Устройство асфальтобетонного завода, как работает асфальтный завод. Схема компоновки и устройства АБЗ
Ирина
Специалист отдела продаж ответит на все ваши вопросы!
+7 (800) 700-97-90

Асфальтобетонный завод (АБЗ) – комплекс технологического оборудования и сооружений, которые находятся в одном месте и ориентированы для производства асфальтной смеси, применяемой для строительства, ремонта или восстановлении асфальтного полотна. Для полноценной работы АБЗ необходимо наличие полностью исправного оборудования, квалифицированного обслуживающего персонала и сырья (битум, щебень, песок и др.). Для понимания технологического цикла производства, как работает асфальтобетонный завод, следует четко знать предназначение основных его компонентов:
- технологическая подготовка битума с дозированной подачей в асфальтосмесительную установку;
- технологическая подготовка щебневой массы, кварцевого песка, активных веществ и их подача в асфальтосмесительную установку;
- тщательное перемешивание различных компонентов с целью получения готовой асфальтной смеси;
- полный цикл изготовления асфальтобетонной смеси.
Конструктивные особенности
Устройство асфальтобетонного завода зависит от функциональности и производительности оборудования. В общем случае, полноценная работа АБЗ возможна при наличии широкого спектра оборудования, техники и приспособлений:
- Асфальтосмесительная установка.
- Приемники твердых расходных материалов для их подачи в асфальтосмесительную установку.
- Приемники битума, с его подогревом и подачей в смесительную установку.
- Приемники активных веществ, с целью их подогрева и подачи в смесительный бункер.
- Оборудования для операций с готовой асфальтной смесью.
Для увеличения производительности и надежности оборудования АБЗ в его состав могут входить дополнительные элементы:
- котельные;
- склад битума;
- административные и бытовые постройки;
- лаборатория качества;
- компрессорная станция;
- объекты резервного электроснабжения;
- склад ГСМ;
- ремонтная мастерская и др.
В каждом индивидуальном случае устройство АБЗ может отличаться в зависимости от поставленных задач, производителя оборудования и принятой технологии производства.
Принцип работы АБЗ
Все асфальтобетонные заводы работают по двум основным технологическим схемам:
- Цикл непрерывного производства.
- Циклическая работа.
Эти две технологии имеют принципиальные отличия, смешивание всех компонентов у них осуществляется в совершенно разных режимах. В первом случае происходит смешивание всех компонентов одним постоянным потоком, а во втором порционно.
Главные преимущества АБЗ с циклической работой:
- Возможность быстро изменить параметры производимого асфальта еще на этапе загрузки сырья.
- Высокое качество смеси, которое достигается четко отлаженными технологическими процессами.
Основные недостатки АБЗ циклической работы – низкая мобильность и высокая стоимость приобретения.
Для асфальтобетонного завода непрерывного цикла производства характерны следующие преимущества:
- высокая скорость монтажа технологического оборудования;
- сжатые сроки от момента покупки до получения первого асфальта;
- стоимость ниже, чем аналогичное оборудование для циклической работы.
Среди основных недостатков АБЗ непрерывного цикла отмечают высокую степень зависимости от исходного сырья, которое оказывает существенное влияние на готовую смесь.
Чтобы понять, как работает асфальтный завод, достаточно будет взглянуть на его комплектацию – наличие смесительной башни является основным признаком АБЗ с циклической работой.
Схема асфальтобетонного завода
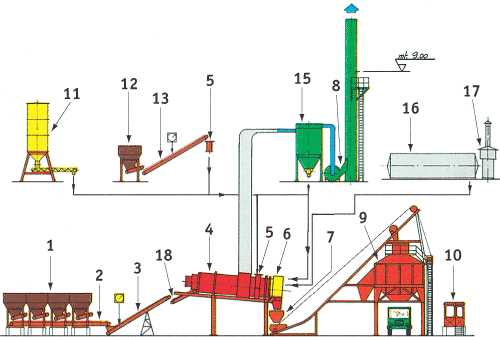
Схема компоновки АБЗ для классических установок непрерывного действия имеет следующий вид:
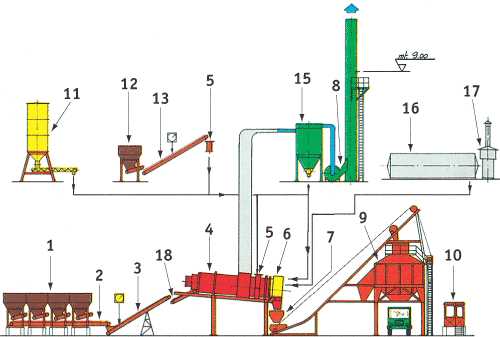
- Бункерные дозаторы.
- Конвейерная лента.
- Конвейерная лента с проверкой уровня влажности.
- Смесительный барабан.
- Дозатор вторичного асфальта.
- Участок интенсивного перемешивания.
- Бункер.
- Вентиляционная установка.
- Бункер для сбора.
- Операторская панель.
- Силос для хранения минеральных материалов.
- Бункер для вторичных материалов.
- Конвейерная лента с проверкой уровня влажности.
- Фильтровальный силос.
- Емкость для битума.
- Подогреватель ГСМ.
- Конвейерная лента.
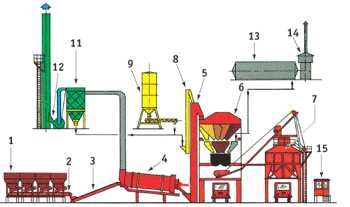
Традиционная схема асфальтобетонного завода циклического действия выглядит следующим образом:
- Бункерные дозаторы.
- Конвейерная лента.
- Конвейерная лента.
- Сушильная центрифуга.
- Элеваторная башня.
- Смесительная емкость.
- Бункер для сбора.
- Элеватор для минеральных материалов.
- Силос для минеральных материалов.
- Фильтровальный силос.
- Вентиляционная установка.
- Место для хранения битума.
- Подогреватель для масла.
- Операторский пульт.
Схема АБЗ может изменяться в зависимости от наличия дополнительного технологического оборудования.
Классификация АБЗ
Все асфальтобетонные заводы классифицируют по следующим критериям:
- В зависимости от объема производимой продукции за один час, все асфальтосмесительные установки разделяют на следующие типы:
- Сверхпроизводительные (400 тонн в час и более).
- Большой производительности (до 350 тонн в час).
- Средней производительности (до 100 тонн в час).
- Малой производительности (до 40 тонн в час — асфальтовые мини заводы).
АБЗ прирельсового типа размещают в непосредственной близости от железнодорожного полотна. Это дает преимущество в сокращении расходов и времени на поставки сырья: песок, битум, топливо, щебень и др.
Приобъектные АБЗ размещают в непосредственной близости от асфальтированной дороги для грузового автомобильного транспорта, что позволяет сократить время на транспортировку асфальтной смеси. Топливо и расходные материалы доставляют автотранспортом от прирельсовых складских объектов или от предприятий поставщиков: карьеров и нефтеперерабатывающих заводов.
Передвижные асфальтобетонные заводы имеют адаптированную к частым перемещениям конструкцию и рассчитаны на эксплуатацию в условиях одной локации на срок до 1 года. Инвентарные асфальтобетонные заводы рассчитаны на эксплуатацию в условиях одной локации от двух до четырех лет. Стационарные асфальтобетонные заводы не рассчитаны на перемещение и предназначены для эксплуатации на одном месте в течение десяти лет и более.
На стационарных АБЗ количество асфальтосмесительных установок составляет от одной до шести, а на передвижных и инвентарных не более двух.
