Чем отличается автоклавный газобетон от неавтоклавного
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье.
Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу.
По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ.
Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор.
Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Что такое автоклавирование и для чего оно нужно?
Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191 Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Автоклавный газобетон и неавтоклавные материалы принципиально различаются по целому ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, автоклавный газобетон превосходит их по всем показателям.
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона
Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
2. Прочность
Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т.к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления
Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита.
Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4. Однородность
При производстве автоклавного газобетона газообразование происходит одновременно во всем объеме материала.
Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело.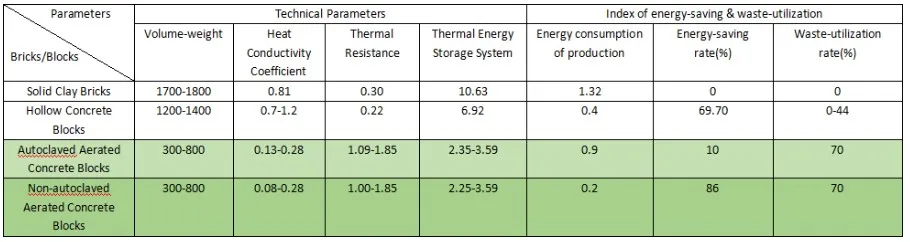
5. Усадка при высыхании
Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич.
Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят.
К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
6.
 Экологичность
ЭкологичностьАвтоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени.
Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
7. Геометрия
Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года).
Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
- — увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
- — увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
- — образуются мостики холода из-за толстых растворных швов
- — требуется трудоемкое выравнивание вертикальной поверхности стен
- — расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
- — увеличивается толщина и трудоемкость отделочных работ
- — снижается прочность кладки
8.
 Теплоизоляционные свойства
Теплоизоляционные свойстваПлотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500.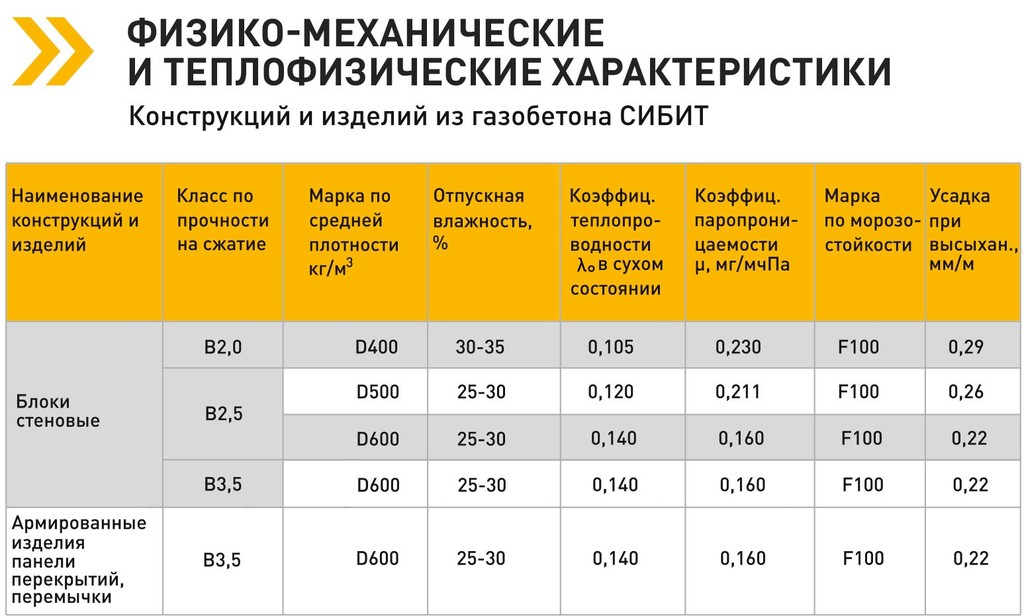 Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Подведем итоги
- — Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.
- — Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
- — Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
- — Автоклавный газобетон не дает усадки в процессе эксплуатации.
- — Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
- — Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
- — Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.

Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.
