«Анализ мирового опыта механического соединения стержневой арматуры встык опрессовкой муфты»
Анализ мирового опыта механического соединения стержневой арматуры встык опрессовкой муфты (Repair Splicing System). ЗАО «Энерпром», г. Иркутск.
При быстрорастущих объемах применения монолитного железобетона в строительстве (гражданском, промышленном, специальном, объектов атомной энергетики, мостостроении) приоритетом при выборе технологии возведения арматурных каркасов является не стоимость изготовления, а эксплуатационная безопасность сооружения в течение всего проектного срока службы.
«Из мировой практики известно, что один доллар, вложенный в повышение долговечности сооружения дает более ста долларов отдачи в эксплуатации».
Известно, что арматурные работы составляют по трудозатратам и продолжительности по времени основную часть стоимости сооружения по сравнению с бетонными и опалубочными работами.
Мировым опытом общепризнано, что сварные соединения, как способ равнопрочного стыкования строительной арматуры, не имеют перспектив.
Мировой опыт (7,8,9,10,11,14) рекомендует для обеспечения арматурных работ при новом строительстве, ремонте и реконструкции сооружений применение разнообразных муфтовых соединений арматуры: обжимных, резьбовых, болтовых.
Таким образом,обжимные соединения, муфты с конической и/или параллельной резьбой, и болтовые муфты образуют функционально полный набор способов стыкования строительной арматуры, позволяющий решить любую конструкторскую и строительную задачу независимо от сложности и размеров возводимого, или реконструируемого объекта.
Продолжается дальнейшее технологическое совершенствование муфтовых механических соединений, например, обжимные муфтовые соединения развились в комбинированные муфтовые, т.е в обжимные с резьбовой вставкой, изготавливаемые на высокопроизводительном оборудовании непосредственно на стройплощадке.Механические соединения стержневой арматуры встык опрессовкой муфты (Repair Splicing System) представляют на мировом рынке ряд ведущих фирм: Bar Splice Products, Inc; Dextra Manufacturing Co., Ltd.; CASTL— MBA (BSG coupler system).Эти бренды представлены в десятках стран мира и остаются ведущими способами механического соединения арматуры периодического профиля встык, как одинакового, так и различного диаметра. Метод применим для соединения арматуры в диапазоне диаметров от 10 до 57 мм. Применяемые переносные прессы представлены в номенклатурном ряде, используются и стационарные прессы.
Обжимные соединения арматуры получают многократным последовательным, либо однократным обжатием переносным гидравлическим прессом арматуры в стальной муфте. С целью повышения эффективности технологии применяют стационарные прессы (расположенные на строительной площадке) для предварительной опрессовки однократным обжатием соединительных муфт с двух сторон арматуры диаметром из ряда Ø 10-57 мм на ½ длины соединительной муфты. Возможно также получение соединения деформированием муфты посредством ее протяжки (технология «FLIMU», DYWIDAG).
Экспертные оценки (4,10,11, 14) характеристик различных способов механических соединений строительной арматуры по основным параметрам: габариты стандартного соединения; стоимость; прочность; возможность укрупнения стержней арматуры; квалификация персонала; скорость подготовки соединения; объем контроля; вариативность исполнения; стойкость соединения к динамическим нагрузкам; необходимость вспомогательного оборудования; зависимость от параметров арматуры; наличие ограничений (среднее значение по 10-бальной шкале): обжимные муфты-7,75; болтовые муфты,-7,67; винтовые муфты с стопорными гайками,-8,42; резьбовые муфты с конусной резьбой,-8,66-9; резьбовые муфты с параллельной резьбой,-9,17; комбинированные муфты (предварительно обжатые с резьбовой вставкой) ,-8,5.
По совокупности существенных признаков обжимные муфтовые соединения находятся в одном ряду с резьбовыми муфтовыми соединениями различного типа.
В российских условиях актуально продолжить развитие технологии производства обжимных муфтовых соединений арматуры.Эта технология конкурентоспособна с резьбовыми соединениями за счет применения стационарных прессов предварительной заготовки стержней с однократным обжатием муфт на половину их длины с двух концов арматурных стержней илитехнологической линии для предварительной разметки стержневой арматуры и серийной опрессовки соединительных муфт с двух сторон арматуры;совершенствования номенклатурного ряда мобильных прессов, снижения их веса, улучшения конструкции пресса в части удобства пользования и управления, надежности, обеспечения автоматического цикла обжима, обеспечения работы при часто расположенной арматуре, удешевления процесса производства муфт с полной заводской готовностью к применению, оптимизации процесса маркировки муфт и арматуры для упрощения методов контроля; применения мобильной испытательной установки опрессованных соединений на прочность при растяжении в условиях строительной площадки. Предстоит развить опыт ОАО «Мостотрест» (17) по применению механического стыкования стержневой арматуры обжимными муфтами с соединительными элементами на резьбе.
Из механических соединений наибольшее применение в России нашли только обжимные муфтовые соединения.Также, представлены и сертифицированы в России соединения муфтами с параллельной и конусной резьбой; соединения арматуры винтового профиля винтовыми муфтами со стопорными гайками; болтовые муфты, которые не нашли широкого применения вследствие ограниченности российского оборудования в этой области и высокой стоимости импортного оборудования и муфт.Кроме того, разнообразие отечественных арматурных сталей по способам заводского изготовления и виду периодического профиля определяет особый подход к использованию муфтовых резьбовых соединений (15,16). Известна прямая зависимость прочностных и деформационных показателей резьбового соединения от длины свинчивания и механических характеристик соединяемых элементов; поставлена задача создания унифицированного типа муфт при использовании для всех широко распространенных классов арматуры периодического профиля (15). При производстве резьбовых муфтовых соединений должна быть обеспечена защита резьбы на подготовленных к стыкованию элементах соединений и собранных соединений от влаги (коррозии). Зарубежные резьбовые соединения разрабатывались применительно к арматурным стержням выпускаемым в этих странах с специфическим периодическим профилем, особенностями технологии выплавки и проката, для своих климатических условий. Непосредственный перенос разработанных за рубежом конструкций резьбовых стыков на отечественную арматурную сталь и для конструкций, работающих в наших температурно-климатических условиях исключен, их применение должно быть в соответствии с конкретными Техническими условиями.