sdm-sam.ru
Асфальтобетонный завод: принципы работы
Асфальтобетонный завод это комплексная система взаимодействия разного вида агрегатов, которая выполняет свою основную цель – это приготовление асфальтобетонного сырья. Помимо этого главного направления работы на таком заводе изготавливают щебень, который обрабатывается битумом (его называют «чёрный щебень»), а также есть функция переработки старого асфальта.
Существуют два вида асфальта: природный и искусственный. Первый образуется из нефтяных составляющих, которая при определённых технологических операциях преобразуется в готовую смесь. Второй вид асфальта получают путём смешивания нескольких компонентов строительных материалов, их уплотнения и обработки. Асфальтобетонный завод предназначен для приготовления таких смесей различного состава и технологических характеристик.
Данный материал идеально подходит для строительства дорожного полотна. Из наиболее очевидных плюсов можно отметить: относительно быстрое изготовление, сравнительно небольшие расходы на исходное сырьё и превосходные свойства полученного материала. Несмотря на то, что в настоящий момент на строительном рынке появляется всё больше новых технологий по строительству дорог, асфальтобетон остаётся одним из лидеров по применению данного материала.
Асфальтобетон можно разделить на несколько категорий в зависимости от того, при какой температуре происходил процесс обработки материала и от особенностей битума. Различают горячие, тёплые и холодные смеси.
В состав асфальтобетона входит минеральный материал, который имеет различную зернистость. В зависимости от того, какого он качества, выделяют разные виды асфальта:
- Крупнозернистый (имеет зерно до 40мм)
- Среднезернистый (имеет зерно до 25мм)
- Мелкозернистый (имеет зерно до 15мм)
- Песчаный (имеет зерно до 5мм)
Данный материал имеет ещё одну немаловажную характеристику, как пористость, то есть особенность структурного состава асфальта. Если брать в основу этот критерий, то все смеси можно разделить на две группы:
- Мелкопористые (пористость составляет до 5 %)
- Крупнопористые (пористость составляет до 10 %)
Завод асфальтобетонный: особенности процесса производства асфальта
Завод асфальтобетонный вы можете встретить с двумя технологиями приготовления асфальтобетонных смесей:
- Циклическая технология
- Непрерывный процесс изготовления
Эти два принципиально разных подхода отличаются в том, что смешивание компонентов смеси происходит в различном режиме. В первом варианте материал делится на части с помощью такого агрегата как грохот и конечный продукт подаётся порционно. Во втором случае никакого дробления не происходит, смешивание происходит одним потоком.
Первое преимущество завода с циклическим процессом производства – это возможность видоизменение состава асфальта на этапе изготовления сырья. Это свойство очень полезно, ведь состав можно сделать именно таким, как вы того захотите, тем более, что всегда есть возможность отследить погрешности производства.
Имея в своём составе башню, которая позволяет сделать процесс цикличным, такие заводы менее мобильны и более дорогостоящие, хотя качество выпускаемого продукта чаще всего выше чем при другом варианте изготовления.
Одной из привлекательных особенностей при непрерывном процессе является быстрота установки оборудования на объект, простота при перевозке и, соответственно, снижение текущих затрат. Такой завод по производству асфальта можно запустить за несколько дней и в кротчайшие сроки получить готовый продукт. Цена такого асфальта на порядок ниже, чем при другой технологии изготовления, так как качество не всегда соответствует ожиданиям производителя. Но несомненным плюсом является то, что выпускается такого материала больше.
Для того, чтобы повысить качество асфальта при циклической схеме, можно приобрести дополнительный элемент, называемый грохотом. С помощью него осуществляется предварительная подготовка исходного материала, что существенно повлияет не только на качество конечного сырья, но и позволит контролировать данный процесс. Предложений на строительном рынке достаточно, чтобы выбрать подходящий агрегат для своей модели завода в соответствии с ценовыми и техническими характеристиками.
Асфальтобетонный завод цена и качество
Асфальтобетонный завод цена на такую дорогостоящую строительную технику меняется не только в условиях нестабильной экономики, но и от зарекомендовавшего себя производителя, его стабильности на мировом рынке по производству асфальтобетонных заводов.
Асфальтовый завод в Новосибирске, как и во многих других регионах нашей страны, представлен разными брендами известных мировых лидеров в производстве таких установок.
Одними из подобных являются асфальтовые заводы изготовлены по итальянской технологии BERNARDI, одного из лидирующих предприятий Европы. Модели данной марки широко известны благодаря своим высочайшим качествам и лёгкостью в управлении. Для запуска процесса производства необходимо лишь два специалиста, которые управляют ходом всего изготовления. Это достигается путём полной автоматизации установок. Цена на заводы этого производителя, конечно, на порядок выше, чем аналогичные заводы допустим китайского производства, но в сумме получается, что качество стоит тех затрат как денежных, так и временных.
При изготовлении металлоконструкций используются только высокопрочные материалы. Компания осуществляет проверку на соответствие стандарту качества сырья, из которого будет произведена впоследствии установка. Если вы приобретаете завод, изготовленный по данной технологии, то вы можете рассчитывать на дальнейшее обслуживание по гарантии и даже в период послегарантийного использования.
Асфальтобетонный завод цена полностью оправдывает качество, если вы приобретаете оборудование, руководствуясь теми задачами, которые предстоит выполнить в вашем регионе.
mostnsk.ru
Устройство и принцип работы мини АБЗ
1. Горелка мини АБЗ:
Состоит из дизельного насоса, дутьевого вентилятора, электронной системы зажигания, топливного бака и трубопровода. Кнопочный воспламенитель использует высокое напряжение в 10000B, преобразованное генератором из переменного напряжения 220В, для произведения искры между двумя электродами. Топливный насос подает топливо под высоким давлением в 1МПа, оснащен электромагнитным клапаном.

