Соединение арматуры без сварки: способы и типы
На сегодняшний день все нормы и правила, а также типы соединений арматуры прописаны в СНиП. Их четкое соблюдение позволяет свести на минимум риски дальнейшей эксплуатации несущих конструкций.
Различают четыре основных вида соединения арматуры: сварочный, соединения «внахлест», обжимные муфты и резьбовые механические соединения.
Виды соединений арматуры
1) Ванная и ванно-шовная сварка
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
- Стоимость соединения;
- Скорость подготовки соединения;
- Объем и способ контроля;
- Квалификация персонала
- Тенденция к использованию термически упрочненной арматуры;
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
2) Соединения «внахлестку»

Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры. Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
3) Обжимные муфты для соединения арматуры
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon

Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.

Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Способ соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и стыковые соединения арматуры закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом с регулированием предельного момента.

ems-ancon.com
Соединение арматуры разных диаметров. Диаметр арматуры. Armatura-Tonna.ru
Соединения арматуры — интересное
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки независимо от способа образования каркаса.
Все сварные соединения в зависимости от места их выполнения делятся на:
— сварные соединения, выполняемые в заводских условиях;
— сварные соединения, выполняемые в условиях стройплощадки.
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
Рис. 3.5. Сварные стыковые соединения арматуры: а — контактная электросварка встык; б — дуговая ванная сварка в инвентарной форме; в — дуговая сварка с накладками с четырьмя фланговыми швами; г — то же, с двумя фланговыми швами; д — размеры сварного шва; е — сварное соединение в тавр стержней с пластиной; ж — сварное соединение внахлёстку стержня с пластиной
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2 ≥ 0,85.
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d
Сварные соединения, выполняемые в условиях стройплощадки. Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 3.5б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10. 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 3.5 в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 3.5. г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d ; h ≥ 4 мм и h ≥ 0,25d, где b — ширина шва; h — глубина шва (рис. 3.5д ).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 3.5е). Соединение внахлёстку арматурных стержней диаметром 8. 40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 3.5 ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 3.6).
Рис. 3.6. Стыки сварных сеток в направлении рабочей арматуры: а — при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в — то же, когда поперечные стержни расположены в разных плоскостях; г — при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д — то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l — длина перепуска сеток; d, d1 — соответственно диаметры рабочей и распределительной арматуры
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём.
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 3.6б, в) или в одной плоскости (рис. 3.6а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых сеток или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 3.6г, д).
В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8. 1 мм.
Рекомендуем ознакомится: http://studopedia.ru
Соединение арматуры разного диаметра на сварке (ф25= ф16). Как?
UnAtom. применяйте соединение С23-Рэ по ГОСТ 14098-91. Характеристики шва по наименьшему диаметру. Вопросы можете задавать в НИИЖБ лаборатория арматуры и лично завлабораторией Мадатян Сергей Ашотович. Я не знаю какие еще более высокие старшие товарищи вам требуются, кроме авторов ГОСТ. Применять ванную сварку диаметров 25 и 20 — это расточительство.
Схожая ситуация и в Фундаментной плите, фоновая арматура получается ф16 + дополнительная, а в некоторых местах приходится ставить ф28 с шагом 100. Необходимо тоже как-то соединить ф16 и ф28. Как?
Обычно ставят основную сетку из диаметра 16 и к ней ставят доборы, в вашем случае из диаметра 28, т.е. дополнительные стержни вкладывают между основными хотя бы и с минимальным допустимым зазором. В вашем случае может и диаметрами 25 +16 обойдетесь.
В принципе — можно вывести арматуру 28 в зону, где уже только 16 хватает и приварить по С23-Рэ швом 16 к 28. Все равно там уже только 16 работает и шва хватит.
Мне эти причины непонятны. Вы что боитесь по телефону в Москву в НИИЖБ или в ЦНИИСК позвонить? Никто вас там не съест.
Посмотрите СТО 02495307-001-2007 Сварные соединения арматурных стержней в монолитных железобетонных колоннах (см. http://dwg.ru/dnl/5040 ). Этот документ подтверждает возможность сварки арматуры разных диаметров швами.
Leonid555, а сколько это минимальный зазор? т.е. доп. арматуру к фоновой не привариваем?
Посмотрите Пособие к СП 52-101-2003 пункты 5.9 и 5.10. Дополнительную арматуру к фоновой не привариваем. Просто учитываем наличие фоновой повсеместно.
Последний раз редактировалось Leonid555, 19.10.2010 в 20:52.
Допустим мы заливаем колонну до отметки низа ригеля, а рабочую арматуру колонны выпускаем на высоту сечения ригеля.Как в этом случае заанкерить верхнюю арматуру ригеля в колонну?
Длины анкеровки должно хватать в любом случае. К арматуре колонны можно анкерные пластины приварить — в пластинах сделать раззенкованные отверстия, надеть пластины на стержни и заварить. Принцип тот же что и при изготовлении закладных деталей. А если под пластины арматуру ригеля завести — то хрен у вас арматуру колонны вырвет. Или отгибы арматурные к стержням колонны приварить. А отгибы загнуть по указаниям п. 5.36 Пособия к СП 52-101-2003.