Какие существенные отличия между автоклавным и неавтоклавным газобетоном
По условиям твердения газобетоны подразделяют на:
- автоклавные, которые твердеют в среде насыщенного пара при давлении выше атмосферного;
- неавтоклавные, которые твердеют в естественных условиях, при электропрогреве или в среде насыщенного пара при атмосферном давлении.
Автоклавный газобетон изготавливается только в условиях промышленных предприятий. Все процессы, от смешивания сырья до нарезки, полностью автоматизированы. Это позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками.
Автоклав — герметичный аппарат для операций, которые требуют нагрева под давлением выше атмосферного. Что и происходит с газобетоном. Газобетонные блоки загружаются в специальную печь — автоклав на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий.
Неавтоклавные газобетонные блоки твердеют при нормальном атмосферном давлении или в условиях нагревания.
Оба материала относятся к ячеистым бетонам и отличаются пористой структурой, хорошими тепло и звукоизоляционными свойствами и малым весом, но автоклавный газобетон широко используется в строительстве жилых зданий, а неавтоклавный более характерен для кустарного и домашнего производства.
И хоть производство неавтоклавного газобетона отличается от автоклавного, в основном рецептурой смеси и отсутствием обработки в автоклаве, между ними существует огромная пропасть в характеристиках.
Давайте рассмотрим, какие отличия у газобетонных блоков при разных условиях твердения.

- Морозостойкость. При автоклавном твердении газобетон может достигать 100, а иногда и 150 циклов замораживания и оттаивания, а неавтоклавный газобетон таким высоким значением похвастаться не может. Его порог достигает всего 70 циклов.
- Усадка неавтоклавного газобетона составляет до 1,5 мм, а автоклавного всего 0,3 мм. Поэтому неавтоклавные газоблоки больше подвержены образованию трещин.
- Разный коэффициент теплопроводности при одинаковых размерах. Чтобы выровнять этот показатель, неавтоклавный газобетон должен быть на 25 см. толще.
- Геометрия автоклавного блока в два раза лучше.
- Различия в цвете. Автоклавные газобетонные блоки белого цвета, когда неавтоклавные — серого.
- Прочность газоблоков. При плотности блока равной Д500, марка автоклавного газобетона должна соответствовать показателю 3,5.
 У неавтоклавного это значение едва достигает половины.
У неавтоклавного это значение едва достигает половины.
- Цена. Автоклавные газобетонные блоки дороже.
Обзор автоклава
Последнее обновление: 31 октября 2016 г. 9:45:31 по тихоокеанскому времени
Отправить отзыв
Узнайте о назначении и ограничениях автоклавов, типах циклов и процедурах безопасной и эффективной автоклавирования.
Назначение
Автоклавирование, иногда называемое паровой стерилизацией, представляет собой использование пара под давлением для уничтожения инфекционных агентов и денатурации белков.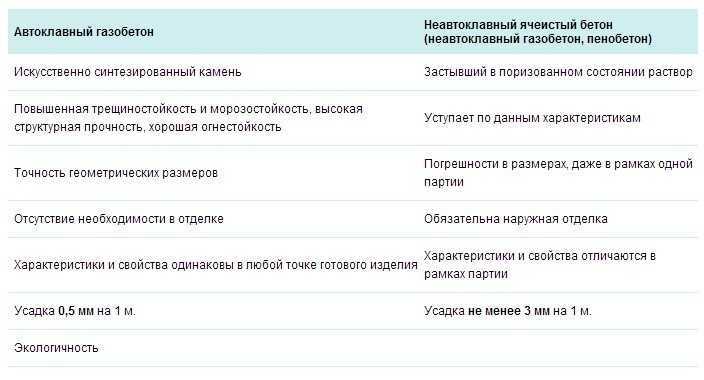 Этот вид «влажного тепла» считается наиболее надежным методом стерилизации лабораторного оборудования и обеззараживания биологически опасных отходов.
Этот вид «влажного тепла» считается наиболее надежным методом стерилизации лабораторного оборудования и обеззараживания биологически опасных отходов.
