Укладка бетонных смесей. — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
Бетонные работыУкладка бетонных смесей
Состав операций и средства контроля
| Этапы работ | Контролируемые операции | Контроль (метод, объем) |
| Подготовительные работы | Проверить: — наличие актов на ранее выполненные скрытые работы; — правильность установки и надежность закрепления опалубки, поддерживающих лесов, креплений и подмостей; — подготовленность всех механизмов и приспособлений, обеспечивающих производство бетонных работ; — чистоту основания или ранее уложенного слоя бетона и внутренней поверхности опалубки; — наличие на внутренней поверхности опалубки смазки; — состояние арматуры и закладных деталей (наличие ржавчины, масла и т. — выноску проектной отметки верха бетонирования на внутренней поверхности опалубки. | Визуальный
Технический осмотр
Визуальный
То же
То же
Технический осмотр, измерительный
Измерительный |
| Укладка бетонной смеси, твердение бетона, распалубка | Контролировать: — качество бетонной смеси;
— состояние опалубки; — высоту сбрасывания бетонной смеси, толщину укладываемых слоев, тяг перестановки глубинных вибраторов, глубину их погружения, продолжительность вибрирования, правильность выполнения рабочих швов; —температурновлажностный режим твердения бетона согласно требованиям ППР; — фактическую прочность бетона и сроки распалубки | Лабораторный (до укладки в конструкцию) Технический осмотр
Измерительный, 2 раза в смену
Измерительный, в местах, определенных ППР
Измерительный, не менее одного раза на весь объем распалубки |
| Приемка выполненных работ | Проверить: — фактическую прочность бетона; — качество поверхности конструкций, геометрические ее размеры, соответствие проектному положению всей конструкции, а также отверстий, каналов, проемов, закладных деталей | Лабораторный
Визуальный, измерительный, каждый элемент конструкции |
Контрольно-измерительный инструмент: отвес строительный, рулетка, линейка металлическая, нивелир. | ||
| Операционный контроль осуществляют: мастер (прораб), инженер лабораторного поста — в процессе выполнения работ. Приемочный контроль осуществляют: работники службы качества, мастер (прораб), представители технадзора заказчика. | ||

Технические требования
СНиП 3.03.01-87 пп. 2.8, 2.10-2.14, табл. 2
Высота свободного сбрасывания бетонной смеси в опалубку конструкции, м, не более:
— колонн — 5,0 м;
— перекрытий — 1,0м;
— стен — 4,5 м;
— неармированных конструкций — 6,0 м.
Верхний уровень уложенной бетонной смеси должен быть на 50—70 мм ниже верха щитов опалубки.
Толщина укладываемых слоев бетонной смеси:
— при уплотнении смеси тяжелыми подвесными вертикально расположенными вибраторами — на 5—10 см меньше длины рабочей части вибратора;
— при уплотнении смеси подвесными вибраторами, расположенными под углом к вертикали (до 30°) — не более вертикальной проекции длины рабочей части вибратора;
— при уплотнении смеси ручными глубинными вибраторами — не более 1,25 длины рабочей части вибратора;
— при уплотнении смеси поверхностными вибраторами в конструкциях:
— неармированных — 70 см;
— с одиночной арматурой — 25 см;
— с двойной арматурой — 12 см.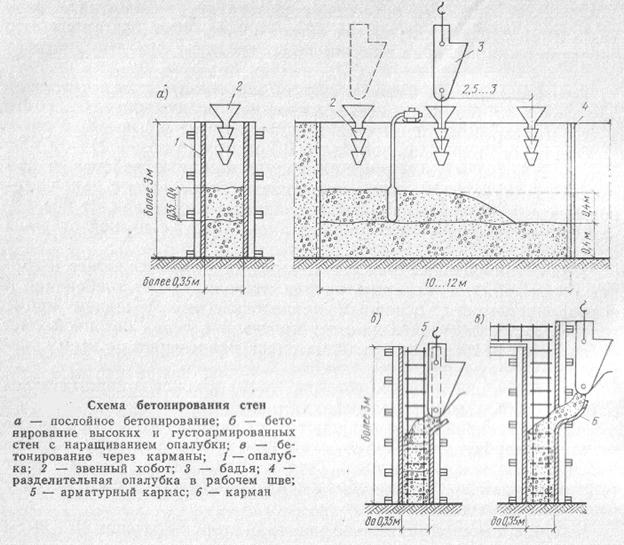
Требования к качеству применяемых материалов
ГОСТ 7473—94. Смеси бетонные. Технические условия.
