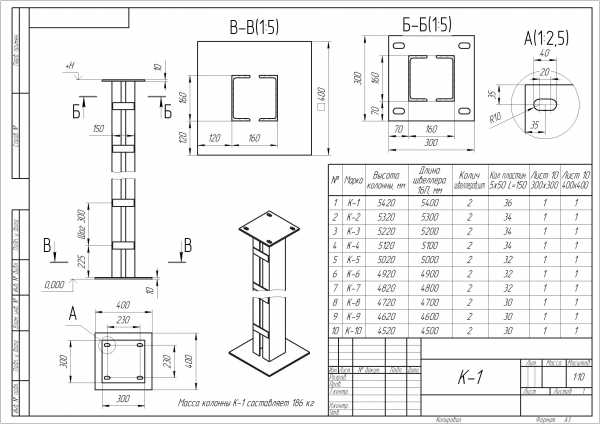 Реакция полимеризации проводится in situ либо до, либо после испарения растворителя, оставляя вновь образованный материал стационарной фазы. Химия полимеризации выбрана таким образом, чтобы образовывались только летучие побочные продукты, которые можно удалить из колонки во время первоначального кондиционирования.
Реакция полимеризации проводится in situ либо до, либо после испарения растворителя, оставляя вновь образованный материал стационарной фазы. Химия полимеризации выбрана таким образом, чтобы образовывались только летучие побочные продукты, которые можно удалить из колонки во время первоначального кондиционирования.
После нанесения покрытия и первоначальной сушки новую колонку кондиционируют путем постепенного программирования ее температуры до верхнего предела с потоком высокоочищенного газа-носителя. Затем температуру поддерживают на этом уровне достаточно долго, чтобы испарить и удалить остатки, которые в противном случае позже были бы замечены как утечка из колонки. После изначально высокого импульса выходящих остатков, в первую очередь остатков покрытия и полимеризации, фоновый уровень быстро снижается, пока не достигает почти стационарного значения. Это будет начальный уровень выпуска за обрез для нового столбца. Уровень утечек будет иметь тенденцию к постепенному снижению с течением времени при отсутствии внешних воздействий, таких как следы кислорода или химическое загрязнение, но нельзя ожидать, что он упадет до нуля. Количество уноса, испускаемого современными колонками с низким уносом, удивительно мало, если принять во внимание возможности обнаружения субнанограмм многих детекторов ГХ. Это является как преимуществом для газовых хроматографов, так и проблемой для производителей колонок, которые должны стремиться оправдать ожидания конечных пользователей.
Уровень утечек будет иметь тенденцию к постепенному снижению с течением времени при отсутствии внешних воздействий, таких как следы кислорода или химическое загрязнение, но нельзя ожидать, что он упадет до нуля. Количество уноса, испускаемого современными колонками с низким уносом, удивительно мало, если принять во внимание возможности обнаружения субнанограмм многих детекторов ГХ. Это является как преимуществом для газовых хроматографов, так и проблемой для производителей колонок, которые должны стремиться оправдать ожидания конечных пользователей.
Наконец, после завершения кондиционирования колонка тестируется на хроматографические характеристики с тестовой смесью, подходящей для предполагаемого применения. Есть много различных тестовых смесей, доступных у поставщиков хроматографов. В дополнение к основным тестовым соединениям полярности, упомянутым ранее в этой статье, углеводороды, жирные кислоты и их метиловые эфиры, полиароматические углеводороды (ПАУ) и спирты, а также обычные гербициды и пестициды доступны в различных тестовых смесях общего назначения. Многие аналитические протоколы требуют использования стандартизированной смеси фактических целевых соединений для тестирования колонок, и это, безусловно, хорошая идея. Тем не менее, случайное использование обычной тестовой смеси для колонок часто может выявить возникающие проблемы до того, как они проявятся в повседневной методологии. Прежде чем ввести новую колонку в эксплуатацию, я предпочитаю тестировать ее с той же или похожей тестовой смесью, которая использовалась производителем колонки. Эти смеси обычно охватывают более широкий диапазон полярностей и могут представлять собой более строгое испытание. Впоследствии периодические испытания с той же испытательной смесью для колонки можно сравнить с первоначальным испытанием, которое проводилось на установке, что может выявить развивающуюся проблему.
Многие аналитические протоколы требуют использования стандартизированной смеси фактических целевых соединений для тестирования колонок, и это, безусловно, хорошая идея. Тем не менее, случайное использование обычной тестовой смеси для колонок часто может выявить возникающие проблемы до того, как они проявятся в повседневной методологии. Прежде чем ввести новую колонку в эксплуатацию, я предпочитаю тестировать ее с той же или похожей тестовой смесью, которая использовалась производителем колонки. Эти смеси обычно охватывают более широкий диапазон полярностей и могут представлять собой более строгое испытание. Впоследствии периодические испытания с той же испытательной смесью для колонки можно сравнить с первоначальным испытанием, которое проводилось на установке, что может выявить развивающуюся проблему.
