расчет себестоимости и процесс изготовления
Содержание:
 Современное строительство жилья — это применение новейших разработок и нововведений. Одной из таких новых разработок в малоэтажном строительстве является такой материал как пенобетон, используемые для производства пеноблоков. Характеристика пеноблоков — высокие эксплуатационные свойства: экологичность, хорошая звукоизоляция, отлично и легко обрабатываемая поверхность, за счет своей пористой структуры они отлично пропускают воздух, что исключает в строении из пеноблоков повышенную влажность, долговечность и прочность.
Современное строительство жилья — это применение новейших разработок и нововведений. Одной из таких новых разработок в малоэтажном строительстве является такой материал как пенобетон, используемые для производства пеноблоков. Характеристика пеноблоков — высокие эксплуатационные свойства: экологичность, хорошая звукоизоляция, отлично и легко обрабатываемая поверхность, за счет своей пористой структуры они отлично пропускают воздух, что исключает в строении из пеноблоков повышенную влажность, долговечность и прочность.
При изготовлении таких пеноблоков основные расходы пойдут на цемент, остальные компоненты составят расходы около 25% от стоимости цемента
Несмотря на то, что цена на такой строительный материал более чем демократична, довольно часто инициативные, технически подкованные застройщики изготавливают пеноблоки своими руками, что позволяет сэкономить на строительстве. Но, следует отметить, что для того, чтобы своими руками сделать такой стройматериал, потребуется не только желание, но и побыть немного технологом, химиком и инженером-бетонщиком.
Себестоимость производства
Конечно, если подсчитать себестоимость производства (самостоятельного) пеноблоков, то цифры очень даже заманчивые. Для того, чтобы изготовить 1куб.м материала с плотностью D600, потребуется:
- около 200-250кг песка;
- пенообразователь — 1,5л;
- цемент ПЦ500ДО — 320кг;
- вода и электроэнергия.
 Основные расходы пойдут на цемент, так как остальные компоненты составят расходы около 25% от стоимости цемента. Казалось бы, все просто и выгодно, но есть две проблемы: затраты на оборудование и, что особо важно — как получить должное качество пеноцемента с первого замеса. С оборудованием можно решить проблему без больших трат на его приобретение. Чертежи оборудования можно найти совершенно бесплатно в сетях всемогущего интернета и совершенно бесплатно. А для его изготовления потребуются: пеногенератор, насос, компрессор, бетоносмеситель, формы и манометры. Самое главное в самостоятельном производстве — добиться, чтобы у пеноблоков характеристики отвечали всем нормативным требованиям. И для того, чтобы добиться приемлемой прочности пеноблока, начинающему застройщику, не владеющему точной технологией и опытом производства, придется поэкспериментировать. И главное, чтобы на эксперименты не пришлось прилично потратиться.
Основные расходы пойдут на цемент, так как остальные компоненты составят расходы около 25% от стоимости цемента. Казалось бы, все просто и выгодно, но есть две проблемы: затраты на оборудование и, что особо важно — как получить должное качество пеноцемента с первого замеса. С оборудованием можно решить проблему без больших трат на его приобретение. Чертежи оборудования можно найти совершенно бесплатно в сетях всемогущего интернета и совершенно бесплатно. А для его изготовления потребуются: пеногенератор, насос, компрессор, бетоносмеситель, формы и манометры. Самое главное в самостоятельном производстве — добиться, чтобы у пеноблоков характеристики отвечали всем нормативным требованиям. И для того, чтобы добиться приемлемой прочности пеноблока, начинающему застройщику, не владеющему точной технологией и опытом производства, придется поэкспериментировать. И главное, чтобы на эксперименты не пришлось прилично потратиться.
Процесс самостоятельного изготовления
 Если же вы решили не приобретать пеноблоки у профессионалов, а изготовить их самостоятельно, непосредственно на стройплощадке, то следует знать главные составляющие всей технологии.
Если же вы решили не приобретать пеноблоки у профессионалов, а изготовить их самостоятельно, непосредственно на стройплощадке, то следует знать главные составляющие всей технологии.
- Марка цемента должна быть не меньше 400. Также рекомендуется избегать разного рода примесей.
- Если используется теплоизоляционный бетон, то песок не используется. Начиная с плотности бетона 550-650кг/м3 добавляется природный или дробленный песок.
- На первом этапе производства смешивается цемент, вода и песок. И только после получения однородной смеси добавляется пена. Плотность изготовленной пены должна быть не меньше 75-85 граммов на м. При меньшей плотности количество пор в пеноблоке возрастает, что приводит к быстрому его разрушению. Качество пены можно проверить довольно просто: ею наполняется обыкновенное ведро и переворачивается вверх дном, если пена достаточной плотности, она не будет вытекать.
- При перемешивании полученной смеси и пены, нужно учитывать то, что чем меньше времени пойдет на перемешивание, тем меньше будут механические разрушения пены, т.е. получится качественный пенобетон.
- Непосредственное изготовление пеноблоков — это заливка пенобетона в форму. После некоторого времени, полузастывший пенобетон разрезается на блоки. Блок должен находиться в форме не меньше 24 часов. После чего его требуется еще выдержать около 15 часов на поддоне при температуре не ниже +5С.
Следует учитывать, что важной характеристикой пеноблока является усадка во время кладки. Степень усадки зависит от таких факторов: тип цемента, качество и размер песка, метод выдерживания, количество цемента в смеси и плотность пеноблока.
Все основные характеристики и эксплуатационные свойства пеноблоков очень близки к характеристикам натурального дерева. Но данные блоки имеют значительно большую долговечность и наиболее высокий коэффициент теплоизоляции. Зимой стены из пеноблоков великолепно сохраняют тепло, а летом — прохладу. Но одно из самых важных преимуществ — это то, что блоки из пенобетона можно изготавливать максимально быстро, выгодно и непосредственно на стройплощадке. Для многих непрофессиональных застройщиков, самостоятельное изготовление данного стройматериала — это не только экономия бюджета строительства, но и большое моральное удовлетворение.
osnovam.ru
Делаем строительный пенобетон своими руками. Инструкция по производству пенобетона
Пенобетон — популярный строительный материал, который отличается хорошими тепло- и звукоизоляционными характеристиками. Самостоятельное производство пенобетона позволяет в несколько раз снизить материальные расходы. Выделяют несколько строительных технологий, согласно которым производят пенобетон. Предлагаем ознакомиться с их особенностями и способами реализации.
Оглавление:
- Сфера использования, виды и преимущества домашнего пенобетона
- Пресс для пеноблоков своими руками
- Пошаговая инструкция по изготовлению пенобетона
Сфера использования, виды и преимущества домашнего пенобетона
Популярность пенобетона в строительной отрасли объясняется такими его достоинствами:
1. Экономическая целесообразность.
Производственный процесс не требует особых материальных вложений, материал изготавливают из доступных материалов, а возможность домашнего производства в разы уменьшает его стоимость.

