Чертёж отливки
Разработка технологического процесса литья в песчаные формы начинается с разработки чертежа отливки. Исходным документом для разработки чертежа
отливки является чертёж детали. Чертёж отливки будет отличаться от чертежа детали следующими параметрами:
1. Припуск на механическую обработку – это дополнительный слой металла (на сторону), который будет удалён в процессе последующей механической обработки отливки, с целью обеспечения необходимой точности и чистоты (шероховатости) поверхности. Величина припуска на механическую обработку
регламентируется ГОСТами и зависит от материала отливки, от её размеров и от расположения отливки в форме. Чем больше усадка и размеры изделия, тем больше припуск. Так как качество отливки в нижней части формы выше, чем в верхней, где скапливаются многие литейные дефекты (шлаковые включения, газовые пузыри и т.д.), то припуск для верхней части отливки будет больше, чем для нижней и боковых частей.
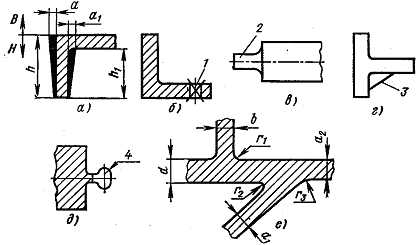
2. Технологический припуск – служит для упрощения и облегчения процесса изготовления отливки. Они показаны на рисунке 1 и к ним относятся:
а) литейные уклоны – все наружные вертикальные поверхности отливки изготавливаются с уклоном в несколько градусов (в зависимости от высоты модели
и в соответствии с ГОСТами) для удобства извлечения модели из формы без её разрушения. Уклоны выполняются в направлении извлечения модели из формы.
б) напуски – служат для упрощения изготовления отливки. Небольшие отверстия в отливке можно не делать, так как их целесообразнее просверлить в
процессе механической обработки. Так же поступают с различными мелкими канавками, уступами, выточками и т.п.
в) приливы – предусматривают для удобства крепления отливки в приспособления при механической обработке, для захвата изделия при транспортировке. Их удаляют при механической обработке.
г) рёбра – предусматривают для предохранения отливки от коробления при затвердевании, охлаждении и термической обработке.
д) стяжки – имеют такое же назначение, что и рёбра, но они удаляются при последующей механической обработке.
е) галтели – закругления внутреннего угла отливки для получения плавного перехода в сопрягаемых стенках. Галтели препятствуют осыпанию формовочной
смеси в углах модели при её извлечении из формы и позволяют избежать концентрации напряжений в углах отливки при её затвердевании и охлаждении.
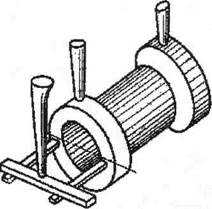
а – литейные уклоны; б (1) – напуски; в (2), д (4) – приливы для удобства закрепления при механической обработке и транспортировке; г (3) – рёбра жёсткости; е – галтели
Рисунок 1 – Обозначения на чертеже отливки
Чертёж отливки должен содержать технологические указания по изготовлению отливки:
а) линия разъёма модели с указанием верха и низа по расположению её в форме;
б) линия разъёма стержня;
г) расположение базовой поверхности, от которой осуществляется разметка;
д) расположение и конструкция прибыли;
д) точность и шероховатость поверхности отливки в соответствие с техническими условиями;
Линию разъёма устанавливают исходя из следующего:
а) обрабатываемые поверхности отливки должны находиться внизу для получения более чистой и плотной поверхности;
б) более высокую часть модели следует устанавливать в нижней полуформе;
в) обеспечение более лёгкого извлечения модели из формы;
г) стержни должны находиться в плоскости разъёма модели или
перпендикулярно плоскости разъёма формы;
д) обеспечение точности размеров отливки;
е) недопустимость криволинейного разъёма;
ж) базовые поверхности, необходимые для разметки, не должны пересекаться линией разъёма.
Так как отливки, изготовляемые в одной полуформе, имеют большую точность, по возможности следует проектировать неразъёмные модели.
Чертёж отливки содержит контуры и размеры чертежа детали, поверх которых выполняется чертёж отливки. На чертеже отливки вычерчивают в тонких линиях и штрихуют все элементы (отверстия, впадины, уступы, выточки) не выполняемые при литье. Все размеры чертежа отливки увеличивают на величину линейной усадки. Вместе с разработкой чертежа модели и её изготовлением, осуществляется разработка чертежей и изготовление модельного комплекта.
Похожие статьи:
Следующие статьи:
www.litshtamp-po.ru
Проектирование чертежа отливки и литейной формы.
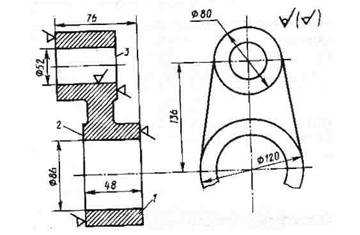
На рис.1.4 представлена литая деталь «корпус».

Рис.1.4. Литая деталь «корпус»
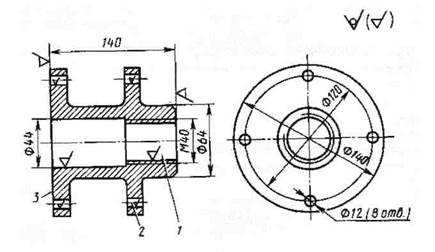
Исходным документом для разработки чертежа отливки является чертеж детали (рис.1.5).
Рис. 1.5. Чертеж детали
На чертеже детали наносят модельно-литейные указания. Дополненный таким образом чертеж при единичном и мелкосерийном производстве представляет собой основной технологический документ. Он определяет все особенности технологического процесса и является основой для проектирования и изготовления модельного комплекта и выбора других приспособлений (опок, шаблонов и пр.). В массовом и крупносерийном производстве на все объекты модельной оснастки разрабатывают рабочие чертежи и технологию изготовления каждого объекта оснастки.
Вычерчивают чертеж (или эскиз) собранной формы со всеми размерами. Он должен давать представление о расположении стержней, литниковой системы, выпоров, прибылей.
При нанесении технологических указаний на чертеже детали определяют оптимальный разъем модели и формы, положение отливки в форме при заливке, последнее устанавливают в зависимости от конфигурапин отливки, вида формы, литниковой системы, требовании в отношении плотности металла, шероховатости поверхности и т.д.
1.1. Разработка эскиза отливки
При разработке эскиза отливки с литейно-модельными указаниями на эскиз детали условно наносят (рис.1.6): плоскость разъема модели и формы; припуски на механическую обработку; контуры стержня со стержневыми знаками; формовочные уклоны на вертикальных стенках.
Для получения плотной отливки в соответствии с принципом направленной кристаллизации ее наиболее массивные узлы располагают при заливке сверху, ответственные поверхности отливки следует располагать внизу или вертикально.