Зажигание и срыв пламени:
a. Запустите топливный насос и проверьте подаётся ли топливо, используя переливной клапан, отрегулируйте давление топлива (1-1,5 МПа). Если давление не в норме регулируйте клапан до тех пор, пока оно не будет в допустимых пределах.
б. Зажмите кнопку зажигания (между двумя электродами появится искра) и откройте топливную трубу (подайте ток на электромагнитный клапан, а потом откройте топливную трубу, чтобы топливо вошло под высоким давлением в камеру сгорания).
в. Проверьте через смотровое окошко, зажглось ли пламя. Если возгорание произошло, то включите дутьевой вентилятор, если нет, то закройте электромагнитный клапан, остановите двигатель, и, переждав 3 минуты, что очень важно, попробуйте ещё раз.
г. Остановите дутьевой вентилятор, прежде чем производить зажигание, запустите его после успешного зажигания.
д. После завершения работы закройте топливный кран и отключите электромагнитный клапан, для предотвращения попадания топлива внутрь при следующем запуске системы.
е. Для предотвращения возможности взрыва, включайте выдувной пыльный вентилятор для удаления лишнего топлива из цилиндра, в том случае если топливо не смогло зажечься.
2. Поворотный барабан мини АБЗ:
Поворотный барабан состоит из цилиндрического и конусного барабанов. Здесь производится просушка и замес материала. Благодаря пластинам, приваренным в спиралевидной форме, производится полное перемешивание компонентов. В барабане также имеется пара отдельных спиралевидных пластин, посредством которых, при обратном вращении барабана, производится разгрузка смеси.
3. Битумное устройство мини АБЗ:
Состоит из битумного резервуара, битумного насоса, электрического двигателя, трубопровода и реле с выдержкой времени. Количество битума, подаваемого в смесительный барабан, регулируется временным реле, которое останавливает работу битумного насоса через определенное количество времени. Такой процесс гарантирует подачу необходимого количества битума.
Для облегчения строительства асфальтных дорог устройство оснащено пятью клапанами: внутреннее всасывающее отверстие, наружное всасывающее отверстие, пульверизатор внутри барабана, ручной пульверизатор, впускной (находится сверху масляного бака).
а. При замешивании асфальта откройте клапаны внутреннего всасывающего отверстия и внутреннего пульверизатора, закройте остальные клапаны, для того, чтобы масло поступало только в смесительный барабан.
б. При работе с ручным пульверизатором откройте только клапаны внутреннего всасывающего отверстия и ручного пульверизатора.
в. Для прочистки битумного насоса откройте клапан внешнего всасывающего отверстия и клапан ручного пульверизатора, таким образом, насос будет очищен циркулирующим дизельным топливом.
г. Самостоятельное всасывание во время заправки топливом (в действительности лучше не пользоваться данной функцией, а использовать другие средства дозаправки, так как это может повредить асфальтный насос). Откройте клапан наружного всасывающего отверстия и впускной клапан топливного бака, таким образом, производится закачка топлива в топливный бак.
Принцип работы мини АБЗ (видео)
4. Вентиляция и пылесборник
Сзади смесительного барабана находится центрифуга пылеуловителя. Запустите вытяжной вентилятор, и вся осевшая в цилиндре пыль будет изъята без нанесения загрязнения окружающей среде.
5. Подъёмная система материала
Система состоит из циклоидного цевочного редуктора, инертного сплошного рельсового пути и грузоподъёмного ковша. Затем в зависимости от зернистого инертного тела, стальная проволока поднимет ковш на нужную высоту, большая ось опрокинет ковш и весь материал поступит в смесительный барабан через погрузочную воронку. Ковш вернется в начальную позицию для следующего цикла погрузки.
6. Ходовая часть
Ходовая часть состоит из обычного прицепного шасси, которое состоит из поворотной платформы, стальной рамы, оси и стальной листовой рессоры. Ходовая часть также оборудована четырьмя устойчивыми, подвижными горизонтальными опорами.
7. Электрическая система мини АБЗ
Электрическая система состоит из дизельного двигателя, генератора и других электрических деталей. Дизельный генератор вырабатывает трехфазный переменный ток напряжением 380В и частотой 50Гц
Посмотрите так же другие виды АБЗ:
asphalt-zavod.ru
Технологический процесс асфальтобетонного завода. Технология производства асфальта: схема и регламент
Ирина
Специалист отдела продаж ответит на все ваши вопросы!
+7 (800) 700-97-90
Технологический процесс работы АБЗ основывается на двух основных принципах, которые обеспечивают эффективную работу оборудования при любых условиях эксплуатации. Одним из них является цикличность производства, что положено в основу работы классических предприятий по изготовлению асфальтобетона. Другим технологическим принципом является непрерывный цикл производства, который применяют на фабриках с высокой производительностью. Главное различие между асфальтными заводами двух этих типов – система смешивания и дозирования. По этой причине технологическое оборудование асфальтобетонного завода с непрерывным режимом работы не включает башню, а дозирование происходит путем смешивания компонентов из холодных дозаторов. Для АБЗ цикличного типа можно значительно быстрее изменить рецептуру каждого отдельного замеса, что имеет большое значение при невысокой потребности в асфальтобетоне.
Технологическое оборудование АБЗ
Для полноценного функционирования асфальтового завода, он должен комплектоваться широким перечнем специализированного производственного оборудования и устройств:
- Емкости для хранения битума, его нагрева и перекачки с помощью насосных агрегатов.
- Дробильные установки с функцией сортировки, что обеспечивает получение расходных материалов требуемого размера.
- Специализированные приспособления для минеральных сыпучих материалов.
- Установки для смешивания асфальта, битумных составов, щебня, песка, минеральных добавок и других компонентов.
- Емкости для хранения и сбора готовой смеси.
- Специально отведенные места и устройства для тары с минеральными добавками.
- Загрузочные устройства для транспортировки готовой смеси.
Комплектация АБЗ может осуществляться и дополнительным видом оборудования:
- Административно-бытовые здания и сооружения.
- Сети теплоснабжения, водоснабжения, электроснабжения.
- Стационарная ремонтная мастерская.
- Компрессорное оборудование.
- Производственная лаборатория.
- Складские помещения.
- Устройства для изготовления и хранения эмульсий на основе битума.
- Котельное оборудование.
Для каждого конкретного случая спецификация оборудования, технология АБЗ и его характеристики могут различаться в зависимости от поставленных задач и асфальтируемой площади.
Схема АБЗ циклического действия
Традиционная технологическая схема асфальтосмесительной установки циклического действия имеет следующий вид:
Накопительный бункер установлен под смесительной установкой
Загрузка готовой продукции выполняется в самосвалы из отдельного бункера-накопителя
Загрузка готовой продукции выполняется в самосвалы из смесительной установки
- Бункеры для предварительной дозировки материалов.
- Сборный конвейер.
- Транспортер.
- Барабан для сушки.
- Элеватор «горячего» типа.
- Смесительный силос.
- Накопительная емкость.
- Элеватор для хранения минерального порошка.
- Силос для минерального порошка.
- Специальный пылеуловитель.
- Вентилятор для пыли.
- Цистерна для хранения битума.
- Устройство для нагрева масла.
- Операторская кабина управления.
Технологические особенности циклического производства
Технология приготовления асфальтобетонной смеси на АБЗ циклического действия включает следующие работы:
- Поддержание в наличии минерального порошка, песка, щебня и битума.
- Просушивание и предварительный нагрев минеральных материалов в специальном барабане.
- Сортирование минеральных материалов по фракциям и складирование в бункерах с подогревом.
- Дозировка материалов перед подачей в смесительную установку.
- Тщательное и равномерное смешивание всех компонентов без вяжущего вещества.
- Приготовление готовой смеси в устройстве с подачей предварительно нагретого битума.
- Отгрузка приготовленной асфальтовой смеси в накопительный бункер или кузов автомобиля.
Технологический процесс асфальтобетонного завода (АБЗ) циклического действия обеспечивает работу небольшой дорожно-строительной компании, которая осуществляет укладку нового дорожного покрытия. Технология производства на асфальтобетонном заводе может изменяться в зависимости от типа используемых расходных материалов и порядка запуска АБЗ.
Схема АБЗ непрерывного действия
Технологическая схема асфальтобетонного завода с непрерывным циклом производства имеет следующий вид:
- Устройства для дозирования.
- Транспортер.
- Транспортерная лента с датчиком контроля уровня влажности.
- Барабан для просушивания.
- Дозировщик вторичного асфальта.
- Зона для перемешивания.
- Емкость для скипа.
- Центробежный вентилятор.
- Емкость для сбора.
- Операторская.
- Башня для минеральных компонентов.
- Емкость для сбора вторичного асфальта.
- Транспортер с датчиком контроля уровня влажности.
- Силос для пыли с фильтр.
- Бак для хранения битума.
- Устройство для нагрева масла.
- Транспортер для обслуживания сушильного барабана.
Технологические особенности непрерывного производства
Технология производства асфальта на АБЗ непрерывного действия включает проведение следующих операций:
- Поддержание в наличии и строгое дозирование минерального порошка, песка, щебня и битума.
- Подача компонентов в сушильный барабан с одновременным нагревом, перемешиванием и просушкой.
- Перемешивание всех компонентов в специальном смесительном барабане при определенной температуре.
- Отгрузка приготовленной смеси из барабана в емкость для хранения.
- Отгрузка приготовленной смеси из накопительной емкости в грузовой транспорт.
Технологический регламент асфальтобетонного завода (АБЗ) непрерывного цикла работы согласовывается с заказчиком и формируется на основании его потребностей в готовой асфальтной смеси.
sdm-sam.ru
Как делают асфальтобетон — Как это сделано, как это работает, как это устроено
Сложно поверить, что эта огромная конструкция периодически мигрирует с места на место. Весь завод, который выпускает 200—240 тонн асфальтобетона в час, можно перевезти и собрать заново за полтора-два месяца. Сейчас он находится возле трассы Минск — Гомель, реконструкция которой активно ведется. Обслуживают предприятие всего 14 человек (не считая водителей), благо технологии немецкие и автоматика заменяет большое количество рабочих. Самосвалы едва успевают забирать свежеприготовленный материал для наших трасс. Корреспонденты Onliner.by в подробностях изучили процесс производства асфальтобетона. Предлагаем фоторепортаж с одного из самых современных предприятий дорожной отрасли Беларуси.
Первый этап. Наш репортаж начинается в 17 километрах от асфальтобетонного завода. «Едем на повышенный», — объясняет начальник предприятия Павел Якимов. Повышенный — это участок железнодорожного пути, куда приходят составы с гранитным щебнем из Микашевичей. Он расположен на 1,5—2 метра выше уровня земли (так удобнее разгружать) — отсюда и название.