2. Паропроницаемость пенобетона.
Благодаря тому, что материал пропускает воздух, в помещении создается благоприятная и здоровая атмосфера, не образуется плесень и грибок.
3. Экологическая безопасность.
Пенобетон — экологически чистый материал, так как при производственном процессе в него не добавляют токсичные вещества. Главными составляющими выступает песок, вода и цемент. Некоторые производители улучшают эксплуатационные характеристики материала за счет добавления пластификаторов и отвердителей.
4. Материал обладает легким весом.
Данное преимущество значительно упрощает процесс транспортировки и укладки пенобетона. Кроме того, под такой дом не нужен массивный фундамент, а строительные работы ведутся даже в сейсмоопасных областях.
5. Быстрота монтажа.
Использование пенобетона в качестве строительного материала для возведения стен позволяет построить дом за 2-3 месяца.

6. Высокие тепло- и звукоизоляционные показатели.
Изготовление стен из пенобетона удешевляет общую стоимость здания, так как снижаются расходы на приобретение тепло- и звукоизоляционных материалов.
7. Высокий уровень пожарной безопасности.
Пенобетон не горит и не поддерживает горение, кроме того, он предотвращает распространение пламени.
8. Универсальность дальнейшей отделки.
Стены из пенобетона шпаклюют, штукатурят, обшивают деревом, вагонкой или сайдингом. Ограничений в этом плане нет.

Среди недостатков материала отметим высокую пористость, которая с одной стороны улучшает теплоизоляционные показатели, а с другой — снижает прочность. Поэтому транспортировка пенобетона выполняется с особой осторожностью. Стены из пеноблоков в обязательном порядке армируются, во избежание появления трещин на их поверхности после усадки. Кроме того, пеноблочные стены нуждаются в отделке. Отсутствие внешней отделки приводит к поглощению углекислого газа материалом и снижению его прочности. Качественная внешняя отделка быстро решает данный недостаток. Оптимальный вариант — использование кирпича в качестве отделочного слоя.
Сфера использования пеноблоков не ограничивается строительной отраслью. Материал используют для возведения стен, несущих конструкций в загородных домах, жилых и офисных зданиях. Кроме того, широко используют пеноблоки в процессе утепления уже возведенных стен, улучшении звукоизоляции, при возведении межкомнатных перегородок. С помощью данного материала реконструируют и ремонтируют старые здания, увеличивают их этажность и улучшают звукоизоляцию перекрытий.
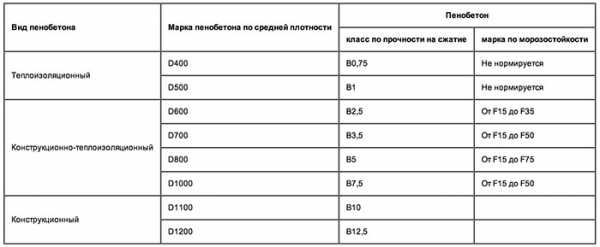
Пеноблоки различаются по плотности и по количеству пор в материале. Для обозначения этого показателя используют букву Д. Рецептура производства материала напрямую определяет его качество и марку, а эти показатели являются главными в сфере использования пеноблоков. В соотношении с местом применения, материал подразделяется на:
- пеноблоки, из которых возводят внутренние перегородки Д100-300;
- теплоизоляционный материал Д400-500;
- конструктивно-теплоизоляционные Д600-900;
- конструкционные пеноблоки Д1000-1600.

Пеноблоки самой высокой плотности отличаются самыми низкими теплоизоляционными показателями и используются для армирования перекрытий и работ конструктивного назначения. Их стоимость гораздо выше, чем у пеноблоков марки Д100-300.
Учтите, что влажность воздуха в процессе укладки материала не должна превышать 60%. В противном случае, на внутреннюю поверхность материала наносят пароизоляционную пленку. Для укладки материала используют как обычный раствор на основе цемента, так и специальный клей. Использование клеевого состава обладает большими преимуществами, так как в таком случае, внутри стен не образуются мостики холода. Кроме того, количество клеевого состава для фиксации пеноблоков гораздо меньше, чем цементного.
Пресс для пеноблоков своими руками
Стандартная двухэтапная технология изготовления пеноблоков подразумевает использование оборудования в виде:
- пеногенератора и компрессорной установки, подающей воздух;
- смесителя, в домашних условиях, заменяется бетономешалкой;
- форм для заливки раствора и его застывания;
- дополнительных приборов в виде манометра и насосного оборудования.

Перед началом работы, подготовьте чертежи оборудования по производству пенобетона. Далее приобретите модуль — самый затратный компонент. Данная часть прибора преобразует пенообразователь в пенное вещество, подавая его к раствору.
Подающий модуль служит местом для заливки раствора, образующего пену. С данной функцией справится любой резервуар, подходящего размера. Модуль преобразования — перерабатывает раствор, делая из него пену. Дозирующее оборудование — подает пену в определенной плотности и количестве, определяет марку полученного материала.
Среди основных частей пеногенератора отметим элементы в виде:
- сопла;
- стыковочного фланца;
- всасывающего патрубка;
- корпусной части;
- камеры смещения;
- диффузора.

Для самостоятельного изготовления данного прибора подготовьте две трубы, насос, шлангу, вентиль. Кроме того, запаситесь сварочным аппаратом и чертежами, согласно которым проводится дальнейшая работа.
Заводская труба для пенообразователя отличается своеобразной структурой, одна ее часть имеет узкое строение, постепенно расширяясь. Таким образом, увеличивается скорость прохождения жидкости по трубе, на выходе максимально увеличиваясь.
Далее займитесь изготовлением пенопатрона и камеры для турбулентного соединения компонентов. Для этого, к одной трубе приварите патрубки в количестве двух штук. Один из них располагается в торцевой части, а второй — подающий пену, с угловой. Следите за тем, чтобы патрубки располагались под прямым углом по отношению к трубке.
На каждый из патрубков установите по два вентиля:
- запорного типа — с его помощью прекращается подача образователя пены;
- регулировочного типа — регулирует скорость и количество подаваемой пены.