Положение отливки в форме при заливке указывается стрелками и буквами В (верх) и Н (низ). Разъем модели и формы указывают на всех проекциях буквами РМФ.
При определении разъема модели и формы выбирают такой вариант, который обеспечивает наименьшую трудоемкость изготовления модельной оснастки и формы, беспрепятственное удаление модели из формы, повышение размерной точности отливки и уменьшение затрат на очистку и ее дальнейшую обработку.
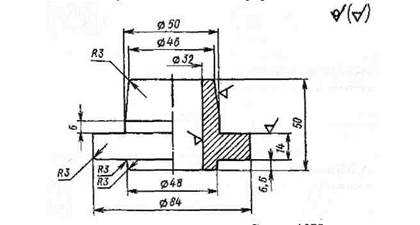
Рис.1.6. Чертеж отливки
1.2. Выбор класса точности и назначение допусков на размеры, припусков на механическую обработку.
На точность изготовления отливок в песчано-глинистых формах влияют главным образом точность изготовления модельной и стержневой оснастки, а также способ изготовления формы: на машинах, вручную (сырая или сухая форма) и т.д.
По стандартам машиностроительной промышленности ОСТ 11078.005.78 предусматривает восемь классов точности. Методом литья в песчано-глинистые формы можно получить отливки 5-8 классов точности (Лт5 — Лт8). При этом назначаются допуски в пределах ±(1,0-2,0) мм на размер от 30 до 50 мм.
Шероховатость поверхности отливок должна соответствовать заданному классу, которая определяется по показателям Rа, Rz в соответствии с ГОСТ 2789-73 (табл.1.1). Задаваемая шероховатость поверхности указывается на чертеже цифрой или символом, определяющим различную степень обработки или шероховатости поверхности.
Таблица 1.1. Шероховатость поверхности
| Класс шероховатости поверхности | Параметры шероховатости, мкм | Базовая длина L, мм | |
| Ra | Rz | ||
| 100-50 | 400-200 | ||
| 50-25 | 200-100 | ||
| 25-12,5 | 100-50 | ||
| 12,5-6,3 | 50-25 | 2,5 | |
| 6,3-3.2 | 25-12,5 | 2,5 | |
| 3,2-1,6 | 12,5-6,3 | 0,8 | |
| 1,6-0,8 | 6,3-3,2 | 0,8 | |
| 0,8-0,4 | 3,2-1,6 | 0,8 | |
| 0,4-0,2 | 1,6-0,8 | 0,25 | |
| 0,2-0,1 | 0,8-0,4 | 0,25 | |
| 0,1-0,05 | 0,4-0,2 | 0,25 | |
| 0,05-0,025 | 0,2-0,1 | 0,25 | |
| 0,025-0,012 | 0,1-0,05 | 0,08 | |
| 0,012-0,008 | 0,05-0,025 | 0,08 |
Кроме того, на чертеже моделей обозначается степень допустимой шероховатости и волнистости поверхности. При ручной формовке в песчано-глинистые формы шероховатость поверхности отливок составляет 30-1000 мкм.
На чертеже указывают также припуски на механическую обработку. Припуск — слой металла (на сторону), предназначенный для снятия в процессе механической обработки отливки. Величину припусков выбирают в зависимости от способа литья, материала и класса точности отливки, наибольшего размера отливки, а также положения обрабатываемой поверхности в форме в момент заливки. Для тех поверхностей отливки, которые при заливке металлом формы обращены вверх, назначают припуск больший, чем на нижних и боковых поверхностях, так как неметаллические и газовые включения скапливаются обычно в верхней части отливки. Наименьший припуск на механическую обработку должен быть больше допуска на 0,5 мм. В общем машиностроении припуски назначают по ОСТ 1.41154-86, которые приведены в табл. 1.2.
Таблица 1.2 . Припуск на механическую обработку отливок по ОСТ 1.41154-86
| Наибольший габаритный размер отливки, мм | Припуск на одну сторону по классам точности | |
| Лт4, Лт5 | ЛТ6, ЛТ7 | |
| До 60 | 2,0 | 2,5 |
| 60-100 | 2,0 | 3,0 |
| 100-160 | 2,5 | 3,5 |
| 160-250 | 2,5 | 4,0 |
| 250-400 | 2,5 | 4,5 |
| 400-630 | 3,0 | 5,0 |
| 630-1000 | 3,0 | 5,5 |
| 1000-1250 | 4,0 | 6,5 |
| 1250-1600 | 4,0 | 6,5 |
| 1600-2000 | 5,0 | 8,0 |
| 2000-2500 | - | 9,5 |
| 2500-3000 | - | 14,0 |
На чертеже припуски на механическую обработку наносятся тонкими линиями у поверхностей, где указан знак обработки.
1.3. Выбор толщины стенок отливки и их сопряжения
При выборе толщины стенок отливки необходимо выбирать наименьшую, обеспечивающую требуемую расчетную прочность.
Наименьшую толщину стенок при литье в песчаные формы стали и чугуна определяют по графикам в зависимости от приведенного габарита детали N, который находят по формуле:
N= , где l, b, h — длина, ширина и высота отливки в метрах соответственно. Наименьшие толщины стенок литых деталей из различных сплавов, полученных в песчаных формах, приведены в табл. 1.3.
При выполнении различных видов сопряжений необходимо избегать неравномерности толщины стенок, скопления металла в отдельных местах и резких переходов от толстых сечений к тонким. В таких местах при кристаллизации появляются усадочные раковины или горячие трещины.
Таблица 1.3. Наименьшая толщина стенок отливок
| Материал | Величина отливки | Наименьшая толщина стенок |
| Углеродистая сталь | мелкие | |
| средние | 10-12 | |
| крупные | ||
| Низколегированная сталь | на 20-40% больше углеродистой стали | |
| Серый и высокопрочный чугуны | мелкие ≤ 2 кг | 3-4 |
| средние ≤ 50 кг | 6-10 | |
| крупные > 50 кг | 10-20 | |
| Ковкий чугун | габариты от 50•50 до 500 • 500 | от 2,5 до 7 |
| Бронза оловянная | протяженность стенки от 50 до 600 мм | от 3 до 8 |
| Специальные бронзы и латуни | мелкие | до 6 |
| средние | до 8 | |
| Алюминиевые сплавы | протяженность стенки от 200 до 800 мм | от 3 до 8 |
| Магниевые сплавы | мелкие | |
| средние | ||
| Цинковые сплавы | - |
Правильный выбор радиусов закруглений (галтелей) в местах переходов от одних сечений к другим в значительной степени определяет качество литой детали. Оптимальная величина радиусов закруглений зависит в основном от толщины стенок. Закругления необходимо производить из одного центра (рис.1.7) как для внутреннего, так и для наружного радиусов.