Другие методы обеззараживания — сухой жар, ультрафиолетовое или ионизирующее излучение, а также дезинфекция жидкостью, газом или паром — не являются надлежащей заменой автоклавированию или сжиганию перед утилизацией биологически опасных материалов. Автоклавы не удаляют химические загрязнения.
Операционные процедуры
При правильном использовании автоклавы безопасны и высокоэффективны. В автоклавах используется насыщенный пар под давлением примерно 15 фунтов на квадратный дюйм для достижения температуры в камере не менее 250 ° F (121 ° C) в течение заданного времени — обычно 30–60 минут.
В дополнение к правильной температуре и времени, предотвращение захвата воздуха имеет решающее значение для достижения стерильности. Материал, подлежащий стерилизации, должен контактировать с паром и теплом.
Использование автоклава требует осторожности и соблюдения строгих нормативных и эксплуатационных требований. Для операционных процедур читать:
Для операционных процедур читать:
- Автоклав: биологически опасные отходы
- Автоклав: стерилизация оборудования и материалов
Автоклавные циклы
Существует 2 основных цикла автоклавирования:
- Гравитация или «быстрый выхлоп»
- Жидкость или «медленный выхлоп»
Оба цикла и материалы, подходящие для каждого цикла, описаны ниже.
Цикл | Материалы | Описание |
Гравитация или «быстрый выхлоп» | Галантерея, изделия из стекла и т. д. | Этот цикл наполняет камеру паром и поддерживает заданное давление и температуру в течение заданного периода времени. В конце цикла открывается клапан, и давление в камере быстро возвращается к атмосферному. Время сушки также может быть добавлено к циклу. |
Жидкость или «медленный выхлоп» | Жидкости | Этот цикл предотвращает закипание стерилизованных жидкостей.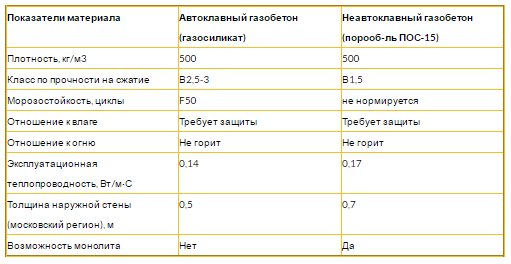 Пар медленно выпускается в конце цикла, позволяя жидкостям (которые будут перегреты) охлаждаться. Пар медленно выпускается в конце цикла, позволяя жидкостям (которые будут перегреты) охлаждаться. |
Мониторинг стерильности
Химический индикатор (например, автоклавная лента) должен использоваться при каждой загрузке в автоклав. Однако использование автоклавной ленты само по себе не является адекватным средством контроля эффективности. Мониторинг стерильности автоклава должен проводиться не реже одного раза в месяц с использованием соответствующих биологических индикаторов (полоски со спорами Bacillus stearothermophilus), размещенных в разных местах автоклава.
Споры, которые могут выживать при температуре 250°F в течение 5 минут, но погибают при температуре 250°F в течение 13 минут, более устойчивы к нагреванию, чем большинство других, что обеспечивает адекватный запас прочности при валидации процедур обеззараживания. Каждый тип используемого контейнера должен быть проверен на наличие спор, поскольку эффективность зависит от нагрузки, объема жидкости и т. д.
д.
Помогите UCSD вырваться вперед!
Индикаторные ленты для автоклавов некоторых марок могут содержать свинец. Узнайте больше о возможном высоком уровне содержания свинца в автоклавной ленте, о том, как правильно его утилизировать, и о бессвинцовых альтернативах.
Обратитесь в отдел биобезопасности EH&S.
Уведомление: Утилизация опасных отходов с использованием раковин, преднамеренного испарения или в качестве обычного мусора является нарушением закона. Лаборатории кампуса должны соблюдать строгие государственные и федеральные требования по утилизации отходов. Вы можете быть привлечены к ответственности за нарушение действующего законодательства.
