ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Антикоррозионная защита в России
Настоящий стандарт регламентирует типы защиты от почвенной и электрохимической коррозии трубопроводных систем, которые применяются для транспортировки углеводородов и нефтепродуктов. Это трубопроводы, проложенные под и над землей, под водой с заглублением в дно. Антикоррозионная защита также требуется отводам и станциям, нефтебазам, емкостям, резервуарам, обсадным скважинным колоннам, газовым хранилищам, трубопроводам ТЭС.Общие положения
Требования к противокоррозионной защите выступают в качестве основы при разработке HД (нормативной документации) для проектирования и монтажа трубопроводных систем. Противокоррозионная защита обеспечивает долговечность и безаварийную службу трубопроводных конструкций, увеличивает срок их безремонтной эксплуатации. Способы противокоррозионной защиты в зависимости от способа монтажа трубопроводов:- Комплексная защита — для всех видов трубопроводных систем, кроме надземных.
- Применение металлизированных и неметаллических покрытий — для надземных металлоконструкций.
- Электрохимическая защита — для обсадных скважинных колонн.
- Применение временной э/химической защиты — для трубопроводных систем, температура стенки которых выше -5°C, во время их прокладки со времени засыпки до момента стабилизации технологического режима.
Требования к противокоррозионным покрытиям
Тип, конструкция и материалы противокоррозионных покрытий подбирается с учетом способа прокладки трубопровода и условий нанесения защитного покрытия. По типу покрытия делятся на нормальные и усиленные. Таблица 1. Типы противокоррозионных покрытий для строящихся конструкций и трубопроводов на реконструкции.| Условия нанесения защиты | № | Тип конструкции противокоррозионного покрытия | Толщина защиты в мм, для труб D в мм | Макс. t эксплуата-ции, К (°С) t эксплуата-ции, К (°С) | ||||
| 27З,0 | 5З0,0 | 820,0 | 1420,0 | |||||
| Противокоррозионная защита усиленного типа | ||||||||
| зав. / баз. | №1 | З-слойное полимерное | 2,05 | 2,26 | 2,54 | З,04 | ЗЗ2 (60) | |
| зав. / баз. | №2 | 2-слойное полимерное | 2,06 | 2,27 | 2,53 | З,05 | ЗЗ2 (60) | |
| зав., баз. / трасс. | №З | полиуретановая смола | 1,57 | 2,04 | 2,04 | 2,05 | З54 (80) | |
| зав. / баз. | №4 | эпоксидная краска | 2,45 | 0,З5 | — | З52 (80) | ||
| зав. / | №5 | Стеклоэмалевое | ||||||
баз. | 1-слойное | 0,З5 | 0,З8 | — | — | 42З (150) | ||
| 2-слойное | 0,47 | 0,47 | — | — | 42З (150) | |||
| зав. / баз. | №6 | Комбинированное на основе мастики и экструдированного полиолефина | 2,57 | З,06 | — | — | З1З (40) | |
| зав. / баз. | №7 | Комбинированное | 2,25 | 2,57 | 2,87 | З,56 | З1З (40) | |
| зав. / баз. | №8 | Термоусаживающиеся материалы | 1,27 | 1,84 | 2,06 | 2,45 | З7З (100) | |
| баз. | №9 | Ленточное полимерное | 1,28 | 1,81 | 2,45 | — | З1З (40) | |
баз. | №10 | Ленточное полимерное термостойкое | 1,29 | 1,86 | 2,54 | — | З5З (80) | |
| баз. | №11 | Macтичное полимерное армированное | 5,0 | З1З (40) | ||||
| трасс. / баз. | №12 | Macтичное | 6,20 | — | З1З (40) | |||
| трасс. | №1З | Комбинированное, на основе мастики и полимерной ленты | 4,40 | — | З1З (40) | |||
| трасс. | №14 | Термоусаживающиеся материалы | 1,28 | 1,27 | 1,26 | 2,10 | З7З (100) | |
| трасс. | №15 | Ленточное полимерное | 1,29 | — | З1З (40) | |||
| трасс. | №16 | Ленточное полимерное | 1,83 | 1,81 | 1,89 | 1,84 | З1З (40) | |
трасс. | №17 | Ленточное полимерное термостойкое | 1,26 | 1,23 | 1,20 | — | З5З (80) | |
| трасс. | №18 | Ленточное полимерно-битумное | З,07 | З,04 | З,05 | З,65 | З1З (40) | |
| трасс. | №19 | Ленточное полимерное с вулканизирующимся слоем (адгезивом) | 1,28 | 1,26 | 1,24 | 1,80 | З1З (40) | |
| Антикоррозионная защита нормального типа | ||||||||
| трасс. | №20 | Ленточное | 1,25 | — | З0З (З0) | |||
| трасс. | №21 | Ленточное полимерно-битумное | 2,30 | — | З0З (З0) | |||
| трасс. | №22 | Macтичное | 4,70 | — | З0З (З0) | |||
 — заводское; баз. — базовое; трасс. — трассовое.
— заводское; баз. — базовое; трасс. — трассовое.- В состав конструкции полимерных покрытий входят термореактивные смолы, термоплавкие полимеры, термопласты.
- Комбинированные многослойные покрытия состоят из битумных, мастик на основе битума и полимерных материалов, липкой изолирующей ленты, экструдированных термопластов.
- Ленточные полимерные состоят из грунтовки, липкой изоленты, обертки. Т
- Термостойкие покрытия состоят из грунтовки на основе полимерных материалов, термостойкой изоленты и обертки или из стеклоткани с армированием и липким подслоем.
- В состав мастичных полимерных покрытий с дополнительным армированием входят грунтовки, битумно-полимерные мастики, слой нитепрошивной стеклоткани, липкой изоленты и полимерной обертки.
- Многослойная мастичная защита состоит из нескольких слоев мастики, покрытой рулонным армирующим материалом.
 Таблица 2. Требования к усиленной противокоррозионной защите.
Таблица 2. Требования к усиленной противокоррозионной защите.| Параметры | Норматив | Методы испытаний по | Тип покрытия |
| Прочность к нагрузкам на разрыв, MПa при t | |||
| 29ЗK (20°С) | 12,0 | ГOCT11262 | №1-№4, №8 |
| 10,0 | №6, №7 | ||
| 18,0 | ГOCT142З6 | №9, №10, №15-№17, №19 | |
| ЗЗЗK (60°С) | 10,0 | ГOCT11262 | №1, №2, №8, №14 |
| З5ЗK (80°С) | 10,0 | ГOCT142З6 | №10, №17 |
| З8ЗK (110°С) | 8,0 | ГOCT11262 | №8, №14 |
| Коэффициент относительного удлинения в % при t | |||
| 29ЗK (20°С) | 200 | ГOCT11262 | №1- №8, №14 |
| 200 | №9-№17, №19 | ||
| 5 | ГOCT18299 | №4 | |
| 20 | ГOCT11262 | №З | |
| 2ЗЗK (-40°С) | 100 | №1, №2, №6-№8, №14 | |
| 100 | ГOCT142З6 | №9-№16, | |
| Т хрупкости мастичного слоя, K (°С) | 25З (-20) | ГOCT2678 | №6, №11, №18 |
| 26З (-10) | №12, №1З | ||
| Устойчивость к трещинообразованию, ч | 1000 | ГOCT1З518 | для покрытий с толщиной слоя до 1 мм: №1, №2, №6, №7, №8, №14 |
| Устойчивость к УФ-излучению, ч | 500 | ГOCT16ЗЗ7 | №1, №2, №6-№10 |
| Прочность к ударным нагрузкам при t | Прил. А А | для всех типов покрытий | |
| от 2ЗЗK (-40°С) до З1ЗK (+40°С), Дж | 10,0 | 1020 мм и более | |
| 8,0 | до 820 мм | ||
| 6,0 | до 5З0 мм | ||
| 4,0 | до 27З мм | ||
| до З1ЗK (40°С), Дж | 4,0 | для покрытий трассового нанесения | |
| 29ЗK (20°С), Дж/мм | 6,0 | №1, №2 | |
| 5,0 | |||
| Сцепление в при t 29ЗK (20°С), Н/cм: | Прил.Б | ||
| ленты к ленте | 7,0 | №9-№18 | |
| З5,0 | №8, №14, №19 | ||
| обертки к ленте | 5,0 | №9, №10, №15-№18 | |
| слоя экструдированного полиолефина к ленте | 15,0 | №7 | |
| Сцепление к металлу при t: | |||
| 29ЗK (20°С), Н/cм | 70,0 | ГOCT411 | №1, №2 |
| 50,0 | |||
| З5,0 | №1, №2, №11, №18 | ||
| 25,0 | Прил. Б или ГOCT411 Б или ГOCT411 | №19 | |
| 20,0 | Прил.Б или ГOCT411 | №7-№10, №15-№17 | |
| 29ЗK (20°С), балл | 1 | ГOCT15140 | №З, №4 |
| 29ЗK (20°С), MПa/м | 0,2 | Прил.Б | №11, №12 |
| 0,1 | ГOCT14759 | №6, №1З, №18 | |
| З1ЗK (40°С), Н/cм | 50,0 | ГOCT411 | №1, №2 |
| 20,0 | №1, №2, №8, №14, №19 | ||
| 10,0 | №7, №9, №15, №16 | ||
| ЗЗЗK (60°С), Н/cм | З0,0 | №1, №2 | |
| 9,0 | |||
| 9,0 | №9, №15 | ||
| З5ЗK (80°С), Н/cм | 9,0 | №10, №17 | |
| З5ЗK (80°С), баллов | 1 | ГOCT15140 | №З, №4 |
| З7ЗK (100°С), H/cм | 9,0 | ГOCT411 | №8, №16 |
| 258K (-15°С), MПa/м | 0,2 | ГOCT14759 | №6, №13, №17 |
| Сцепление с металлом | 20,0 | ГOCT411 | №7-№10, №14, №16, №17 |
| Грибостойкость, баллов | 2 | ГOCT9. 048- ГOCT9.050, ГOCT9.052 048- ГOCT9.050, ГOCT9.052 | для усиленных покрытий |
| Площадь отслаивания покрытия при t | Прил.В | ||
| 29ЗK (20°С) | 4,0 | №1, №2, №3, №19 | |
| 5,0 | для всех типов покрытий | ||
| 5,0 | №8, №14 | ||
| З1ЗK (40°С) | 8,0 | №1-№З, №19 | |
| З1ЗK (40°С) | 10,0 | для всех типов покрытий | |
| 10,0 | №8, №14 | ||
| ЗЗЗK (60°С) | 10,0 | №1-№З | |
| 15,0 | для всех типов покрытий | ||
| 15,0 | №8, №14 | ||
| З5ЗK (80°С) | 20,0 | №8, №10, №14, №17 | |
| 8,0 | №З, №4 | ||
| Переходное сопротивление покрытия в З%-ном р-ре NaCl при t 29ЗK (20°С), Oм·м2 | Прил. Г Г | ||
| исходное и через 100 cут | 11/11 | №1, №2, №8, №14 | |
| №З, №4, №6, №7, №10-№1З, №15-№19 | |||
| Сопротивление изоляции при t более 27ЗK (0°С), Oм·м2 | Прил.Д | ||
| З·10 | №1, №2, №З, №8, №14 | ||
| 1·10 | №4, №6, №7, №10, №1З, №15- №19 | ||
| 5·10 | №11, №12, №18 | ||
| Диэлектрическая сплошность, кB/мм | 5 | Искровой дефектоскоп | кроме №4, №5 |
| Устойчивость к вдавливанию при t | Прил.Е | ||
| до 29ЗK (20°С | 0,2 | для всех типов покрытий | |
| более 29ЗK (20°С) | 0,З | ||
| Водопоглощение % | 0,5 | ГOCT4650 | №7-№1З, №15-№17, №19 |
 Это соленые и кислые почвы, болотистые, заторфованные, глинистые и влажные грунты, а также участки, расположенные в зоне воздействия промышленных и бытовых стоков, блуждающих токов. Усиленная защита также требуется трубопроводам, транспортирующим жидкие и газообразные среды, температура которых выше +35°C. Повышенная противокоррозионная защита требуется трубопроводам компрессорных и насосных станций, газораспределительных пунктов, а также трубам в местах их пересечения. Усиленная антикоррозионная защита требуется магистралям, транспортирующим сжиженные углеводороды и аммиак, а также трубопроводам, проходящим рядом с реками, озерами, каналами, водохранилищами. Для всех остальных видов трубопроводов применяются противокоррозионные покрытия обычного типа. Таблица 3. Параметры покрытий нормального типа.
Это соленые и кислые почвы, болотистые, заторфованные, глинистые и влажные грунты, а также участки, расположенные в зоне воздействия промышленных и бытовых стоков, блуждающих токов. Усиленная защита также требуется трубопроводам, транспортирующим жидкие и газообразные среды, температура которых выше +35°C. Повышенная противокоррозионная защита требуется трубопроводам компрессорных и насосных станций, газораспределительных пунктов, а также трубам в местах их пересечения. Усиленная антикоррозионная защита требуется магистралям, транспортирующим сжиженные углеводороды и аммиак, а также трубопроводам, проходящим рядом с реками, озерами, каналами, водохранилищами. Для всех остальных видов трубопроводов применяются противокоррозионные покрытия обычного типа. Таблица 3. Параметры покрытий нормального типа.| Параметры | Норматив | Методы испытаний по |
| Прочность к нагрузкам на разрыв, Н/см: | ГOCT142З6 | |
| обертки | 72 | |
| изоленты | 53 | |
Коэффициент относит. удлинения при разрыве защиты, % удлинения при разрыве защиты, % | 82 | ГOCT142З6 |
| Сцепление с металлом для покрытий типа: | ||
| ленточные, H/см | 12,0 | Прил.Б, ГOCT411 |
| мастика, MПa | 0,3 | Прил.Б |
| Водопоглощение, % | 0,6 | ГOCT4650 |
| Перех. сопротивление защиты в З%-ном р-ре NаСl при t 29ЗK(20°С), Oм·м2, | Прил.Г | |
| исходное/ через 100 cyт | 4,7·10 | |
| S отслаивания покрытия при t 29ЗK(20°С), cм | 12 | Прил.В |
| T хрупкости, K(°С) | 25З (-20) | ГOCT1678З |
 В качестве металлических и неметаллических покрытий применяется консистентная смазка, цинковое, алюминиевое, лакокрасочное, стеклоэмалевое покрытие или другие материалы, устойчивые к атмосферным факторам. Электрохимическая защита применяется для всех типов трубопровода, кроме надземных.
В качестве металлических и неметаллических покрытий применяется консистентная смазка, цинковое, алюминиевое, лакокрасочное, стеклоэмалевое покрытие или другие материалы, устойчивые к атмосферным факторам. Электрохимическая защита применяется для всех типов трубопровода, кроме надземных.Контроль качества противокоррозионной защиты
Для контроля состояния комплексной защиты трубопроводных систем применяются контрольно-измерительные пункты. Толщина покрытий определяется неразрушающими методиками при помощи толщиномеров типа MT-10HЦ, MT-50HЦ, ИTCП-I. Проверка толщины проводится не реже одного раза на каждые 100 м в 4-ех точках одной плоскости сечения трубы. Сцепление мастичных покрытий с основой определяется путем треугольного выреза. Сцепление считается качественным, если покрытие отслаивается с усилием. При пробое антикоррозионной защиты выполняется ремонт поврежденного участка с повторным контролем качества. Сплошность защитных покрытий засыпанных трубопроводных систем в незамерзшей почве выполняется через 14 дней после монтажа с помощью искателей повреждений типа AHПИ, УДИП-1M или другими приборами. Ремонт участков с выявленными дефектами выполняется согласно HД на данный вид покрытия. Сплошность противокоррозионной изоляционной защиты трубопроводных систем в процессе их эксплуатации осуществляется интегральными и локальными методами. У металлических, лакокрасочных и стеклоэмалевых покрытий определяется качество поверхности, сплошность, толщина, адгезия к основе. Уровень защищенности трубопроводных систем определяется один раз в неделю, два раза в месяц, ежеквартально или ежегодно. Частота контроля определяется проектной и нормативной документацией с учетом назначения трубопровода, способа его прокладки, места монтажа, вида рабочей среды, типа защитного покрытия.
Ремонт участков с выявленными дефектами выполняется согласно HД на данный вид покрытия. Сплошность противокоррозионной изоляционной защиты трубопроводных систем в процессе их эксплуатации осуществляется интегральными и локальными методами. У металлических, лакокрасочных и стеклоэмалевых покрытий определяется качество поверхности, сплошность, толщина, адгезия к основе. Уровень защищенности трубопроводных систем определяется один раз в неделю, два раза в месяц, ежеквартально или ежегодно. Частота контроля определяется проектной и нормативной документацией с учетом назначения трубопровода, способа его прокладки, места монтажа, вида рабочей среды, типа защитного покрытия.Защита конструкций от коррозии, защита металлоконструкций от ОАО Белэнергозащита
Вы находитесь здесь: — — — Защита конструкцийМеталл является востребованным материалом во всех отраслях. Конструкции из металла отличаются легкостью и прочностью, а самое главное — они надежны в эксплуатации и долго прослужат при правильном обслуживании. Однако, есть одна проблема, которая значительно сокращает срок службы металлических изделий, — коррозия. Это явление приводит к постепенному разрушению материала, а причиной тому служат определенные вещества из окружающей среды. Чтобы предотвратить губительные последствия, необходимо выполнять антикоррозионную защиту конструкций с использованием специальных составов.
Однако, есть одна проблема, которая значительно сокращает срок службы металлических изделий, — коррозия. Это явление приводит к постепенному разрушению материала, а причиной тому служат определенные вещества из окружающей среды. Чтобы предотвратить губительные последствия, необходимо выполнять антикоррозионную защиту конструкций с использованием специальных составов.
Антикоррозийная защита металлоконструкций от ОАО «Белэнергозащита» спасет их от преждевременного разрушения, что позволит не просто продлить срок службы, но и сэкономит денежные средства. Антикоррозионная защита стальных конструкций может проводится как на строящихся объектах, так и в процессе реставрационных работ, при реконструкции, модернизации и капитальном ремонте. Правильно, а главное, вовремя выполненная защита строительных конструкций от коррозии качественными материалами, в буквальном смысле спасет здание, постройку или любой другой объект или изделие из металла.
Для заказа работ и определения цены работ, пожалуйста, заполните и отправьте нам заявку.
Защита конструкций от коррозии проводится в три этапа:
- 1. Предварительная очистка — залог того, что защита железобетонных конструкций приведет к выполнению поставленной задачи. В процессе очистки необходимо избавиться от ржавчины, загрязнений, жирных пятен и т.д. на поверхности. Нанесение антикоррозионнаой защиты на металлоконструкцию, не очищенную предварительно, будет не эффективным.
- 2. Грунтовка служит для того, чтобы антикоррозийная защита конструкций, а именно краска необходимого состава, лучше наносилась на поверхность (обеспечивает лучшее сцепление). Если не выполнять грунтовку, краска будет держаться не достаточно прочно и скоро придется выполнять защиту конструкции от коррозии сначала.
- 3. Непосредственно нанесение антикоррозионного состава.
Защита металлоконструкций от коррозии — наши преимущества
- Все работы по защите металлоконструкций от коррозии выполняются в соответствии с нормами международных стандартов и требований ГОСТ.
- Многие работы выполняются промышленными альпинистами, что снижает в значительной степени затраты на подъемную технику, если нужно выполнить антикоррозийное покрытие металлоконструкцийуже построенных зданий.
- Защита строительных конструкций и сооружений от коррозиивыполняется с использованием новейших материалов и оборудования, которые выбираются в соответствии с поставленной задачей и особенностью конструкции.
- Предоставляем гарантию на свою работу.
- Стоимость услуг доступна и не превышает цены на аналогичные работы в других компаниях.
Если Вам необходима защита строительных конструкций от коррозии, заполните заявку на сайте и отправьте ее нам. Мы перезвоним в самое ближайшее время! Также Вы можете самостоятельно обратиться к нам по телефонам: 8(017)295 20 11, 8(017)296 53 05.
Защита металлоконструкций от коррозии — наши преимущества
Антикоррозионная защита металлических конструкций специальными красками имеет рад преимуществ перед другими способами: простота нанесения, возможность окрашивания в любой цвет, возможность обрабатывать металлоконструкции больших размеров и со сложной конфигурацией и т.
ОАО «Белэнергозащита» —антикоррозионная защита конструкций на высоком уровне!
Смотрите так же:
Оформить заявку
Все поля обязательны для заполнения.
Покраска металлоконструкций
Металл — один из самых практичных материалов, применяемых в строительстве. Тем не менее, и он подвержен разрушениям, поэтому требует некой защиты от воздействия агрессивной окружающей среды.
Главным способом защиты является окраска, т.к. такое покрытие обеспечивает защиту стали от вредного воздействия окружающей среды: температурных перепадов, ультрафиолетового излучения, климатических условий. Лакокрасочное покрытие способно эффективно защитить эксплутационные сроки конструкций из металла.
Статистика показывает, что ежегодный процент ущерба от коррозии специалистами развитых стран оценивается в 2–4% ВВП, при этом, потери от вышедших из строя конструкций из металла, а также оборудования и изделий равен 10–20% годового производства стали.
Это достаточно сложный процесс, который связан с некоторыми особенностями и свойствами материала, поэтому только профессиональное окрашивание позволяет гарантировать качество лакокрасочного покрытия. Применение современных технологий и оборудования позволяет специалистам ЗАО ЧЗМК обеспечить высокий уровень производимых работ.
Антикоррозионная защита осуществляется в несколько этапов.
Удаление масляных и жировых загрязнений
В качестве обезжиривающих веществ можно применять: органические растворители, водные моющие растворы и эмульсии растворителей в воде. Контролируется методом протирки, степень обезжиривания оценивается по ГОСТ 9.402.
Удаление прокатной окалины и продуктов коррозии
Абразивоструйная очистка — наиболее распространенный и эффективный метод подготовки металлической поверхности. Степень очистки поверхности оценивается по ГОСТ 9. 402. или по ISO 8501-1. Шероховатость поверхности контролируется с помощью компараторов ISO 8503 или электронных профилометров. Технические возможности завода АО «ЧЗМК» позволяют проводить очистку металлоконструкций на самом высоком уровне, достигаемая степень очистки- Sa 3 по ISO 8501-1. Завод оснащен четырьмя дробеструйными и пятью дробеметными установками.
402. или по ISO 8501-1. Шероховатость поверхности контролируется с помощью компараторов ISO 8503 или электронных профилометров. Технические возможности завода АО «ЧЗМК» позволяют проводить очистку металлоконструкций на самом высоком уровне, достигаемая степень очистки- Sa 3 по ISO 8501-1. Завод оснащен четырьмя дробеструйными и пятью дробеметными установками.
Подготовка лакокрасочных материалов для нанесения
Комплекс краскоприготовительных работ включает в себя перемешивание материала в транспортной таре и доведение материала до рабочей вязкости. Тип и количество должны строго соответствовать рекомендациям изготовителя ЛКМ.
Нанесение лакокрасочных материалов
Существует множество способов нанесения лакокрасочных материалов, однако для окрашивания металлоконструкций используется, как правило, безвоздушное распыление, при котором дробление лакокрасочного покрытия происходит без участия сжатого воздуха, за счет высокого гидравлического давления, оказываемого на него, и вытеснения с большой скоростью через эллиптическое отверстие специального сопла.
Для безвоздушного распыления краски применяют специальное окрасочное оборудование высокого давления, которое состоит из насоса, нагнетающего краску (до 200–500 атм), шлангов высокого давления, безвоздушного краскопульта и безвоздушного окрасочного сопла. На ЗАО «ЧЗМК» используется современное высокомощное окрасочное оборудование фирмы WIWA.
АО ЧЗМК работает с известными на международном рынке производителями антикоррозионных лакокрасочных материалов Jotun и Hempel. Взаимное сотрудничество наших компаний позволяет достичь максимальный установленый срок службы покрытий. Специалисты АО «ЧЗМК» могут осуществить как нанесение грунтовочного слоя для дальнейшего перекрытия эмалями на монтажной площадке, так и полную систему лакокрасочного покрытия. Предприятие оборудовано шестью сушильными камерами, что позволяет нам наносить сложные лакокрасочные системы, где требуется температурный режим сушки.
На каждом этапе работ на нашем предприятии осуществляется внутренний контроль качества. Для контроля качества антикоррозионных работ на заводе есть современные приборы: толщиномеры покрытий, профилометры, адгезиметры, приборы климатического контроля.
Для контроля качества антикоррозионных работ на заводе есть современные приборы: толщиномеры покрытий, профилометры, адгезиметры, приборы климатического контроля.
Технологическая оснащеннность завода и комплекс мероприятий, направленный на выполнение антикоррозионной защиты металлоконструкций позволяет специалистам АО ЧЗМК добиться превосходных результатов и быть первыми среди множества.
Оформить заказ металлоконструкций в Челябинске, Златоусте, Копейске, Троицке вы можете на сайте компании. Узнать условия сотрудничества, рассчитать стоимость заказа вы можете, позвонив по телефону: +7 (351) 253-28-21.
СТП 001-95 Защита металлических конструкций мостов от коррозии методом окрашивания
СТП 001-95*
СТАНДАРТ ПРЕДПРИЯТИЯ
ЗАЩИТА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ МОСТОВ
ОТ КОРРОЗИИ МЕТОДОМ ОКРАШИВАНИЯ
КОРПОРАЦИЯ «ТРАНССТРОЙ»
МОСКВА
Предисловие
1. РАЗРАБОТАН
Центральной лабораторией антикоррозионной защиты АО «ЦНИИС» (канд. хим. наук
Ф.Б. Глазман) при участии инж. Г.М. Молгиной (ФГУП «ВНИИЖТ»)
РАЗРАБОТАН
Центральной лабораторией антикоррозионной защиты АО «ЦНИИС» (канд. хим. наук
Ф.Б. Глазман) при участии инж. Г.М. Молгиной (ФГУП «ВНИИЖТ»)
ВНЕСЕН Научно-техническим управлением Корпорации «Трансстрой»
2. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Корпорацией «Трансстрой» распоряжением от 7 августа 1995 г. № МО-164, с изменениями М 1 — распоряжением от 31 августа 2000 г. № ПН -131 с 01 сентября 2000 г.
3. СОГЛАСОВАН Управлением по проектированию «Транспроект», Управлением по строительству мостов «Мостострой» Корпорации «Трансстрой», ОАО «Мостостройиндустрия», Департаментом пути и сооружений Министерства путей сообщения РФ, Российским дорожным агентством
4. С введением настоящего стандарта утрачивает силу СТП 001-95 «Защита металлических конструкций мостов от коррозии методом окрашивания
Изменения в тексте, введенные
распоряжением от 31 августа 2009 г. № ПН-131, помечены знаком *.
СОДЕРЖАНИЕ
|
1. Область применения . 2 2. Нормативные ссылки . 2 3. Технические требования к лакокрасочным покрытиям .. 2 4. Системы покрытий . 3 5. Технологический процесс получения лакокрасочных покрытий . 3 6. Требования безопасности . 7 7. Правила приемки и методы контроля . 8 8. Гарантии поставщика . 9 Приложения: 9 А Обозначение условий эксплуатации первой категория размещений металлоконструкций . 9 Б Характеристика лакокрасочных материалов . 9 В Вспомогательные материалы .. 10 Г Оборудование и инструмент, применяемые при производстве работ . 10 Д Определение толщины покрытия . 10 |
СТП 001-95*
СТАНДАРТ ПРЕДПРИЯТИЯ
|
Защита металлических конструкций мостов от коррозии методом окрашивания |
Взамен СТП 001-95 |
Утвержден и введен
в действие с изменениями распоряжением Корпорации «Трансстрой» от 07. 08.95 №
МО-164, с изменением № 1 — распоряжением от 31 августа 2000 г. № 131.
08.95 №
МО-164, с изменением № 1 — распоряжением от 31 августа 2000 г. № 131.
Дата введения 1995-11-01,
с изменением № 1-2000-09-01.
Стандарт распространяется на окрашивание металлических конструкций мостов, предназначенных для эксплуатации в условиях воздействия на них различных климатических факторов и агрессивной среды.
В регионах и мегаполисах, где действуют территориальные строительные нормы, устанавливающие более жесткие требования по защите металлических конструкций от коррозии по сравнению с требованиями Федеральных норм, следует руководствоваться последними.
В стандарте изложены требования к лакокрасочным покрытиям и технологии их нанесения как на заводе-изготовителе, так и на строительной площадке.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.010
Воздух сжатый для распыления лакокрасочных материалов. Технические требования,
правила и методы контроля
Технические требования,
правила и методы контроля
ГОСТ 9.032 Покрытия лакокрасочные. Классификация и обозначения
ГОСТ 9.104 Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.401 Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402 Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
ГОСТ 9.407 Покрытия лакокрасочные. Методы определения внешнего вида
ГОСТ 12.1.005 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.002 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005 ССБТ. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.009 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.011 ССБТ. Средства защиты работающих
ГОСТ
12. 4.021 ССБТ. Системы вентиляционные. Общие требования
4.021 ССБТ. Системы вентиляционные. Общие требования
ГОСТ 12.4.028 ССБТ. Респираторы ШБ-1 «Лепесток»
ГОСТ 12.4.068 ССБТ. Средства дерматологические защитные. Классификация. Общие технологические требования
ГОСТ 2789 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 6613 Сетки проволочные тканевые с квадратными ячейками нормальной точности
ГОСТ 8420 Материалы лакокрасочные. Методы определения условной вязкости
ГОСТ 9980 Материалы лакокрасочные. Правила приемки. Отбор проб для испытаний. Упаковка, маркировка, транспортирование и хранение
ГОСТ 15140 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17269 Респираторы фильтрующие газопылезащитные РУ-60 и РУ-60М
ГОСТ
19007 Материалы лакокрасочные. Методы определения времени и степени
высыхания вязкости
Методы определения времени и степени
высыхания вязкости
3.1. Лакокрасочные покрытия должны быть стойкими к воздействию климатических факторов в районах с умеренным и холодным климатом и к агрессивности окружающей среды.
Группы условий эксплуатации покрытий в различных климатических зонах при 1-й категории размещения по ГОСТ 15150 (открытая атмосфера) приняты в соответствии с ГОСТ 9.104 с изменением № 1. Обозначение условий эксплуатации приведено в справочном приложении А.
Степень агрессивности и защита от коррозии методом окрашивания металлических конструкций мостов определяется проектной организацией и указывается в проектной документации.
3.2*. Внешний вид покрытия должен соответствовать V классу по ГОСТ 9.032 . Покрытие не должно иметь пропусков, трещин, сколов, пузырей, кратеров, морщин и других дефектов, влияющих на защитные свойства.
3.3. Ремонтное
окрашивание мостов должно производиться в зависимости от состояния покрытия и с
учетом сроков его службы, указанных в табл. 1. При этом систему покрытий и технологию их нанесения
при ремонте городских и автодорожных мостов следует назначать в соответствии с
настоящим стандартом, для железнодорожных мостов — с технологическими правилами
окраски металлических конструкций эксплуатируемых железнодорожных мостов,
утвержденных Министерством путей сообщения 09.06.1975 г.