Применение муфтовых обжимных соединений арматуры по опыту российских (18) и зарубежных производителей (7,8,9,10,11) позволило увеличить производительность труда в 10-15 раз по сравнению с сварными соединениями, значительно уменьшить себестоимость работ.
Российские стандарты (1,2,3) на применение механических соединений стержневой арматурыраспространяются на опрессованные соединения металлической стержневой арматуры с периодическим профилем железобетонных конструкций зданий и сооружений различного назначения и любой степени ответственности, воспринимающих постоянные, временные и особые нагрузки (взрывные, сейсмические и др.) в климатических районах с расчетной температурой до минус 55 °C, в районах с сейсмичностью до 9 баллов.
Правильный выбор соответствующих способов изготовления механических муфтовых соединений арматуры,-гарантия эксплуатационной безопасности в течение проектного срока службы объекта.
Одно из ведущих российских предприятий в области обжимных муфтовых технологий, уже более семи лет, ЗАО «Энерпром» (г. Иркутск).
Выполненные проекты с применением гидравлического оборудования «Энерпром» для механического соединения стержневой арматуры встык опрессовкой муфт:
1. Строительство стадиона «Фишт» в г. Сочи
2. Строительство моста через бухту Золотой Рог
3. Строительство нового вокзала в г.Адлер
4 Строительство моста через Москву реку, г. Москва, Зарядье
5 Около 43 объектов в России и Р. Казахстан.
Библиография
1 СТО НОСТРОЙ 143-2014. «Соединения металлической стержневой арматуры методом механической опрессовки. Правила и контроль выполнения, требования к результатам работ».
2 СТО СРО-С 60542960 00011-2012. «Требования к механическим соединениям арматуры железобетонных конструкций, предусмотренных рабочей документацией, при выполнении работ по строительству, реконструкции и капитальному ремонту ОИАЭ».
3 ГОСТ 10922-2012 «Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия».
4 Рябов А.Б.Опыт применения механических муфтовых соединений арматуры и обоснование эффективности их применения. Санкт-Петербург. 2008.
5 ТУ 4842-026-77625325-2009, с изм. № 1 от 2011 г. Соединения механические опрессованные арматурного проката для железобетонных конструкций. Держатель подлинника ЗАО «Энерпром»
6 Протокол испытаний № 21 от 27 июля 2009 г «ЦНИИС-ТЕСТ». Испытания на выносливость при растяжении соединений арматуры периодического профиля (Ø 25 и 32 мм), опрессованных с гарантией выносливости (соединения ЗАО «Энерпром»).
7Bar Splice Products, Inc.
8 Dextra Manufacturing Co., Ltd.
9 CASTL- MBA (BSG coupler system).
10 RESEARCH REPORT: R 25011 (CS1 #03 21 00). BASED UPON ICC EVALUATION SERVICE. REPORT NO. ESR—2299. REEVALUATION DUE DATE: August 1, 2018 Issued Date: August 1, 2016 Code: 2014 LABC.BarSplice Products, Inc.
11 ICC-ES Evalution Report ESR-2299, July 2015. www. icc-es.org. Report Holder BarSplice Products, Inc.
12Толеугали Н. Д.Санкт-Петербургский политехнический университет Петра Великого. Оценка технологий возведения арматурных каркасов высотных монолитных конструкций // Молодой ученый. — 2015. — № 24. — С. 223-227.
13 Клименов В.А., Овчинников А.А., Осипов С.П., Устинов А.М., Штейн А.М., Данильсон А.И. Исследование и неразрушающий контроль при разработке новых строительных конструкций. Томский государственный архитектурно-строительный университет. Национальный исследовательский Томский политехнический университет. 2015.
14 INVESTIGATION OF THE BEHAVIOR OF OFFSET MECHANICAL SPLICES. UniversityofSouthCarolina, 2005
15Клочанов И.Е. ВЛИЯНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ МУФТОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ // Современные проблемы науки и образования. — 2014. — № 2. 16 Дъячков В.В. Свойства и особенности применения в железобетонных конструкциях резьбовых и опрессованных механических соединений: Автореф. дис. канд. техн. наук. — Загорские Дали, 2009. -76 с
17ОАО «Мостотрест». «Федеральный строительный рынок» № 91. Рубрика: Транспортное строительство.30.04.2011
18 Российские производители обжимных муфтовых соединений стержневой арматуры: ЗАО «Энерпром», ОАО «Мостотрест», ГК «Промстройконтракт», ООО «Спрут», ООО «Следящие тест-системы», ООО «УК «Уралэнергострой».
sdelanounas.ru
Соединение арматуры муфтах гост
Монтажные параметры арматуры
Муфтовая арматура
По конструкция присоединительных патрубков, как указывалось в разделе 1, арматура наиболее часто бывает муфтовая, фланцевая и под сварку.