Поставки щебня имеют важнейшее значение. Работы на этом участке в сезон ведутся круглосуточно. Погрузчики, самосвалы беспрестанно лавируют между гор щебня. Он тоже бывает разным — крупных фракций, средних, мелких. Именно щебень, складываясь в своеобразную мозаику дорожного полотна, принимает основную нагрузку автомобилей.

А вот — так называемый отсев, напоминающий цемент. Как и песок, этот материал тоже выполняет роль наполнителя. Ведь щебень даже самых мелких фракций не способен полностью заполнить все пространство полотна. Отсев и песок заполняют пустоты, предотвращая появление сетки микротрещин.


— Логистика имеет важнейшее значение. Гонять на 300 километров в Микашевичи 30-тонные самосвалы нерентабельно, — объясняет по дороге на завод Павел Якимов. — Выгоднее и быстрее перевозить щебень по железной дороге. Поэтому при выборе площадки для размещения завода всегда идет рекогносцировка местности.

Второй этап. Самосвалами щебень доставляют на завод. Параллельно с карьера везут песок, а с разных частей Беларуси — битум и минеральные добавки.

— В состав асфальтобетона входят: во-первых, щебень разных фракций, во-вторых, песок, в-третьих, битум как самый важный материал, а в-четвертых, минеральные добавки, — говорят дорожники. — Во всех справочниках получаемый материал значится как асфальтобетон. Хотя, если разобраться, как раз бетона в нем-то и нет.

Третий этап. С карьера на завод везут песчано-гравийную смесь, в которой попадаются булыжники и валуны. Ее отправляют на «грохот» — звучную установку по отсеиванию камней, которая полностью отвечает данному ей рабочими названию. Технология простая: песок, засыпаемый в приемный бункер, по транспортерной ленте попадает в «грохот» и проходит через два сита, становясь в итоге чистым и желтеньким. Как на детской площадке!





Четвертый этап. Щебень укладывают в штабели с помощью бульдозера. Горы чистого, отфильтрованного песка и отсева расположены рядом. Все готово к загрузке в специальные бункеры, с которых начинается самый главный процесс — непосредственное производство асфальтобетона.



На площадке завода (он занимает около двух с половиной гектаров) не переставая ездят машины, пыль столбом. Кстати, есть ли здесь какая-то возможность привести себя в порядок после трудового дня? Оказалось, работники завода живут здесь же — в уголке построен строительный городок. Конечно, не трехзвездочная гостиница, но быт для временного жилища организован прилично: есть душ (специально бурили скважину), некое подобие кухни, спальные вагончики.




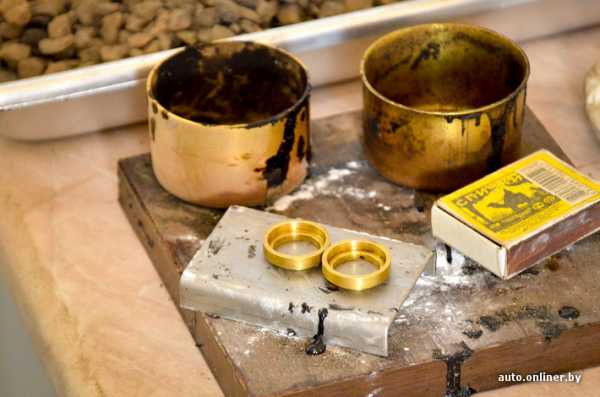
Пятый этап. Внимание! На завод прибыл битум, который в асфальтобетоне служит связующим веществом между щебнем, песком, отсевом. Как клей! Именно он при старении рассыпается, в покрытии появляются трещины. Весной в них попадает вода, которая превращается в лед. При температурных переходах через ноль происходит постоянный процесс расшатывания полотна. Так что качество битума имеет важнейшее значение. Ведь если клей плохой, то в непогоду ботинки подошвой будут черпать воду.

— Перед тем как залить битум в резервуары, отбираются и исследуются образцы — мы проверяем соответствие заявленным маркам (их у битума несколько), — объясняет Павел Якимов. — Все это называется входным контролем. Например, с помощью пенетрометра устанавливается вязкость. Также измеряется температура размягчения. В специальные колечки заливается образец, его полчаса выдерживают на воздухе, потом охлаждают до +5 градусов по Цельсию. Затем битум помещают в электронную мешалку и задают определенную скорость вращения и температуру нагрева. После этого на битум кладут металлический шарик и смотрят, за какое время тот коснется нижнего уровня площадки.

Часто водители интересуются, а сколько в асфальте нефти? Как оказалось, доли процента. Например, в асфальтобетоне используется всего 4,5—6% битума, который, как известно, является остаточным продуктом переработки нефти. «Причем плюс-минус одна десятая имеет значение. Если битума будет больше, чем надо, то асфальтобетон получится жирным, в жару он будет плавиться. А добавишь меньше положенного — станет сухим и в большие морозы потрескается. Ученые постоянно работают над идеальной формулой для наших климатических условий», — объясняют специалисты.
Шестой этап. Погрузчики отправляют в приемный бункер песок и щебень. Вот где не обошлось без человеческого участия. Рабочий следит, чтобы внутрь не попали доски, железяки и другой крупногабаритный мусор. Иначе это может повредить транспортерную ленту. Чем-то процесс напоминает приготовление эдакого промышленного коктейля.





