9 Латунирование Бронзирование
№9
Латунирование Бронзирование
1. Латунирование
Латунные покрытия применяются в основном для защитно-декоративной отделки различных изделий. Кроме того, их используют для покрытия стальных деталей, подлежащих обклейке резиной, поскольку они улучшают сцепление резины со сталью.
Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь, содержащая ~ 60 % Си, имеет золотистый цвет. Полированные латунные покрытия украшают изделия, благодаря чему используются для отделки галантереи, окантовки мебели, конторского оборудования и т. д.
Латунирование производят в электролитах, содержащих комплексные соли меди и цинка и позволяющих совместное осаждение этих двух металлов. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка. Осаждение латуни ведут в основном из цианистых электролитов. Составы цианистых электролитов латунирования приведены в табл. 5.25.
Электролит 1 предназначен для латунирования тонким слоем. В него добавляется также одна из следующих блескообразующих присадок: 0,001-0,01 г/л трехо- киси мышьяка, растворенного в едком натре; 0,01 г/л декстрина, растворенного в горячей воде; 0,3-0,5 г/л фенола, растворенного в едком натре; 0,5-1,0 г/л крезол сульфоната натрия.
Состав, г/л | Номер электролита | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
Цианистая медь | 20 | 40 | — | — | 30-35 | 23-26 |
Цианистый цинк | 20 | 42 | 60 | — | 8-12 | 8-10 |
Цианистый натрий | 40 | 80 | 40 | — | 20-25 | 15-20 |
Цианистый калий | — | — | — | 15 | — | — |
Цианистая медь-калий | — | — | 50 | — | — | — |
| Карбонат натрия | 15 | — | — | 10 | 6-8 | 10-20 |
Бикарбонат натрия | — | — | — | — | 8-12 | — |
Аммиак водный, мл^л | 1,5 | — | — | — | 3-5 | — |
Едкий натр | — | 10 | 60 | — | — | — |
Сернистый натрий | — | — | 1 | — | — | — |
Кислый сернокислый | ||||||
натрий | — | — | — | 20 | — | — |
Хлористый аммоний | — | — | — | 2 | — | — |
Фтористый аммоний | — | — | — | — | — | 2-5 |
Рабочая температура 22-28 °С, плотность тока 0,1- 0,8 А/дм2, рН = 10-11,5. Отношение площадей анода и катода от 2 : 1 до 3 : 2.
Электролит 2 предназначен для быстрого латунирования. Рабочая температура 45-55 °С, плотность тока 0,5-6 А/дм2, рН = 11,5-12,5. Отношение площадей анода и катода 3:1.
171
С помощью электролита 3 производится белое латунирование. Осажденный слой белой латуни содержит 20-30 % меди и 80-70 % цинка. Он имеет не плохие механические свойства (большую твердость и стойкость к истиранию). Рабочая температура электролита 20-30 °С, плотность тока 1-3 А/дм2.Для осаждения специальных томпаковых покрытий (сплавов меди с цинком, содержащих более 80 % меди), которые применяются главным образом как декоративное покрытие предметов, применяется электролит 4. Электролит используется при комнатной температуре. Плотность тока 0,1-0,2 А/дм2. Отношение площадей анода (из томпака) и катода 2:1.
Электролит 5 универсален. Для нанесения тонких слоев, например, перед никелированием, можно применять разбавленную ванну с сохранением указанных пропорций. Температура ванны 25-35 °С, плотность тока 0,3-0,5 А/дм3, аноды из латуни. К этому электролиту можно добавлять блескообразователи, такие же, как к электролиту 1.
Широкую популярность в последнее время получило латунирование на основе блестящего никеля. Тонкий слой латуни сохраняет блеск никеля, благодаря чему достигается эффект блестящей латуни.
Электролит 6 применяют для декоративного латунирования с подслоем блестящего никеля при 20-27 °С, плотности тока 2 А/дм2. Аноды латунные.
Изделия с нанесенным 10-мкм слоем никеля латунируют в электролите 6 около 1 мин, причем латунное покрытие должно получиться с блеском никеля. После латунирования необходима очень тщательная промывка в горячей и холодной воде попеременно несколько раз, а затем их пассивируют 10 с в растворе, содержащем хромовый ангидрид (3 г/л), концентрированную азотную кислоту (1 см3/л) и оксид цинка (0,8 г/л) при комнатной температуре. После промывки изделия нужно сразу же сушить сжатым воздухом или в сушилке. Можно также воспользоваться старым, но хорошим методом сушки в опилках. С целью сохранения декоративного вида латунных покрытий их лакируют методом погружения или напыления прозрачных, бесцветных лаков.
Для составления цианидных электролитов запасную промытую ванну заполняют на ~ 2/3
В связи с тем, что ванна содержит два металлических компонента, ее эксплуатация связана с определенными трудностями. Сильное газовыделение на поверхности изделий, находящихся в ванне, свидетельствует об избыточной концентрации свободного цианида. В крайних случаях может произойти полная задержка осаждения покрытия. В этом случае может помочь добавка, малыми порциями, цианидов обоих металлов.
Если содержание свободного цианида очень мало, то аноды покрываются бело-зеленым шламом. В этом случае следует добавить цианид натрия (3 г/л), а если не поможет, повторить добавку.
Когда содержание свободного цианида соответствует рецептуре, а скорость осаждения покрытия недостаточна, это свидетельствует об очень малом содержании металла в ванне. Тогда отливают часть раствора ванны в малую ванну и добавляют цианиды
натрия (6 г/л), меди (4 г/л) и цинка (2 г/л). После полного растворения этих добавок раствор отфильтровывают в рабочую ванну.
Наибольшие трудности возникают при получении покрытия требуемого цвета. Отметим, что красный цвет покрытия может быть вызван очень малой плотностью тока, очень высокой температурой ванны и избыточной концентрацией меди в ванне; светло-желтый цвет покрытия может быть вызван низкой температурой ванны, очень высокой плотностью тока и большой концентрацией цинка в ванне.
В ванне, эксплуатируемой многие месяцы, постепенно накапливаются карбонаты, кристаллы которых оседают на анодах и стенках ванны. Избыток карбонатов удаляют методом охлаждения ванны.
Если аноды покрываются белой коркой, то необходимо в ванну добавить хлорид аммония (1,5-2,0 г/л). Шероховатость покрытий свидетельствует о загрязнении ванны механическими частицами. В этом случае необходима фильтрация ванны.
Из нецианистых электролитов применяется пиро- фосфатный электролит латунирования следующего состава, г/л: медь сернокислая — 4,8-5,0; цинк сернокислый —: 4,4-4,6; пирофосфат натрия — 50-60; сода кальцинированная — 30-40; щавелевая кислота — 10-15; борная кислота — 4-6. Рабочая температура 20-30 °С, плотность тока 0,8-1,2 А/дм2, рН = 8,0-9,4.