Стерилизация паром | Руководство по дезинфекции и стерилизации | Библиотека руководств | Инфекционный контроль
Из всех методов стерилизации влажный жар в виде насыщенного пара под давлением является наиболее широко используемым и наиболее надежным. Паровая стерилизация нетоксична, недорога 826 , обладает быстрым бактерицидным и спороцидным действием, быстро нагревает и проникает в ткани (таблица 6) 827 . Как и все процессы стерилизации, паровая стерилизация оказывает пагубное воздействие на некоторые материалы, включая коррозию и возгорание смазочных материалов, используемых в стоматологических наконечниках 212 ; снижение способности передавать свет, связанное с ларингоскопами 828 ; и увеличенное время отверждения (в 5,6 раза) с гипсовой повязкой 829 .
Паровая стерилизация нетоксична, недорога 826 , обладает быстрым бактерицидным и спороцидным действием, быстро нагревает и проникает в ткани (таблица 6) 827 . Как и все процессы стерилизации, паровая стерилизация оказывает пагубное воздействие на некоторые материалы, включая коррозию и возгорание смазочных материалов, используемых в стоматологических наконечниках 212 ; снижение способности передавать свет, связанное с ларингоскопами 828 ; и увеличенное время отверждения (в 5,6 раза) с гипсовой повязкой 829 .
Основной принцип паровой стерилизации, осуществляемой в автоклаве, состоит в том, чтобы подвергнуть каждый предмет прямому контакту с паром при требуемой температуре и давлении в течение определенного времени. Таким образом, существует четыре параметра паровой стерилизации: пар, давление, температура и время. Идеальным паром для стерилизации является сухой насыщенный пар и увлеченная вода (доля сухости ≥97%). 813, 819 Давление служит средством получения высоких температур, необходимых для быстрого уничтожения микроорганизмов.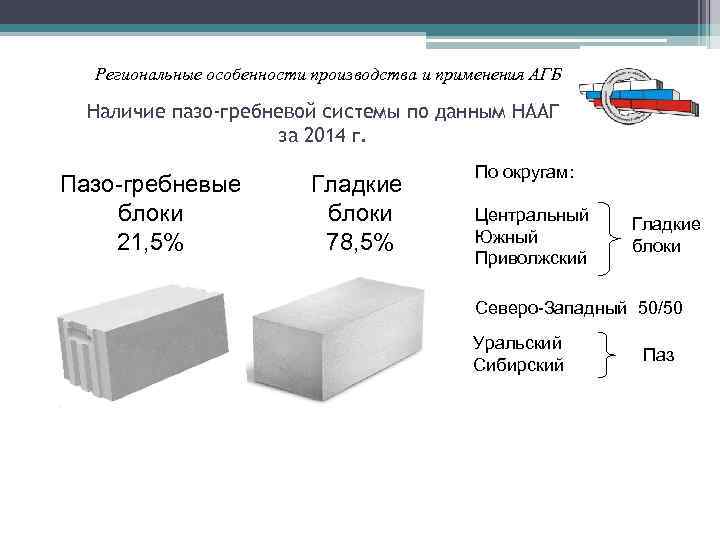 Для обеспечения микробицидной активности необходимо получить определенные температуры. Двумя распространенными температурами стерилизации паром являются 121°C (250°F) и 132°C (270°F). Эти температуры (и другие высокие температуры) 830 должны поддерживаться в течение минимального времени для уничтожения микроорганизмов. Признанные минимальные периоды воздействия для стерилизации упакованных предметов медицинского назначения составляют 30 минут при 121°C (250°F) в гравитационном стерилизаторе или 4 минуты при 132°C (270°F) в предварительно вакуумном стерилизаторе (таблица 7). При постоянной температуре время стерилизации варьируется в зависимости от типа предмета (например, металл или резина, пластик, предметы с просветами), того, обернут предмет или нет, и типа стерилизатора.