Каждая партия бетонной смеси, отправляемая потребителю, должна иметь документ о качестве, в котором должны быть указаны:
— изготовитель, дата и время отправки бетонной смеси;
— вид бетонной смеси и ее условное обозначение;
— номер состава бетонной смеси, класс или марка бетона по прочности на сжатие в проектном возрасте;
— то же по прочности на растяжение при изгибе;
— коэффициент вариаций прочности бетона, требуемая прочность бетона;
— вид и объем доставок;
— наибольшая крупность заполнителя, удобоукладываемость бетонной смеси у места укладки;
— номер сопроводительного документа;
— гарантии изготовителя;
— другие показатели (при необходимости).
Результаты испытаний контрольных образцов бетона в проектном или другом требуемом возрасте изготовитель обязан сообщить потребителю по его требованию не позднее чем через 3 сут. после проведения испытаний.
после проведения испытаний.
При входном контроле бетонной смеси на строительной площадке необходимо:
— проверить наличие документа о качестве на бетонную смесь и требуемых в нем данных;
— путем внешнего осмотра убедиться в отсутствии признаков расслоения бетонной смеси, в наличии в бетонной смеси требуемых фракций крупного заполнителя, в соответствии требуемой ее пластичности;
— при возникновении сомнений в качестве бетонной смеси потребовать контрольной проверки ее соответствия требованиям государственного стандарта и проекта.
Указания по производству работ
СНиП 3.03.01-87 пп. 2.8, 2.10-2.13
Перед бетонированием горизонтальные и наклонные бетонные поверхности рабочих швов должны быть очищены от мусора, грязи, масел, снега, льда, цементной пленки.
Перед укладкой бетонной смеси очищенные поверхности должны быть промыты водой и просушены струей воздуха.
Бетонные смеси следует укладывать в бетонируемые конструкции горизонтальными слоями одинаковой толщины без разрывов, с последовательным направлением укладки в одну сторону во всех слоях.
Укладка следующего слоя бетонной смеси допускается до начала схватывания бетона предыдущего слоя. Продолжительность перерыва между укладкой смежных слоев бетонной смеси без образования рабочего шва устанавливается строительной лабораторией.
При уплотнении бетонной смеси не допускается опирание вибратора на арматуру и закладные изделия, элементы крепления опалубки.
Поверхность рабочих швов, устраиваемых при укладке бетонной смеси с перерывами, должна быть перпендикулярна оси бетонируемых колонн и балок, поверхности плит и стен. Возобновление бетонирования допускается производить по достижении бетоном прочности не менее 1,5 Мпа.
|
Навигация: Перед укладкой бетонной смеси должны быть проверены и приняты: — все конструкции и их элементы, закрываемые в процессе последующего производства работ; — правильность установки и закрепления опалубки и поддерживающих ее конструкций.  Непосредственно перед бетонированием опалубка должна быть очищена от мусора и грязи, а арматура — от налета ржавчины. Пробки должны предохраняться от сцепления с бетоном и иметь, конусный продольный уклон.
Контроль качества бетонирования железобетонных конструкций должен начинаться с проверки правильности подбора состава бетонной смеси в соответствии с требованиями СНиП Ш-15-76.
Бетонную смесь необходимо изготавливать централизованно.
На строительной площадке должна проводиться проверка качества изготовленного бетона по крупности заложенного щебня, по консистенции массы, а также по результатам проведенных на заводе лабораторных испытаний контрольных образцов.
Отклонения от заданной подвижности допускаются в пределах ±10 мм.
Количество хлористого кальция в бетонах для армированных конструкций ,ие должно превышать 2% от массы цемента, а в бетонах неармированных конструкций — 3%. Следует учитывать указания в проекте об ограничении или запрещении применения хлористого кальция для данной конструкции.
Непосредственно перед бетонированием опалубка должна быть очищена от мусора и грязи, а арматура — от налета ржавчины. Пробки должны предохраняться от сцепления с бетоном и иметь, конусный продольный уклон.
Контроль качества бетонирования железобетонных конструкций должен начинаться с проверки правильности подбора состава бетонной смеси в соответствии с требованиями СНиП Ш-15-76.
Бетонную смесь необходимо изготавливать централизованно.
На строительной площадке должна проводиться проверка качества изготовленного бетона по крупности заложенного щебня, по консистенции массы, а также по результатам проведенных на заводе лабораторных испытаний контрольных образцов.
Отклонения от заданной подвижности допускаются в пределах ±10 мм.