Муфтовая трубопроводная арматура изготавливается на малые диаметры. Как правило, на арматуре наносят внутреннюю трубную резьбу соответствующего диаметра, а снаружи присоединительные концы оформляются в виде шестигранника «под ключ». Размеры присоединительных концов ГОСТированы. Трубная резьба представляет из себя дюймовую резьбу с мелким шагом. Дюймовая резьба, в отличие от метрической, имеет при вершине профиля угол не 60 0. а 55 0. Мелкий шаг означает, что шаг резьбы и высота зубьев не зависят от диаметра трубопровода. Мелкий шаг применяется потому, что при выполнении на трубе резьбы с обычным шагом высота зубьев получилась бы такой большой, что превысила бы толщину стенки трубы.
Муфтовое соединение обладает рядом преимуществ. Оно технологично, резьба может формироваться различным способом — штамповкой, накаткой, нарезкой, причем нарезка может быть произведена простыми приспособлениями в условиях мелкой мастерской и даже дома. Муфтовое соединение легко и достаточно надежно герметизируется льняной прядью или лентой ФУМ. Для муфтового соединения трубопровода и арматуры не требуются дополнительные крепежные детали.
Вместе с тем этому виду соединения присущи и недостатки. Самый главный заключается в том, что вследствие нарезки резьбы уменьшается толщина стенки трубы, что приводит к снижению прочности и долговечности соединения. Это не позволяет нарезать резьбу на тонкостенных трубах. Кроме того, для выполнения соединения требуется большое усилие для наворачивания муфты на резьбу с уплотнительной подмоткой, причем это требуемое усилие резко возрастает при увеличении диаметра трубопровода. Поэтому для диаметров более 50 мм резьбовое соединение не применяют.
Запорная арматура на нефтепроводах. Задвижка клиновая с выдвижным.
муфтовое. Корпус — стальной штампованный. Трубопроводная промышленная арматура — запорная арматура краны.
www.bibliotekar.ru/spravochnik-136-zadvizhki-zatvory/53.htm
ЗАДВИЖКИ. Задвижка клиновая с невыдвижным шпинделем муфтовая.
Присоединительные концы муфтовые с конической трубной резьбой. Трубопроводная промышленная арматура — запорная арматура
www.bibliotekar.ru/spravochnik-136-zadvizhki-zatvory/3.htm
Большая Энциклопедия Нефти Газа
Муфтовая арматура
Поделись ссылкой — это лучший мотиватор для насВконтакте
vsjaarmatura.ru
Способы соединения арматуры
В современном строительстве существуют разные способы соединения арматуры:
механический;
при помощи сварки;
внахлест без применения сварки.
ПРЕИМУЩЕСТВА МЕХАНИЧЕСКОЙ СТЫКОВКИ
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала. Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
ПРОЦЕСС МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ АРМАТУРЫ
Схема армирования фундамента с ребрами жесткости: 1 – Сетка из рабочей арматуры, 2 – Вертикальная арматура.
Для осуществления стыковки арматуры механическим способом понадобится соответствующий инструмент – гидравлический пресс.
Из материалов потребуется:
прессованная и резьбовая муфта;
прутья арматуры.
Технология механического соединения достаточно простая и заключается в следующем:
на арматурный стержень надевается стальная муфта;
она обжимается гидравлическим прессом;
для второго стержня процесс снова повторяется.
В результате времени на создание механического соединения уходит очень мало. Вместо соединительных муфт допускается использование толстостенных стальных труб или муфт, которые имеют перегородку по центру, что значительно упрощает монтаж.
Прочная механическая стыковка возможна для арматурных прутьев разного диаметра. Это осуществляется благодаря наличию сменных штампов в гидравлическом прессе.
Для выполнения данного вида стыковки не нужна помощь профессионалов, справиться с задачей сможет практически каждый. Но существует одно важное условие: работу должны выполнять сразу два человека.
СТЫКОВКА АРМАТУРЫ ПРИ ПОМОЩИ СВАРКИ
Несмотря на популярность механической стыковки, соединение арматуры при помощи сварки тоже не менее востребовано в строительстве. Существует несколько способов дуговой сварки:
протяженными швами;
многослойными швами без применения других технологических элементов;
с принудительным образованием шва;
точечная.
Для выполнения этого вида работы понадобятся следующие инструменты:
сварочный аппарат;
электродержатели;
щитки;
защитные стекла;
молоток, зубило;
металлические щетки;
шлакоотделитель;
стальная линейка;
отвес, клеймо.
Основной рабочий материал – арматура.
Сварка арматуры протяженными швами используется для соединения горизонтальных и вертикальных стержней. Такой вид стыковки возможен с накладками или внахлест. Внахлест соединение выполняется протяженными швами, но возможен вариант с применением и дуговых точек. Также есть возможность соединять арматурные стержни с короткой и длинной нахлесткой или двусторонним и односторонним швом.
Сварные стыки накладок с арматурными стержнями бывают короткими или длинными. При этом разрешается смещать накладки по длине. Сварка арматуры выполняется различными фланговыми швами.
В процессе сварки двусторонними швами во время наложения второго с другой стороны соединения иногда возникают горячие продольные трещины. Для предупреждения их появления необходимо тщательно подбирать тип электродов и строго выдерживать технологический режим сварки.
Сварные протяжные швы бывают многопроходными или однопроходными, это зависит от диаметра стыкуемых стержней. Ток для дуговой сварки выбирается в зависимости от вида электродов. Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении.
При наличии высококвалифицированных сварщиков или при небольших объемах работы часто используется для стыковки арматуры сварка многослойными швами без применения формующих элементов. Данный способ больше всего подходит для соединения арматуры, расположенной в вертикальном виде. Углы скосов, их направление, притупление и размеры, формы разделки, зазоры между стержнями являются стандартными.