Рис. 1.7. Рекомендуемые переходы от одной стенки к другой в литых деталях: а — А/а < 1,75; б — А/а > 1,75
1.4. Назначение литейных уклонов
Литейные уклоны выполняются для облегчения извлечения модели из формы на ее вертикальных поверхностях (перпендикулярных к плоскости разъема). Уклоны могут быть конструктивными и формовочными. Уклоны, предусмотренные при конструировании отливок, называют конструктивными; размеры отливок при этом не изменяются. При отсутствии конструктивных уклонов предусматривают формовочные уклоны, которые влекут за собой изменение размеров отливки. Формовочные уклоны на вертикальных стенках обозначают тонкими линиями (рис.8).
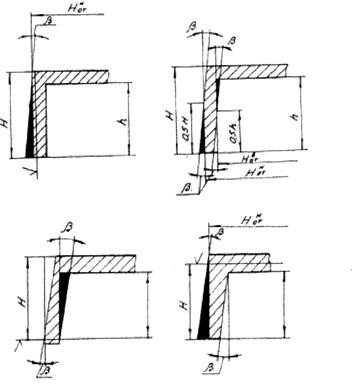
Рис.1.8. Литейные уклоны на отливках
Величины литейных уклонов для моделей и стержневых ящиков приведены в табл.1.4.
Таблица 1.4. Величины литейных уклонов для моделей и стержневых ящиков
| Высота формообразующей поверхности Н, мм | Уклон моделей и стержневых ящиков β | Высота формообразующей поверхности Н, мм | Уклон моделей и стержневых ящиков β | ||
| град | мин | град | мин | ||
| <10 | |||||
| >10-18 | >180-250 | ||||
| 18-30 | 250-315 | ||||
| 30-50 | 315-400 | ||||
| 50-80 | 400-500 | ||||
| 80-120 | 500-630 | ||||
| 120-180 | 630-800 |
1.5. Нанесение других технологических указаний
Для нанесения технологических указаний на чертеже детали определяют число стержней, оформляющих внутренние полости отливки. Контуры стержня со стержневыми знаками обозначают тонкими линиями и штриховкой у контура. Стержням присваивают номера в порядке простановки их в форму. Отверстия, не получаемые при литье зачеркивают крестообразными линиями. Устанавливают тип литниковой системы, места подвода питателей к отливке. Рассчитывают литниковую систему и показывают ее на чертеже детали во всех необходимых проекциях, позволяющих получить полное представление о всех ее элементах. Прибыли и выпоры вычерчивают так же, как и литниковую систему — в масштабе и во всех необходимых проекциях. Каждой прибыли присваивают порядковый номер. Модельно-литейные указания наносят на чертеж черным карандашом.
Похожие статьи:
poznayka.org
Чертёж отливки
Исходным документом для разработки чертежа отливки служит чертёж детали (рис.1.9а)[15]. Отливка отличается от детали припусками на механическую обработку, наличием литейных радиусов и литейных уклонов, а также отсутствием некоторых отверстий (диаметром менее 10-20мм), которые целесообразнее получать механической обработкой (сверлением). В некоторых случаях отливка снабжается технологическими напусками, рёбрами , стяжками.
Припуск на механическую обработку — это дополнительный слой металла, который удаляется при механической обработке с целью получения заданной точности, а также качества поверхности, получение которых не обеспечивает данный технологический процесс литья. Величина припуска регламентируется ГОСТ 2.423, 1855 и др. и зависит от способа литья, габаритных размеров отливки, её материала. Припуск на обработку составляет от 0,5 до 20 и более миллиметров на сторону.
Литейные уклоны служат для облегчения извлечения модели из формы при изготовлении последней: поверхности модели (а, соответственно и отливки), перпендикулярные к плоскости разъема формы, располагают под небольшим углом к вертикали. Аналогичную функцию литейные уклоны выполняют и в стержневых ящиках, облегчая извлечение из них стержней.
Литейные уклоны регламентируются ГОСТ 3212 и находятся в пределах от 0,5до 3.
При литье в металлические формы литейные уклоны обеспечивают беспрепятственное извлечение из формы отливки.
Песчаноглинистые (сырые, сухие, подсушенные) | Оболочковые | Кокили монолитные | Кирпичные | |||
Песчано-жидкостекольные (по СО2 — процессу) | Облицованный кокиль | Кокили игольчатые (сборные) | Графитовые | |||
Песчано-жидкостекольные из пластичных самотвердеющих смесей (по ПСС-процессу) | По выплавляемым моделям | Прессформы для литья под давлением | Шамотные | |||
Песчано-жидкостекольные из жидких самотвердеющих смесей (по ЖСС-процессу) | По растворяемым моделям | Прессформы для жидкой штамповки | Каменные | |||
Песчано-смоляные из песчано-смоляных холоднотвердеющих смесей (по ХТС-процессу) | По замораживаемым моделям | Формы для литья вакуумным всасыванием | Металлокерамические | |||
Песчано-смоляные из песчано-смоляных смесей , отверждаемых газообразным катализатором (по Ашланд-процессу) | По газифицируемым моделям | Формы для литья выжиманием | ||||
Стержневые | Объемные керамические | Формы для центробежного литья | ||||
Песчано-цементные | Гипсовые | |||||
Песчаные вакуумно-пленочные (по V- процессу) | Резиновые | |||||
Песчаные замороженные | Магнитные | |||||
песчаные по пенополистироловым моделям | Стеклянные | |||||
Шамотно-кварцевые |
Рис 1.7. Классификация литейных форм

В сырые песчано-глинистые формы
в оболочковые формы
под давлением
в сухие песчано-глинистые формы
в облицованный кокиль
под давлением с вакуумированием формы
в подсушенные песчано-глинистые формы
по выплавляемым моделям
центробежное литье
В песчано-жидкостекольные формы (по СО2 -процессу)
в тонкостенные формы по растворяемым моделям
непрерывное литье
В песчано-жидкостекольные формы из пластичных самотвердеющих (по ПСС-процессу)
в тонкостенные формы по газифицируемым моделям
непрерывное литье намораживанием
в формы из жидких самотвердеющих смесей (ЖСС – процессу)
в тонкостенные формы по замораживаемым моделям
под низким давлением
в формы из песчано-смоляных холоднотвердеющих смесей по (ХТС-процессу)
в кокиль
с противодавлением
в формы из песчано-смоляных смесей, отверждаемых газообразным катализатором по (Ашланд -процессу)
в песчаные формы по пенопластовым моделям
выжиманием
в стержневые формы
в резиновые формы
вакуумным всасыванием
в песчано — цементные формы
в гипсовые формы
жидкая штамповка
в шамотно-кварцевые формы
в стеклянные формы
электрошлаковое литье
в шамотные формы
в металлокерамические формы
в песчаные замороженные формы
в песчаные вакуумно-пленочные формы (по V- процессу)
в объемные керамические формы
в магнитные формы
Рис 1.8. Классификация способов литья
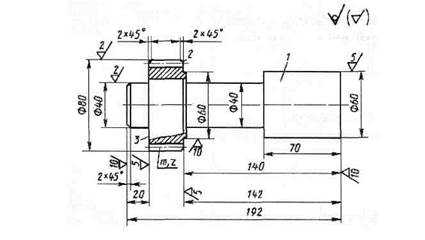
Рис 1.9. Чертеж детали «Втулка» (а) и чертеж отливки (б): 1 – литейный уклон, 2 – литейный радиус, 3 – припуск на обработку.