Для получения латунного покрытия толщиной 0,6- 0,8 мкм продолжительность электролиза составляет 3- 5 мин.
2. Бронзирование
Электролитические бронзовые покрытия, содержащие 10-15 % олова, красивого желто-золотистого цвета рекомендуются для декоративной отделки настольных ламп, металлической галантереи, мебельной окантовки, и т. д.
Покрытия, содержащие более 20 % Sn похожи не на бронзу, а скорее, на серебро. Сплав, содержащий 45 % Sn, называется белая бронза.
В технике электролитическая бронза применяется для защиты некоторых гидравлических деталей и при изготовлении подшипников скольжения. На стальные детали, подвергаемые длительному воздействию горячей воды, наносят бронзовые покрытия толщиной — 40 мкм.
Бронзовые покрытия получаются в процессе совместного гальванического осаждения меди и олова, причем состав получаемых бронз, их цвет и оттенок, а также их физико-химические свойства изменяются в зависимости от процентного содержания в них меди и олова. Практическое применение получили покрытия золотисто-желтого цвета, имеющие защитно- декоративное назначение и содержащие в своем составе от 10 до 15 % олова.
Таблица 5.26. Составы электролитов бронзирования
Состав (г/л) и режим | Номер электролита | |
1 | 2 | |
Станнат натрия | 33-35 | 30-45 |
Медноцианистая соль | 70-75 | 10-15 |
Цианистый натрий (свободный) | 12-15 | 12-15 |
Сода каустическая | 7-8 | 7-8 |
Рабочая температура, «С | 65-70 | 65-70 |
Плотность тока, А/дм2 | До 2-2,5 | 2-3 |
Выход по току, % | 60 | 60-70 |
Электролит 1 используется для осаждения бронзовых покрытий золотисто-желтого цвета, содержащих 10-15 % олова. Аноды следует брать бронзовые литые того же состава, что и получаемое покрытие.
Электролит 2 используется для осаждения белой бронзы. В качестве анодов применяют медные и стальные пластины. Применение стальных анодов связано с необходимостью содержания оловянных соединений только в четырехвалентной форме, поэтому электролит необходимо последовательно корректировать стан- натом натрия.
Вообще аноды могут быть бронзовыми, медными или смешанными. Бронзовые аноды склонны к пассивации при плотностях тока больших 1 А/дм2. Определенное улучшение анодного процесса достигается добавкой в ванну натрийкалиевого тартрата (~ 50 г/л).
На практике применяют, в основном, медные аноды. Потерю олова восполняют добавкой цианида натрия, принимая, что расход цианида достигает 500 г на 1000 ч.
Белая бронза сходна с серебром и не темнеет в атмосфере, загрязненной серой. Большая твердость этого сплава значительно повышает сопротивление истиранию покрытий, наносимых с целью декоративной отделки дешевых ювелирных изделий и металлической галантереи.
Для составления ванны для бронзирования в запасную ванну вливают около 2/3 воды, необходимой для составления ванны и сначала растворяют едкий натр. К теплому раствору при непрерывном помешивании добавляют цианид натрия, затем цианид меди.
После полного растворения этих составляющих добавляют порциями станнат натрия и тщательно перемешивают. Если рецептура предусматривает еще и другие компоненты, то их добавляют в конце.
На дне ванны остается нерастворимый осадок в виде белого шлама. Ванну осторожно декапируют в рабочую ванну и доливают до нормы водой. Рекомендуется предварительная проработка ванны в течение нескольких часов со стальными катодами. В течение определенного времени применяют медные аноды, после .выемки которых на пару часов подвешивают оловянные аноды и регулируют ток до получения золотистого налета на поверхности анодов.
Эксплуатация ванн бронзирования также не проста, как и других ванн для нанесения покрытий из сплавов, тем более что анодный процесс еще более сложен, чем при латунировании.
177
При функциональном бронзировании цвет покрытия не имеет большого значения, однако, при декоративном бронзировании он должен быть согласован с требованиями заказчика. Общие рекомендации таковы: повышение температуры способствует осаждению покрытий, обогащенных оловом; большое содержание цианидов и малая концентрация щелочи приводит к осаждению слоев, богатых медью; нормальная работа ванны зависит как от содержания металла, так и от концентрации свободного цианида и щелочи.С целью придания покрытиям золотистого цвета следует сузить рабочую температуру до 68-71°С и экспериментально подобрать остальные параметры процесса.
Вообще можно утверждать, что выбор оптимальных условий бронзирования зависит, в основном, от опыта гальванотехника, а все теоретические рекомендации не являются решающими.
studfiles.net
Приготовление электролита латунирования в домашних условиях – Ярмарка Мастеров
Часто бывают ситуации, когда изделие из того или иного материала по художественному замыслу должно выглядеть как латунное с характерным зеленовато-желтым или золотистым цветом. В этом случае на помощь приходит гальваническое покрытие латунью.
Латунь в самом общем смысле — сплав меди с цинком с содержанием последнего до 40 %. Для получения латунных осадков я применяю пирофосфатный электролит следующего состава:
- сульфат меди 6 г/л;
- сульфат цинка 6 г/л;
- пирофосфат натрия 60 г/л;
- щавелевая кислота 10 г/л;
- борная кислота 5 г/л.
Почему для латунирования применяется именно пирофосфатный электролит? Потому что из простых сернокислых электролитов латунь не осаждается ввиду различных стандартных потенциалов меди и цинка, поэтому, чтобы и медь и цинк осаждались на один и тот же катод, их потенциалы должны быть примерно равны. Это достигается в пирофосфатном электролите, где ионы меди и цинка связаны в комплексы с молекулами комплексообразователя. В нашем случае комплексообразователем является пирофосфат натрия. Если в сернокислом электролите металл перемещается от анода к катоду в виде ионов, то в пирофосфатном электролите металлы перемещаются в связанном комплексе с молекулой комплексообразователя.
Ниже я расскажу, как правильно приготовить пирофосфатный электролит латунирования. В моем примере получится 0,5 л готового электролита.
Взвешиваем на весах 3 г сульфата меди, 3 г сульфата цинка, 30 г пирофосфата натрия, 5 г щавелевой кислоты и 2 г борной кислоты:

Берем сульфат меди и цинка и растворяем их в отдельных емкостях в 50 мл дистиллированной воды (дальше под словом «вода» подразумевается именно дистиллированная вода). Лучше, если вода будет теплой — так процесс быстрее пойдет. В отдельной емкости в 250 мл воды растворяем так же в теплой воде пирофосфат натрия.

Добавляем немного раствора пирофосфата натрия в раствор сульфата меди — должен образовываться густой осадок. Удобно пользоваться обычным шприцом на 10 мл. Пирофосфат нужно добавлять в таком количестве, чтобы весь сульфат меди прореагировал и полученная жидкость представляла собой массу из бледно-голубого осадка. Я добавил приблизительно 25 мл раствора пирофосфата натрия. Если продолжить добавление пирофосфата, то осадок начнет растворяться и раствор снова станет голубого цвета — это растворяется пирофосфат меди в пирофосфате натрия. Этого делать не нужно, так как осадок еще предстоит промыть водой. На фото видно как пирофосфат натрия реагирует с сульфатом меди — на дне емкости образуется осадок.

В раствор сульфата цинка добавляем примерно такое же количество раствора пирофосфата натрия. Сразу же начинает выпадать густой белый осадок.

После добавления по 25 мл пирофосфата натрия в растворы сульфатов меди и цинка получаем такую картину:

Оставляем оба раствора на несколько часов. За это время растворы должны отстояться.

Осадки необходимо промыть чистой водой — это делается для того, чтобы удалить сульфат-ионы из растворов, так как в пирофосфатном электролите они не нужны. После отстаивания осторожно при помощи шприца отделяем прозрачную часть растворов и оставляем только осадки.

Добавляем немного воды и опять ждем.

В этот раз осадок отделяется гораздо быстрее — всего за двадцать минут:

Отделяем прозрачную часть растворов и опять добавляем чистой воды к осадкам. Повторяем эту процедуру с промывкой два-три раза, после чего смешиваем отмытые осадки с раствором пирофосфата натрия, добавляем щавелевую и борную кислоты и доливаем воды до 0,5 л. Готовый электролит должен светло-синим и прозрачным как на фото:

В следующей статье мы попробуем покрыть образец латунью при помощи этого электролита.
Всем удачи и успехов!
www.livemaster.ru
Большая Энциклопедия Нефти и Газа, статья, страница 1
Латунирование
Cтраница 1
Латунирование применяется главным образом в качестве подслоя при покрытии стальных изделий резиной ( гуммировании), обеспечивая этим высокую прочность сцепления резины с металлом. [1]
Латунирование ( нанесение медноцинковых покрытий) является старейшим гальваническим процессом. [2]
Латунирование применяется для нанесения промежуточного подслоя при никелировании деталей из стали и алюминия, изредка как самостоятельное декоративное покрытие. Латунирование также применяют как специальное покрытие при обрезинивании стальных и алюминиевых деталей, так как покрытия латунью характеризуются хорошим сцеплением с металлами и резиной. Толщина латунных покрытий обычно не превышает 3 — 5 мкм. [3]
Латунирование арматуры125 является очень ответственной операцией, так как от состава латуни в значительной мере зависит прочность соединения. Хорошие результаты достигаются при использовании латуни, состоящей из 60 — 75 % меди и 40 — 25 % цинка. [4]
Латунирование применяют главным образом в качестве подслоя при гуммировании стальных изделий, обеспечивая этим высокую прочность сцепления резины с металлом. [5]
Латунирование производят из цианистых электролитов. [6]
Латунирование обычно осуществляют при температуре не выше 30 — 40 С; анодами служат литые латунные пластины такого же состава, как требуемый состав покрытия. [7]
Латунирование обычно осуществляется при температуре не выше 30 — 40 и в отсутствии перемешивания электролита, во избежание окисления цианида и карбонизации цианистого раствора. [8]
Латунирование иногда применяется для получения промежуточного покрытия при никелировании железа и стали, а также при серебрении. [9]
Латунирование обычно осуществляется при температуре не выше 30 — 40; анодами служат литые латунные пластины такого же состава, как требуемый состав осадка на катоде. [10]
Латунирование представляет собой процесс покрытия металлов медно-цинковыми сплавами. Эти сплавы применяются в качестве декоративных покрытий благодаря способности хорошо полироваться и химически окрашиваться в различные цвета. Применяют их я в качестве подслоя при электролитическом серебрении, золочении и никелировании. [11]
Латунирование используется как декоративное покрытие, ко торое может применяться в легких атмосферных условиях, ; также для улучшения сцепления резины с металлической арма турой, например, при изготовлении амортизаторов. [13]
Латунирование предусмотрено для покрытия металлической арматуры перед обрезиниванием с целью лучшего сцепления металла с резиной. В связи с все более широким использованием клея лейконат при изготовлении резиновых изделий с металлической арматурой латунирование теряет свое значение. [14]
Латунирование обычно осуществляют при температуре не выше 30 — 40 С; анодами служат литые латунные пластины такого же состава, как требуемый состав покрытия. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Гальваника в домашних условиях: подготовка и варианты покрытий
Те, кто хорошо помнит школьную программу по курсу «Химия», сразу ответят на вопрос, что такое гальваника. Тем, кто немного подзабыл, напомним, что это раздел электрохимии, так называют процесс, когда на практически любое изделие наносится покрытие из металла. Этот процесс применяется и в промышленных масштабах, например, как при оцинковке или хромировании металлических изделий, так и при изготовлении декоративных предметов.
Процесс оседания электролитов на нужную поверхность достаточно сложный, требует соблюдения техники безопасности и определенных навыков обработки дома. Гальваника в домашних условиях не позволит вам усилить прочность металлического изделия (для этого нужны промышленные мощности), но может использоваться для декорирования отдельных предметов.
Гальваническая лаборатория на дому
Для организации процесса вам потребуется:
- Гальваническая ванна своими руками – банка (из стекла или прочной пластмассы, достаточна большая, чтобы поместилось обрабатываемое изделие, термостойкая) с раствором электролита.
- Провод, разделенный на анод («плюс») и катод («минус»). При этом аноды должны быть по площади больше, чем обрабатываемое изделие. Они проводят ток в электролит и замещают убыль металла в нем, того, что будет оседать на гальванируемом изделии.
- Оборудование для взвешивания, например, точные электронные весы.
- Источник постоянного тока с регулировкой напряжения, домашняя розетка не подойдет.
- Электроплитка с обязательной регулировкой температурного режима.