Седьмой этап. В три резервуара заливают битум, который признали соответствующим стандартам. Этот процесс тоже проходит параллельно с подготовкой щебня, песка, отсева. Температура в резервуарах поддерживается на уровне порядка +160 градусов по Цельсию.


Битум находится в трех белых резервуарах

— Битум выпускают оба наших нефтеперерабатывающих завода. Но в горячее время спрос на него очень высокий. Чтобы получить, очередь приходится занимать с ночи, — рассказывает начальник завода. — Водители приезжают, ночуют и утром загружаются, чтобы процесс производства асфальтобетона был непрерывным.

Восьмой этап. Поскольку предприятие автоматизировано, никто, конечно, установку вручную не запускает. Этот процесс происходит в операторской, в которой находятся шкафы управления — мозги завода. Здесь оператор (по заданию мастера) задает нужные алгоритмы. На мониторе хорошо виден весь технологический процесс.

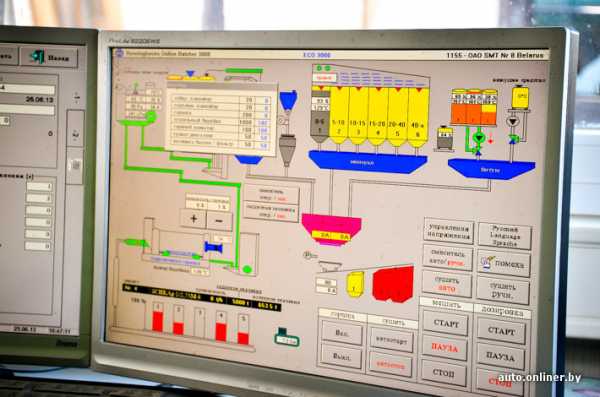

«Немецкий завод Benninghoven — это бренд! Он лучший» — даже удивились нашему незнанию сотрудники предприятия, когда мы решили уточнить информацию по поводу логотипа. Перед работой на оборудовании, которое заменяет десятки людей, многие проходили специальное обучение.

Девятый этап. Каждый бункер в зависимости от установленных оператором алгоритмов с определенной скоростью запускает порцию щебня, песка или отсева. Все это движется по транспортерной ленте прямиком в сушильный барабан. Происходящее на данном этапе пока еще можно видеть.




Десятый этап. В сушильном барабане горелка разогревает полученную смесь до +170—180 градусов по Цельсию. Во-первых, чтобы избавить от влаги. А во-вторых, чтобы подготовить материал к перемешиванию с битумом и минеральными добавками — обволакивание должно происходить равномерно, без температурных колебаний.

Надо заметить, что асфальтобетонный завод — довольно энергоемкое производство, которое требует прокладки высоковольтной линии электропередачи. Это затяжной процесс, поэтому на заводе есть дизель-генератор с двумя двигателями. Один обеспечивает освещение в стройгородке. Второй способен поддерживать весь завод в работоспособном состоянии. И это при расходе около 60 литров дизтоплива в час.



Одиннадцатый этап. На площадке раздается грохот. Элеватор горячих материалов с помощью специальных ковшей доставляет горячую смесь на самый верх, чтобы пропустить ее через 5 рядов сит.

Так материал распределится равномерно. В каждой «порции» должны присутствовать все нужные фракции материалов — от мелких до крупных.
В это же время добавляются битум и минеральный порошок. Все происходит в системе труб и скрыто от глаз.

Двенадцатый этап. Получившийся асфальтобетон размешивают два вала с лопатками. Его взвешивают и отправляют в скиповую тележку. Слышен характерный запах горячего асфальта. Даже в жару от завода исходит волна тепла.



Тринадцатый этап. После взвешивания скиповая тележка доставляет асфальтобетон наверх, в бункер. Это занимает буквально несколько секунд. Тележка неустанно курсирует туда-сюда. В бункере может храниться до 180 тонн, своеобразный резерв. «Это большой плюс, поскольку еще до того, как первые машины придут на завод, мы уже можем начать работать, — говорят сотрудники завода. — Нет простоев, а значит, предприятие работает более эффективно. К слову, наш рекорд — 2269 тонн асфальтобетона за 10-часовую смену».

Четырнадцатый этап. Снова возвращаемся в лабораторию, где проверяют состав полученного асфальтобетона. Делается это довольно просто: в специальную печь помещают емкость с образцом. Битум выгорает. Потом берут три сита и просеивают щебень. Получившиеся порции взвешивают. Ничего сложного. Обычное математическое действие.


Пятнадцатый этап. Наконец, из бункера асфальтобетон выгружают в самосвал. Количество может регулировать как оператор, так и сам водитель. МАЗ может увезти около 20 тонн, а Volvo, например, забрал 30 тонн.






Шестнадцатый этап. Теперь груженую машину остается взвесить (при заезде на завод она уже проходила эту процедуру). Рабочий помогает накрыть асфальтобетон термопокрывалом. Таковы требования технадзора. Укладка ведется при температуре +110 градусов по Цельсию. Все! Вереница самосвалов движется на дорогу, чтобы выгрузить асфальт с пылу с жару и вернуться за очередной партией.





