Угол заточки зубила для цветных и черных металлов
Зубило представляет собой ударный инструмент, который используется при работе с деревом, металлом, бетоном, натуральным, искусственным камнем. С его помощью делают различные пазы, канавки, углубления сложной формы. При работе с металлом острая часть со временем тупится, из-за чего его нужно перетачивать. Провести процедуру можно только учитывая угол заточки зубила, выполняя процедуру в определенном порядке.

Приспособление для заточки угла зубила
Устройство и характеристики
Зубило является слесарным инструментом, которое применяют для рубки, создания углублений в твердых материалах. Оно представляет собой стальной стержень, одна из сторон которого тупая, другая заточенная по двум краям. По тупой стороне (обуху), мастер наносит удары молотком.
В продаже можно найти два вида зубил. Одни предназначены для проведения работ вручную, другие устанавливаются в специальное оборудование.
Материал
Особое внимание при выборе зубила обращают на материал, из которого оно изготавливается. Сплав должен быть устойчивым к ударам, не крошиться от физического воздействия. Существует два варианта изготовления рабочих частей инструмента:
- Инструментальные стали.
- Твердосплавные пластины из конструкционных сталей.
Самым распространенным материалом является углеродистая сталь. Раньше инструменты изготавливались из алюминия, однако, он мягкий, быстро деформируется от ударов.
Размеры и вес
Еще два фактора, на которые покупатель обращает внимание во время выбора — размеры, вес. Размеры:
- Возможные варианты по длине — от 10 до 20 см.
- Разделение по ширине — от 5 до 25 мм.
- Варианты длины рабочей части — 25–60 мм.
На вес влияют не только размеры, но и материал, который использовался при изготовлении инструмента. Вес легких моделей ограничивается 380 граммами, тяжелых — 750 грамм.
Виды и назначение
Ручные инструменты классифицируются по различным факторам. Заточка зубила изменяется зависимо от того, какой вид приспособления есть у мастера. К основным разновидностям относятся:
- Классические столярные металлические стержни за острой рабочей частью. Применяются для обработки незакаленных поверхностей.
- Пикообразные металлически стержни, которые используются для дробления камня, бетона. Часто являются насадкой на перфораторы, отбойные молотки.
- Крейцмейсель — канавочный вид зубила, применяемый для изготовления выемок разной формы.
- Слесарный цилиндрический стержень, заточенный с одной стороны.
- Кузнечное зубило. Наличие рукояти позволяет использовать его во время холодной или горячей рубки.
Выбираются инструменты зависимо от того, какую технологическую операцию необходимо провести.

Кузнечное зубило на наковальне
Как пользоваться зубилом?
Чтобы правильно использовать зубило по металлу при обработке заготовок из стали, необходимо учитывать следующие правила:
- Прежде чем начинать работы, проверить целостность рабочей части металлического стержня, надежность крепления рукояти.
- Надеть перчатки, защитные очки, чтобы осколки металла или камня не попали в глаза.
- Легкими ударами молотка по обуху начать обработку.
Инструмент должен быть сухим, чтобы при работе он не вылетел из руки. Опытные слесаря рекомендуют покупать металлические стержни с грибком у обуха. Это обеспечит большую надежность удержания его в руке во время ударов.
Угол заточки рабочей части зубил для стали чугуна и цветных металлов
Углы переточки инструмента напрямую зависят от используемого во время изготовления металла. К основным видам относятся:
- Для бронзы, чугуна — 70 градусов.
- Для стали — 60 градусов.
- Для латуни, меди — около 45 градусов.
Нельзя изменять заводской угол заточки инструмента. Это может привести к его браковке.
Процесс заточки стамески
Перед проведением переточки необходимо узнать насколько испорчена рабочая часть. Для этого можно провести металлом по тыльной стороне ладони. Цепляющийся материал говорит о том, что нужно принять меры.
Правильно переточить зубило можно с помощью заточного станка, абразивных брусков. Пошаговая инструкция:
- Очистить режущие части от грязи, мусора, протереть ацетоном.
- Надеть защитные очки, перчатки, робу.
- Проверить целостность абразивного круга перед запуском станка. Для удобства проведения работы желательно использовать параллельный упор, которые поможет удерживать требуемый угол.
- Включить станок на низких оборотах. Медленно передвигать режущую кромку относительно абразивного круга, удерживая требуемый угол. При переточке смачивать абразив водой, чтобы избежать перегрева.
Помимо смачивания круга, необходимо охлаждать затачиваемую часть зубила в холодной воде по 1 минуте. Перегрев может привести к потере твердости. Исправить мелкие неровности, заусенцы можно с помощью абразивных брусков. Для этого необходимо применять несколько камней разной зернистости. Последним этапом будет доводка рабочей части с помощью мелкой наждачной бумаги. Если на металлическом стержне есть большие сколы или трещины, его нужно заменить на новый.
Зубило применяется для работы с твердыми материалами. Оно должно быть в любой кузнице. Однако, со временем рабочая часть приходит в негодное состояние, требует переточки. Для этого необходимо подобрать угол заточки, провести обработку с помощью абразивного круга. Довести кромку до финишного состояния с помощью наждачной бумаги или заточных брусков.
metalloy.ru
Заточка зубил на станке вручную. Домашний мастер
Заточка зубил на станке вручную
Применяемое для рубки зубило должно быть остро заточенным; использование тупого зубила приводит к соскальзыванию его с обрубаемой поверхности, работающий с таким инструментом устает и теряет правильность удара. Заточка зубил и крейцмейселей производится на заточном станке. Зубило или крейцмейсель накладывают на передвижной подручник и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную прочность.
Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу. Зазор между подручником и заточным кругом должен быть не более 2–3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником.
Заточку лучше всего вести с охлаждением водой, в которую добавлено 5 % соды, или на мокром круге. Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно, и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона.
После заточки зубила или крейдмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинку с угловыми вырезами 70, 60, 45 и 35°.
Поделитесь на страничке Следующая глава >diy.wikireading.ru
Угол заточки рабочей части зубил для стали, чугуна и цветных металлов.
Этот инструмент представляет собой металлический стержень, один конец которого (боек) имеет форму усеченного конуса с полукруглым основанием, а второй (лезвие) – клина. Оба конца закалены и отпущены.
Зубило используют для обработки металла. Его длина составляет примерно 100–200 мм, ширина лезвия – 5–52 мм. Лезвие инструмента должно быть хорошо заточено, так как от этого зависит сила удара (чем острее лезвие, тем меньшее усилие прилагают при ударе).
Угол заточки лезвия зубила различен. Лезвием с тупым углом заточки работают с твердыми металлами. При этом следует учитывать, что сталь средней жесткости обрабатывают лезвием с углом заточки не менее 60°; чугун, бронзу, твердую сталь – 70°.
Меньшего угла заточки лезвия зубила требует работа с мягкими металлами – такими, как медь и латунь. Угол заточки лезвия при этом должен составлять примерно 45°. Цинк и алюминий обрабатывают зубилом, угол заточки лезвия которого составляет 35°.Заточку лезвия инструмента производят на точильном станке. Зернистость электрокорундных кругов при этом должна быть 40, 50 или 63.
Для контроля угла заточки зубила используют специальный шаблон, представляющий собой брусок из металла, на котором вырезаны 4 паза с углами разной величины.
Основные виды и причины дефектов при гибке.
При изучении различных приемов гибки рассматривались причины возможного появления дефектов в поковках. К основным дефектам, возникающим в процессе гибки, относятся: утяжина в месте изгиба, трещины, складки, неточности размеров и формы.
Образование у т я ж и н ы, подробно рассмотренное ранее, приводит не только к искажению формы поковки, но и к уменьшению прочности детали. Утяжину ликвидируют как предварительным набором металла в месте изгиба, так и высадкой заготовки в процессе гибки.
Появление трещин на внешней поверхности заготовки на участке гибки чаще всего возможно, если изгибают металл с низкой пластичностью, т. е. в холодном или подстывшем состоянии. Гибка, например, заготовки из дюралюминия в холодном состоянии сопровождается не только образованием трещин, но и полным разрушением металла. Высокие требования к режиму гибки предъявляются при обработке высокоуглеродистых и легированных сталей и других сплавов. Выбор рационального режима гибки заключается в правильном выборе температуры обработки, схемы гибки, оптимального минимального радиуса изгиба, последовательности переходов и др.
При гибке заготовок на большие углы необходимо, чтобы с внутренней стороны угла поковки не образовывались складки, так как они являются концентраторами напряжений и снижают прочность детали.
Дефект в виде неточности размеров появляется чаще всего при неточном определении длины (объема) исходной заготовки. Если при расчете допущена ошибка, поковка получается либо длиннее требуемой, либо короче.
Неточность формы является следствием неправильно выбранных переходов гибки, некачественной подготовки исходной заготовки, неправильного подбора необходимого инструмента или способа гибки, а также недостаточного опыта кузнеца.
Резка. Назначение и виды резки. Устройство ручных и рычажных ножниц для резки листового металла, ручной ножовки. Способы резки металла ножовкой, ножницами. Приводные ножницы; рычажные, эксцентриковые, роликовые, вибрационные, область их применения, устройство и принцип действия.
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц. Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Назначение и виды резки.
Качество металлоизделий в различных отраслях экономики (промышленном производстве, строительстве, легкой промышленности и др.) напрямую влияет на степень безопасности конечного применения изделия (строительный крепеж, перекрытие в ангаре, металлическая дверь, трубопровод). Таким образом, задача обеспечения высокого качества металлоконструкций является ключевой, одним решением которой является надежное производственное оборудование. Гильотины и другие станки для резки металла предназначены для резания или рубки листового металла, а также заготовок металлических. В настоящее время подобное оборудование используется в различных сферах промышленной деятельности предприятий. Широкое распространение станки получили благодаря своей высокой эффективности, что способствует оптимизации производственного процесса, повышает качество выпускаемой продукции и минимизирует издержки.
В соответствии с различными потребностями процессов и целей производства выделяют следующие виды оборудования, представленные в каталоге нашей компании: станки для лазерной и плазменной резки, гильотины, пресс-ножницы, координатно-просечные пресса. Современные производственные установки позволяют осуществлять резку металла с высокой точностью, необходимой для клиента.
Главной характеристикой любого оборудования для рубки металла является точность выполнения операций.
Выделяют несколько классов оборудования для резки металла:
— А – оборудование особо высокой точности;
— В – высокоточное оборудование;
— С – обычные станки для резки металла;
— П – станки для резки повышенной точности;
— Н – станки нормальной точности.
Самое элементарное оборудование для резания находит свое применение в транспортировки металла, тогда как станки для лазерной резки применяют при производстве нестандартных деталей. Гильотинное оборудование и различные пресса применяют для рубки труб различных диаметров, металлопроката, обеспечивая, тем самым, их качественную резку (отсутствие заусенцев, наплывов, смятия кромок). Таким образом, в зависимости от потребностей и задач производственного цикла существуют различные виды станков для резки металла в зависимости от назначения.
cyberpedia.su
Зубило для перфоратора по бетону и металлу, как закалить и заточить? + Видео
Зубило для перфоратора и для металла можно купить в любом специализированном магазине. Времена, когда этот инструмент надо было «вынести» с работы давно прошли. А вместе с ними тает на глазах огромный опыт по заточке и закалке металла в домашних условиях. Восстановить пробел этих знаний мы сейчас и попробуем.
Зубило для перфоратора – разнообразие форм
Зубило – это не только собирательное название автомобиля Lada Samara, но и ударно-режущий инструмент, применяемый для обработки камня или металла. С одной стороны находится режущая кромка, а с другой – бойковая часть, именуемая затыльником. Затыльник предназначен для нанесения ударов, кромка – для разрезания или раскалывания материала.
Перфораторное зубило сильно отличается от слесарного собрата как по форме, так и по содержанию. Хвостовик имеет специальную форму для посадки в патрон перфоратора. Для домашних инструментов, весом не более 5 кг, используют хвостовик формы SDS+. Средние перфораторы, 5-12 кг, зажимают зубило с хвостовиком SDS-max. Более мощные аппараты, массой свыше 12 кг, предназначенные для демонтажа асфальта и серьезных бетонных конструкций, используют шестигранное крепление HEX (на 19, 28 и 30 мм). Формы у бетонорубов самые разные и на все случаи жизни. Рассмотрим их детальнее:
- плоская форма. Внешне напоминает отвертку, кончик которой заострен. Это самая распространенная форма зубила. По сути, она является самой древней, и все остальные модели – её производные. Длина режущей кромки у таких инструментов либо меньше, либо чуть больше ширины тела инструмента, и варьируется от 10 до 40 мм, хотя встречаются экземпляры и с большей длиной кромки. Чем больше эта величина, тем меньшее усилие при долблении воздействует на материал, так как сила удара передается на большую площадь соприкосновения;
- пикообразная форма. Имеет вид конуса или остроконечной пирамиды. Используется для пробивания отверстий в кирпиче или бетоне при отсутствии коронки. После работы таким инструментом отверстие будет иметь рваные края. Если есть возможность, лучше пользоваться коронкой для высверливания;
- форма в виде лопатки. Очень похожа на плоское зубило, однако, режущая кромка более широкая и тонкая. Применяется для снятия старого слоя материала, к примеру, старой плитки или штукатурки. Для удобства лопатка имеет чуть изогнутую форму, для поддевания. Обычно такая насадка и называется «для плитки». Также встречаются насадки в форме обычной огородной лопаты;
- специальные формы. К таким относятся лопатки полукруглой формы. По аналогии с насадками в виде лопаток для снятия плитки также имеют слегка изогнутую форму. Они разработаны для пробивания в стене канала под проводку, являются аналогом штробореза. Для большего удобства такие зубила дополняют крыльями, расположенными вдоль тела инструмента. При долблении эти крылья опирают полукруглое зубило на стену, регулируя таким образом глубину борозды.
Используя в работе зубило по бетону для перфоратора, не забывайте периодически смазывать хвостовик инструмента специальной смазкой. Это продлит его срок службы. Многие не придают этому особого значения, а зря. Он испытывает не меньшие нагрузки, чем рубящая кромка, имея почти аналогичную закалку.
Рубка металла зубилом – как по маслу
Зубило по металлу (слесарное) представляет собой стержень прямоугольного сечения. Режущую кромку составляют четыре плоскости, две основные и две вспомогательные. Ударная часть обычно имеет вид усеченного конуса, это помогает обеспечивать правильное направление удара. Наиболее часто используют инструмент длиной 75-200 мм, с кромкой 20-25 мм. Для прорубания канавок в металле применяют крейцмейсель (разновидность зубила), он имеет несколько меньшую длину, 150-175 мм, и кромку 5-10 мм, однако кроме мастерской моего деда его уже нигде не найти.
Серьезные работы зубилом по стали уже и не встретишь. Черновую работу исполняют болгарки и газовые резаки, а чистовую – фрезерные станки. Рубка металла зубилом – уже классика, однако забывать её нельзя, вспомним, как происходит обработка заготовок в тисах. Будущую деталь обрубают либо по уровню, либо сверх уровня губок тисов. При рубке по уровню срез получается более гладким, а заготовка не подвергается деформации. Металл плотно зажимают в тисах так, чтобы верхнее ребро обрубаемой кромки выступало на 3-4 мм, это наиболее оптимальная величина. Если сделать ее больше, то стружка будет сниматься сложнее, если меньше, то процесс обработки займет больше времени. Выступающую часть срубают, затем деталь переставляют, выпуская сверху губок тисов снова 3-4 мм, и опять снимают стружку. Такая операция повторяется до достижения требуемого размера. Если обработку производим сверх уровня губок, то заготовку зажимают, чтобы линия обработки была параллельна губкам и на 3-4 мм выше их.
При работе режущая кромка инструмента должна располагаться под углом в 45 градусов к обрабатываемую металлу, а ударная часть приподнимается на 25-40 градусов вверх. Такое расположение помогает достичь более ровной линии сруба. При простых операциях со стальной полосой или арматурой, например, перерубание, слесарное зубило ставят перпендикулярно материалу, затем одним или несколькими ударами наполовину прорубают полосу. Точно также делают и с другой стороны заготовки, а если она круглая, то стержень проворачивают, обрабатывая пруток по окружности. Работайте с металлом только на наковальне или на толстом стальном листе.
Как закалить зубило – разложим все по полкам
Слесарное зубило изготавливается из углеродистой стали, поэтому закалять этот инструмент необходимо при температуре 750-800 градусов (цвет вишни угорки). Зубило для бетона изготавливают из легированных сталей, температура закалки у него больше. Если у вас самодельный инструмент, то калить его надо в определенном диапазоне температур, зависящем от марки стали. К примеру:
- низкоуглеродистая сталь: 730-950 градусов;
- высокоуглеродистая: 680-850 градусов;
- легированные стали: 850-1150 градусов Цельсия.
Прогрев инструмента производят равномерно, во избежание резкого перепада температур между режущей кромкой и сердцевиной зубила. При достижении необходимой температуры изделие надо продержать некоторое время в печи. Лучше 1 час равномерно прогревать инструмент и 30 минут продержать в печи, чем за 10 минут нагреть до максимально возможной температуры и сразу охладить. Охлаждать зубило можно в воде или масле. Не скупитесь на количестве охлаждающей жидкости. Половина отрезанной пластиковой бутылки нам не подойдет, а вот 2-3 литра масла в оцинкованном ведре – то, что нужно.
Для образования феритно-цементитной смеси (наиболее прочная смесь железа и углерода, с большим сопротивлением сдвигу по плоскости скольжения при воздействии внешних нагрузок) металл необходимо медленно охлаждать до температуры 650 градусов, а от 650 до 400 градусов нужно быстрое охлаждение. При соприкосновении жидкой среды с раскаленным металлом жидкость начинает парить и обволакивает инструмент, в результате металл напрямую не соприкасается с охлаждающей жидкостью. Вокруг него образуется пленка из пара, называемая паровой рубашкой. Такая внешняя среда медленно охлаждает сталь. Когда температура материала снижается, масло или вода перестают испаряться, рубашка исчезает, и мы получаем более быстрое охлаждение. Таким образом, масло и вода одинаково воздействуют на металл.
Различие лишь в том, что масло охлаждает материал более медленно. Благодаря этому уменьшается вероятность возникновения внутреннего напряжения в металле. Оно больше подходит для высокоуглеродистых и легированных сталей, а вода – для низкоуглеродистых.
Опускать инструмент надо перпендикулярно поверхности масла, ни в коем случае не боком, не под углом и не кидать в ведро. Погружаем инструмент режущей частью вниз, плавно перемещая его вверх-вниз и вправо-влево. Это предотвратит резкий перепад температур между закаляемой частью и не закаляемой, а также позволит быстрее избавиться от паровой рубахи. Кроме кромки, необходимо закалить и хвостовик. Он тоже испытывает ударные загрузки и без закалки после непродолжительной работы станет обрастать «кудряшками». Закаляем его аналогично режущей кромке. В результате получаем стержень с закаленными краями и не каленой, упругой серединой – сбалансированный инструмент.
Заточка зубила, режущая кромка и хвостовик
Лезвие имеет форму клина, но клин бывает разный, и угол заточки зубила зависит от его применения. Вроде бы, чем острее угол, тем меньше необходимо прикладывать силы для удара. Но чем острее угол, тем он быстрее тупится при работе с твердыми материалами. Поэтому многолетний опыт работы с зубилом плавно подводит нас к компромиссу. Для рубки хрупких материалов (чугуна, бронзы, твердых сортов стали) лезвие зубила точат под углом 70 градусов. Для стали средней твердости применяют 60-градусный угол. Мягкие материалы (медь, латунь) рубят с углом заточки в 45 градусов. Алюминий и цинк можно разрубать с углом лезвия в 35 градусов.
Затачивать зубило, конечно, лучше при подаче на точило охлаждающей жидкости, но в домашних условиях такое почти невозможно. Из-за этого при сухой заточке надо быть осторожным и не перегреть инструмент выше 110 градусов, иначе его твердость снизится. После заточки режущие кромки должны иметь одинаковый угол наклона и ширину, поэтому в процессе работы лучше по чуть-чуть обрабатывать каждую сторону, часто переворачивая зубило. По окончании процесса заточки лезвия снимаем фаску и с хвостовика, придавая ему форму усеченного конуса. Не стоит забывать о правилах безопасности – пользуемся очками или защитным экраном. Пыль от наждака крайне вредна.
Зубило по бетону для перфоратора в заточке почти не нуждается. Все производители применяют технологию Long Life. Лезвие такого инструмента само затачивается при работе. Качественно закаленное зубило будет меньше деформироваться и стираться в процессе работы. А правильная заточка поможет перерубить любую сталь и раскрошит любой материал.
remoskop.ru
Заточка зубила, сверла.
. Рисунок 12 Заточка зубил на станке вручную. | Заточка зубил производится на заточном станке. Для заточки зубило накладывают на передвижной подручник 11 и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную твердость Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу б) Зазор между подручником и заточным кругом должен быть не более 2-3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником в). Заточку лучше всего вести с охлаждением водой, в которую добавлено 5% соды, или на мокром круге. Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона. После заточки зубила с режущих кромок снимают заусеницы. Величина угла заострения проверяется шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35˚ |

Затачивание спиральных сверл.
При сверлении затупившееся сверло очень быстро нагревается. При небрежном отношении сверло из быстрорежущей стали (Р9, Р18 и др.) может нагреться настолько, что произойдет отпуск стали и сверло станет негодным для работы (пережог сверла). При сверлении даже не очень твердых материалов на работающее тупое сверло требуется повышенное осевое давление, чтобы оно врезалось в металл. При сверлении текстолита и гетинакса происходит повышенное нагревание сверла и легко может образоваться пережог сверла.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающими жидкостями.
Ниже приведены рекомендации выбора охлаждающей жидкости в зависимости от просверливаемого материала.
Просверливаемый материал | Рекомендуемая охлаждающая жидкость |
Сталь | Мыльная эмульсия или смесь минерального и жирных масел |
Чугун | Мыльная эмульия (или всухую) |
Медь | Мыльная эмульсия или сурепное масло |
Алюминий | Мыльная эмульсия (или всухую) |
Дюралюминий | Мыльная эмульсия, керосин с касторовым или сурепным маслом |
Силумин | Мыльная эмульсия или смесь спирта со скипидаром |
Износ сверла в первой стадии может быть обнаружен по резко скрипящему звуку. Опытный рабочий безошибочно по звуку иногда устанавливает момент, когда сверло начинает затупляться. При работе изношенным сверлом температура резко возрастает и сверло быстро изнашивается , разбивает отверстие.
Как правило, заточка сверл выполняется централизованно в специальных мастерских специальными заточниками, однако и слесарь обязан хорошо знать правила заточки и при необходимости уметь заправить сверло вручную на простом заточном станке.
Заточку выполняют в предохранительных очках (если на станке нет прозрачного экрана) Затачивают сверло вручную следующим образом.
Рисунок 13 Заточка сверла. | Левой рукой удерживают сверло за рабочую часть как можно ближе к режущей части (конусу, а правой рукой охватывают хвостовик, слегка прижимая режущую кромку сверла к боковой поверхности шлифовального круга. Затем плавным движением руки, не отнимая сверло от круга, поворачивают (покачивают) его вокруг своей оси и, выдерживая правильный наклон и слегка нажимая на сверло, затачивают заднюю поверхность. Заточку ведут с охлаждением, периодически погружая конец инструмента в водно-содовый раствор. Заточенное сверло доводят на оселке или бруске. При этом следят за тем, чтобы режущие кромки были прямолинейны, имели одинаковую длину и были заточены под одинаковыми углами. Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Сверла с режущими кромками разной длины или с разными углами наклона будут сверлить отверстия больше своего диаметра, поэтому при заточке спирального сверла необходимо получить угол при вершине 116-118˚. |

При переточке спиральных сверл, особенно если это осуществляется вручную, увеличение диаметра отверстия из-за неточной заточки может достигнуть недопустимой величины. По этой причине спиральные сверла затачивают вручную только в случаях, когда их диаметр не превышает 10 мм, сверла больших диаметров затачивают только на специальных (заточных) станках.
studfiles.net
Как правильно заточить ручной инструмент
Любой режущий инструмент в процессе эксплуатации рано или поздно тупится. Если он «одноразовый», у него одна дорога – на свалку. Если же инструмент реально восстановить, почему бы не воспользоваться такой возможностью? Исходя из этого, мы решили подготовить статью о том, как «приводят в чувство» режущий инструмент.
Уточним терминологию. Режущая кромка инструмента образуется двумя сходящимися плоскостями (или кривыми, как у сверл). Угол заточки есть угол при вершине схождения этих плоскостей. Остроту кромки можно представить как величину, обратную ширине «площадки» на вершине или диаметру вписанного в нее круга. Практически же чем глаже сходящиеся поверхности, тем более острой будет РК. Углы заточки у разных инструментов различаются и в зависимости от качества стали и разрезаемого материала составляют: у стамески – 17–25 градусов, у рубаночного железка – 25–40, у долота – 30–40, у зубила по металлу – до 60, у ножниц – 45–60, у ножей – 20–30 градусов.
Все режущие инструменты с точки зрения приемов заострения можно условно разделить на «ножи» (то есть то, что длиннее ширины точильного камня) и «резцы» (то, что уже камня: пилы, фрезы, резцы и сверла). Приемы заточки последних отличаются от всего остального.
К категории «ножей», кроме собственно ножей, отнесем ножницы, ножи электрофуганков и рейсмусов, а также прочий длинномер. Важное замечание: ножницы и ножи деревообрабатывающего оборудования точатся только с одной стороны. Перед заточкой инструмент надо очистить от грязи, опилок, смолы и прочего, так как эти субстанции легко и необратимо забивают точильный камень.
Заточка ножей
Сначала надо рассмотреть режущую кромку и решить, с какого абразива стартовать. Если нож новый или сильно затупленный, возможно, стоит начать с грубого камня. Хорошая заточка режущего инструмента – это всего лишь умение выдержать один и тот же угол при движениях по камню. Важное замечание: никогда не точите ножи на высокооборотном точильном круге – он мгновенно отпускает и пережигает режущую кромку.
|
Итак, намочим точильный камень водой, положим его на старые газеты или лучше в углубление, выдолбленное в доске по форме камня, и водим ножом вдоль камня, соблюдая угол заточки. Нож должен набегать на камень под углом, как можно более близким к прямому. Но так как камень узкий, придется делать некое наклонное движение, перемещая нож по диагонали, то есть одновременно вдоль камня и вдоль ножа.
Большой ошибкой будет точить режущую кромку участками. Абсолютно точного перехода не получится – образуется ступенька, и нож будет плохо резать. Необходимо точить до тех пор, пока на кромке не появится завернутый вверх заусенец, который выявляется легким движением пальца поперек ножа от обуха к кромке (вдоль делать этого не стоит – можно порезаться). Когда заусенец появится по всей длине, нож нужно перевернуть и точить другую сторону.
 Не пытайтесь доточить только те участки, где нет заусенца. Непрерывный заусенец показывает, что одна фаска режущей кромки ножа получила по всей длине плоскость. Когда при заточке второй стороны заусенец появится на уже заточенной, надо опять перевернуть нож и перейти на более мелкий абразив.
Не пытайтесь доточить только те участки, где нет заусенца. Непрерывный заусенец показывает, что одна фаска режущей кромки ножа получила по всей длине плоскость. Когда при заточке второй стороны заусенец появится на уже заточенной, надо опять перевернуть нож и перейти на более мелкий абразив.
Чем меньше зерна абразива, тем более гладкие фаски и острее кромка. После мелкого камня надо перейти к наждачной бумаге, постеленной абразивом вверх на гладкую поверхность, например на кусок стекла или стали либо на ровную часть верстака.
Ножницы следует затачивать только с фаски.
Обычно используют сначала дешевый двухсторонний точильный камень и затем, последовательно, наждачные бумаги с зернистостью 120, 400, 600 (или 800) и иногда 1200. Самое сложное и простое в этом процессе – выдерживать одинаковый угол при всех движениях ножа. Стоит отметить, что постоянная практика лучше всяких хитроумных приспособлений – они ломаются и к тому же стоят намного дороже камня, который, кстати, в них тоже присутствует. Хитрость заключается в том, чтобы двигать затачиваемый инструмент при неподвижном запястье и внимательно смотреть на верхнюю плоскость инструмента. Тогда угол выдерживается весьма точно.
Ножницы точат только с фаски, прилегающую к другой бранше плоскость лишь выравнивают на мелкой наждачке.
Ножи фуганков тоже точат только с фаски. Их особенность в том, что нужно часто прикладывать кромку к линейке или стеклу, чтобы видеть прямизну режущей кромки и избегать ее скругления.
Заточка стамесок и рубаночных железок
Стамески и рубаночные железки имеют много общего. При сильном затуплении или выбоинах на режущей кромке, которые возникают из-за сучков или гвоздей, надо сначала ее спрофилировать. К слову, так же поступают при изготовлении резца по дереву из закаленной заготовки.
Наиболее эффективный способ заточки железко для рубанка – с помощью электроточила.
Здесь нам понадобится высокооборотистое электроточило. Часто макая железко в воду для остывания, нужно сделать фаску с углом немного острее 25 градусов. Ни в коем случае не утончайте кромку железка до появления режущей кромки, так как огромное трение абразива о металл нагревает последний, и при попытке заточки на высокооборотном камне режущая кромка будет немедленно отпущена и инструмент испорчен.
Когда толщина кромки станет около полумиллиметра, надо угольником проверить перпендикулярность режущей кромки оси или боковой стороне рубаночного железка.
Окончательно заострять железко можно двумя способами. Лучше всего – на низкоскоростном электроточиле с мокрым камнем (налив воды в поддон и равномерно прижимая железко к камню). Если ширина последнего недостаточна, то необходимо водить железком из стороны в сторону.
Болт с двумя гайками поможет соблюсти необходимый угол при заточке железко для рубанка.
Если такого точила у вас нет, придется работать вручную на абразивном бруске, смоченном водой. Его лучше положить в углубление в доске – так удобнее держать. Железко ставят на камень под выбранным углом или проще – фаской на камень, покачивая вперед и назад, пока он не встанет всей фаской. Заостряют движениями вдоль камня и обратно, а лучше – описывая будущей режущей кромкой восьмерки, чтобы достичь равномерного износа камня и сохранить его плоскостность. Когда появится заусенец, кладут железко плоскостью на камень и парой движений удаляют его, после чего переходят к более мелкому абразиву, например, перевернув двухсторонний камень.
Окончательная заточка производится положенными на стекло наждачными бумагами разной степени зернистости.
Маленькая хитрость. Болт с гайкой и двумя большими шайбами можно использовать как нехитрое приспособление для держания правильного угла наклона рубаночного железка (см. рисунок).
Заточка пил по дереву
Пилы по дереву, как правило, продаются не всегда достаточно острыми (а крупнозубые в большинстве своем – просто тупыми). Опять возникает необходимость заточки, причем для каждого вида работ она своя.
Если пила недостаточно разведена, сначала ее разводят. Если под рукой нет специализированной разводки, можно обойтись плоскогубцами. Пилу зажимают в тисках зубьями вверх, садятся так, чтобы смотреть вдоль полотна, и отгибают зубья в разные стороны через один, при каждом движении наклоняя плоскогубцы на один и тот же угол. Обычно небольшая разводка всегда есть изначально, и ее надо просто увеличить, если дело имеешь с сырым деревом или большими пилами. Если пила небольшая и для точных работ, вполне можно оставить и заводскую разводку.
При заточке пилы по дереву используется трехгранный напильник.
Для заточки зубьев используется треугольный напильник. Им точат с внутренней (по отношению к разводке) стороны зубьев пилы. Напильник держат так, чтобы угол режущей кромки был 60–45 градусов. На деле легче и быстрее заострить сначала одну сторону зубьев, а потом, перевернув пилу, заточить зубья другой стороны. В этом случае движения более однотипные – пила получается более острой.
При заточке пил лучше работать одному и в тишине, отключив помехи в виде радио и телевизора, так как неосторожное движение либо портит инструмент, либо наносит трудно заживающую рану. Совет: если при резке пила стремится уйти в сторону, это означает, что зубья разведены неравномерно – нужно увеличить их отклонение с той стороны, в которую пилу уводит.
Заточка пильных дисков
Дисковые пилы затачивают с задней поверхности, при работе обращенной к обрабатываемому материалу. Передняя, которая при пилении набегает на материал, остается как есть.
Диск можно точить или прямо в станке (если речь идет об оснастке для станка), или вынув из станка или циркулярной пилы. В первом случае сначала нужно выдернуть вилку из розетки, чтобы избежать случайного пуска станка. Диск следует подклинить, положив с двух сторон от него по тонкой деревяшке и прижав их к зубьям. Зуб, с которого начинается заточка, надо пометить фломастером по боковой стороне, чтобы не ошибиться в работе. Затачивая первый зуб, запоминайте количество движений напильником или алмазным надфилем – все остальные зубья предстоит точить с тем же усилием и тем же количеством движений абразивного инструмента, что и первый.
Если диск был снят со станка, зажмите его в тисках и проделайте те же процедуры, что описаны выше.
Далее диск нужно вернуть в станок и распилить ненужную деревяшку. При сильном шуме или неровной подаче надо проверить, одинакова ли высота зубьев. Для этого к режущему краю подносят фломастер и медленно проворачивают диск рукой на один оборот в сторону, обратную направлению вращения. На каждом зубе останется отметина. Осмотрев диск, можно обнаружить зубья, которые выше или ниже других. Если разница велика, необходимо аккуратно уменьшить высоту слишком длинных зубьев.
Заточка фрез
Заточку фрез ведут по задней или передней поверхности.
Перед заточкой от фрезы необходимо предварительно отделить направляющий подшипник, иначе можно испортить инструмент.
Фасонные концевые фрезы проще затачивать по передней поверхности – либо тонким алмазным бруском, либо (при узкой стружковыводной канавке) наждачной бумагой, обернутой вокруг рейки из твердого дерева или полоски стали. По мере стачивания передней поверхности кромка заострится, а диаметр фрезы уменьшится (незначительно).
С фрез с направляющим подшипником сначала надо снять подшипник и только потом затачивать их. Попытка сэкономить минуту закончится загубленным подшипником и испорченной фрезой.
Заточка токарных резцов
Токарные резцы заостряют со стороны передней и задней поверхностей. Нюанс там только один – резец сужается вниз, поэтому, чтобы его боковые плоскости ни в коем случае не соприкасались с заготовкой, контакт должен быть только по режущей грани.
Резцы из быстрореза и с твердосплавными напайками точат на точильном круге. Если на станке подачи воды не предусмотрено, почаще макайте резец в емкость с водой.
Заточка сверла
При заточке сверла нужно держать его так, чтобы получить желаемый угол схождения режущих граней. При этом режущая кромка должна быть симметричной.

Затачивать сверло необходимо с особой точностью.
Проще всего провести на подручнике электроточила линию фломастером и держать сверло параллельно ей. Однако просто положить сверло по линии недостаточно, следует еще и повернуть его на нужный угол вокруг оси, а потом на 180 градусов относительно первого положения.
Нужен угол между кромкой сверла и плоскостью стола, то есть внешний край должен быть ниже центра, иначе сверло будет не резать материал, а ехать по нему задней поверхностью. Для контроля этого угла есть разные приспособления, но проще стоять или сидеть за столом так, чтобы блик от освещения был на внешней части режущей кромки, а потом, не меняя положения тела, повернуть сверло в пальцах и опять поймать блик – кромки будут заострены под одним углом.
Заточка сверла по задней поверхности называется одинарной, при ней остается довольно большая перемычка в центре, которая не режет, а скоблит металл. Если ее подточить, скорость сверления возрастет. Способов подточки перемычки много. На заводах ее подтачивают тонкими абразивными или алмазными кругами либо на углу широкого камня. Но можно подтачивать перемычку так, как показано на фото. Защитные очки при выполнении заточки строго обязательны.
Электроточила
Для облегчения труда при заточке инструмента существуют различныеэлектроточила и заточные станки.
Выбор электроточила крайне прост. Такой станок состоит из асинхронного двигателя (подобные моторы в совершенстве освоены промышленностью), точильных кругов (они сменные и меняются при помощи гаечного ключа) и кожухов. Если точило берется не для промышленного применения, то марка не имеет такого уж большого значения. Подобное оборудование включают ненадолго, и ресурс его будет расходоваться крайне медленно – даже недорогой станок прослужит много лет.
Диаметр круга прямо влияет на цену точила, поэтому мастеровому-любителю или маленькому предприятию не стоит гнаться за большими диаметрами.
Осматривая электроточило перед покупкой, попробуйте пошевелить вал. Если он не только вращается, но и ходит – перед вами брак. Крутаните камень рукой и посмотрите на свободный конец вала, не вибрирует ли он? Лучше всего, конечно, включить точило, но не во всех магазинах позволяют это сделать.
Заточные станки
Заточные станки делятся на три группы.
Первая – фактически высокоскоростное электроточило (около 3000 об/мин), оборудованное сменными держателями для разных видов инструмента.
|
Вторая – узкоспециализированные станки, например для заточки сверл. Зачастую на них нельзя заточить никакой другой режущий инструмент.
Третья – станки, оборудованные низкоскоростными кругами с водяным охлаждением («мокрые»). Скорость вращения – 80–150 оборотов в минуту. На них можно затачивать и править любой режущий инструмент, от сверл из быстрорежущей стали до ножей из углеродистой стали. Низкая скорость и водяное охлаждение – необходимые условия для выведения тончайшей и острейшей режущей кромки. Часто такие станки имеют и полировальный круг для полировки режущей кромки.
Работа с электроточилом и заточным станком
После работы на станке с «мокрым» кругом не забывайте выливать воду из поддона и не оставляйте камень в воде одним боком на продолжительное время – камень напитывается водой, теряет прочность и превращается в эксцентрик, разбивающий станок.
После работы с мокрым кругом нужно удалять воду из поддона станка.
Абразивные круги всегда должны «набегать» на режущую кромку затачиваемого инструмента, а полировальные (кожаные, войлочные, вулканитовые) – «убегать», то есть вращаться «от рабочего». Не пытайтесь полировать вращением круга «на себя» – обрабатываемый объект врежется в круг, будет им захвачен и выброшен в сторону оператора. Кроме порчи круга, можно получить серьезную травму.
Если вы устанавливаете полировальный круг на высокоскоростное электроточило, поверните кожух на 180 градусов. Для работы на полировальнике либо разверните станок, либо подойдите к нему с другой стороны.
1euro.com.ua
Заточка токарных резцов по металлу — инструмент, угля и порядок заточки резцов
Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже
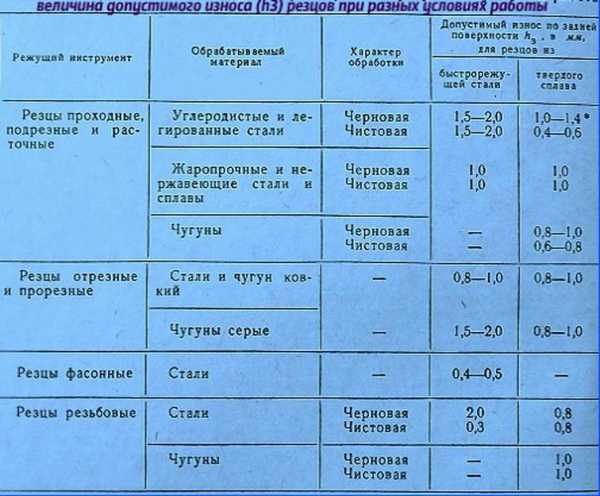
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
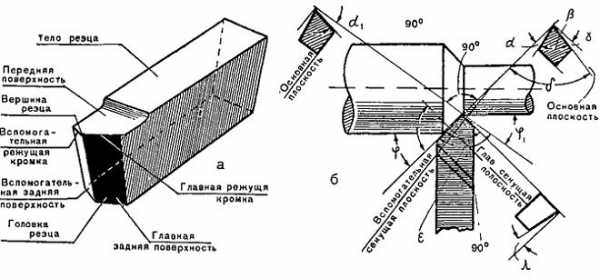
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже

На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).

Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
mekkain.ru