Для обеспечения микробицидной активности необходимо получить определенные температуры. Двумя распространенными температурами стерилизации паром являются 121°C (250°F) и 132°C (270°F). Эти температуры (и другие высокие температуры) 830 должны поддерживаться в течение минимального времени для уничтожения микроорганизмов. Признанные минимальные периоды воздействия для стерилизации упакованных предметов медицинского назначения составляют 30 минут при 121°C (250°F) в гравитационном стерилизаторе или 4 минуты при 132°C (270°F) в предварительно вакуумном стерилизаторе (таблица 7). При постоянной температуре время стерилизации варьируется в зависимости от типа предмета (например, металл или резина, пластик, предметы с просветами), того, обернут предмет или нет, и типа стерилизатора.
Двумя основными типами паровых стерилизаторов (автоклавов) являются гравитационный автоклав и высокоскоростной предвакуумный стерилизатор. В первом случае пар поступает сверху или по бокам стерилизационной камеры и, поскольку пар легче воздуха, вытесняет воздух из нижней части камеры через дренажное отверстие. Автоклавы гравитационного вытеснения в основном используются для обработки лабораторных сред, воды, фармацевтических продуктов, регулируемых медицинских отходов и непористых изделий, поверхности которых находятся в прямом контакте с паром. Для самотечных стерилизаторов время проникновения в пористые предметы увеличивается из-за неполного удаления воздуха. Этот момент иллюстрируется обеззараживанием 10 фунтов микробиологических отходов, для чего требуется не менее 45 минут при температуре 121 °C, поскольку захваченный воздух, остающийся в загрузке отходов, значительно замедляет проникновение пара и эффективность нагрева. 831, 832 Высокоскоростные предвакуумные стерилизаторы аналогичны гравитационным стерилизаторам, за исключением того, что они оснащены вакуумным насосом (или эжектором), обеспечивающим удаление воздуха из стерилизационной камеры и загрузку до поступления пара. Преимущество использования вакуумного насоса заключается в почти мгновенном проникновении пара даже в пористые материалы.
Автоклавы гравитационного вытеснения в основном используются для обработки лабораторных сред, воды, фармацевтических продуктов, регулируемых медицинских отходов и непористых изделий, поверхности которых находятся в прямом контакте с паром. Для самотечных стерилизаторов время проникновения в пористые предметы увеличивается из-за неполного удаления воздуха. Этот момент иллюстрируется обеззараживанием 10 фунтов микробиологических отходов, для чего требуется не менее 45 минут при температуре 121 °C, поскольку захваченный воздух, остающийся в загрузке отходов, значительно замедляет проникновение пара и эффективность нагрева. 831, 832 Высокоскоростные предвакуумные стерилизаторы аналогичны гравитационным стерилизаторам, за исключением того, что они оснащены вакуумным насосом (или эжектором), обеспечивающим удаление воздуха из стерилизационной камеры и загрузку до поступления пара. Преимущество использования вакуумного насоса заключается в почти мгновенном проникновении пара даже в пористые материалы. Тест Боуи-Дика используется для обнаружения утечек воздуха и недостаточного удаления воздуха и состоит из сложенных хирургических полотенец из 100% хлопка, чистых и предварительно кондиционированных. Имеющийся в продаже тестовый лист типа Боуи-Дика должен быть помещен в центр упаковки. Тестовый пакет следует поместить горизонтально в переднюю, нижнюю часть штатива стерилизатора, рядом с дверью и над сливом, в пустой камере и выдержать при температуре 134°C в течение 3,5 минут. 813, 819 Тест проводится каждый день использования парового стерилизатора вакуумного типа перед первой обрабатываемой загрузкой. Воздух, который не удален из камеры, будет мешать контакту пара. Одноразовые тестовые упаковки меньшего размера (или устройства для контрольных испытаний) были разработаны для замены стопки сложенных хирургических полотенец для проверки эффективности вакуумной системы в предвакуумном стерилизаторе. 833 Эти устройства «предназначены для имитации продукта, подлежащего стерилизации, и представляют собой определенную задачу для процесса стерилизации».
