Алмазное бурение глубоких отверстий — выполнено ДаймондТек Констракшн
Летом 2019 года выполнили одну из самых интересных задач по алмазному сверлению — отверстие диаметром 600мм. и глубиной 4.75 метра. Новодевичий монастырь, Москва.
- Главная
- Объекты
- Алмазное бурение глубоких отверстий
Если спросить нас, какую задача по алмазному бурению мы считаем уникальной и мало похожей на всё что было до, то скорее всего первое место в списке займет работа по бурению фундамента толщиной 4.75 метра коронкой Ф600мм.
Задача заключалась в том, чтобы просверлить отверстие под заданным углом для прокладки коммуникаций в стене фундамента храма из технологического приямка.
Реализация проекта
Срок проекта составил 3 дня и был обусловлен временными ограничения на шум и перерывами в работе на службы, так как монастырь действующий.
В первый день мы выполнили подготовительные работы и просверлили контрольное отверстие Ф102мм. для замера фактической толщины фундамента и позиционирования установки алмазного бурения, так как основное бурение необходимо выполнять под заданным углом, а рассчитать угол теоретически можно было только примерно, так как реальной толщины фундамента никто не знал — здание очень старое.
Для бурение на глубину более 1-2х метров в зависимости от диаметра необходимо использовать длинные коронки 1, 1.5, 2 метра или составные скручивающиеся коронки не ограничивающие длину внутреннего керна. В случае с большими диаметрами от 300мм. и более максимальными по длине будут коронки 1 метр. Это значит, что после каждого метра сверления необходимо извлекать керн для продолжения бурения.
Керн Ф600х1000мм. разрушался под собственным весом, что помогало извлекать его из глубины, но тем не менее и не раз приходилось залазить в отверстие, чтобы очищать его от мелких фрагментов бетона и кирпича.