Литейные радиусы обусловлены поверхностным натяжением заливаемого металла, в силу которого жидкий металл не заполняет прямые и острые углы рабочей полости формы. Литейные радиусы способствуют также лучшему уплотнению формовочной смеси в углах рабочей полости формы, уменьшают вероятность образования в отливках трещин. Величина литейных радиусов — от 0,5 до 20 мм, а при литье толстостенных заготовок может достигать 200 мм.
Чертёж отливки (рис.1.9б) разрабатывается на основании технологических указаний на чертеже детали: плоскости разъёма формы, количества и конфигурации стержней, припусков на обработку, литейных уклонов и радиусов, мест подвода металла (питателей), расположения выпоров и прибылей.
При определении плоскости разъёма формы (и модели) обрабатываемые поверхности отливки располагают внизу или вертикально, т. к. верхние части отливки всегда более загрязнены и качество металла в них ниже.
Для повышения точности отливки желательно её располагать, если это возможно, в одной полуформе (лучше — в нижней). Конфигурация модели должна позволять, по возможности, её извлечение из формы без отъёмных частей и без дополнительных стержней. Количество стержней в форме должно быть минимальным. Зачастую плоскость разъёма формы совпадает с осью симметрии отливки. Рекомендации по определению рациональной плоскости разъемы формы даны в приложении 2.
На чертеже отливки записываются также технические требования, указываются, при необходимости, базовые поверхности при механической обработке.
studfiles.net
Чертежи стенового профнастила GL-20 и доборных элементов
Как к вам обращаться? *
Ваш город *
Контактный телефон *
Суть запроса
Удобное время для звонка (Пн-Пт)
Уточнить офис Выберите адрес»Интернет-магазин Grand Line», «Интернет-магазин Grand Line», «Интернет-магазин Grand Line», «Интернет-магазин Grand Line», «Интернет-магазин Grand Line», Адыгея республика, Майкоп, ул. Хакурате, д. 339Беларусь, Минск, Логойский тракт 37, каб. 13 . БЦ «Норд Сити».Беларусь, Минск, Логойский тракт, 50, офис 338, БЦ «Аквабел»Белгородская область, Белгород, ул. Корочанская, д. 39 дБелгородская область, Старый Оскол, мкр-н Надежда 3 «Стройгигант», павильон №1,от главного. входа первый слеваБрянская область, Брянск, ул. Калинина, д. 12Брянская область, Брянск, ул. Шоссейная 22аВладимирская область, Владимир, ул. Куйбышева, д 22ВВладимирская область, Владимир, ул. Куйбышева, д 28иВладимирская область, Гусь-Хрустальный, ул. Революции, д. 1Владимирская область, Ковров, ул. Комсомольская, д. 96Владимирская область, Муром, ул. Льва Толстого, д. 82Воронежская область, Богучар, ул. Ленина 34Воронежская область, Воронеж, Новоусманский район, Индустриальный парк «Масловский»,6 Паркова улица, стр. 4, з-д Grand LineВоронежская область, Воронеж, ул. Димитрова, д. 120Воронежская область, Воронеж, ул. Холмистая, д. 68 Центральное здание, 2 эт, в.п.264.Ивановская область, Иваново, пр-т Текстильщиков, д. 80 Калужская область, д. Верховье, д. 126Калужская область, Калуга, ул. академика Королева, д. 47Калужская область, Калуга, ул. Гагарина, д. 8, в здании магазина «Русские Гвозди» Калужская область, Калуга, ул. Грабцевское шоссе, д.18Калужская область, Калуга, ул. Московская, д. 310, павильон 1А Строительная база «Три бобра»Калужская область, Малоярославец, ул. Московская, д. 72, корп. БКалужская область, Обнинск, Киевское шоссе, д. 35Калужская область, пос. Льва Толстого, ул. Пушкина, д. 36Калужская область, село Ворсино, Индустриальный парк Ворсино, д. Добрино, 2-й Восточный проездКировская область, Киров, ул. Луганская, д. 57АКировская область, Киров, ул. Производственная д. 48Костромская область, Кострома, 2-ая Волжская, д. 3 Краснодарский край, Горячий ключ, ул.Ярославского, д.136 БКраснодарский край, Ильский, территория кирпичного заводаКраснодарский край, Калининская, пл. ПривокзальнаяКраснодарский край, Краснодар, ул. Дзержинского, д. 112Краснодарский край, Краснодар, ул. Красных Партизан, д. 299Краснодарский край, Краснодар, ул. Пригородная 36Краснодарский край, Краснодар, ул. Российская, д. 351/1 Краснодарский край, Сочи, ул. Донская, д. 5/1 Краснодарский край, Тимашевск, ул. Новаторов, д. 8Курская область, Курск, ул Энгельса, д. 115, Парковка ТК «Лента»Курская область, Курск, ул. 1-ая Кожевенная, д. 31Ленинградская область, Коммунар, Промзона №3, Участок №3 Липецкая область, Елец, Московское шоссе, д. 12аЛипецкая область, Липецк, Трубный проезд 6Москва, 22-ой км. Киевского шоссе, Бизнес Парк Румянцево, Корпус А, 8 офисный подъезд, седьмой этаж, кабинет 731 АМосква, Авангардная 3, БЦ «Сатурн», офис 1404Москва, Алтуфьевское ш., д. 2 АМосква, Варшавское шоссе д. 138, 4 этаж, кабинет №1Москва, ул. Кулакова 20, Технопарк Орбита Москва, ул. Люблинская, д. 141, каб. 102Москва, ул. Марксистская, д.10/1, 4 этаж, офис 405Москва, ул. Неверовского, д. 10, корп. 3 Москва, Ярославское шоссе 146, корп. 2, офис 313, здание многофункционального комплекса «Ханой-Москва» 3 этажМосковская область, Воскресенск , ул. Первостроителей, ТЦ «Воскресеночка» павильон 52Московская область, Наро-Фоминск, 73 км Киевского шоссе, ТЦ «Перекресток», 2-ой этажМосковская область, Подольск, ул. Кирова, д. 82Московская область, Реутов, пр. Мира, вл. 85, склад №2 Московская область, Серпухов, Северный проезд, д. 11Московская область, Ступино, ул. Пристанционная, д.7, вл.2Московская область, Чехов, Симферопольское шоссе, д. 4, ТК «Губернский», 2 этажНижегородская область, Арзамас, ул. Калинина, д. 2, корп. В, цокольный этажНижегородская область, Балахна, пл. Советская, д. 12 Нижегородская область, Богородск, ул. Ленина, д. 374, Стройцентр «Приокский»Нижегородская область, Бор, Стеклозаводское шоссе, д. 1Нижегородская область, Выкса, ул. Братьев Баташевых, д. 40/2 Нижегородская область, Дзержинск, ул. Гайдара, д. 37Нижегородская область, Кстово, ул. Чванова, д. 20 Нижегородская область, Нижний Новгород, Московское шоссе, д.146Нижегородская область, Нижний Новгород, пос. Дружный, Кудьминская промзона № 1, здание 105 гНижегородская область, Нижний Новгород, ул. Базарная, д. 8 Нижегородская область, Нижний Новгород, ул. Родионова, д. 134 Нижегородская область, Нижний Новгород, ул.