Сам процесс нанесения гальванического покрытия в домашних условиях достаточно прост: в емкости развести электролит, нагреть, погрузить туда аноды, подключенные к «плюсу», на расстоянии закрепить гальванируемое изделие (в нашем случае – катод), который подключают к «минусу». При подключении к источнику тока металл из электролита начинает оседать на «минусе», то есть на изделии.
Что нужно для приготовления электролита?
Как сделать электролит дома? Сначала выберем правильную посуду для хранения: это должна быть емкость из неактивного вещества (стекла или пластика), прочная, плотно закрывающаяся крышкой, чтобы избежать доступ кислорода для электролита.
Совет! Выпрямитель для гальваники своими руками легко получается из обычного автомобильного аккумулятора.

Химия – наука точная. Каждое используемое вещество придется отмерять с точностью до сотых грамма. Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Самое труднодоступное для простого гражданина – приобретение реактивов для изготовления электролита. Многие вещества запрещены к продаже физическим лицам, только промышленным предприятиям при наличии особого разрешения. Простым людям опасные реактивы не продадут!
На видео: Ток 60А в домашних условиях или кустарная гальваника.
Как подготовить изделие
Собрав вес необходимых компонентов, подготовив емкости, систему подогрева и источник тока, переходим к подготовке изделия, которое хотим обработать.
Чтобы металл из электролита ровным слоем осел на предмет, его нужно очень хорошо очистить, иначе гальваническое покрытие в домашних условиях получится неровным и непрочным. Некоторые предметы достаточно будет просто обезжирить, некоторые потребуют чистки наждачной бумагой и шлифовки, чтобы удалить с поверхности коррозию и «заусенцы».
Важно! Качественное обезжиривание обеспечивает раствор ацетона, спирт и даже бензин.

Стальные изделия держат несколько минут в растворе фосфорнокислого натрия, разогретого до 90 градусов. Цветные металлы обезжиривают тоже в растворе натрия, только без подогрева.
Техника безопасности
Прежде чем начинать процесс гальванизации, не забудьте о технике безопасности. Гальваника своими руками не подразумевает проведения манипуляций, например, на кухне. Речь идет скорее о гараже или сарае, нежилом месте с хорошей вентиляцией, где можно организовать заземление.
Важно! Не отравитесь ядовитыми испарениями! Гальванизация может нанести реальный вред здоровью. Организуйте вытяжку и закройте лицо маской-респиратором.
На руки обязательны плотные резиновые перчатки. Глаза защитите очками. Перед началом манипуляций почитайте специальную литературу. При каких-либо проявлениях недомогания незамедлительно обратитесь к врачу.
Варианты обработки
Никелирование
Нанесение покрытия из никеля на металлические предметы – несложный процесс, в результате которого ваши изделия получат роскошный блестящий вид, станут более стойкими к дождю и прочим явлениям.
От вас потребуется:
- Приготовить электролит для гальваники, смешав сульфат никеля, натрий, магний, хлористый натрий (поваренная соль) и борную кислоту. Проверьте рН, он должен быть в диапазоне 4–5.
- Разогрейте электролит до 25 градусов.
- Поместите в емкость изделие и подключите ток 1,2 А/кв. дм.
- Примерное время – около получаса.
Указанное время зависит от таких факторов, как размер изделия, плотность тока и температура электролита. Чем больше время, тем толще получится слой наносимого никеля. По окончании промойте предмет и отполируйте любой полировочной мазью.
На видео: химическое никелирование.
Хромирование
Один из самых популярных способов придания прочности и внешнего вида изделиям из металла – хромирование. Пусть дома добиться высокой прочности не удастся, для этого нужен ток плотностью 100 А/кв. дм., декоративное покрытие нанести вы все же сможете.
Покрытие из хрома пористое. Перед его применением предмет покрывают медью или никелем. Зато домашнее хромирование позволяет добиться большего разнообразия оттенков, что достигается разной температурой электролита: чем она выше, тем более блестящим получится покрытие.

Процесс хромирования в домашних условиях выглядит следующим образом:
- Аноды из свинца, олова и сурьмы (85%/11%/4%).
- Погрузите изделие в электролит нужной вам температуры и подождите около получаса.
- Промойте в слабом растворе пищевой соды, просушите, отполируйте.
На видео: декоративное хромирование в домашних условиях.
Меднение
Покрытие поверхностей металлов медью в домашних условиях применяют для создания слоя, который будет впоследствии проводить ток, или для защиты от коррозии.