Тест Боуи-Дика используется для обнаружения утечек воздуха и недостаточного удаления воздуха и состоит из сложенных хирургических полотенец из 100% хлопка, чистых и предварительно кондиционированных. Имеющийся в продаже тестовый лист типа Боуи-Дика должен быть помещен в центр упаковки. Тестовый пакет следует поместить горизонтально в переднюю, нижнюю часть штатива стерилизатора, рядом с дверью и над сливом, в пустой камере и выдержать при температуре 134°C в течение 3,5 минут. 813, 819 Тест проводится каждый день использования парового стерилизатора вакуумного типа перед первой обрабатываемой загрузкой. Воздух, который не удален из камеры, будет мешать контакту пара. Одноразовые тестовые упаковки меньшего размера (или устройства для контрольных испытаний) были разработаны для замены стопки сложенных хирургических полотенец для проверки эффективности вакуумной системы в предвакуумном стерилизаторе. 833 Эти устройства «предназначены для имитации продукта, подлежащего стерилизации, и представляют собой определенную задачу для процесса стерилизации». 819, 834 Они должны быть репрезентативными для нагрузки и имитировать самые большие проблемы с нагрузкой. 835 Вакуумные характеристики стерилизатора приемлемы, если лист внутри тестовой упаковки демонстрирует равномерное изменение цвета. Захваченный воздух вызовет появление пятна на тестовом листе из-за неспособности пара достичь химического индикатора. Если стерилизатор не прошел тест Боуи-Дика, не используйте стерилизатор до тех пор, пока он не будет проверен обслуживающим персоналом стерилизатора и не пройдет тест Боуи-Дика. 813, 819, 836
819, 834 Они должны быть репрезентативными для нагрузки и имитировать самые большие проблемы с нагрузкой. 835 Вакуумные характеристики стерилизатора приемлемы, если лист внутри тестовой упаковки демонстрирует равномерное изменение цвета. Захваченный воздух вызовет появление пятна на тестовом листе из-за неспособности пара достичь химического индикатора. Если стерилизатор не прошел тест Боуи-Дика, не используйте стерилизатор до тех пор, пока он не будет проверен обслуживающим персоналом стерилизатора и не пройдет тест Боуи-Дика. 813, 819, 836
Другой дизайн паровой стерилизации представляет собой процесс импульсного давления с промывкой паром, при котором воздух быстро удаляется за счет многократного чередования промывки паром и импульса давления выше атмосферного. Воздух быстро удаляется из загрузки, как и в форвакуумном стерилизаторе, но утечки воздуха не влияют на этот процесс, поскольку давление пара в стерилизационной камере всегда выше атмосферного.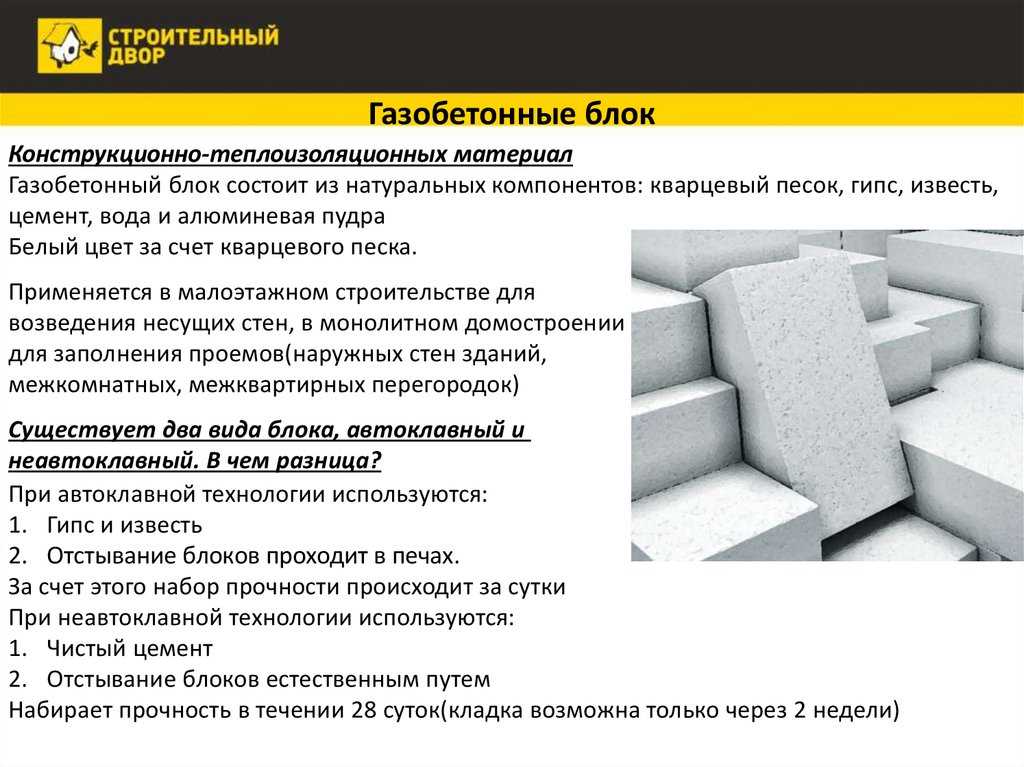 Типичные температуры и время стерилизации составляют от 132°C до 135°C с выдержкой от 3 до 4 минут для пористых материалов и инструментов. 827, 837