Регулировочные вентили нужны только для первичной настройки, в дальнейшем их не используют. Рекомендация: боковой патрубок по диаметру должен быть на двадцать процентов больше, чем торцевой.
Следующий этап — работа над пенопатроном. Вторая заготовка трубы оснащается патрубком, который обеспечивает выход готового состава. На выходном патрубке устанавливают воронку, снижающая скорость выхода пенобетонной смеси. Внутрь заготовки установите фильтр, который преобразует эмульсию в пену. Возможен вариант покупки готового фильтра или самостоятельное его изготовление из обычного ершика для мытья посуды.
Учтите, что в таком случае, используйте сеточку проволочного типа, никак не спирального. Утрамбуйте их по всей длине трубки, во избежание выпадания ерша, дополнительно укрепите его шайбой.
Далее, камера смешивания соединяется с пенокартоном. При этом, установленные патрубки располагаются на противоположных концах. Чтобы улучшить скорость транспортировки состава по трубе, установите между ними элемент в виде сопла или шайбы жиклера. Учтите, что второй вариант хотя и дешевле, но хуже, так как снижает КПД прибора на 30%.
Соедините компрессорную установку с торцевым патрубком и камерой соединения. Учтите, что мощность компрессора должна составлять минимум 5 атм, кроме того, в нем должен быть ресивер, манометр и редукционный клапан.
Установите емкость на пол, подключите к ней шланг для подачи пены к смесителю. Соедините полученную установку с насосом, который упростит подачу пены. Данный прибор не уступает в мощности покупной установке, однако его стоимость в 3-4 раза ниже.
Следующий этап — сооружение форм для пеноблоков. Для этих целей подойдут различные материалы такие как дерево, фанера, сталь, полимеры. Главным требованием является создание прочной и ровной поверхности, не склонной к деформации. Для изготовления формы выполните такие этапы:
- рассчитайте размер;
- создайте чертеж.
Стандартные пеноблоки по длине, ширине, высоте в пропорциональном плане составляют 4-2-1. Придерживаясь такого соотношения, получается материал, подходящий для возведения стен и удобной перевязки, без подрезания блоков. То есть, при глубине формы в 15 см, по ширине и высоте она составит 30 и 60 см.
В индивидуальном производстве пеноблоков, достаточно тридцати форм для пеноблока. Монтируйте перегородки так, чтобы наибольшая их часть располагалась сверху. Таким образом, пеноблоки быстрее высыхают и равномерно набирают прочность. Возможен вариант изготовления многоуровневых форм.
Сначала соорудите дно формы, жестко зафиксируйте на нем стенки и установите съемные перегородки внутри. Рекомендуем остановиться на разборном варианте формы, таким образом, размер пеноблока изменяется, при необходимости. При изготовлении формы из фанеры, соединяйте детали между собой гвоздями и выбирайте ламинированные ее варианты. Самодельные формы позволяют изготовить пеноблоки необходимого размера и формы. Учтите, что перед разливкой пенобетона по формам деревянные изделия предварительно застилают пленкой, в противном случае, древесина впитает влагу из раствора и деформирует характеристики полученного изделия.

Пошаговая инструкция по изготовлению пенобетона
Для изготовления пеноблоков потребуется наличие специального оборудования и смеси. В состав раствора для пенобетона входят ингредиенты в виде:
- 310 кг высококачественного цемента;
- полтонны мелкофракционного песка;
- 210 литров воды;
- 1-2% пенообразователя в соотношении с массой цемента;
- модифицирующих добавок.
Для изготовления пенообразователя в домашних условиях смешайте компоненты в виде:
- 150 грамм каустической соды;
- 1 килограмма канифоли;
- 60 грамм столярного клея.
Пенообразователь не обязательно изготавливать в домашних условиях, возможен вариант готовых составов. В инструкции к вспенивателю для пеноблоков указана пропорция добавления для получения материала той или иной марки.

Для самостоятельного изготовления пенообразователя следуйте инструкции:
1. Приготовьте клеевой раствор. Залейте клей водой в соотношении один к десяти, оставьте на сутки. Далее нагрейте резервуар с составом до температуры шестьдесят градусов, постоянно помешивая, масса должна стать однородной.
2. Канифольное мыло готовится таким образом: доведите натр до кипения, добавьте канифоль, кипятите состав на протяжении 120 минут до получения однородности. Канифоль предварительно измельчается.
При остывании мыла до шестидесяти градусов, соедините составы между собой в пропорции один к шести.
Залейте состав в пеногенераторную установку, для получения высокоплотной пены. Оптимальное значение пенообразования составляет восемьдесят грамм на кубометр. При более низком показателе, ухудшается качество готового материала и его теплоизоляционные характеристики.
Качество пены определяется таким образом, наполните составом ведро переверните его. Если пена плотно удерживается и не вытекает, то пропорции правильные.
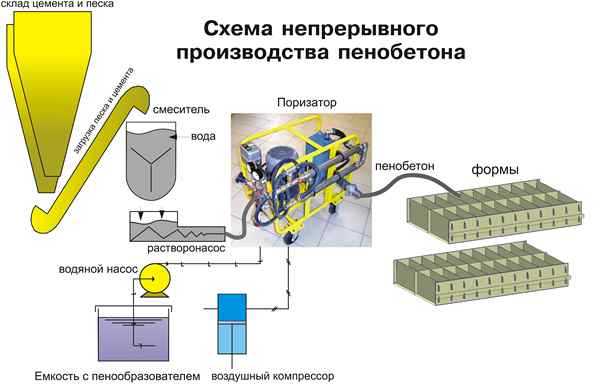
Схема изготовления пеноблоков выглядит таким образом:
- подача песка с цементом;
- добавление воды;
- попадание состава в поризатор;
- подача пенобетона в формы.
Учтите, что довольно часто первые 3-5 пеноблоков не получаются нужного качества. Это объясняется такими причинами:
- сложность добавления компонентов в нужной дозировке;
- снижение, повышение уровня воды;
- большое количество образователя пены;
- неправильное время замеса;
- определение времени на набор прочности;
- выбор режима сушки материала.

Экспериментируя, все эти показатели приводят к норме. Дальнейшая рецептура для производства материала используется постоянно. Дефектные пеноблоки используют в целях засыпки пола.
Более легкие в производстве пеноблоки марки д900 и выше, так как в их составе содержится небольшое количество пор, однако, они обладают меньшими теплоизоляционными свойствами.
Пенобетон своими руками видео:
strport.ru
Изготовление пенобетона: особенности оборудования и технология
Рынок стройматериалов достаточно разнообразен, поэтому нередко можно растеряться при выборе необходимых. В настоящий момент снова набирает популярность самостоятельное возведение жилых домов. Данная статья будет посвящена пенобетону – ячеистому бетону, который можно изготовить даже своими руками.

Как самостоятельно изготовить пенобетон
О пеноблоке и материалах
Сегодня необязательно для строительства дачной пристройки привлекать силу наемных рабочих.
К примеру, самостоятельно можно:
- сделать кирпичную кладку;
- залить полы;
- перекрыть крышу.
В данном же случае речь пойдет об изготовлении пеноблоков, которые будут применяться в качестве основного стройматериала. Цена на них вполне доступная, однако, если у вас есть необходимые технические знания, у вас есть все шансы сэкономить даже на этом этапе. Производство пеноблоков обычно имеет 300% рентабельности, а организовать его можно без особых материальных вложений.

На фото – организация самостоятельного производства пеноблоков
Совет: для собственного дома необязательно следить за идеальной формой изделий.
Пеноблоком называют пенобетон, который заключен в определенную форму. Прежде чем научиться его изготавливать самостоятельно, следует освоить процесс производства пенобетона.
Подготовьте для работы следующие материалы:
- цемент М400 и выше, при этом избегайте в его составе каких-либо добавок;
- песок, но помните, что при изготовлении теплоизоляционного бетона, он не нужен; если необходима плотность бетона 550 кг/м3 и выше – добавьте дробленый или природный песок;
- воду;
- пенообразователь (добавляйте пену в однородную смесь, ее плотность от 80-85 г/м3: если она будет меньше – в пеноблоке увеличится количество пор, а это станет причиной его быстрого разрушения;
- специальное оборудование.