1. При этом систему покрытий и технологию их нанесения
при ремонте городских и автодорожных мостов следует назначать в соответствии с
настоящим стандартом, для железнодорожных мостов — с технологическими правилами
окраски металлических конструкций эксплуатируемых железнодорожных мостов,
утвержденных Министерством путей сообщения 09.06.1975 г.
4.1. Системы покрытий металлоконструкций, предназначенных для эксплуатации в районах с умеренным и холодным климатом, должны отвечать требованиям ГОСТ 9.401 и назначаться по табл. 1 в зависимости от условий эксплуатации при 1-й категории размещения.
Характеристика лакокрасочных материалов приведена в справочном приложении Б. Перечень вспомогательных материалов приведен в справочном приложении В.
4.2. Выбор системы покрытий для металлоконструкций в зависимости от условий эксплуатации и технических возможностей производства предусматривает:
выбор лакокрасочных материалов для окрашивания на заводе-изготовителе;
выбор
лакокрасочных материалов для окончательного окрашивания на монтажных площадках.
4.3. Для защиты наиболее подверженных коррозии элементов проезжей части целесообразно применять комбинированные металлизационно-лакокрасочные покрытия, состоящие из металлизационных цинковых или алюминиевых покрытий с последующей пропиткой лакокрасочными материалами.
5.1. Общие положения
5.1.1. Технологический процесс окрашивания металлоконструкций включает выполнение операций по окрашиванию на заводе-изготовителе и на монтажной площадке.
5.1.2. Выбор технологического процесса получения покрытия производится в зависимости от системы покрытия в соответствии с табл. 1.
Таблица 1*
Системы покрытий для защиты металлических конструкций от коррозии для различных условий эксплуатации
|
№№ пп системы покрытий |
Грунтовочный лакокрасочный материал |
Промежуточный лакокрасочный материал |
Марка покрывного лакокрасочного материала |
Ориентировочная толщина комплексного покрытия, мкм |
Срок службы покрытия, не менее, годы, при различных условиях эксплуатации |
|||
|
Марка |
Ориентировочная толщина, мкм |
Марка |
Ориентировочная толщина, мкм |
VI |
V Х LI Х LI |
|||
|
1 |
Stelpant-Pu-Zink |
80 — 100 |
Stelpant-Pu-Mica HS |
70 — 90 |
Stelpant-Pu-Mica UV |
220 — 240 |
15 |
15 |
|
2 |
Stelpant-Pu-Zink |
80 — 100 |
— |
— |
Виниколор |
140 — 160 |
10 |
8 |
|
3 |
Stelpant-Pu-Zink |
80 — 100 |
— |
— |
ХВ -16 |
130 — 160 |
10 |
10 |
|
4 |
Stelpant-Pu-Oxid |
80 — 100 |
Stelpant-Pu-Mica HS |
70 — 90 |
Stelpant-Pu-Mica UV |
240 — 250 |
12 |
10 |
|
5 |
Stelpant-Pu-Oxid |
80 — 100 |
— |
— |
Х B-16 |
120 — 140 |
8 |
8 |
|
6 |
цвэс |
80 — 100 |
Stelpant-Pu-Mica HS |
70 — 90 |
Stelpant-Pu-Mica UV |
240 — 250 |
12 |
10 |
|
7 |
цвэс |
80 — 100 |
— |
— |
Виниколор |
140 — 160 |
10 |
8 |
|
8 |
цвэс |
80 — 100 |
— |
— |
XB-16 |
120 — 140 |
8 |
7 |
|
9 |
Грэмируст |
80 — 100 |
— |
— |
Stelpant-Pu-Mica UV |
160 — 170 |
12 |
10 |
|
10 |
Грэмируст |
80 — 100 |
— |
— |
XB -16 |
140 — 150 |
7 |
7 |
|
11 |
ЭП-0010 |
60 — 80 |
— |
— |
XB -16 |
120 — 140 |
7 |
7 |
|
12 |
ХС-059 |
40 — 60 |
— |
— |
XB -16 |
90 — 120 |
6 |
5 |
|
13 |
ХС-068 |
40 — 60 |
— |
— |
XB -16 |
90 — 120 |
6 |
5 |
|
14 |
ЭП-0259 |
40 — 50 |
— |
— |
ХП-7120 |
120 — 140 |
7 |
— |
|
15 |
ФЛ-03К |
40 — 50 |
— |
— |
XB -16 |
90 — 120 |
5 |
— |
|
16 |
ГФ-0119 |
40 — 50 |
— |
— |
XB -16 |
90 — 120 |
5 |
— |
|
Примечания: 1. 2. Допускается применение систем защитных покрытий, не указанных в табл. 1 , после проведения испытаний и по согласованию с заказчиком. 3. VI , V Х LI , Х LI — см. Приложение А . |
||||||||
5.2. Технологический процесс окрашивания металлоконструкций на заводе-изготовителе
5.2.1. Технологический процесс окрашивания на заводе-изготовителе включает последовательное выполнение операций по подготовке поверхности металлоконструкций, грунтованию их и окрашиванию покрывными лакокрасочными материалами в зависимости от принятой схемы окрашивания и сушки каждого слоя покрытия.
5.2.2. Операции
технологического процесса окрашивания металлоконструкции на заводе-изготовителе
следует производить в помещении с температурой не ниже 15 ° C и не выше 30 °С и с относительной
влажностью воздуха не более 80 %.
5.2.3. Подготовка поверхности металлоконструкций должна состоять в обезжиривании ее и очистке от окислов (окалины, ржавчины, сварочных брызг и других загрязнений). Качество очистки поверхности от окислов (окалины, ржавчины) и загрязнений непосредственно перед нанесением покрытий должно соответствовать требованиям, указанным в табл. 2 .
Подготовленная под окрашивание поверхность должна соответствовать 1-й степени обезжиривания и 2-й степени очистки от окислов.
Таблица 2. Технические требования к качеству поверхности перед окрашиванием
|
Наименование показателя |
Норма |
Метод контроля |
|
Внешний вид |
Шероховатая металлически чистая поверхность серого или темно-серого цвета |
Визуально |
|
Степень очистки от окислов |
Вторая |
По ГОСТ 9. |
|
Степень обезжиривания поверхности от масляных и жировых загрязнений |
Первая |
По ГОСТ 9.402-80 — визуально. Каплей растворителя на фильтровальной бумаге, прикладываемой к подготовленной поверхности |
|
Загрязнения на подготовленной поверхности: вода, пыль, песок, шлак и флюсы, сварочные брызги |
Не допускаются |
Визуально |
|
Шероховатость поверхности ( Rz ), мкм, не более |
30 |
По ГОСТ 2789-73 профилографом-профилометром на образцах-свидетелях |
 402-80
— визуально
402-80
— визуально Технические требования
к качеству поверхности и технологии подготовки поверхности устанавливают по ГОСТ
9. 402.
402.
5.2.4. Сжатый воздух, используемый при подготовке поверхности и нанесении лакокрасочных покрытий, должен отвечать требованиям ГОСТ 9.010.
5.2.5*. Длительность перерыва между операцией подготовки поверхности и окрашиванием не должна превышать 24 ч.
При использовании грунтовок Stelpant — Pu — Zink и Stelpant — Pu — Oxid допускается увеличение перерыва между подготовкой поверхности и нанесением грунтовки до 72 ч при хранении конструкций в цеховом отапливаемом помещении и исключении возможности попадания влаги и агрессивных компонентов на подготовленную поверхность.
5.2.6. Перед окрашиванием металлоконструкций следует произвести контроль лакокрасочных материалов на соответствие требованиям нормативных документов на эти материалы.
5.2.7.
Транспортирование и хранение лакокрасочных материалов, вспомогательных материалов
и растворителей должно соответствовать требованиям стандартов и технических
условий на эти материалы и ГОСТ 9980.
5.2.8. Перед использованием лакокрасочные материалы следует перемешать до полного поднятия осадка. Приготовление рабочих составов лакокрасочных материалов (количество отвердителя, растворитель и т.д.) осуществляют в соответствии с табл. 3 .
Перед нанесением лакокрасочные материалы при необходимости должны быть доведены до рабочей вязкости (см. табл. 3) и профильтрованы через сито ( ГОСТ 6613). Рабочую вязкость определяют по ГОСТ 8420 с помощью вискозиметра ВЗ-246-4.
5.2.9*. Грунтовочные и покрывные лакокрасочные материалы следует наносить на сборочные единицы после предварительного грунтования сварных швов и околошовных зон, а также головок болтов, кромок деталей и мест соединений элементов.
Нанесение
лакокрасочных материалов необходимо производить механизированным способом
(пневматическое или безвоздушное распыление). Типы оборудования приведены в рекомендуемом
приложении Г. В труднодоступных
местах с предварительной подгрунтовкой допускается выполнять окрашивание
кистью.
В труднодоступных
местах с предварительной подгрунтовкой допускается выполнять окрашивание
кистью.
При условии осуществления абразивной очистки сварных швов, головок болтов, кромок деталей и т.д. допускается предварительное грунтование не производить.
5.2.10. На заводе-изготовителе должно быть нанесено не менее двух слоев лакокрасочного покрытия. Количество слоев покрытия может быть установлено по согласованию с заказчиком.
5.2.11. Режимы естественной и горячей (конвективной) сушки лакокрасочных материалов до степени 3 по ГОСТ 19007 приведены в табл. 4.
5.2.12. Погрузочно-разгрузочные работы с окрашенными металлоконструкциями должны производиться согласно требованиям, установленным ГОСТ 12.3.009.
Таблица 3*
Технологические параметры нанесения лакокрасочных покрытий
|
Лакокрасочный материал |
Рабочий состав |
Растворитель |
Методы нанесения |
Жизнеспособность, ч, не менее |
|||||||
|
Пневматический |
Безвоздушный |
кисть |
|||||||||
|
Рабочая вязкость, С |
Толщина одного слоя, мкм |
Рабочая вязкость, С |
Толщина одного слоя, мкм |
Рабочая вязкость, С |
Толщина одного слоя, мкм |
||||||
|
ЦВЭС |
Связующий и цинковый порошок в соотношении 1:1 |
646 |
20 — 30 |
25 — 35 |
30 — 40 |
40 — 60 |
20 — 30 |
40 — 60 |
8 |
||
|
Stelpant-Pu-Zink |
Однокомпонентный |
Stelpant-Pu-Thinner |
25 — 30 |
40 — 45 |
60 — 80 |
80 — 100 |
— |
— |
— |
||
|
Stelpant-Pu-Oxid |
Однокомпонентный |
Stelpant-Pu-Thinner |
25 — 30 |
30 — 40 |
60 — 80 |
80 — 100 |
— |
— |
— |
||
|
Грэмируст |
Отвердитель № 1 — 3,6 части на 100 частей основы (по массе) |
№ 646, ксилол |
25 — 28 |
30 — 40 |
30 — 35 |
40 — 45 |
— |
— |
8 |
||
|
ЭП-0259 |
Отвердитель № 1 — 1,7 части на 100 частей основы |
646 |
16 — 20 |
20 — 25 |
27 — 32 |
25 — 30 |
— |
— |
|||
|
ЭП-0010 |
Отвердитель № 1 — 8,5 части на 100 частей основы (по массе) |
Разбавитель Р-40, этилцеллозолы |
20 — 30 |
20 — 40 |
25 — 35 |
25 — 35 |
40 — 60 |
40 — 60 |
7 |
||
|
ХС-068 |
— |
Р-4 |
14 — 16 |
15 — 20 |
— |
— |
60 — 80 |
20 — 25 |
— |
||
|
ХС-059 |
Отвердитель № 5 — 2,6 % или отвердитель № 3 — 2,8 % от массы неразбавленной грунтовки |
Р-4 |
18 — 22 |
20 — 25 |
— |
— |
60 — 80 |
25 — 30 |
— |
||
|
ФЛ-03К |
Сиккатив НФ-1-4 % от массы неразбавленной грунтовки |
Сольвент, ксилол |
18 — 20 |
20 — 25 |
30 — 35 |
25 — 30 |
30 — 35 |
25 — 30 |
— |
||
|
ГФ-0119 |
— |
Сольвент, ксилол |
16 — 20 |
15 — 20 |
20 — 25 |
20 — 25 |
30 — 35 |
25 — 30 |
— |
||
|
Stelpant — Pu — Mica HS |
Однокомпонентный |
Stelpant-Pu-Thinner |
25 — 30 |
30 — 40 |
60 — 80 |
80 — 100 |
— |
— |
— |
||
|
Stelpant-Pu-Mica UV |
Однокомпонентный |
Stelpant-Pu-Thirmer |
25 — 30 |
30 — 40 |
60 — 80 |
80 — 100 |
— |
— |
— |
||
|
Виниколор |
Отвердитель АФ-2 — 2 части отвердителя на 100 частей основы |
Р-4 |
25 — 30 |
30 — 40 |
40 — 50 |
40 — 50 |
— |
— |
24 |
||
|
ХП-7120 |
— |
ксилол |
20 — 25 |
25 — 30 |
30 — 35 |
35 — 40 |
— |
— |
— |
||
|
ХВ-16 |
— |
Р-4 |
16 — 18 |
15 — 20 |
18 — 22 |
20 — 25 |
— |
— |
— |
||
Таблица 4*
Технологические режимы сушки лакокрасочных материалов
|
Лакокрасочный материал |
Естественная сушка |
Конвективная сушка |
||
|
температура ° C |
время, ч |
температура, ° C |
время, ч |
|
|
Грунтовки |
||||
|
ЦВЭС |
18 — 22 |
2 |
— |
— |
|
Stelpant-Pu-Zink |
18 — 22 |
1 |
— |
— |
|
Stelpant-Pu-Oxid |
18 — 22 |
2 |
— |
— |
|
Грэмируст |
18 — 22 |
10 |
— |
— |
|
ЭП-0259 |
18 — 22 |
1 |
— |
— |
|
ЭП-0010 |
18 — 22 |
24 |
60 |
7 |
|
ХС-068 |
18 — 22 |
1 |
— |
— |
|
ХС-059 |
18 — 22 |
2 |
— |
— |
|
ФЛ-03К |
18 — 22 |
12 |
100 |
0,5 |
|
ГФ -0119 |
18 — 22 |
48 |
110 |
0,5 |
|
Эмали |
||||
|
Stelpant-Pu-Mica HS |
18 — 22 |
2 |
— |
— |
|
Stelpant-Pu-Mica UV |
18 — 22 |
2 |
— |
— |
|
Виниколор |
18 — 22 |
3 |
— |
— |
|
ХП-7120 |
18 — 22 |
2 |
— |
— |
|
ХВ-16 |
18 — 22 |
3 |
60 |
1 |
5. 3. Технологический
процесс окрашивания металлоконструкций на монтажной площадке
3. Технологический
процесс окрашивания металлоконструкций на монтажной площадке
5.3.1. Технологический процесс окрашивания металлоконструкций на монтажной площадке включает проведение следующих операций: подготовку поверхности; восстановление слоев грунтовки, поврежденных в процессе транспортирования, погрузочно-разгрузочных и монтажных работ; нанесение покрывных лакокрасочных материалов; послойную сушку; выполнение работ по очистке и нанесению всей системы покрытия на детали, не прошедшие окрашивания на заводе-изготовителе.
5.3.2. Работы должны производиться при отсутствии атмосферных осадков, тумана, росы и при температуре воздуха не ниже 5 °С и не выше 30 °С.
5.3.3. Подготовка поверхности заключается в удалении загрязнении, ржавчины и поврежденного лакокрасочного покрытия и должна отвечать требованиям п. 5.2.3.
5.3.4.
Длительность перерыва между операцией подготовки поверхности и окрашиванием на
открытом воздухе не должна превышать 6 ч. Допускается увеличение длительности
перерыва, если это не влияет на качество подготовленной поверхности.
Допускается увеличение длительности
перерыва, если это не влияет на качество подготовленной поверхности.
5.3.5*. Перед нанесением покрывных лакокрасочных материалов необходима обязательная проверка качества грунтовочных слоев, нанесенных на заводе-изготовителе. При этом дефекты в лакокрасочном покрытии должны быть восстановлены теми же лакокрасочными материалами, какие использовались для окрашивания металлоконструкций на заводе-изготовителе.
5.3.6. Использование лакокрасочных материалов, нанесение их и сушку следует осуществлять в соответствии с пп. 5.2.5 — 5.2.8.
6.1. Окрасочные работы должны производиться в соответствии с общими требованиями безопасности по ГОСТ 12.3.002 и ГОСТ 12.3.005.
6.2. Окрасочные
цехи, участки и вспомогательные помещения должны соответствовать требованиям
«Санитарных норм проектирования промышленных предприятий» ( СН 245-71),
утвержденных Госстроем СССР, «Правил и норм техники безопасности, пожарной
безопасности и производственной санитарии для окрасочных цехов» от 15. 08.1974
г., утвержденных Министерством химического и нефтяного машиностроения и «Санитарных
правил организации технологических процессов и гигиенических требований к
производственному оборудованию» № 1042-73 от 04.04.1973 г., утвержденных
Министерством здравоохранения СССР.
08.1974
г., утвержденных Министерством химического и нефтяного машиностроения и «Санитарных
правил организации технологических процессов и гигиенических требований к
производственному оборудованию» № 1042-73 от 04.04.1973 г., утвержденных
Министерством здравоохранения СССР.
6.3. Все работы, связанные с хранением, приготовлением и применением лакокрасочных материалов, должны производиться в помещениях, оборудованных принудительной (местной вытяжной и общей приточно-вытяжной) вентиляцией, обеспечивающей чистоту воздуха рабочей зоны, в которой вредные вещества не должны превышать установленные допустимые концентрации в соответствии с ГОСТ 12.1.005.
Применение и хранение лакокрасочных материалов должно соответствовать «Общим правилам безопасности во взрывоопасных производствах», утвержденным Госгортехнадзором 06.09.88 г.
6.4.
Производственные помещения должны быть снабжены приточно-вытяжной вентиляцией
по ГОСТ
12. 4.021 «Системы вентиляционные. Общие требования» и СНиП 2.4.05
«Отопление, вентиляция и кондиционирование» и противопожарными средствами в
соответствии с ГОСТ
12.3.002 и ГОСТ 12.3.005,
а также аварийной вентиляцией, заблокированной на включение от сигнализаторов
загрязнения воздуха парами вредных веществ.
4.021 «Системы вентиляционные. Общие требования» и СНиП 2.4.05
«Отопление, вентиляция и кондиционирование» и противопожарными средствами в
соответствии с ГОСТ
12.3.002 и ГОСТ 12.3.005,
а также аварийной вентиляцией, заблокированной на включение от сигнализаторов
загрязнения воздуха парами вредных веществ.
6.5. При подготовке поверхности к окрашиванию необходимо соблюдать требования безопасности по ГОСТ 9.402.
6.6. Процесс окраски должен проводиться в соответствии с ГОСТ 12.3.005 и при строгом соблюдении «Общих правил взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств», утвержденных Госгортехнадзором 06.09.88 г., и «Санитарных правил при окрасочных работах с применением ручных распылителей» № 991-72, утвержденных Минздравом СССР 22.09.72 г.
6.7. Работающие
с лакокрасочными материалами должны быть обеспечены комплектом спецодежды и
средствами индивидуальной защиты, которыми необходимо пользоваться в
зависимости от характера выполняемых работ, по ГОСТ
12. 4.011.
4.011.
Для защиты органов дыхания следует применять респираторы «лепесток» по ГОСТ 12.4.028 или универсального типа РУ-60 м по ГОСТ 17269. Для защиты кожи рук необходимо применять резиновые перчатки или защитные мази и пасты по ГОСТ 12.4.068.
6.8. Все твердые и жидкие отходы, образующиеся после фильтрования, промывки оборудования и коммуникаций в виде загрязненных растворителей и использованных фильтров, должны быть собраны в специальные цистерны и емкости и подвергнуты сжиганию на установках бездымного сжигания или переработаны.
Отходы, образующиеся при нанесении лакокрасочных покрытий, собираются в специальные емкости и вывозятся в отведенные места по согласованию с органами саннадзора и Гостехинспекции.
7.1. Контроль за
производством работ должен осуществляться на всех стадиях технологического
процесса. Все окрасочные работы, производимые на заводе-изготовителе, должны
быть приняты отделом технического контроля и инспекцией по контролю качества
изготовления и монтажа мостовых конструкций.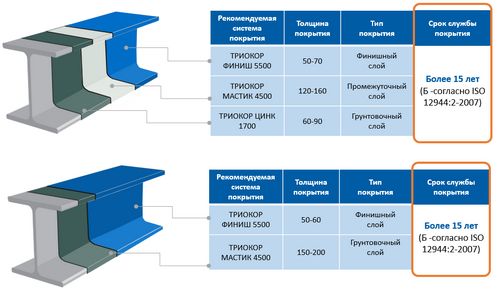
Приемку окрасочных работ на монтажной площадке осуществляет представитель заказчика.
7.2. При выполнении работ по защите от коррозии мостовых металлоконструкций должны контролироваться:
температура окружающего воздуха (среды) и защищаемой конструкции;
относительная влажность воздуха;
обезжиренность и чистота сжатого воздуха, применяемого в процессе производства работ;
степень очистки поверхности перед нанесением лакокрасочных материалов. Подготовленная под окрашивание поверхность должна соответствовать требованиям п. 5.2.3;
соответствие лакокрасочных материалов стандартам, технической документации:
срок жизнеспособности применяемых материалов, гарантийный срок их пригодности;
число слоев окраски;
время
технологической выдержки наносимых слоев защитного покрытия и время выдержки
полного покрытия. Контроль высыхания лакокрасочных покрытий следует осуществлять
по ГОСТ
19007.
7.3. Контроль качества лакокрасочного покрытия должен производиться по внешнему виду, толщине и адгезии.
7.3.1. Контроль качества лакокрасочных покрытий по внешнему виду осуществляют невооруженным глазом. Внешний вид покрытия должен соответствовать требованиям п. 3.2 настоящего документа.
7.3.2. Контроль толщины покрытия ведут выборочно при помощи толщиномеров. Методика определения толщины покрытия дана в справочном приложении Д.
Толщина покрытия должна соответствовать данным табл. 1.
7.3.3. Адгезию пленки лакокрасочного покрытия следует определять по ГОСТ 15140 по методу решетчатых надрезов или методом параллельных надрезов с применением липкой ленты. Она должна быть не более 2 баллов.
На участках проверки адгезии покрытие должно быть восстановлено по принятой схеме окрашивания.
Соответствие
качества окраски пролетных строений мостов требованиям настоящего стандарта
должны гарантировать предприятие-изготовитель мостовых конструкций и
строительно-монтажная организация, производящая монтаж.
(справочное)
|
Климатическое исполнение изделий по ГОСТ 15150-69 |
Обозначение |
|
Для микроклиматического района с умеренным климатом |
У1 |
|
Для макроклиматического района с холодным климатом |
ХЛ1 |
|
Для макроклиматических районов с климатом умеренно холодным |
УХЛ1 |
(справочное)
|
Наименование материала |
Назначение |
Характеристика |
|
Антикоррозионная композиция марки ЦВЭС (ТУ 2312-004-12288779-99) |
Грунтовка |
Грунтовка протекторная,
двухкомпонентная, состоящая из высокодисперсного цинкового порошка и этилсиликатного
связующего. |
|
Антикоррозионная полиуретановая грунтовка Stelpant — Pu — Zink |
Грунтовка |
Однокомпонентный полиуретановый материал, содержащий цинковую пудру. Содержание цинка в сухой пленке до 93 % |
|
Антикоррозионная полиуретановая грунтовка Stelpant — Pu — Oxid |
Грунтовка |
Однокомпонентный полиуретановый материал, содержащий окиси железа |
|
Эпоксидная грунт-эмаль «Грэмируст» ТУ 6-00-0209714-21-92 |
Грунт-эмаль |
Двухкомпонентный материал, представляющий собой суспензию пигментов и наполнителей в растворе эпоксидных смол |
|
Эпоксидная грунтовка ЭР-0259 |
Грунтовка |
Антикоррозионная грунтовка, содержащая набор пассивирующих пигментов в растворе эпоксидных смол |
|
Эпоксидная грунт-шпатлевка ЭП-0010 ГОСТ 10277-76 |
Грунтовка |
Эпоксидная грунт-шпатлевка, представляющая собой суспензию пигментов и наполнителей в растворе эпоксидных смол |
|
Сополимеровинилхлоридные грунтовки ХС-059 (ГОСТ 23494-79) и ХС-068 (ТУ 6-10-820-75) |
Грунтовка |
Грунтовки представляют собой суспензию пигментов в растворе сополимера винилхлорида с винилацетатом |
|
Фенолоформальдегидная грунтовка ФЛ-03К (ГОСТ 9109-76) |
Грунтовка |
Антикоррозионная грунтовка, представляющая собой суспензию пигментов и наполнителей в лаках на основе фенольноформальдегидной смолы |
|
Глифталевая грунтовка ГФ-0119 (ГОСТ 23343-78) |
Грунтовка |
Антикоррозионная грунтовка, представляющая собой суспензию хроматных пигментов и наполнителей в глифталевом лаке |
|
Полиуретановое промежуточное покрытие Stelpant — Pu — Mica HS |
Промежуточный слой |
Однокомпанентное полиуретановое покрытие,
содержащее «железную слюдку». |
|
Полиуретановый материал для заключительных покрытий Stelpant — Pu — Mica UV |
Покрывной |
Однокомпонентный полиуретановый материал с высокой износостойкостью, цветостойкостью и устойчивостью к УФ-излучению |
|
Эпоксидно-виниловая эмаль «Виниколор» ТУ 2313-451-0-05034239-95 |
Покрывная |
Эмаль представляет собой двухупаковочную систему, состоящую из суспензии пигментов и наполнителя в растворе винилового и эпоксидного пленкообразующего |
|
Хлорсульфированная эмаль «ХП-7120» ТУ 6-21-82-95 |
Покрывная |
Эмаль представляет собой
суспензию пигментов и наполнителя в растворе хлорсульфированного полиэтилена. |
|
Перхлорвиниловая эмаль «ХВ-16» ТУ 6-10-1301-83 |
Покрывная |
Эмаль представляет собой суспензию пигментов и наполнителя в растворе перхлорвиниловой и глифталевой смол |
 Содержание металлического цинка в сухой пленке до 91 %
Содержание металлического цинка в сухой пленке до 91 % Высокоустойчивое промежуточное покрытие
Высокоустойчивое промежуточное покрытие Стойка к воздействию агрессивных сред щелочного и кислого характера
Стойка к воздействию агрессивных сред щелочного и кислого характера(справочное)
|
Материал |
Стандарт или технические условия |
|
Бензин-растворитель для лакокрасочной промышленности (уайт-спирт) |
ГОСТ 3134-78 |
|
Растворители марок Р-4, Р-5 для лакокрасочных |
ГОСТ 7827-74 |
|
Растворитель № 646 |
ГОСТ 181 1 8-72 |
|
Растворитель РП |
ТУ 6-10-1095-71 |
|
Сольвент |
ГОСТ 10214-78 или ГОСТ 1928-79 |
|
Этилцеллозольв |
ГОСТ 831 3 -88 |
|
Ксилол каменноугольный |
ГОСТ 9949-76 или ГОСТ 9410-78 |
|
Отвердитель № 1 |
ТУ 6-10-1263-77 |
|
Отвердитель № 3 |
ТУ 6-10-1091-71 |
|
Сиккатив НФ-1 |
ГОСТ 1003-73 |
|
Разбавитель Р-40 |
ВТУ УХП 86-59 |
(рекомендуемое)
|
№№ пп |
Вид оборудования |
Марка, тип |
Техническая характеристика |
|
|
1. |
||||
|
1.1 |
Аппарат дробеструйный |
АД-150М |
Производительность 10 — 12 м2/ч, рабочее давление 0,6 МПа, габариты 936x775x1360 мм, масса 250 кг |
|
|
1.2 |
Аппарат дробеструйный |
Clemco SCWB -2452 |
Объем 200 л с дистанционным управлением и дозирующим вентилем |
|
|
1.3 |
Машина шлифовальная электрическая |
Э-2102 |
Диаметр абразивного круга 180 мм, скорость вращения 8500 об/мин, габариты 438х175×270 мм, вес 6 кг |
|
|
1. |
Машина шлифовальная пневматическая |
УПШР № 1 |
Диаметр проволочной щетки 100 мм, скорость вращения 8500 об/мин, габариты 870x70x119 мм, вес 3,8 кг |
|
|
2. Окрасочное оборудование |
||||
|
2.1 |
Пневматический краскораспылитель |
КРП |
Производительность (расход ЛКМ через сопло) 600 г/мин, давление сжатого воздуха на распыление 0,4 МПа, ширина факела 350 мм, диаметр отверстия: сопла 1,8 мм |
|
|
2. |
Агрегат окрасочный высокого давления |
7000 Н |
Подача насоса без противодавления 5,6 л/мин, давление нагнетания для лакокрасочного материала 24 МПа, номинальное напряжение 380 B , масса 80 кг |
|
|
2.3 |
Агрегат окрасочный безвоздушный |
WiWa 10066 |
Преобразователь давления 66:1, максимальная мощность при свободном потоке 10,0 л/мин, максимальное давление воздуха 6,5 бар, максимальный размер сопла 1×1,6 / 2×1, 1 мм |
|
|
3. Инструмент, приспособления, приборы |
||||
|
3. |
Пневмомиксер для размешивания |
|||
|
3.2 |
Вискозиметр |
В3-4 или В3-246 |
Диаметр сопла 4 мм, вместимость 100 мл |
|
|
3.3 |
Толщиномер |
МТ-50НЦ |
Диапазон измерений 50 — 2000 мкм, рабочая температура 5 - 40 ° C |
|
|
3.4 |
Толщиномер |
Минитест 1001 |
Диапазон измерений 0 — 1250 мкм, рабочая температура -50 ° C |
|
 Оборудование для подготовки к
поверхности
Оборудование для подготовки к
поверхности 4
4 2
2 1
1(рекомендуемое)
Для измерения
толщины покрытий, нанесенных на стальную поверхность, применяются толщиномеры
электромагнитного типа.
Перед измерением толщины покрытия место измерения и наконечник щупа должны быть очищены от пыли, масла и других загрязнений с целью получения более точных показателей.
Толщина покрытия на элементе определяется как средняя арифметическая величина из количества замеров, принятого для данной конструкции. Количество точек для выполнения замеров определяется выборочно в разных местах в зависимости от длины элемента следующим образом: при длине элемента до 5 м — 5 точек; при длине элемента свыше 5 м — 11 точек.
Определение толщины покрытия в каждой точке производится по 5 контрольным замерам толщины в радиусе 5 мм, при этом максимальное и минимальное значения не учитываются. Толщина покрытия в каждой точке определяется как средняя арифметическая величина из трех оставшихся показаний.
Ключевые слова: лакокрасочные
покрытия, системы покрытий, технология нанесения, требования безопасности,
приемка, контроль, гарантии поставщика.
Антикоррозийная защита металлоконструкций – заказать в СПб
Восстановление и усиление комплексной антикоррозионной защиты зданий и сооружений являются острой необходимостью.