Количество хлористого кальция в бетонах для армированных конструкций ,ие должно превышать 2% от массы цемента, а в бетонах неармированных конструкций — 3%. Следует учитывать указания в проекте об ограничении или запрещении применения хлористого кальция для данной конструкции.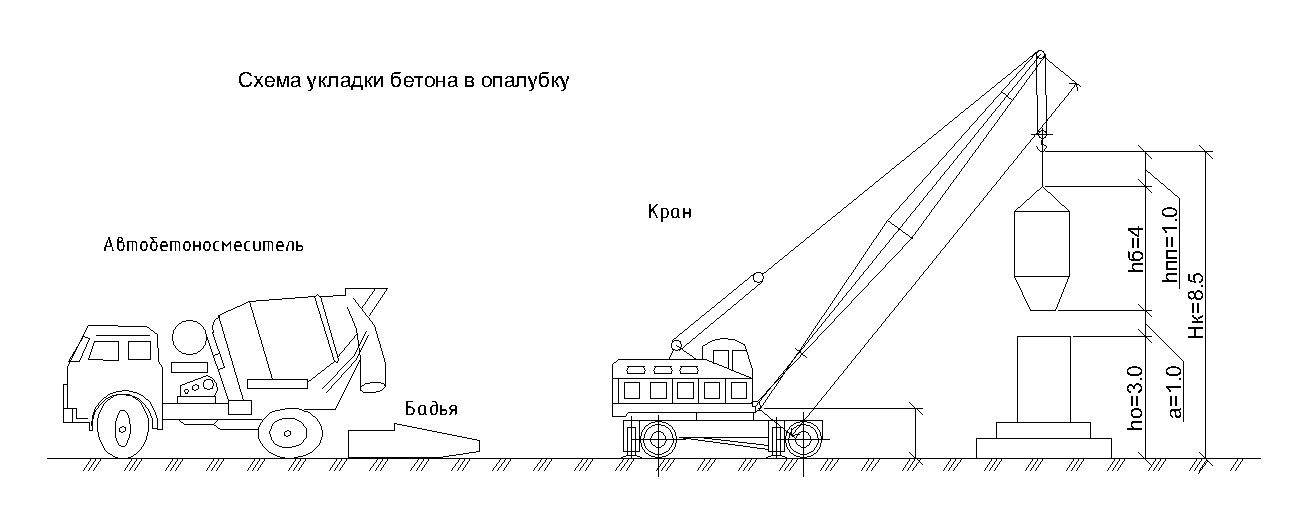 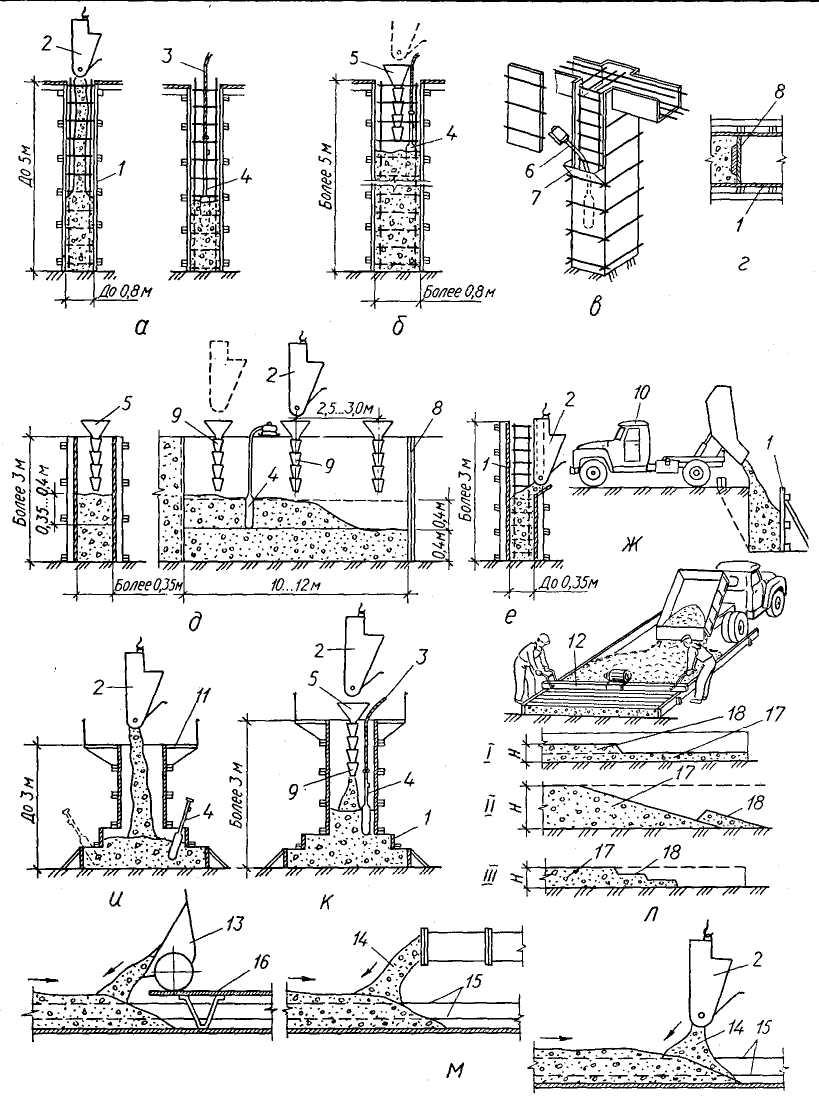 Если проектом не предусмотрена специальная фракция щебня для бетона, следует руководствоваться следующим правилом: размер щебня не должен быть больше ZU наименьшего расстояния в свету между стержнями арматуры.