Сварка арматуры многослойными швами выполняется при помощи одиночного электрода. Сварочный шов сначала накладывается с одной стороны разделки, а потом на всю ширину – с другой. Во время заплавления разделки необходимо периодически очищать от шлака наплавленный металл.
Режим для данного вида сварки устанавливается тот, который указан в паспортных данных электродов. В этом случае они обычно применяются с фтористокальциевым покрытием.
ТОЧЕЧНАЯ СВАРКА И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА
Иногда строительный проект предусматривает проведение сварных швов крестовых соединений арматуры с формированием принудительного шва. Для подобных арматурных изделий применяются стержни из стали, имеющие диаметр 14-40 мм. Предварительно они собираются в кондукторах, что обеспечивает их плотное примыкание друг к другу. Еще можно зафиксировать стержни при помощи прихваток сваркой. Но важно учитывать, что прихватки и кондукторы не должны препятствовать установлению формующих элементов.
Но бывает так, что на многих строительных площадках в процессе возведения монолитных конструкций из железобетона в виде арматурных изделий используются каркасы и сетки, которые изготавливаются на месте. В них присутствует масса разнообразных крестовых соединений, которые соединяются при помощи точечной дуговой сварки.
Использование многих марок стали ограничено по причине особенности процесса сварки. Когда она проводится точечно, в контактах крестовых соединений стержней довольно быстро от наплавленного металла отводится теплота, что провоцирует местное закаливание стали, в результате чего она становится хрупкой. К указанному термическому воздействию особенно чувствительны низкоуглеродистые и среднеуглеродистые арматурные стали.
СТЫКОВКА ВНАХЛЕСТ БЕЗ СВАРКИ
Наиболее распространенную арматуру класса А400 А-III соединять, используя сварку, нельзя. Для того чтобы ее состыковать, используется еще один способ, при котором такая работа не используется. Соединение осуществляется благодаря стандартным крюкам или лапкам.
В процессе такого метода стыковки расходуется больше материала. Но, что довольно удобно, не требуется дополнительное оборудование, инструменты и материалы.
Нахлест стержней арматуры осуществляется на длину, которая способна обеспечить передачу расчетных усилий от одного стержня к другому. Стыки арматуры, соединяемые внахлест, должны быть равны длине перепуска, величина которого обозначена в СниП 52-01-2003.
В вышеуказанном пособии указаны определенные варианты соединения стержней арматуры внахлест без сварки. Возможна стыковка:
прямых концов стержней периодических профилей;
прямых концов стержней с установкой, которая расположена на длине нахлестки или с приваркой;
загибов на концах (лапок, петлей, крюков).
Данные виды соединения применимы для соединения арматуры, имеющей номинальный диаметр до 40 мм. Гладкая арматура, которая работает на растяжение, соединяется при помощи крюков, петель, приваренных поперечных стержней или специальных анкерных устройств.
#арматура@stroyka_vk
#армирование@stroyka_vk
Контакты:
Адрес: Товарная, 57-В, 121135, Москва,
Телефон:+7 971-129-61-42, Электронная почта: [email protected]Опубликовано 26.11.2017, автором Aleksey, в разделе Утепление многоэтажного дома
lossless71.ru
Муфтовое соединение арматуры
СодержаниеЗдания, состоящие из нескольких этажей, располагающиеся в сейсмически опасных зонах и выдерживающие серьезные нагрузки сейчас строят с применением огромного количества железобетонных конструкций. И в первую очередь необходимо соблюдать правильность работ при вязке арматуры для фундамента.
Железобетон в них выполняет основную работу, касающуюся поддержания конструктивной прочности. А главный составляющий железобетона, превращающий обычный бетон в куда более прочный и практичный материал – это арматура.
Арматура собранная с помощью муфт в каркасе
Мы же сейчас рассмотрим уникальные способы соединения арматуры, в частности, муфтовое соединение.
Особенности и назначение
Что собой вообще являет соединение арматуры и зачем оно нужно? Необходимо оно для создания арматурного каркаса, являющегося своего рода скелетом любой железобетонной конструкции.
Бетон, сам по себе – очень прочный материал. Но его прочность частично нивелируется хрупкостью. Он может дать трещину, разломаться и разрушиться, особенно если на него действуют нагрузки не на сжатие, а на изгиб. Разрушенная бетонная конструкция восстановлению не подлежит.
Наличие внутри бетона металлических стержней стабилизирует его, улучшает сопротивление нагрузкам на изгиб и превращает в полноценную востребованную несущую конструкцию.
Такой процесс называют армированием бетона. Армирование заключается в сборке арматурного каркаса из отдельных стержней, затем помещении его в опалубку и заливку бетоном.
Как раз для формирования каркасов стержни и нужно собирать. Самый популярный и простой способ сборки – связывание проволокой. Проволока покупается закаленная, толщиной до 1,5 мм.
Строители с помощью вязальных крюков или пистолетов перетягивают узлы соединения арматуры проволокой. Это решение не слишком надежно, но для стандартных задач подойдет.
Арматура подготовленная к установке в муфту
Проблема соединения проволокой – неудобство при сборке отдельных стрежней, продолжающих конструкцию каркаса в одном направлении. То есть тех, которые необходимо соединить торцами встык.
Очевидно, что для подобных задач проволока не подходит. Встык эффективно перевязать арматуру невозможно, можно сместить стержни друг к другу, а затем перевязать в нескольких местах. Однако такое решение ставит нас перед массой проблем.
Приходится затрачивать лишние материалы, учитывать слабую прочность сборки каркаса, и повышать общий уровень трудозатрат, а следовательно, понижать скорость строительства.