Для бурение отверстия мы использовали мощную и мобильную электрическую систему NTGRA от шведского производителя PENTRUDER. Метр за метром коронка погружалась в породу, а основное время тратилось на извлечение керна из отверстия.
Наращивание длины коронки мы выполняли специальными, заказанными у нашего партнера удлинителями с быстроразборной резьбой PIXI, что позволило без особых усилий разбирать удлинители и тем самым выполнять работу максимально быстро.
За счет собственного веса и неоднородности материала коронка Ф600мм. незначительно откланилась от контрольного отверстия и на глубине в 4.75 метра отклонение от центра составило 150мм., что вполне удовлетворяло заказчика и было заложено на стадии просчета.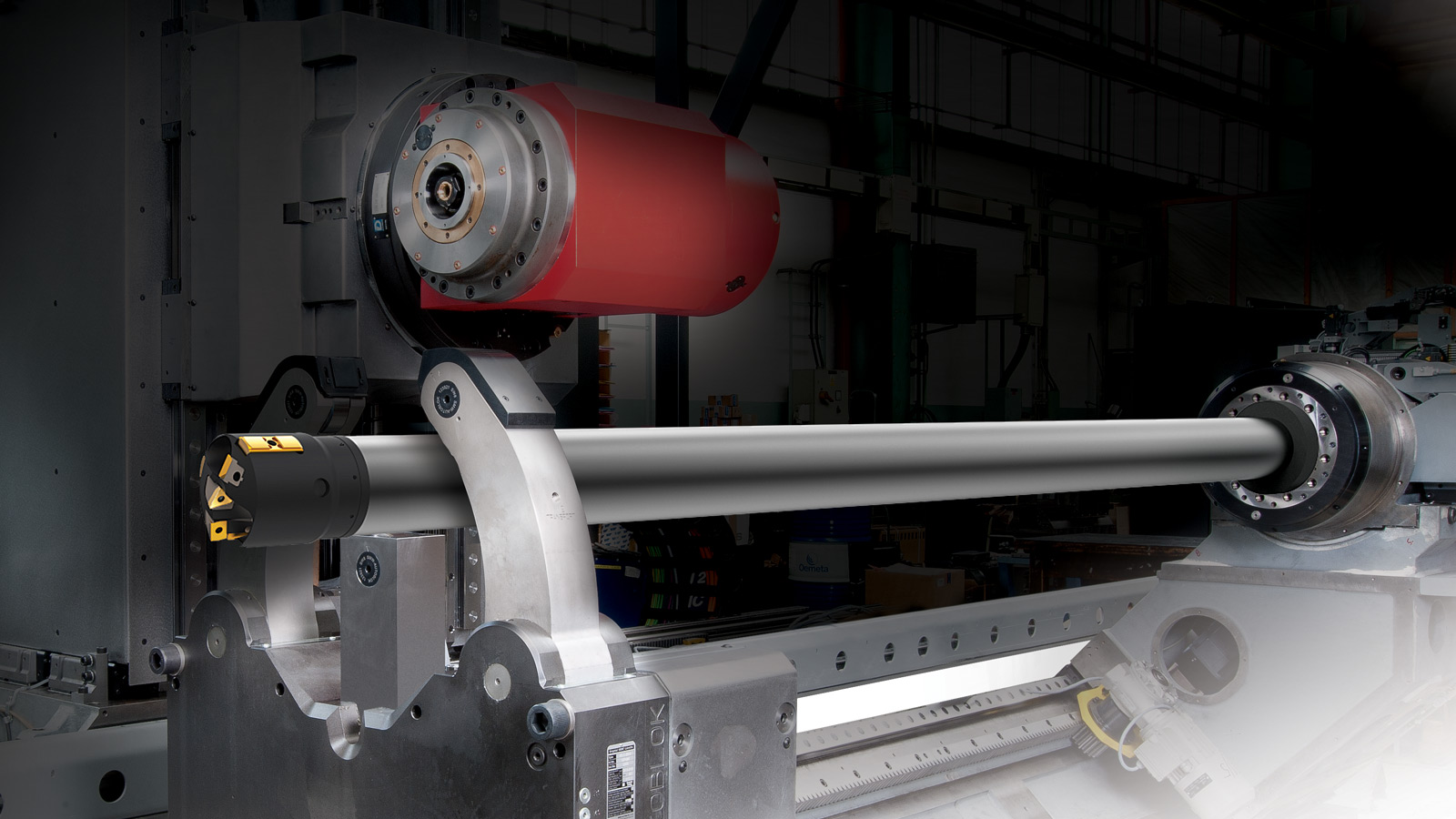
Выполнение основной работы по бурению большого отверстия заняло 2 дня, но по словам команды «ДАЙМОНДТЕК КОНСТРАКШН», проводившей этот объект, без учета временных ограничений задачу вполне можно было закончить за день.
Мощное профессиональное оборудование, опыт специалистов и продуманные заранее технологические решения в очередной раз доказали, что сложная на первый взгляд задача может быть выполнена качественно и в срок, а копилка уникальных объектов компании пополнилась еще одной интересной работой.
РеквизитыООО «ДАЙМОНДТЕК КОНСТРАКШН»
Юрид. адрес: 300002, Тульская область, город Тула, Ряжская улица, дом 25Факт. адрес: 300002, Тульская область, город Тула, Ряжская улица, дом 25
Почтовый адрес: 300001, а/я 1596 город Тула
ОГРН 1137154025634 (71 № 002312006 от 14.08.2013 года)
ИНН: 7103518630
КПП: 710301001
Р/с: 40702810710000111599 в АО «ТИНЬКОФФ БАНК» г. Москва
БИК: 044525974, к/с: 30101810145250000974
ОКВЭД: 45.