kak-eto-sdelano.livejournal.com
Производственный цикл асфальтобетонного завода (Принцип работы АБЗ) – Roady – Асфальтобетонные заводы из Китая
Этап 1 “Размещение материалов для производства асфальта”
В заранее спроектированный и скомпонованный для эффективного производства асфальтобетонных смесей склад загружаются материалы. Комплекс склада состоит из бункеров, где и хранится щебень различных фракций и прочие инертные материалы. Для каждого из материалов предусмотрен отдельный бункер.
Этап 2 “Дозирование материалов”
Количество и пропорции материалов определяются дозатором. Дозатор работает по заранее запрограммированному оператором АБЗ алгоритму. Для производства различных по составу смесей (по различным рецептам) существуют разные программы.
Этап 3 “Подача материала”
Дозатор выгружает запрограммированный объём материалов на ленточный конвейер, который обеспечивает их доставку в сушильный барабан АБЗ.
Этап 4 “Просушка”
Просушка – один из наиболее важных этапов в производственном цикле асфальтобетонного завода. Поскольку материалы доставляются на площадку базирования АБЗ в открытой таре и до загрузки в бункеры хранятся на улице, то для приготовления качественной асфальтовой смеси (асфальта) требуется их тщательная просушка. Просушка проходит в сушильном барабане способом нагрева материалов. Высокую температуру просушки обеспечивают горелки. Наиболее популярные горелки ввиду своей экономичности – это комбинированные горелки, работающие, как и на мазуте, газу, так и на дизельном топливе.
Сушильный барабан изолирован от внешней среды в целях предотвращения попадания воздуха во внутрь. А для обеспечения равномерности просушки этот барабан вращается. Внутренняя полость сушильного барабана имеет специальную конструкцию, обеспечивающуюю перемешивание материала и равномерное нагревание. Прямого контакта материалов с пламенем не допускается.
После просушки материал помещается в элеватор горячих материалов.
Этап 5 “Просеивание и сортировка”
Специальное вибрационное сито (или грохот) разделяет сухой и горячий материал на различные фракции и рассортировывает их по отдельным бункерам. Если же какой-то из фракций будет предостаточно или какая-то фракция не используется в данном рецепте, то излишки сбрасываются к началу цикла или на склад материалов. За этим следят специальные датчики.
Этап 6 “Смешивание”
Из бункеров горячих материалов, фракции по заданной программе дозируются в миксер. Помимо этих материалов в миксер также попадают минеральный порошок и подогретый битум. Минеральный порошок хранится в своём бункере и поставляется с помощью шнекового конвейера в дозатор. Битум доставляется из цистерны, где он постоянно подогревается горелками. На АБЗ высокой производительности битум в цистерне подогревается диатермическим маслом, которое проходит по змеевику вшитому в стенки цистерны.
На выходе из миксера АБЗ и получается готовая однородная масса асфальтобетонной смеси.
“Управление асфальтобетонным заводом”
Система управления автоматизирует производство. Её настройка проста и интуитивна, понятна. На мониторе в кабине управления отображаются все параметры производства, настройки, рецептуры и т.п. Автоматизированная система управления АБЗ позволяет сохранять настройки рецептур и применять их в зависимости от поставленных задач и типа требуемой смеси.
roady-rus.ru
Типы абз, их технологическое оборудование
Строительные машины и оборудование, справочник
Типы абз, их технологическое оборудование
Категория:
Механизация дорожных работ
Типы абз, их технологическое оборудование
Для приготовления асфальтобетонных и битумоминеральных смесей строят асфальтобетонные заводы (АБЗ) — основные производственные предприятия дорожного строительства. По длительности нахождения на одном месте АБЗ подразделяют на стационарные, постоянно действующие и временные. Сооружения стационарных АБЗ капитальные, машины и оборудование, как правило, большой мощности, установлены на прочных фундаментах.
Стационарные АБЗ обслуживают нужды городов и районов по радиальному принципу. В целях уменьшения расходов на эксплуатацию производственных предприятий, снижения себестоимости продукции целесообразно создавать комбинаты, в состав которых могут входить: бетонный завод, цех приготовления битума, эмульсионная база, завод или база железобетонных изделий; цех минерального порошка; холодных битумоминеральных смесей и др. Такие комплексы управляются централизованно, обеспечивая нужды всех организаций, занятых строительством и эксплуатацией автомобильных дорог, независимо от ведомственной подчиненности. После окончания строительства дорог стационарные АБЗ остаются, их основными потребителями становятся организации, на которые возложены ремонт, содержание, реконструкция и улучшение дорог. При создании стационарных заводов должна быть учтена потребность в продукции с учетом развития и совершенствования дорожной сети экономического района.
Временные АБЗ можно создавать на базе инвентарного сборно- Разборного оборудования. Передвижные АБЗ целесообразно включать в состав потока по строительству дороги. Оборудование для передвижных АБЗ выпускается в блочном исполнении, при котором каждый блок представляет собой агрегат на колесах (рис. 5.7). Монтаж такого оборудования занимает от одного до пяти дней.
Рис. 5.7. Комплект агрегатов передвижного АБЗ в транспортном положении (Ви-Бау):
1 — сушильный агрегат; 2 — дозировочно-сортировочный агрегат; 3 — смесительный агрегат; 4 — кабина управления; 5 — накопительный бункер; 6 — агрегат пылеочистки
В составе оборудования имеются подъемно-транспортные машины в виде гидравлических домкратов, кранов, облегчающих процесс монтажа, или используются стреловые краны, имеющиеся на строительстве. Передвижные АБЗ снабжают материалами с прирельсовых баз и складов или размещают в районах месторождений каменных материалов.
Выбор типа АБЗ, его состав, размещение в районе потребления продукции представляют большую сложность. Экономическим критерием при выявлении оптимального варианта развития и размещения производственной базы служит минимум затрат на производство, транспортирование и потребление продукции.
Ввиду увеличивающихся с каждым годом объемов дорожного строительства, большого количества построенных дорог во многих районах Советского Союза наметилась тенденция . к снижению количества небольших АБЗ. При укрупнении АБЗ, более правильном их расположении, подчинении одной, организации увеличивается производительность труда, экономятся энергетические ресурсы, резко сокращается территория, занимаемая под АБЗ.
Стационарные предприятия в зимний период могут готовить асфальтобетонные брикеты из высококачественных смесей для централизованного снабжения ими небольших потребителей, имеющих несложное оборудование для «разогрева» брикетов, а также холодные смеси в запас для использования по мере надобности.
Выбор машин и оборудования для АБЗ. Промышленность Советского Союза выпускает большое количество типоразмеров асфальтосмесителей. Компоновка агрегатов АБЗ может быть башенной, партерной и полубашенной. Башенная, или вертикальная, компоновка (рис. 5.8,а) требует меньших затрат энергии на подачу материала, так как он поднимается 1 раз и затем за счет использования силы тяжести (гравитации) поступает на переработку. Площадь для размещения требуется относительно небольшая. Однако при этой компоновке необходимо большое количество монтажных и демонтажных работ при перебазировке АБЗ: затрудняется ремонт, усиливается вредное влияние вибрации на все весовые устройства. Этот недостаток устраняется применением гирационных (эксцентриковых) уравновешенных грохотов, отличающихся спокойной работой, высоким качеством сортировки и способностью работать в зоне высоких температур. При партерном (наземном) расположении агрегатов (рис. 5.8, б) горячие каменные материалы поднимаются несколько раз, поэтому суммарная высота подъема больше, чем в установках башенного типа. Соответственно увеличивается количество подъемно-транс- портных машин. Полубашенная схема (рис. 5.8, в) характерна тем, что сушильный барабан с загрузочным устройством вынесен из башни и подъем материалов осуществляется дважды: в сушильный барабан и из сушильного барабана.