Оборудование для производства пенобетона в домашних условиях
Технология
| Материалы для 1 м3 пенобетона | · песок ≈ 220 кг;· цемент — 350 кг;· пенообразователь — 1-1,5 л;· вода в необходимом количестве. |
| Оборудование | 1. Пеногенератор.2. Компрессор.3. Бетоносмеситель.4. Формы для пеноблоков. |
Если вы думаете, что для изготовления пенобетона вам потребуется много материалов, спешим вас обрадовать, затраты будут значительно ниже, чем при покупке фирменных пеноблоков. Дороже всего обходится цемент, другие компоненты — лишь четвертая часть от общей стоимости.
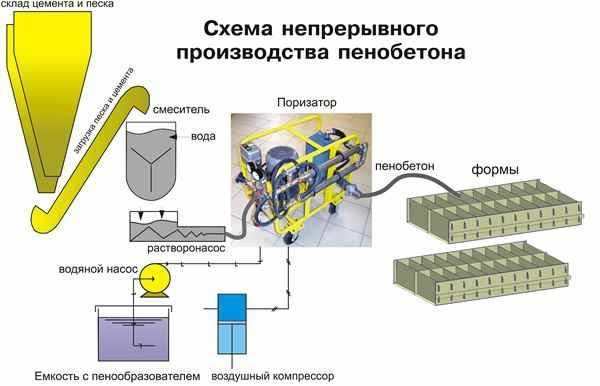
Технология изготовления пенобетона непрерывным способом
Согласитесь, картина довольно интересная, однако следует учитывать и трудности, которые могут возникнуть в процессе производства пенобетонных блоков, что может повлечь дополнительные расходы. Необходимо также посчитать затраты на специальное оборудование, а также то, что вы впервые будете изготавливать пенобетон. Есть также высокая вероятность, что с первого раза не получится достичь необходимого качества раствора.
Обратите особое внимание на формы, так как именно от них будет зависеть будущий внешний вид пеноблоков и их габаритные размеры. Среди них главным параметром считается ширина, так как она влияет на толщину кладки.

Изготовление блоков из пенобетона заливкой в формы
Если вы решили построить гараж – достаточно 200 мм, при строительстве дома она не может быть менее 300 мм. Изготовить необходимое оборудование можно самостоятельно или купить его в торговой сети.
Сразу следует сказать, что приобретенный аппарат иногда по ряду характеристик может вам не подойти, тогда его придется доработать самому. Проще всего сделать формы для пенобетонных блоков, используя любой материал, но у него должно быть 2 основных качества – ровность и сохранять размеры под тяжестью бетона.
Совет: если вы в тупике и не знаете, как демонтировать ЖБК, вам поможет резка железобетона алмазными кругами.
Делаем формы
Они должны представлять собой ячейки в большом ящике с размерами, соответствующими габаритам будущего блока.
Изготовить их можно из:
- металла;
- фанеры;
- досок.

Металлическая форма
Главный плюс самостоятельного изготовления пеноблоков – произвольная форма и размер готового продукта. Для возведения дома подходят изделия с габаритами — 600х300х300 мм, хотя вы можете использовать и другие, но при этом следует подчиняться правилу — длина должна быть кратна ширине или высоте.
Совет: нередко нам необходимо сделать сквозной канал в ЖБИ, но обычным инструментам это не под силу.
В данном случае выход — алмазное бурение отверстий в бетоне коронками нужного типа и размера.
Пример фанерной формы
- Вырезаем из фанерного листа дно, размеры которого соответствуют длине и ширине ящика.
- Изготавливаем также его наружные стенки.
- Сбиваем 5 фанерных заготовок, чтобы они напоминали ящик. При этом его размеры необходимо сделать чуть больше кратного длине и ширине чисел. Связано это с толщиной перегородок, которую также следует учесть.
Например, при длине в 1500 мм в ящик поместится 5 блоков и 4 перегородки между ними. Также производят расчет ширина формы.
- Установите перегородки в готовый ящик и закрепите гвоздями.
Совет: не используйте распорки или различные уголки, у вас получится пеноблок с соответствующим вырезом от них или вы просто не сможете вытащить из формы целое изделие.
- Обейте перегородки полиэтиленом, прежде чем заполнять форму бетоном. Этим вы защитите фанеру от влаги, а готовый блок легче будет достать из ячейки, даже не разбирая ее. Для самостоятельной работы достаточно сделать примерно 60 или меньше ячеек.
Производство пенобетона
Процесс – необходимо смешать предварительно приготовленную стабильную пену с цементным раствором. В результате этого в бетоне начнут образовываться мелкие пузырьки воздуха, снижающие общую плотность материала и делая блоки более легкими.
Необходимое оборудование для изготовления пенобетона
Пену производят с помощью пеногенератора. Аппарат смешивает воздух, воду и специальный пеноагент, для его работы требуется компрессор. Полученная пена выводится наружу, а конечная цена пенобетона зависит от ее использования.
Высококачественные пеногенераторы производят бетон более технологично – он имеет меньшую плотность и большую прочность, чего не достичь на устаревших одностадийных кавитационных машинах. Они дают возможность управлять технологическим процессом и устранять вовремя проблемы в пенообразовании. Кроме того, хороший пеногенератор способен значительно сэкономить объем пенообразователя ≈ до 0,5 л/м3.
Во время работы не забывайте, что расход пены не должен превышать 1,5 л на 1 м3 пенобетона:
- Экономия пеноагента.
- Влияет на процесс затвердения продукта. При использовании слишком большого количества пенобразователя, это время увеличится, что снизит прочность блока.
Вам также понадобится бетоносмеситель, где можно быстро перемешать ингредиенты. В принципе, его можно заменить ручной работой, используя лопату и большую емкость. Одно из основных преимуществ самостоятельного изготовления пенобетона – существенное снижение затрат и относительная простота процесса.
Вывод
Если не хотите переплачивать за фирменные пенобетонные блоки – изготовьте их самостоятельно, выше предложена оптимальная инструкция. В данном случае вам понадобится приобрести не только материалы, но и оборудование. Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
masterabetona.ru
Производство пеноблоков в домашних условиях
Рассматривается производство пеноблоков в домашних условиях обычно в тех случаях, когда приобретение готового строительного материала является нерентабельным. Самостоятельное производство – это значительная экономия финансовых средств и достижение своей заветной мечты – постройка собственного дома.
Быстро построить надежный и функциональный дом возможно с помощью пеноблоков, которые являются удобным для использования и выгодным по стоимости строительным материалом.
Процесс производства пеноблоков
Стандартные размеры пеноблока 60×60×25 сантиметров, а его вес примерно составляет 18 килограмм. Получается, что при таких приличных габаритах, пеноблок имеет небольшой вес и не оказывает серьезного давления в структуре стены на фундамент.
Но если вы планируете изготавливать пенобетонные блоки самостоятельно, тогда рассматриваются варианты с любыми габаритными размерами. Все будет зависеть от того, какую форму сделать для производства пенобетонных блоков.
Основные этапы производства пенобетонных блоков сразу следует выделить, потому что производителю предстоит:
- Приготовить цементную смесь,
- Приготовить раствор пенообразователя,
- Разлить пенобетонную смесь по формам,
- Дождаться полного застывания смеси.
Чтобы приготовить смесь цемента с песком, требуется использование бетономешалки, иначе процесс получится слишком трудоемким и невыгодным. Еще потребуется изготовление формы с такими габаритами, которые вам требуются для строительства дома.
Также нужно иметь в наличии пеногенератор с достаточными для обеспечения нужного количества пенной смеси техническими параметрами. Еще требуется наличие пенообразователя, отвердителя и места, где будет происходить процесс застывания. Кроме того, производство пеноблоков в домашних условиях будет успешным, если вам удастся правильно приготовить цементную смесь.
Оптимальное соотношение один к одному песка и цемента, также потребуется добавка в виде пенообразователя в количестве 4 грамма на 1 кг цемента.
Смесь для пенобетона
Для получения качественного пенобетонного блока лучше пользоваться портландцементом, и с песком тоже надо быть внимательнее, чтобы он был самой мелкой фракции. Даже к воде должны предъявляться особые требования, и в ней не должно быть повышенной концентрации солей.
Пенообразователем обычно пользуются синтетическим, который имеется в продаже, но если вы решили приготовить его самостоятельно, то необходимо воспользоваться:
- 1 кг канифоли,
- 60 граммами столярного клея,
- 150 граммами едкого натра.
Нужно измельчить смесь и подогреть ее при постоянном помешивании, чтобы получилось однородное вещество. Когда раствор готов, производство пеноблоков в домашних условиях можно продолжить и воспользоваться специальными формами.

Как производятся пенобетонные блоки
Для форм допускается использовать металлические листы или фанеру, но при этом нужно следить за размерами и прочностью, чтобы во время заливки форма не деформировалась и пенобетонные блоки не теряли свою геометрию.
Надо засыпать качественный цемент, чистый песок, добавить воду, и все это смешать с пенообразователем. Когда смесь будет готова, добавляется отвердитель, при этом процесс смешивания должен постоянно продолжаться.
Цемент с песком используется 1 к 3, пенообразователь добавляется в количестве 400 грамм, а объем отвердителя составит 200 грамм.
Формы перед заливкой готовой смеси необходимо тщательно смазать, чтобы затем было проще извлекать пенобетонные блоки. Если формы сделаны из фанеры, внутри необходимо использовать полиэтилен, чтобы фанерные листы не утратили свои свойства под воздействием влаги.
Когда форма высыхает, пенобетонный блок извлекается, и процедура подготовки формы и заливки повторяется. Чтобы готовые блоки не повредились, для них нужно определить удобное место – это может быть деревянный поддон.
Тем более что в дальнейшем пенобетонные блоки нужно будет транспортировать на строительную площадку.
Допускается использование цементного раствора с пенообразователем для монолитного строительства, для этого нужно изготовить опалубку из деревянных досок или из листового металла и выполнить заливку смеси.
Ускорить процессы высыхания пенобетонных блоков допускается с помощью хлористого кальция. Если нужно получить гладкую поверхность пенобетонных блоков, для смазки формы необходимо выбирать специальные вещества без содержания жира. Тогда конечный продукт достаточно обработать тонким финишным слоем или просто покрасить.
dom-data.ru
Оборудование для производства пеноблоков в домашних условиях: сборка своими руками, цены
Продукция из пенобетонной смеси считается одной из наиболее простых в изготовлении. В составе только дешевые компоненты, технология не отличается сложностью, из оборудования потребуется несколько не самых дорогих агрегатов. Немного сноровки и вложений – и можно своими руками производить пеноблоки в домашних условиях без ограничений в количестве.
Оглавление:
- Характеристики пеноблока
- Самостоятельная сборка оборудования
- Цена разных моделей
- Мини-заводы и конвейерные линии
Что такое пеноблок?
В зависимости от пропорции компонентов пеноблок бывает:
- Конструкционным – это материал для возведения несущих стен, опорных сооружений. Присваивается марка прочности D1000-D1200.
- Конструкционно-теплоизоляционным – это так называемый перегородочный пеноблок. Маркируется D500-D900.
- Теплоизоляционным – самые легкие изделия, используемые для утепления наружных стен. Индекс прочности – D300-D500.
Технология изготовления ячеистого бетона несложная и требует минимум оборудования. Производство осуществляется двумя способами:
1. Неавтоклавный. Особенность в том, что после замешивания пенобетон разливается по небольшим кассетным формам (разборным или монолитным), а просушка ведется естественным путем, то есть блок застывает в течение 28-35 суток. Несмотря на существенные затраты времени и сил, полученная продукция чаще всего характеризуется невысоким качеством, может трескаться и расслаиваться. Этот метод используется только в том случае, если производство пеноблоков осуществляется своими силами, в домашних условиях.
2. Автоклавный. Пенобетон разливается по формам, отверждается через несколько часов. После небольшого технологического перерыва мягкие полуфабрикаты извлекаются, нарезаются и помещаются в автоклав – устройство, которое проводит тепловлажностную обработку изделий в течение 12 часов. В агрегате поддерживается температура +190 °С и давление пара 12 атмосфер, благодаря чему блок набирает требуемую прочность. Такое оборудование позволяет фабрике производить готовую к применению продукцию за неполные сутки.
Изготовление пеноблоков в заводских или домашних условиях требует наличия специальных агрегатов. В первом случае нужно будет приобрести целый комплекс, состоящий из 4-5 ключевых узлов. Экономия нежелательна, так как это сказывается на производительности и качестве готовой продукции. А во втором любое из устройств можно купить новое или б/у. Либо поступить еще проще – взять в аренду. Подробнее об этом читайте в обзоре ниже.
Самостоятельное изготовление
Если вы задумали сделать пенобетон самостоятельно, вам потребуется следующая техника:
1. Бетоносмеситель или установка для производства ячеистого бетона. Последняя представляет собой комплексное оборудование, включающее баросмеситель, и переходник на пожарный рукав, через который раствор разливается по формам. От степени однородности зависит, будет ли расслаиваться пеноблок или нет.
2. Компрессор, отвечающий подачу сжатого воздуха в пеногенераторный агрегат, а также в смеситель для выдавливания готового состава по рукаву в формы.
3. Мобильный пеногенератор, обеспечивающий производство мелкопористой пены из смеси основных компонентов (вода, воздух и пенообразующий реагент).
Помимо этого потребуется еще кассетная блок-форма из металла или сделанная своими руками из фанеры, ДСП, ОСП или просто обрезной доски. Оборудование для пенобетона должно использоваться в едином комплексе: в установку загружаются ингредиенты, перемешиваются, активируется пеногенератор с компрессором и через некоторое время готовая смесь разливается по формам. Металлические, как правило, разборные, поэтому извлечь пеноблок дома можно без проблем. А вот контейнеры из фанеры и других материалов, изготовленные в домашних условиях, изнутри лучше выстилать полиэтиленовой пленкой.