Сделать гальванику медью дома на черных металлах в домашних условиях невозможно, поскольку для этого используются смертельно опасные цианиды. Первоначально стальные и чугунные предметы надо никелировать, а затем уже проводить гальванизацию меднением с использованием солей медного купороса, разведенных в серной кислоте. Покрытие медью алюминиевых изделий потребует первоначальной очистки последних от окиси в электролите, содержащем серную кислоту, а потом гальванизируют также, как и сталь.
На видео: гальваническое меднение.
Цинкование
Самый простой в домашнем исполнении метод гальванизации – это обработка цинком. Его используют для защиты предметов из металла (электропроводящих и неэлектропроводящих) от появления коррозии. При цинковании в электролит в качестве анода погружают пластинку из цинка, соответствующую по площади оцинковываемому предмету, и подключают к источнику тока.
В состав электролита входит: сернокислый цинк (200 г), сернокислый аммоний (50 г), уксусный натрий (15 г) из расчета на 1 л воды. Примерно за полчаса анод растворится и его молекулы плотным слоем покроют обрабатываемый предмет.

На видео: оцинковка металла в домашних условиях.
Латунирование
Самый декоративный метод гальваники – латунирование (нанесение пленки из сплава меди и цинка). Покрытые латунью изделия используют для мебельной фурнитуры, в качестве дверных ручек и т.д. Латунь придает предметам благородный золотой цвет и насыщенный блеск.
Электролит для латунирования должен содержать соли меди и цинка, растворенные в растворе цианида. Данный вид гальванизации также не рекомендуется для применения в домашних условиях из-за возможности отравления цианидами.

Каким бы ни был увлекательным процесс гальванизации, повторять его дома без предварительной подготовки не рекомендуется – может быть опасно для жизни. Оборудование стоит денег, а некоторые необходимые для изготовления электролитов реагенты вы просто не сможете приобрести. Затевать процесс, например, для хромирования одной детали того не стоит – дешевле будет обратиться в специализированные предприятия.
Серебрение и золочение
Гальваническое нанесение серебра на изделия имеет не только декоративное предназначение, оно также защищает от появления коррозии и образует электропроводящее покрытие. Как и в случае с медью, чугунину и сталь предварительно покрывают никелем, затем серебрят.
Электролит для серебрения содержит:
- хлористое серебро;
- железноцианистый калий;
- кальцинированную соду;
- дистиллированную воду.
Электролит необходимо подогреть до температуры до 20 градусов. Высокой мощности не требуется – хватит 0,1 А/кв. дм. Анодом станет пластина из графита, размером, соответствующем размеру гальванизируемого изделия.
Гальваника золотом — наиболее декоративный метод.

Для этого потребуется подогретый раствор золота в пропорциях 5 г на 1 л воды, смешанный с синеродистым калием. Можно использовать и холодный электролит, но тогда золота необходимо будет в 3 раза больше.
Будьте крайне аккуратны – испарения синеродистой кислоты крайне опасны, как в горячем виде, так и в холодном. Не пренебрегайте вентиляцией, не допускайте попадания ее на открытые участки кожи. При возможности замените её на железистосинеродистый калий.
Предварительно тщательно очистите изделие. Если оно выполнено из черного металла, покройте сначала медью, затем золотите. Чтобы золото лучше «приставало», окуните изделие в азотнокислую ртуть.
На видео: гальваническое золочение серебряной ложки.
Главное правило: аккуратно при использовании тока – он должен быть не мощнее 1 А/кв. дм. Более сильный ток приведет к тому, что золото будет черными хлопьями падать на дно емкости, а гальванизируемый предмет вместо золотого превратится в бурый. После окончания процесса изделие просушивают и полируют с применением полировочной мази.
Гальванопластика и гальваностегия
Что такое гальванопластика? Это метод, который применяется для изготовления точных копий изделий, метод копирования. Его применяют, когда необходимо сделать копию с предметов тончайшей конфигурации – пластинок, чипов и схем. Гальваностегия позволяет усилить механические свойства одного металла путем нанесения на него слоя другого металла, например, хромирование и никелирование стали, никелирование меди и т.д.

Гальванопластика и гальваностегия имеют схожую природу, отличаются лишь способом подготовки металла перед обработкой. При осуществлении гальваностегии поверхность металла должна быть максимально подготовленной для сцепления с наносимым металлом. Метод гальванопластики, наоборот, подразумевает свободное отделение наносимого металла.
Для гальванопластических процессов применяют чаще всего медь, никель и серебро, а в гальваностегических – практически все виды металлов. Гальванопластика в домашних условиях проводится на том же оборудовании, что и другие гальванические процессы.
Под гальванопластическую ванну прекрасно подойдет большая стеклянная емкость. Её размеры зависят от величины гальванизируемого предмета, поскольку он не должен располагаться слишком близко от анодной пластины.

Гальванопластика дома может применяться для изготовления копий предметов небольшого размера по предварительно отлитым из легкоплавких металлов формам.
Мастер-класс по гальванике (1 видео)
Предметы с гальваническим покрытием (17 фото)
gidpokraske.ru
Изделия из латуни – какие они бывают и в чем их преимущества? + видео
В число наиболее долговечной и надежной продукции металлургии входят разные типы изделий из латуни – этот материал практически не подвластен влиянию времени, и коррозия ему не страшна. Давайте рассмотрим несколько примеров применения и вспомним, что из этого сплава изготавливаются дверные ручки, посуда, метизы и даже бра.
1 Сантехника, которая не ржавеет
Все, что связано с системой подачи воды в квартиру или частный дом, и, в первую очередь, смесители, обязательно постоянно контактирует с влагой напрямую. И потому далеко не каждый металл может выдержать длительную эксплуатацию в подобных условиях. Наиболее надежной в этом отношении считается латунный сплав, которому отдают предпочтение в большинстве случаев, если делают ставку на долговечность сантехники. Смесители из этого металла на сегодняшний день пользуются немалым спросом, особенно, если регулярные протечки имели место и часто требовали ремонта системы подачи воды.
Примечательно, что кран-буксы зачастую изготавливают именно из латуни, поскольку они постоянно находятся непосредственно в водной среде. Обычное железо в таких условиях быстро было бы изъедено ржавчиной. Что же касается сантехнических изделий из сплава меди с цинком (именно таков классический «рецепт» латуни) – они лишь темнеют со временем. При этом почистить латунь и заново отполировать – достаточно просто. Конечно, никто не исключает такого фактора, как усталость металла, но даже у пластичных сплавов она наступает нескоро. Единственный недостаток таких изделий – мягкость, в частности, если слишком сильно затягивать резьбу, она деформируется гораздо легче, чем у стальных метизов.