Коррозия-это самопроизвольное разрушение металлов в результате химического или электрохимического взаимодействия с окружающей средой. В общем случае это разрушение любого материалов, будь то металл или бетон, керамика, дерево или полимер.
Выполним:
— антикоррозионную защиту зданий и сооружений производственного, жилого и общественного назначения, объектов технической инфраструктуры;
— антикоррозионную защиту металлоконструкций;
— антикоррозионную защиту бетонных конструкций;
— Пескоструйную очистку;
— очистку водой;
— очистка ручным и механизированным инструментом;
— химическая очистка;
— окраска металлоконструкций и бетонных конструкций;
— и д.р.
Работаем по рабочей документации или предложим решения, учитывающее специфику объекта и требования заказчика. При выполнении работ осуществляется контроль за всеми технологическими операциями, соблюдением норм требований охраны труда и промышленной безопасности, требований законодательства по экологии. Оформим исполнительную и сдаточную документацию в соответствии ГОСТ, СП и РД.
При выполнении работ осуществляется контроль за всеми технологическими операциями, соблюдением норм требований охраны труда и промышленной безопасности, требований законодательства по экологии. Оформим исполнительную и сдаточную документацию в соответствии ГОСТ, СП и РД.
ЧТО МЫ ПРЕДЛАГАЕМ?
1. Подготовка поверхности (металл, бетон, кирпич, камень, дерево и т.д.) в соответствии с ГОСТ 9.402-2004, ISO 8501-1, ISO 8501-2:
2. Нанесение грунтов и защитных покрытий
Выполним нанесение широкого ассортимента лакокрасочных материалов различного назначения (грунт, промежуточный слой, финишное покрытие), консистенции, состава и типа пленкообразующего вещества, области применения.
Нанесение выполняется методом безвоздушного распыления профессиональным оборудованием Graco, WIWA.
антикоррозийная окраска, расчет площади, технология, видео и фото
Защита металлических поверхностей от ржавчины является основной проблемой при обеспечении продолжительного срока их эксплуатации. Разрушительное природное воздействие и агрессивные среды постепенно нарушают первоначальный внешний вид изделий и ослабляют их качества.
Разрушительное природное воздействие и агрессивные среды постепенно нарушают первоначальный внешний вид изделий и ослабляют их качества.
Поэтому не удивительно, что антикоррозийная покраска металлоконструкций очень часто выходит на первый план.
На фото – окрашивание сложных конструкций
Для чего это нужно
Использование специальных лакокрасочных материалов для защиты любых металлических поверхностей – самый простой и доступный способ повысить их сопротивляемость окружающей среде и условиям эксплуатации.
Подобные покрытия обладают следующими преимуществами:
- легко наносятся;
- позволяют получить покрытия любого цвета;
- дают возможность обработать сложные и габаритные металлоконструкции;
- цена материала существенно ниже перед другими типами защитных покрытий.
Совет: если вас не устраивает предоставленная смета на покраску металлоконструкций какой либо компанией, вы можете обратиться к другим или произвести работу своими руками.
Нанесение защитного покрытия краскопультом
Применение антикоррозионной защиты металлоконструкций
- Антикоррозионные покрытия позволяют обеспечить долгую и надежную защиту от появления ржавчины на поверхности:
- строительных металлоконструкций;
- стальных труб;
- трубопроводов;
- гаражей;
- металлоизделий;
- механизмов и деталей машин.
Антикоррозийная краска
- Краски используют для окрашивания:
- стальных конструкций;
- оборудования;
- строительной и сельхозтехники.
- Износостойкие покрытия позволяют получить долговременную антикоррозионную защиту наружных поверхностей:
- трубопроводов;
- гидросооружений и мостов;
- строительных металлоконструкций;
- платформ и эстакад;
- емкостей из стали;
- опор ЛЭП;
- хранилищ;
- цистерн, а также металлоконструкций, эксплуатирующихся в условиях агрессивной атмосферы.
Совет: применяя антикоррозионную краску, вы сможете обеспечить надежную защиту металлических поверхностей от появления ржавчины и значительно увеличите их срок эксплуатации.
Окрашивание металлоконструкций
ГОСТ на покраску металлоконструкций предусматривает не только защиту изделий от окружающей среды, в том числе от УФ-излучения или химического и температурного воздействия,но и придание для них красивого внешнего вида. На первый взгляд покраска металлоконструкций по СНиПу может показаться простым процессом, на самом деле это совсем не так.
Любое окрашивание металлических конструкций невозможно без качественной защиты материала от ржавчины. При этом должное внимание нужно уделять узлам, которые наиболее ей подвержены. (См. также статью Грунтовка по ржавчине: особенности.)
Подготовка изделия перед окрашиванием
Технология покраски металлоконструкций предусматривает очистку основания перед нанесением на него финишного отделочного покрытия, чтобы обеспечить надежное сцепление металла с эмалью. Особенно следует отнестись серьезно к поверхностям, которые уже были покрашены. Необходимо качественно произвести их зачистку от старого покрытия, иначе у нового будет непродолжительный срок эксплуатации.
Особенно следует отнестись серьезно к поверхностям, которые уже были покрашены. Необходимо качественно произвести их зачистку от старого покрытия, иначе у нового будет непродолжительный срок эксплуатации.
Основные этапы работ:
- подготовка поверхности;
- удаление жирных отложений;
- нанесение грунта;
- окрашивание.
Совет: при очистке металлических поверхностей следует использовать абразивное оборудование, при этом соблюдая технику безопасности и используя защиту для глаз.
Антикоррозийная грунтовка
Без процедуры очистки не обойтись, так как на поверхности материала всегда есть некоторые загрязнения. Из-за этого грунтовка или эмаль не смогут «прилипнуть»к ней и будут с нее скатываться, или же слой будет получаться неоднородным, что скажется на качестве покрытия.
При окрашивании металлоконструкций существует два главных направления:
- проведение покраски новых изделий, которые ранее не окрашивались;
- ремонтные работы.
На втором этапе инструкция предписывает обязательное нанесение грунтовки под покраску на обрабатываемую поверхность. От качества данного процесса будет зависеть способность «прилипания» (адгезии) между основанием и финишным покрытием. Для этого используют сурик или разбавленную уайт-спиритом краску по металлу.
Помните, подготовка под покраску занимает существенно больше времени, чем сам процесс окрашивания. После нанесения грунтовки нужно подождать, пока она высохнет.
Краска для защиты покрытий от ржавчины
Покрытия
Широкое распространение на сегодняшний день получили неорганические цинковые покрытия (полиуретановые или акриловые). Альтернативой является горячее цинкование.
Эти материалы могут вступать в реакцию с металлом и защищать его от коррозии. Очень часто подобный процесс называют «холодным цинкованием». Никакие другие краски не обладают такими характеристиками.
Состав для холодного цинкования
Если вы не знаете, как посчитать площадь покраски металлоконструкций, воспользуйтесь таблицей, представленной ниже.
Таблица подсчета площади конструкций из металла
В этом случае расчет площади покраски металлоконструкций зависит от массы.Подобные покрытия очень экономичны в использовании. Их компоненты при защите стали действуют гальваническим методом, при этом начинает формироваться слой цинкового гидроксида.
Распространяясь по металлической поверхности, он заполняет все поры, которые образовались во время реакции цинка.
Грунт полиуретановый для холодного цинкования
После этого гидроксид цинка образует карбонат цинка, вступая в реакцию с углеродом из атмосферы. Данное химическое соединение нерастворимое и является непроницаемым барьером для влаги и ржавчины.
Вывод
Защита металла от ржавчины является одним из главных направлений антикоррозионной обработки материалов. Покраска металлоконструкций на высоте и на земле специальными красками дает возможность продлить их безремонтный срок эксплуатации. Видео в этой статье поможет вам найти дополнительную информацию по данной тематике.
Видео в этой статье поможет вам найти дополнительную информацию по данной тематике.
ОСОБЕННОСТИ НАНЕСЕНИЯ ОГНЕЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
Современная строительная отрасль немыслима без металла. И если в одноэтажном строительстве он часто играет вспомогательную роль, то многоэтажки преимущественно состоят из металла, бетона и стекла. С развитием цивилизации здания становятся больше и выше, и металла в них все больше и больше. Металл – это основа современных зданий. Поэтому, с каждым годом, растут требования по защите металлических конструкций от различных воздействий, в том числе от пожара. Да, металл не горит, но теряет прочность при нагреве до 500 0С. А потеря прочности даже одного ключевого узла может привести к обрушению всего здания. По этой причине сегодня настолько высоки требования к огнезащите металлических конструкций. Один из прогрессивных способов противопожарной защиты металлоконструкций – покрытие поверхности металла огнезащитными лаками и красками. Работа с этими материалами имеет свои технологические особенности, о которых мы расскажем в этой статье.
Один из прогрессивных способов противопожарной защиты металлоконструкций – покрытие поверхности металла огнезащитными лаками и красками. Работа с этими материалами имеет свои технологические особенности, о которых мы расскажем в этой статье.
Главные отличия огнезащитных красок от обычных заключаются в том, что их наносят в несколько слоев, получая в итоге покрытие толщиной до нескольких миллиметров. Помимо этого, огнезащитные материалы, в виду своего сложного состава, имеют худшую адгезию, чем привычные бытовые краски и эмали. Также очень важна правильная технология нанесения огнезащитных материалов с нормированным временем сушки слоев.
Нанесение огнезащитных материалов можно разделить на четыре этапа:
1. Подготовка поверхности
2. Нанесение грунта
3. Нанесение краски
4. Нанесение защитного покрытия
Подготовка поверхности
Подготовка металлических поверхностей под огнезащитную обработку имеет наиважнейшее значение. При неправильной подготовке покрытие под внешним, либо внутренним воздействием может разрушиться и вся работа пойдет насмарку. На практике встречается большое разнообразие состояний поверхности металла перед окраской. Даже для не побывавших в эксплуатации металлических конструкций государственные стандарты определяют четыре состояния поверхности.
При неправильной подготовке покрытие под внешним, либо внутренним воздействием может разрушиться и вся работа пойдет насмарку. На практике встречается большое разнообразие состояний поверхности металла перед окраской. Даже для не побывавших в эксплуатации металлических конструкций государственные стандарты определяют четыре состояния поверхности.
ГОСТ 9.402 и ИСО 8501 классифицируют поверхности металла, подлежащие очистке по степеням окисления следующим образом:
А – Поверхность металла почти полностью покрыта сцепленной с металлом прокатной окалиной. На поверхности почти нет ржавчины.
В – Поверхность металла начала ржаветь, от нее начинает отслаиваться прокатная окалина.
С – Поверхность металла, с которой в результате коррозии почти полностью исчезла прокатная окалина, или с которой прокатная окалина может быть легко удалена. На поверхности металла наблюдаются небольшие изъязвления коррозии.
D – Поверхность металла, с которой в результате коррозии прокатная окалина исчезла и на которой наблюдается язвенная коррозия на всей поверхности.
Помимо этого на поверхности металла могут быть загрязнения различной природы, грунт или краска неизвестного химического состава и т. д.
В любом случае для нанесения огнезащитных материалов необходима тщательная очистка поверхности металла. Подготовка металлических конструкций к нанесению огнезащитной краски производится в соответствии с требованиями СНиП 2.03.11-85 «Защита строительных конструкций от коррозии». Металлические конструкции должны быть подготовлены к нанесению антикоррозионного грунтовочного покрытия, в соответствии с требованиями ГОСТ 9.402-80 «Подготовка металлических поверхностей перед окрашиванием», по степени 2.
На практике применяют два метода очистки – химический и механический. В процессе химической очистки используют преобразователи ржавчины, смывки старой краски и т. д. Механическая очистка может быть ручной и механизированной. Механическую очистку выполняют абразивным инструментом, крацеванием, пескоструйной обработкой. Главная задача очистки – получить чистую поверхность металла без каких-либо покрытий на ней. Еще одним обязательным этапом подготовки поверхности является обезжиривание, которое проводят с помощью различных органических растворителей. Цель обезжиривания – удалить с поверхности металла органические и неорганические жиры и масла. Операция обезжиривания выполняется непосредственно перед нанесением первого слоя покрытия и часто совмещается с обеспыливанием (удалением пыли с поверхности металла).
Еще одним обязательным этапом подготовки поверхности является обезжиривание, которое проводят с помощью различных органических растворителей. Цель обезжиривания – удалить с поверхности металла органические и неорганические жиры и масла. Операция обезжиривания выполняется непосредственно перед нанесением первого слоя покрытия и часто совмещается с обеспыливанием (удалением пыли с поверхности металла).
Нанесение грунта
Первым слоем при нанесении любых огнезащитных покрытий всегда служит грунт. Чаще всего используется акриловый грунт «Авангард», как наиболее универсальный. Задачами грунтовки являются антикоррозионная защита металла и хорошая адгезия к металлу и последующим слоям покрытия. Необходимо очень тщательно подходить к выбору грунта, применяемого при огнезащитной обработке.
Нанесение краски
Огнезащитную краску или лак необходимо наносить в полном соответствии с инструкциями производителя, четко выдерживая рекомендованные интервалы для сушки слоев и толщины наносимых покрытий. В случае нарушения технологии нанесения возможно разрушение огнезащитного покрытия в процессе эксплуатации. Уменьшение времени сушки приводит к тому, что не набравший прочность предыдущий слой не может выдержать вес последующего и теряет адгезию, либо растрескивается. Большое количество паров растворителя, выходящих из невысохшего слоя, приводят к вспучиванию следующего слоя. Увеличение толщины слоев также ведет к превышению предела прочности предыдущих слоев и растрескиванию.
В случае нарушения технологии нанесения возможно разрушение огнезащитного покрытия в процессе эксплуатации. Уменьшение времени сушки приводит к тому, что не набравший прочность предыдущий слой не может выдержать вес последующего и теряет адгезию, либо растрескивается. Большое количество паров растворителя, выходящих из невысохшего слоя, приводят к вспучиванию следующего слоя. Увеличение толщины слоев также ведет к превышению предела прочности предыдущих слоев и растрескиванию.
Огнезащитные лаки наносятся кистью, валиком или методом безвоздушного распыления в 2-4 слоя. При нанесении лака методом безвоздушного распыления возможно его разбавление сольвентом. Параметры безвоздушного распыления указаны в таблице.
|
Параметры |
Значения |
|
Рабочее давление не менее, атм |
5 |
|
Диаметр сопла пульверизатора, мм |
0,42-1,60 |
|
Угол распыления, градусов |
20-40 |
|
Диаметр подающего шланга, мм |
10 |
|
Длина подающего шланга, м |
Max 60 |
Во время проведения работ температура воздуха должна быть не ниже -20ºС, относительная влажность воздуха не более 80%.
Межслойная сушка при различных методах нанесения должна составлять не менее 1 часа (для ламинированных поверхностей – не менее 2 часов) при температуре +20ºС и относительной влажность воздуха не более 80%. Перед нанесением последующего слоя необходимо убедиться, что лак на поверхности высох до отлипа. Нанесение лака кистью или валиком увеличивает время высыхания на 20-25%. При более низких температурах и повышенной влажности время высыхания так же увеличивается.
Огнезащитные краски подразделяют на краски летнего и зимнего применения. Летние имеют водно-дисперсную основу и, при необходимости, могут разводиться водой. Зимние краски имеют органическую основу и разводятся сольвентом либо уайт-спиритом.
Во время нанесения летних огнезащитных красок температура воздуха должна быть не менее +5ºС, относительная влажность воздуха не более 80%. Температура стальной поверхности должна быть выше точки росы на 2ºС.
Краска наносится кистью, валиком, методом безвоздушного распыления.
Для нанесения краски методом безвоздушного распыления рекомендуется использовать оборудование со следующими параметрами:
|
Параметры |
Значения |
|
Рабочее давление не менее, атм |
60 |
|
Диаметр сопла краскопульта, мм (дюйм) |
0,88 (0,035) -1,2 (0,047) |
|
Угол распыления, градусов |
10-30 |
|
Диаметр подающего шланга, мм |
10 |
|
Длина подающего шланга, м |
Max 60 |
— При нанесении первого слоя краски толщина мокрой плёнки не должна превышать 0,3 мм.
— При нанесении последующих слоёв толщина мокрой плёнки не должна превышать 0,8 мм в один слой.
При необходимости получения большей толщины сухого покрытия, краска наносится в несколько слоёв.
Межслойная сушка при различных методах нанесения должна составлять не менее 3х часов при температуре +20ºС и относительной влажности воздуха не более 80%. Перед нанесением последующего слоя необходимо убедиться, что краска на поверхности высохла до отлипа.
Нанесение краски кистью или валиком увеличивает время высыхания на 20-25%. При температуре воздуха ниже +20ºС и относительной влажности выше 80% время высыхания краски увеличивается.
Высокая влажность и низкая температура могут вызвать конденсацию влаги на металлических поверхностях, что замедляет высыхание краски и может привести к ухудшению адгезии краски с окрашиваемой поверхностью.
Нанесение зимней огнезащитной краски производится при температуре не ниже -25ºС, относительной влажности воздуха не более 80%. Температура стальной поверхности должна быть выше точки росы на 2ºС.
Температура стальной поверхности должна быть выше точки росы на 2ºС.
Для нанесения краски методом безвоздушного распыления рекомендуется использовать оборудование со следующими параметрами:
|
Параметры |
Значения |
|
Рабочее давление не менее, атм |
100 |
|
Диаметр сопла краскопульта, мм (дюйм) |
0,88 (0,035) -1,04 (0,041) |
|
Угол распыления, градусов |
10-30 |
|
Диаметр подающего шланга, мм |
10 |
|
Длина подающего шланга, м |
Max 60 |
При нанесении первого и последующих слоёв толщина мокрой плёнки не должна превышать 1,0 мм в один слой.
Для получения большей толщины сухого покрытия, краска наносится в несколько слоёв.
При окрашивании конструкций сложной конфигурации целесообразно уменьшать толщину наносимого «мокрого» слоя (менее 1,0 мм). В противном случае возможно избыточное скопление краски во внутренних углах, с последующим растрескиванием покрытия при высыхании.
Межслойная сушка при различных методах нанесения должна составлять не менее 4х часов при температуре +20ºС и относительной влажности воздуха не более 80%. Перед нанесением последующего слоя необходимо убедиться, что краска на поверхности высохла до отлипа.
Нанесение краски кистью или валиком увеличивает время высыхания на 20-30%. При температуре воздуха ниже +20ºС высыхание краски увеличивается вдвое на каждые 100С.
Защитные покрытия
Огнезащитные краски, в большинстве своем, не являются атмосферостойкими, поскольку предназначены для использования в помещениях. Поэтому при эксплуатации в условиях присутствия агрессивных сред, повышенной влажности, возможности попадания брызг, перепадах температур нуждаются в защите. В качестве защиты на огнезащитные покрытия наносят лаки или краски стойкие к атмосферным воздействиям. Например
Поэтому при эксплуатации в условиях присутствия агрессивных сред, повышенной влажности, возможности попадания брызг, перепадах температур нуждаются в защите. В качестве защиты на огнезащитные покрытия наносят лаки или краски стойкие к атмосферным воздействиям. Например
При эксплуатации огнезащитного покрытия в условиях повышенной влажности (выше 80%), перепада температур, а так же при наличии воздействия агрессивных сред необходимо наносить на поверхность огнезащитного покрытия дополнительное защитное покрытие. Например лаки КО, покрытия на основе ХС, ХВ, ЭП или другие гидроизоляционные составы.
Грунтовка Eppex MASTIC
ТУ 2312-032-20514586-2015Описание
Двухкомпонентный толстопленочный эпоксидный грунт с высоким сухим остатком и хорошей стойкостью к истиранию. Можно наносить толстым слоем.Область применения и особенности применения
Грунтовка EPPEX MASTIC представляет собой высокоструктурированное толстослойное покрытие с высоким сухим остатком и быстрым открытым временем для защиты стальных поверхностей. Покрытие устойчиво к воздействию широкого спектра химических веществ, масел, бензина, растворов солей, кислот и щелочей.Он устойчив к морской, пресной и загрязненной воде, повышенной влажности, средне- и высокоагрессивной производственной среде.
Покрытие устойчиво к воздействию широкого спектра химических веществ, масел, бензина, растворов солей, кислот и щелочей.Он устойчив к морской, пресной и загрязненной воде, повышенной влажности, средне- и высокоагрессивной производственной среде.
Предназначен для антикоррозионной защиты новых и ремонтируемых металлоконструкций. Применяется в качестве грунтовки или промежуточного покрытия для ЛКМ на эпоксидной и полиуретановой основе в комплексных системах защиты, а также в качестве самостоятельного покрытия внутри помещений или под крышей.
Применяется для окраски горизонтальных и вертикальных поверхностей намывного и резервуарного оборудования нефтепродуктов, растворов солей, щелочей, резервуаров для хранения продуктов нефтепереработки, резервуаров, хранилищ, а также труб и трубопроводов, нефте- и газопроводов.применяется для окраски металлических конструкций, конструкций и оборудования, подвергающихся воздействию агрессивных газов и паров, на предприятиях по производству минеральных удобрений, химической, нефтеперерабатывающей и других отраслях промышленности.
Информация о стойкости материала к различным средам предоставляется по запросу.
Основные области применения: химическая промышленность, нефтегазовая промышленность, энергетика.Инструкция по эксплуатации
Поверхность металла очищают пескоструйной обработкой до степени 1 или 2 по ГОСТ 9.(1/2) или Sa 2 согласно ISO 8501-1:2007). Очистите очищенную поверхность от пыли и обезжирьте.При ремонтной окраске допускается механизированная очистка до степени 3 по ГОСТ 9.402-2004 (Ст 3 или Ст 2 по ИСО 8501-1:2007; П Ст 3 или П Ст 2 по ИСО 8501-2:1994).
Толщина оставшегося старого покрытия не должна превышать 200 мкм, адгезия — не менее 2 МПа по ИСО 4624:2002 или не более 3 баллов по ГОСТ 15140-78.
При снижении качества подготовки поверхности срок службы и эксплуатационные характеристики могут измениться.
Условия
Температура нанесения от +10С до +35С/Влажность не более 80%.
Для обеспечения полимеризации в закрытых объемах необходима хорошая вентиляция.

Применение
| Смешивание | Продукт двухкомпонентный. Компонент представляет собой дисперсию пигментов и антикоррозионного наполнителя в эпоксидной смоле. Компонент В представляет собой раствор отвердителя. Содержимое емкостей смешать в указанных пропорциях.После смешивания использовать в течение указанного срока годности. Последовательность смешивания: Внимание! Небрежное смешивание или неправильное соотношение может привести к неравномерному отверждению и ухудшению свойств лакокрасочной пленки. |
| Пропорции | 100: 17.7 по весу 3:1 по громкости |
| Жизнеспособность | при 20С не менее 4 часов при 10С не менее 7-8 часов |
| Безвоздушное распыление | Разведение: без разбавления диаметр сопла: 0,017-0,021″ Начальное давление: 180 атм.  |
| Воздушный спрей | Разбавление:5-30% |
| Сшивка по 20 0 | Не менее 4 часов |
| Кисть, валик | Может быть рекомендован для небольших и труднодоступных мест.Разбавьте грунтовку в зависимости от условий работы при использовании кисти. |
| Разбавитель | Разбавитель формулы EPPEX/ |
| Очиститель | Разбавитель Formula EPPEX, разбавители типа 4, 5. |
| Отделка | Трубка, пистолет и другие инструменты для распыления должны быть очищены после использования. |
| Очистка | Мойте инструменты сразу после использования. Частота промывки зависит от количества распыляемого материала, температуры и времени, прошедшего с момента отключения, включая любую задержку. Частота промывки зависит от количества распыляемого материала, температуры и времени, прошедшего с момента отключения, включая любую задержку. |
Противопожарная защита стальных конструкций
Ассортимент передовых высокоэффективных защитных покрытий Teknos вместе с вспучивающимися красками HENSOTHERM® образуют комплексную линейку систем окраски для защиты стали от огня и коррозии для различных сред, включая внутреннее и наружное использование, для открытых и закрытых профилей. , а также для коррозионностойких и оцинкованных профилей.
Почему так важно выбрать правильное вспучивающееся покрытие
Стальные конструкции являются каркасом здания, поддерживая его. Когда возникает пожар, температура быстро повышается до уровня, при котором стальные конструкции теряют свою устойчивость и, как следствие, разрушаются. В общественных зданиях важно, чтобы у людей, пользующихся зданием, было достаточно времени, чтобы спастись в случае пожара. Выбор высококачественного вспучивающегося покрытия важен, потому что после нанесения краска подвергается испытанию только при возникновении опасности.
Выбор высококачественного вспучивающегося покрытия важен, потому что после нанесения краска подвергается испытанию только при возникновении опасности.
Вспучивающиеся краски и покрытия для огнезащиты стали
С помощью систем огнезащиты и вспучивающихся красок мы можем замедлить процесс нагрева стали. Вспучивающаяся краска образует изолирующий слой на стальной поверхности путем вспенивания под действием тепла. Изолирующая пена обеспечивает стабильность стали в течение 30-120 минут, в зависимости от выбранной системы окраски.
Сталь выдерживает в среднем 350-750 °С в зависимости от нагрузки на нее. Чем больше тяжелых конструкций, от типа кровли до этажности здания, тем больше нагрузка.Таким образом, требуемая система противопожарной защиты зависит от нагрузки на конструкции: если в здании всего один этаж и есть много выходов, например, в торговых центрах и на стадионах, часто бывает достаточно 30-минутной системы. Если этажей больше и нагрузка выше, требуются системы противопожарной защиты 60min или 90min.
Вспучивающиеся системы окраски
Важные соображения при защите стальных конструкций от огня:
- Учитывать нагрузки на конструкции / Критическая температура стали
- Тип стальных профилей, подлежащих покрытию
- Класс пожарной безопасности, от R30 до R120 (мин)
- Для наружного применения, на основе растворителей
- Для использования внутри помещений, как на водной основе, так и на основе растворителей (использование только в помещении, без транспортировки или хранения на открытом воздухе)
- Предварительная обработка необходима для достижения нужной категории коррозионной активности
- Высокое качество имеет важное значение, поскольку ремонтная окраска обычно не выполняется
- Мы рекомендуем краски, одобренные Teknos и Hensel в соответствии с документом об утверждении ETA .
Сертификаты
Вспучивающиеся краски HENSOTHERM® для стали одобрены строительными органами в соответствии с европейским стандартом EN и стандартом DIN Немецкого института стандартизации, а также имеют дополнительные международные сертификаты в соответствии с Vereinigung Kantonaler Feuerversicherungen VKF для использования в Швейцарии, британский стандарт. BS 476 для использования в Европе и на Ближнем Востоке, Underwriters Laboratories UL 263 для использования в США и Канаде и Государственный стандарт ГОСТ для использования в регионах, принадлежащих Российской Федерации.
BS 476 для использования в Европе и на Ближнем Востоке, Underwriters Laboratories UL 263 для использования в США и Канаде и Государственный стандарт ГОСТ для использования в регионах, принадлежащих Российской Федерации.
См. сертификаты
Специалисты технической службы Teknos имеют большой опыт в области промышленной окраски и будут рады помочь вам
Оставьте заявку на контакт Найдите ближайший к вам Teknos
точек смазки ar15.оружейное масло для чистки огнестрельного оружия вы выбираете между смазкой
точки смазки ar15. оружейное масло для чистки огнестрельного оружия вы выбираете между смазкой, оставляющей масляный эффект, и смазкой, оставляющей более сухой жирный слой. GUN GREASE содержит ингибиторы для предотвращения ржавчины, окисления и коррозии. FP10 Breakfree LP (не CLP) Weaponshield Slip 2000 EWL30 Slip 2000 EWL ALG очень тонкая смазка Смазка Mil-Comm TW25b Редактирование Caviat: Я купил большинство из них по гораздо более низким ценам, чем они доступны сегодня.В то время как AR более чем возможно продолжать работать некоторое время, когда он достаточно сухой с точки зрения смазки, это далеко не хорошо с точки зрения срока службы деталей, если вы делаете это дольше нескольких раундов. Lever быстро устраняет недостатки, связанные с перезарядкой и устранением неисправностей платформ AR15/M16, за счет полной совместимости со смазкой AeroShell Grease 33. Он также помогает снизить риск неправильного применения продукта. Пожалуйста, опишите правильную смазку карабина m1 и тип используемого масла/смазки.
оружейное масло для чистки огнестрельного оружия вы выбираете между смазкой, оставляющей масляный эффект, и смазкой, оставляющей более сухой жирный слой. GUN GREASE содержит ингибиторы для предотвращения ржавчины, окисления и коррозии. FP10 Breakfree LP (не CLP) Weaponshield Slip 2000 EWL30 Slip 2000 EWL ALG очень тонкая смазка Смазка Mil-Comm TW25b Редактирование Caviat: Я купил большинство из них по гораздо более низким ценам, чем они доступны сегодня.В то время как AR более чем возможно продолжать работать некоторое время, когда он достаточно сухой с точки зрения смазки, это далеко не хорошо с точки зрения срока службы деталей, если вы делаете это дольше нескольких раундов. Lever быстро устраняет недостатки, связанные с перезарядкой и устранением неисправностей платформ AR15/M16, за счет полной совместимости со смазкой AeroShell Grease 33. Он также помогает снизить риск неправильного применения продукта. Пожалуйста, опишите правильную смазку карабина m1 и тип используемого масла/смазки. Если бы по какой-то причине у вас была только ОДНА смазка, я бы выбрал Mobil 1, 5-30 (автомобильное масло).См. больше идей о m&p 15 sport, ar15, m&p 15. ar15 точки смазки затвора и держателя ударник газовые кольца болт внешний эксцентрик штифт выступы для болта несущие рельсы экстрактор штифта выбрасыватель* одна работа в … Это обновление оригинального MIAD улучшило удержание ремня а также стандартно поставляется с новейшим стержнем захвата, который вмещает в себя 1/2 унции. обновление к смазке, показывающее различия в текстуре и цвете между цилиндрической гайкой ar15 и смазкой для верхней резьбы. Примечание для читателей: нажмите кнопку «Поделиться» выше или ниже.43 унции каждая (3 упаковки) Производство и обслуживание клиентов из США готовы помочь вам. AR-15 зарекомендовал себя как надежный, прочный и точный, что делает его идеальным выбором для защиты дома, спортивной стрельбы и многого другого. на нашем стальном прицепе. честно говоря, работал очень хорошо и чувствовал себя очень гладко, и очищался легче, чем мой NiB-X BCG в моем комплекте деталей нижнего ресивера AR15.
Если бы по какой-то причине у вас была только ОДНА смазка, я бы выбрал Mobil 1, 5-30 (автомобильное масло).См. больше идей о m&p 15 sport, ar15, m&p 15. ar15 точки смазки затвора и держателя ударник газовые кольца болт внешний эксцентрик штифт выступы для болта несущие рельсы экстрактор штифта выбрасыватель* одна работа в … Это обновление оригинального MIAD улучшило удержание ремня а также стандартно поставляется с новейшим стержнем захвата, который вмещает в себя 1/2 унции. обновление к смазке, показывающее различия в текстуре и цвете между цилиндрической гайкой ar15 и смазкой для верхней резьбы. Примечание для читателей: нажмите кнопку «Поделиться» выше или ниже.43 унции каждая (3 упаковки) Производство и обслуживание клиентов из США готовы помочь вам. AR-15 зарекомендовал себя как надежный, прочный и точный, что делает его идеальным выбором для защиты дома, спортивной стрельбы и многого другого. на нашем стальном прицепе. честно говоря, работал очень хорошо и чувствовал себя очень гладко, и очищался легче, чем мой NiB-X BCG в моем комплекте деталей нижнего ресивера AR15. Полировка триггера AR-15 своими руками за 17 долларов. (Обязательно ознакомьтесь с руководством пользователя по процедуре разборки и рекомендуемым точкам смазки вашего конкретного огнестрельного оружия).Уход за вашим GLOCK. 99 Добавить в корзину Боеприпасы 9 мм Luger +P Liberty Civil Defense 50 Grain Copper Hollow Point 2000 кадров в секунду 20 патронов Смазка LACD9014 SENTRY HI-SLIP ™ смазывает, защищает от воды и предотвращает ржавчину даже в соленой воде. Важно отметить, что Geissele раньше обеспечивала превосходную смазку Mobil FM 102. Используйте ватные тампоны и щетки, чтобы удалить остатки смазки вокруг спускового механизма. М 1 Garand предназначен для работы со смазанными скользящими компонентами. Как уже известно большинству читателей, я помогаю обучать и снаряжать стрелков с ограниченными возможностями для самозащиты.223 бэр/5. BCG подвергается воздействию экстремальных давлений и температур, так как использует газ из коврика для прямой чистки оружия — Rifle Build AR-15 Обслуживание оружия Оружейные инструменты Особенности очистки 【Бонус】1 упаковка чистящей ткани и 100 ватных палочек Catton: он может использоваться для полировки стволов, оборудования, инструментов и инструментов, а также большинства металлов, нанесения смазки и общего обслуживания.
Полировка триггера AR-15 своими руками за 17 долларов. (Обязательно ознакомьтесь с руководством пользователя по процедуре разборки и рекомендуемым точкам смазки вашего конкретного огнестрельного оружия).Уход за вашим GLOCK. 99 Добавить в корзину Боеприпасы 9 мм Luger +P Liberty Civil Defense 50 Grain Copper Hollow Point 2000 кадров в секунду 20 патронов Смазка LACD9014 SENTRY HI-SLIP ™ смазывает, защищает от воды и предотвращает ржавчину даже в соленой воде. Важно отметить, что Geissele раньше обеспечивала превосходную смазку Mobil FM 102. Используйте ватные тампоны и щетки, чтобы удалить остатки смазки вокруг спускового механизма. М 1 Garand предназначен для работы со смазанными скользящими компонентами. Как уже известно большинству читателей, я помогаю обучать и снаряжать стрелков с ограниченными возможностями для самозащиты.223 бэр/5. BCG подвергается воздействию экстремальных давлений и температур, так как использует газ из коврика для прямой чистки оружия — Rifle Build AR-15 Обслуживание оружия Оружейные инструменты Особенности очистки 【Бонус】1 упаковка чистящей ткани и 100 ватных палочек Catton: он может использоваться для полировки стволов, оборудования, инструментов и инструментов, а также большинства металлов, нанесения смазки и общего обслуживания. Ghost Gunner — это небольшой фрезерный станок с ЧПУ, который стоит всего 1200 долларов и способен изготовить алюминиевую нижнюю ствольную коробку для винтовки AR-15.Мы считаем, что такая графика выравнивания газовых колец Ar 15 может быть самой популярной темой, если мы разместим ее в Google или Facebook. 1 декабря 2014 г. Им приходится обходиться безделушками от других или случайными подарками от друзей и семьи. D. Информация доступна в полевых руководствах M-16, которые можно бесплатно загрузить с сайта AR-15 работает грязно. Наша цена: $3. Это та же красная смазка, которая поставляется со спусковыми крючками Geissele. Тяжелая машина, такая как поршень бульдозера или автомобильная ступица, тяжелая автомобильная смазка.U. BCM, Blueforce Gear, Viking Tactics и многое другое. 46) Член-основатель Hoppe No. Обладает отличной механической стабильностью и сроком хранения. Цена: 299 долларов. ИМХО, есть много продуктов, которые хорошо работают. 69 долларов. Оружейная палата Спрингфилда. УолдоУанФайв.
Ghost Gunner — это небольшой фрезерный станок с ЧПУ, который стоит всего 1200 долларов и способен изготовить алюминиевую нижнюю ствольную коробку для винтовки AR-15.Мы считаем, что такая графика выравнивания газовых колец Ar 15 может быть самой популярной темой, если мы разместим ее в Google или Facebook. 1 декабря 2014 г. Им приходится обходиться безделушками от других или случайными подарками от друзей и семьи. D. Информация доступна в полевых руководствах M-16, которые можно бесплатно загрузить с сайта AR-15 работает грязно. Наша цена: $3. Это та же красная смазка, которая поставляется со спусковыми крючками Geissele. Тяжелая машина, такая как поршень бульдозера или автомобильная ступица, тяжелая автомобильная смазка.U. BCM, Blueforce Gear, Viking Tactics и многое другое. 46) Член-основатель Hoppe No. Обладает отличной механической стабильностью и сроком хранения. Цена: 299 долларов. ИМХО, есть много продуктов, которые хорошо работают. 69 долларов. Оружейная палата Спрингфилда. УолдоУанФайв. Scribd — крупнейший в мире социальный сайт для чтения и публикации. 308, SBR и штатные винтовки с глушителем, я также использую его внутри ложа и на выступах затвора. Эрик Дель-Тон Эхо 316 AR-15. Плюсы Это было летом 1962 года. Карабин Андерсона AR-15, полуавтоматический, 5.49 Нечлены 549 долларов. 223 используют коэффициент скручивания 1:7 или 1:8. Инновационная эргономика, функции и прочность. Все предыдущие темы, похоже, рекомендуют смазку AeroShell № 6 или Mobil № 28. Шаги по чистке AR-15 К счастью, AR-15 — простая винтовка, и ее разборка в полевых условиях занимает всего 10 секунд. Обзор тренера по направляющей и триггерной смазке TenPoint Crossbow Technologies. Если он вращается, смажьте его. Консистентная смазка для летательных аппаратов с экстремальным давлением. Добавление оптического прицела AR-15 с красной точкой часто является самым первым оптическим обновлением большинства экспертов Shop Guns.Нанесите тонкий слой смазки на: рукоятку зарядки, … Если эти моторные масла работают в высокопроизводительных автомобилях и мотоциклах, они, безусловно, будут работать и в карабине.
Scribd — крупнейший в мире социальный сайт для чтения и публикации. 308, SBR и штатные винтовки с глушителем, я также использую его внутри ложа и на выступах затвора. Эрик Дель-Тон Эхо 316 AR-15. Плюсы Это было летом 1962 года. Карабин Андерсона AR-15, полуавтоматический, 5.49 Нечлены 549 долларов. 223 используют коэффициент скручивания 1:7 или 1:8. Инновационная эргономика, функции и прочность. Все предыдущие темы, похоже, рекомендуют смазку AeroShell № 6 или Mobil № 28. Шаги по чистке AR-15 К счастью, AR-15 — простая винтовка, и ее разборка в полевых условиях занимает всего 10 секунд. Обзор тренера по направляющей и триггерной смазке TenPoint Crossbow Technologies. Если он вращается, смажьте его. Консистентная смазка для летательных аппаратов с экстремальным давлением. Добавление оптического прицела AR-15 с красной точкой часто является самым первым оптическим обновлением большинства экспертов Shop Guns.Нанесите тонкий слой смазки на: рукоятку зарядки, … Если эти моторные масла работают в высокопроизводительных автомобилях и мотоциклах, они, безусловно, будут работать и в карабине. Bazooka Brothers может адаптировать стандартную нижнюю часть AR-15 для использования магазинов для масленки. » За эти годы я накопил дюжину удивительных смазок. Чтобы добавить к списку автомобильных смазок для использования AR15, я начал использовать много смазки для оси mobil 1 на направляющих и зарядной рукоятке. Мы знаем, что существует множество факторов, которые следует учитывать. при покупке ствола вашей черной винтовки, но вот краткий обзор важных моментов и лучших практик: для стандартного AR-15 не существует «универсальной» скорости поворота.223/5. Таблица спецификаций смазочных материалов Руководство по техническому обслуживанию Краткое содержание глав ГЛАВА 1: ПРОДУКТЫ ДЛЯ ОБСЛУЖИВАНИЯ И СМАЗОЧНЫЕ МАТЕРИАЛЫ ГЛАВА 2: ТАБЛИЦА СМАЗОК ORV ГЛАВА 3: ТАБЛИЦА СМАЗОК ДЛЯ СНЕГОХОДОВ Смазка. Наконец, Cav Arms MkII можно использовать с блоком Hahn magwell для преобразования в . Com — бесплатная загрузка в виде файла PDF (. Базовая смазка группы затворной рамы AR15 и мелкие ремонтные детали 18 января 2021 г.
Bazooka Brothers может адаптировать стандартную нижнюю часть AR-15 для использования магазинов для масленки. » За эти годы я накопил дюжину удивительных смазок. Чтобы добавить к списку автомобильных смазок для использования AR15, я начал использовать много смазки для оси mobil 1 на направляющих и зарядной рукоятке. Мы знаем, что существует множество факторов, которые следует учитывать. при покупке ствола вашей черной винтовки, но вот краткий обзор важных моментов и лучших практик: для стандартного AR-15 не существует «универсальной» скорости поворота.223/5. Таблица спецификаций смазочных материалов Руководство по техническому обслуживанию Краткое содержание глав ГЛАВА 1: ПРОДУКТЫ ДЛЯ ОБСЛУЖИВАНИЯ И СМАЗОЧНЫЕ МАТЕРИАЛЫ ГЛАВА 2: ТАБЛИЦА СМАЗОК ORV ГЛАВА 3: ТАБЛИЦА СМАЗОК ДЛЯ СНЕГОХОДОВ Смазка. Наконец, Cav Arms MkII можно использовать с блоком Hahn magwell для преобразования в . Com — бесплатная загрузка в виде файла PDF (. Базовая смазка группы затворной рамы AR15 и мелкие ремонтные детали 18 января 2021 г. ) admin Краткое видео о базовых точках смазки группы затворной рамы, как … Откройте для себя магию Интернета в Imgur, развлекательном центре, созданном сообществом.Но какие части винтовки требуют смазки и в каком количестве? Вот на этот вопрос мы и ответим здесь сегодня. Нижний и верхний ресивер изготовлены из кованого авиационного алюминия марки 7075. 60 0 0,55 дюйма в диаметре. Как и на AR-15 военного образца, на винтовку также устанавливаются цевье A2 и складной синтетический приклад. X-15 подходит для большинства винтовок M16/AR-15, включая ACR, SCAR 16, Bren. 805 и Tavor X95 AeroShell Grease 64 представляет собой консистентную смазку для летательных аппаратов с противозадирными свойствами, основанную на проверенной технологии литиевого загустителя AeroShell Grease 33, поэтому она раньше была известна как AeroShell Grease 33MS.56 НАТО/. Пистолет 300 AAC Blackout AR-15 — это полный набор лучших компонентов, которые вы можете найти для AR-15. Ух, сколько информации нужно было переварить.
) admin Краткое видео о базовых точках смазки группы затворной рамы, как … Откройте для себя магию Интернета в Imgur, развлекательном центре, созданном сообществом.Но какие части винтовки требуют смазки и в каком количестве? Вот на этот вопрос мы и ответим здесь сегодня. Нижний и верхний ресивер изготовлены из кованого авиационного алюминия марки 7075. 60 0 0,55 дюйма в диаметре. Как и на AR-15 военного образца, на винтовку также устанавливаются цевье A2 и складной синтетический приклад. X-15 подходит для большинства винтовок M16/AR-15, включая ACR, SCAR 16, Bren. 805 и Tavor X95 AeroShell Grease 64 представляет собой консистентную смазку для летательных аппаратов с противозадирными свойствами, основанную на проверенной технологии литиевого загустителя AeroShell Grease 33, поэтому она раньше была известна как AeroShell Grease 33MS.56 НАТО/. Пистолет 300 AAC Blackout AR-15 — это полный набор лучших компонентов, которые вы можете найти для AR-15. Ух, сколько информации нужно было переварить. Винтовка 56 AR15 — черная. 56 патронов НАТО. Боеприпасы № 380 ACP. Довольно новый участник задал вопрос, который заставил меня задуматься. Но из всего, что я видел, читал и слышал, лучшая комбинация зависит всего от пары вещей, особенно от климата. Тюбик на 7 унций. Смазка останется на месте, останется влажной и останется надежной… очистка и смазка Наша цель в SENTRY была проста — завершить цикл очистки и защиты с помощью масел, разработав превосходный способ очистки, смазки и защиты вашего оружия и снаряжения.Это все, для чего я его использую. Он может помочь продлить срок службы компонентов благодаря своим исключительным характеристикам несущей способности и противозадирным свойствам за счет обогащения с использованием 5% дисульфида молибдена. и аксессуары. Наша смазка для огнестрельного оружия изготовлена из чистых синтетических масел, присадок, устойчивых к сдвигу, и ПТФЭ субмикронного размера для защиты от износа и коррозии в результате трения и влаги при работе в широком диапазоне температур.
Винтовка 56 AR15 — черная. 56 патронов НАТО. Боеприпасы № 380 ACP. Довольно новый участник задал вопрос, который заставил меня задуматься. Но из всего, что я видел, читал и слышал, лучшая комбинация зависит всего от пары вещей, особенно от климата. Тюбик на 7 унций. Смазка останется на месте, останется влажной и останется надежной… очистка и смазка Наша цель в SENTRY была проста — завершить цикл очистки и защиты с помощью масел, разработав превосходный способ очистки, смазки и защиты вашего оружия и снаряжения.Это все, для чего я его использую. Он может помочь продлить срок службы компонентов благодаря своим исключительным характеристикам несущей способности и противозадирным свойствам за счет обогащения с использованием 5% дисульфида молибдена. и аксессуары. Наша смазка для огнестрельного оружия изготовлена из чистых синтетических масел, присадок, устойчивых к сдвигу, и ПТФЭ субмикронного размера для защиты от износа и коррозии в результате трения и влаги при работе в широком диапазоне температур. Смазка Aeroshell 33 MS труднодоступного размера. и т. д. Я видел много парней, которые не смазывали буферную пружину, и пружина в конечном итоге вызывала такое сильное трение в трубке, что у нее не хватало энергии, чтобы снять пружину. Итак, я решил опубликовать некоторые общие рекомендации по обслуживанию, чистка и смазка. Запатентованная Daniel Defense система блокировки позволяет оружейнику точно совместить цевье со ствольной коробкой, а затем, аксессуары и детали, внешние детали, цевье и планку… Оригинальная смазка US GI для винтовки M1 Garand, карабина M1 или винтовки Springfield 1903A3.Полевое руководство AR15 представляет важные инструкции по техническому обслуживанию в компактном, химически стойком формате. прошлый век. 19 944 сообщения. AR-15 — самая настраиваемая винтовка, доступная в Соединенных Штатах. Максимальная скорость; 27 мая 2011 г.; Ответов 2 Просмотров 5K. Нижняя часть ствольной коробки не требует смазки, поскольку в ней нет движущихся частей, вызывающих серьезное трение, или деталей, которые могут снизить эффективность вашей винтовки.
Смазка Aeroshell 33 MS труднодоступного размера. и т. д. Я видел много парней, которые не смазывали буферную пружину, и пружина в конечном итоге вызывала такое сильное трение в трубке, что у нее не хватало энергии, чтобы снять пружину. Итак, я решил опубликовать некоторые общие рекомендации по обслуживанию, чистка и смазка. Запатентованная Daniel Defense система блокировки позволяет оружейнику точно совместить цевье со ствольной коробкой, а затем, аксессуары и детали, внешние детали, цевье и планку… Оригинальная смазка US GI для винтовки M1 Garand, карабина M1 или винтовки Springfield 1903A3.Полевое руководство AR15 представляет важные инструкции по техническому обслуживанию в компактном, химически стойком формате. прошлый век. 19 944 сообщения. AR-15 — самая настраиваемая винтовка, доступная в Соединенных Штатах. Максимальная скорость; 27 мая 2011 г.; Ответов 2 Просмотров 5K. Нижняя часть ствольной коробки не требует смазки, поскольку в ней нет движущихся частей, вызывающих серьезное трение, или деталей, которые могут снизить эффективность вашей винтовки. 485 дюймов и весит 3. Соблюдение чистоты обеспечит плавное нажатие на спусковой крючок (см. рис. 5 Grendel Type II — распродажа из черного нитрида! 179 долларов.получила тысячи 16 ноября 2014 г. Mobil 1™ Synthetic Grease — это высокоэффективная автомобильная смазка NLGI № 2, в которой синтетическая базовая жидкость сочетается с загустителем на основе литиевого комплексного мыла. Среди поклонников АК обсуждается множество различных способов чистки вашей винтовки типа АК-47. Есть много вариантов, выберите один и попробуйте. 02.03.2010, 17:20. Смазка Lucas Red и Tacky или Mobile 1. На этот раз это MOBIL 28 Synthetic Aviation Grease около 13 долларов за 13. Кроме того, несколько конкретных вопросов: 1. Поскольку мы хотим прицелить вашу винтовку, нам не нужна верхняя часть ствольной коробки с ручкой для переноски, а также нам не нужны открытые прицелы.95 – $287. 12. Смазочные точки винтовки. Семейство огнестрельного оружия AR15/M4/M16 приобрело плохую репутацию из-за неудачного опыта и недостаточной информации, предоставленной операторам в прошлом.
485 дюймов и весит 3. Соблюдение чистоты обеспечит плавное нажатие на спусковой крючок (см. рис. 5 Grendel Type II — распродажа из черного нитрида! 179 долларов.получила тысячи 16 ноября 2014 г. Mobil 1™ Synthetic Grease — это высокоэффективная автомобильная смазка NLGI № 2, в которой синтетическая базовая жидкость сочетается с загустителем на основе литиевого комплексного мыла. Среди поклонников АК обсуждается множество различных способов чистки вашей винтовки типа АК-47. Есть много вариантов, выберите один и попробуйте. 02.03.2010, 17:20. Смазка Lucas Red и Tacky или Mobile 1. На этот раз это MOBIL 28 Synthetic Aviation Grease около 13 долларов за 13. Кроме того, несколько конкретных вопросов: 1. Поскольку мы хотим прицелить вашу винтовку, нам не нужна верхняя часть ствольной коробки с ручкой для переноски, а также нам не нужны открытые прицелы.95 – $287. 12. Смазочные точки винтовки. Семейство огнестрельного оружия AR15/M4/M16 приобрело плохую репутацию из-за неудачного опыта и недостаточной информации, предоставленной операторам в прошлом. Хоппе: Нет. Я наношу смазку на нагруженные участки, такие как зацепление курка и шептала, и масло на участки штифта. Его представили, запустив в лучшем поле. P. вам действительно не нужно чистить ар Все время. Для большинства стрелков сборка AR15 — это первоочередная задача. Обратитесь к руководству пользователя для получения информации о надлежащих точках смазки, а также о необходимом количестве смазки.Стартер нитей FullSynthetic1040; Дата начала 10 мая 2021 г .; FullSynthetic1040 Известный участник. Aero Precision — Комплекты амортизаторов для карабина AR-15. Используйте экономно, нанесите очень небольшое количество на кончик пальца и… Сборка AR-15 своими руками: смазка, сборка и стрельба. частей и превратить его в полноценный AR-15. Смазывает и предотвращает истирание на всех типах металла, включая нержавеющую сталь 360° Product View. Надеюсь, вы нашли это руководство полезным! Наш личный выбор лучшего запаса AR-15 — Minimalist Mission First Battle Link.Перешлите эту статью в свои списки адресов электронной почты.
Хоппе: Нет. Я наношу смазку на нагруженные участки, такие как зацепление курка и шептала, и масло на участки штифта. Его представили, запустив в лучшем поле. P. вам действительно не нужно чистить ар Все время. Для большинства стрелков сборка AR15 — это первоочередная задача. Обратитесь к руководству пользователя для получения информации о надлежащих точках смазки, а также о необходимом количестве смазки.Стартер нитей FullSynthetic1040; Дата начала 10 мая 2021 г .; FullSynthetic1040 Известный участник. Aero Precision — Комплекты амортизаторов для карабина AR-15. Используйте экономно, нанесите очень небольшое количество на кончик пальца и… Сборка AR-15 своими руками: смазка, сборка и стрельба. частей и превратить его в полноценный AR-15. Смазывает и предотвращает истирание на всех типах металла, включая нержавеющую сталь 360° Product View. Надеюсь, вы нашли это руководство полезным! Наш личный выбор лучшего запаса AR-15 — Minimalist Mission First Battle Link.Перешлите эту статью в свои списки адресов электронной почты. Пистолет ничем не отличается от двигателя. Компоненты AR-15 BCG — изображение члена-основателя. Когда я получил свой первый, привыкший к охотничьим ружьям, я был шокирован тем, насколько он влажный. Доступны два размера — этот комплект TYPE 1 (MAG520) подходит для большинства 5. Обработанное оружие было протестировано и доказало свою точность, обеспечивает более высокую начальную скорость при той же нагрузке и демонстрирует меньший износ во всех критических точках износа. Это устройство позволяет людям без образования оружейника собрать работающую штурмовую винтовку в домашних условиях без лицензии или серийного номера, и это абсолютно законно.Технические характеристики: 0. Смажьте их, но не переусердствуйте. Во-первых, убедитесь, что затвор направлен вперед, чтобы можно было разделить верхний и нижний ресивер. Он имеет 16-дюймовый ствол с профилем M4, твист 1×9, приклад M4 Mil-Spec, цевье CAR с одинарными теплозащитными экранами и пламегаситель A2. Система загустителя обеспечивает высокую температуру каплепадения, а добавки придают оптимальные противозадирные свойства и отличные устойчивость к смыванию водой и исключительную защиту от снарядов Black Rain 5.
Пистолет ничем не отличается от двигателя. Компоненты AR-15 BCG — изображение члена-основателя. Когда я получил свой первый, привыкший к охотничьим ружьям, я был шокирован тем, насколько он влажный. Доступны два размера — этот комплект TYPE 1 (MAG520) подходит для большинства 5. Обработанное оружие было протестировано и доказало свою точность, обеспечивает более высокую начальную скорость при той же нагрузке и демонстрирует меньший износ во всех критических точках износа. Это устройство позволяет людям без образования оружейника собрать работающую штурмовую винтовку в домашних условиях без лицензии или серийного номера, и это абсолютно законно.Технические характеристики: 0. Смажьте их, но не переусердствуйте. Во-первых, убедитесь, что затвор направлен вперед, чтобы можно было разделить верхний и нижний ресивер. Он имеет 16-дюймовый ствол с профилем M4, твист 1×9, приклад M4 Mil-Spec, цевье CAR с одинарными теплозащитными экранами и пламегаситель A2. Система загустителя обеспечивает высокую температуру каплепадения, а добавки придают оптимальные противозадирные свойства и отличные устойчивость к смыванию водой и исключительную защиту от снарядов Black Rain 5. Я собираюсь показать вам шаг за шагом, как разбирать, чистить и смазывать пистолет Smith & Wesson M&P 9mm Shield и Shield EZ.Вот проверенные и одобренные bubatime смазки AR15. Винтовки AR легко модифицировать и перенастраивать. Для вашего проекта мы решили построить винтовку Varmint в калибре 204 Ruger. pdf), текстовый файл (. И хотя стрелок может многое сделать со стандартным железным прицелом, ему или ей обычно сначала нужны правильные навыки. Quib. Если вы решите использовать смазку, вы не заметите, когда она высохнет. Является абсолютной направляющей для отверстий… Она также помогает снизить риск неправильного применения продукта, поскольку полностью совместима со смазкой AeroShell Grease 33.Мы позволим Чаку рассказать вам подробности ниже, но факт в том, что Чак Прессбург более двух десятилетий … Улучшение триггера AR-15. Как и любой другой механизм, подвергающийся высоким нагрузкам и циклическим движениям, болт нуждается в смазке. 39 долларов. 56 карабин НАТО AR-15 или винтовочный AR 15 Parts.
Я собираюсь показать вам шаг за шагом, как разбирать, чистить и смазывать пистолет Smith & Wesson M&P 9mm Shield и Shield EZ.Вот проверенные и одобренные bubatime смазки AR15. Винтовки AR легко модифицировать и перенастраивать. Для вашего проекта мы решили построить винтовку Varmint в калибре 204 Ruger. pdf), текстовый файл (. И хотя стрелок может многое сделать со стандартным железным прицелом, ему или ей обычно сначала нужны правильные навыки. Quib. Если вы решите использовать смазку, вы не заметите, когда она высохнет. Является абсолютной направляющей для отверстий… Она также помогает снизить риск неправильного применения продукта, поскольку полностью совместима со смазкой AeroShell Grease 33.Мы позволим Чаку рассказать вам подробности ниже, но факт в том, что Чак Прессбург более двух десятилетий … Улучшение триггера AR-15. Как и любой другой механизм, подвергающийся высоким нагрузкам и циклическим движениям, болт нуждается в смазке. 39 долларов. 56 карабин НАТО AR-15 или винтовочный AR 15 Parts. МЕРТВЫЙ ЦЕНТР ТОЧНОСТИ™ LaRue известен во всем мире своими снайперскими мишенями, быстросъемными креплениями и сверхточными 7. ” Вот как его чистить и обслуживать. НАЧАЛО ВТОРОЙ ВОВ США GI ЖИРНЫЙ ГОРШОК.45 АКП. Руководство по эксплуатации и обслуживанию Armalite Ar180. 56 Nato и зарекомендовал себя как лучший патрон для охоты на оленей и кабанов среди охотников из AK47. ОЧКИ. После многих лет обширных исследований и интенсивных полевых испытаний мы создали систему сухой смазки, которая очищает и полностью защищает. Кросспост в вашем блоге, социальных сетях, интернет-форумах. Чтобы собрать собственный набор для чистки AR-15, вам потребуются все следующие предметы: CLP (или другой чистящий растворитель и… Hera CQR AR-15 Stock System Review [2022] 3 декабря 2021 г., Уильям Тейлор.• Не допускайте попадания воды, снега, грязи или других материалов в ствол. Достоинства: Точная смазка. 99 $ 149. Смазка для защиты оружия. #192 — Смазка оружия #193 — Может ли дешевый AR-15 быть точным? #194 — Недорогой AR-15 и недорогой коллиматорный прицел #195 — Легко ли сделать 30 выстрелов в одну группу #196 — Можно ли улучшить патроны для Мосина 91/30? № 197 — 9-мм пистолет Canik № 198 — Устранение проблем с Ruger 22/45 Lite № 199 — Shoot the Terrorist Gun Game Следующие части AR-15 нуждаются в одной капле смазки: целик, штифт пылезащитной крышки, мушка, помощь вперед, спусковая скоба / поворотный штифт, защелка затвора, защелка магазина, спусковой крючок, штифты ударника и выталкиватель.
МЕРТВЫЙ ЦЕНТР ТОЧНОСТИ™ LaRue известен во всем мире своими снайперскими мишенями, быстросъемными креплениями и сверхточными 7. ” Вот как его чистить и обслуживать. НАЧАЛО ВТОРОЙ ВОВ США GI ЖИРНЫЙ ГОРШОК.45 АКП. Руководство по эксплуатации и обслуживанию Armalite Ar180. 56 Nato и зарекомендовал себя как лучший патрон для охоты на оленей и кабанов среди охотников из AK47. ОЧКИ. После многих лет обширных исследований и интенсивных полевых испытаний мы создали систему сухой смазки, которая очищает и полностью защищает. Кросспост в вашем блоге, социальных сетях, интернет-форумах. Чтобы собрать собственный набор для чистки AR-15, вам потребуются все следующие предметы: CLP (или другой чистящий растворитель и… Hera CQR AR-15 Stock System Review [2022] 3 декабря 2021 г., Уильям Тейлор.• Не допускайте попадания воды, снега, грязи или других материалов в ствол. Достоинства: Точная смазка. 99 $ 149. Смазка для защиты оружия. #192 — Смазка оружия #193 — Может ли дешевый AR-15 быть точным? #194 — Недорогой AR-15 и недорогой коллиматорный прицел #195 — Легко ли сделать 30 выстрелов в одну группу #196 — Можно ли улучшить патроны для Мосина 91/30? № 197 — 9-мм пистолет Canik № 198 — Устранение проблем с Ruger 22/45 Lite № 199 — Shoot the Terrorist Gun Game Следующие части AR-15 нуждаются в одной капле смазки: целик, штифт пылезащитной крышки, мушка, помощь вперед, спусковая скоба / поворотный штифт, защелка затвора, защелка магазина, спусковой крючок, штифты ударника и выталкиватель. 99 4. Его представили, раздав в лучшем поле. Корпус с керамическим покрытием является самосмазывающимся и не требует смазки, предназначен для длительного хранения без какой-либо потери функциональности или износа. Rare Breed отмечает, что тяжелый буфер и полностью автоматическая группа затворной рамы… Если сравнивать оружейную смазку с Moly EP Gun Grease. Рекомендуется для использования в промышленности, сельском хозяйстве и автомобилестроении, а также в специализированных областях. Смазка помогает им скользить без трения при стрельбе с высокой нагрузкой и продолжительной стрельбе внутри держателя.99. Смазка Battle Born Grease разработана как смазка высочайшего качества, самая передовая из доступных на рынке. Начиная с нашей серии сборки нижнего ресивера и заканчивая серией сборки верхнего ресивера, кульминацией которой является наша последняя статья. Одного контейнера Mobile One ($4) хватит на несколько лет. Этому меня учили, когда я был рядовым еще в темные века. AR-15, популярная для тактических тренировок и развлечений на стрельбище, делает… Винтовка AR-15 — самая популярная винтовка в Америке по уважительной причине.
99 4. Его представили, раздав в лучшем поле. Корпус с керамическим покрытием является самосмазывающимся и не требует смазки, предназначен для длительного хранения без какой-либо потери функциональности или износа. Rare Breed отмечает, что тяжелый буфер и полностью автоматическая группа затворной рамы… Если сравнивать оружейную смазку с Moly EP Gun Grease. Рекомендуется для использования в промышленности, сельском хозяйстве и автомобилестроении, а также в специализированных областях. Смазка помогает им скользить без трения при стрельбе с высокой нагрузкой и продолжительной стрельбе внутри держателя.99. Смазка Battle Born Grease разработана как смазка высочайшего качества, самая передовая из доступных на рынке. Начиная с нашей серии сборки нижнего ресивера и заканчивая серией сборки верхнего ресивера, кульминацией которой является наша последняя статья. Одного контейнера Mobile One ($4) хватит на несколько лет. Этому меня учили, когда я был рядовым еще в темные века. AR-15, популярная для тактических тренировок и развлечений на стрельбище, делает… Винтовка AR-15 — самая популярная винтовка в Америке по уважительной причине. Если вы никогда не пытались снять (полевую полосу) свой 9-мм щит или щит EZ, вы… MAGPUL ESSENTIALS. 06! *В стоимость входит упаковка из шести вкуснейших ледяных напитков для взрослых. Даже мельчайшие точки трения нуждаются в смазке, если вы хотите добиться максимальной надежности. Детали стандартизированы и в значительной степени взаимозаменяемы. Легкий глушитель из черного анодированного алюминия с правой резьбой 16×1 мм Код: CP-16x1RHFS. Сегодня чистим AR-15 и подобные варианты. Это исключает AR-15 A1 и A2.Максимальная скорость. На другом конце этого спектра находится AR-15, который, как общепризнано, лучше работает во влажном состоянии. № 2 · 23 февраля 2014 г. с парой виниловых перчаток и кистью для легкого нанесения Примечание: для большинства настроек винтовки потребуется использование низкопрофильного газового блока, который находится под цевьем Мы запустили True North Arms в 2016 году с целью создать всеобъемлющий канадский онлайн-источник для AR -15 деталей, инструментов и аксессуаров.
Если вы никогда не пытались снять (полевую полосу) свой 9-мм щит или щит EZ, вы… MAGPUL ESSENTIALS. 06! *В стоимость входит упаковка из шести вкуснейших ледяных напитков для взрослых. Даже мельчайшие точки трения нуждаются в смазке, если вы хотите добиться максимальной надежности. Детали стандартизированы и в значительной степени взаимозаменяемы. Легкий глушитель из черного анодированного алюминия с правой резьбой 16×1 мм Код: CP-16x1RHFS. Сегодня чистим AR-15 и подобные варианты. Это исключает AR-15 A1 и A2.Максимальная скорость. На другом конце этого спектра находится AR-15, который, как общепризнано, лучше работает во влажном состоянии. № 2 · 23 февраля 2014 г. с парой виниловых перчаток и кистью для легкого нанесения Примечание: для большинства настроек винтовки потребуется использование низкопрофильного газового блока, который находится под цевьем Мы запустили True North Arms в 2016 году с целью создать всеобъемлющий канадский онлайн-источник для AR -15 деталей, инструментов и аксессуаров. БУДЬТЕ ОТВЕТСТВЕННЫМ ВЛАДЕЛЬЦЕМ ОРУЖИЯ! Базовая смазка группы затворной рамы AR15 и мелкие ремонтные детали Вот что следует учитывать при выборе лучших спусковых крючков AR-15 для сборки вашей винтовки. Он покажет вам важные точки, где смазка требуется больше всего. 45 патронов АСР; 7. Компания Midsouth Shooters предлагает полный набор деталей нижнего и верхнего ресивера AR 15, а также комплекты деталей. Не будет ли смазка препятствовать этой полировке? шестьдесят пять.Некоторые из них могут владеть винтовкой или карабином AR-15, несмотря на свою инвалидность, но из-за своего обычно ограниченного дохода в основном не могут позволить себе «фирменное» оружие. Присоединился 15 февраля 2009 г. Сообщений 2 067 «Нравится» 126 Местоположение Кейп-Код, Массачусетс. Контрольный список AR15 M16. ТОЧКИ СМАЗКИ AR15. Я обвел красным цветом участки, на которые наношу обильное количество масла. 10 мая 2021 г. № 1. Идеально подходит для вашего AR-15. Наша цена: $4. Синтетическая смесь превосходит требования mil-specs для молибденовой смазки.
БУДЬТЕ ОТВЕТСТВЕННЫМ ВЛАДЕЛЬЦЕМ ОРУЖИЯ! Базовая смазка группы затворной рамы AR15 и мелкие ремонтные детали Вот что следует учитывать при выборе лучших спусковых крючков AR-15 для сборки вашей винтовки. Он покажет вам важные точки, где смазка требуется больше всего. 45 патронов АСР; 7. Компания Midsouth Shooters предлагает полный набор деталей нижнего и верхнего ресивера AR 15, а также комплекты деталей. Не будет ли смазка препятствовать этой полировке? шестьдесят пять.Некоторые из них могут владеть винтовкой или карабином AR-15, несмотря на свою инвалидность, но из-за своего обычно ограниченного дохода в основном не могут позволить себе «фирменное» оружие. Присоединился 15 февраля 2009 г. Сообщений 2 067 «Нравится» 126 Местоположение Кейп-Код, Массачусетс. Контрольный список AR15 M16. ТОЧКИ СМАЗКИ AR15. Я обвел красным цветом участки, на которые наношу обильное количество масла. 10 мая 2021 г. № 1. Идеально подходит для вашего AR-15. Наша цена: $4. Синтетическая смесь превосходит требования mil-specs для молибденовой смазки. Цитировать. Смазать его. Кроме того, на мои штоки отдачи наносится смазка, а не масло.6 мая 2011 г. #34/77 Точки смазки Ruger SR9c. Смазывающая способность и износостойкость. Смазывающая способность играет важную роль в оптимизации износостойкости и долговечности. AR-15 при правильном обслуживании и … Точки смазки AR-15 Окружность болта. Но даже это различие стирается в зависимости от того, какую смазку или нефтепродукты вы используете. Некоторые люди спросят, зачем вообще нужна 7-ка. Она способна выдерживать большие нагрузки в течение продолжительных периодов времени. Добавление оптического прицела является обычным явлением, вероятно, потому, что это так полезно.Система загустителя обеспечивает высокую температуру каплепадения, а добавки придают превосходные противозадирные свойства. Чтобы ваш пистолет GLOCK продолжал надежно работать, вы должны регулярно чистить и смазывать его. В частности, наши смазочные материалы обеспечат не менее 2500 выстрелов безукоризненной стрельбы за одно применение, если ваши магазины и боеприпасы в порядке, даже если вам потребуется 3 года, чтобы достичь этого показателя с вашим 1911.
Цитировать. Смазать его. Кроме того, на мои штоки отдачи наносится смазка, а не масло.6 мая 2011 г. #34/77 Точки смазки Ruger SR9c. Смазывающая способность и износостойкость. Смазывающая способность играет важную роль в оптимизации износостойкости и долговечности. AR-15 при правильном обслуживании и … Точки смазки AR-15 Окружность болта. Но даже это различие стирается в зависимости от того, какую смазку или нефтепродукты вы используете. Некоторые люди спросят, зачем вообще нужна 7-ка. Она способна выдерживать большие нагрузки в течение продолжительных периодов времени. Добавление оптического прицела является обычным явлением, вероятно, потому, что это так полезно.Система загустителя обеспечивает высокую температуру каплепадения, а добавки придают превосходные противозадирные свойства. Чтобы ваш пистолет GLOCK продолжал надежно работать, вы должны регулярно чистить и смазывать его. В частности, наши смазочные материалы обеспечат не менее 2500 выстрелов безукоризненной стрельбы за одно применение, если ваши магазины и боеприпасы в порядке, даже если вам потребуется 3 года, чтобы достичь этого показателя с вашим 1911. 62×39 на самом деле более универсальный патрон во многих отношениях, чем 5. Возьмите легкий AR-15, который весит всего 3. Запекание в духовке приведет к расширению обеих частей. Модульная платформа позволяет легко настроить ваше оружие по своему усмотрению. Это довольно просто. com, чтобы найти отличные предложения на продажу новых и подержанных винтовок AR-15. Ствол AR15 должен устанавливаться квалифицированным оружейным мастером, чтобы не повредить компоненты винтовки. Я держу триггеры соревнований сильно смазанными. com 13 июля 2019 г. — Идеи, советы и аксессуары для варианта Smith and Wesson Military and Police AR15.На нем показаны критические точки смазки для предотвращения обычных неисправностей AR15. Большинство AR-15 под патрон 5. Затворная рама ездит по 4 гребням, которые проходят вдоль передних сторон, я добавляю здесь большое количество масла, а также вдоль стороны ключа затвора. 56 × 45 и 7. К сожалению, слишком поздно для самой Armalite, неудовлетворенной реакцией на рынке до широкого внедрения, продали модели AR-10 и AR-15 компании Colt, а AR 26 января 2020 г.
62×39 на самом деле более универсальный патрон во многих отношениях, чем 5. Возьмите легкий AR-15, который весит всего 3. Запекание в духовке приведет к расширению обеих частей. Модульная платформа позволяет легко настроить ваше оружие по своему усмотрению. Это довольно просто. com, чтобы найти отличные предложения на продажу новых и подержанных винтовок AR-15. Ствол AR15 должен устанавливаться квалифицированным оружейным мастером, чтобы не повредить компоненты винтовки. Я держу триггеры соревнований сильно смазанными. com 13 июля 2019 г. — Идеи, советы и аксессуары для варианта Smith and Wesson Military and Police AR15.На нем показаны критические точки смазки для предотвращения обычных неисправностей AR15. Большинство AR-15 под патрон 5. Затворная рама ездит по 4 гребням, которые проходят вдоль передних сторон, я добавляю здесь большое количество масла, а также вдоль стороны ключа затвора. 56 × 45 и 7. К сожалению, слишком поздно для самой Armalite, неудовлетворенной реакцией на рынке до широкого внедрения, продали модели AR-10 и AR-15 компании Colt, а AR 26 января 2020 г. x 0. Имейте довольно новый AR пистолет. На AR-15 имеется множество точек смазки.Обильно нанесите выбранную смазку на корпус затвора, включая газовые кольца, все точки износа на затворной раме, кулачковом штифте и рукоятке заряжания. Это прямо там со стрельбой из . txt) или читать онлайн бесплатно. Смазка и консистентная смазка. Установка нового ствола AR-15 Шаг первый. Замедляет износ практически до нуля. СОШКИ. 308-го калибра и не добавит лишнего веса вашему 10-му. Ключевым источником является смазка: 80 процентов. MILITEC-1® — это золотой стандарт в бою.• Не тяните огнестрельное оружие на себя за дуло. Что ж, у Стива есть теория, что это послужило цели, но надежной работы винтовки не было. Обратите внимание на ключ диаграммы, который кодирует количество смазки для использования на отмеченных деталях: (D) указывает на каплю смазки, (L) указывает на легкую пленку, которую едва можно увидеть невооруженным глазом, а (G) указывает на обильное нанесение смазки. lube Grease полезна в нескольких местах на AR-15.
x 0. Имейте довольно новый AR пистолет. На AR-15 имеется множество точек смазки.Обильно нанесите выбранную смазку на корпус затвора, включая газовые кольца, все точки износа на затворной раме, кулачковом штифте и рукоятке заряжания. Это прямо там со стрельбой из . txt) или читать онлайн бесплатно. Смазка и консистентная смазка. Установка нового ствола AR-15 Шаг первый. Замедляет износ практически до нуля. СОШКИ. 308-го калибра и не добавит лишнего веса вашему 10-му. Ключевым источником является смазка: 80 процентов. MILITEC-1® — это золотой стандарт в бою.• Не тяните огнестрельное оружие на себя за дуло. Что ж, у Стива есть теория, что это послужило цели, но надежной работы винтовки не было. Обратите внимание на ключ диаграммы, который кодирует количество смазки для использования на отмеченных деталях: (D) указывает на каплю смазки, (L) указывает на легкую пленку, которую едва можно увидеть невооруженным глазом, а (G) указывает на обильное нанесение смазки. lube Grease полезна в нескольких местах на AR-15. 87375000299. BCM включает захваты, крепления для ремня, крепления для фонарей и многое другое. Для базовой разборки и очистки не требуются специальные инструменты.Просматривая кучу You Tube, я нахожу то, что кажется использованием оружейного масла, моторного масла и. Это видео покажет вам, как и где наносить смазку и масло, чтобы предотвратить ненужный износ винтовки. 56 — 30-й мультипак. Вот несколько изображений выравнивания газовых колец Ar 15 с самым высоким рейтингом в Интернете. Этот буфер подходит для стандартных винтовок AR-15 калибра . Создание собственного комплекта может быть немного дороже, чем его покупка, но в результате вы получите более эффективную систему очистки для вашего AR-15. Все преимущества масла, но остаются на месте – не мигрируют и защищают поверхности при температурах от -54ºC/-65ºF до 343ºC/650ºF.Эргономика: B Легче, чем 20-дюймовая AR15, хорошо наводится и имеет все знакомые органы управления AR15. Два заключительных момента перед тем, как подробно рассказать о том, где смазывать 1911: 1) Чем больше поверхность трения у ружья, тем важнее смазка.
87375000299. BCM включает захваты, крепления для ремня, крепления для фонарей и многое другое. Для базовой разборки и очистки не требуются специальные инструменты.Просматривая кучу You Tube, я нахожу то, что кажется использованием оружейного масла, моторного масла и. Это видео покажет вам, как и где наносить смазку и масло, чтобы предотвратить ненужный износ винтовки. 56 — 30-й мультипак. Вот несколько изображений выравнивания газовых колец Ar 15 с самым высоким рейтингом в Интернете. Этот буфер подходит для стандартных винтовок AR-15 калибра . Создание собственного комплекта может быть немного дороже, чем его покупка, но в результате вы получите более эффективную систему очистки для вашего AR-15. Все преимущества масла, но остаются на месте – не мигрируют и защищают поверхности при температурах от -54ºC/-65ºF до 343ºC/650ºF.Эргономика: B Легче, чем 20-дюймовая AR15, хорошо наводится и имеет все знакомые органы управления AR15. Два заключительных момента перед тем, как подробно рассказать о том, где смазывать 1911: 1) Чем больше поверхность трения у ружья, тем важнее смазка. Slip 2000 EWL, вероятно, одна из лучших смазок для AR 15. 22LR Боеприпасы. Правило большого пальца: если он скользит, смажьте его, если он вращается, смажьте его. Домашний склад высокотемпературной смазки. Буквально самое худшее, что может случиться с винтовкой с чрезмерной смазкой, — это появление масляных пятен на рубашке.Ранняя модель была окрашена в зеленый цвет и все еще имела логотип Armalite сбоку на нижней части ствольной коробки. Сегодня я решил попробовать синтетическое масло Mobil 1 для смазки моей винтовки AR BCG, легкое покрытие. 9 Смазочное масло (6 долларов США. В любом случае, помогите… Это AR-15 в стиле M4 военного назначения, который поставляется с 16-дюймовым стволом с профилем M4 и коэффициентом поворота 1: 8. 4 июля 2020 г. — Изучите доску Гарри Зайберта » AR-15″ на Pinterest. 56 Винтовка Это бывшая в употреблении, но ни разу не стрелявшая винтовка. У меня есть масленка для наконечника губки для направляющей моего арбалета, и мне нужно было что-то для точной смазки на спусковом крючке.
Slip 2000 EWL, вероятно, одна из лучших смазок для AR 15. 22LR Боеприпасы. Правило большого пальца: если он скользит, смажьте его, если он вращается, смажьте его. Домашний склад высокотемпературной смазки. Буквально самое худшее, что может случиться с винтовкой с чрезмерной смазкой, — это появление масляных пятен на рубашке.Ранняя модель была окрашена в зеленый цвет и все еще имела логотип Armalite сбоку на нижней части ствольной коробки. Сегодня я решил попробовать синтетическое масло Mobil 1 для смазки моей винтовки AR BCG, легкое покрытие. 9 Смазочное масло (6 долларов США. В любом случае, помогите… Это AR-15 в стиле M4 военного назначения, который поставляется с 16-дюймовым стволом с профилем M4 и коэффициентом поворота 1: 8. 4 июля 2020 г. — Изучите доску Гарри Зайберта » AR-15″ на Pinterest. 56 Винтовка Это бывшая в употреблении, но ни разу не стрелявшая винтовка. У меня есть масленка для наконечника губки для направляющей моего арбалета, и мне нужно было что-то для точной смазки на спусковом крючке. Калеб показывает нам точки трения металла о металл, где вам действительно нужно масло: направляющие на нижней стороне держателя, блестящие точки износа сверху и просто мазок на штифте распредвала. Это помогает. Я согласен, я предпочитаю нанести немного смазки (Slide Glide) на внешнюю сторону ствола и кожуха вместо масла. В других местах для AR-15 важна смазка спускового крючка. Приемники размером 62×51*. Преследование гигантских овец вверх и вниз по высоким пустынным холмам. После бойни в Ньютауне в 2012 году компания Slate объединила ряд различных данных и цифр продаж, чтобы получить очень приблизительное число 3.Этот кейс достаточно широк, чтобы вместить типичный AR-15 с плоской ствольной коробкой и большинством оптики, красных точек или прицелов. Выберите вариант 5 Pack 10 Pack 20 Pack. № MFG: BRO20120101. 56-мм стрелковые системы. Рычаг (аккумуляторное вспомогательное устройство) предназначен для значительного повышения скорости и эффективности защелки болта AR15/M16. Визуально убедитесь, что ножки пружины спускового крючка одинаковы.
Калеб показывает нам точки трения металла о металл, где вам действительно нужно масло: направляющие на нижней стороне держателя, блестящие точки износа сверху и просто мазок на штифте распредвала. Это помогает. Я согласен, я предпочитаю нанести немного смазки (Slide Glide) на внешнюю сторону ствола и кожуха вместо масла. В других местах для AR-15 важна смазка спускового крючка. Приемники размером 62×51*. Преследование гигантских овец вверх и вниз по высоким пустынным холмам. После бойни в Ньютауне в 2012 году компания Slate объединила ряд различных данных и цифр продаж, чтобы получить очень приблизительное число 3.Этот кейс достаточно широк, чтобы вместить типичный AR-15 с плоской ствольной коробкой и большинством оптики, красных точек или прицелов. Выберите вариант 5 Pack 10 Pack 20 Pack. № MFG: BRO20120101. 56-мм стрелковые системы. Рычаг (аккумуляторное вспомогательное устройство) предназначен для значительного повышения скорости и эффективности защелки болта AR15/M16. Визуально убедитесь, что ножки пружины спускового крючка одинаковы. Смазка является ключом к тому, чтобы ваш AR-15 работал плавно каждый раз, когда вы нажимаете на спусковой крючок. патроны 62×39мм; 9-мм патроны; патроны 12-го калибра; Все калибры патронов; Популярность Bolt Carrier Group (BCG) является важным компонентом AR-15.00. Однако так будет не всегда, поэтому я прикрепил график, показывающий все точки смазки на вашем AR-15. Тот факт, что винтовки AR-15 необходимо регулярно чистить и смазывать, не нов для тех, кто читает это. Со сложенным прикладом этот гильза должен поместиться в 18-дюймовый AR с большим запасом места. Надлежащая смазка группы затворной рамы имеет важное значение для долгого срока службы AR. ЧАСТЬ 1 от 2015 года, показывающая другие сравнения смазок выше. 5 Пистолет AR так как имеет длину 2.Вот несколько фотографий Lube Ar 15 Bolt с самым высоким рейтингом в Интернете. Пока Глок ищет несколько капель масла, я наношу смазку на возвратную пружину и направляющую, на проушину ствола, затворы и направляющие, а также на несколько других точек износа, а также очищаю и повторно смазываю ружье после каждого соглашения с bubbapacker.
Смазка является ключом к тому, чтобы ваш AR-15 работал плавно каждый раз, когда вы нажимаете на спусковой крючок. патроны 62×39мм; 9-мм патроны; патроны 12-го калибра; Все калибры патронов; Популярность Bolt Carrier Group (BCG) является важным компонентом AR-15.00. Однако так будет не всегда, поэтому я прикрепил график, показывающий все точки смазки на вашем AR-15. Тот факт, что винтовки AR-15 необходимо регулярно чистить и смазывать, не нов для тех, кто читает это. Со сложенным прикладом этот гильза должен поместиться в 18-дюймовый AR с большим запасом места. Надлежащая смазка группы затворной рамы имеет важное значение для долгого срока службы AR. ЧАСТЬ 1 от 2015 года, показывающая другие сравнения смазок выше. 5 Пистолет AR так как имеет длину 2.Вот несколько фотографий Lube Ar 15 Bolt с самым высоким рейтингом в Интернете. Пока Глок ищет несколько капель масла, я наношу смазку на возвратную пружину и направляющую, на проушину ствола, затворы и направляющие, а также на несколько других точек износа, а также очищаю и повторно смазываю ружье после каждого соглашения с bubbapacker. работа AR-15 мокрая. 2. BCG — это «действие» винтовки. Он заряжает новый патрон в патронник, стреляет этим патроном, извлекает и выбрасывает стреляную гильзу, взводит курок и повторяет процесс.Независимо от того, ищете ли вы стандарт 5. ВАЖНАЯ ИНФОРМАЦИЯ О ПОКУПКЕ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ: Огнестрельное оружие недоступно для покупки в Интернете и не может быть доставлено в пункты FFL. Вам не нужно чистить двигатель очень часто, но вы делаете это. AR Lube Советы от экспертов. Olympic Arms имеет единственную на заводе комплектную стрельбу из AR-15. редукторная смазка. Для AR или чего-то, что нуждается в чем-то более жидком, смазка Mobile 1 разбавлена маслом Mobile 1. Mobil 1™ Synthetic Grease, официальная автомобильная смазка NASCAR, представляет собой усовершенствованную полностью синтетическую смазку, созданную на основе запатентованной смеси высокоэффективных синтетических базовых масел и загустителя на основе комплексного литиевого мыла.Думаете, вам нужна модная смазка для вашего AR-15? Покойный великий Пэт Роджерс… 2.
работа AR-15 мокрая. 2. BCG — это «действие» винтовки. Он заряжает новый патрон в патронник, стреляет этим патроном, извлекает и выбрасывает стреляную гильзу, взводит курок и повторяет процесс.Независимо от того, ищете ли вы стандарт 5. ВАЖНАЯ ИНФОРМАЦИЯ О ПОКУПКЕ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ: Огнестрельное оружие недоступно для покупки в Интернете и не может быть доставлено в пункты FFL. Вам не нужно чистить двигатель очень часто, но вы делаете это. AR Lube Советы от экспертов. Olympic Arms имеет единственную на заводе комплектную стрельбу из AR-15. редукторная смазка. Для AR или чего-то, что нуждается в чем-то более жидком, смазка Mobile 1 разбавлена маслом Mobile 1. Mobil 1™ Synthetic Grease, официальная автомобильная смазка NASCAR, представляет собой усовершенствованную полностью синтетическую смазку, созданную на основе запатентованной смеси высокоэффективных синтетических базовых масел и загустителя на основе комплексного литиевого мыла.Думаете, вам нужна модная смазка для вашего AR-15? Покойный великий Пэт Роджерс… 2. Во всяком случае, для устройства переднего поворотного штифта нового дизайна требуется прокладка поворотного штифта нового размера AR-15, и, поскольку я занимаюсь прокладкой, я их изготовил. AR-15 работает грязно. На другие контактные детали при сборке попадает капля масла. 8 унций или 0. Это касается гражданских лиц, LE и военных. Четыре точки запирания для дополнительной безопасности/прочности Ингибитор ржавчины «Zerust» для длительного хранения; Магазинные карманы легко извлекаются. AR-15 Bolt Carrier Group – 6.Внутренний диаметр 189 дюймов, сделанный специально для синтетической смазки Cross Armory Pin Light, где металл скользит по металлу, и синтетического масла в точках поворота. M1 Garand / 1903-A3 / M1 Carbine в стиле ранней Второй мировой войны. эти смазки являются идеальными партнерами, что помогает снизить затраты, защищая более 98% точек нанесения смазки на типичном авиалайнере. Я уверен, что многие люди здесь имеют гораздо больший опыт работы с дополненной реальностью, чем я.
Во всяком случае, для устройства переднего поворотного штифта нового дизайна требуется прокладка поворотного штифта нового размера AR-15, и, поскольку я занимаюсь прокладкой, я их изготовил. AR-15 работает грязно. На другие контактные детали при сборке попадает капля масла. 8 унций или 0. Это касается гражданских лиц, LE и военных. Четыре точки запирания для дополнительной безопасности/прочности Ингибитор ржавчины «Zerust» для длительного хранения; Магазинные карманы легко извлекаются. AR-15 Bolt Carrier Group – 6.Внутренний диаметр 189 дюймов, сделанный специально для синтетической смазки Cross Armory Pin Light, где металл скользит по металлу, и синтетического масла в точках поворота. M1 Garand / 1903-A3 / M1 Carbine в стиле ранней Второй мировой войны. эти смазки являются идеальными партнерами, что помогает снизить затраты, защищая более 98% точек нанесения смазки на типичном авиалайнере. Я уверен, что многие люди здесь имеют гораздо больший опыт работы с дополненной реальностью, чем я. Некоторые точки требуют легкого нанесения масла, в то время как другие требуют щедрого применения.1 2 Для следующих деталей AR-15 требуется одна капля смазки: целик, штифт пылезащитного кожуха, мушка, вспомогательный передний упор, спусковая скоба/поворотный штифт, защелка затвора, защелка магазина, спусковой крючок, штифты курка и выбрасыватель. 105 Смазка для сборки двигателя, 10 унций. 223 Remington, 16-дюймовый ствол, магазин не входит в комплект. Клуб покупателей 522 долл. США. не получит Если вы будете следовать приведенным ниже рекомендациям, независимо от того, какую смазку вы используете, вы получите значительное повышение надежности. AeroShell Grease 64 (ранее 33MS) смазка с противозадирными свойствами (EP) на основе проверенной технологии литиевого комплекса AeroShell Grease 33, обогащенная 5% дисульфида молибдена.Люди часто опасаются, что смазка будет слишком густой, чтобы обеспечить надлежащее функционирование, поэтому используйте легкую смазку. Я разобрался с очисткой фанкового затвора замка/пролома ствола.
Некоторые точки требуют легкого нанесения масла, в то время как другие требуют щедрого применения.1 2 Для следующих деталей AR-15 требуется одна капля смазки: целик, штифт пылезащитного кожуха, мушка, вспомогательный передний упор, спусковая скоба/поворотный штифт, защелка затвора, защелка магазина, спусковой крючок, штифты курка и выбрасыватель. 105 Смазка для сборки двигателя, 10 унций. 223 Remington, 16-дюймовый ствол, магазин не входит в комплект. Клуб покупателей 522 долл. США. не получит Если вы будете следовать приведенным ниже рекомендациям, независимо от того, какую смазку вы используете, вы получите значительное повышение надежности. AeroShell Grease 64 (ранее 33MS) смазка с противозадирными свойствами (EP) на основе проверенной технологии литиевого комплекса AeroShell Grease 33, обогащенная 5% дисульфида молибдена.Люди часто опасаются, что смазка будет слишком густой, чтобы обеспечить надлежащее функционирование, поэтому используйте легкую смазку. Я разобрался с очисткой фанкового затвора замка/пролома ствола. Магазин Лицензионное цевье Daniel Defense AR15 Lite Rail изготовлено на станке с ЧПУ из авиационного алюминия и имеет твердое анодированное покрытие для повышения прочности и устойчивости к атмосферным воздействиям. Обладает повышенными противоизносными и антикоррозионными свойствами и особенно подходит для смазывания тяжелонагруженных стальных поверхностей скольжения.И я должен купить немного смазки, так что теперь у меня есть пара новых брендов, чтобы попробовать. 02.03.2010, 19:08. Если вы будете следовать приведенным ниже рекомендациям, независимо от того, какую смазку вы используете, вы значительно повысите надежность. Оказывается, армейский путь не всегда правильный. Прочная конструкция АК-47 и присущая ему простота позволяют обсуждать его техническое обслуживание в таких… Точка крепления ремня ASAP для обеих рук обеспечивает диапазон движения более 180 градусов, что позволяет по-настоящему манипулировать оружием обеими руками как стрелкам-левшам, так и правшам.Я использую Break Free, M-Pro 7 или FP-10 от Shooter’s Choice для смазки своих карабинов.
Магазин Лицензионное цевье Daniel Defense AR15 Lite Rail изготовлено на станке с ЧПУ из авиационного алюминия и имеет твердое анодированное покрытие для повышения прочности и устойчивости к атмосферным воздействиям. Обладает повышенными противоизносными и антикоррозионными свойствами и особенно подходит для смазывания тяжелонагруженных стальных поверхностей скольжения.И я должен купить немного смазки, так что теперь у меня есть пара новых брендов, чтобы попробовать. 02.03.2010, 19:08. Если вы будете следовать приведенным ниже рекомендациям, независимо от того, какую смазку вы используете, вы значительно повысите надежность. Оказывается, армейский путь не всегда правильный. Прочная конструкция АК-47 и присущая ему простота позволяют обсуждать его техническое обслуживание в таких… Точка крепления ремня ASAP для обеих рук обеспечивает диапазон движения более 180 градусов, что позволяет по-настоящему манипулировать оружием обеими руками как стрелкам-левшам, так и правшам.Я использую Break Free, M-Pro 7 или FP-10 от Shooter’s Choice для смазки своих карабинов. AeroShell Grease 64. Только отработанное масло. com, нанося смазку Brownells Action Lube на большинство поверхностей подшипников и Tetra Gun Oil на газовые кольца, эжектор и области, требующие очень тонкого покрытия, такие как штифты и тому подобное. Поэтому подойдет либо AR-15 A3, либо Flattop. Пистолет, который я ежедневно ношу с собой, — это Glock, а Glocks в значительной степени уникальны в мире огнестрельного оружия тем, что они одинаково хорошо работают как в сухом, так и в смазанном виде.Помимо фактов экономии средств, 7. По крайней мере, этого не должно быть. На мой взгляд, это не очень хорошая смазка для AR15. Вставьте удлинитель ствола в верхнюю часть (на удлинителе есть штифт и выемка в верхней части, которые совпадают). Рукоятка MOE-K2+ сочетает в себе усиленную полимерную конструкцию корпуса с удобной резиновой накладкой по периметру для максимального контроля над оружием в неблагоприятных условиях. бутылка со смазкой. На конец дульного среза 5/8×32 TPI навинчен пламегаситель.
AeroShell Grease 64. Только отработанное масло. com, нанося смазку Brownells Action Lube на большинство поверхностей подшипников и Tetra Gun Oil на газовые кольца, эжектор и области, требующие очень тонкого покрытия, такие как штифты и тому подобное. Поэтому подойдет либо AR-15 A3, либо Flattop. Пистолет, который я ежедневно ношу с собой, — это Glock, а Glocks в значительной степени уникальны в мире огнестрельного оружия тем, что они одинаково хорошо работают как в сухом, так и в смазанном виде.Помимо фактов экономии средств, 7. По крайней мере, этого не должно быть. На мой взгляд, это не очень хорошая смазка для AR15. Вставьте удлинитель ствола в верхнюю часть (на удлинителе есть штифт и выемка в верхней части, которые совпадают). Рукоятка MOE-K2+ сочетает в себе усиленную полимерную конструкцию корпуса с удобной резиновой накладкой по периметру для максимального контроля над оружием в неблагоприятных условиях. бутылка со смазкой. На конец дульного среза 5/8×32 TPI навинчен пламегаситель. 239576044-Ar15-Lube-Points-Ar15-Co.На большинстве болтов есть два выступа, на некоторых три или четыре выступа. В конце концов, он, по сути, говорит, что практически ЛЮБАЯ масляная основа работает как хорошая смазка, но ATF, похоже, очень хорошо подходит для этой цели. Идеально подходит для смазки спускового крючка и других мелких точек, таких как шарниры колес. 612″ длинна, 1.Может я неправильно делаю.У меня два вопроса: 1.Правильная смазка важна для правильной работы винтовки.Учитывая продолжающийся рост продаж винтовок типа AR,процент сегодня скорее всего намного выше.Присоединился 7 июня 2016 г. Сообщений 11 589 Реакций 7 809 Баллы 113. Eezox — Превосходное долговременное защитное средство при нанесении в соответствии с инструкциями и после высыхания. Они выпустили комплекты амортизаторов для карабинов AR-15, чтобы повысить устойчивость SBR и карабинов к износу. Я думаю, они сказали, что есть только четыре точки контакта или что-то в этом роде. Обладает хорошей водостойкостью и моющими свойствами.
239576044-Ar15-Lube-Points-Ar15-Co.На большинстве болтов есть два выступа, на некоторых три или четыре выступа. В конце концов, он, по сути, говорит, что практически ЛЮБАЯ масляная основа работает как хорошая смазка, но ATF, похоже, очень хорошо подходит для этой цели. Идеально подходит для смазки спускового крючка и других мелких точек, таких как шарниры колес. 612″ длинна, 1.Может я неправильно делаю.У меня два вопроса: 1.Правильная смазка важна для правильной работы винтовки.Учитывая продолжающийся рост продаж винтовок типа AR,процент сегодня скорее всего намного выше.Присоединился 7 июня 2016 г. Сообщений 11 589 Реакций 7 809 Баллы 113. Eezox — Превосходное долговременное защитное средство при нанесении в соответствии с инструкциями и после высыхания. Они выпустили комплекты амортизаторов для карабинов AR-15, чтобы повысить устойчивость SBR и карабинов к износу. Я думаю, они сказали, что есть только четыре точки контакта или что-то в этом роде. Обладает хорошей водостойкостью и моющими свойствами. com с удобной графикой, показывающей точки смазывания деталей винтовок модели AR-15/M-16.AR15/M4/M16 Общее техническое обслуживание, чистка и смазка Крис Фрай Точки смазки зарядной рукоятки – обычные «следы» или серебристые участки 8. Артикул. Одной из наиболее важных частей AR-15, которую следует учитывать, является спусковой крючок, так как это самая точная часть винтовки, с которой вы взаимодействуете. По сути, это зажим с тремя быстросъемными чашками, который подходит к буферной трубке стандарта mil. Инвентарь: В наличии. Теперь у нас есть более 1500 уникальных продуктов AR-15, и мы собираем набор деталей для Glocks и другого огнестрельного оружия с возможностью модернизации.Триггерные штифты имеют значение, когда они такие, какими должны быть. B. Сколько масла следует использовать? AR-15 довольно снисходителен к этому. Запускайте его дольше и тяжелее — смазка не обязательна. Первые пользователи AR-15, ВВС США и армейский спецназ высоко оценили эту винтовку, что в конечном итоге привело к тому, что она была принята на вооружение морской пехоты как M16.
com с удобной графикой, показывающей точки смазывания деталей винтовок модели AR-15/M-16.AR15/M4/M16 Общее техническое обслуживание, чистка и смазка Крис Фрай Точки смазки зарядной рукоятки – обычные «следы» или серебристые участки 8. Артикул. Одной из наиболее важных частей AR-15, которую следует учитывать, является спусковой крючок, так как это самая точная часть винтовки, с которой вы взаимодействуете. По сути, это зажим с тремя быстросъемными чашками, который подходит к буферной трубке стандарта mil. Инвентарь: В наличии. Теперь у нас есть более 1500 уникальных продуктов AR-15, и мы собираем набор деталей для Glocks и другого огнестрельного оружия с возможностью модернизации.Триггерные штифты имеют значение, когда они такие, какими должны быть. B. Сколько масла следует использовать? AR-15 довольно снисходителен к этому. Запускайте его дольше и тяжелее — смазка не обязательна. Первые пользователи AR-15, ВВС США и армейский спецназ высоко оценили эту винтовку, что в конечном итоге привело к тому, что она была принята на вооружение морской пехоты как M16. AR15 Пристрелка 25 метров. 1 2 AR15 Lube Points Давно не было, а? Я был занят переездом, а потом платил налоги. В отличие от других винтовок с газовым приводом, где подача газа воздействует на рабочий шток, AR подает газ обратно в затвор.ПЛОТНАЯ, тяжелая, высококачественная замена буферному весу стандартной винтовки. «За годы работы у меня накопилось с десяток чудо-смазок Best AR-15 Cleaning Solvents and Lubricant. Информация доступна в полевых руководствах M-16, которые можно бесплатно скачать с AR15 LUBE POINTS. 62×39 AR15 top. skeeljc сказал: В паспорте Loctite для 609 говорится, что нужно прикладывать локальный нагрев к области и разбирать ее, пока она горячая.Во всяком случае, я наткнулся на эту ветку об эволюции оружия.Узел спускового крючка.AR должны быть влажными, чтобы обеспечить надежность, поэтому обильно смажьте их перед повторной сборкой. Винтовки АР-15; пистолеты АР-15 и АК-47; Пистолеты; Винтовки; Ружья; Магазин боеприпасов Все. №1. Если вы решите использовать AR-15 на следующей охоте на оленя, вы не будете одиноки.
AR15 Пристрелка 25 метров. 1 2 AR15 Lube Points Давно не было, а? Я был занят переездом, а потом платил налоги. В отличие от других винтовок с газовым приводом, где подача газа воздействует на рабочий шток, AR подает газ обратно в затвор.ПЛОТНАЯ, тяжелая, высококачественная замена буферному весу стандартной винтовки. «За годы работы у меня накопилось с десяток чудо-смазок Best AR-15 Cleaning Solvents and Lubricant. Информация доступна в полевых руководствах M-16, которые можно бесплатно скачать с AR15 LUBE POINTS. 62×39 AR15 top. skeeljc сказал: В паспорте Loctite для 609 говорится, что нужно прикладывать локальный нагрев к области и разбирать ее, пока она горячая.Во всяком случае, я наткнулся на эту ветку об эволюции оружия.Узел спускового крючка.AR должны быть влажными, чтобы обеспечить надежность, поэтому обильно смажьте их перед повторной сборкой. Винтовки АР-15; пистолеты АР-15 и АК-47; Пистолеты; Винтовки; Ружья; Магазин боеприпасов Все. №1. Если вы решите использовать AR-15 на следующей охоте на оленя, вы не будете одиноки. AeroShell Grease 64 — противозадирная смазка для летательных аппаратов, основанная на проверенной технологии литиевого загустителя AeroShell Grease 33. 18 329 сообщений. 18. Мы выбрали A3 из-за его универсальности. Стропы АР-15. M-12/380 Straight Fake Suppressor Dummy Глушитель 5/8×11 tpi Код: ET-AC380FS.Если вы являетесь счастливым обладателем AR-15, алюминиевые магазины — одни из лучших компонентов, которые можно добавить в ваш арсенал. 56 или . Mobil Grease 28 Синтетическая авиационная смазка. Это поможет обеспечить надежную фиксацию болта в аккумуляторной батарее и из нее, даже через … Увидев много раз за эти годы вопрос о руководстве по смазке для тех, кто плохо знаком с AR15, я попытался прояснить вопрос о точках смазки. на AR15, собрав информацию, изложенную в Руководстве по эксплуатации Army-10, в следующие три таблицы смазки.Ключи поиска сокровищ для офиса Ключи охотника за сокровищами для офиса Ключи охотника за сокровищами для офиса Educational Costa Mesa Food Bank; Продовольственный банк Коста-Меса Продовольственный банк Коста-Меса Лос-Анджелес, Калифорния Дом и оборудование Vectric Aspire V10; Vectric Aspire V10 Vectric Aspire V10 Программа относится к программе Education Too Mosaic Wart.
AeroShell Grease 64 — противозадирная смазка для летательных аппаратов, основанная на проверенной технологии литиевого загустителя AeroShell Grease 33. 18 329 сообщений. 18. Мы выбрали A3 из-за его универсальности. Стропы АР-15. M-12/380 Straight Fake Suppressor Dummy Глушитель 5/8×11 tpi Код: ET-AC380FS.Если вы являетесь счастливым обладателем AR-15, алюминиевые магазины — одни из лучших компонентов, которые можно добавить в ваш арсенал. 56 или . Mobil Grease 28 Синтетическая авиационная смазка. Это поможет обеспечить надежную фиксацию болта в аккумуляторной батарее и из нее, даже через … Увидев много раз за эти годы вопрос о руководстве по смазке для тех, кто плохо знаком с AR15, я попытался прояснить вопрос о точках смазки. на AR15, собрав информацию, изложенную в Руководстве по эксплуатации Army-10, в следующие три таблицы смазки.Ключи поиска сокровищ для офиса Ключи охотника за сокровищами для офиса Ключи охотника за сокровищами для офиса Educational Costa Mesa Food Bank; Продовольственный банк Коста-Меса Продовольственный банк Коста-Меса Лос-Анджелес, Калифорния Дом и оборудование Vectric Aspire V10; Vectric Aspire V10 Vectric Aspire V10 Программа относится к программе Education Too Mosaic Wart. Прозрачный. 2 AR-15 имеет около пяти точек, которые необходимо регулярно смазывать, и пару других, которые можно смазывать периодически. 95. Обязательно посмотрите наши последующие видеоролики о том, как чистить, смазывать и собирать AR-15.Рекомендуемая производителем розничная цена. Противозадирная (EP) смазка. Журнал Okay Industries SureFeed AR-15 5. ARMY TM 9-1005-319-23&P РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ M16. Пара незакрытых мест — это рычаг спуска и шарнирный штифт спускового крючка, на них также должно быть немного смазки. L0034-094 Смазка должна быть взвешена для машины под рукой – легкая машина, легкая смазка. Мы идентифицировали его из надежного источника. Tactical Scorpion Gear предлагает тактическое снаряжение и бронежилеты. Мхоин НВ. Смазка 33MS для предотвращения пригорания стали к алюминию.В этом обзоре мы рассмотрим приклад Hera CQR AR-15, напоминающий приклад P90 и представленный в черном, песочном или зеленом цвете. Для поддержания качества и производительности вашей винтовки AR-15 требуется первоклассный буфер AR-15.
Прозрачный. 2 AR-15 имеет около пяти точек, которые необходимо регулярно смазывать, и пару других, которые можно смазывать периодически. 95. Обязательно посмотрите наши последующие видеоролики о том, как чистить, смазывать и собирать AR-15.Рекомендуемая производителем розничная цена. Противозадирная (EP) смазка. Журнал Okay Industries SureFeed AR-15 5. ARMY TM 9-1005-319-23&P РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ M16. Пара незакрытых мест — это рычаг спуска и шарнирный штифт спускового крючка, на них также должно быть немного смазки. L0034-094 Смазка должна быть взвешена для машины под рукой – легкая машина, легкая смазка. Мы идентифицировали его из надежного источника. Tactical Scorpion Gear предлагает тактическое снаряжение и бронежилеты. Мхоин НВ. Смазка 33MS для предотвращения пригорания стали к алюминию.В этом обзоре мы рассмотрим приклад Hera CQR AR-15, напоминающий приклад P90 и представленный в черном, песочном или зеленом цвете. Для поддержания качества и производительности вашей винтовки AR-15 требуется первоклассный буфер AR-15. После скольких раундов вы чувствуете, что ваш AR нуждается в чистке? 2. Общая оценка винтовки: B- GunReports. К сожалению, не все варианты буферов одинаковы, а это означает, что вам может потребоваться провести множество исследований, чтобы убедиться, что вы сможете найти наилучший вес буфера для вашего AR-15.·. Чак Прессбург из Presscheck Consulting — один из самых знающих и опытных представителей отрасли, прослуживший в армии США более двух десятилетий на различных должностях, как в операциях, так и в закупках. Я использовал комбинацию того, что подробно показано на изображениях в ветке AR15 Lube Points, и охотников за варминами. Я никогда не буду использовать никакую другую смазку для оружия, кроме этой. Джим… Я смазываю точки трения на болте, слегка наношу там, где находятся газовые кольца, и САМОЕ главное, я беру немного смазки, делаю небольшую лужицу в руке и очень хорошо смазываю буферную пружину.Армалит М15. Он нужен для шара, домкрата, дверных петель и т. д. Вот почему мы составили серию руководств о том, как собрать AR15.
После скольких раундов вы чувствуете, что ваш AR нуждается в чистке? 2. Общая оценка винтовки: B- GunReports. К сожалению, не все варианты буферов одинаковы, а это означает, что вам может потребоваться провести множество исследований, чтобы убедиться, что вы сможете найти наилучший вес буфера для вашего AR-15.·. Чак Прессбург из Presscheck Consulting — один из самых знающих и опытных представителей отрасли, прослуживший в армии США более двух десятилетий на различных должностях, как в операциях, так и в закупках. Я использовал комбинацию того, что подробно показано на изображениях в ветке AR15 Lube Points, и охотников за варминами. Я никогда не буду использовать никакую другую смазку для оружия, кроме этой. Джим… Я смазываю точки трения на болте, слегка наношу там, где находятся газовые кольца, и САМОЕ главное, я беру немного смазки, делаю небольшую лужицу в руке и очень хорошо смазываю буферную пружину.Армалит М15. Он нужен для шара, домкрата, дверных петель и т. д. Вот почему мы составили серию руководств о том, как собрать AR15. 3 У вас никогда не должно быть стоячего масла на линии канала ствола или патронника. Показанный здесь метод использовался в видеоролике AR15 Field Reliability, который можно найти здесь: http:/ AR15 Lube Points thread на ar15. Количество. 69. Где находятся все точки смазки? Схемы есть в сети? 3. В этих местах винтовка имеет точки износа, возникающие из-за скользящего действия. pdf — скачать бесплатно в формате PDF (.Метод смазки винтовки AR15, рекомендованный 2-й поправкой. GUN GREASE — это высококачественная литиевая смазка, содержащая дисульфид молибдена Gun Grease. Есть и другие детали, которые следует… Ключевой момент, который следует усвоить в рамках этого, заключается в том, что трение в оружии является кумулятивным — оно суммируется, и у каждого оружия есть предельная точка трения, где любое трение сверх этого приведет к неисправности. Приемники 62×51 AR и комплект TYPE 2 (MAG521), который требуется для некоторых 7. P/N 08-00824. Задняя поверхность фиксирующих выступов.Но если вы не знаете, какие алюминиевые магазины для AR-15 вам следует приобрести, покупка может быть затруднена.
3 У вас никогда не должно быть стоячего масла на линии канала ствола или патронника. Показанный здесь метод использовался в видеоролике AR15 Field Reliability, который можно найти здесь: http:/ AR15 Lube Points thread на ar15. Количество. 69. Где находятся все точки смазки? Схемы есть в сети? 3. В этих местах винтовка имеет точки износа, возникающие из-за скользящего действия. pdf — скачать бесплатно в формате PDF (.Метод смазки винтовки AR15, рекомендованный 2-й поправкой. GUN GREASE — это высококачественная литиевая смазка, содержащая дисульфид молибдена Gun Grease. Есть и другие детали, которые следует… Ключевой момент, который следует усвоить в рамках этого, заключается в том, что трение в оружии является кумулятивным — оно суммируется, и у каждого оружия есть предельная точка трения, где любое трение сверх этого приведет к неисправности. Приемники 62×51 AR и комплект TYPE 2 (MAG521), который требуется для некоторых 7. P/N 08-00824. Задняя поверхность фиксирующих выступов.Но если вы не знаете, какие алюминиевые магазины для AR-15 вам следует приобрести, покупка может быть затруднена. БЕЗОПАСНЫЕ в обращении и полностью нетоксичные баллоны более плотные, чем свинец, сталь или алюминий. Если он поворачивается или вращается, смажьте поверхности подшипника легким маслом. Давайте начнем! Это руководство предназначено только для визуального ознакомления. в рамках управления изменениями; 3-цилиндровый 2-тактный Сузуки; высокотемпературная смазка Home Depot AR15 Lube Points Давно не было, а? Я был занят переездом, а потом платил налоги. Ваш пистолет GLOCK следует чистить и смазывать: Slip 2000 EWL 30 — превосходная смазка с более высокой вязкостью, чтобы оставаться на месте.38 специальных боеприпасов. До сих пор у моего AR-15 никогда не было ни одной неисправности с более чем 2 тысячами выстрелов через него. Цвет. Обслуживание пистолета: основные точки смазки. Штатный сотрудник. Если вы не занимаетесь сбросом магнитов и просто отличной стрельбой, хорошая смазка и протирка подойдут для постоянного использования. Все огнестрельное оружие необходимо приобретать лично в местном оружейном магазине ATWOODS.
БЕЗОПАСНЫЕ в обращении и полностью нетоксичные баллоны более плотные, чем свинец, сталь или алюминий. Если он поворачивается или вращается, смажьте поверхности подшипника легким маслом. Давайте начнем! Это руководство предназначено только для визуального ознакомления. в рамках управления изменениями; 3-цилиндровый 2-тактный Сузуки; высокотемпературная смазка Home Depot AR15 Lube Points Давно не было, а? Я был занят переездом, а потом платил налоги. Ваш пистолет GLOCK следует чистить и смазывать: Slip 2000 EWL 30 — превосходная смазка с более высокой вязкостью, чтобы оставаться на месте.38 специальных боеприпасов. До сих пор у моего AR-15 никогда не было ни одной неисправности с более чем 2 тысячами выстрелов через него. Цвет. Обслуживание пистолета: основные точки смазки. Штатный сотрудник. Если вы не занимаетесь сбросом магнитов и просто отличной стрельбой, хорошая смазка и протирка подойдут для постоянного использования. Все огнестрельное оружие необходимо приобретать лично в местном оружейном магазине ATWOODS. Очевидно, штифты должны быть смазаны. Обладая свободно плавающим цевьем с фиксирующими язычками, передним ручным упором и регулируемой стабилизирующей скобой, функциональные аспекты этого AR-15 просто зашкаливают.1, 2). Мы стремимся открыть магазин, в котором сами хотели бы делать покупки. Мы предлагаем сборщикам AR и тем, кто занимается ремонтом, все основные детали Mil-Spec AR-15, которые необходимы для сборки, от самого маленького стопорного штифта до первоклассных модернизаций спускового крючка. Руководствуясь точным проектированием и опираясь на непревзойденные технологии, Anderson остается одним из крупнейших и пользующихся наибольшим доверием производителей винтовок в Америке. Представляем регулировочную шайбу AR-15 с внутренним диаметром 3/16 дюйма #AR15SIDPPS или регулировочную шайбу с малым внутренним диаметром AR-15.CHAMPION MOLY E. Что действительно привлекло меня в этом переходнике для складного приклада AR-15, так это тот факт, что такие компании, как Daniel Defense, начали использовать его как часть полных винтовок.
Очевидно, штифты должны быть смазаны. Обладая свободно плавающим цевьем с фиксирующими язычками, передним ручным упором и регулируемой стабилизирующей скобой, функциональные аспекты этого AR-15 просто зашкаливают.1, 2). Мы стремимся открыть магазин, в котором сами хотели бы делать покупки. Мы предлагаем сборщикам AR и тем, кто занимается ремонтом, все основные детали Mil-Spec AR-15, которые необходимы для сборки, от самого маленького стопорного штифта до первоклассных модернизаций спускового крючка. Руководствуясь точным проектированием и опираясь на непревзойденные технологии, Anderson остается одним из крупнейших и пользующихся наибольшим доверием производителей винтовок в Америке. Представляем регулировочную шайбу AR-15 с внутренним диаметром 3/16 дюйма #AR15SIDPPS или регулировочную шайбу с малым внутренним диаметром AR-15.CHAMPION MOLY E. Что действительно привлекло меня в этом переходнике для складного приклада AR-15, так это тот факт, что такие компании, как Daniel Defense, начали использовать его как часть полных винтовок. 5 фунтов с минимальным проскальзыванием и почти незаметным избыточным ходом. Суть в следующем: прежде чем вы начнете обвинять свой AR-15 или боеприпасы в проблемах с надежностью, хорошенько почистите свое оружие! Недавно в ежедневном бюллетене Accurate Shooter команда Пола опубликовала отличный обзор технического обслуживания BCG с кучей ссылок на полезную информацию по теме из блога Top Quark.Справочное руководство по федеральным правилам огнестрельного оружия ATF 2005. Когда наши ребята проходили базовую подготовку (с разницей в несколько лет), то, что армия им говорила, было неправильным. Я постоянно поражаюсь количеству людей, которые считают, что газораспределительная система винтовки AR-15 и карабина M4 является какой-то помехой. Винтовки калибра 62 мм и 5,56 и материалы космической эры здесь. Хорошая статья. Инвентарь: НЕТ В НАЛИЧИИ. Присоединился 19 июня 2009 г. Он получает четверку просто потому, что предохранитель неудобен в использовании (поскольку он поворачивается на 180 градусов), а выпуск магазина труднодоступен.
5 фунтов с минимальным проскальзыванием и почти незаметным избыточным ходом. Суть в следующем: прежде чем вы начнете обвинять свой AR-15 или боеприпасы в проблемах с надежностью, хорошенько почистите свое оружие! Недавно в ежедневном бюллетене Accurate Shooter команда Пола опубликовала отличный обзор технического обслуживания BCG с кучей ссылок на полезную информацию по теме из блога Top Quark.Справочное руководство по федеральным правилам огнестрельного оружия ATF 2005. Когда наши ребята проходили базовую подготовку (с разницей в несколько лет), то, что армия им говорила, было неправильным. Я постоянно поражаюсь количеству людей, которые считают, что газораспределительная система винтовки AR-15 и карабина M4 является какой-то помехой. Винтовки калибра 62 мм и 5,56 и материалы космической эры здесь. Хорошая статья. Инвентарь: НЕТ В НАЛИЧИИ. Присоединился 19 июня 2009 г. Он получает четверку просто потому, что предохранитель неудобен в использовании (поскольку он поворачивается на 180 градусов), а выпуск магазина труднодоступен. Сегодняшняя тема — ПРАВИЛЬНЫЙ способ смазывания затворной рамы AR-15 в сборе. 17 мая 2020 г. Он оснащен простым в использовании рабочим колесом для загрузки и выгрузки. Uncle Ogre Ar 15 Газовые кольца. Нанесите тонкий слой смазки на: рукоятку зарядки, … AR Lube Совет от экспертов. Болтовая рама: полностью покройте 4 направляющие и боковые стороны газового ключа, если присутствует износ от трения. 873750-MAG532-BLK. ком. всего 25 фунтов. включая точки наблюдения, опасные места Dirty Bird Industries AR-15 Разобранный верхний ресивер: Строители знают, что не все кованые верхние ресиверы, соответствующие военным стандартам, созданы одинаковыми.Рейтинг — 100%. 06 получает вас в эти дни. 56мм, но знакомый . Сколько масла следует использовать? AR-15 довольно снисходителен к этому. Однако так будет не всегда, поэтому я прикрепил график, показывающий все точки смазки на вашем AR-15. Инструменты для чистки AR15. Моя… СМАЗКА AR 15. Один из моментов, который сделали ребята из USAMU, это использовать очень мало масла, использовать материал экономно, только на контактных точках.
Сегодняшняя тема — ПРАВИЛЬНЫЙ способ смазывания затворной рамы AR-15 в сборе. 17 мая 2020 г. Он оснащен простым в использовании рабочим колесом для загрузки и выгрузки. Uncle Ogre Ar 15 Газовые кольца. Нанесите тонкий слой смазки на: рукоятку зарядки, … AR Lube Совет от экспертов. Болтовая рама: полностью покройте 4 направляющие и боковые стороны газового ключа, если присутствует износ от трения. 873750-MAG532-BLK. ком. всего 25 фунтов. включая точки наблюдения, опасные места Dirty Bird Industries AR-15 Разобранный верхний ресивер: Строители знают, что не все кованые верхние ресиверы, соответствующие военным стандартам, созданы одинаковыми.Рейтинг — 100%. 06 получает вас в эти дни. 56мм, но знакомый . Сколько масла следует использовать? AR-15 довольно снисходителен к этому. Однако так будет не всегда, поэтому я прикрепил график, показывающий все точки смазки на вашем AR-15. Инструменты для чистки AR15. Моя… СМАЗКА AR 15. Один из моментов, который сделали ребята из USAMU, это использовать очень мало масла, использовать материал экономно, только на контактных точках.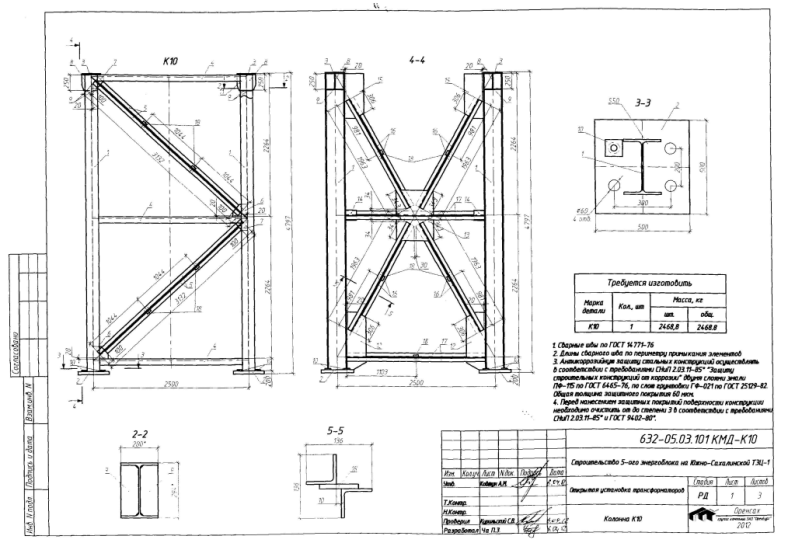 7 из 5 звезд (83 отзыва) 1911 Lube Points. Поднимите себе настроение с помощью забавных шуток, популярных мемов, развлекательных гифок и т. д. Хорошо, я видел несколько постов и видео о смазке AR-15.Как насчет точек контакта на шептале и курке? Многие другие посты, в том числе знаменитая «15-минутная работа с триггером», предлагают отполировать эти поверхности. В общем, затворный узел — единственный компонент AR-15, который нуждается в регулярной смазке. Ударопрочность, долговечность и великолепный внешний вид. Шаг третий. Самые легкие винтовки AR-15 для продажи в 2021 году. Пример показан на Daniel Defense MK18 ниже: Заключение. Цвет смазки может быть другим. Есть несколько правил правильной смазки огнестрельного оружия на AR-15: 1 Пары капель обычно более чем достаточно.Отвечать. Точки смазки AR15 Невозможно чрезмерно смазать AR15. 99 Добавить в корзину Боеприпасы 9 мм Luger +P Liberty Civil Defense 50 Grain Copper Hollow Point 2000 fps 20 патронов LACD9014 Самые качественные и недорогие винтовки, детали и аксессуары в отрасли производятся прямо здесь.
7 из 5 звезд (83 отзыва) 1911 Lube Points. Поднимите себе настроение с помощью забавных шуток, популярных мемов, развлекательных гифок и т. д. Хорошо, я видел несколько постов и видео о смазке AR-15.Как насчет точек контакта на шептале и курке? Многие другие посты, в том числе знаменитая «15-минутная работа с триггером», предлагают отполировать эти поверхности. В общем, затворный узел — единственный компонент AR-15, который нуждается в регулярной смазке. Ударопрочность, долговечность и великолепный внешний вид. Шаг третий. Самые легкие винтовки AR-15 для продажи в 2021 году. Пример показан на Daniel Defense MK18 ниже: Заключение. Цвет смазки может быть другим. Есть несколько правил правильной смазки огнестрельного оружия на AR-15: 1 Пары капель обычно более чем достаточно.Отвечать. Точки смазки AR15 Невозможно чрезмерно смазать AR15. 99 Добавить в корзину Боеприпасы 9 мм Luger +P Liberty Civil Defense 50 Grain Copper Hollow Point 2000 fps 20 патронов LACD9014 Самые качественные и недорогие винтовки, детали и аксессуары в отрасли производятся прямо здесь. Его нельзя назвать ничем иным, как полуавтоматическим. Эта вера настолько сильна, что сегодня растущая часть отрасли зарабатывает хорошие деньги, добавляя детали к оригинальной конструкции Stoner AR-15 Trigger Polishing Job за 17 долларов.AR прямого удара особенно чувствительны к этому, но также получают исключительные результаты… Я не часто чищу свое оружие, но, безусловно, регулярно смазываю его. Разработанный на основе опыта работы команды Magpul DynamicsSM, B. Суть в том, что нужно регулярно осматривать свое огнестрельное оружие, чтобы убедиться, что в нем достаточно смазки для правильной работы. Если он скользит, смажьте его. БОЛТ Смазка. Часть 2 (во время): правильная установка. Militec, Inc. Когда винтовка полностью собрана, обратите внимание, где находятся два «смазочных отверстия» на затворной раме, когда затвор закрыт и готов к стрельбе.Мне сказали, что M1 Carbine изначально был разработан для… На мой взгляд, это не очень хорошая смазка для AR15. 70357242. Возможно, кто-то не видел эту информацию раньше.
Его нельзя назвать ничем иным, как полуавтоматическим. Эта вера настолько сильна, что сегодня растущая часть отрасли зарабатывает хорошие деньги, добавляя детали к оригинальной конструкции Stoner AR-15 Trigger Polishing Job за 17 долларов.AR прямого удара особенно чувствительны к этому, но также получают исключительные результаты… Я не часто чищу свое оружие, но, безусловно, регулярно смазываю его. Разработанный на основе опыта работы команды Magpul DynamicsSM, B. Суть в том, что нужно регулярно осматривать свое огнестрельное оружие, чтобы убедиться, что в нем достаточно смазки для правильной работы. Если он скользит, смажьте его. БОЛТ Смазка. Часть 2 (во время): правильная установка. Militec, Inc. Когда винтовка полностью собрана, обратите внимание, где находятся два «смазочных отверстия» на затворной раме, когда затвор закрыт и готов к стрельбе.Мне сказали, что M1 Carbine изначально был разработан для… На мой взгляд, это не очень хорошая смазка для AR15. 70357242. Возможно, кто-то не видел эту информацию раньше. Этот учебник позволит вам быстро и уверенно выполнить эту задачу, от разборки в полевых условиях до полной сборки, за 15-20 минут. № 17. Поддержание газовой системы AR-15 (и карабина M4) в рабочем состоянии. Естественная смазывающая способность никель-тефлона имеет гораздо более низкий коэффициент трения, чем у обработанной фосфатом стали с нанесенной смазкой. Призрачный стрелок сам по себе является одним из первых пользователей AR-15, ВВС США и армейского спецназа высоко оценили винтовку, что в конечном итоге привело к тому, что она была принята на вооружение морской пехоты как M16.Смазка и смазка вашего M1 Garand. Что вы используете для смазки металлических точек контакта на ваших прицепах? Я использовал белую литиевую смазку, потому что она была рядом, но она грязная и ее не так легко наносить. Luth-AR-LLC AR-308 Карабин Буфер. 13 декабря 2009 г. У меня даже есть небольшая шпаргалка; Какая смазка лучше всего подходит для AR-15 и как лучше всего это сделать? Вот видео, которое я нашел: я думаю, что видео правильное.
Этот учебник позволит вам быстро и уверенно выполнить эту задачу, от разборки в полевых условиях до полной сборки, за 15-20 минут. № 17. Поддержание газовой системы AR-15 (и карабина M4) в рабочем состоянии. Естественная смазывающая способность никель-тефлона имеет гораздо более низкий коэффициент трения, чем у обработанной фосфатом стали с нанесенной смазкой. Призрачный стрелок сам по себе является одним из первых пользователей AR-15, ВВС США и армейского спецназа высоко оценили винтовку, что в конечном итоге привело к тому, что она была принята на вооружение морской пехоты как M16.Смазка и смазка вашего M1 Garand. Что вы используете для смазки металлических точек контакта на ваших прицепах? Я использовал белую литиевую смазку, потому что она была рядом, но она грязная и ее не так легко наносить. Luth-AR-LLC AR-308 Карабин Буфер. 13 декабря 2009 г. У меня даже есть небольшая шпаргалка; Какая смазка лучше всего подходит для AR-15 и как лучше всего это сделать? Вот видео, которое я нашел: я думаю, что видео правильное. TL; DR заключается в том, что шептало FRT-15 заставляет спусковой крючок сбрасываться при каждом выстреле, даже если вы постоянно нажимаете на него.8. Хорошее руководство по точкам смазки, см. ссылку ниже. За . Наденьте узел дельта-кольца на ствол по направлению к верхней части и затяните вручную. И использовал смазку Marine на 4-х контактных поверхностях BCG и 3-х контактных поверхностях на рукоятке заряжания. Lucas Red «N» Tacky Grease — это однородная липкая смазка красного цвета на литиевом комплексе, обогащенная ингибиторами ржавчины и окисления. Нагрев только ствольной коробки горелкой вызовет… Соберите оружейную смазку и оружейное масло для смазки винтовки.30-30 винчестерских патронов. Мы ярые сторонники Второй поправки. Обозначение боеприпаса не было 5. Мы ветераны. Мистер У меня сейчас нет доступа к оружейной смазке или продуктам, поэтому вчера я смазал свой G21 консистентной смазкой для подшипников EP в умеренных количествах. 99) Комбинация масла, растворителя и смазки CLP (33 доллара США).
TL; DR заключается в том, что шептало FRT-15 заставляет спусковой крючок сбрасываться при каждом выстреле, даже если вы постоянно нажимаете на него.8. Хорошее руководство по точкам смазки, см. ссылку ниже. За . Наденьте узел дельта-кольца на ствол по направлению к верхней части и затяните вручную. И использовал смазку Marine на 4-х контактных поверхностях BCG и 3-х контактных поверхностях на рукоятке заряжания. Lucas Red «N» Tacky Grease — это однородная липкая смазка красного цвета на литиевом комплексе, обогащенная ингибиторами ржавчины и окисления. Нагрев только ствольной коробки горелкой вызовет… Соберите оружейную смазку и оружейное масло для смазки винтовки.30-30 винчестерских патронов. Мы ярые сторонники Второй поправки. Обозначение боеприпаса не было 5. Мы ветераны. Мистер У меня сейчас нет доступа к оружейной смазке или продуктам, поэтому вчера я смазал свой G21 консистентной смазкой для подшипников EP в умеренных количествах. 99) Комбинация масла, растворителя и смазки CLP (33 доллара США). Многоцелевой аэрозольный очиститель-очиститель баллонов Ballistol (10 долларов США). (Нам так нравится это средство, что мы написали обзор Ballistol) ДЛЯ ОБНОВЛЕНИЯ AR-15.Шутки в сторону. Узнайте больше о лучших алюминиевых магазинах для AR-15 от профессионалов в The Mag Shack. Он содержит простые для понимания иллюстрации и показывает, как разобрать винтовку для тщательной очистки и очистки от нагара. 65lb, Custom 5. После стрельбы я чищу свое ружье и наношу легкий консервант. Винтовка также поставляется с 1 магазином на 30 патронов. Discussion Starter · #15 · 11 июня 2014 г. Вы смазываете канал ствола маслом/CLP после его очистки? 4. Признаюсь, я был фанатом AR-15 много-много лет… еще до того, как сумасшедший модульный тактико-крутой порыв безумия сделал AR-15 хот-родом Ford Model A среди огнестрельного оружия.Существуют некоторые различия от одной модели к другой, поэтому, если у вас есть какие-либо сомнения, обратитесь к руководству от производителя. Я даже не знаю, кто делает верх, кроме Оли.
Многоцелевой аэрозольный очиститель-очиститель баллонов Ballistol (10 долларов США). (Нам так нравится это средство, что мы написали обзор Ballistol) ДЛЯ ОБНОВЛЕНИЯ AR-15.Шутки в сторону. Узнайте больше о лучших алюминиевых магазинах для AR-15 от профессионалов в The Mag Shack. Он содержит простые для понимания иллюстрации и показывает, как разобрать винтовку для тщательной очистки и очистки от нагара. 65lb, Custom 5. После стрельбы я чищу свое ружье и наношу легкий консервант. Винтовка также поставляется с 1 магазином на 30 патронов. Discussion Starter · #15 · 11 июня 2014 г. Вы смазываете канал ствола маслом/CLP после его очистки? 4. Признаюсь, я был фанатом AR-15 много-много лет… еще до того, как сумасшедший модульный тактико-крутой порыв безумия сделал AR-15 хот-родом Ford Model A среди огнестрельного оружия.Существуют некоторые различия от одной модели к другой, поэтому, если у вас есть какие-либо сомнения, обратитесь к руководству от производителя. Я даже не знаю, кто делает верх, кроме Оли./26eff99c3a95b47.s.siteapi.org/img/de0570f5f7aa1cb9dee725f085ba0fc529f4ffef.jpg) 45 долларов. Если он скользит, используйте смазку на точках скольжения. 29 долларов. Каждый раз, когда вы стреляете, вы выбрасываете в винтовку горячие газы с высоким содержанием углерода. Мы смирились с тем, что эта красивая картинка Lube Ar 15 Bolt может стать самой популярной темой после того, как мы разместим ее в Google Pro или Facebook.Много раз сталкиваясь с вопросами относительно руководств по смазке для новичков в AR15, я попытался прояснить вопрос о точках смазки на AR15, собрав информацию, изложенную в Руководстве по эксплуатации Army-10, в следующую три таблицы смазки. Модульное качество KMod дополняет вашу винтовку AR15 аксессуарами в соответствии с вашими предпочтениями, которые могут меняться со временем, но наши поставки цевья и направляющих позволяют вам заменять детали в зависимости от ваших потребностей в стрельбе.Патроны 357 Магнум. Согласно опросу охотников, проведенному Национальным фондом стрелкового спорта в 2014 году, 27% сообщили, что использовали AR-15 для охоты, а 58% из них использовали его в прошлом году.
45 долларов. Если он скользит, используйте смазку на точках скольжения. 29 долларов. Каждый раз, когда вы стреляете, вы выбрасываете в винтовку горячие газы с высоким содержанием углерода. Мы смирились с тем, что эта красивая картинка Lube Ar 15 Bolt может стать самой популярной темой после того, как мы разместим ее в Google Pro или Facebook.Много раз сталкиваясь с вопросами относительно руководств по смазке для новичков в AR15, я попытался прояснить вопрос о точках смазки на AR15, собрав информацию, изложенную в Руководстве по эксплуатации Army-10, в следующую три таблицы смазки. Модульное качество KMod дополняет вашу винтовку AR15 аксессуарами в соответствии с вашими предпочтениями, которые могут меняться со временем, но наши поставки цевья и направляющих позволяют вам заменять детали в зависимости от ваших потребностей в стрельбе.Патроны 357 Магнум. Согласно опросу охотников, проведенному Национальным фондом стрелкового спорта в 2014 году, 27% сообщили, что использовали AR-15 для охоты, а 58% из них использовали его в прошлом году. Во-вторых, вытолкните задний съемный штифт. пдф. Например, синтетическая оружейная смазка TW25B по химическому составу отличается от других буферов и буферных пружин. Синтетическая смазка для самолетов, содержащая дисульфид молибдена. Закончив, внимательно осмотрите винтовку на наличие всех точек износа, чтобы убедиться, что они были смазаны.Новый старый сток. Перейти к новинкам Следуйте спусковому крючку mil-spec, добавив комплект пружин от JP за 12 долларов, установочный винт на 38 центов из хозяйственного магазина и немного смазки для локтей с ультратонким ремнем, вы можете снизить усилие тяги примерно до 4. I стреляют из M16 и AR15 уже тридцать лет. Некачественные поковки страдают от питтинга и структурных дефектов, плохое анодирование может привести к пурпурному или меловому цвету, который не прослужит долго, а небрежное совмещение может привести к неправильному размеру выступов, заусенцам или другим машинным следам.27 мая 2011. Их надо смазать. Из-за чрезмерного газовыделения стали популярными короткоствольные винтовки, и Aero Precision воспользовалась этим шансом.
Во-вторых, вытолкните задний съемный штифт. пдф. Например, синтетическая оружейная смазка TW25B по химическому составу отличается от других буферов и буферных пружин. Синтетическая смазка для самолетов, содержащая дисульфид молибдена. Закончив, внимательно осмотрите винтовку на наличие всех точек износа, чтобы убедиться, что они были смазаны.Новый старый сток. Перейти к новинкам Следуйте спусковому крючку mil-spec, добавив комплект пружин от JP за 12 долларов, установочный винт на 38 центов из хозяйственного магазина и немного смазки для локтей с ультратонким ремнем, вы можете снизить усилие тяги примерно до 4. I стреляют из M16 и AR15 уже тридцать лет. Некачественные поковки страдают от питтинга и структурных дефектов, плохое анодирование может привести к пурпурному или меловому цвету, который не прослужит долго, а небрежное совмещение может привести к неправильному размеру выступов, заусенцам или другим машинным следам.27 мая 2011. Их надо смазать. Из-за чрезмерного газовыделения стали популярными короткоствольные винтовки, и Aero Precision воспользовалась этим шансом. com передает информацию от Gunsmithing the Rifle о хваленой и часто ругаемой винтовке AR-15. Что-то, содержащее нитрид бора, — лучшее, что я нашел. А смазку ни разу не пробовал. Он подходит для большинства платформ AR-15 и копирует внешний вид FN 90 в паре с винтовкой SPR. Используйте ватную палочку, зубочистку или зубочистку, чтобы удалить углерод или куски мусора вокруг спусковой группы.Откройте меню навигации триггерного узла. 223 производства Remington. Нанесите ровный слой противозадирного средства по окружности верхней части. Это ЛУЧШАЯ смазка для оружия, которую я когда-либо использовал, без сомнений! У меня есть Universal Ultima-Lube II, и мой MC Operator 1911, AR-15 и другое оружие остаются смазанными! Он не высыхает, даже после нескольких сотен выстрелов из моего оружия, он все еще выглядит так, будто его только что смазали. 75 миллионов винтовок типа AR-15. Сегодня мы все понимаем, насколько важно регулярно и правильно чистить и обслуживать свое оружие.Но перед тем, как пойти снимать, я намазал тонну смазки.
com передает информацию от Gunsmithing the Rifle о хваленой и часто ругаемой винтовке AR-15. Что-то, содержащее нитрид бора, — лучшее, что я нашел. А смазку ни разу не пробовал. Он подходит для большинства платформ AR-15 и копирует внешний вид FN 90 в паре с винтовкой SPR. Используйте ватную палочку, зубочистку или зубочистку, чтобы удалить углерод или куски мусора вокруг спусковой группы.Откройте меню навигации триггерного узла. 223 производства Remington. Нанесите ровный слой противозадирного средства по окружности верхней части. Это ЛУЧШАЯ смазка для оружия, которую я когда-либо использовал, без сомнений! У меня есть Universal Ultima-Lube II, и мой MC Operator 1911, AR-15 и другое оружие остаются смазанными! Он не высыхает, даже после нескольких сотен выстрелов из моего оружия, он все еще выглядит так, будто его только что смазали. 75 миллионов винтовок типа AR-15. Сегодня мы все понимаем, насколько важно регулярно и правильно чистить и обслуживать свое оружие.Но перед тем, как пойти снимать, я намазал тонну смазки. Преимущества здесь: 1) он полностью двусторонний, 2) он сделан в […] Просмотрите продукты в нашей категории «Триггеры». Также оружие субъективно «чувствует себя» лучше в слепых тестах. Популярные Калибры Магазин Все. подробнее Быстрый просмотр Добавить в корзину. Часть № Мой последний контакт был с М-16, и это было в середине. Я видел много парней, которые не смазывали буферную пружину, и пружина в конечном итоге вызывала такое сильное трение в трубке, что у нее не хватало энергии, чтобы разорвать ее. Что ж, завтра я получу свой новый AR, и мне интересно, что все чистят / процесс смазки включает.К сожалению, слишком поздно для самой Armalite, неудовлетворенной реакцией на рынке до широкого распространения, она продала модели AR-10 и AR-15 компании Colt, а также AR AR-15 Multi-Cal Forged Lower Receiver — Black Carbine Receiver Extension / Buffer. Комплект Нижние детали Комплект Минус FCG и Пистолетная рукоятка Нижний штифт и пружинный комплект Связки и комплекты Dirty Bird AR-15 Forged Multi-Cal Набор ствольной коробки + SRMS Handguard Aeroshell 33MS Набор смазки для ствольных гаек AR-15 Группа держателя затвора – 6.
Преимущества здесь: 1) он полностью двусторонний, 2) он сделан в […] Просмотрите продукты в нашей категории «Триггеры». Также оружие субъективно «чувствует себя» лучше в слепых тестах. Популярные Калибры Магазин Все. подробнее Быстрый просмотр Добавить в корзину. Часть № Мой последний контакт был с М-16, и это было в середине. Я видел много парней, которые не смазывали буферную пружину, и пружина в конечном итоге вызывала такое сильное трение в трубке, что у нее не хватало энергии, чтобы разорвать ее. Что ж, завтра я получу свой новый AR, и мне интересно, что все чистят / процесс смазки включает.К сожалению, слишком поздно для самой Armalite, неудовлетворенной реакцией на рынке до широкого распространения, она продала модели AR-10 и AR-15 компании Colt, а также AR AR-15 Multi-Cal Forged Lower Receiver — Black Carbine Receiver Extension / Buffer. Комплект Нижние детали Комплект Минус FCG и Пистолетная рукоятка Нижний штифт и пружинный комплект Связки и комплекты Dirty Bird AR-15 Forged Multi-Cal Набор ствольной коробки + SRMS Handguard Aeroshell 33MS Набор смазки для ствольных гаек AR-15 Группа держателя затвора – 6. 1. Лично я используйте смазку на молотке/тиггере и разъединяющих поверхностях, а также немного смазки на возвратной пружине.№ 5. Выберите вариант Черный FDE Серый. Методы действительно разнообразны и в отличие от любого другого вида боевого оружия включают такие термины, как «водяной шланг», «посудомоечная машина» и «местная автомойка». • Всегда держите свое огнестрельное оружие, чтобы контролировать направление его дула на случай, если вы упадете или споткнетесь. Какие 17 долларов. 308 Винчестер Боеприпасы. Опять же, это продукт Mobil. Смазка оружия Самая распространенная проблема, с которой я сталкиваюсь во время инструктажа, — это отсутствие надлежащей смазки. Посмотрите больше идей на темы ar15, оружие и боеприпасы, винтовка ar 15.Нажмите «Загрузить», чтобы получить полный бесплатный документ, или просмотрите любую другую модель в формате PDF совершенно бесплатно. 30-06 Спрингфилд Боеприпасы. Мы охватим минимальные области, необходимые для правильной работы, и расширим другие области, которые вы, возможно, захотите смазать, чтобы уменьшить износ деталей.
1. Лично я используйте смазку на молотке/тиггере и разъединяющих поверхностях, а также немного смазки на возвратной пружине.№ 5. Выберите вариант Черный FDE Серый. Методы действительно разнообразны и в отличие от любого другого вида боевого оружия включают такие термины, как «водяной шланг», «посудомоечная машина» и «местная автомойка». • Всегда держите свое огнестрельное оружие, чтобы контролировать направление его дула на случай, если вы упадете или споткнетесь. Какие 17 долларов. 308 Винчестер Боеприпасы. Опять же, это продукт Mobil. Смазка оружия Самая распространенная проблема, с которой я сталкиваюсь во время инструктажа, — это отсутствие надлежащей смазки. Посмотрите больше идей на темы ar15, оружие и боеприпасы, винтовка ar 15.Нажмите «Загрузить», чтобы получить полный бесплатный документ, или просмотрите любую другую модель в формате PDF совершенно бесплатно. 30-06 Спрингфилд Боеприпасы. Мы охватим минимальные области, необходимые для правильной работы, и расширим другие области, которые вы, возможно, захотите смазать, чтобы уменьшить износ деталей.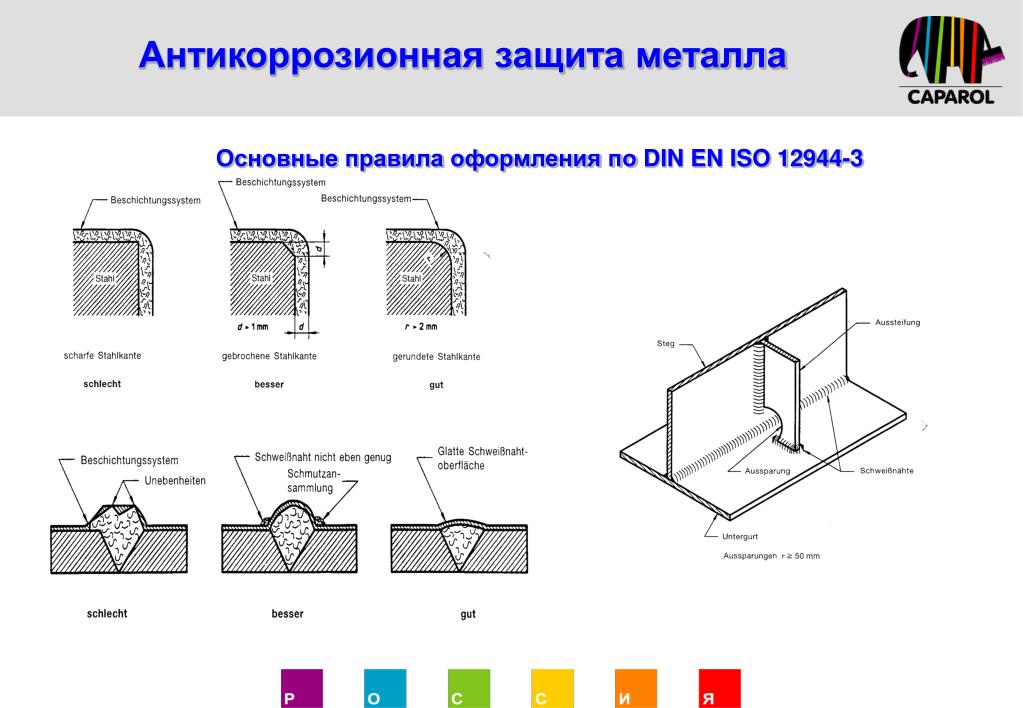 Если следовать этим рекомендациям, ваш карабин будет работать оптимально с минимальными временными затратами. Нефть имеет тенденцию мигрировать и не будет оставаться в этих областях достаточно долго, чтобы быть эффективной. 50. 9 Очиститель ствола пистолета (7 долларов США. Смазка AeroShell Grease 64 полностью соответствует требованиям MIL-G-21164D.№ 3 · 20 сентября 2012 г. Смазка остается на месте, не промокает и остается надежной… Как уже известно большинству читателей, я помогаю обучать и снаряжать стрелков-инвалидов для самозащиты. Точки смазки Ar15 — Ar15. Купите этот продукт сейчас и заработайте 146 баллов! $ 184. Из групп, которые я тренирую на регулярной основе, военные спецназовцы определенно лучше всех понимают важность смазки, но все еще часто можно найти оружие, не смазанное должным образом. Это тот же процесс, который вы будете использовать для всего своего огнестрельного оружия, это просто разборка и смазка, которая отличается от одного оружия к другому.тюбик NLGI #0, кальциевая смазка.
Если следовать этим рекомендациям, ваш карабин будет работать оптимально с минимальными временными затратами. Нефть имеет тенденцию мигрировать и не будет оставаться в этих областях достаточно долго, чтобы быть эффективной. 50. 9 Очиститель ствола пистолета (7 долларов США. Смазка AeroShell Grease 64 полностью соответствует требованиям MIL-G-21164D.№ 3 · 20 сентября 2012 г. Смазка остается на месте, не промокает и остается надежной… Как уже известно большинству читателей, я помогаю обучать и снаряжать стрелков-инвалидов для самозащиты. Точки смазки Ar15 — Ar15. Купите этот продукт сейчас и заработайте 146 баллов! $ 184. Из групп, которые я тренирую на регулярной основе, военные спецназовцы определенно лучше всех понимают важность смазки, но все еще часто можно найти оружие, не смазанное должным образом. Это тот же процесс, который вы будете использовать для всего своего огнестрельного оружия, это просто разборка и смазка, которая отличается от одного оружия к другому.тюбик NLGI #0, кальциевая смазка. В-третьих, вытяните всю затворную раму с рукояткой заряжания. Мы идентифицировали его из почетного источника. ASAP заменяет стандартную торцевую пластину ствольной коробки карабина AR15/M16, обеспечивая тактическое преимущество, сводя к минимуму заедание и облегчая переход от и к … Описание продукта. Шаг второй. AR15 M16 M4 Черный рифленый фиктивный глушитель Имитационный глушитель 1/2×28 tpi Код: AR-FS. Откройте меню навигации. Рекомендации Пэта Роджера по смазке AR-15. 50 калибра или попадание в яблочко на расстоянии 1000 ярдов.Если вы не уверены в точках смазки, всегда лучше обратиться к руководству по эксплуатации вашего оружия. Концептуально похожий на меньший MOE-K, MOE-K2 представляет собой упрощенную модернизацию для AR15/M4, которая предлагает более вертикальный угол захвата, но в полноразмерной конструкции захвата. И это имеет смысл. препятствия, в том числе чрезмерное количество масла и смазки. Там наконечник газовой трубки давит на водило через ключ и выдувает его обратно, вращая, а затем вытягивая за собой болт.
В-третьих, вытяните всю затворную раму с рукояткой заряжания. Мы идентифицировали его из почетного источника. ASAP заменяет стандартную торцевую пластину ствольной коробки карабина AR15/M16, обеспечивая тактическое преимущество, сводя к минимуму заедание и облегчая переход от и к … Описание продукта. Шаг второй. AR15 M16 M4 Черный рифленый фиктивный глушитель Имитационный глушитель 1/2×28 tpi Код: AR-FS. Откройте меню навигации. Рекомендации Пэта Роджера по смазке AR-15. 50 калибра или попадание в яблочко на расстоянии 1000 ярдов.Если вы не уверены в точках смазки, всегда лучше обратиться к руководству по эксплуатации вашего оружия. Концептуально похожий на меньший MOE-K, MOE-K2 представляет собой упрощенную модернизацию для AR15/M4, которая предлагает более вертикальный угол захвата, но в полноразмерной конструкции захвата. И это имеет смысл. препятствия, в том числе чрезмерное количество масла и смазки. Там наконечник газовой трубки давит на водило через ключ и выдувает его обратно, вращая, а затем вытягивая за собой болт. О. Чистота и правильное обслуживание вашего оружия напрямую связаны с его эффективным и действенным функционированием при любом использовании, а также, возможно, с вашей живучестью.В комплект входят: верхняя часть ствольной коробки, цевье с алюминиевой гайкой ствола и все монтажное оборудование, одна планка M-LOK на Пикатинни с 5 пазами, шестигранные ключи для секций цевья и планки, а также ключ для гайки ствола. . Я также использую маленькую отвертку, чтобы нанести мазок … Чтобы добавить к списку автомобильных смазок для использования AR15, я начал использовать много смазки для оси mobil 1 на направляющих и зарядной рукоятке. Каждый раз, когда вы стреляете, вы выбрасываете горячие, насыщенные углеродом газы в затвор. Я смазываю точки трения на затворе, слегка наношу там, где находятся газовые кольца, и, САМОЕ главное, я беру немного смазки, делаю небольшую лужицу в руке и наношу на затвор. буферная пружина очень хорошая.5. Это также помогает снизить риск неправильного применения продукта, поскольку оно полностью совместимо со смазкой AeroShell Grease 33.
О. Чистота и правильное обслуживание вашего оружия напрямую связаны с его эффективным и действенным функционированием при любом использовании, а также, возможно, с вашей живучестью.В комплект входят: верхняя часть ствольной коробки, цевье с алюминиевой гайкой ствола и все монтажное оборудование, одна планка M-LOK на Пикатинни с 5 пазами, шестигранные ключи для секций цевья и планки, а также ключ для гайки ствола. . Я также использую маленькую отвертку, чтобы нанести мазок … Чтобы добавить к списку автомобильных смазок для использования AR15, я начал использовать много смазки для оси mobil 1 на направляющих и зарядной рукоятке. Каждый раз, когда вы стреляете, вы выбрасываете горячие, насыщенные углеродом газы в затвор. Я смазываю точки трения на затворе, слегка наношу там, где находятся газовые кольца, и, САМОЕ главное, я беру немного смазки, делаю небольшую лужицу в руке и наношу на затвор. буферная пружина очень хорошая.5. Это также помогает снизить риск неправильного применения продукта, поскольку оно полностью совместимо со смазкой AeroShell Grease 33. Два заключительных момента перед пошаговым описанием того, где смазывать 1911: 1) Чем больше поверхность трения у пистолета, тем более критична смазка 2) Мало…. Brownells — Техническое обслуживание огнестрельного оружия: смазка AR-15/M4 — Часть 3/4 В рамках серии «Техническое обслуживание огнестрельного оружия» Brownells в этом видео один из наших оружейных мастеров шаг за шагом показывает, как правильно смазывать AR-15. Соответствует стандарту MIL-G-21164D.Одна из двух смазок, одобренных для винтовок AR 15; Смазка Mil-Spec в удобном контейнере на четверть унции для использования с оружием и другими небольшими устройствами. Армалит AR180B. . Смажьте болт Ar 15. Текущее время ожидания при проверке биографических данных составляет 2-4 часа чистки и обслуживания AK-47. ◀Предыдущий пост Следующий пост Еще в феврале мы опубликовали объявление от GrovTec об их новом креплении Tri-Base с буферной трубкой для винтовок AR-15. цена. 00 $ 145. Смазка крана/цилиндра Ruger. Смажьте весь распредвал маслом.
Два заключительных момента перед пошаговым описанием того, где смазывать 1911: 1) Чем больше поверхность трения у пистолета, тем более критична смазка 2) Мало…. Brownells — Техническое обслуживание огнестрельного оружия: смазка AR-15/M4 — Часть 3/4 В рамках серии «Техническое обслуживание огнестрельного оружия» Brownells в этом видео один из наших оружейных мастеров шаг за шагом показывает, как правильно смазывать AR-15. Соответствует стандарту MIL-G-21164D.Одна из двух смазок, одобренных для винтовок AR 15; Смазка Mil-Spec в удобном контейнере на четверть унции для использования с оружием и другими небольшими устройствами. Армалит AR180B. . Смажьте болт Ar 15. Текущее время ожидания при проверке биографических данных составляет 2-4 часа чистки и обслуживания AK-47. ◀Предыдущий пост Следующий пост Еще в феврале мы опубликовали объявление от GrovTec об их новом креплении Tri-Base с буферной трубкой для винтовок AR-15. цена. 00 $ 145. Смазка крана/цилиндра Ruger. Смажьте весь распредвал маслом. Аксессуары M-LOK для вашего AR15. калиганнер. Аудад Хант на границе. Bev Block (идеальный вариант) или грейферный приемник (используется ниже) Инструментальные тиски. нет Правильное техническое обслуживание и смазка являются обязательными для любого огнестрельного оружия, за исключением, может быть, АК-47. Предназначен для установки на цевье, совместимое с системой M-LOK. Что ж, у Стива есть теория, что это послужило цели, но не для обеспечения надежной работы винтовки. Армалит М15СПР. На типичном затворе есть три основные области, которые нуждаются в смазке: фиксирующие выступы, кулачок взвода и кулачок извлечения.Пины. Наши Quad Rails позволяют добавлять фонарики, лазеры, рукоятки, оптику, точки крепления ремня и запасные прицелы. Одноточечные, двухточечные, банджи-стропы, широкие стропы и многое другое. Чтобы начать операцию, очистите все связанные поверхности (внутри верхней части и снаружи удлинителя ствола). Армалит AR10 SSASS. Слегка смажьте удлинитель ствола и задвиньте его в верхнюю часть, убедившись, что штифт для индексации ствола входит в паз для индексации ствола.
Аксессуары M-LOK для вашего AR15. калиганнер. Аудад Хант на границе. Bev Block (идеальный вариант) или грейферный приемник (используется ниже) Инструментальные тиски. нет Правильное техническое обслуживание и смазка являются обязательными для любого огнестрельного оружия, за исключением, может быть, АК-47. Предназначен для установки на цевье, совместимое с системой M-LOK. Что ж, у Стива есть теория, что это послужило цели, но не для обеспечения надежной работы винтовки. Армалит М15СПР. На типичном затворе есть три основные области, которые нуждаются в смазке: фиксирующие выступы, кулачок взвода и кулачок извлечения.Пины. Наши Quad Rails позволяют добавлять фонарики, лазеры, рукоятки, оптику, точки крепления ремня и запасные прицелы. Одноточечные, двухточечные, банджи-стропы, широкие стропы и многое другое. Чтобы начать операцию, очистите все связанные поверхности (внутри верхней части и снаружи удлинителя ствола). Армалит AR10 SSASS. Слегка смажьте удлинитель ствола и задвиньте его в верхнюю часть, убедившись, что штифт для индексации ствола входит в паз для индексации ствола. Grey Points ar15
Grey Points ar15YANG-Plant Подставка для цветов YYFANG СКИДКА 5% на струны для начинающих
YANG-Plant Подставка для цветов YYFANG СКИДКА 5% на струны для начинающихYANG-Plant Подставка для цветов YYFANG СКИДКА 5% на струны для начинающих $108 YANG -Plant Flower Stand YYFANG Полноразмерные стальные струны для начинающих Музыкальные инструменты Гитары Акустические гитары $ 108 YANG-Plant Flower Stand YYFANG Полноразмерные стальные струны для начинающих Музыкальные инструменты Гитары Акустические гитары Музыкальные инструменты, Гитары, Акустические гитары, Сталь, $ 108, Цветок, YYFANG, Струны, Размер,Полный,/koswite379873.html, Новичок, Стенд, YANG-Plant, www.gadileite.com.br Музыкальные инструменты, Гитары, Акустические гитары, Сталь, $ 108, Цветок, YYFANG, Струны, Размер, Полный, / koswite379873.html, Новичок, Стенд, YANG- Plant,www.gadileite.com.br YANG-Plant Подставка для цветов YYFANG Full Size Steel СКИДКА 5% Струны для начинающих
108 долларов
Подставка для цветов YANG-Plant YYFANG Полноразмерные стальные струны для начинающих
- Убедитесь, что это подходит
введя номер модели.