При укладке бетона необходимо соблюдать следующие правила:
— во время бетонирования нужно вести непрерывное наблюдение за состоянием опалубки;
— скорость заполнения опалубки по высоте должна соответствовать прочности и жесткости опалубки, воспринимающей давление свежеуложенного бетона;
— в жаркую солнечную погоду укладываемый бетон следует защищать от высыхания, а во время дождя от попадания воды;
при обнаружившейся деформации или смещении опалубки, лесов и креплений бетонирование должно быть прекращено, элементы опалубки возвращены в проектное положение и при необходимости усилены;
— процесс .бетонирования конструкций должен быть отражен в журналах бетонных работ и температур по формам, приведенным в приложениях 5.3 и 5.4;
— высота свободного сбрасывания бетонной смеси в опалубку, во избежание расслоения, не должна превышать 2 м, а при подаче на перекрытия — 1м. Если проектом не предусмотрена специальная фракция щебня для бетона, следует руководствоваться следующим правилом: размер щебня не должен быть больше ZU наименьшего расстояния в свету между стержнями арматуры.
При укладке бетона необходимо соблюдать следующие правила:
— во время бетонирования нужно вести непрерывное наблюдение за состоянием опалубки;
— скорость заполнения опалубки по высоте должна соответствовать прочности и жесткости опалубки, воспринимающей давление свежеуложенного бетона;
— в жаркую солнечную погоду укладываемый бетон следует защищать от высыхания, а во время дождя от попадания воды;
при обнаружившейся деформации или смещении опалубки, лесов и креплений бетонирование должно быть прекращено, элементы опалубки возвращены в проектное положение и при необходимости усилены;
— процесс .бетонирования конструкций должен быть отражен в журналах бетонных работ и температур по формам, приведенным в приложениях 5.3 и 5.4;
— высота свободного сбрасывания бетонной смеси в опалубку, во избежание расслоения, не должна превышать 2 м, а при подаче на перекрытия — 1м.  Шаг перестановки поверхностных вибраторов должен обеспечивать перекрытие площадкой вибратора границы уже провибрированного участка на 100 мм.
Опирать вибраторы во время их работы на арматуру и закладные детали конструкций не разрешается. Продолжительность вибрирования на каждой данной позиции должна обеспечивать достаточное уплотнение бетонной смеси, когда прекращается ее оседание и появляется на поверхности цементное молоко.
Тип вибратора для каждой конструкции в зависимости от ее толщины должен предусматриваться проектом производства работ. Наибольшая высота одного укладываемого слоя бетонной смеси зависит от конструкции и типа вибратора и назначается: при внутреннем вибрировании не более 1,25 длины рабочей части вибратора, при поверхностном вибрировании неармированных конструкций или конструкций с одиночной арматурой — 250 мм, конструкций с двойной арматурой —120 мм.
В местах, где густота арматуры препятствует уплотнению бетонной смеси вибраторами — смесь уплотняется штыкованием. Шаг перестановки поверхностных вибраторов должен обеспечивать перекрытие площадкой вибратора границы уже провибрированного участка на 100 мм.
Опирать вибраторы во время их работы на арматуру и закладные детали конструкций не разрешается. Продолжительность вибрирования на каждой данной позиции должна обеспечивать достаточное уплотнение бетонной смеси, когда прекращается ее оседание и появляется на поверхности цементное молоко.