Стоимость новых агрегатов
Поскольку технология унифицирована, на рынке можно приобрести как российское, так и зарубежное оборудование. Стоимость новых устройств в Москве приведена в таблице ниже.
| Наименование | Производство и модель | Характеристики | Цена, рубли |
| Установка для производства пеноблоков | Строймех (Россия) БАС 130 | Производительность: 1 м3/час Мощность: 3 кВт Масса: 140 кг Объем барабана: 130 литров | 65 000 |
| GR-tec (Россия) Грифон ПБС 250 | Производительность: 1,5 м3/час Мощность: 2,2 кВт Масса: 150 кг Объем барабана: 250 литров | 85 000 | |
| ЛЗСОМ (Россия) Лебедянь УПБ-300 | Производительность: 1,32 м3/час Мощность: 12,2 кВт Масса: 870 кг Объем барабана: 330 литров | 200 000 | |
| Пеногенератор для пенобетона | Метем (Россия) ПГ-8 | Производительность: 300 л/мин Объем ресивера: 50 л Давление в системе: 3-6 атмосфер Вес: 30 кг | 18 000 |
| Метем (Россия) ПГ-АВ | Производительность: 600 л/мин Объем ресивера: 80 л Давление в системе: 3-6 атмосфер Вес: 20 кг | 34 000 | |
| НСТ (Россия) ПЕНА ПГМ | Производительность: 300-600 л/мин Объем ресивера: 80 л Давление в системе: 3-6 атмосфер Вес: 25 кг | 78 000 | |
| Компрессор | FUBAG (Китай) VCF/100 CM3 | Производительность: 440 л/мин Объем ресивера: 100 л Напряжение: 220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 36 000 |
| Ремеза (РБ) СБ-4/С-100 LB 30А | Производительность: 420 л/мин Объем ресивера: 100 л Напряжение: 380/220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 37 000 | |
| ABAC (Италия) А39/90 СМ3 | Производительность: 393 л/мин Объем ресивера: 90 л Напряжение: 220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 46 000 |
Цена на б/у оборудование для пеноблока снижается на процент износа и срок эксплуатации. Как правило, на вторичном рынке его стоимость меньше указанных в таблице показателей на 30-60%. Аренда обойдется еще дешевле – от 1000 до 5000 руб/сутки, но при этом придется внести залог.
Комплексные системы
Производство пенобетонных блоков в больших количествах требует иного подхода. Для заводов и крупных объектов можно купить два вида мощных и производительных установок:
- Мобильные мини-заводы.
- Стационарные конвейерные линии, реализующие производство в полуавтоматическом или полностью автоматическом режиме.
Различия очевидны. Первый вид устройств включает бетоносмеситель с переходником на рукав, пеногенератор, компрессор, дозаторы для ингредиентов и рабочую платформу. Готовый раствор вручную разливается по формам, из которых после первичного застывания извлекается пеноблок и отправляется на окончательную просушку или в автоклав (заказывается отдельно на специализированных промышленных фабриках). Оборудование поставляется в виде единого комплекта, его легко демонтировать и установить на новом месте без обязательных пусконаладочных работ. Дополнительно приобретаются такие комплектующие как вибросито, блок-формы металлические или пластиковые.
Пеноблок на мобильной установке получается среднего качества. Производительность – примерно 1,3-3 м3/час, что составляет примерно 80 изделий. То есть на изготовление одной стандартной партии (европоддон 40-60 штук) уйдет около 40 минут.
С уверенностью можно отметить, что такое мини-оборудование для пеноблоков очень удобно для подрядчиков, занимающихся снабжением крупных строительных объектов, и для частных предпринимателей.
Приведем цены на установки, которые можно купить на российском рынке.
| Производство/Модель | Характеристики | Цена, рубли |
| ПП Урал (Россия) / ЗП Урал Пенобетон-250 | Производительность: 1,2 м3/час Мощность: 5 кВт Рабочее давление: 3 атмосферы Объем барабана: 250 литров | 130 000 |
| Строй-Бетон (Росия) / Фомм-Проф-500 | Производительность: 3 м3/час Мощность: 10 кВт Рабочее давление: 6 атмосфер Объем барабана: 500 литров | 280 000 |
| ТехТрон (Россия) / СТРОМ-Пенобетон-1500 | Производительность: 3,75 м3/час Мощность: 7,5 кВт Рабочее давление: 6 атмосфер Объем барабана: 1500 литров | 30 000 |
Б/у агрегаты можно купить по цене на 40-60 % ниже базовой. Эффективность устройств зависит от степени износа, при своевременном обслуживании производство держится на заявленном уровне.
Минусы мобильных комплектов в высоком расходе пенообразующих концентратов. А для того, чтобы получить пеноблок определенной плотности и прочности, потребуется еще и опытный технолог, который сможет вывести точную рецептуру, а также проверить готовый блок по основным параметрам: прочность на сжатие, плотность, водопоглощение, соответствие геометрическим размерам, процент усадки.
Отдельного внимания заслуживает сервисное обслуживание. Производство и продажа пеноблоков – это непрерывный процесс, поэтому оборудование нуждается в постоянном контроле, оперативной поставке комплектующих и своевременном устранении неполадок. Если у продавца распространенная сеть сервис-центров, проблем с ремонтом установок не возникнет.
Стационарные линии отличаются не только габаритами, но и высокой суммарной мощностью, производительностью. Оборудование обеспечивает круглосуточное производство в огромных объемах – в среднем до 1500 пеноблоков за 8-часовую смену (5-12 м3/час).
Технология изготовления на комплексных заводах максимально автоматизирована. Линия включает все рабочие циклы и при этом позволяет существенно снизить энергопотребление, а также расход некоторых компонентов (пенообразователь, полимерное волокно). К примеру, оборудование от ЗАО «Метем» комплектуется следующим набором:
1. Смесительный комплекс с пневмозатвором и мощным героторным насосом. Благодаря надежности и запасу прочности устройства возможно изготовление раствора с фракционным наполнителем диаметром 10-15 мм.
2. Автоматический пеногенератор в комплекте с мощным компрессором. Такое сочетание позволяет получить пеноблок любой плотности – от D400 до D1200.
3. Автоматический дозатор воды.
4. Бункер-дозатор вяжущих материалов с автоматизированным затвором, отдельно растариватель цемента и бункер для песка. Система дозирования позволяет уменьшить количество персонала и сократить время, требуемое на изготовление полуфабриката.
5. Транспортер шнековый для подачи цемента и ленточный для песка – облегчают и ускоряют процесс.
6. Вибросито.
7. Пульт управления.
Отдельно поставляются малые комплектующие (шланги, фитинги, хомуты), блок-формы кассетные или габаритный блок в виде куба для последующего разрезания на более мелкие изделия. Во втором случае производство немного удорожается. Готовый пеноблок рекомендуется сразу расфасовать на поддоны и упаковать в термоусадочную пленку.
Оборудование может поставляться как в расширенной, так и сокращенной комплектации. Исключаются различные дозаторы или транспортеры или, наоборот, включаются резательные комплексы, распалубщики и др. Автоклавные устройства, позволяющие сушить пеноблок в течение суток, заказываются отдельно.
Приведем цены на стационарное автономное оборудование от российских предприятий.
| Производство/Модель | Характеристики | Цена, рубли |
| Метем (Россия) / МЕТЕМ-ПРОФИ АЗ-Пенобетон-03+резательный комплекс | Производительность: 5 м3/час Мощность: 17 кВт Объем смесителя: 500 литров | 3 700 000 |
| Алвико (Россия-Германия) / NM-150+резательный комплекс | Производительность: 6,25 м3/час Мощность: 15 кВт Объем смесителя: 800 литров | 4 200 000 |
| МП Строймеханика (Россия) / АМК Строй-Пенобетон 80 СР | Производительность: 10 м3/час Мощность: 16 кВт Объем смесителя: 1000 литров | 5 000 000 |
Удобство комплектов с резательным комплексом трудно переоценить. Производство ускоряется в несколько раз, количество бракованных изделий существенно снижается, а блок получается идеально ровным, практически без отклонений по размерам.
В конце хотелось бы отметить, что пенобетон и изделия из него (пеноблок, монолитная заливка), по утверждению продавцов установок – это очень выгодное вложение денег. Расчеты и бизнес-планы на бумаге дают примерный срок окупаемости – от 6 месяцев до 1 года. Но надо иметь в виду, что любое производство – это сложносоставной процесс, на который влияет множество факторов (от размера зарплат до инфляции) и реальная рентабельность может проявиться через несколько лет.
stroitel-list.ru
Технология производства и изготовления пеноблоков
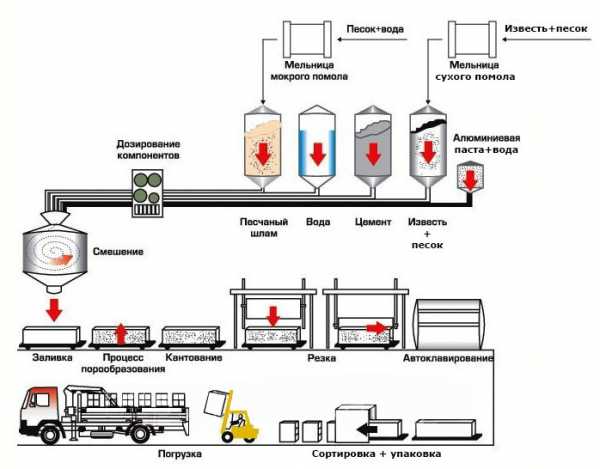
Производство пенобетонных блоков состоит из нескольких основных стадий, таких как: затворение пенобетонной смеси, формовка, сушка, распалубка, распиловка, термообработка, упаковка, складирование и так далее. В зависимости от выбора технологии изготовления пеноблоков и имеющегося оборудования, производители используют различные комбинации и варианты перечисленных стадий. Начнем по порядку.