Минеева, д. 29 Нижегородская область, Павлово, ул. Коммунистическая, д. 10Ростовская область, Ростов-на-Дону, пр. Аксайский, д. 21, павильон 9 в здании ТЦ Мир ремонта ХДМ-ЮгРязанская область, Рязань, 185 км , 6 , рынок СтройкаСанкт-Петербург, Мурманское ш . 12-й км. Территория выставки ЭкспоДом, павильон 31. рядом с Мега ДыбенкоСанкт-Петербург, пр Народного Ополчения, д. 22, ТЦ Русская Деревня» секция 114Санкт-Петербург, ул. Есенина, д. 30 Санкт-Петербург, ул. Ланское ш., д. 69 Санкт-Петербург, Юг. Ул. Цветочная, д. 25, БЦ «Мануфактура», офис 204 Санкт-Петербург, Южное ш., д. 37 кор. 1, 2 зал. секция №14, Строительная ярмарка «Мультимекс»Татарстан республика, Казань, ул. Владимира Кулагина, дом 9БТатарстан республика, Казань, ул. Журналистов, д. 62 Тульская область, Алексин, ул. Болотова, д. 2, корп. ГТульская область, Тула, ул. Первомайская, д. 35, офис 1.5 Тульская область, Тула, ул. Староникитская, 37Чувашия Республика, Чебоксары, ул. Хозяйственный проезд д.11вЯрославская область, Ярославль, д. Кузнечиха, ул. Промышленная, д. 3Ярославская область, Ярославль, Полушкина роща 9, стр 14, модуль А4-24
www.grandline.ru
Чертеж — отливка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Чертеж — отливка
Cтраница 1
Чертеж отливки в совокупности с техническими условиями должен содержать все данные, необходимые для контроля и приемки отливки. [1]
Чертеж отливки должен содержать и указания относительно формовочных уклонов ( конусообразности) и их взаимосвязи с полем допуска на неточность изготовления поверхностей. В связи с этим ГОСТ 3212 — 57 Модели литейные. Эти условия должны оговариваться в чертежах отливок. Если в чертеже нет специальных указаний, то все погрешности формы в соответствии с ГОСТом 10356 — 63 Предельные отклонения формы и расположения поверхностей должны находиться в пределах поля допуска на неточность данной поверхности. [3]
Чертежи отливок, разработанные с учетом изложенных положений, будут отвечать современным требованиям и позволят приблизить размерные характеристики отливок к аналогичным характеристикам деталей, обрабатываемых резанием. [4]
Чертеж отливки должен быть разработан на основании чертежа готового изделия с внесением уточнений, диктуемых технологией литейного производства. [5]
Чертеж отливки с техническими требованиями должен содержать все данные, необходимые для изготовления, контроля и приемки отливки. Допускается чертеж отливки выполнять по копии чертежа детали. [6]
Разработка чертежа отливки начинается с определения технических требований к ней. [7]
Выполнение чертежа отливки начинают с вычерчивания фона. Тонкими линиями выполняют чертеж заданной детали, которой придают положение, принимаемое ею при заливке металла. Отступая от линий контура детали на расстояние, равное величине общего припуска на механическую обработку на сторону, наносят линии контура заготовки. При выполнении вертикальных линий контура заготовки учитывают наличие литейных уклонов. На чертеже должны указываться все размеры отливки ( размеры готовой детали даются в скобках, как справочные) и технические требования, предъявляемые к отливке. [8]
По чертежу отливки изготовляют чертеж модели; размеры модели увеличиваются на величину припуска на усадку металла. [10]
На чертеже отливки ( или чертеже детали с нанесенными на нем размерами отливки) следует указывать измерительные базы ( базы разметки) и базы первоначальной обработки поверхностей. [11]
На чертеже отливки указывают точность п чистоту поверхностей, величину усадки сплава, величину и направление литейных уклонов, размер припусков па механическую обработку, технологические приливы, ребра и бобышки, места подвода литников, плоскость разъема формы. Чертеж отливки выполняют па отдельном / тете, вносят в спецификацию общего вида формы и прилагают к комплекту рабочих чертежей. [12]
На чертеже отливки проставляют данные, необходимые для изготовления, контроля и приемки отливки; вычерчивают в тонких линиях контуры отверстий, впадин, выточек, не выполняемых в отливке; проставляют припуски на механическую обработку; части оставшихся питателей, выпоров, прибылей и неотливаемых отверстий, попадающих в разрез, штрихуют. Наклон штриховки обрабатываемых отверстий должен совпадать с наклоном штриховки разрезов и сечений детали. [13]
На чертеже отливки ( или чертеже детали с нанесенными размерами отливки) следует указывать измерительные базы ( базы разметки) и базы первоначальной обработки поверхностей. [14]
В чертеже отливки или детали с нанесенными размерами отливки контролируют соответствие назначенных допусков нормам точности отливки, припусков на обработку — значениям допусков и норм точности отливки. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Изготовление чертежа отливки, модели, стержневого ящика
⇐ ПредыдущаяСтр 2 из 13Следующая ⇒
Основой для разработки технологического процесса изготовления отливки является чертёж детали. На чертеж детали в соответствии с ГОСТ 3.1125-88 наносят технологические указания, необходимые для изготовления модельного комплекта, формы и стержня.
На рис. 1.2 в качестве примера приведены эскизы стальной (а) и чугунной (б) деталей. Поверхности деталей, подвергающиеся механической обработке, условно обозначаются знаком Остальные поверхности механической обработке не подлежат, на что указывает знак в правом углу эскиза.
При разработке эскиза отливки с модельно-литейными указаниями на эскиз детали условно наносят (рис. 1.3):
1. Разъем модели и формы (1), ее показывают отрезком или ломаной штрих- пунктирной линией, заканчивающейся знаком х х , над которым указывается буквенное обозначение разъёма МФ. Направление разъёма показывается сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъёма. Положение отливки в форме при заливке обозначается буквами В (верх) и Н (низ). Буквы проставляются у стрелок, показывающих направление разъёма.
При выборе плоскости разъёма наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты -газовые раковины и шлаковые включения. Плоскость разъёма выбирают с учётом удобства формовки и извлечения модели из формы. Кроме того желательно, чтобы отливка или, по крайне мере, её базовые поверхности для механической обработки были расположены в одной полуформе.
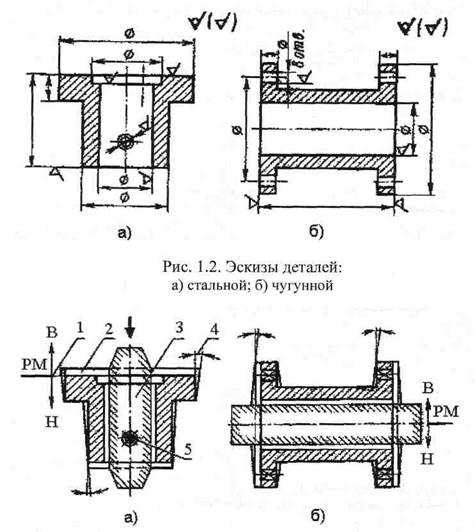
Рисунок 1.3 – Эскизы отливок: а) стальной б) чугунной; 1 — разъём модели; 2 — припуск на механическую обработку; 3 — стержень; 4 — формовочные уклоны; 5 — необрабатываемые отверстия
2. Припуски на механическую обработку (2), их обозначают сплошными тонкими линиями у поверхностей, где указан знак обработки (допускается выполнять линию припуска красным карандашом). Величины припусков определены ГОСТ 26645-85 и выбираются по классу точности в зависимости от способа литья, материала отливки, положения обрабатываемой поверхности при заливке (верх, низ, бок), наибольшего габаритного и номинального размера отливки (табл. 1.1, 1.2). Под номинальным размером отливки подразумевается расстояние между двумя противоположными обрабатываемыми поверхностями или расстояние от установочной базовой поверхности до обрабатываемой.
3. Отверстия, впадины, выемки, не выполняемые при литье, зачёркивают сплошными тонкими линиями (5), которые допускается выполнять красным карандашом.
4. Контуры стержня со стержневыми знаками (3) изображаются сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуются только у контура. Размеры знаков стержней и зазоры между знаками стержней и модели принимаются по ГОСТ 3606-92.
Т а б л и ц а 1.1 – Припуски на механическую обработку отливок из серого чугуна при единичном производстве в мм
| Наибольший габаритный размер детали, мм | Положение поверхности при заливке | Номинальный размер в мм | |||
| До 50 | 51…120 | 121…260 | 261…500 | ||
| До 120 | верх | 3,5 | 4,5 | ||
| низ, бок | 2,5 | 3,5 | |||
| 121…260 | верх | 4,0 | 5,0 | 5,5 | |
| низ, бок | 3,0 | 4,0 | 4,5 | ||
| 261…500 | верх | 4,5 | 6,0 | 7,0 | 7,0 |
| низ, бок | 3,5 | 4,5 | 5,0 | 6,0 | |
| 501…800 | верх | 5,0 | 7,0 | 7,0 | 8,0 |
| низ, бок | 4,0 | 5,0 | 5,0 | 6,0 |
Т а б л и ц а 1.2 – Припуски на механическую обработку фасонных отливок из стали при единичном производстве в мм
| Наибольший габаритный размер детали, мм | Положение поверхности при заливке | Номинальный размер в мм | |||
| До 120 | 121…260 | 261…500 | 501…800 | ||
| До 120 | верх | ||||
| низ, бок | |||||
| 121…260 | верх | ||||
| низ, бок | |||||
| 261…500 | верх | ||||
| низ, бок | |||||
| 501…800 | верх | ||||
| низ, бок | |||||
| 801…1250 | верх | ||||
| низ, бок |
5. Формовочные уклоны (4) на вертикальных стенках обозначаются тонкими линиями и выбираются в зависимости от высоты отливки, от плоскости разъёма ГОСТ 3212-92. Рекомендуемые уклоны представлены в таблице 1.3.
Т а б л и ц а 1.3 – Формовочные уклоны на отливках
| Высота отливки от плоскости разъёма | Величина уклона | Высота отливки от плоскости разъёма | Величина уклона | ||
| мм | град. | мм | мм | град. | мм |
| До 20 | 3° | 1,0 | 201…300 | 0°30’ | 2,5 |
| 21…50 | 1о 30‘ | 1,3 | 301…800 | 0°30’ | 4,5 |
| 51…100 | 1° | 1,5 | 801…2000 | 0°20’ | 9,0 |
| 101…200 | 0°45‘ | 2,0 | св. 2000 | 0°15‘ | 11,0 |
Помимо этих обозначений указывается процент усадки сплава, из которого изготовляют отливку, наносятся литниковая система, прибыли, выпоры, которые на рассматриваемом эскизе для простоты не указаны.
На рисунке 1.3 приведены эскизы отливки с модельно-литейными указаниями. Для этой отливки используется горизонтальный стержень, имеющий цилиндрические стержневые знаки в отличие от вертикального стержня, у которого стержневые знаки конусные ГОСТ 3212-92.
6. По эскизам отливок выполняются эскизы моделей (рис. 1.4). Модели имеют стержневые знаки (они закрашены чёрным цветом), формовочные уклоны для вертикального стержня и радиусы закруглений в местах перехода стенок (г). Размеры моделей выполняют с учётом размеров детали, припусков на механическую обработку, формовочных уклонов и усадки сплава, которую выбирают по табл. 1.4.
а) б)
| Литейный сплав | Линейная усадка, | % | |
| 1. | Чугун серый | ||
| мелкие отливки (не более 100 кг) | 1…1,25 | ||
| средние отливки (100…500 кг) | 0,75… 1,00 | ||
| крупные отливки (более 500 кг) | 0,5…0,75 | ||
| 2. | Чугун ковкий | 1,5…1,75 | |
| 3. | Сталь углеродистая | ||
| мелкие отливки (не более 100кг) | 1,8…2,2 | ||
| средние отливки (100.. .500 кг) | 1,6…2,0 | ||
| крупные отливки (более 500 кг) | 1,4…1,8 | ||
| 4. | Бронзы | 1,0…1,8 | |
| 5. | Латуни | 1,0…2,0 | |
| 6. | Алюминиевые сплавы | 1,0…1,25 | |
Рисунок 1.4 – Эскизы моделей
Т а б л и ц а 1.4 – Линейная усадка литейных сплавов
7. Для изготовления стержней служат стержневые ящики — разъёмные либо неразъёмные. На рисунке 1.5 приведены эскизы стержневых ящиков для вертикального (а) и горизонтального (б) стержня.
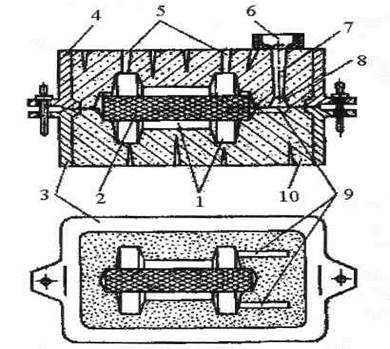
8. Эскизы собранных литейных форм для чугунной (а) и стальной (б) отливок даны на рисунке 1.6. В форме для чугунного литья имеются шлакоуловитель и выпоры, а в форме для стального литья шлакоуловитель отсутствует, а для компенсации большой усадки стали и предупреждения усадочных раковин предусмотрены прибыли.
9. На рисунке 1.7 приведены эскизы готовых чугунной (а) и стальной (б) отливок с литниковой системой.
а) б)
Рисунок 1.5 – Эскизы стержневых ящиков: а – для вертикального стержня; б – для горизонтального стержня
3.2 Технология изготовления литейной формы и подготовка ее под заливку
Ручную формовку в опоках по разъёмной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности:
Изготовление нижней полуформы. Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъёма на под-модельную доску и устанавливают опоку. Поверхность модели и доски посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20…30 мм, уплотняют её руками вокруг всей модели. Затем заполняют остальной объём опоки наполнительной смесью и уплотняют её трамбовкой сначала у стенок опоки, а затем в средней части. Излишек смеси срезают линейкой. В формовочной смеси на расстоянии 40…50 мм друг от друга и на 10… 15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку покрывают второй подмодельной доской и переворачивают на 180°.
 |
а)
б)
Рисунок 1.6 – Эскизы собранных литейных форм: 1 — полость формы; 2 — стержень; 3 — нижняя опока; 4 — верхняя опока; 5 — выпор; 6 — чаша; 7 — стояк; 8 — шлакоуловитель; 9 — питатели; 10 — формовочная смесь
Изготовление верхней полуформы. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъёма формы посыпают тонким слоем сухого кварцевого песка для того, чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют её формовочными смесями также, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу.
 |
а) б)
Рис. 1.7. Эскизы готовых отливок с литниковой системой: а — отливка из чугуна; б — отливка из стали
Извлечение моделей. Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 180° разъёмом вверх. В плоскости разъёма нижней полуформы гладилкой прорезают питатели. Из полуформ после лёгкого раскачивания удаляют половины моделей и модель шлакоуловителя. Устраняют возможные дефекты формы, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора. Поверхность полуформ припыливают молотым древесным углём или графитом.
Сборка литейной формы. В нижнюю полуформу, если требуется, устанавливают стержень и накрывают её верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнюю полуформу устанавливают груз для предотвращения ухода жидкого металла через разъём формы во время заливки. Производится заливка металла в форму до тех пор, пока он, поднимаясь снизу, не заполнит до верха выпоры.
Содержание отчёта
1. Цель работы.
2. Эскиз детали.
3. Эскиз отливки.
4. Эскиз модели.
5. Эскиз стержневого ящика.
6. Эскиз собранной литейной формы.
7. Описание последовательности изготовления литейной формы.
5 Контрольные вопросы для самопроверки
1. В чём состоит сущность литейного производства?
2. Что такое модель и из каких материалов она изготавливается?
3. Чем модель отличается от отливки?
4. Какую часть детали отражает модель и стержень?
5. Как изготавливаются отверстия в отливах?
6. Из каких материалов изготавливаются формовочные и стержневые смеси и какие требования предъявляются к ним?
7. Для чего назначаются формовочные уклоны?
8. В чём заключается назначение стержневых знаков?
9. Для чего предназначается литниковая система и из каких элементов она состоит?
10. Что такое усадка металла и как она учитывается при изготовлении литейной формы?
11. Что такое литейная форма и какие элементы образуют её?
12. В какой последовательности осуществляется разработка эскиза отливки?
Какова последовательность изготовления литейной формы?
6 Варианты задания
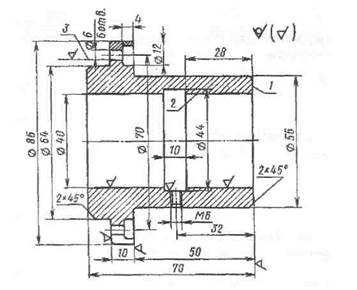
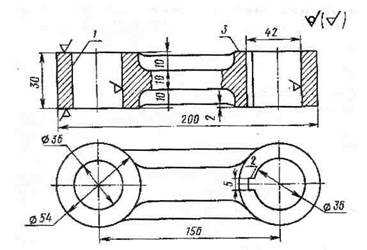
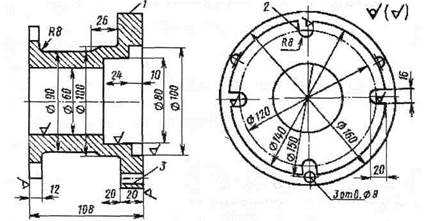
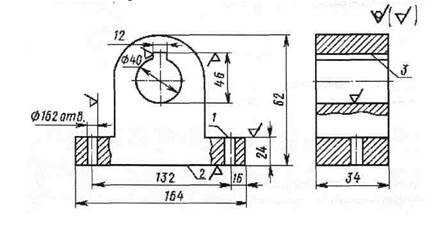
Вариант 1. Серьга Сталь ЗОЛ
 |
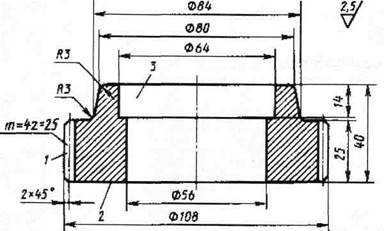
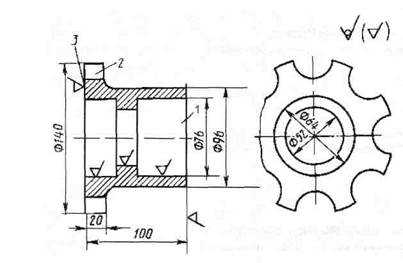
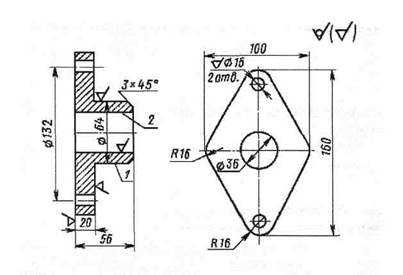
Вариант 2. Фланец Чугун СЧ 10
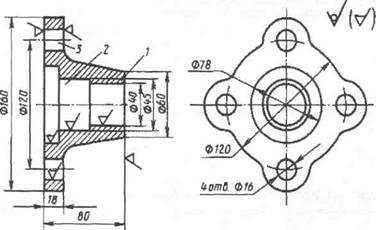
Вариант 3. Ступица Сталь 40Х
 |
Вариант 4. Шестерня Сталь 40
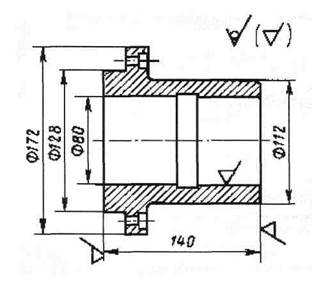
Вариант 5. Втулка Сталь 25Л
 |
 |
Вариант 6. Крышка Чугун СЧ 20
Вариант 7. Шестерня Сталь
Вариант 8. Колесо Сталь 50 Серьга Чугун КЧ 36-6
 |
 |
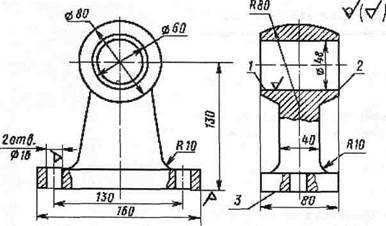
Вариант 9. Серьга Чугун КЧ 36-6
Вариант 10. Корпус Сталь 40Л
Вариант 11. Переходник Чугун СЧ 10 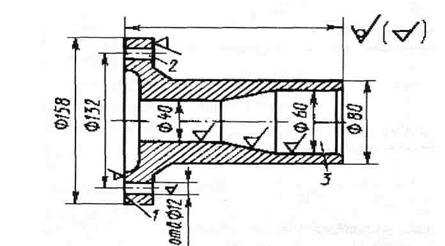
 |
Вариант 12. Втулка Сталь 30
Вариант 13. Стакан Сталь 40ХН
 |
Вариант 14. Опора. Чугун СЧ 25
Вариант 15. Корпус Чугун СЧ 20
Вариант 16. Фланец Сталь 30Л
 |
Вариант 17. Штуцер Сталь 20
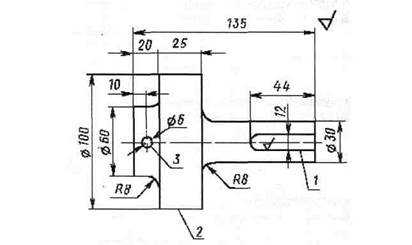
Вариант 18. Вал промежуточный Сталь 45
ЛАБОРАТОРНАЯ РАБОТА № 2
Рекомендуемые страницы:
lektsia.com
2.2 Чертёж отливки
Разработка технологического процесса литья в песчаные формы начинается с разработки чертежа отливки. Исходным документом для разработки чертежа отливки является чертёж детали. Чертёж отливки будет отличаться от чертежа детали следующими параметрами:
1. Припуск на механическую обработку – это дополнительный слой металла (на сторону), который будет удалён в процессе последующей механической обработки отливки, с целью обеспечения необходимой точности и чистоты (шероховатости) поверхности. Величина припуска на механическую обработку регламентируется ГОСТами и зависит от материала отливки, от её размеров и от расположения отливки в форме. Чем больше усадка и размеры изделия, тем больше припуск. Так как качество отливки в нижней части формы выше, чем в верхней, где скапливаются многие литейные дефекты (шлаковые включения, газовые пузыри и т. д.), то припуск для верхней части отливки будет больше, чем для нижней и боковых частей.
2. Технологический припуск – служит для упрощения и облегчения процесса изготовления отливки. Они показаны на рисунке 21 и к ним относятся:
а) литейные уклоны – все наружные вертикальные поверхности отливки изготавливаются с уклоном в несколько градусов (в зависимости от высоты модели и в соответствии с ГОСТами) для удобства извлечения модели из формы без её разрушения. Уклоны выполняются в направлении извлечения модели из формы.
б) напуски – служат для упрощения изготовления отливки. Небольшие отверстия в отливке можно не делать, так как их целесообразнее просверлить в процессе механической обработки. Так же поступают с различными мелкими канавками, уступами, выточками и т.п.
в) приливы – предусматривают для удобства крепления отливки в приспособления при механической обработке, для захвата изделия при транспортировке. Их удаляют при механической обработке.
г) рёбра – предусматривают для предохранения отливки от коробления при затвердевании, охлаждении и термической обработке.
д) стяжки – имеют такое же назначение, что и рёбра, но они удаляются при последующей механической обработке.
е) галтели – закругления внутреннего угла отливки для получения плавного перехода в сопрягаемых стенках. Галтели препятствуют осыпанию формовочной смеси в углах модели при её извлечении из формы и позволяют избежать концентрации напряжений в углах отливки при её затвердевании и охлаждении.
а – литейные уклоны; б (1) – напуски; в (2), д (4) – приливы для удобства закрепления при механической обработке и транспортировке; г (3) – рёбра жёсткости; е – галтели
Рисунок 21 – Обозначения на чертеже отливки
Чертёж отливки должен содержать технологические указания по изготовлению отливки:
а) линия разъёма модели с указанием верха и низа по расположению её в форме;
б) линия разъёма стержня;
в) место подвода питателя в форме;
г) расположение базовой поверхности, от которой осуществляется разметка;
д) расположение и конструкция прибыли;
д) точность и шероховатость поверхности отливки в соответствие с техническими условиями;
Линию разъёма устанавливают исходя из следующего:
а) обрабатываемые поверхности отливки должны находиться внизу для получения более чистой и плотной поверхности;
б) более высокую часть модели следует устанавливать в нижней полуформе;
в) обеспечение более лёгкого извлечения модели из формы;
г) стержни должны находиться в плоскости разъёма модели или перпендикулярно плоскости разъёма формы;
д) обеспечение точности размеров отливки;
е) недопустимость криволинейного разъёма;
ж) базовые поверхности, необходимые для разметки, не должны пересекаться линией разъёма.
Так как отливки, изготовляемые в одной полуформе, имеют бóльшую точность, по возможности следует проектировать неразъёмные модели.
На чертеже отливки указываются опознавательные данные – марка сплава, масса отливки, место клеймения и т. д., а также специальные данные – технические условия на приёмку, твёрдость, указания об испытаниях и т д.
Чертёж отливки содержит контуры и размеры чертежа детали, поверх которых выполняется чертёж отливки. На чертеже отливки вычерчивают в тонких линиях и штрихуют все элементы (отверстия, впадины, уступы, выточки) не выполняемые при литье. Все размеры чертежа отливки увеличивают на величину линейной усадки. Вместе с разработкой чертежа модели и её изготовлением, осуществляется разработка чертежей и изготовление модельного комплекта.
studfiles.net