Кран-букс из латуни
Рекомендуем ознакомиться
Но нас больше интересуют сами смесители. В большинстве случаев из латуни выполняется сантехника в стиле «ретро», то есть в виде моделей, которыми пользовались полвека назад. У таких изделий есть явные преимущества перед стальными – они намного долговечнее и гораздо дешевле. Недорогие смесители из нержавеющей стали – довольно большая редкость, чаще всего используется дешевый заменитель – силумин (сплав кремния с алюминием), который смотрится почти как сталь. Латунь же чаще всего путают с благородной бронзой, что, впрочем, является скорее достоинством материала, чем недостатком.
Стоит отметить и такие выполненные из латуни элементы сантехники, как фитинги, стойки под смесители (для ванны, расположенной в центре помещения), полотенцесушители. Даже раковины и чаши ванн могут быть выполнены из этого сплава, не говоря уже о водопроводных трубах внутри комнаты. И если трубы и фитинги, а также стойки под смесители можно приобрести в любом магазине сантехники, то латунную ванну или раковину нужно заказывать. Впрочем, можно купить только декоративные ножки из этого материала и установить их, скрыв стандартные опоры стальной или чугунной чаши. Если позволяют средства, из латуни может быть большая часть обстановки ванной и кухни, к примеру, в последней – мойка, где будет споласкиваться посуда, бра над обеденным столом, стулья, этажерки и даже дверные петли.
2 Полезные изделия из латуни
Большой популярностью пользуются метизы, изготовленные из латуни, им находят применение при сборке различных механизмов, равно как и конструкций. В частности, это такие крепежные элементы, как шурупы, а также болты и гайки. Первые необходимы для монтажа различных листовых материалов под открытым небом, там, где различные осадки могут привести к коррозии стальных саморезов. Такие метизы позволяют закрепить на готовом здании обшивочные панели и различные кровельные материалы. Латунные гайки и болты также необходимы при монтаже, но с их помощью собираются непосредственно каркасы из профилей и уголков.

Латунные метизы
Достоинства таких изделий – их долговечность и прочность, на них можно сажать дверные петли и ручки, прикручивать бра на стене, к недостаткам же можно отнести легко деформирующуюся резьбу. Также склонны к повреждениям шлицы на головках саморезов и грани болтов с гайками. Не являются редкостью и различные таблички из латуни, для них используется листовой прокат толщиной от 3 до 10 миллиметров. Чаще всего их устанавливают на дверях кабинетов, это смотрится стильно и в то же время достаточно строго, официально. Если дверь выходит на улицу, можно не опасаться, что такая вывеска испортится из-за непогоды, особенно, если при монтаже использовались коррозиеустойчивые метизы.
Очень удобно использовать такие металлические панели для указания названия учреждения и краткой информации о нем у центрального входа, на фасаде здания. Также таблички из латуни очень часто востребованы при установке памятников и надгробных плит, в последнем случае они намного надежнее мраморных, но есть риск, что на них позарятся охотники за цветными металлами. Поверхность латунных вывесок и табличек может быть полированной, матовой, ее покрывают лаком или эмалью, выделяя участки с гравировкой.
3 Использование металла в интерьере
Сегодня все чаще имеет место применение изделий из латуни в обстановке помещений: посуда, бра и торшеры, дверные петли и щеколды. В частности, этот сплав на основе меди считается одним из наиболее привлекательных для дизайнеров, проектирующих не только смесители, но и мебель. Причем по стоимости такие предметы интерьера намного дешевле кованых, а внешне смотрятся не менее эффектно. К примеру, латунные кровати, выполненные из круглых профилей, достаточно легки, чтобы делать перестановку в комнате без особого труда.
Из этого же материала изготавливают стулья и стеллажи, но трубки используют более тонкие, с внешним диаметром до 2 сантиметров, с тем, чтобы максимально облегчить изделия. Делают и накладки на мебель из такого металла. Особо стоит отметить применение латуни для производства перил и стоек к ним для ограждения лестничных пролетов и площадок внутри частных домов и коммерческих зданий. Они, конечно, не так красивы, как железные кованые или деревянные резные балясины, но прекрасно вписываются в большинство интерьеров. В частности, такие перила придают статусность крупным офисам. Для придания солидности обстановке также используют такие изделия, как дверные ручки и карнизы, основой которых является латунь. Они чаще всего имеют полированную, реже – матовую поверхность.
Ручки нередко украшаются декоративными насечками или лунками, что придает им оригинальный вид. Очень часто используются ручки не только дверные, но и оконные, а также для створок и выдвижных ящиков шкафов и тумбочек, как поворотные, являющиеся частью замка, так и просто накладные. Еще один вариант использования латуни в интерьере – различные панно, которые изготавливаются на заказ и монтируются на стены в гостиной или прихожей. Такие украшения могут быть как в виде массивных панелей (которые лишь выглядят тяжелыми, будучи выполнены из тонкого листового проката), так и ажурными. Крепления панно бывают скрытыми или же с помощью обыкновенных шурупов, которые, впрочем, лучше брать из того же сплава.