Второй вариант еще сложнее и дороже. Он заключается в сочетании вязки проволокой со сваркой. Очевидно, что привлекать квалифицированного сварщика – значит еще сильнее увеличивать стоимость продукции. Муфтовая альтернатива от подобных проблем нас избавляет.
к меню ↑
Принцип действия и конструкция
Чтобы понять, как работает сборка арматуры муфтами, достаточно вспомнить их аналоги в трубопроводах. Муфта арматурная – это пустотелый металлический цилиндр с определенной схемой фиксации в нем двух торцов арматуры.
Цилиндр имеет длину от 7 до 20 см, его диаметр равен диаметру подходящего стержня.
Внутри цилиндра может быть нарезана резьба, либо установлены специальные обжимные кольца. Их задача – зафиксировать стержень внутри и не дать ему разболтаться в процессе эксплуатации.
Читайте также: какой бывает трубопроводная арматура?
Толщина стенок муфты может отличаться, но как правило, она находится в диапазоне от 2 до 5 мм.
Материал исполнения – качественная углеродная сталь хорошей марки. Впрочем, выбирать тут есть из чего, потому что производители изготовляют муфтовые стержневые соединения в огромном количестве вариаций, подходящих под любой сортамент арматуры.
Чтобы соединить два стержня муфтой достаточно просто подготовить их, а затем вкрутить с обеих сторон. В итоге формируется очень надежный и качественный соединительный узел, экономящий нам время и деньги.
к меню ↑
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Плюсы и минусы
Рассмотрим набор основных преимуществ и недостатков муфтовых сборных узлов. В качестве изделий для скрепления между собой арматурных стрежней они многим незнакомы, поэтому нуждаются в более подробном рассмотрении.
Основные плюсы:
- экономия материала;
- повышение скорости работы;
- прочность итогового соединения;
- возможность подобрать муфту под любой сортамент;
- большой рабочий диапазон;
- отличные характеристики;
- возможность выбирать между разными способами крепления;
- удобство в работе;
- функциональность.

Сочетание вязка каркаса проволокой и муфтами
Основные моменты касаются удобства и функциональности. Чем удобнее с инструментом работать, тем проще и быстрее выполнять поставленные задачи. С муфтами же работать – одно удовольствие.
Для взаимодействия они не требуют людей с высокой квалификацией или серьезным оборудованием. Максимум что от вас потребуется – предварительно нарезать резьбу на торцах, что делается элементарным образом.
Сборка двух стержней любой толщины теперь занимает примерно 10 минут, а расход материалов, благодаря улучшению конструкции каркаса, снижается на 10-20%. Что доказано испытаниями.
Как видите, используя муфтовые соединительные узлы, вы экономите не только время, но и деньги.
Что же до минусов, то их у таких решений практически нет. Отметить можно только стоимость изделий, они все же обойдутся вам в приличную сумму. Эти затраты, впрочем, легко окупаются за счет общей экономии материалов.
к меню ↑
Виды и отличия
Соединительные муфты для арматуры делят на несколько разновидностей. Различаются они в первую очередь по типу фиксации на стержне.
Каждый тип предполагает какой-то свой способ подготовить материалов и их обработки.
Выделяют муфты:
- резьбовые;
- обжимные.
Резьбовые муфты предназначены для монтажа арматуры резьбовым способом. Внутри цилиндра в них нарезана резьба. Для нормальной фиксации ответная резьба должна быть нарезана и на торце арматуры.
Причем резьба может быть как прямой, так и конической. Определяется тип резьбы на этапе подготовки.

Пример соединительной муфты с конической резьбой
Обжимные муфты, как понятно из названия, фиксируются на арматуре путем обжима. Здесь путей хватает с излишком. В качестве обжимных инструментов могут выступать встроенные кольца, специальные затягивающие гайки и т.д.
И тот и другой вариант подходит для решения тривиальных задач. Отличия в них касаются качества соединения, удобства в работе, долговечности и возможности его модернизации.
Считается, что резьбовые решения более практичны, но и требующие серьезной подготовки (резьбу на арматуре надо предварительно нарезать, причем нарезать аккуратно, чтобы она полностью отвечала аналогичной внутри муфты).
к меню ↑
Сборка арматуры с помощью муфт (видео)
к меню ↑
Технология монтажа
Рассмотрим способ сборки продольных арматурных стержней с помощью стандартной резьбовой муфты.
Этапы работы:
- Заготавливаем оборудование, покупаем муфты нужных размеров.
- Нарезаем на торцах стержней резьбу.
- Устанавливаем арматуру в рабочее положение.
- Накручиваем муфту на один из концов.
- Накручиваем второй конец.
- Затягиваем узел до крайних положений.
- Проверяем качество сборки.
Затяжку следует проводить специальными ключами и очень качественно, дабы избежать проблем с состоянием каркаса в дальнейшем. Соединенная таким образом арматура получается на удивление прочной.
Затяжка муфты на арматуре
Доказано, что с помощью качественной резьбовой сборки реально собрать стержень длиной в несколько десятков метров, по надежности не уступающий его аналогу, но без деления на отдельные сегменты.
При этом от вас не требуется привлекать на стройку сварщика, мучиться с проволокой или перетягивать элементы для лучшей фиксации. Достаточно просто подготовить концы соединяемых секций и завинтить их в заранее купленный металлический цилиндр.