Хотя внешне современные колонны из плавленого кварца очень похожи на самые ранние колонны из плавленого кварца 1980-х годов, современные колонны из плавленого кварца и трубки, из которых они сделаны, претерпели десятилетия развития и усовершенствования. Процесс изготовления капиллярных колонок для ГХ превратился из процесса, который может выполнять аспирант, начиная с извлечения трубки, в технически сложную процедуру, включающую прецизионное оборудование, сложную химию полимеров и высококвалифицированных технических специалистов. Насколько мне известно, все старые рисовальные машины из мягкого стекла списаны или переданы в музеи.
Процесс изготовления капиллярных колонок для ГХ превратился из процесса, который может выполнять аспирант, начиная с извлечения трубки, в технически сложную процедуру, включающую прецизионное оборудование, сложную химию полимеров и высококвалифицированных технических специалистов. Насколько мне известно, все старые рисовальные машины из мягкого стекла списаны или переданы в музеи.
1. Р.Д. Данденау и Э.Х. Zerenner, J. Высокое разрешение. Хроматогр., 2 , 351–356 (1979).
2. Р.Д. Данденау и Э.Х. Zerenner, LCGC, 8 (12), 908–912 (1990).
3. Д.Х. Дести, Дж.Н. Haresnape и B.H.F. Уайман, британский патент 899 909 (подана 9 апреля 1959 г., выдана 27 июня 1962 г.).
4. DH Desty, Chromatographia, 8 , 452–455 (1975).
5. Гроба К. и Гроба Г., Wissenschaftl. Zeitschr. Университет Карла Маркса, 26 (4), 379–384 (1977).
Редактор «GC Connections» Джон В. Хиншоу является старшим штатным инженером в Severon Corp., Хиллсборо, Орегон, США и членом Редакционно-консультативного совета LCGC Europe .
Прямая переписка по этой колонке с «GC Connections», LCGC Europe , Advanstar House, Park West, Sealand Road, Chester Ch2 4RN, UK, электронная почта: [email protected]
Для текущего обсуждения проблем ГХ с Джоном Хиншоу и другими хроматографами посетите дискуссионную группу Форума хроматографии по адресу http://www.chromforum.com
Колонки для наружного применения | Shop Columns for Homes & Outdoor Property
HB&G является крупнейшим производителем колонн для крыльца и других товаров для отдыха на открытом воздухе. Благодаря истории, восходящей к 1880 году, и более чем 100-летнему опыту производства колонн HB&G, вы можете рассчитывать на наше качество, инновации и первоклассное мастерство. Являетесь ли вы профессиональным строителем или просто хотите украсить свое крыльцо или задний двор, у нас есть все, что вам нужно — от перил переднего крыльца до аксессуаров для столярных изделий и многого другого. Наша штаб-квартира находится в Трое, штат Алабама, но мы можем осуществлять доставку по всей территории США, Канады и Карибского бассейна. Покупайте в HB&G колонны, столбы для крыльца, варианты перил и балюстрад и все остальное для вашего открытого жилого пространства!
Наша штаб-квартира находится в Трое, штат Алабама, но мы можем осуществлять доставку по всей территории США, Канады и Карибского бассейна. Покупайте в HB&G колонны, столбы для крыльца, варианты перил и балюстрад и все остальное для вашего открытого жилого пространства!
Колонны крыльца HB&G
Крыльцо сообщения
Бомжевание
Беседки
Перила и балюстрада
Аксессуары для столярных изделий
Посмотреть все
HB&G предлагает решения в соответствии с современными требованиями
Современные тенденции стали невероятно разнообразными. Это эклектичное сочетание круглого, квадратного и искусного исполнения. HB&G предлагает решение для всех этих требований благодаря своим круглым, квадратным и колоннам PermaCast, а также неограниченным возможностям в линейке PermaWrap.
Это эклектичное сочетание круглого, квадратного и искусного исполнения. HB&G предлагает решение для всех этих требований благодаря своим круглым, квадратным и колоннам PermaCast, а также неограниченным возможностям в линейке PermaWrap.
— Джей Макдональд, Cape Cod Lumber
Гордый партнер бренда №1 в области колонн и изделий для крыльца
Мы являемся партнером HB&G уже несколько лет. Мы, как и наши клиенты, понимаем ценность партнерства и продвижения бренда колонн и крыльца №1. Мы ценим качество продукции, новые инновации, широкий ассортимент продукции и простоту ведения бизнеса с HB&G.
— Брайан Стивенс, Monsma Marketing Corporation
Мы рады рекомендовать продукцию HB&G.
Последние пять лет мы занимаемся продажей колонок HB&G. Наши клиенты были очень довольны качеством и простотой установки. Кроме того, колонки HB&G имеют привлекательный внешний вид по конкурентоспособной цене. Мы рады рекомендовать продукцию HB&G.
— Райан Янг, Stewart Lumber & Hardware Co.