Латунь в интерьере
Еще одним украшением обстановки считаются латунные рамы для зеркал и картин. И если во втором случае багет лишь дополняет собой красоту изображения на холсте, то эффектная рама для зеркала сама по себе может выглядеть, как произведение искусства, особенно с подсветкой бра.
Нередко для декора используется настенная посуда с чеканкой. Обычно это большие блюда или стилизованные подносы. Такая посуда может стоять и на полках каминов либо сервантов. Очень эффектно на кухонных полках смотрится посуда, выполненная из латуни, причем она может служить для украшения помещения или найти применение в быту. Из сплава меди с цинком изготавливают большие чайники для кипячения воды, тазы для варенья, самовары, кофейники, хлебницы, различные блюда и другую посуду.
Из этого же материала нередко делают инкрустированные чеканкой или гравировкой подстаканники, подставки хрустальных конфетниц и вазочек для варенья. Иногда обычная посуда имеет ручки из латуни. Декорированию помещений служат бра и люстры из латуни, которая идет на изготовление корпусов осветительных приборов. Кронштейны и рожки из этого сплава служат основаниями для плафонов и абажуров бра. Впрочем, латунными могут быть только отдельные элементы светильников, сделанные исключительно в декоративных целях, например – ручки переносных моделей, или подвижные консоли бра из трубок.
4 Латунь для украшений и сувениров
Несмотря на то, что чаще всего для бижутерии применяется мельхиор, неплохую конкуренцию ему создает и ювелирная латунь. Причем этот сплав может быть как в чистом виде, так и с покрытием из серебра или золота. Нередко мастера используют и патину, чтобы украшения из латуни приобрели эффект старины. Кроме того, следует помнить, что существует много разных марок сплава меди с цинком, и некоторые нетрудно спутать с бронзой, из которой когда-то делались женские украшения.

Украшение из латуни с эффектом старины
В частности, сегодня в моде темные браслеты, колье и серьги из латуни. Кольца из этого металла делаются реже, но все же многие мастера изготавливают такие перстни, хотя, скорее, в качестве оправы, только чтобы подчеркнуть красоту вставленных полудрагоценных камней. На сегодняшний день массово выпускаются латунные фигурки фен-шуй, пуговицы, брелки, а также амулеты-подвески, которые можно носить вместо кулонов. Все это может послужить в качестве недорогих подарков.
Можно долго перечислять, что еще делают из латуни, но мы напоследок оставили различные сувениры. Как правило, это всевозможные безделушки, которые служат украшением каминных полок или письменных столов. Статуэтки, пресс-папье, пишущие чернилами ручки, массивные пепельницы, отделанные чеканкой фляги, укомплектованные небольшими стаканчиками – все это может быть изготовлено из латуни. Из этого же сплава делают красивые настольные зажигалки, которые нередко продаются в комплекте с пепельницей и гильотинкой для сигар. И, конечно, возле различных исторических мест можно приобрести памятные сувениры из латуни, такие как медали и значки, причем первые иногда намеренно старят с помощью патины.
tutmet.ru
Золочение стальных изделий » Полезные самоделки
Контактный способ — электролитическое золочение без внешнего источника тока — позволяет получить равномер-ные и очень плотные покрытия, достаточно плотно держащиеся на поверхности металла. Так как в данном случае процесс “электролиза” осуществляется в результате разности потенциалов детали и электролита, то качественно позолотить удается лишь латунные детали или детали из других металлов, предварительно покрытых тонким слоем латуни.
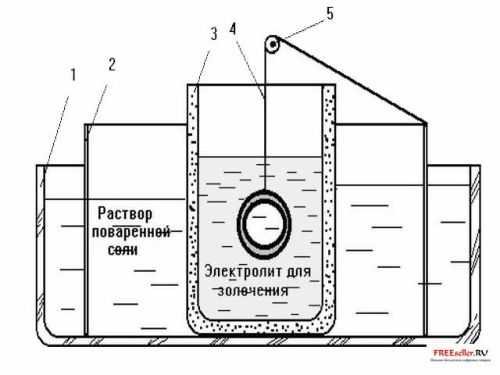
Рис.1. Устройство ванны для электролитического нанесения слоя позолоты контактным способом:
1 — стеклянный сосуд, 2 — кольцевой электрод из цинка, 3 — стакан из пористой керамики, 4 — медная проволока — подвеска, 5 — опоры подвески — изолятор.
Перед нанесением слоя латуни на поверхность изделия из стали, изделие шлифуют, полируют, после чего его поверхность обезжиривают и протравливают, то есть подвергают химической обработке. Первые три операции не требуют особых пояснений. Травление же стальных изделий проводят в щелочном растворе, содержащем 20 — 30 г/л гидрата окиси калия (или гидрата окиси натрия) и нагретом до 75 — 85 гр. С. Время травления изделия в горячем растворе составляет при-мерно полчаса, при комнатной температуре изделие держат в щелочи не менее 1 ч. После тщательной промывки в проточной воде деталь погружают на 1 минуту в 0,5%-ный раствор соляной кислоты, чтобы удалить с поверхности металла следы окислов железа. Из раствора соляной кислоты (опять же после тщательной промывки) деталь помещают в ванну для электролитического латунирования, причем, чем скорее влажная деталь очутится в ванне, тем лучше будет покрытие.
Состав электролита (гальванической ванны) для латунирования приведен ниже (в г/л):
— ционид меди 30 — 35;
— ционид цинка 8 — 12;
— ционид натрия 20 — 25;
— карбонат натрия 6 — 8;
— бикарбонат натрия 8 — 12;
— гидроокись аммония 3 — 5.
Компоненты электролита растворяют в дистиллированной воде. Латунирование ведут при температуре раствора 25 — 35 градусов С и плотности тока 0,3 — 0,5 А/кв.дм. В качестве источника тока подойдут гальванические элементы типа 373. Понадобится также реостат для регулирования тока.
Анодом служит пластина из латуни марки М70. Для получения более однородного по толщине покрытия деталь в процессе электролиза необходимо поворачивать. Так как слой латуни служит подслоем для последующего слоя золота, требуется нарастить слой латуни толщиной не менее 1 мкм, для чего потребуется примерно 15 — 20 минут. Учтите, что поверхностный слой свежеосажденной латуни получается весьма непрочным, и касаться его нельзя.
В тех случаях, когда слой латуни выполняет роль декоративного покрытия, его рекомендуется обработать раствором какого-либо пассиватора для повышения прочности и атмосферостойкости. В нашем же случае латунный слой — промежуточный “продукт”, так что его незапассированная поверхность только способствует взаимной диффузии латуни и золота, приводя к упрочнению соединения слоев. Поэтому после тщательной промывки в горячей воде отлатунированную деталь сразу переносят в ванну для золочения. Некоторые составы ванн для контактного золочения приведены в таблице.
Компоненты, г/л электролит I электролит II электролит III
Хлорное золото 0,4 3,5 1,5
Бикарбонат калия 50 — 100
Хлористый натрий — 2 —
Сульфид натрия (кристаллический) — 30 —
Железосинесодержащий калий — 3 —
Температура раствора в процессе золочения — 70-80 гр., время для получения слоя золота толщиной около 0,1 мкм составляет: для ванны I — 3-5 минут; для ванны II и III — 5-10 минут. Значительно увеличивать время пребывания изделия в ванне не имеет смысла — при достижении указанной выше толщины слоя золота процесс практически прекращается и утолщения слоя позолоты получить не удается.
Контактное золочение осуществляется в электролитической установке, разрез которой показан на рис. Как видно из рисунка, в стеклянной емкости размещен цилиндрический электрод (анод) из цинка, погруженный во вспомогательный электролит — раствор хлористого натрия (концентрация раствора 30 г/л). Внутри стакана из пористой керамики на медной проволоке подвешивают деталь, которую требуется позолотить. Проволока удерживается в центре стакана с помощью опоры (например, трубки) из изолирующего материала, которую крепят на стакане. Таким образом, проволока не контачит со стаканом, но электрически соединена с цинковым анодом.
В данной установке стакан из пористой керамики играет роль полупроницаемой диафрагмы, разделяющей растворы двух электролитов и препятствующих их смешению, но не создаю-щей преград для процесса электронно-ионной проводимости. Если такого стакана у Вас нет, в качестве полупроницаемой перегородки подойдут брезент, фильтрованная и даже непроклеенная бумага. Только учтите, что при замене материала перегородки придется экспериментально определить время электролиза и откорректировать состав ванны. После золочения деталь тщательно промывают и высушивают на воздухе. Несмотря на небольшую толщину слоя золота, покрытие получается достаточно плотным, прочным и блестящим.
Характерной особенностью данного способа золочения является высокая прочность сцепления слоя позолоты с основным металлом, но этот показатель, как уже говорилось ранее, в большой степени зависит от качества предварительной подготовки поверхности металла под латунирование.
В тех же случаях, когда не требуется высокая прочность сцепления покрытия, и слой позолоты предназначен для чисто декоративных целей, лучше воспользоваться так называемым горячим способом золочения — методом менее трудоемким и более безопасным.
Для горячего золочения готовят раствор следующего состава (в г):
— кислота азотная (плотность 1,36 г/куб.см) 20;
— кислота соляная (плотность 1,18 г/куб.см) 20;
— золото 1;
— сурьма хлористая 1;
— олово 1;
— борная кислота (насыщенный раствор) 20.
Раствор готовят следующим образом. В стеклянной посуде смешивают азотную и соляную кислоту и в получившей-ся “царской водке” растворяют золото, после чего добавляют хлористую сурьму и олово. Далее посуду ставят на водяную баню и после полного растворения олова в раствор добавляют борную кислоту. Работать с раствором надо с соблюдением всех необходимых предосторожностей — жидкость весьма агрессивна, так что попадание ее кожные покровы опасно, а пары жидкости — ядовиты (содержат окислы азота и хлор).
Изделие, предназначенное для золочения, предварительно шлифуют, полируют, обезжиривают, а также протравливают, прокипятив в щелочи. После чего “золотой” раствор наносят на промытую подготовленную поверхность изделия мягкой кистью. Когда раствор подсохнет, изделие прогревают в пламени спиртовки или на костре из древесного угля. В результате образуется позолота, не требующая дополнительной обработки, но сцепление слоя позолоты с основным ме-таллом не обладает высокой прочностью.
www.freeseller.ru
Ювелирный металл латунь | Ювелирум