 25
25ОКПО: 24686249
Должность, ФИО руководителя: генеральный директор Симбирцев Кирилл Владимирович
ФИО главного бухгалтера: Симбирцев Кирилл Владимирович
СРО № С-208-71-0304-71-02032017
Tel.: 88007009767, +74957275250, +74872792746
E-mail: [email protected]
Web.: diamondtech.ru
Алмазное бурение на большую глубину — «Астат»
Алмазное бурение на большую глубину — «Астат»Алмазная резка и бурение бетона
Содержание:
- Технологии глубинного бурения
Алмазное бурение на большую глубину применяется для создания вертикальных сквозных, глухих отверстий в строительных конструкциях, взятия проб марки бетона, экспертной оценки состояния объекта. Особенностью глубокого бурения является большой показатель отношения длины отверстия к его диаметру. Данный вид безударной механической обработки требует наличие высокотехнологичного оборудования, специализированного режущего и измерительного инструмента.
Глубинное бурение алмазным инструментом позволяет прорезать отверстия диаметром более 1 000 мм в вертикальной плоскости, а также под наклоном в материале любой твердости, в том числе армированном бетоне. Максимальная глубина алмазного бурения может достигать 40 м. Функцию режущего инструмента выполняют наборные алмазные коронки с удлинителями и каналами для подачи охлаждающей жидкости. В качестве дополнительного оборудования для обеспечения эффективности и безопасности процесса глубинного сверления применяются специальные направляющие и устройства, обеспечивающие повышенную жесткость системы. Технология глубинного бурения должна и исключать возможность биения режущего инструмента, влияющего на качество работ.
Максимальная глубина алмазного бурения может достигать 40 м. Функцию режущего инструмента выполняют наборные алмазные коронки с удлинителями и каналами для подачи охлаждающей жидкости. В качестве дополнительного оборудования для обеспечения эффективности и безопасности процесса глубинного сверления применяются специальные направляющие и устройства, обеспечивающие повышенную жесткость системы. Технология глубинного бурения должна и исключать возможность биения режущего инструмента, влияющего на качество работ.
Сверление глубоких отверстий с применением алмазного режущего инструмента может выполняться по двум технологиям:
- Бурение стандартной коронкой с применением дополнительных удлинителей. Рабочий процесс сопровождается последовательным извлечением кернов и добавлением очередного удлинителя.
- Сверление отверстий в бетоне коронками заданной длины.
В первом случае установки для алмазного бурения на значительную глубину не требуют использования дорогостоящих коронок большой длины и эффективно применяются для производства несквозных отверстий. Сверление длинными коронками применяется, если условия работы не позволяют извлекать керн либо применять удлинители.
Сверление длинными коронками применяется, если условия работы не позволяют извлекать керн либо применять удлинители.
Выбор правильной технологии определяет не только глубину алмазного бурения, но и качество полученного отверстия. Поверхность с применением специального измерительного инструмента проходит проверку на точность соблюдения профиля, шероховатость (зеркальность), прямолинейность и пр. Механическая резка глубинных отверстий алмазным инструментом обеспечивает не только точность, но и качество выполнения работ.