Статьи по теме:
Портал об арматуре » Арматура » Вязка » Как работает и чем выгодно муфтовое соединение арматуры?
armaturniy.ru
Муфтовые соединения арматуры — Заметки Прораба
На днях встречался с моим будущим руководителем по новому объекту, ему предложили использовать муфты для стыковки арматуры при монолитных работах. Я решил разобраться с этим вопросом и посчитать выгоду их использования.Производитель пишет о ряде плюсов использования, разберемся по порядку:
1. Время монтажа.
На ролике, с сайта производителя, рабочие (по всей видимости американские) соединяют арматуру внахлест и вяжут её плоскогубцами! Потом декларирует человек: после внедрения муфт, время монтажа значительно сократилось. Ещё бы, у нас даже таджики уже ни плоскогубцами, ни гвоздями не вяжут.
По существу. Время монтажа практически одинаковое. Но следует учитывать, для муфтовых соединений предварительно нужно нарезать резьбу и прикрутить муфту. По сути времени на муфты тратиться больше. Но не значительно.
2. Переармированность конструкции в зоне соединений.
Да, полностью согласен. При стыковке внахлёст увеличивается количество стержней в месте соединения: 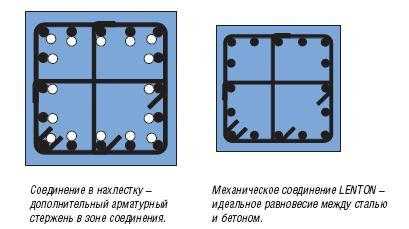
но не вдвое, как показано, а на половину, т.к. соединения делаются вразбежку. Иногда даже небольшое увеличение стержней в сечении создает проблемы, это явный плюс муфтам.
3. Стоимость.
Стоимость муфтового соединения складывается из станка, для нарезки резьбы (+ электричество) и самих муфт.
Стоимость при соединении внахлёст — главным образом перерасход арматуры (40 — 45 диаметров соединяемой арматуры) на одно соединение.
По сути надо сравнить стержень длинной в 45 диаметров, со стоимостью муфты. На неделе узнаю стоимости у нас по области и напишу всё в цифрах.
Нашел на одном из сайтов аналогичный расчёт по Украине.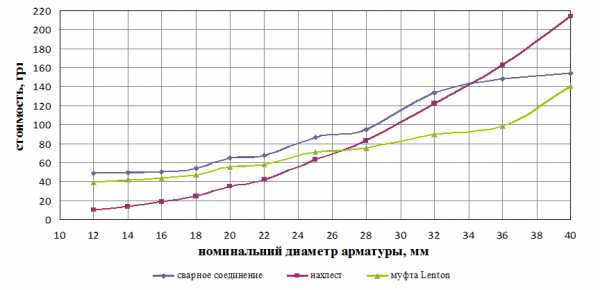
Вывод.
Из расчетов видно, что использовать муфтовые соединения для арматуры меньше 26 диаметра не выгодно. А если учесть что при строительстве монолитного дома основной является арматура 10 — 12 диаметра, то нет смысла заморачиваться. Покупать и устанавливать станок на стройплощадке, для монтажа только муфт на арматуру от 26 диаметра и выше тоже не вижу смысла, а делать все на муфтовых соединениях боюсь приведет к перерасходу денежных средств.
Ещё один минус муфтовых соединений — они усложняют монтаж уже связанных арматурных каркасов. Для этого необходимо использовать позиционные муфты, которые дороже.
andrey-zhivov.livejournal.com
Соединение арматуры без сварки: способы и типы
На сегодняшний день все нормы и правила, а также типы соединений арматуры прописаны в СНиП. Их четкое соблюдение позволяет свести на минимум риски дальнейшей эксплуатации несущих конструкций.
Различают четыре основных вида соединения арматуры: сварочный, соединения «внахлест», обжимные муфты и резьбовые механические соединения.
Виды соединений арматуры
1) Ванная и ванно-шовная сварка
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
- Стоимость соединения;
- Скорость подготовки соединения;
- Объем и способ контроля;
- Квалификация персонала
- Тенденция к использованию термически упрочненной арматуры;
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
2) Соединения «внахлестку»

Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры. Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
3) Обжимные муфты для соединения арматуры
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon

Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.

Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.

Способ соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и стыковые соединения арматуры закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом с регулированием предельного момента.

ems-ancon.com
ГОСТ 34227-2017 Соединения арматуры механические для железобетонных конструкций. Методы испытаний, ГОСТ от 12 октября 2017 года №34227-2017
ГОСТ 34227-2017
Mechanical reinforcement couplers for reinforced concrete
structures. Test methods
МКС 91.190
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и
основной порядок проведения работ по межгосударственной
стандартизации установлены в ГОСТ
1.0-2015 «Межгосударственная система стандартизации. Основные
положения» и ГОСТ
1.2-2015 «Межгосударственная система стандартизации. Стандарты
межгосударственные, правила и рекомендации по межгосударственной
стандартизации. Правила разработки, принятия, обновления и
отмены»
Сведения о
стандарте
1
РАЗРАБОТАН Научно-исследовательским, проектно-конструкторским и
технологическим институтом бетона и железобетона «НИИЖБ
им.А.А.Гвоздева», АО «НИЦ «Строительство»
2
ВНЕСЕН Техническим комитетом по стандартизации ТК 465
«Строительство»
3
ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и
сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие
проголосовали:
Краткое
наименование страны по | Код страны
по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
4
Приказом
Федерального агентства по техническому регулированию и метрологии
от 12 октября 2017 г. N 1406-ст межгосударственный стандарт
ГОСТ 34227-2017 введен в действие в качестве национального
стандарта Российской Федерации с 1 января 2018 г.