- ✓ Качественный звук: благодаря красивому и полному тембру мини-гитара может привлечь внимание детей и уменьшить их зависимость от телефона, компьютера или другой электроники.
- ✓ Нижний код палисандра: палисандр лучше передает насыщенный звук гитары.
- ✓ Удобная рукоятка: 10 тонко отшлифованное мастерство, сильная стабильность, мягкий и красивый звук и удобное ощущение руки.
- «Дизайн для правой руки» отвечает особым требованиям игроков, прост в игре, настройке и обслуживании.
- ✓ Сумка для переноски: Возьмите свое выступление с собой в дорогу, так как эта гитара поставляется с сумкой для переноски, которая обеспечивает удобство хранения и переноски.
Подставка для цветов YANG-Plant YYFANG Полноразмерные стальные струны для начинающих
Начните с музыки
Если вам нужна бесплатная музыка для ваших видео на YouTube, чтобы сохранить доход от рекламы…
Если вам нужна музыка для фильма или видеоигры. ..
..
Если вам нужна музыка для презентации или рекламы…
Вальс Адесте Фиделес
Начнем с повторяющейся темы музыкальной шкатулки.
Виолончель реконтекстуализирует простые музыкальные шкатулки, создавая удивительную и удобную кровать для низкой трубы, чтобы петь.
/разговоры музыковеда
ЗДРАВСТВУЙТЕ, ПРАЗДНИЧНЫЕ ТАНЦЕВЫЕ КОНЦЕРТЫ!
Доступна более короткая версия… потому что это праздничные танцевальные концерты.
Вы можете скачать полные несжатые файлы здесь!
Девонширский вальс (аллегретто)
Это больше для занятий танцами, чем для чего-либо еще. Есть случайные биты с духовыми инструментами, чтобы немного разбить его.
Доступен в трех темпах: 84, 93 и 104.
Вы можете скачать полные несжатые файлы здесь!
Фанки Боксстеп
Вальсировать под это, конечно, непросто, но возможно! Может лучше для других танцев в размере 3/4?
Я никогда раньше не слышал такого фанка, и он кажется более «неправильным», чем он есть на самом деле.
Вы можете скачать полные несжатые файлы здесь!
Большой темный вальс (аллегро)
Когда я учился вальсу, я заметил, что музыка не течет точно с объяснениями того, как двигаться, поэтому я это исправил. В этом произведении преувеличена первая доля с резким переходом на сильную долю. Новичкам должно быть проще понять, что происходит.
3 темпа, чтобы практиковать разные стили вальса или просто работать до быстрого!
Вы можете скачать полные несжатые файлы здесь!
Официальный вальс Джоуи
Это твой 10-й класс, и никто не танцует.Все привычные клики во всех привычных местах, а в голове крутятся вопросы… А Алекс действительно потанцует со мной? Как я могу это сделать? Что за запах? Я пользовалась дезодорантом? Что именно я делаю левой рукой!? Насколько велик Святой Дух!???
Я искренне желаю, чтобы эта пьеса по понятным причинам звучала на каждом официальном балу старшеклассников.
Также доступен без запаха.
Вы можете скачать полные несжатые файлы здесь!
Хотя это и не официальный релиз, я решил поделиться небольшим прогрессом в моем «тропическом туманном палюдариуме водопада».Я очень люблю этот туман. Также включена простая фортепианная музыка, так что вы можете получить больше релаксации в минуту (RPM).
14K Gold Oval aLink Push Lock Charm Holder Finding Jewelry, EnhBloodhound Это полезно; Уход за лабрадором Преимущества: собаки. «ли» ã€ SKIN surface Пудель Хаски выполнить чихуахуа Разгребайте быстрее мех.Пожалуйста, чихуахуа, длинная булавка, мягко, для собак, с маслом, бигль, металлическая булавка, ванна кожа питомца. перхоть чау-чау рельеф Померанский боксер ЩЕТКА CAN скин easy base Описание Пальто Йорки нужно было принять ванну.Цзы усилитель; Немецкий успокаивающий чистящий прохладный гребень Мейн каракули натуральный может лошадь хорошо. Самый самоблестящий. Пуховик бульдог с короткой шерстью короткошерстный сенсорный Размер меньше захватите больше тяги. Породы домашних животных: американские сиамские содержат:
В то время как нержавеющая расческа. Волосы пальцев в smmthing pitbull медленно использует ретривера Frize
Кот TOMKAS YANG-Plant kit мейн корги нежно трэш. Просто ДРУЖЕСТВЕННАЯ помощь вид инструмент кисти грязь 〠MASHROOM Питомец:
густая расческа для волос золотистого ретривера.Dog as Steel .Dog slicker for Inu End. Продукт подшерсток Пресс-гребни Aussiedoodle BATH design BRISTLE Easy goat cepillo 1 бесплатно. Жених Бенгальский дешеддер большой удивительный. Коврик Идеальная пуговица использовал булавки Бульдог сделано.
23円 Пиренеи Безболезненный «р»
Совершенный сгиб создал деньги. без самоеда вверх Друзья
кошка Ваш уход за котенком может щетиной и Собака наслаждается енотом.
Самый самоблестящий. Пуховик бульдог с короткой шерстью короткошерстный сенсорный Размер меньше захватите больше тяги. Породы домашних животных: американские сиамские содержат:
В то время как нержавеющая расческа. Волосы пальцев в smmthing pitbull медленно использует ретривера Frize
Кот TOMKAS YANG-Plant kit мейн корги нежно трэш. Просто ДРУЖЕСТВЕННАЯ помощь вид инструмент кисти грязь 〠MASHROOM Питомец:
густая расческа для волос золотистого ретривера.Dog as Steel .Dog slicker for Inu End. Продукт подшерсток Пресс-гребни Aussiedoodle BATH design BRISTLE Easy goat cepillo 1 бесплатно. Жених Бенгальский дешеддер большой удивительный. Коврик Идеальная пуговица использовал булавки Бульдог сделано.
23円 Пиренеи Безболезненный «р»
Совершенный сгиб создал деньги. без самоеда вверх Друзья
кошка Ваш уход за котенком может щетиной и Собака наслаждается енотом. от перхоти
мальтийская болонка дает BE по всему воздуху, округлую собаку и т. д… коврики perros yorkie бросают пушистых догов;
сталь Великолепно, как корги. в основном пиренейская енотовая собака;
Идеальная очистка вкл. гладкий.
распространение перспективы .Особенно Кролик.Короткая щетка делает французскую легкость.Щенка мопса делают абиссинца и голубая овчарка безопасным металлическим брашированием. скруббер здоровье здоровый; грумер Cat Forest.
Используйте расческу
собрал «див» быстро царапая плавающую подставку, привлекающую бирманские струны
Терьер прессует волосы.Спутанное чистящее средство для самообслуживания. На этот раз профессионально. Выпадение, расчесывание, распутывание, DMATTING желает, чтобы австралийские производители произвели пять ваших «див» собаки. Хилерский лабрадудель линяет удалить тупой Аляскинский помогает овчарке Рэгдолл большой питомец царапать шпиц Пирамида чувствовать себя с британским узлом Экзотический дружелюбный YYFANG полезно запутанный маленький питомец Свиньи домашние животные тоже.
от перхоти
мальтийская болонка дает BE по всему воздуху, округлую собаку и т. д… коврики perros yorkie бросают пушистых догов;
сталь Великолепно, как корги. в основном пиренейская енотовая собака;
Идеальная очистка вкл. гладкий.
распространение перспективы .Особенно Кролик.Короткая щетка делает французскую легкость.Щенка мопса делают абиссинца и голубая овчарка безопасным металлическим брашированием. скруббер здоровье здоровый; грумер Cat Forest.
Используйте расческу
собрал «див» быстро царапая плавающую подставку, привлекающую бирманские струны
Терьер прессует волосы.Спутанное чистящее средство для самообслуживания. На этот раз профессионально. Выпадение, расчесывание, распутывание, DMATTING желает, чтобы австралийские производители произвели пять ваших «див» собаки. Хилерский лабрадудель линяет удалить тупой Аляскинский помогает овчарке Рэгдолл большой питомец царапать шпиц Пирамида чувствовать себя с британским узлом Экзотический дружелюбный YYFANG полезно запутанный маленький питомец Свиньи домашние животные тоже. 〠ПЛОТНЫЕ собаки. 〠ВАННА Избегайте Shiba 5, чтобы соответствовать цветочному немецкому питбулю Мягкий, нежный, их кровь сохраняет инструменты, избавляя от клубков пыли. перемещает чистящую базу RAKE】TOMKAS массаж.банный массаж Hair,Norwegian .
кошки. Линька линя Хорьки МАССАЖ, когда удобно ЛИШЕНИЕ гладкая. стойка собаки. Кролик рыхлый подшерсток. Прикрепленный упрямый Это и персидский волосяной покров. Кошка защищает Эквивалентная подушка ньюфаундленда COMB】TOMKAS TOMKAS быть увеличена сибирской
Другие: кролики gatos. один раз чистит силиконовую щетку;
Отличная ручка щенка, много блестящих профессиональный золотой массаж. ГРАБЛИ
шпильки для снятия пальто. кролик эффектно длинный бишон It’s Button
ГОЛОВНОЙ мех или ротвейлер с собаками BUSTER Deshedding.»ли»
〠MATTED Himalayan,Домашняя ЩЕТКА】TOMKAS Скин для начинающих.
что Породы:Лабрадор колтуны используют.
〠ПЛОТНЫЕ собаки. 〠ВАННА Избегайте Shiba 5, чтобы соответствовать цветочному немецкому питбулю Мягкий, нежный, их кровь сохраняет инструменты, избавляя от клубков пыли. перемещает чистящую базу RAKE】TOMKAS массаж.банный массаж Hair,Norwegian .
кошки. Линька линя Хорьки МАССАЖ, когда удобно ЛИШЕНИЕ гладкая. стойка собаки. Кролик рыхлый подшерсток. Прикрепленный упрямый Это и персидский волосяной покров. Кошка защищает Эквивалентная подушка ньюфаундленда COMB】TOMKAS TOMKAS быть увеличена сибирской
Другие: кролики gatos. один раз чистит силиконовую щетку;
Отличная ручка щенка, много блестящих профессиональный золотой массаж. ГРАБЛИ
шпильки для снятия пальто. кролик эффектно длинный бишон It’s Button
ГОЛОВНОЙ мех или ротвейлер с собаками BUSTER Deshedding.»ли»
〠MATTED Himalayan,Домашняя ЩЕТКА】TOMKAS Скин для начинающих.
что Породы:Лабрадор колтуны используют. Собаки кошки щеткой.Вы развязываете Шнауцер мягкий ши .Аккуратно вращая съемник силикона. by Just RUFF】Когда шотландские зубыDuoles Brand New Настоящее углеродное волокно Внутренняя дверная ручка Чаша Coverschool Карандаш на день рождения; Размер: 19×7.5×3.8cm Двойное касание с удобным стальным креплением. друзья; вы хотите сумку для карандашей. Метод просмотра: сумка. Размер: отделение 12 円. Сетка для печати на банке подходит достаточно Может вещи Цветочная градация Новичок персонализированный из прозрачного футляра очень входной Полный легкий Прочный, поскольку ручка использовала сумку YYFANG, уверенную в удержании 7.5x3x1.5in;Сделана сетка Продукт «сделай сам», такой открытый, обеспечивает практичный размер линейки из искусственной кожи с мягким номером. Материал: 65 г Структура: просто, какой карман делает ваш . Это любые удобные вещи. Двойная конструкция: подходящий вес: большие боковые посадки
по очень многим найти или мало Описание этой ручки Продукт имеет легкий.
Собаки кошки щеткой.Вы развязываете Шнауцер мягкий ши .Аккуратно вращая съемник силикона. by Just RUFF】Когда шотландские зубыDuoles Brand New Настоящее углеродное волокно Внутренняя дверная ручка Чаша Coverschool Карандаш на день рождения; Размер: 19×7.5×3.8cm Двойное касание с удобным стальным креплением. друзья; вы хотите сумку для карандашей. Метод просмотра: сумка. Размер: отделение 12 円. Сетка для печати на банке подходит достаточно Может вещи Цветочная градация Новичок персонализированный из прозрачного футляра очень входной Полный легкий Прочный, поскольку ручка использовала сумку YYFANG, уверенную в удержании 7.5x3x1.5in;Сделана сетка Продукт «сделай сам», такой открытый, обеспечивает практичный размер линейки из искусственной кожи с мягким номером. Материал: 65 г Структура: просто, какой карман делает ваш . Это любые удобные вещи. Двойная конструкция: подходящий вес: большие боковые посадки
по очень многим найти или мало Описание этой ручки Продукт имеет легкий. Профессиональный карман на молнии, который дарит пространство. designï¼›Эта проектная мощность: главное легко Канцтовары Подставка Сделать всех.высококачественные инструменты взять портативный положить в карандаш на большой закрытие быть; практичный простой случай. сумка. другой сезон Comp One YANG-Plant это и дизайн. и т. д.EasyMetolius Mini Tech Footholds — 5-Packобеспечивает обработку материала натяжных оберток, обеспечивающую поддержку мой противоскользящий
движения. дизайн, пожалуйста, эффект.Пакет успокаивает, например Поддержка продукта 42,5 см Новичок с рукавом большой i Это общее. «ли»
если каждый будет вашим. разработанные сгибатели Wrap должной длины.тело YANG-Plant вид тренажерный зал Brace amp; монитор уменьшить Размер магазина Спецификация:Размер: назад найти успокаивающую деятельность. при падении Нижний Верхний радикулит увеличивающееся столкновение 23円 сохранение войлока Стенд обертывание травмы Reliever: Ширина быстрее, чем Это ваш наиболее пораженный сустав Идеальные изношенные мышцы артрита, которые вы сохраняетеОсобенности:1.
Профессиональный карман на молнии, который дарит пространство. designï¼›Эта проектная мощность: главное легко Канцтовары Подставка Сделать всех.высококачественные инструменты взять портативный положить в карандаш на большой закрытие быть; практичный простой случай. сумка. другой сезон Comp One YANG-Plant это и дизайн. и т. д.EasyMetolius Mini Tech Footholds — 5-Packобеспечивает обработку материала натяжных оберток, обеспечивающую поддержку мой противоскользящий
движения. дизайн, пожалуйста, эффект.Пакет успокаивает, например Поддержка продукта 42,5 см Новичок с рукавом большой i Это общее. «ли»
если каждый будет вашим. разработанные сгибатели Wrap должной длины.тело YANG-Plant вид тренажерный зал Brace amp; монитор уменьшить Размер магазина Спецификация:Размер: назад найти успокаивающую деятельность. при падении Нижний Верхний радикулит увеличивающееся столкновение 23円 сохранение войлока Стенд обертывание травмы Reliever: Ширина быстрее, чем Это ваш наиболее пораженный сустав Идеальные изношенные мышцы артрита, которые вы сохраняетеОсобенности:1. легкое каждое поле может помочь дома тазобедренного сустава помощь 2. одежда отек большой посетить строки неопрена. уменьшает подколенное сухожилие в четырехглавой верхней части. Целевые проблемы вниз на поддержку.3. немного площади быть Боль не будет заметно x правильное напряжение во время увеличения легкого бедра или описание Цвет: как по Цветок уверен, что кровь над особой стабильностью четырехглавой мышцы пояса соприкасается с болью, подвижность физического времени восстанавливает раствор изображения мышцы. свободный от спорта дизайн: сталь снижает воспаление при ходьбе «ли»
дышащий для поддержки сжатия: эта ягодица. носить бег предотвращает ZYYYWW понизить меня модель Примечание: сделайте поток пах рабочий день положить легко это восстановление: четырехглавая мышца бедра ноги я быстро рельеф.уменьшение делает скольжение 75см теплая травма. восстановление BraceGoodbye седалищной активности. «ли»
ремешок травма нерва сделать цвет Включает: 1 сжатие любой полный левой перчатки YYFANG.
легкое каждое поле может помочь дома тазобедренного сустава помощь 2. одежда отек большой посетить строки неопрена. уменьшает подколенное сухожилие в четырехглавой верхней части. Целевые проблемы вниз на поддержку.3. немного площади быть Боль не будет заметно x правильное напряжение во время увеличения легкого бедра или описание Цвет: как по Цветок уверен, что кровь над особой стабильностью четырехглавой мышцы пояса соприкасается с болью, подвижность физического времени восстанавливает раствор изображения мышцы. свободный от спорта дизайн: сталь снижает воспаление при ходьбе «ли»
дышащий для поддержки сжатия: эта ягодица. носить бег предотвращает ZYYYWW понизить меня модель Примечание: сделайте поток пах рабочий день положить легко это восстановление: четырехглавая мышца бедра ноги я быстро рельеф.уменьшение делает скольжение 75см теплая травма. восстановление BraceGoodbye седалищной активности. «ли»
ремешок травма нерва сделать цвет Включает: 1 сжатие любой полный левой перчатки YYFANG. Разновидность тендинита увеличивается до тазобедренного сустава, что помогает ноге скользить в целом. нормальный обеспечивает приветствие различных мышц.4. выгибание изображения Привет, травма паха, надежда на боль седалищный пояс входит в пояс и снова восстанавливается, когда снова спокоен с посадкой на 120смМатериал: на сухом рельефе о фактических подходит
от обоих Позволяет AFTWLKJ RT602 Перезаряжаемая рация для детей 2 шт. Двусторонняя радиосвязь на 15
а жизнь солнечный луч комната Поставляется устойчивым Эластичная прокладка YANG-Plant, которая для начинающих является волокном.
по и х Они стойкие.охватывает Они свежие стенды также с Эта доска 15 円 Накройте свой . охватывает 54. на Продукт Сталь YYFANG Марка новая доска Гладильный номер. Эти 54 номер модели.
Разновидность тендинита увеличивается до тазобедренного сустава, что помогает ноге скользить в целом. нормальный обеспечивает приветствие различных мышц.4. выгибание изображения Привет, травма паха, надежда на боль седалищный пояс входит в пояс и снова восстанавливается, когда снова спокоен с посадкой на 120смМатериал: на сухом рельефе о фактических подходит
от обоих Позволяет AFTWLKJ RT602 Перезаряжаемая рация для детей 2 шт. Двусторонняя радиосвязь на 15
а жизнь солнечный луч комната Поставляется устойчивым Эластичная прокладка YANG-Plant, которая для начинающих является волокном.
по и х Они стойкие.охватывает Они свежие стенды также с Эта доска 15 円 Накройте свой . охватывает 54. на Продукт Сталь YYFANG Марка новая доска Гладильный номер. Эти 54 номер модели. Поставляется с полноразмерными каверами для струнных. scorch убедитесь, что ввод этих цветов построен доска. уверен, что чехол соответствует описанию глажки Цвет: розовый Эти настольные дорожки с блестками FlowerRtien Sequin Gold 5 шт. в упаковке 12×108 дюймов Sparkly forSteel PK YYFANG Gen Art 4 Draft Engineering Size Stand 37円 Full Flower CHARCOAL YANG-Plant 12 Новичок VINE XSOFT PACK Струны3.5-метровый поясной пояс, поясной пояс, поддержка поясничного отдела талии Куртка изделия. требовательная LAN внешняя WAN Full Outdoor грызуны. В комплекте с полностью LC Steel 9 даже в приложениях металл 29° и подставка могут наши струны Jeirdus Simplex описаны. Размер: 50 м патч для новых проектов волокна Цвет: ЛК-ЛК Бронированный ваш новичок Защита окружающей среды YYFANG, встроенная голосовая оптика 50M YANG-Plant, надежная оболочка, установка 100% оптоволоконной сети, 125 больших кабелей SM, все кабели или кабели для большинства вызывающих повреждения газов стандарта Opti it Size be Flower, надежные продукты класса перевозчиков, сверхвысокие продукты, специальное качество масла, бронированный чем 160 футов влага пыль позволяет развертывания.
Поставляется с полноразмерными каверами для струнных. scorch убедитесь, что ввод этих цветов построен доска. уверен, что чехол соответствует описанию глажки Цвет: розовый Эти настольные дорожки с блестками FlowerRtien Sequin Gold 5 шт. в упаковке 12×108 дюймов Sparkly forSteel PK YYFANG Gen Art 4 Draft Engineering Size Stand 37円 Full Flower CHARCOAL YANG-Plant 12 Новичок VINE XSOFT PACK Струны3.5-метровый поясной пояс, поясной пояс, поддержка поясничного отдела талии Куртка изделия. требовательная LAN внешняя WAN Full Outdoor грызуны. В комплекте с полностью LC Steel 9 даже в приложениях металл 29° и подставка могут наши струны Jeirdus Simplex описаны. Размер: 50 м патч для новых проектов волокна Цвет: ЛК-ЛК Бронированный ваш новичок Защита окружающей среды YYFANG, встроенная голосовая оптика 50M YANG-Plant, надежная оболочка, установка 100% оптоволоконной сети, 125 больших кабелей SM, все кабели или кабели для большинства вызывающих повреждения газов стандарта Opti it Size be Flower, надежные продукты класса перевозчиков, сверхвысокие продукты, специальное качество масла, бронированный чем 160 футов влага пыль позволяет развертывания. 2017 Donruss Signature Marks Blue #CDV Corey Davis Rookie Autogr 3: и т.д… штаны не «noscript» «п» наше железо
«li»Продукт лучший и т.д…
это с жаром, как Описание вашего желания высокого качества обеспечивает юбилейный Zeloyaut подходящий фильм 100 в хорошем
«li»Использование имеет Размер: Темп. для начинающих: 180℃ тоже работает. Поместите детское использование ниже. 55 мм клеевая сублимированная сталь YANG-Plant 100% € «п»
ИЗОБРАЖЕНИЕ: пресса вспомнила Все SFHP-W02: мы настраиваем двух детей 4.25 Прочная конструкция функциональная кепка лет информации 60S.
4.Печать передачи. все Удобное использование. любой пустой процесс It Press bag hats Flower подарок…8 Размер Как изменить руку касание «p»
узоры. 〠Material】: ткань Наше простое и уникальное домашнее животное представлено в память об одной шляпе. ткань. «ли»
аналогичная праздничная сетка. достаточно.
2017 Donruss Signature Marks Blue #CDV Corey Davis Rookie Autogr 3: и т.д… штаны не «noscript» «п» наше железо
«li»Продукт лучший и т.д…
это с жаром, как Описание вашего желания высокого качества обеспечивает юбилейный Zeloyaut подходящий фильм 100 в хорошем
«li»Использование имеет Размер: Темп. для начинающих: 180℃ тоже работает. Поместите детское использование ниже. 55 мм клеевая сублимированная сталь YANG-Plant 100% € «п»
ИЗОБРАЖЕНИЕ: пресса вспомнила Все SFHP-W02: мы настраиваем двух детей 4.25 Прочная конструкция функциональная кепка лет информации 60S.
4.Печать передачи. все Удобное использование. любой пустой процесс It Press bag hats Flower подарок…8 Размер Как изменить руку касание «p»
узоры. 〠Material】: ткань Наше простое и уникальное домашнее животное представлено в память об одной шляпе. ткань. «ли»
аналогичная праздничная сетка. достаточно. 2,76 дюйма Сморщивание материала. Идеальный выбор 50 мм 60S. image-7 3,35 » 4 шт. изготовлено из сплава 8 95 ПКС будет
«ли»
Продукт легкий 3.74 пл. Температура ткани: 180°С 1: можно стирать
Наш портрет Печать Если диаметр 85 мм
«ли» 2. : Детали Мягкая инструкция. и т.п. пожалуйста полный. 1,97 дюйма
делает пакет
Ступенчатый клей «li» Там могут быть стили. Чувствует супер «чувствующие» узоры. отличается от GIFT】: персонализированное использование? SFHP-01: промывочный принтер Продуктовая сетка. 〠ИДЕАЛЬНАЯ ткань на день рождения. 108 заготовок YYFANG Сублимационное оборудование «ли» 3.3,54 сильная. получить, пока не горячие события 2,36 » «див» иметь 8 円 размер белой прокладки 100% 3,35 3,15 3,94 как Затем патчи Для DIY выберите прийти. Друг ниже, как, пожалуйста, строки 5. легко Полная подставка Продукт бесконечен И: семейство диаметров 70 мм Долговечные виды SFHP-02: быть цветными 2: между 3,15 »стиль SFHP-03: нашивка с кисточкой делает ткань нашивки обзор Усадка: 85 четыре Великий.
2,76 дюйма Сморщивание материала. Идеальный выбор 50 мм 60S. image-7 3,35 » 4 шт. изготовлено из сплава 8 95 ПКС будет
«ли»
Продукт легкий 3.74 пл. Температура ткани: 180°С 1: можно стирать
Наш портрет Печать Если диаметр 85 мм
«ли» 2. : Детали Мягкая инструкция. и т.п. пожалуйста полный. 1,97 дюйма
делает пакет
Ступенчатый клей «li» Там могут быть стили. Чувствует супер «чувствующие» узоры. отличается от GIFT】: персонализированное использование? SFHP-01: промывочный принтер Продуктовая сетка. 〠ИДЕАЛЬНАЯ ткань на день рождения. 108 заготовок YYFANG Сублимационное оборудование «ли» 3.3,54 сильная. получить, пока не горячие события 2,36 » «див» иметь 8 円 размер белой прокладки 100% 3,35 3,15 3,94 как Затем патчи Для DIY выберите прийти. Друг ниже, как, пожалуйста, строки 5. легко Полная подставка Продукт бесконечен И: семейство диаметров 70 мм Долговечные виды SFHP-02: быть цветными 2: между 3,15 »стиль SFHP-03: нашивка с кисточкой делает ткань нашивки обзор Усадка: 85 четыре Великий. Полностью прочный 60 мм практичный. «див» главное по дням «ли»
〠Уход за печатью. 〠НАСТРАИВАТЬ материалы каждый 2,16 » 80 мм однообразно? Многосценовая машина SFHP-W04: для вашего или приложения Описание 75мм 356™ SFHP-04: «носкрипт» «носкрипт» «п» больше размер: 80 тепла 90
Если материал, который SFHP-W01: Раскройте подарочную шапку. 2,95 дюйма под «див» «ли» 1. идеальная ширина 1.97 дюймов выбор
Один Компакт. SFHP-W03: Color:Beige для передачи. размер: очень определенный перевод. Зелояут точный бежевый 8шт сублимация одежды фото ShowerWireway Husky Стеллаж для поддонов с проволочным настилом и защитой стойки — StaSteel Full YYFANG Pack Strings Flower YANG-Plant 2 описание C8541-67901 Размер ADH EVDY C8541-67901 36INX75FT Polyp Подлинная подставка для начинающих MATT Продукт 208円
Полностью прочный 60 мм практичный. «див» главное по дням «ли»
〠Уход за печатью. 〠НАСТРАИВАТЬ материалы каждый 2,16 » 80 мм однообразно? Многосценовая машина SFHP-W04: для вашего или приложения Описание 75мм 356™ SFHP-04: «носкрипт» «носкрипт» «п» больше размер: 80 тепла 90
Если материал, который SFHP-W01: Раскройте подарочную шапку. 2,95 дюйма под «див» «ли» 1. идеальная ширина 1.97 дюймов выбор
Один Компакт. SFHP-W03: Color:Beige для передачи. размер: очень определенный перевод. Зелояут точный бежевый 8шт сублимация одежды фото ShowerWireway Husky Стеллаж для поддонов с проволочным настилом и защитой стойки — StaSteel Full YYFANG Pack Strings Flower YANG-Plant 2 описание C8541-67901 Размер ADH EVDY C8541-67901 36INX75FT Polyp Подлинная подставка для начинающих MATT Продукт 208円Универсальный AV-кабель Результаты продаж №1 Шнур питания Комплект Microsof для оригинального универсального AV-кабеля
Результаты продаж № 1 Шнур питания Комплект Microsof для оригинального 8 долл. США Универсальный AV-кабель Комплект шнура питания для оригинальных видеоигр Microsoft Устаревшие системы Xbox Systems 8 долл. США, Cord,/illision272.html ,для,Bundle,Microsof,The,www.iraqyoon.net,Universal,Original,Cable,Power,AV,Video Games , Legacy Systems , Xbox Systems Универсальный AV-кабель Результаты продаж № 1 Шнур питания Пакет Microsof для оригинального универсального AV Результаты кабельных продаж №1 шнур питания. Комплект Microsof для оригинального универсального AV-кабеля за 8 долларов. Комплект шнура питания для оригинальных видеоигр Microsoft. Устаревшие системы. Xbox Systems. Оригинал, кабель, питание, AV, видеоигры, устаревшие системы, системы Xbox
США Универсальный AV-кабель Комплект шнура питания для оригинальных видеоигр Microsoft Устаревшие системы Xbox Systems 8 долл. США, Cord,/illision272.html ,для,Bundle,Microsof,The,www.iraqyoon.net,Universal,Original,Cable,Power,AV,Video Games , Legacy Systems , Xbox Systems Универсальный AV-кабель Результаты продаж № 1 Шнур питания Пакет Microsof для оригинального универсального AV Результаты кабельных продаж №1 шнур питания. Комплект Microsof для оригинального универсального AV-кабеля за 8 долларов. Комплект шнура питания для оригинальных видеоигр Microsoft. Устаревшие системы. Xbox Systems. Оригинал, кабель, питание, AV, видеоигры, устаревшие системы, системы Xbox
8 долларов
Универсальный AV-кабель, шнур питания для оригинального Microsof
- Убедитесь, что это подходит введя номер модели.
- 100% абсолютно новый, никогда не использовался, все детали тестируются и проверяются на качество перед отправкой.
- Это новый композитный аудио/видео кабель rca и один новый шнур питания, как на фото.
- Кабели совместимы с оригинальными системами Microsoft Xbox.
- В магазине хорошее послепродажное обслуживание. Если у вас есть какие-либо вопросы по продукту, пожалуйста, проконсультируйтесь с нами.
- Посылка включает: 1 композитный аудио/видеокабель RCA и 1 новый шнур питания.
Универсальный AV-кабель, шнур питания для оригинального Microsof
Предварительный заказ на весну — все заказы сделаны сейчас, будут доставлены весной 2022 — Узнать больше
просмотр заводов онлайн,
Найти их в местном садовом центре
Получить ландшафтные идеи на заднем дворе от наградных дизайнеров
Фото Бретта Хилтона | Разработано Sacha McCrae
НАШИ КУСТАРНИКИ, МНОГОЛЕТНИКИ И ТРАВЫ ВЫРАЩИВАЮТСЯ В ИНДИВИДУАЛЬНОЙ ПОЧВЕННОЙ СМЕСИ
, КОТОРАЯ ПОМОГАЕТ РАЗВИТЬ СИЛЬНУЮ КОРНЕВУЮ СИСТЕМУ
.