Читайте также:
Алмазная резка лестниц
СНиП на штробление стен
Алмазная резка ниши
Отправьте заявку и получите
расчёт стоимости услуг
Это ни к чему Вас не обязывает, мы просто озвучим цену
Наши услуги
Алмазное бурение
Алмазная резка
Расширение проёмов
Усиление проёмов
Сварочные работы
Алмазная резка и бурение бетона. 2023 (с) Все права защищены
Согласие на обработку данных
Согласие на обработку данныхСообщение отправлено
В ближайшее время мы свяжемся с Вами
Персональные данные
Что такое глубокое сверление
Глубокое отверстие определяется его отношением глубины к диаметру (D:d), и обычно отверстия больше 10:1 считаются глубокими отверстиями.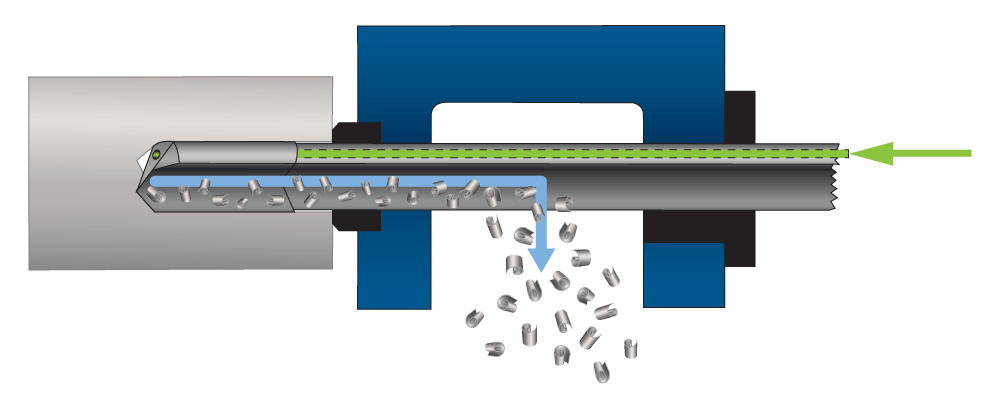 Глубокое сверление в металле имеет широкий спектр применений в нескольких отраслях, его происхождение восходит к потребности в более