5
Настоящий стандарт разработан с учетом основных нормативных
положений международного стандарта ISO 15835-2:2009* «Стали для
армирования бетона — Арматурные муфты для механического соединения
стержней — Часть 2. Методы испытания» («Steels for reinforcement of
concrete — Reinforcement couplers for mechanical splices of bars —
Part 2: Test methods», NEQ)
________________
*
Доступ к международным и зарубежным документам, упомянутым здесь и
далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. — Примечание
изготовителя базы данных.
6
ВВЕДЕН ВПЕРВЫЕ
Информация об
изменениях к настоящему стандарту публикуется в ежегодном
информационном указателе «Национальные стандарты», а текст
изменений и поправок — в ежемесячном информационном указателе
«Национальные стандарты». В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет опубликовано
в ежемесячном информационном указателе «Национальные стандарты».
Соответствующая информация, уведомление и тексты размещаются также
в информационной системе общего пользования — на официальном сайте
Федерального агентства по техническому регулированию и метрологии в
сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт
устанавливает методы испытаний механических соединений арматурных
стержней, выполняемых при изготовлении и монтаже сборных и
возведении монолитных железобетонных конструкций.
1.2 Настоящий стандарт
устанавливает следующие методы испытаний:
—
испытание на растяжение механических соединений;
—
испытание на многоцикловую нагрузку (выносливость) механических
соединений;
—
испытание на малоцикловую нагрузку механических соединений.
2 Нормативные ссылки
В
настоящем стандарте использованы нормативные ссылки на следующие
стандарты:
ГОСТ
12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 34028-2017*
Соединения арматуры механические для железобетонных конструкций.
Технические условия
________________
*
Вероятно, ошибка оригинала. Следует читать: ГОСТ
34278-2017, здесь и далее по тексту. — Примечание изготовителя
базы данных.
Примечание — При
пользовании настоящим стандартом целесообразно проверить действие
ссылочных стандартов в информационной системе общего пользования —
на официальном сайте Федерального агентства по техническому
регулированию и метрологии в сети Интернет или по ежегодному
информационному указателю «Национальные стандарты», который
опубликован по состоянию на 1 января текущего года, и по выпускам
ежемесячного информационного указателя «Национальные стандарты» за
текущий год. Если ссылочный стандарт заменен (изменен), то при
пользовании настоящим стандартом следует руководствоваться
заменяющим (измененным) стандартом. Если ссылочный стандарт отменен
без замены, то положение, в котором дана ссылка на него,
применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте
применены термины и определения в соответствии с ГОСТ 34028 и
ГОСТ
12004.
4 Обозначения
В
настоящем стандарте применены следующие обозначения:
— номинальная площадь соединяемых
арматурных стержней, мм;
— номинальный диаметр арматурного стержня,
мм;
— номинальный модуль упругости арматурного
стержня, Н/мм;
— длина соединительной муфты, мм;
— усилие, кН;
— деформативность механического соединения,
мм;
— полные деформации механического
соединения, мм;
— упругие деформации арматурного стержня,
мм;
— интервал изменения напряжений при
испытании на многоцикловую нагрузку (выносливость), Н/мм;
— равномерное относительное удлинение
арматуры после разрушения соединения, %;
— деформации, соответствующие нормативному
значению предела текучести соединяемых арматурных стержней, %;
— нормативное значение физического или
условного предела текучести соединяемой арматуры, Н/мм;
— максимальные напряжения при испытаниях на
выносливость, Н/мм;
— минимальные напряжения при испытаниях на
выносливость, Н/мм.
5 Испытательное оборудование
5.1 Условия испытаний,
применяемые испытательные машины и измерительные приборы должны
соответствовать требованиям ГОСТ
12004.
5.1.1 Опора измерительных
приборов должна быть достаточно надежной, чтобы деформативность
механического соединения могла быть измерена с точностью не ниже
0,01 мм.
5.2 Испытания на
многоцикловое нагружение (выносливость) должны выполняться в
пульсаторах с контролем нагрузки.
5.3 Испытания на
малоцикловое нагружение должны выполняться для механических
соединений категории S1 по ГОСТ 34028 в пульсаторах с контролем
нагрузки, для механических соединений категории S2 по ГОСТ 34028 —
с контролем нагрузки и деформаций.
5.3.1 Не допускается
определение деформаций по перемещению траверсы испытательной
машины.
6 Подготовка образцов для испытаний
6.1 Образцы механических
соединений для испытаний следует подготавливать в соответствии с
требованиями настоящего стандарта, ГОСТ 34028, технических условий
и инструкций по установке изготовителя (поставщика).
6.2 Муфты должны
располагаться посредине испытательных образцов.
Полная длина образца
механического соединения для испытаний назначается в зависимости от
рабочей длины образца и конструкции захвата испытательной
машины.
Рабочая длина образца
должна составлять:
—
для образца номинальным диаметром до 25 мм включительно — не менее
250 мм + длина соединительной муфты;
—
для образца номинальным диаметром свыше 25 мм — не менее 200 мм +
2 + длина соединительной муфты.
7 Проведение испытаний и обработка результатов
7.1 Испытание на
растяжение
7.1.1 При испытании на
растяжение до разрыва определяются временное сопротивление и
деформативность механических соединений, а также относительное
удлинение соединяемых арматурных стержней.
7.1.2 Временное
сопротивление определяется в соответствии с ГОСТ
12004. Для вычисления напряжений должна использоваться
номинальная площадь поперечного сечения соединяемых арматурных
стержней по действующим нормативным документам и технической
документации.
7.1.3 Относительное
удлинение определяется в соответствии с ГОСТ
12004 на арматурных стержнях с обеих сторон механического
соединения. Оба значения должны регистрироваться, а наибольшее
значение относительного удлинения — использоваться для оценки
соответствия требованиям ГОСТ 34028.
7.1.4 Характер разрушения
образцов механических соединений арматурных стержней должен
фиксироваться и отражаться в протоколе испытаний. Если разрушение
образца происходит в захватах испытательной машины, то результаты
испытания принимаются, если удовлетворяют требованиям ГОСТ
34028.
7.1.5 Для измерения
деформативности механических соединений арматурных стержней
положение измерительных приборов должно соответствовать рисунку
1.
Рисунок 1 — Схема установки измерительных приборов при испытаниях образцов механических соединений арматурных стержней на растяжение
Рисунок 1 — Схема установки измерительных приборов при испытаниях
образцов механических соединений арматурных стержней на
растяжение
7.1.6 База измерения
деформаций при испытании образцов механических
соединений должна быть равна длине соединительной муфты плюс расстояние, равное не менее одного
диаметра и не более 3 соединяемых арматурных стержней, отложенных
с каждой стороны муфты (рисунок 2).
Рисунок 2 — База измерения деформаций
Рисунок 2 — База измерения деформаций
7.1.7 Положение
измерительных приборов и схема испытаний образцов механических
соединений арматурных стержней с металлоконструкциями и с концевыми
анкерами должны соответствовать рисунку 3.
Рисунок 3 — Схема установки измерительных приборов при испытаниях образцов механического соединения арматурного стержня с металлоконструкциями (а) и с концевым анкером на растяжение (б)
Рисунок 3 — Схема установки измерительных приборов при испытаниях
образцов механического соединения арматурного стержня с
металлоконструкциями (а) и с концевым анкером на растяжение (б)
7.1.8 При измерении
деформаций напряжения в соединяемых стержнях механического
соединения от предварительной нагрузки не должны превышать 4
Н/мм.
7.1.9 Фактические
приложенные напряжения при измерении деформаций не должны иметь
отклонения больше, чем ±3%.
7.1.10 Деформативность
соединения при растяжении допускается определять двумя
способами.
7.1.10.1 Первый способ
предназначен для определения деформативности механических
соединений, длина муфты которых не более 5 соединяемых арматурных стержней.
Вычисляется усилие
, соответствующее напряжениям в арматурных
стержнях, равным 0,6 (0,6), по формуле
. (1)
По результатам испытаний
определяются полные деформации соединения на фактической базе измерения при усилии . Вычисляются упругие деформации на фактической базе измерения при усилии по формуле
, (2)
где МПа.
Деформативность
соединения определяется как разность между полными
деформациями соединения и упругими деформациями по формуле
. (3)
7.1.10.2 Второй способ
предназначен для определения деформативности механических
соединений с муфтой любой длины, а также механических соединений
арматурных стержней с металлоконструкциями и концевыми
анкерами.
Образец соединения
нагружается до усилия , после чего проводится его разгрузка до
нулевого усилия. Деформативность соединения определяется как остаточная деформация
соединения на базе измерения .
7.1.11 По результатам
испытаний оформляется протокол в соответствии с приложением А.
7.2 Испытания на
многоцикловую нагрузку (выносливость)
7.2.1 Целью испытаний
механических соединений на выносливость является определение их
усталостной прочности при многоцикловом нагружении.
7.2.2 Испытания на
выносливость образцов механических соединений проводят при
нормальной температуре и влажности при осевом растяжении на
действие повторяющейся (пульсирующей) нагрузки, характеризуемой
следующими параметрами в соответствии с рисунком 4:
—
максимальное усилие цикла
; (4)
—
минимальное усилие цикла
; (5)
—
интервал изменения усилий
. (6)
Значения и принимаются согласно пункту 4.4 ГОСТ
34028.
7.2.3 Испытания проводят
на испытательном оборудовании (пульсаторах) с контролем усилий при
частоте приложения нагрузки от 1 до 200 Гц.
7.2.4 Температура образца
во время проведения испытания не должна превышать 40°С. Для
обеспечения данного требования рекомендуется принимать частоту
испытания не более 60 Гц.
7.2.5 Длина испытуемого
образца должна быть достаточной, чтобы обеспечивать отсутствие
какого-либо изгибающего момента на всем опытном образце в процессе
проведения испытания.
7.2.6 Испытания каждого
образца продолжаются до установленного количества циклов нагрузки
или до обрыва образца, который должен располагаться по длине
образца на расстоянии не менее 2 соединяемых арматурных стержней от
захватных приспособлений испытательной машины.
Если опытный образец
разрушается в зоне захватов и механическое соединение еще не
повреждено, то испытания могут быть продолжены после перезахвата
опытного образца, если оставшаяся длина образца это позволяет.
Рисунок 4 — Характеристика цикла нагрузки при испытаниях на выносливость
Рисунок 4 — Характеристика цикла нагрузки при испытаниях на
выносливость
7.2.7 По результатам
испытаний оформляется протокол в соответствии с приложением Б.
7.3 Испытания на
малоцикловую выносливость при переменном растяжении и сжатии при
высоком уровне напряжений в механических соединениях
7.3.1 Целью данного
испытания является оценка характеристик механических соединений
категории S1 путем переменного (растяжение — сжатие) нагружения в
зоне упругой работы соединяемых арматурных стержней.
7.3.2 Измерение
деформаций механических соединений проводят с помощью приборов,
устанавливаемых на образец в соответствии с требованиями 7.1.5.
7.3.3 Испытания должны
выполняться по следующей программе нагружения (рисунок 5):
—
начиная от напряжения не более 4 Н/мм
docs.cntd.ru