Арматура ригеля (в данном случае) заанкерена в консоли. Арматура консоли соответственно заанкерена в ригеле. Это что в лоб, что по лбу . В вашем случае нет необходимости заводить арматуру ригеля в колонну. Достаточно арматуру колонны заанкерить в ригеле.
Offtop: Слушайте, когда же вы наконец СП и пособие к нему прочтете? Все что вы спрашиваете там довольно ясно изложено.
Последний раз редактировалось Leonid555, 20.10.2010 в 11:00.
Кстати, как это СТО 02495307-001-2007, распространяется на сварку арматуры от ф20 до ф40 и ничего о сварке соединяемых стержней разного диаметра или диаметра 20 там нет.
В СТО показана принципиальная возможность сварки арматуры разных диаметров швами. Там применены накладки меньшего диаметра, чем основная рабочая арматура. Да и сами соединяемые стержни рабочей арматуры могут быть разного диаметра см. пункт 6.18. Ну а соединять диаметр 20 с диаметром 16 двумя, тремя или четыремя накладками — это как то никому в голову не пришло. Нет такой необходимости. Простого нахлесточного шва хватит.
Я не сомневаюсь, что можно придумать всё что угодно и впихнуть это в виде СТО. своего предприятия, но как к этому отнесутся эксперты.
Об этом у своих экспертов и спросите.
UnAtom. вы не хотите брать на себя ответственность? Ваше дело. СТО для вас не аргумент? Тоже ваше дело. Тогда идите в головные НИИ и получайте ответы в письменном виде на ваши вопросы. За ваши деньги — вам официально ответят и будет что показать экспертам.
Я не понимаю — что вы в таком случае на форуме ищете? Раз у вас такой подход — вот вынь да полож вам НОРМЫ на все случаи жизни, то вы здесь только время теряете.
Я рассказал мое мнение. Я официальными справками для сварки арматуры разных диаметров не прикрывался, хотя со специалистами консультировался — устно. Никто из экспертов к такой сварке не придирался.
Еще раз повторяю — вы можете никому и ничему кроме официальных бумаг с печатями и подписями не верить. Но на форуме вам таких бумаг не дадут. А чужой опыт, как выяснилось, вас вообще не интересует.
Последний раз редактировалось Leonid555, 20.10.2010 в 13:20.
Leonid555
Прям не на шутку разозлил я вас . Я просто столкнулся с проблемой, нашёл несколько путей её решения, и решил посоветоваться/спросить у форумчан о решении данной проблемы с их точки зрения. Неужели я не имею право здесь спрашивать подтверждения своих слов и обоснования принимаемых решений нормативными документами. Я их всех не читал и, думаю, вы тоже, поэтому если вдруг кто-то подскажет, где ещё посмотреть, то я буду очень признателен. Также приветствуется описание реального опыта выполнения подобных сварных соединений. А то что меня что-то устраивает/не устраивает и я это пишу здесь, так это просто-напросто моделирование разговора с теми же самыми экспертами и технадзорами. Я вам благодарен за участие в обсуждении темы и за высказывание весьма квалифицированной точки зрения, но не более того.
Я не только на форумах буду решать этот вопрос.
А можно уточнить где именно отдается предпочтение сварным соединениям, по сравнению с нахлесточными?
К сожалению не могу гарантировать правомерность этого утверждения для РФ или Московской области, но в наших украинских нормах ДБН В.1.1-12 2006 есть п.3.6.11:
Соединение рабочей продольной арматуры в монолитных элементах должно выполняться:
а)в колоннах и ригелях каркасных зданий — на сварке. В 6-ти и 7-ми балльных зонах при диаметре продольной арматуры до 22мм допускается соединение внахлёстку без сварки. и далее по тексту. Интересно, качните ДБН и сами гляньте, в Даунлоаде есть.
Сварные соединения арматуры железобетона
Сварочные столы и плиты TEMPUS — в наличии на складе!
Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки
Доставка по всей России!
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
В качестве арматуры наиболее часто применяют стержни круглого или периодического профиля (винтообразного очертания). Такой профиль арматуры улучшает сцепление стали с бетоном и позволяет увеличивать несущую способность стержней. Для арматуры применяют: холоднотянутую проволоку диаметром 3÷10 мм из углеродистой стали; горячекатаную сталь периодического профиля марки Ст. 5 диаметром 10÷80 мм; низколегированную горячекатаную сталь периодического профиля марок 25Г2С, 35ГС, 18Г2 и др.; а также прочные стали марок 80С, 20ХГСТ, 20ХГФЦ; круглый прокат из стали марок Ст. 3 и Ст. 0.
В практике строительства особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Термообработанные стали в арматуре железобетона применяют редко. Сталь высокой прочности широко используют в предварительно напряженной арматуре, но она, как правило, сварке не подвергается. Ниже приведены способы соединения арматуры.
Контактной стыковой сваркой соединяют стержни встык при одинаковых и разных диаметрах. Сварные соединения при этом получаются равнопрочными основному металлу при сварке стержней из всех указанных выше материалов, но при условии сохранения отношений диаметров стержней в пределах не выше 1,25÷1,50.