Производство пенобетонной смеси
Современное производство пенобетонной смеси можно поделить на два основных вида: баротехнология и получение пенобетона с помощью пеногенератора. Каждая из технологий имеет свои плюсы и минусы. Первая более проста и экономична. Вторая более затратна, но позволяет получать пенобетон более высокого качества. Более подробно об плюсах и минусах этих двух технологий Вы можете прочитать в разделе производство пенобетона.
Формовка пеноблоков
На сегодняшний момент существует две основных технологии получения готовых пенобетонных блоков: литьевая и резательная.
Литьевая технология Литьевой способ производства пеноблоков очень похож на классическое изготовление изделий из железобетона, при котором готовая бетонная смесь отливается в металлическую форм-оснастку, сушится до набора необходимой прочности и затем вынимается из форм уже в виде готового изделия.
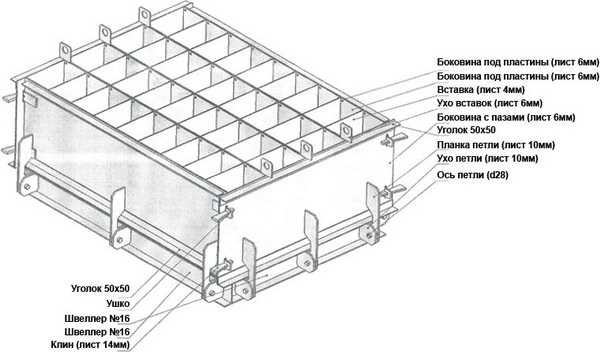
При производстве пеноблоков по литьевой технологии используются кассетные формы, представляющие из себя металлический поддон со съемными бортами и переборками, делящими форму на несколько отдельных секций. Похожая кассетная форма для приготовления льда лежит у Вас в холодильнике. Почти такая же применяется и на производстве пенобетонных блоков, только из металла, разборная и размером побольше. Чаще всего используются кассетные формы высотой 600 мм.
Главными минусами литьевой технологии являются:
- Неудовлетворительная геометрия готовых пеноблоков. То есть, габариты пенобетонных блоков по высоте, длине и ширине «пляшут». Происходит это из-за смещения металлических переборок при заливке пенобетонной смеси в кассету. Как правило, переборки сделаны из тонкого металла и при неравномерной заливке они могут смещаться, деформироваться и т.д.
Конечно же существуют качественные блок-формы, с переборками из толстой листовой стали, отлично подогнанные по размерам. Но такие формы дороги, и многочисленные кустари используют дешевые покупные или самодельные формы. Более подробно о возможных проблемах с геометрией изделий из пенобетона читайте в разделе размеры пеноблоков.
- Наличие так называемой «горбушки». Горбушка образовывается в верхнем слое залитой кассеты. Для примера вспомните кубики льда из холодильника, верхняя часть которых имеет неровную поверхность. Аналогично образуется неровность и на поверхности застывшего пенобетона. Многие наверное помнят верхнюю часть плит перекрытий и тому подобных железобетонных изделий, у которых все стороны ровные кроме одной — верхней, которая не «обжимается» опалубкой. Горбушку на пеноблоках, изготовленных по литьевой технологии, почти всегда можно обнаружить на одном из торцов.
- Необходимость использования специализированных переборок для кассет, заточенных под конкретный размер пеноблоков. Для того, чтобы выпускать три-четыре размера пенобетонных блоков, производители должны иметь несколько видов переборок с разными размерами ячеек.
- При распалубке кассет происходит частичное повреждение углов и поверхностей готовых блоков. Происходит это из-за прилипания пенобетона к стенкам кассеты, так как к моменту распалубки пенобетон не успевает набрать достаточной прочности. Время-деньги. Нужно побыстрее вынуть едва вставшие блоки, чтобы залить очередную партию.
Отчасти повреждение готовых блоков при распалубке происходит из-за некачественной смазки блок-формы перед заливкой. По технологии полагается применять специальные смазки, которые стоят определенных денег. В условиях тотальной экономии на всем, для смазывания форм-оснастки производители зачастую используют отработку и прочую масляную дрянь, которую можно смело назвать ложкой дегтя в нашей бочке пенобетонного меда, потому как даже тяжелые бетоны имеют низкую стойкость к разрущающему действию машинных масел.
Из плюсов литьевой технологии производства пенобетонных блоков можно выделить лишь экономическую выгоду для производителя: отсутствие необходимости приобретения дорогостоящего резального оборудования и простота процесса. Впрочем, для конечного потребителя это преимущество не имеет никакого значения.
Резательная технология Подобный способ производства пеноблоков состоит из двух ступеней: отливка массива пенобетона в большую форму и его распалубка с дальнейшей резкой на блоки заданного размера. Происходит это на специальных резательных установках. В различных типах резательных установок используются разные виды режущих элементов. Это могут быть специальные струны, ленточные и цепные пилы.
Эта технология производства пенобетонных блоков обладает целым рядом преимуществ. Вот основные из них:
- Великолепная геометрия поверхностей получаемых пеноблоков, соответствующая требованиям ГОСТ 21520-89. Благодаря этому, блоки можно монтировать на клей с минимальной толщиной шва.
- На гранях и углах пеноблоков отсутствуют сколы и неровности. Этот нюанс особенно важен для сокращения расходов и трудозатрат при дальнейшей отделке стен.
- За счет отсутствия на поверхностях блоков остатков смазки (а тем более масляной обработки) которой смазываются формы-кассеты, готовые стеновые блоки обладают хорошей адгезией и привлекательным внешним видом. И если внешние данные не столь важны, то хорошая адгезия пеноблока — один из важнейших критериев успешного оштукатуривания или шпатлевания стены при проведении внешней и внутренней отделки дома.
- Возможность изготовления пеноблоков произвольных размеров. Перенастройка шага пильных струн позволяет нарезать готовые блоки по размерам заказчика.
- Благодаря обрезке массива пенобетона со всех сторон, решается и проблема с пресловутой «горбушкой» на торце блока. Она просто срезается.
Впрочем, есть у резательной технологии и свои неприятные моменты. При использовании разных видов режущих элементов должны быть четко соблюдены определенные требования к своевременности проведения резки. При резке струнами важно поймать момент, когда пенобетон уже встал, но ещё не набрал «лишней» прочности. Если этот момент прозевать, при проведении разрезки массива, струна может смещаться, уходить, что отрицательно скажется на окончательной ровности блока.
При разрезке пенобетона ленточными пилами массив наоборот должен иметь более высокую прочность, так как при резке он кантуется (переворачивается на резальном столе). И если прочность будет недостаточной, он просто будет ломаться при кантовании.
Перечисленные проблемы скорее досаждают производителям пенобетонных блоков, нежели их конечным потребителям. В любом случае, Ваша главная задача — сделать правильный выбор.
Сушка пеноблоков и набор прочности
При производстве блоков из пенобетона литьевым способом возможны две технологии первоначальной сушки изделий. Первый вариант — естественная сушка, подразумевающая 10 часовой набор прочности пенобетона в форме и его дальнейшая распалубка. Второй вариант — термическая обработка пенобетонных блоков в пропарочной камере. В отличие от естественной сушки, пропарка в камере позволяет пенобетону за несколько часов набрать 65-75% расчетной прочности.
Стоит заметить, что по подобной технологии производятся почти все железобетонные изделия. Группа BESTO поставляет пеноблоки, произведенные с применением термо-влажностной обработки в пропарочных камерах. Производство пеноблоков расположено на территории завода ЖБИ-16 в Москве.
Резательная технология производства пенобетонных блоков подразумевает естественную сушку массива в течение 4-14 часов с дальнейшей его разрезкой. Время сушки перед разрезкой зависит от использования того или иного вида режущих элементов (струны, ленточные пилы, цепи), а так же ускорителей твердения, добавляемых в пенобетонную смесь при затворении.
www.avtobeton.ru
Зарабатываем на производстве пеноблоков — технология, оборудование, бизнес-план
Производство пеноблоков как выгодный бизнес
Пеноблок — это популярный строительный материал, появившийся как альтернатива кирпичу. У этого строительного материала масса достоинств. Он изготавливается из смеси песка, цемента, пены и некоторых добавок. При изготовлении пеноблоков не требуется термическая обработка. После смешивания компонентов раствором заполняются специальные формы, где он и затвердевает.
Бизнес на изготовлении пеноблоков считается очень выгодным и не требует значительных капиталовложений. При нехватке первоначальных средств на приобретение полноценной линии можно обойтись неукомплектованным производством.