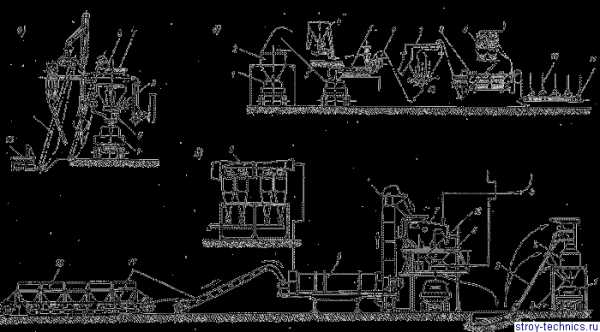
Рис. 5.8. Компоновка асфальтосмесительных установок:
1 — автомобиль-самосвал; 2 — накопительный бункер; 3 — скиповый подъемник; 4 — агрегат минерального порошка; 5 — смеситель; 6 — битумный насос; 7 – грохот; 8 сушильный барабан; 9 — обеспыливающий агрегат; 10 — агрегат первичного дозирования каменных материалов;
11 — ленточный транспортер; 12 — дозатор
Основным технологическим оборудованием установок является смесительный агрегат (рис. 5.9). В нем происходит сортировка горячего песка и щебня, дозирование, перемешивание компонентов и выдача готовой смеси. По способу перемешивания компонентов различают смесители периодического и непрерывного действия; они пригодны для приготовления смесей с наибольшим размером частиц 40 мм. Продолжительность перемешивания неограниченна и может регулироваться с учетом условий работ и вида смеси. В смесителях непрерывного действия регулирование продолжительности перемешивания ограничено весьма узкими пределами и в большинстве случаев связано с необходимостью проведения трудоемких наладочных работ. В смесителях периодического действия переналадка может быть осуществлена быстро, тогда как в смесителях непрерывного действия для этого необходимо сначала удалить материал со всей) пути от дозатора до смесителя и перенастроить дозаторы. Если по местным условиям нужно изменять состав смеси в течение смены, предпочтительны смесители периодического действия.
Преимущество смесителей непрерывного действия состоит в меньшей мощности привода, меньших габаритных размерах, смесь можно выдавать независимо от грузоподъемности автомобилей-самосвалов, она стабильнее по качеству. Этим объясняется все более широкое использование таких смесителей для приготовления битумоминеральных, а в ряде случаев асфальтобетонных смесей.
Рис. 5.9. Схемы перемешивания асфальтобетонных смесей: 1 — дозатор; 2 — насос высокого давления; .3 — расходомер; 4 — дозатор по массе; 5 — лопастной смеситель; 6 — цистерна с горячим битумом
В составе АБЗ обязательно должен быть агрегат питания для подачи песка и щебня (холодного) и их предварительного дозирования. При приготовлении битумоминеральных смесей (не асфальтобетона) для дозирования каменных материалов устанавливается только этот агрегат. Он прост и удобен для перебазирования. Для хранения материалов служат расположенные рядом бункера емкостью 1,5—7,5 м3 и больше. Их количество зависит от числа фракций, применяемых при приготовлении смеси. Стремление увеличить запас материалов приводит к увеличению числа бункеров для одной фракции сдваиванием агрегатов питания.
Для загрузки агрегатов питания применяют легкие самоходные экскаваторы или краны с грейферным оборудованием. Бульдозеры требуют сооружения эстакады или опускания агрегатов питания в приямок. Бульдозеры загрязняют материал грунтом, дробят щебень, быстро изнашивается ходовая часть трактора, происходят частые поломки гусеничного хода. Широкое применение находят одноковшовые погрузчики на пневмоколесном ходу с фронтальной разгрузкой. Они дешевле экскаваторов и кранов, более производительны и мобильны.
Под каждым бункером агрегата питания установлены питатели и сборный ленточный транспортер, подающий материал в сушильный агрегат. Питатели могут быть кареточные, ленточные и вибрационные объемного действия. Они снабжены механизмом, регулирующим выдачу материала на ленту. Наиболее удобны в эксплуатации малогабаритные вибрационные питатели, но они дороги. Контроль количества материалов, подаваемых агрегатом питания, осуществляют ленточными дозаторами с сигнализирующими устройствами. В бункерах агрегата питания устанавливают сводооб- рушители, из которых наиболее^ эффективны малоэнергоемкие и надежные виброобрушители.
Удаление влаги и нагрев материалов до 160—250° С (при приготовлении горячих смесей) обеспечивает сушильный агрегат, который включает барабан, пылеулавливающее устройство для очистки запыленных дымовых газов и воздуха. Выпаривание поверхностной и гигроскопической влаги, нагревание песка и щебня происходят за счет тепла факела форсунки, соприкосновения с горячими деталями сушильного барабана и тепла дымовых газов, образующихся при сгорании топлива. Высокая эффективность сушки достигается при непосредственном контакте каменных материалов с потоками горячих газов. Благодаря лопастям, прикрепленным к внутренней поверхности барабана, материал многократно поднимается и сбрасывается в поток дымовых газов. Газы направлены навстречу движущемуся каменному материалу, что обеспечивает постоянное и равномерное нагревание материала сначала в зоне меньших, а затем в зоне более высоких температур газов. Лучшими являются топки, в которых обеспечивается полное сгорание топлива (мазут, дизельное, горючий газ бутан или пропан).
Использование бутана способствует лучшему распределению теплового потока в сушильном барабане, повышает его выработку, удлиняет срок службы барабана за счет исключения местного его перегрева, уменьшает эксплуатационные расходы, связанные с под- Держанием системы очистки отработавших газов. Экономичен по сравнению с жидким топливом. Форсунки регулируются вручную или автоматически, когда подача топлива прекращается при срыве факела пламени, изменении температуры нагрева каменных материалов (автоматически регулируется количество подаваемого топлива). Форсунки высокого давления, работающие на тяжелом топливе, более сложны, так как требуют зажигательных муфелей и установки дымососов. Жидкое топливо распыляется частью воздуха, необходимого для горения, или водяным паром, а основное количество воздуха для сгорания засасывается дымососом. В форсунках низкого давления весь воздух, нужный для горения, имеет низкое давление. За последние годы большое распространение находят форсунки среднего давления, в которые воздух подается воздуходувкой высокого давления для распыления топлива, а низкого — для подачи вторичного и остаточного воздуха, необходимого для сгорания топлива.
Безопасность зажигания форсунки обеспечивается тем, что сушильные барабаны оборудуют электрогазовым запалом. Возможен обогрев барабанов пропаном, электричеством и инфракрасными лучами.
АБЗ — дымное и пыльное предприятие, нежелательное для размещения вблизи населенных пунктов и жилых массивов. В СССР и за рубежом ведутся большие исследования, направленные на снижение пыли и дыма за счет лучшего сжигания топлива, распыления топлива горячим воздухом, рациональных геометрических размеров сушильного барабана, размещения лотков, подающих материал в сушильный барабан, и интенсификации процесса улавливания пйли обеспыливающими агрегатами. Применяют двухступенчатую очистку — сухую и мокрую, а в последнее время и тройную. Для сухой очистки используют тканевые фильтры, иногда электрофильтры. Система пылеулавливания оборудуется устройством для возвращения крупной пыли, осаждающейся в циклонах, в смесительный агрегат. Это целесообразно, если пыль не содержит глинистых и суглинистых частиц, а по структуре и физическим свойствам пригодна для использования в качестве минерального порошка. Такая пыль, как правило, отличается от минерального порошка, поэтому хранить ее надо в отдельном бункере, не допуская их смешивания, и использовать в качестве добавки к минеральному порошку только после анализа и рекомендации лаборатории.
Рис. 5.10. Усиленная газоочистка на АБЗ:
1 — циклон; 2 — камера фильтрации; 3 — механизм ворошения; 4— распределительное устройство; 5 — дымосос; 6 — дымовая труба; 7 — вентилятор обратной продувки; S — короб дымовых газов от сушильного барабана; 9 — пылесборннк