Типичные температуры и время стерилизации составляют от 132°C до 135°C с выдержкой от 3 до 4 минут для пористых материалов и инструментов. 827, 837
Как и другие системы стерилизации, паровой цикл контролируется механическими, химическими и биологическими мониторами. Паровые стерилизаторы обычно контролируются с помощью распечатки (или графически) путем измерения температуры, времени при температуре и давлении. Как правило, химические индикаторы прикрепляются снаружи и встраиваются в упаковку для контроля температуры или времени и температуры. Эффективность паровой стерилизации контролируют биологическим индикатором, содержащим споры Geobacillus stearothermophilus (ранее Bacillus stearothermophilus ) . Положительные результаты теста на споры являются относительно редким событием 838 и могут быть связаны с ошибкой оператора, недостаточной подачей пара, 839 или неисправностью оборудования.
Переносные (настольные) паровые стерилизаторы применяются в поликлиниках, стоматологических и сельских поликлиниках.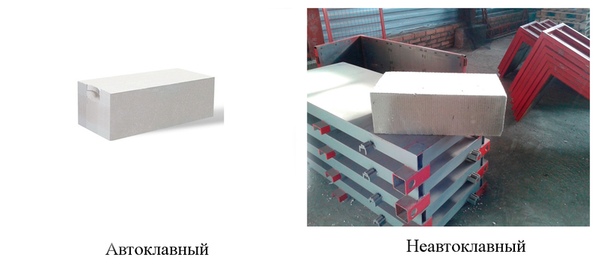 840 Эти стерилизаторы предназначены для небольших инструментов, таких как шприцы и иглы для подкожных инъекций, а также стоматологические инструменты. Способность стерилизатора достигать физических параметров, необходимых для достижения стерилизации, следует контролировать с помощью механических, химических и биологических индикаторов.
840 Эти стерилизаторы предназначены для небольших инструментов, таких как шприцы и иглы для подкожных инъекций, а также стоматологические инструменты. Способность стерилизатора достигать физических параметров, необходимых для достижения стерилизации, следует контролировать с помощью механических, химических и биологических индикаторов.
Самым старым и наиболее известным средством для инактивации микроорганизмов является тепло. D-величины (время сокращения выживающей популяции на 90% или 1 log 10 ) позволяют проводить прямое сравнение термостойкости микроорганизмов. Поскольку значение D может быть определено при различных температурах, для обозначения температуры воздействия используется нижний индекс (например, D 121C ). D 121C — значения для Geobacillus stearothermophilus , используемые для контроля процесса паровой стерилизации, варьируются от 1 до 2 минут. Такие низкие значения D 9 имеют термоустойчивые неспорообразующие бактерии, дрожжи и грибы.