прямых и точных стволах оружия и расширяется по мере того, как другие отрасли интегрировали процессы глубокого сверления для улучшения своих собственных приложений.
Глубокое сверление в металле имеет широкий спектр применений в нескольких отраслях, его происхождение восходит к потребности в более прямых и точных стволах оружия и расширяется по мере того, как другие отрасли интегрировали процессы глубокого сверления для улучшения своих собственных приложений.
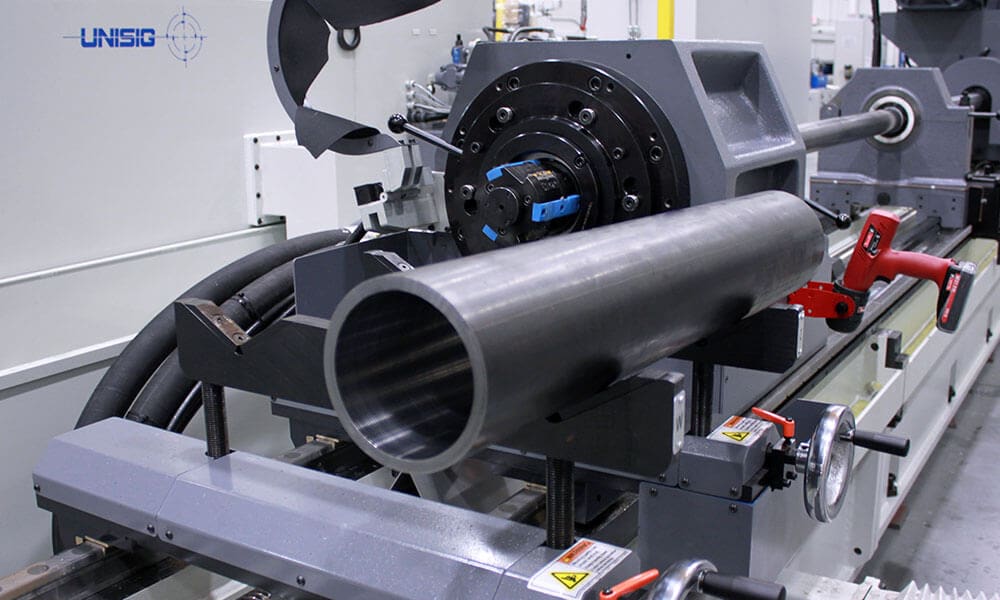
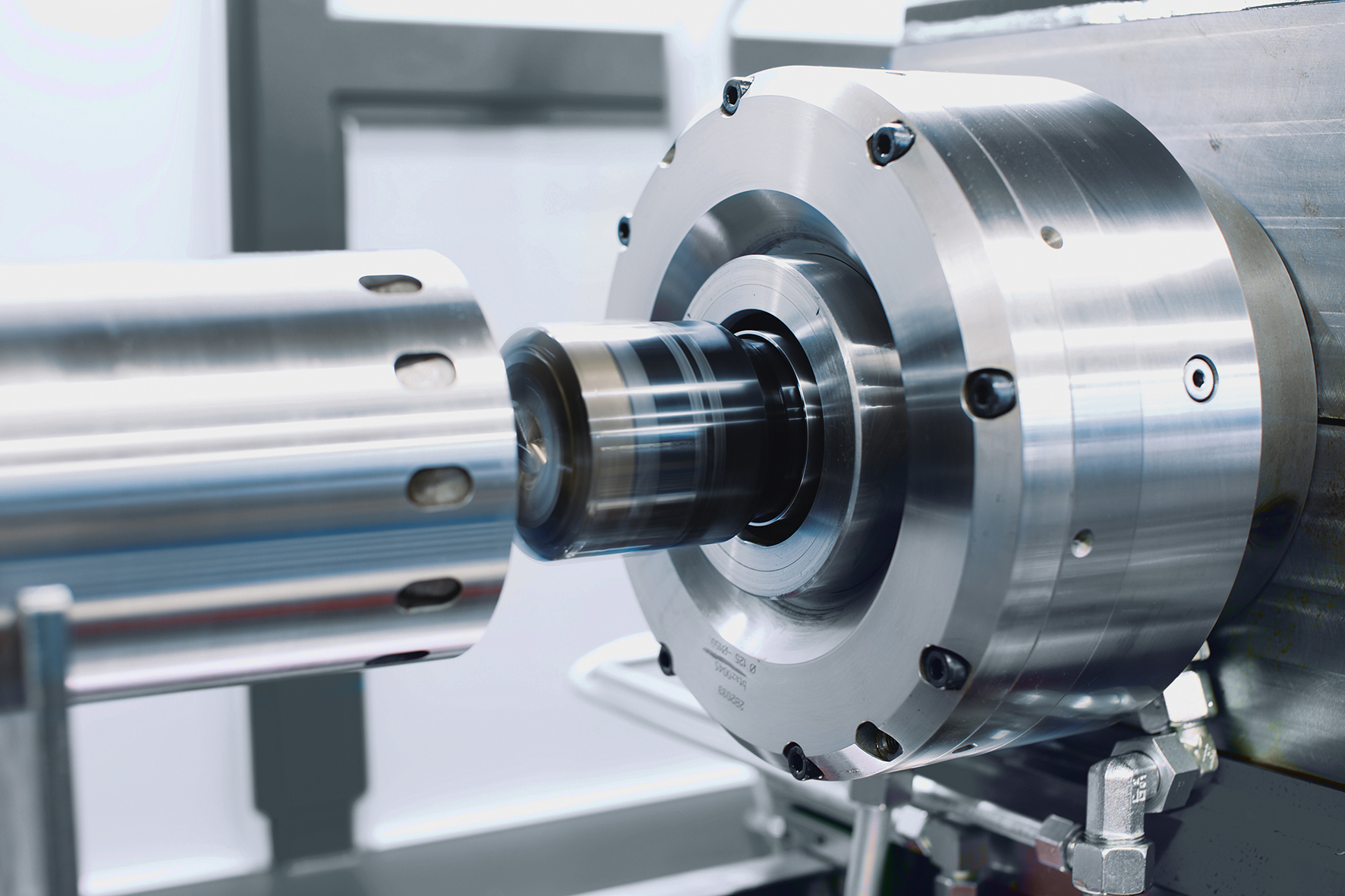
Сверление глубоких отверстий состоит из сверления BTA и сверления пистолетом, с дополнительными процессами, предназначенными для определенных допусков и обычно выполняемыми на станках для глубокого сверления типа BTA. Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок.