Эффективным и новым является применение для пылеулавливания зернистых фильтров-циклонов [5.4]. Принципиально новая схема обеспыливания с их использованием показана на рис. 5.10. Особенность состоит в использовании слоя песка или мелкого гравия. Для регенерации фильтров применяют ворошение слоев материалов и обратную их продувку очищенными дымовыми газами. На схеме сплошными стрелками показан путь движения запыленных газов при очистке, а пунктирной продувка при регенерации фильтров. Компоновка фильтров может быть разная. На рисунке показан фильтр-циклон из двух секций А а Б, работающих параллельно. Каждая секция — это конический циклон (СК-ЦН-34) с бункером для сбора пыли. Фильтровальные камеры расположены наверху. Материал с зернами 3 мм или гравий насыпают на перфорированный лист слоем 70—100 мм. Механизмы ворошения 3 пальчикового типа включают при регенерации слоя. Крупные зерна задерживаются в циклоне и собираются в. бункере, а мелкие уносятся потоком газа по центральной трубе циклона в фильтровальную камеру, проходя сверху вниз слой зернистого материала. Очищенные газы проходят через распределительное устройство и дымососом выбрасываются в атмосферу. Если регенерация не обеспечивает очистку, слой заменяют. На рисунке показан момент регенерации секции Б и работа секции Л по очистке запыленного воздуха.
Постоянство состава асфальтобетонных смесей обеспечивается повторной, более точной дозиррвкой после просушки и нагрева. Необходимость дозирования после сушки обоснована тем, что в холодных каменных материалах, подаваемых агрегатом питания, имеются частицы, по форме и размерам не отвечающие требованиям ТУ. После сортировки на грохоте материал поступает в отсеки теплого бункера по фракциям. Бункер имеет теплоизоляцию, а в ряде конструкций систему обогрева электричеством, жидким горячим теплоносителем, инфракрасными лучами. Дозирование каменных материалов и минерального порошка осуществляется по массе, битума — по массе и объему мерными баками или расходомерами. Сухие горячие компоненты перемешиваются с битумом в лопастных двухвальных смесителях. Лопасти, воздействуя на небольшие массы смеси, перемещают их; при этом происходит сдвиг и перемещение частиц также и внутри смеси. Наличие нескольких факторов перемешивания способствует созданию условий для структурообразования смеси. Лучшего перемешивания достигают не длительностью процесса, а его интенсификацией за счет улучшения конструкций смесителя. В современных смесителях принята кольцевая схема перемешивания, при которой материал перемещается по всему объему смесителя и равномернее распределяются компоненты смеси. За рубежом для приготовления мелкозернистых смесей устанавливают двух-, трехскоростные коробки передач, позволяющие регулировать число оборотов лопастей смесителя в зависимости от состава смеси.
Важным элементом технологии приготовления смеси является подача вяжущего. Каждая частица каменного материала должна быть полностью покрыта пленкой битума определенной толщины.
Битум подается: а) путем свободного истечения через отверстия распределительных труб — способ, применяемый в основном в смесителях свободного перемешивания и не обеспечивающий равномерной подачи и обволакивания частиц; б) через сопла распределительных труб под давлением до 6 кгс/см2, чем улучшается качество обволакивания частиц. Битум распределяется тонкими струями равномерно по всему замесу за короткий промежуток времени, чем сокращается длительность перемешивания и улучшается качество смеси; в) через распылительные форсунки под давлением 18—25 кгс/см2, битум выходит из форсунок в виде тумана.
Качество смеси во многом зависит от точности дозирования компонентов, в частности битума. Это особенно важно при непрерывном процессе приготовления смеси, поскольку дозирование битума тоже должно быть непрерывным. Оригинальным решением, этой задачи является разработка и экспериментальная проверка СКБ «Дормаш» оборудования для дозирования битума в асфаль- тосмесителях Д-645-3 100 т/ч (рис. 5.11). Оборудование для непрерывного дозирования битума включает фильтр ФГ10-50, измеритель объема КЦ-50-20, указатель количества и расхода УКР-1» датчик расхода ДР-1-15, измерительный преобразователь расхода ИПР-1 и указатель расхода УР-1 (предел измерений по расходу битума — 1,5—15 м3/ч).
Обезвоженный и нагретый до рабочей температуры битум по битумопроводу подают ч£рез фильтр, краны к шестеренчатому дозирующему насосу. Насосом через измеритель объема 9 и кран 11 битум нагнетается в распределительную трубу, из которой распыляется по всей ширине лопастного смесителя. Излишки битума, минуя фильтрующие элементы, возвращаются в биту- монагревательный агрегат. При высокой скорости вращения лопастей компоненты смеси находятся во взвешенном состоянии,, чем достигается их быстрое равномерное покрытие пленкой вяжущего.
Перемешивание происходит весьма энергично, что способствует образованию смесей высокого качества, особенно с мелкозернистой и однородной структурой. Такое перемешивание осуществляется в смесительных агрегатах Ви-Бау (ФРГ)—«Импактметод».
Рис. 5.11. Схема непрерывного дозирования битума:
1 — фильтр; 2 — пневматический цилиндр; 3, 4, И, 12 — краны; 5 и « — манометры; 6 — термометр; 7 — дозирующий шестеренчатый насос; 9 — измеритель объема с указателем количества и расхода; 10 — дистанционный указатель расхода; 13 — распределительная труба; 14 — измерительный преобразователь расхода
Для приготовления мелкозернистых смесей эффективно виброперемешивание, при котором улучшаются условия перемешивания мельчайших минеральных частиц, достигается некоторое разрушение структурных новообразований, затрудняющих распределение компонентов зерен.
Готовая смесь из смесителя может поступать непосредственно в автомобили-самосвалы небольшой грузоподъемности или в накопительные бункера при использовании автомобилей большой грузоподъемности. При использовании машин большой грузоподъемности можно лучше организовать работу транспортных средств, снизив потребность в автомобилях, уменьшить остывание смеси при перевозках. Перед погрузкой горячей смеси кузова автоматически смазываются краскораспылителями, расположенными так, чтобы при подходе заднего борта автомобиля они включались и опрыскивали дно и стенки кузова. Благодаря этому быстрее разгружается смесь. После разгрузки кузова необходимо тщательно очищать.
Накопительный бункер может быть с одной или несколькими емкостями смесей разных составов (рис. 5.12). Как правило, их загружают при помощи скиповых подъемников или тельферных (с передвигающими бункерами по кран-балке), цикл которых согласуют с циклом смесителя. Бункер устраивают термоизолирован- ным с обогревом горячим маслом или электричеством. Помимо накопительных бункеров применяют резервные бункера-термосы для кратковременного хранения горячей смеси. Они позволяют выпускать горячую смесь, не дожидаясь подхода автомобиля, не останавливая смесительную установку. Таким образом, на АБЗ обеспечивается постоянство технологического процесса, увеличивается выпуск продукции. Резервные бункера-термосы можно транспортировать на место укладки асфальтобетона, если это вызывается необходимостью и особенностью строительства.
При длительном хранении горячих и теплых смесей в бункерах- термосах происходит разделение смеси по крупности и форме зерен (сегрегация), что может привести к выдаче на трассу смеси, неоднородной по фракционному составу. В целях уменьшения этого разделения бункера рекомендуют выполнять цилиндрической формы, а выходные отверстия снабжать качающимся распределителем (лотком).
Всякий перерыв в работе АБЗ нарушает температурный режим сушильного барабана, что, в свою очередь, влияет на равномерность обволакивания минеральных зерен битумом и приводит к потере смеси при восстановлении требуемого режима нагрева в су- хпильном барабане. Часто непрерывность работы внутри смены зависит от обеспеченности АБЗ автомобилями для вывозки смеси. Нарушение ритма работы АБЗ — источник падения производительности; снижения качества смеси. Увеличение количества автомобилей-самосвалов сверх нормы всегда снижает экономический эффект. Расчет автомобилей см.
Работу завода организуют так, чтобы выпуск асфальтобетонной смеси происходил в две смены. В ночную смену ведут профилактику и ремонт агрегатов установки, оборудования, битумного хозяйства.
Реклама:
Читать далее: Цехи и склады абз
Категория: — Механизация дорожных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru