Что такое болт — все об этом крепежном изделии
Болт в деталях
Есть конкретная терминология, без которой будет трудно разобраться при обсуждении болтов. Поэтому необходимо познакомиться с такими определениями, как резьба, шаг резьбы и т.д.
Резьба – спираль, нарезанная на поверхность стержневой части болта по винтовой линии с постоянным шагом. Существует большое множество типов нарезки резьбы, методов и ГОСТов. Самая популярная резьба, которая имеет широкое распространение и применение — это метрическая резьба.
Шаг резьбы – это высота, измеренная от одного витка в резьбе до другого. В резьбе шаг резьбы постоянный, соблюдается по ГОСТам, измеряется в миллиметрах.
Виток резьбы – один оборот резьбы.
Длина свинчивания – это длина всей резьбы на поверхности стержневой части болта.
Применение болта
Болты классифицируются по назначению, они бывают: лемешные, машиностроительные, дорожные и мебельные. В зависимости от места применения различается тип болта и класс его прочности. К примеру, нельзя для узла в силовом агрегате машины вкрутить болт для мебели, если он еще и обладает меньшей прочностью. А как правило, мебельные болты сделаны из менее прочного металла, который не приспособлен работать в экстремальных условиях.

Это значит, что необходимо четко разделять типы болтов и области их применения. Кроме четырех перечисленных типов, существует еще одна классификация по применению.
Классификация болтов в зависимости от области применения
- Черные болты. Изготавливаются методом штамповки. Обычно материалом для штамповки является высокоуглеродистая сталь. Эти болты применяются для соединения в неответственных деталях машины. Данный класс предназначен для грубой сборки, только в тех узлах, где не будет большой нагрузки, долгих монотонных колебаний. Механическая обработка при производстве черновых болтов осуществляется только при нарезке резьбы.
- Получистые болты. Здесь сначала происходит штамповка, а затем механическая обработка поверхностей. При этом обрабатывается не весь болт, головка болта не подвергается обработке, однако на внешний вид и на механические свойства это влиять не должно. Головка должна точно соответствовать требованиям ГОСТ. Материал для получистых болтов – среднеуглеродистая сталь. Применяется такой болт в большинстве соединений, способен выдерживать продолжительные монотонные колебания, неслабые нагрузки.
- Чистые болты. Материалом для изготовки могут являться легированные стали, сплавы цветных металлов и низкоуглеродистая сталь. Обработка чистого болта производится в полной мере, а это значит, что механическую обработку проходят все части болта. Благодаря применению высококачественных прочных металлов и сплавов, болт можно применять в важных узлах. А благодаря полной обработке, их можно применять в открытых местах, где важен внешний вид.
К перечисленному стоит добавить некоторые пояснения. Одно из свойств, по которому идет классификация качества металла, это количество содержания углерода в стали. Соответственно, чем меньше углерода в стали, тем качественнее получается сама сталь. В сталях с низким содержанием углерода значительно повышается уровень износостойкости и прочности.
На заметку. Для повышения качества стали, для улучшения конструкционной прочности производится легирование. Этот процесс подразумевает собой ввод в состав стали легирующие элементы, которыми могут являться: вольфрам, ванадий, титан, хром, марганец, никель и другие металлы и неметаллы.
Классификация по прочности
У шпилек, болтов и винтов есть подразделение на 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Первое число до точки определяет номинальное временное сопротивление, измеряется оно в , для нахождения умножается на 100. Второе число, после точки, это отношение предела текучести к временному сопротивлению в процентах, измеряется также в , для нахождения умножается на 10. Соответственно, чем выше показатели, тем прочнее будет деталь. В России, согласно ГОСТ, принято считать высокопрочными болты те, что находятся в диапазоне прочности от 6.8 до12.9.
Формы болтов

Благодаря широкому диапазону выбора форм, можно делать различной сложности конструкции, осуществлять различные проекты. В зависимости от ситуации и типа соединения может потребоваться совершенно нестандартный болт. Однако найти подходящий тип не составит труда, достаточно для начала определиться с основным, формой. По форме различают:
- Болты с потайной головкой
- Болты с шестигранной головкой
- Рым-болты
- Анкерные болты
- Болты с фланцем
- Болты с полукруглой головкой
- Откидные болты
В данной статье подробно будет рассмотрен последний вариант в списке форм болтов.

Болт откидной
Отличается он своим предназначением и конструкцией. Как и во всех болтах здесь металлический стержень, на котором нанесена резьба, но в отличии от всем известного болта с шестигранной головкой, здесь, вместо головки, кольцо. Отверстие внутри кольца позволяет использовать в креплении карабины.

Головка откидного болта бывает не только в форме кольца, а еще и в форме полусферы и вилки. Конструкция болта с вилкой разработана специально для шарнирных соединений. Головка в форме полусферы позволяет сделать довольно плотное прижатие при соединении с гибкими и упругими поверхностями. Основная область применения откидных болтов – такелажные работы.
В основном, материалом для штамповки данного типа болта является сталь с высоким или средним содержанием углерода, а также легированные стали, значительно реже низкоуглеродистые стали.

Отдельным преимуществом откидных болтов является прочность и быстрота построения соединения. Например, откидные болты применяется в узлах соединения мебели, еще в полевых условиях, когда нужно быстро зафиксировать станок или устройство к платформе.
ogodom.ru
Часть — болт — Большая Энциклопедия Нефти и Газа, статья, страница 1
Часть — болт
Cтраница 1
Часть болтов ввертывают обратно в специальные отверстия, находящиеся на ободе щита, после чего равномерным поворотом болтов отжимают щит и стаскивают его с центрирующей заточки статора. [1]
Эта часть болта доступна для осмотра и возможен ее ремонт. [3]
Эта часть болта и переходы тщательно полируются. Типичные конструкции болтов показаны на фиг. [4]
Длина части болта
Выступающая из тайки часть болта не должна превышать двух-трех ниток резьбы. [6]
При определении диаметра ненарезаннои части болта также целесообразно исходить из аналогичных величин а № полученных на гладких образцах. [7]
Длина выступающей из гайки части болта ( шпильки) должна быть в пределах одного — трех витков резьбы. [8]
В этом желобе остается та часть болтов, которая в паз желоба попадает своим стержнем. Болты в желобе под действием собственного веса постепенно опускаются вниз к поступательному питателю. Перед выходом из бункера неправильно расположенные болты отбрасываются назад звездочкой отражателем и в желобе остаются только болты, строго расположенные в ряд и упирающиеся друг в друга головками. [9]
С другой стороны, признаются годными части болтов, имеющие действительные размеры, выходящие за границу поля допуска. Выход деталей за границы поля допуска отражается на характере свинчивания деталей между собой. [10]
У клинощелевых штанг функции муфты выполняет разрезная часть болта, поэтому эту штангу можем рассматривать как конструкцию, при которой муфта непосредственно соединена с болтом. [11]
Проводят последовательно контроль галтельной и резьбовой частей болта путем перемещения преобразователя вкруговую по торцевой поверхности болта. [13]
При дальнейшем движении пуансона вниз начинается осадка
Страницы: 1 2 3 4 5
www.ngpedia.ru
Болт
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
|

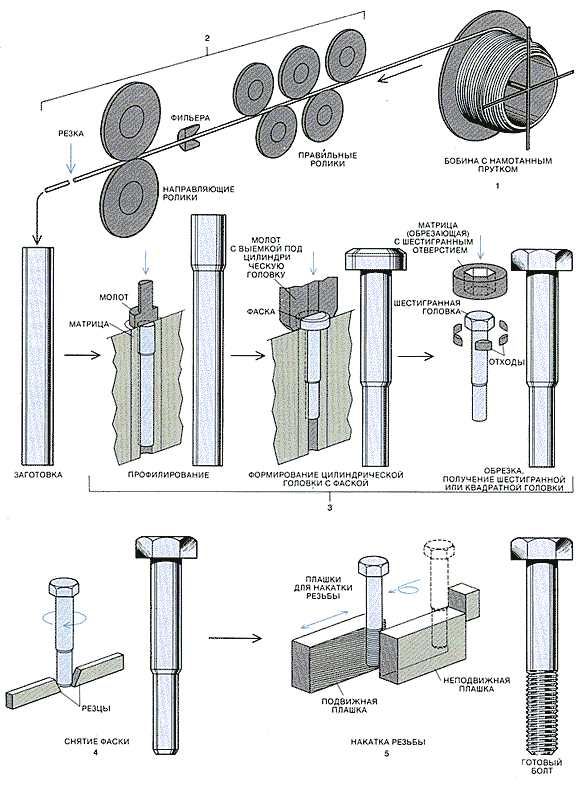
Более производительным способом образования резьбы является накатывание резьбы или получение резьбы одновременно при штамповке детали методом холодной высадки. Оба эти процесса протекают без стружкообразования, так как основаны на пластических деформациях металла при давлении.
По форме профиля резьбы различают:
треугольную резьбу
трапецевидную резьбу
прямоугольную (ленточную) резьбу
полукруглую резьбу
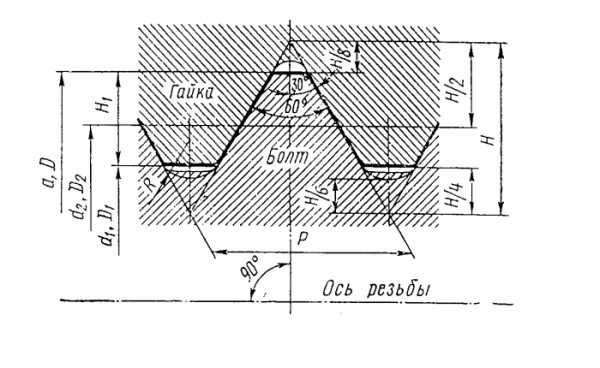
Шагом резьбы называется высота подъема винтовой линии в миллиметрах за один оборот витка. В машиностроении для крепежных деталей применяется преимущественно правая метрическая треугольная резьба с углом профиля в 60° и значительно реже резьбы других систем, как, например, дюймовая и трубная резьбы с углом профиля в 55°.
Для болтов и гаек используется основная крепежная метрическая резьба по ГОСТ 6857 — 81. В таблице приведены часто применяемые размеры резьб по диаметру и шагу. В этой же таблице даны размеры шестигранных головок под ключ:
Наружный диаметр резьбы, мм | Шаг резьбы, мм | Размер головки под ключ, мм | Наружный диаметр резьбы, мм | Шаг резьбы, мм | Размер головки под ключ, мм |
М6 | 1,0 | 11 | М24 | 3,0 | 36 |
М8 | 1,25 | 14 | М27 | 3,0 | 41 |
М10 | 1,5 | 17 | М30 | 3,5 | 46 |
М12 | 1,75 | 22 | М36 | 4,0 | 55 |
М14 | 2,0 | 22 | М42 | 4,5 | 65 |
М16 | 2,0 | 27 | М48 | 5,0 | 75 |
М18 | 2,5 | 32 | — | — | — |
М20 | 2,5 | 32 | — | — | — |
М22 | 2,5 | 36 | — | — | — |
Мелкие метрические резьбы применяются в соединениях в особых случаях, когда требуется плотносгь в нарезке. Болты, винты, гайки и шпильки делаются чаще всего из обычной углеродистой стали. Из легированных сталей и цветных сплавов крепежные детали изготовляются в особых случаях, когда это вызывается условиями эксплуатации машин.
Длина нарезанной части болта делается обычно равной 2d, где d — наружный диаметр резьбы в миллиметрах. В резьбовом соединении при навернутой гайке длина выступающей из гайки нарезки не должна превышать — 0,25 d. Полной длиной болта считается расстояние от конца нарезки до опорного торца головки.
Конструкции болтов отличаются большим разнообразием и видоизменяются в зависимости от назначения и особенностей соединения. В разъемных соединениях вместо болтов часто применяются винты, шпильки и другие подобные им детали.
Винт — цилиндрический (реже конический) стержень, снабженный, так же как и болт, треугольной нарезкой. Он используется и разъемных легких соединениях различных деталей из металла, дерева и других материалов. По роду выполняемой работы не существует большой разницы между винтом и болтом. Отличие в какой-то степени создает лишь форма головок.
В зависимости от назначения болты делятся на чистые, получистые и черные.
Чистые болты изготовляются из мерного проката углеродистых и легированных сталей, а также из проката цветных сплавов. Обработка их производится кругом, включая и поверхности головок. Этот тип болтов применяется при сборке точных и ответственных узлов машин, а также для улучшения внешнего вида машины.
Получистые болты чаще всего изготовляются из среднеуглеродистых сталей методом штамповки с последующей механической обработкой всех поверхностей, кроме головок. Подразделяются лишь торцы головки. Необработанные грани головки должны иметь правильную форму и не ухудшать внешнего вида машины.
Черные болты полностью изготовляют штамповкой. Механическая обработка производится только для нарезания резьбы. Эти болты применяются для грубых сборок в неответственных узлах машины. Все крепежные детали изготовляются строго по соответствующим ГОСТ с обязательным сохранением нормального размера резьб, длин и других параметров. Это необходимо для того, чтобы к болтам-винтам определенного размера могла подходить любая гайка того же размера, т.е. обеспечивалась бы их взаимозаменяемость (свинчиваемость).
Кроме нормальных болтов, в машиностроении широко применяются различные виды специальных болтов, к числу которых относятся:
фундаментные болты
распорные болты
Фундаментные болты предназначены для закрепления станин на фундаменте. По конструкции и назначению они делятся на короткие закладные и длинные — фундаментные.
Короткие болты имеют обычно небольшую длину: от 100 до 400 мм и предназначены для закрепления сравнительно легких машин, работающих со спокойной нагрузкой, без толчков и сотрясений. Закрепление этими болтами выполняется следующим образом: заранее приготовленные гнезда в кладке фундамента спускается один конец. Второй конец должен быть связан с устанавливаемой длинной. После того как машина установлена и выверена на фундаменте, производится заливка нижней части болтов жидким раствором. Для закрепления тяжелых машин, работающих с толчками и ударами, применяются длинные фундаментные болты, длиной — 500-250 мм. Для прочности и надежности положения болтов в гнездах фундамента их делают с заершенными концами, завитыми в виде винта, с загнутым концом на крючок и вставленным поперечным стержнем. После общей подливки и затвердения фундамента выполняется окончательная затяжка гаек на всех болтах.
Анкерный болт — одна из разновидностей фундаментных болтов, представляет собой длинный черный болт, шестигранная головка которого размещается либо в соответствующем гнезде, либо просто опирается на чугунную анкерную плиту. Анкерные плиты применяются главным образом для того, чтобы передать давление головки болта на большую площадь фундамента и тем самым достичь надежного и прочного крепления; форма и размеры плит и болтов подбираются по расчету, в зависимости от требуемого усилия закрепления (при этом заливки жидким бетоном не требуется).
Рым-болт имеет форму головки в виде кольца. Основное назначение этой детали сводится к захвату и удержанию деталей и узлов при транспортировке. По соображениям сокращения достаточной прочности нарезаемая часть болта делается по длине более двух диаметров резьбы. Фасонная головка формы кольца изготовляется в специальных штампах за одно целое со стержнем. В зависимости от веса транспортируемого или подымаемого изделия подбираются и размеры резьбы рым-болтов. По ГОСТ 4751 — 71 (DIN 580) они изготовляются с диаметрами резьбы от М8 до Ml00.
Конусные (призонные) болты делаются без головки. Конусная поверхность стержня точно пригоняется по отверстию. В сопряжении соединяемых деталей должно быть обеспечено плотное соприкосновение по всей конусной поверхности. Для обеспечения большей надежности неподвижного соединения с одного конца болта предусмотрена резьба, на которую навинчивается до отказа гайка.
Для осуществления неподвижного соединения плоских сопрягаемых деталей применяют специальные винты — гужоны. Так же, как и болты, эти детали изготовляются из среднеуглеродистых марок стали, при этом стержень гужона протягивается по отверстию одной сбалчиваемой детали. Сборка с минимальным зазором осуществляется при помощи завертывания гужона на резьбе в тело другой соединяющей детали. У завернутого до отказа гужона выступающий квадрат срубается, и соединение становится неразборным.
Распорные болты со втулками применяются в тех случаях, когда требуется выдержать заданное расстояние между соединяемыми деталями. Болт пропускается через отверстия соединяемых деталей и отверстие распорной втулки (трубы). Торцы втулки не допускают сближения деталей. Навинчиванием и затягиванием гайки на резьбовую часть болта обеспечивается надежность соединения с заданным расстоянием между деталями.
themechanic.ru
Соединение Болт ГОСТ 7798-70, Гайка ГОСТ 5915-70 и Шайба ГОСТ 11371-78d — номинальный диаметр резьбыd1=0,85d — внутренний диаметр резьбы l0=2d+b — длина резьбы l — длина болта H=0,8d — высота гайки B1, B2 — толщины соединяемых деталей с=0,15d — фаска для захода резьбы Dш=2,2d — диаметр шайбы Размер шайбы соответствует ГОСТ 11371-78 d1=d-2мм — внутренний диаметр резьбы, если d<14мм d2=d+2мм — диаметр отверстия для болта, если d<20мм R≈16,5d, r≈4,4d — дуги условно заменяющие гиперболы пересечения фаски и граней шестигранной призмы l=B1+B2+b+H+K — м.б. выбрана по таблице, как ближайшее большее значение суммы толщин соединяемых деталей, шайбы, гайки и двух шагов резьбы | |
 | Болтовое соединение, вид сбокуS≈1,75d — размер под ключe≈0,25…0,5b — фаска на шайбе R1≈12,5d — дуга условно заменяющая гиперболу пересечения фаски и грани шестигранной призмы |
 | Шпилечное соединение с пружинной шайбой.l — номинальная длина шпилькиl0 — длина резьбы гаечного конца B — толщина присоединяемой детали Длина l1 ввинчиваемого конца зависит от материала детали с резьбовым отверстием: l2 — глубина нарезки резьбы (полный профиль) Пружинная шайба ГОСТ 6402-70 |
| Резьбовое соединение Винт с цилиндрической головкой ГОСТ 1491-80 | |
| Резьбовое соединение деталей Винт с потайной головкой ГОСТ 17475-80 | |
| Резьбовое соединение деталей Винт с полупотайной головкой ГОСТ 17474-80 | |
| Соединение крепёжным винтом с полукруглой головкой ГОСТ 17473-80 | |
 | Резьбовое отверстие и гнездо под шпилькуh — глубина ввинчивания, для шпилек соответствует длине ввинчиваемого конца, для винтов рассчитывается как разность длины винта и толщины присоединяемой деталиРазмеры связанные с шагом резьбы p: |
xn--d1aqfdigh.xn--p1ai
Резьбовая часть — болт — Большая Энциклопедия Нефти и Газа, статья, страница 1
Резьбовая часть — болт
Cтраница 1
Резьбовая часть болта проверяется по усилию затяжки Рзат. [1]
Если резьбовая часть болта или часть шпильки выступает над плоскостью детали, то на выступающую часть навертывают гайку и контргайку и вращают гайку. [3]
Длину резьбовой части болта lt ( см. рис. 81) следует брать от середины высоты гайки, так как почти вся нагрузка приходится на витки этой ее части. [4]
Для резьбовой части болтов из углеродистых сталей ( сталь 35 — 45), а также для болтов из легированных сталей диаметром от 10 до 30 мм значения а0 приведены на стр. [5]
В резьбовой части болта действует переменное напряжение ( см. разд. [7]
Дополнительные изгибные напряжения в резьбовой части болтов и шпилек можно уменьшить введением центрирующих поясков и упорных буртиков. [9]
Точность основных размеров и формы резьбовой части болтов и шпилек также зависит от условий формирования резьбы, При формировании резьбы без упора отклонение от номинальных значений основных диаметров резьбы зависит не только от средних значений диаметра заготовки и механических характеристик, но и ( в значительной мере) от параметров режима накатывания. По характеру эти кривые аналогичны кривым на рис. 7.5. Поля, характеризующие разброс размеров, заштрихованы, Значения отношения d2 / da 1 получены при накатывании в заполненном контуре. Аналогичный характер имеют зависимости отношения d2 / d2 от частоты вращения ( окружной скорости) инструментов, скорости радиальной подачи и силы, накатывания. [10]
Пластилин также надежно защитит головки и резьбовые части болтов и гаек под днищем автомобиля. Необходимо только перед его нанесением хорошо зачистить и насухо вытереть металл. [11]
Возникающая разность тепловых деформаций вызывает в резьбовой части болтов перенапряжение материала. С целью предотвращения этого явления насосы снабжают изолирующим кожухом, захватывающим стяжные болты, а промежуток между внутренней поверхностью кожуха и корпусом набивают теплоизоляционным материалом. [13]
Это соответствует браковочному уровню чувствительности при контроле резьбовой части болта. Эта чувствительность соответствует поисковому уровню. При этой настройке проверяют резьбовую часть всех контролируемых болтов. Обычно можно наблюдать на линии развертки несколько последовательных эхосигналов от искусственного дефекта. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Классификация и особенности применения болтов винтов и шпилек / ЦКИ
Основные типы болтов
В соответствии с ГОСТ 27017-86 «Изделия крепежные. Термины и определения» болтом называется крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Отметим, что похожее определение в стандарте получает и винт: крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.
Полной ясности в вопросе, чем отличается болт от винта, нет до сих пор. Например, иногда признаком болта считают неполную резьбу, хотя существуют болты и с полной резьбой. Если резьба выполнена не по всей длине болта, то диаметр гладкой части стержня примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Но бывают и исключения.
Иногда говорят, что болт должен обязательно иметь шестигранную головку. Но, в то же время, болтами называют изделия с полукруглой и потайной головкой. Рассмотрим наиболее популярные варианты болтов, имеющиеся в ассортименте ЦКИ.


Шестигранная головка производится в нескольких модификациях: основная, с опорным выступом, с буртом, с фланцем.
Болты с шестигранной головкой и основной резьбой разделяют на болты с полной (DIN 933) и неполной резьбой (DIN 931) и мелким и сверхмелким шагом резьбы (DIN 960 и DIN 961).
Отдельно могут быть выделены болты с шестигранной головкой с увеличенным размером под ключ для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций DIN 6914.
Болты с уменьшенным размером под ключ отличаются разнообразием исполнений.
Наряду с шестигранными головками болты могут иметь полукруглую головку:
низкую с квадратным подголовком (DIN 603) с усом (DIN 607)
И потайную головку:


с усом (DIN 604) с высоким и низким квадратным подголовком (DIN 608)
К таким болтам устойчиво применяется определение «мебельный». Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.
Примерами болтов называемых по назначению являются «откидной» и «приварной».
У откидного болта DIN 444 вместо привычной головки расположена втулка со сквозным отверстием – её еще называют кольцом. Как правило, втулка сидит на оси и болт вращается вокруг нее. Толщина кольца и длина резьбы в конструкции могут варьироваться.

Приварной болт вообще мало похож на болт. На месте головы у него расположен маленький цилиндрический выступ. Часто это изделие называют ещё шпилька приварная.

Именно он обеспечивает стыковую сварку болта и основания. Вместо цилиндра с резьбой привариваться могут и другие внешние элементы.
Под формальное наименование «болт» попадают также болты анкерные и призонные.
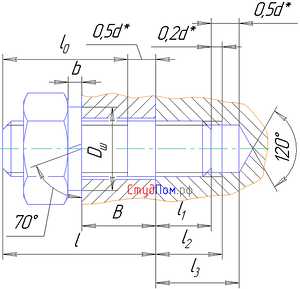
Анкерные болты предназначены для замуровывания в бетон. Их стержень имеет резьбу на одном конце – том, который выходит наружу. Форма другого конца может быть разной.
Его задача – обеспечить максимальное сопротивление вырыву анкера из основания. Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Призонный болт – это болт, диаметр гладкой части стержня которого обеспечивает его установку по посадке без зазора в точно обработанное отверстие. Для этого резьбовая часть исполняется заведомо меньшего диаметра.

«Призонный» болт DIN 609 — это искаженное «прецизионный», то есть высокой точности. Также в качестве призонных применяются «Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. ГОСТ 7817-80».
Технология производства болтов
Наиболее распространенная технология производства болтов представлена на рисунке ниже.
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.














Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
Привод крутящего момента осуществляется следующими элементами:

В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.
Мебельные винты представлены двумя изделиями:

Группа винтов имеет головки в форме крючков и петель разного вида:


Винт-барашек DIN 316 представлен двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.
Классический винт-барашек «Американская» форма винта-барашка
Резьбонарезающий винт DIN 7516 имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.

Что касается головок, то их используется довольно много:
- АЕ – цилиндрическая головка со сферой и крестообразным шлицем;
- DЕ – потайная головка с крестообразным шлицем;
- ЕЕ – полупотайная головка с крестообразным шлицем;
- А – шестигранная головка;
- ВЕ – цилиндрическая головка с прямым шлицем;
- FЕ – потайная головка с прямым шлицем;
- GЕ – полупотайная головка с прямым шлицем.
Еще один винт, самостоятельно образующий резьбу – DIN 7500 выдавливает ее в первоначально нанесенном гладком отверстии. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом. Его конец имеет форму трехгранного стержня с заходной частью и плавным сбегом резьбы.
Виды шпилек
Шпильки – еще одно крепёжное изделие из стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. В отличие от болта или винта шпилька не имеет головки, но зато имеет два резьбовых конца, или даже сплошную резьбу по всей длине стержня.
Шпильки широко используются при глухих посадках. Естественно, что при этом длина ввинчиваемого конца строго регламентируется. В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
Кроме того изготавливаются шпильки с равными длинами резьбы на концах, а также со сплошной резьбой.


Шпильки по DIN 975 и DIN 976 – это наиболее распространенные варианты. По сути это просто длинные шпильки со сплошной резьбой: их длина обычно составляет 1 или 2 м (но бывают и 3 и 4 метра). Основное отличие в том, что DIN 976 может быть разной длины, а DIN 975 только 1 или 2 м. Подробнее о шпильках и их особенностях можно ознакомиться у нас в блоге. Отметим, что для удобства работы штанги в зависимости от материала и класса прочности маркируются окрашиванием торцов. Ниже приводится таблица применяемых цветов.
| Класс прочности | Цвет |
| 4.8 | без цвета |
| 5.6 | коричневый |
| 5.8 | синий |
| 8.8 | жёлтый |
| 10.9 | белый |
| 12.9 | чёрный |
| А2-70 | зелёный |
| А4-70 | красный |
www.cki-com.ru
Крепежные детали на чертеже
Наиболее распространенными крепежными деталями являются шпильки, болты, винты и гайки.
Шпильки чистые.
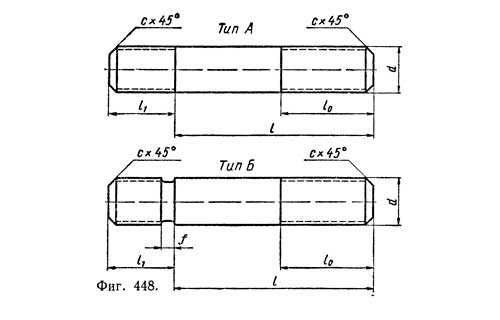
Шпилька представляет собой цилиндрический стержень, на одном конце которого имеется резьба для ввинчивания шпильки в тело детали, а на другом — резьба для навинчивания гайки. Чистые шпильки изготовляют из чистотянутого калиброванного металла с метрическими резьбами. Шпильки с дюймовой резьбой могут применяться лишь в качестве запасных деталей и не должны применяться при проектировании новых изделий. По виду шпильки разделяются на два типа: без проточки, условно обозначаемые буквой А, и с проточкой, обозначаемые буквой Б.
В зависимости от глубины завинчивания шпильки в тело детали различают: шпильки типа I с глубиной завинчивания, равной 1,35 диаметра, и шпильки типа II с глубиной завинчивания, равной 1 диаметру.
В зависимости от длины нарезанной части под гайку шпильки условно обозначают: под обыкновенную гайку буквой О, под корончатую или обыкновенную с прошплинтовкой — К. Чистые шпильки изготовляются из автоматной стали по ГОСТ 1414-54, а также из стали по ГОСТам: 1050-60, 4543-61 и 535-58. В таблице № 12 и таблице № 13 и на (фиг. 448) приведены основные размеры шпилек.
Примеры условных обозначений: Шпилька М10 X 60А10 ОСТ 20001-38 — шпилька с основной метрической резьбой диаметром 10 мм, длиной t = 60 мм, без проточки, с глубиной завинчивания 1,35 d под гайку обыкновенную. Шпилька 3/8» X 60Б11К ОСТ 20001-38 — шпилька с дюймовой резьбой диаметром 3/8«, длиной t — 60 мм, с проточкой и глубиной завинчивания 1b под гайку корончатую.
Болты.
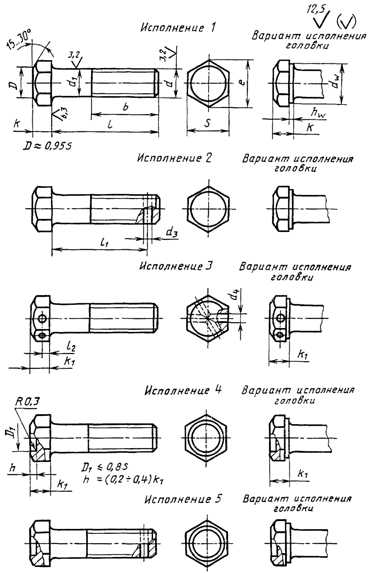
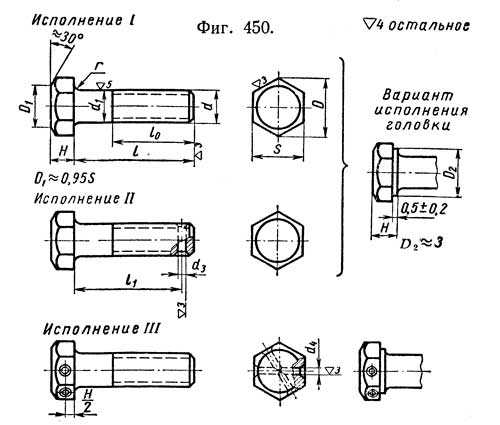
Болт представляет собой цилиндрический стержень, на одном конце которого имеется головка, а на другом — резьба, выполненная способом накатки или нарезки. Головка болта может быть шестигранная (449, а), сферическая (449, б) или коническая (449, в).

Шестигранная головка (наиболее распространенная) представляет собой шестигранную правильную призму с одной фаской, снятой обтачиванием головки по конической поверхности под углом 30° к плоскости головки с целью предохранить углы от повреждений. По степени точности изготовления болты разделяются на болты нормальной точности и повышенной точности. В таблице 14 и на (фиг. 450) приведены основные размеры болтов с шестигранной головкой повышенной точности.
Примеры условных обозначений: Болт М10 X 50 ГОСТ 7805-62 — болт с метрической резьбой с крупным шагом диаметром 10 мм, длиной 50 мм, 3-го класса точности (исполнение I (3-й класс точности и исполнение I в условном обозначении не указываются.)). Болт II М12 X 1,25 X 75 кл. 2 ГОСТ 7805-62 — болт с метрической резьбой с мелким шагом (1,25 мм) диаметром 12 мм, длиной 75 мм, 2-го класса точности (исполнение II).
Винты.
Винт представляет собой стержень с головкой и резьбой. Винты применяются для соединения деталей. Винты, изготовляемые резанием, называются точеными, а штамповкой и с накатанной резьбой, называются накатанными. Форма головки винта зависит от его назначения. Различают винты с головкой под отвертку (451, а) и под ключ (451, б).

В таблице 15 приведено несколько видов винтов с указанием основных размеров.

Примеры условного обозначения: Винт М12 X 30 кл. 2 ГОСТ 1491-62; Винт М12 X 28 ГОСТ 1476-58; Винт М8 X 30 ГОСТ 1482-58.
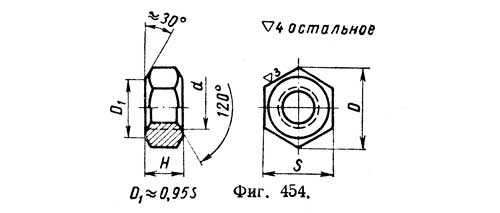
Гайки.
Гайки представляют собой правильные шестиугольные призмы с нарезанным отверстием (фиг. 452), у которых с одного или с двух оснований сняты конические фаски.
Если на шестигранной гайке прострагивается для шплинта канавка, гайка называется прорезной. Шестигранная гайка, имеющая цилиндрический выступ с канавками для шплинтов, называется корончатой. Гайки в зависимости от характера обработки поверхности бывают нормальной и повышенной точности. Кроме шестигранных, изготовляются круглые гайки с прорезями для ключа (453, а), а также фасонные гайки — барашки для завертывания без ключа (453, б).

Болты, винты и гайки изготовляются из стали следующих марок: Ст. 3, Ст. 4 и Ст. 5 — по ГОСТ 380-60; сталь 10, 15, 20, 25, 30 и 35 — по ГОСТ 1050-60; 35Х, 40Х и 45Х — по ГОСТ 4543-61; автоматная сталь А12, А20 и А30 — по ГОСТ 1414-54. В таблице 16 и на фигуре 454 даны размеры шестигранных гаек повышенной точности.
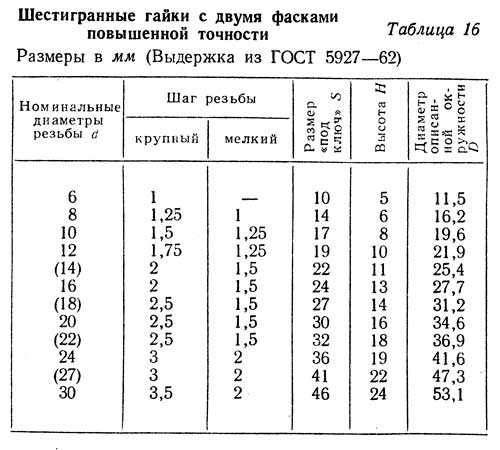
Пример условного обозначения: Гайки М16 кл. 2 ГОСТ 5927-62.
Шайбы.
Шайбы применяются для предохранения поверхности деталей от повреждения и для устранения самоотвинчивания болтов, винтов и гаек. Наиболее широко применяются шайбы чистые и черные. Чистыми шайбами называются точеные, черными — штампованные.
Шайбы изготовляются из стали следующих марок: Ст. 0, Ст. 1, Ст. 2, Ст. 3 и Ст. 4 — по ГОСТ 380-60; Сталь 08, 10, 15, 20, 25, 30, 35 и 40 — по ГОСТ 1050-60; А12 — по ГОСТ 1414-54. В тех случаях, когда выполняются чертежи чистых и черных шайб, по которым эти шайбы не будут изготовляться, можно вычерчивать их по относительным размерам в зависимости от заданного наружного диаметра резьбы d0 (фиг. 455).
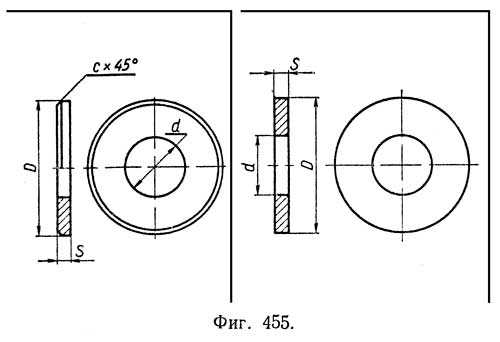
| d | D | s | c |
| d0+1÷3мм | 2,2d0 | 0,15d0 | 0,25S |
Примеры условных обозначений: Шайба 20 ГОСТ 6957-54; Шайба 20 ГОСТ 6959-54.
Шплинты разводные.
Разводным шплинтом называется двойной стержень, согнутый из куска проволоки специального сечения, служащий для удержания, например гайки от самоотвинчивания при работе машины. Шплинт вставляется в отверстие, находящееся на конце болта или шпильки, а затем концы его разводят. Шплинты разводные должны изготовляться из стальной низкоуглеродистой проволоки стандартных марок стали с содержанием углерода не свыше 0,20%. В таблице 17 и на фигуре 456 приведены размеры разводных шплинтов.

Длина шплинта выбирается в указанных пределах: до 12 мм — через 2 мм; от 15 до 50 мм — через 5 мм и от 50 до 100 мм — через 10 мм.
Пример условного обозначения шплинта с условным диаметром d = 3 мм, длиной t = 15 мм: Шплинт 3 X 15 ГОСТ 397 — 54.
Элементы крепежных деталей…..
www.viktoriastar.ru