В античности латунь была известна под названием «орихалк» («златомедь»). Древние римляне чеканили из неё монеты, а греки слагали легенды о таинственном металле, из которого сделан щит Геракла.
Латунь – не чистый металл, а сплав меди с цинком. За тысячи лет до нашей эры медь сплавляли с цинковой рудой, но только в 1781 году британец Джеймс Эмерсон догадался сплавить с медью чистый цинк – и запатентовал этот способ получения латуни.
Свойства «вечного металла»
В латуни содержится от 55% до 95% меди и от 5% до 45% цинка. Чтобы повысить литейные свойства сплава, в него добавляют олово, никель, свинец, марганец и другие элементы. Простые латуни маркируются буквой «Л» и числом, которое обозначает процентное соотношение меди. Например, сплав Л85 на 85% состоит из меди и на 15% из цинка.
Обычно у латуни жёлтый цвет, но добавки окрашивают её в золотистый, красноватый и зеленоватый. Температура плавления латуни также зависит от состава и колеблется в пределах 900–950ºC. Латунь отлично полируется, сваривается и прокатывается, она устойчива к жару и коррозии. Воздействию атмосферы латунь сопротивляется лучше, чем чистая медь, но может почернеть, если не покрыть её поверхность лаком. За износостойкость латунь прозвали «вечным металлом».
Что мастерят из «поддельного золота»
В быту латунь встречается редко, хотя широко известны латунные самовары – они равномерно прогреваются, не прогорают и долго удерживают тепло. В основном латунь используют при создании фурнитуры, деталей машин, судов и приборов, змеевиков, пружин. Кроме того, из неё производят ордена, медали, церковную утварь, духовые инструменты.
В ювелирном деле латунь занимает особое место: ещё в 18-19 веках латунные украшения продавали под видом золотых, а её так и называли – «поддельное золото». Сегодня же из латуни производят бижутерию и недорогие украшения. Также начинающие ювелиры практикуются на марках латуни Л62 и Л68 – их свойства аналогичны золоту 583-й пробы.
Из латуни делают кольца, серьги, кулоны, браслеты, винтажные и этнические украшения. Пластичную и лёгкую в обработке латунь чернят, серебрят и покрывают позолотой. Спрос на латунь растёт из-за интереса людей к околоювелирному хэндмейду типа wire wrap (кручение проволоки). Кроме того, из латуни можно отливать изделия по восковой модели, а благодаря золотистому цвету она популярнее бронзы.
juvelirum.ru