В процессах глубокого сверления используются специальные инструменты и приспособления для подачи СОЖ под высоким давлением, чистого отвода стружки и выполнения отверстий в металле с такой глубиной и диаметром, которые недоступны для обычного станка с ЧПУ. Это позволяет производителям надежно, точно и эффективно выполнять свои производственные допуски и производственные требования.
Глубокое сверление обычно выполняется на специальных станках для глубокого сверления, которые изготавливаются и собираются для оптимизации процессов для обеспечения прямолинейности и эффективности. Достижения в области технологий позволяют обрабатывающим центрам с ЧПУ, оснащенным подачей СОЖ через шпиндель под высоким давлением, выполнять пушечное сверление с ограниченным отношением глубины к диаметру. UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.
Процесс глубокого сверления
Вращающийся инструмент
- Обычно используется для несимметричных компонентов или круглых деталей со смещенными от центра отверстиями
- Скорость резания определяется скоростью шпинделя инструмента
- Смещение сверла может быть значительным по сравнению с вращением заготовки или процессом вращения в противоположных направлениях
Вращающаяся заготовка
- Обычно используется для круглых деталей с глубоким центральным отверстием
- Скорость резания определяется деталью, сбалансированной для обеспечения высоких скоростей вращения
- Смещение сверла уменьшено по сравнению только с вращающимся инструментом
Инструмент и заготовка, вращающиеся в противоположных направлениях
- Идеальный процесс для круглых деталей с глубоким центральным отверстием
- Скорость резания определяется комбинацией вращения инструмента и заготовки
- Обеспечивает оптимальную прямолинейность и концентричность отверстия
Инструменты для глубокого сверления
Инструменты для сверления Gundrill
- Gundrill используются для сверления небольших отверстий, обычно диаметром 1–50 мм [0,04–2,00 дюйма]
- СОЖ под высоким давлением подается через шпиндель и центр сверла
- Стружка отводится через V-образный паз по длине инструмента
- Наконечники Gundrill отшлифованы для достижения целей сверления и увеличения срока службы инструмента
Поиск инструментов Gundrill >
Инструмент BTA
- Глубокое сверление BTA используется для сверления отверстий большего диаметра, обычно диаметром 20–200 мм [0,80–8,00 дюйма]
- СОЖ под высоким давлением подается снаружи инструмента через узел напорной головки
- Стружка отводится через центр инструмента, через бурильную трубу и шпиндель станка
- Сверление BTA обычно выполняется в 5-7 раз быстрее, чем ружейное сверление, и требует более высокой мощности
- Дополнительные увеличенные диаметры могут быть просверлены на станках BTA с дополнительными операциями глубокого сверления, такими как раззенковка
Инструменты BTA >
Обработка глубоких отверстий и другие процессы
- После сверления дополнительные методы обработки могут дополнительно улучшить концентричность глубоких отверстий, прямолинейность, чистоту поверхности и добавить сложные элементы.
 Эти методы обрабатывают внутреннюю поверхность отверстия, как и другие процессы внешней обработки, и большинство из них можно выполнять на оборудовании для глубокого сверления BTA.
Эти методы обрабатывают внутреннюю поверхность отверстия, как и другие процессы внешней обработки, и большинство из них можно выполнять на оборудовании для глубокого сверления BTA. - Процессы обычно выполняются на заготовке с существующим отверстием из-за предварительного сверления или центробежного литья. Многие из этих процессов обработки глубоких отверстий оптимизированы для конкретных применений, таких как зачистные станки для производства гидравлических цилиндров или сверление бутылок для приводов шасси.
Продолжайте узнавать о сверлении глубоких отверстий:
О сверлении пистолетом
Узнайте больше о сверлении пистолетом, параметрах процесса и о том, когда это идеальное решение для глубокого сверления.
О сверлении BTA
Узнайте больше о сверлении BTA, дополнительных методах, которые работают на станках BTA, и преимуществах глубокого сверления BTA.
Что такое глубокое бурение? Информация BTA и Gun Drilling
Глубокая скважина классифицируется по соотношению глубины к диаметру не менее 10:1. Сверление глубоких отверстий используется во многих отраслях промышленности, однако его происхождение восходит к необходимости сверления высокоточных и прямых стволов оружия, где отношение глубины к диаметру может превышать 20: 1.
Сверление глубоких отверстий используется во многих отраслях промышленности, однако его происхождение восходит к необходимости сверления высокоточных и прямых стволов оружия, где отношение глубины к диаметру может превышать 20: 1.
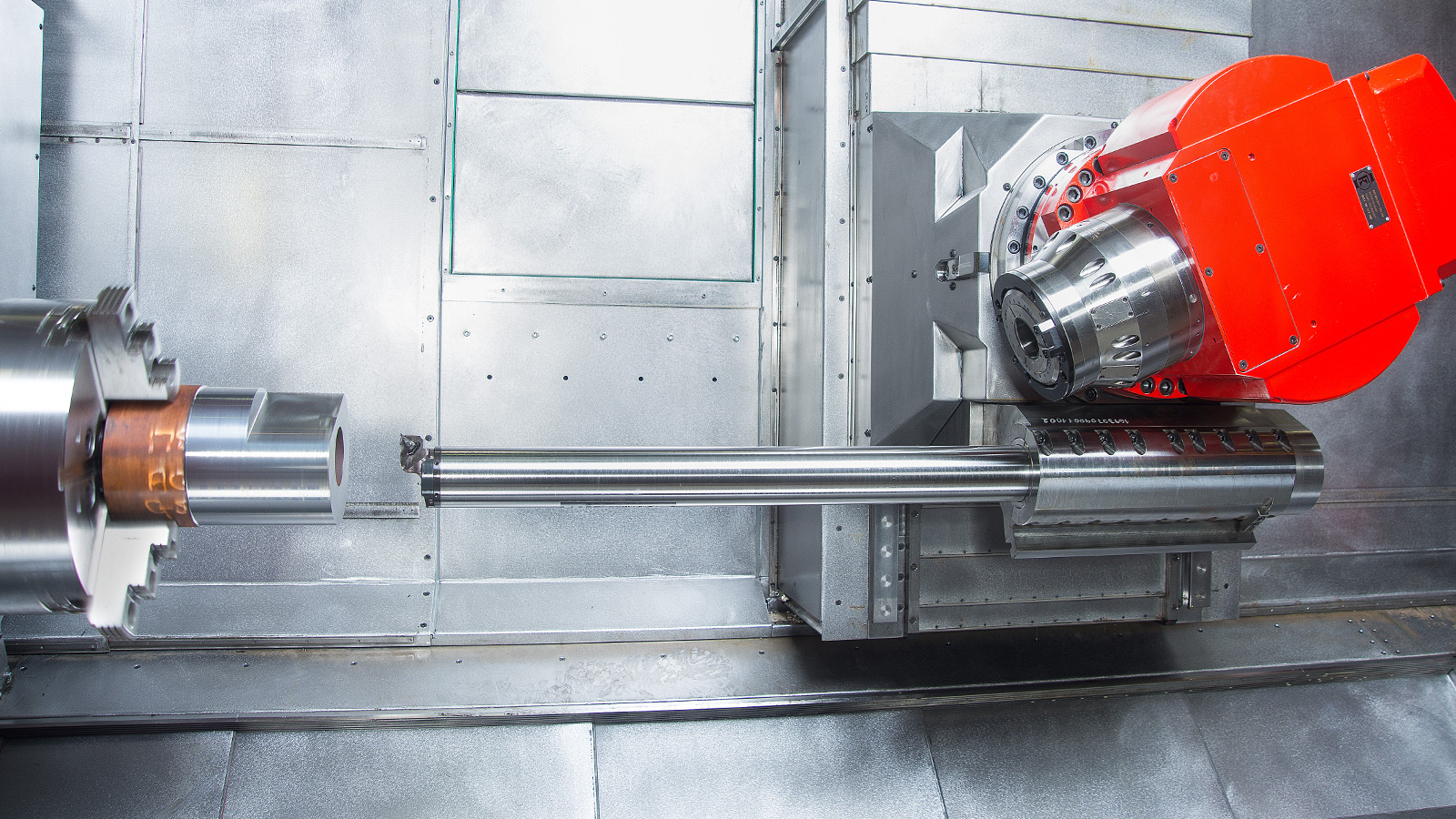
Для глубокого сверления необходимы специальные режущие инструменты. Эти режущие инструменты позволяют подавать большее количество охлаждающей жидкости в отверстие и из него для удаления стружки. Для большинства операций глубокого сверления также требуются специализированные станки для размещения специального инструмента. Специализированные станки состоят из двойных шпинделей, которые вращают заготовку вместе с режущим инструментом, обеспечивая высокоточное прямолинейное сверление.
Двумя основными методами бурения глубоких скважин являются бурение с помощью BTA и бурение с применением огнестрельного оружия.
Сверление BTA — это метод глубокого сверления, разработанный Ассоциацией бурильщиков и трепанаторов в 1940-х годах. Он состоит из специального полого инструмента, который позволяет охлаждающей жидкости под давлением поступать в отверстие снаружи сверла и отводить стружку через внутреннее отверстие сверла.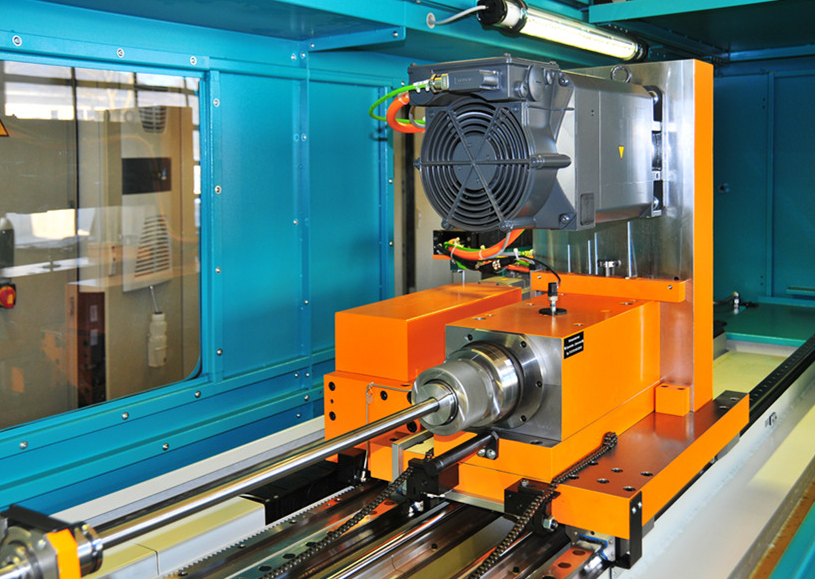
В зависимости от глубины и диаметра отверстия, которое необходимо просверлить, инструмент BTA будет состоять из полой бурильной трубы, прикрепленной к режущей головке с резьбой. Бурение BTA имеет эффективный диапазон диаметров 20-200 мм (0,80″-8,00″) и может достигать глубины до 400 мм (16,00″).
Пистолетное сверление — это метод глубокого сверления, при котором используется длинный тонкий режущий инструмент для получения высокоточных и прямых отверстий в заготовках, на которые не способны обычные сверла. Ружейные сверла отличаются от обычных сверл одной прямой режущей кромкой и одним внутренним отверстием для СОЖ. СОЖ под давлением подается через внутреннее отверстие, а стружка отводится через единственную канавку вдоль хвостовика.
В зависимости от соотношения глубины и диаметра отверстия некоторые процессы сверления пистолетом могут выполняться на стандартном станке с ЧПУ. Однако в большинстве случаев пушечное сверление выполняется на специализированном станке, и в некоторых случаях отношение глубины к диаметру может достигать 400:1.