Застройщики частных домовладений, дач и торговых павильонов зачастую отдают предпочтение именно этому строительному материалу. Расход пеноблоков при строительстве гораздо меньше чем кирпича. У этого строительного материала высокая тепло и звукоизоляция. Помимо прочего этот материал ценится за быстрое возведение постройки за счёт его лёгкости и больших объёмов.
Изготовление пеноблоков
Производство пеноблоков отличается простотой и небольшими затратами. Существует два способа приготовления смеси, из которой формируется пеноблок. Наиболее дешевым способом изготовления пеноблоков является баротехнология. При этой технологии все компоненты раствора загружаются специальные смеситель вручную. При подаче в аппарат воздуха происходит смешивание всех компонентов, после чего готовая смесь разливается в специальные формы, где и застывает.
Баротехнология проста, дешева в производстве и не требует дополнительного оборудования. Смеситель можно установить в небольшом цеху собственными силами при этом для его обслуживания требуется минимум персонала. Из минусов данной технологии можно отметить невысокое качество получаемой продукции. Пеноблок после застывания получаются хрупкими, это зависит от количества воды подаваемой при замешивании смеси.

Более качественная продукция получается при производстве пеноблоков с применением пеногенератора. Технология в этом случае немного отличается от предыдущей. Вначале в смеситель загружаются все компоненты будущей смеси и перемешиваются, затем добавляется техническая пена. Готовая смесь под давлением поступает на разливочные формы.
Пеногенератор позволяет изготавливать более качественную продукцию, что выше ценится покупателями, к тому же и цена таких пеноблоков как правило, выше. Готовый пеноблок получается без крупных пор, а пена образует правильную структуру. Применяемые добавки при изготовлении смеси экологичны, а за счёт прочности получающихся блоков, в брак уходит незначительное их количество.
Формирование блоков
Формирование блоков может, осуществляется в обоих случаях, как при помощи резательной технологии, так и литьевой. При резательной технологи, разлитый в формы и застывший пенобетон, при помощи режущего станка, нарезается на готовые блоки нужного размера. При этом следует учитывать, что пеноблок должен набрать твердость, но не успеть полностью, высохнуть, что затрудняет процесс резки. При резке, можно выбирать каких размеров будет готовый пеноблок.
При литьевой технологии достаточно залить приготовленную смесь в специальные кассетные формы и дать застыть. Для изготовления пеноблоков различной формы и размеров применяются соответственно различные формы. При таком способе производства следует следить за формами, они не должны быть деформированы и не иметь заусениц.
После разлива пенобетона по формам, раствору дают на просушку 10 часов, применение сушильной камеры сокращает время сушки до 4 часов.

Оборудование и расчеты
Для производства пеноблоков потребуется следующее оборудование:
- формы для литья пеноблоков. форма с размерами отливаемых блоков 600х300х200 мм., стоит около 2000$, в такой форме отливается сразу 30 блоков;
- установка для изготовления пенобетона — 3000$;
- пеногенератор — 800$;
- станок для нарезки блоков 15000$.
В зависимости от выбранного способа изготовления пеноблоков, затраты на старт проекта будут сильно отличатся. Так старт производства по литьевой технологии обойдётся в 9500$ -10000$. Стоимость линии с пеногенератором и резательным станком может обойтись в 20000$ -23000$.
Для установки оборудования и места для просушки пеноблоков потребуется соответствующее помещение. Для небольшого производства можно подобрать цех не более 300 квадратных метров, этого достаточно 250 кубометров готового материала. Аренда такого помещения обойдётся не дороже 1000$ так как производство лучше размещать вдали от жилой зоны.
После установки оборудования следует закупить сырьё. На это будет уходить около 2000$ в месяц, этого достаточно на 250 кубометров продукции. Штат небольшого производства может состоять из 5 рабочих. После вычета транспортных расходов, оплату труда персоналу, оплаты электроэнергии и рекламных расходов можно произвести расчёт окупаемости предприятия.
xn——7kcbekeiftdh9amwkb4d2o.xn--p1ai