Контактной точечной сваркой соединяют различные элементы арматуры, например, узлы каркаса и сеток. Типы соединений стержней арматуры круглого и периодического профилей приведены на рис. 23-1, а. Этой сваркой успешно сваривают междусобой стержни диаметром 5÷50 мм. Нередко круглые стержни, соединяются с плоскими элементами. На рис. 23-1,б приведен пример соединения стержней периодического профиля с полосовой сталью; на рис. 23-1, в приведен пример соединения с уголком, направленным к стержню под углом α = 90°, а на рис. 23-1, г — под острым углом. Экспериментально установлено, что соединения стержней периодического и круглого профилей с плоскими элементами рациональны при постановке двух или трех сварных точек; увеличение количества сварных точек не вызывается необходимостью.
При сварке арматуры из стали марки Ст. 5 с повышенным содержанием углерода, а также бессемеровской и низколегированной, точечные соединения иногда обладают повышенной хрупкостью. Хрупкость соединения особенно возрастает с увеличением числа стержней, пересекающихся в одном узле. Для уменьшения хрупкости сварных точечных соединений применяют рациональные технологические процессы, в частности термическую обработку, нагревая соединение на точечной машине при замыкании электродов. Испытания прочности точечных соединений арматуры производят на специальных образцах в разрывных машинах.
Электродуговой точечной сваркой соединяют стержни круглого и периодического профиля диаметром ÷20 мм из стали разных марок. Для сварки применяют электроды с качественными покрытиями или пистолеты-полуавтоматы, выполняющие точки под слоем флюса. При этом наложение точки производят в нижнем положении (рис. 23-1, д, е).
Сварку продольными швами производят, как указано на рис. 23-1,ж, з. Иногда длинные швы накладывают лишь с одной стороны, но это менее рационально. В случае применения малоуглеродистых сталей (Ст. 3 и Ст. 5) диаметр стержней может доходить до 80 мм; при низколегированных сталях его величина уменьшается. Сварочные работы производят в нижнем и вертикальном положениях. Площадь сечения накладок F = 1,3÷1,5 от площади сечения основных стержней из стали марки Ст. 3 и 1,5÷2,0 из сталей марок Ст. 5 и низколегированных; ширина шва Δ = 0,5D, где D — диаметр стержня; глубина δ = 0,25D (рис.23-1,ж).
Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профилей встык. Схема сварки при стальных подкладках приведена на рис. 23-1, и.
На рис. 23-2 приведены некоторые рекомендуемые виды соединений арматуры в зависимости от технологического процесса сварки. При дуговой сварке плавлением рекомендуются соединения встык и тавровые. В этих соединениях достигается хорошее проплавление встык. Ряд примеров приведен по сварке соединения втавр. На рис. 23-2 приведены также сварные соединения арматуры, сваренные контактным способом и трением.
Источники: http://fix-builder.ru/spravochnaya-informatsiya/svoimi-rukami/83988-soedineniya-armatury-8, http://forum.dwg.ru/showthread.php?t=58700, http://www.autowelding.ru/publ/1/1/svarnye_soedinenija_armatury_zhelezobetona/5-1-0-225
Комментариев пока нет!
armatura-tonna.ru
Как стыковать арматуру в колоннах
Архив рассылки «Непрошеные советы» для начинающих проектировщиков. Выпуск № 8.
Доброе утро!
Как и обещала, в этом выпуске я расскажу о стыковке рабочей арматуры в колоннах.
Сначала хочу поговорить о стыковке внахлестку. Если вы выбрали именно этот способ, то нужно всегда помнить, что увязывать расположение арматуры должен проектировщик, а не строители. Если в проекте не будет оговорено положение и форма выпусков арматуры, их отогнут случайным образом или не отогнут вовсе. А после бетонирования колонны гнуть выпуски без нагрева арматуры (а это запрещено нормами) невозможно. В итоге, кое-как торчащая арматура может, во-первых, помешать укладке арматуры балок (если таковые имеются), а во-вторых, и это хуже, помешать нормально установить арматуру выше стоящей колонны.
Как нужно показывать изгибаемый стержень на чертеже? Например, у нас колонна высотой 2900 мм, толщина перекрытия 180 мм, арматура класса А400С диаметром 16 мм, бетон класса В25.
Объясню по пунктам:
- Чтобы в вышестоящей колонне арматура стала на то же место, что и в нижестоящей (особенно угловая), нужно изогнуть выпуск минимум на 20 мм. Не на 16 мм, обратите внимание! Т.к. 16 мм – это номинальный диаметр, по факту он больше за счет выступов на арматуре. Если гнуть больше, чем на 20мм, с запасом, тогда стержни будет сложно подвязать друг к другу.
- 2920 мм + 160 мм = сумма высоты этажа и толщины перекрытия, в данном случае место гиба стержня находится в толще перекрытия. 1300 мм – это длина нахлестки арматуры для стержня диаметром 16 мм в бетоне класса В25 (в данном случае, это одна длина нахлестки – об проблеме выбора длины нахлестки я писала в прошлом выпуске).
- R=48 – это радиус загиба стержня. Рабочую арматуру строители обязаны гнуть с помощью специальных устройств, без нагрева стержней, обеспечивая при гибке требуемый радиус загиба, который проектировщик должен заказать в проекте. Если на этом не делать ударения в проекте, то строители точно сами инициативу проявлять не будут. Для арматуры класса А400С (А III) минимальный радиус загиба стержней можно узнать из Руководства по проектированию бетонных и железобетонных конструкций из тяжелого бетона (таблица 33): для стержней диаметром меньше 20 мм радиус загиба равен 3d, для диаметра 20 мм и более – 4d, где d – диаметр стержня.
Иногда, особенно при наличии балок перекрытия, необходимо указывать в проекте не только форму стержня, но и положение выпусков – как они должны быть повернуты, чтобы разминуться с верхней арматурой балки. Сейчас объясню на примере. Есть у нас колонна, армируемая 8 стержнями (на рисунке – голубым цветом) и балка с нижней арматурой (желтым) из трех стержней (от колонны до колонны) и верхней арматурой (синим) из трех стержней над колонной – вся арматура диаметром 16 мм. Зеленым показана рабочая арматура колонны следующего этажа.

Теперь посмотрим, что же будет, если мы не дадим информацию с сечения 3-3 на чертеже? Для нижней арматуры ситуация особо не изменится (см. сечение 1-1). Стержни над колонной мы все равно прерываем – их можно подогнуть и развернуть как угодно, лишь бы в бетоне были. А вот верхней арматуре можно чувствительно навредить. Допустим, выпуски не будут развернуты, как следует, и займут место верхней арматуры балки. Куда ей деваться? Разорвать нельзя – это верхняя арматура, ей не хватит длины анкеровки. Отодвинуть от края? Тогда защитный слой для рабочей арматуры будет больше допустимого, да и в углах хомутов арматуры не окажется – плохо.
А если не дать вообще информацию о том, что арматуру колонны нужно гнуть, и как именно нужно гнуть? Тогда «зеленым» стержням колонны следующего этажа вообще деваться некуда будет.
Вывод: очень важно дать в проекте информацию о форме стержней и их положении в пространстве.
Теперь пару слов скажу о стыковке арматуры сваркой. Оптимальный способ сварки стержней колонны – это сварка с накладками (ГОСТ 14098-91-С21-Рн, или ДСТУ Б В.2.6-169:2011 – сама я этот ДСТУ в глаза не видела, но наш техотдел клянется, что от ГОСТ отличается лишь название).
Минимум, который вы должны учесть в проекте – это указание ссылки на ГОСТ 14098-91-С21-Рн, а то строители приварят прихватками и никто не будет виноват, кроме проектировщика. В идеале необходимо сделать узел стыковки арматуры, заказать накладки, указать длину сварных швов и указать положение накладок относительно граней колонны. Насчет последнего поясню, ситуация подобна с положением выпусков арматуры. Особенно важно указать, где должны быть накладки, для угловых стержней колонн. Иначе строители приварят так, что защитного слоя бетона до арматуры не останется – особенно при больших диаметрах арматуры.

Еще желательно указывать о стыковке сварных швов вразбежку – чтобы в сечении было не более 50% сварных швов.
Еще для общего развития советую найти и почитать СТО 02495307-001-2007 «Сварные соединения арматурных стержней в монолитных железобетонных колоннах зданий и сооружений». Я понимаю, что это стандарт организации и ссылаться на него не корректно, но в нем много хороших решений и отличных идей, опробованных на практике, например вот таких:
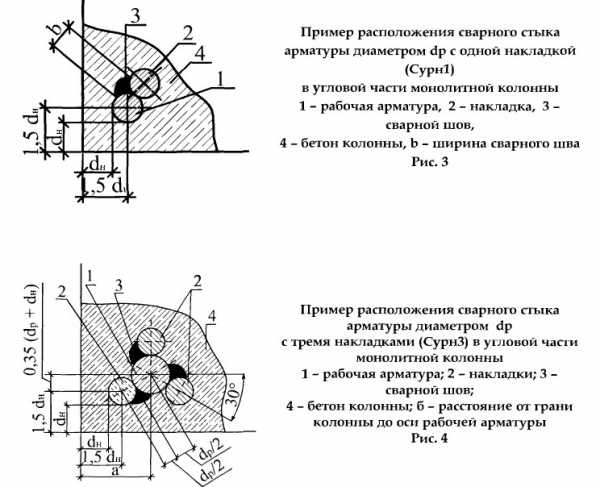
Надеюсь, эта информация была полезной для вас! Интересных вам проектов!
С уважением, Ирина.
class=»eliadunit»>Добавить комментарий
svoydom.net.ua
Соединение арматуры в фундаменте и других элементах постройки
Арматура в железобетонной конструкции должна располагаться не хаотично, а в виде жёсткого пространственного или плоского каркаса. Идеальным армирующим каркасом является тот, который представляет собой неразрывный контур. Между собой строительная арматура скрепляется для возможности равномерно перераспределять возникающие в конструкции нагрузки. О том, как соединить арматуру между собой, специалисты нашей компании расскажут в данной статье.
Если обобщить возможные варианты соединения арматурных элементов, то получится три вида: внахлёст, встык и перехлёст
Стыковка арматуры внахлёст
Внахлёст называют такое соединение, после которой соединяемая арматура образует единую линию (см. Рис.1). Основное предназначение такого соединения – перераспределять сжимающие и растягивающие нагрузки. Правила соединения арматуры в этом случае следующие:
- взаимное наложение отрезков арматуры друг на друга не должно быть меньше 50 диаметров, т.е. если диаметр стержня 10 мм, то взаимный нахлёст должен быть не менее полуметра
- нахлёст желательно производить в местах наименьшего напряжения конструкции
- если взять сечение по армируемому элементу, то на нахлёст не должно приходится более половины всех арматурных «нитей» в каждом из сечений, т.е. нужно избегать нескольких нахлёстов рядом
- отрезки арматуры, образующие нахлёст, должны быть максимально близким друг к другу (не более величины двух диаметров)
- с помощью вязальной проволоки. Вязка должна осуществлять пластичной отожженной проволокой.
- с помощью сварки. Правильно варить арматуру – обеспечить максимальное взаимное проплавление стыкуемых элементов.
Рис.1. Вязка арматуры внахлёст
Прямая стыковка арматуры
Соединение арматуры встык предполагает меньше вариаций, так как технически правильно это можно осуществить только с помощью специальных соединительных муфт, в виде трубок, когда в с разных сторон муфты вставляются соединяющиеся отрезки (Рис.2). Понятно, что связывать арматуру встык невозможно, а сваривать недопустимо из-за недостижимости требуемой прочности ввиду малой площади стыкуемых участков. Для этого вида соединения также актуально правило равномерного распределения стыков в каждом из выбранных сечений и расположения стыков в зоне наименьшего напряжения всей конструкции.Рис.2. Соединение арматуры встык
Соединение перекрещивающееся арматуры
Такой вид соединения может осуществляться с помощью сварки или вязки. С помощью сварки соединяют перекрёстную арматуру относительно большого диаметра (более 20 мм). Связано это с тем, что достаточная площадь контакта при перекрёстном соединении возможно только при пересечении стержней значительных диаметров. Вязкой соединяют любой типоразмер.Вязать или варить арматуру?
Ввиду того, что строительная арматура является термически упрочнённым стержнем, её локальный нагрев во время сварки существенно ухудшает прочностные характеристики в месте нагрева. Именно поэтому, предпочтительным видом соединения является вязка. Однако нужно принимать во внимание, что контур из связанной арматуры не является целостным, а по строительным нормам целостных контуров в арматурном каркасе должно быть не менее 1/6 от всего объёма. Если принято решение о сварке, то перед тем, как варить арматуру, её поверхность желательно зачистить от ржавчины и возможных загрязнений для обеспечения лучшей свариваемости. Таким образом, выбор способа соединения арматуры – компромисс, решать который нужно исходя из сложившихся на стройплощадке условий.Компания СкладМеталла готова предложить строительную арматуру различного типоразмера и готовые арматурные каркасы. Мы всегда готовы предложить выгодные условия сотрудничества. Цены на любой металлопрокат можно узнать в соответствующем разделе каталога или позвонив нашим менеджерам.
www.skladmetalla.ru
Как вязать проволокой арматуру для ленточного фундамента: видео
Ленточный железобетонный фундамент устраивается в качестве основания под стены зданий. Его качество зависит от бетона и арматуры, закладываемой в тело основания. Стыки арматуры для эффективной работы на сжатие и растяжение должны соединяться между собой. Их крепят сваркой, или вяжут проволокой различными способами. Как правильно вязать арматуру для ленточного фундамента, рассказывается в этой статье.
Как работает фундамент?
Правильное соединение арматурных стыков продлевает срок службы фундамента и усиливает его основные функции:
- основание воспринимает нагрузку от здания в целом, включая каркас, перекрытия, покрытия, кровлю, рабочего, бытового оборудования и людей;
- ленточный фундамент равномерно воспринимает и передает усилия на грунт;
- защищает стены здания от промерзания, сейсмических процессов в грунте и не допускает порчи каркаса от насекомых и грызунов;
- в некоторых случаях служит стенами подвального помещения.
Технология армирования ленточного основания
 Арматурный каркас со временем становится основным по восприятию усилий, бетон может разрушаться под воздействием почвенных вод, минеральных составляющих грунта. Больше всего нагрузке подвергается верхний и нижний пояс арматурной конструкции. В середине каркаса металл ведет себя стабильно, поэтому при проектировании внимание уделяется выбору класса арматуры, диаметра стержня, поверхности. Есть специальный сортамент, в котором приводятся все эти данные для облегчения работы проектировщиков.
Арматурный каркас со временем становится основным по восприятию усилий, бетон может разрушаться под воздействием почвенных вод, минеральных составляющих грунта. Больше всего нагрузке подвергается верхний и нижний пояс арматурной конструкции. В середине каркаса металл ведет себя стабильно, поэтому при проектировании внимание уделяется выбору класса арматуры, диаметра стержня, поверхности. Есть специальный сортамент, в котором приводятся все эти данные для облегчения работы проектировщиков.
Экономить при выборе арматуры нельзя, от этого зависит в будущем надежность и устойчивость здания. Литера К на упаковке материала говорит о том, что арматура обработана антикоррозионным покрытием, буква С обозначает возможность сварки арматуры. Дешевые и некачественные арматурные прутья реализовываются без маркировки, опытные строители отличают ее по внешнему виду.
В смете, закладываемой на строительство дома, стоимость фундамента составляет около 40%. Экономить на основании дома не стоит, поэтому вязать арматуру следует точно с учетом технологии.
Обеспечением материалами и инструментами
Чтобы вязать арматуру в каркас на строительной площадке для ленточного фундамента понадобятся такие материалы и инструменты:
- арматура;
- проволока для вязания;
- крючки для создания узлов;
- «болгарка» с кругом по металлу;
- переноска с розеткой для подачи электричества.
Арматура
Арматура поступает в продажу прутьями по шесть метров. Длина отрезков для увязки в каркас, класс металла, поверхность (ребристая или гладкая), диаметр прутка берется в соответствии с данными проекта производства работ в его рабочей части. Конструкция каркаса или горизонтальной сетки делается строго по рабочему чертежу, соблюдая все указанные размеры и допуски.
Рекомендаций по выбору определенного диаметра арматуры в зависимости от типа строения давать нельзя, так как для расчета берется слишком много данных, которые впоследствии оказывают решающее значение для выбора типа прутка.
Проволока для вязания
Для вязания арматуры при закладке в ленточный фундамент берут проволоку, изготовленную из низкоуглеродистых сталей, чем процент углерода в металле меньше, тем лучше. Проволока должна быть мягкой и податливой, не ломаться при изгибе, помимо этого, она обеспечивает прочность всей конструкции. Слишком толстая проволока неспособна обеспечить тщательное прилегание к арматуре, а тонкая неудобна тем, что для составления узла ее придется сложить вдвое. Если нужно увеличить пластичность проволоки, рекомендуется нагреть ее на огне в течение 30 минут.
Вязальные крючки
Крючки можно купить готовые на рыночных лотках или сделать самостоятельно. Чтобы изготовить такое приспособление понадобится толстая прочная проволока, которая не гнется при значительном усилии и ручка от кельмы или шпателя. Это касается народных умельцев. Но для тех, кто никогда такого приспособления не видел, всегда найдутся мастера, которые на рынке продают свои изделия.
Потребуется угло-шлифовальная машина по типу «болгарка» для резки арматуры и проволоки. Если проволока не толстая, то ее с успехом перерезают ножницами по металлу. Для пилы понадобятся сменные круги по металлу. Переноску берут длиной от 40 м, так как строительная площадка обычно находится далеко от источника питания.
Работа выполняется тройкой рабочих, достаточно одного человека, сведущего в вязании арматуры каркаса для ленточного фундамента, остальные просто могут быть подсобниками, которые поддерживают и режут стержни и уносят готовые объемные конструкции или плоские сетки в сторону для дальнейшей укладки.
Соединение арматуры
Для связывания арматуры существует два варианта:
- изготавливают горизонтальные сетки, которые увеличивают прочность ленточного фундамента при нагрузке на продавливание, такие прутья укладываются вдоль длины и связываются поперечными короткими перемычками;
- пространственный вид каркаса изготавливается из нескольких горизонтальных сеток, которые с определенным шагом располагают по вертикали, крепя их к арматурным стойкам.
Варианты стыковки арматуры
Для крупного строительства в проекте производства работ указываются тип соединения арматуры, если же здание возводится в частном порядке, то руководитель строительства выбирает способ соединения арматурного прутка.
Соединение сваркой
Соединение сваркой довольно распространено при бетонировании ленточных фундаментов. Сварной шов при работе в закрытом грунте может окисляться и его прочность уменьшается. Кроме того, в процессе сварки может прожигаться поверхность арматуры, ее толщина уменьшается, что тоже не прибавляет плюсов такому способу соединения. Окислившиеся швы ослабляют каркас и фундамент, что приводит к проседанию стен или разрушению здания. Если в дальнейшей эксплуатации строения предусматриваются вибрационные нагрузки, то соединять стыки арматуры между собой лучше всего вязанием проволоки.
Стыковка арматурных прутков внахлест проволокой
При таком способе соединяются концы арматуры, происходит это не поперек, а вдоль стержня. Свисающие концы, которые имеют свободный край не менее, чем на 150 мм, подлежат обмотке вязальной проволокой до создания отличной устойчивости.
По такому варианту соединения можно создать объемные конструкции любых типов и размеров и конфигураций. Работа производится вручную, поэтому контролируется каждое соединение, что исключает ошибки при создании каркаса. Нужно помнить, что от качественного узла на стыке арматуры зависит работа всего основания в целом, поэтому для наиболее правильного распределения нагрузок углы стараются делать под 90º.
Использование пластиковых хомутов
Такие соединения применяют в узлах арматурного каркаса при возведении зданий небольших размеров и этажности. Хомуты зарекомендовали себя неплохо за последние годы строительства, они плотно обжимают профиль и хорошо держат арматуру в каркасе, не подвержены распаду или ржавчине. Недостатком таких пластиковых хомутов является то, что они теряют прочность при замерзании, проще говоря, трескаются при отрицательных температурах. Второй недостаток относится к неспособности пластика выдерживать высокие нагрузки, поэтому здание не должно быть производственного назначения.
Особенности проволочной вязки арматурных каркасов
 Для начала следует рассчитать и установить деревянную или щитовую опалубку. Ее края должны быть выше каркаса на 5 см, это нужно для того, чтобы при укладке бетон покрывал арматуру на такую толщину. Ширину каркаса или арматурной сетки принимают по схеме, разработанной ранее.
Для начала следует рассчитать и установить деревянную или щитовую опалубку. Ее края должны быть выше каркаса на 5 см, это нужно для того, чтобы при укладке бетон покрывал арматуру на такую толщину. Ширину каркаса или арматурной сетки принимают по схеме, разработанной ранее.
Низ готового каркаса, связанного на поверхности, ставится на кирпичи, или прокладки из другого материала на высоту около 5 см. В продаже имеются готовые компенсаторы для таких целей. Для вязки одной арматурной секции берут около 30- 32 м проволоки. Стержни соединяются в сетке или пространственном каркасе только под прямым углом. Лишняя проволока после формирования узла обрезается.
Узлы вокруг стыка продольного и поперечного стержня делаются вручную, применяется вязальный крючок. В последние годы распространение получили специальные пистолеты автоматического действия. Чтобы не приобретать его в постоянное пользование, если он нужен одноразово, то лучше всего взять его в прокат.
Неплохим вариантом устройства пространственного каркаса или плоской сетки будет, если схему квадратов и размеры резки определят профессионалы, конструкторы и проектировщики, а после этого можно будет с уверенностью выполнить работу по чертежу. Для более полного понятия о приемах вязки арматуры можно посмотреть видео.
Если предусматриваются вертикальные выпуски арматуры, которые служат для соединения фундамента и будущих стен, то сборка узлов производится в общем порядке, вязка осуществляется по правилам. Такие выпуски делают под окнами или по углам, и они обычно предусмотрены в общей схеме.
Чтобы провести правильную вязку арматурного каркаса ленточного фундамента, следует учитывать технологические моменты и соответствие строительным нормам и правилам:
 шаг вертикальных каркасных стоек рассчитывается исходя из величины нагрузки здания;
шаг вертикальных каркасных стоек рассчитывается исходя из величины нагрузки здания;- стержни арматуры устанавливаются на расстоянии от 20 до 40 см;
- для определения поперечного шага коротышей также есть ограничения, их устанавливают не дальше чем 30 см друг от друга, а по нормам расстояние должно быть равно половине высоты опалубки;
- конструкция поднимается на кирпичный ряд внизу и не доходит до верха на величину 50 мм;
- наиболее часто применяется арматура от 10 до 14 мм;
- гнутые элементы каркаса заглубляются в стену на 40 см;
- угловые конструкции усиливают установкой хомутов в два раза чаще, чем на всем остальном протяжении;
- фиксация угловых стоек производится в двух направлениях.
Правильная вязка каркаса обеспечивает основанию требуемую по расчету прочность, все размеры отрезков арматуры и диаметр проволоки указаны в строительных схемах. В пояснительной записке описаны критические места, которым уделяют особое внимание, поэтому для составления чертежа лучше обратиться к специалистам. Проект значительно облегчит работу мастера, что поможет избежать проблем и ошибок при создании проволочных узлов.
bane.guru
Соединение арматуры разных диаметров

При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни. При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
 В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
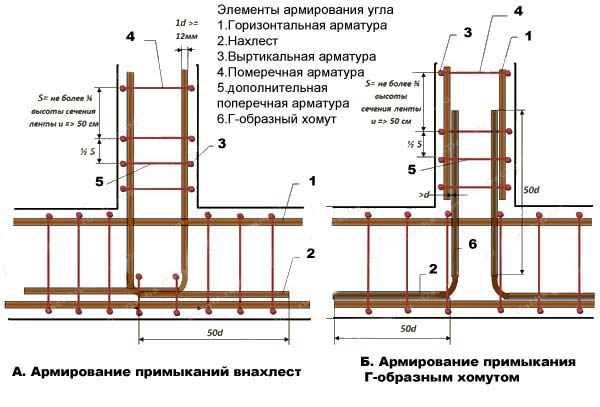
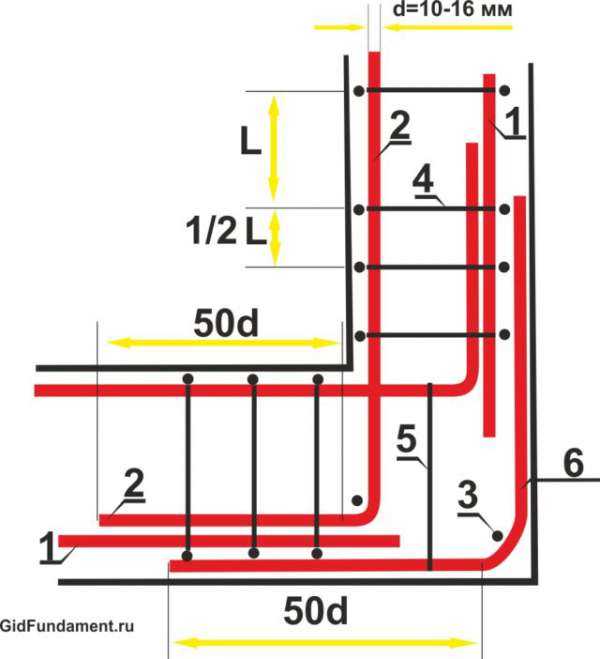
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Поделись ссылкой — это лучший мотиватор для насВконтакте
Google+
Одноклассники
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
 К таковым относят механ
К таковым относят механ
vsjaarmatura.ru
Виды перехлеста арматуры и требования к выполнению соединений
Изготовление железобетонных изделий предполагает создание металлических каркасов. Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.

Они соединяются между собой конкретными способами:
- Механический стыковый метод;
- Сварной стыковый вариант;
- Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
- Для этого способа подходят арматурные стержни не более 0.4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
- Должны соблюдаться расстояния перепусков.
- Необходимо правильно рассчитать длинунахлеста.
Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.
Имеет неоспоримые плюсы:
- Простота работ;
- Доступность необходимых соединительных материалов;
- Невысокая цена.
Для работы по вязанию прутов используется специальная вязальная проволока. Также можно делать «сшивание» и без нее.
При вязке внахлестку без сварки пользуются одним из способов:
- Нахлест профильных прутьев.
- Соединение арматурных стержней поперек.
- Способ загибания концов прутьев петлей или незамкнутым колечком.
Сварные и механические соединения
Механический способсостыкования арматуры имеет ряд преимуществ:
- Работа не требует много времени, а также является максимально простой.
- Расход материала идет намного меньше. Если сравнивать со способом внахлест, то здесь теряется до 30% и более материалов на перепуски.
- Каркас, собранный механическим способом, является наиболее крепким, а, значит, надежным.
- Собирать конструкцию можно в любые погодные условия, что позволит рациональнее использовать время и не ждать, допустим, когда пройдет дождь, чтобы продолжить работы.
- Прутья любого диаметра подойдут для механического состыкования, так как в гидравлическом прессе имеются съемные штампы.
Для того, чтобы начать соединять арматурные стержни механическим способом, необходимо подготовить:
- Гидравлический пресс;
- Прессованные и резьбовые муфты.
Технология монтажа:
- На конец одного из прутьев надевается муфта. Она под прессом фиксируется на стержне. То же самое проделывается для второго стержня.
- При помощи прикрепленных муфт арматурные стержни соединяются.
Сварка может осуществляться при помощи нескольких разновидностей сварочных швов:
- Протяженные;
- Многослойные;
- Точечные;
- Принудительное наложение шва.
Требования к выполнению соединений

К «сшиванию» прутьев нахлестом предъявляют некоторые требования, которые касаются:
- Длины накладки прутьев.
- Положения металлического каркаса в бетоне.
- Положения перепусков относительно друг друга.
Учитывая эти требования и не только, можно получить вполне надежную арматурную конструкцию.
Соединение сваркой

Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
- Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
- Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
- Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
Соединение вязкой
По нормам СНиП состыкование прутьев в местах особенно сильной нагрузки способом вязки не допустимо. Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Кроме этого, перепуски делают там, где не предполагается изгибов (поворотов). Если эти условия вязки не могут быть выполнены, то перепуск делается максимально длинным, до 90 диаметров стыкуемых прутов. Например: диаметр прута равен 36 мм, значит 90*36мм=3240мм, или 324 см, или 3,24 м.
Длина нахлеста
Величина нахлеста зависит от следующих показателей:
- Диаметра используемых арматурных стержней. Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
- Используемой марки бетона. Чем выше марка бетона, тем меньший нахлест будет нужен, даже несмотря на диаметр прутьев. Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
- Класса стали, из которой выполнены стрежни.
- Точек состыкования.
Также определение длины перепуска зависит от того, каким образом будет эксплуатироваться железобетонное изделие, ведь это может быть или столб, или фундамент. Нагрузка для этих двух видов ЖБИ абсолютно разная.
Как располагать соединения
Чтобы каркас будущего железо-бетонного изделия выдерживал большие нагрузки, необходимо правильно располагать перепуски в плоскостях конструкции. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
Таким образом, есть три основных способа соединения арматуры. Каждый из них имеет свои плюсы и минусы. Но все они одинаково безопасно могут применяться для монтажа конструкций, если правильно соблюдена технология монтажа.
Виды перехлеста арматуры и требования к выполнению соединений
Оценка: 5 1 голосовЧитайте также:
okarkase.ru