Тип вибратора для каждой конструкции в зависимости от ее толщины должен предусматриваться проектом производства работ. Наибольшая высота одного укладываемого слоя бетонной смеси зависит от конструкции и типа вибратора и назначается: при внутреннем вибрировании не более 1,25 длины рабочей части вибратора, при поверхностном вибрировании неармированных конструкций или конструкций с одиночной арматурой — 250 мм, конструкций с двойной арматурой —120 мм.
В местах, где густота арматуры препятствует уплотнению бетонной смеси вибраторами — смесь уплотняется штыкованием. Применение поверхностных вибраторов при бетонировании фундаментов допускается только для уплотнения и .выравнивания верхних слоев бетона.
При укладке бетона в колонны и стойки рам необходимо контролировать, чтобы колонны бетонировались без перерыва, участками, с уплотнением бетонной смеси внутренними вибраторами. Возобновление бетонирования на следующем по высоте участке колонны допускается после усадки бетона и обработки поверхностного шва. Продолжительность перерыва для осадки бетона должна быть не менее 40 мин., но не более 2 ч.
Рис. 4. Расположение рабочих швов при бетонировании колонн:
а — ребристого; б — безбалочного; 1 и 2 — рабочие швы.
Поверхность рабочих швов выравнивается перпендикулярна оси колонн, балок, поверхности плит и стен.
Во избежание скопления крупного заполнителя и образования раковин нижняя часть опалубки колонн, при бетонировании их сверху должна заполняться вначале на высоту 100—200 мм цементным раствором состава 1 :2— 1:3.
Применение поверхностных вибраторов при бетонировании фундаментов допускается только для уплотнения и .выравнивания верхних слоев бетона.
При укладке бетона в колонны и стойки рам необходимо контролировать, чтобы колонны бетонировались без перерыва, участками, с уплотнением бетонной смеси внутренними вибраторами. Возобновление бетонирования на следующем по высоте участке колонны допускается после усадки бетона и обработки поверхностного шва. Продолжительность перерыва для осадки бетона должна быть не менее 40 мин., но не более 2 ч.
Рис. 4. Расположение рабочих швов при бетонировании колонн:
а — ребристого; б — безбалочного; 1 и 2 — рабочие швы.
Поверхность рабочих швов выравнивается перпендикулярна оси колонн, балок, поверхности плит и стен.
Во избежание скопления крупного заполнителя и образования раковин нижняя часть опалубки колонн, при бетонировании их сверху должна заполняться вначале на высоту 100—200 мм цементным раствором состава 1 :2— 1:3.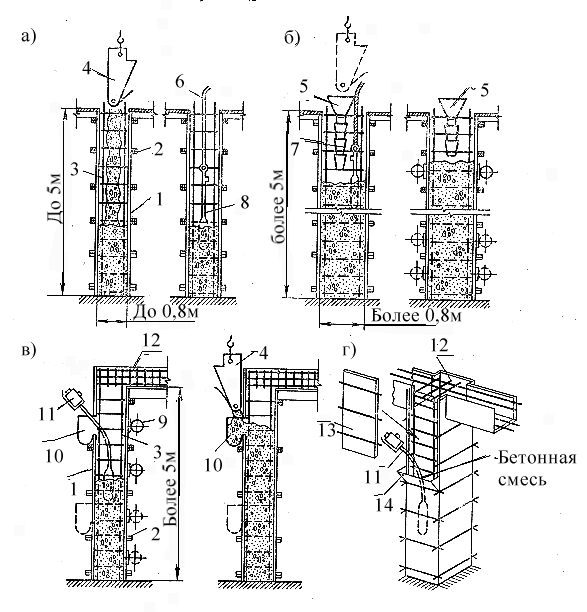 Рабочие швы при перерывах в укладке бетонной смеси при бетонировании колонн намечаются у низа прогонов или балок, у низа капителей колонн безбалочных перекрытий и -у низа или верха вута между стойками и ригелями рам (рис. 4).
Бетонирование балок и плит, монолитно связанных с колоннами и стенами, должно производиться через 1—2 ч после бетонирования этих колонн и стен с целью создания выдержки для осадки бетонной смеси, уложенной в вертикальные конструкции. v Рабочие швы устраиваются при бетонировании:
балок больших размеров, монолитно соединенных с плитами, на .20—30 мм ниже отметки нижней поверхности плиты, а при наличии в плите вутов —на .отметке низа вута плиты;
плоских плит —в любом месте параллельно меньшей стороне плиты;
массизов, арок, сводов, резервуаров, бункеров и других сложных инженерных сооружений и конструкций — в местах, указанных в проектах.
При бетонировании ребристых перекрытий необходимо следить, чтобы рабочие швы при перерывах в бетонировании обозначились в направлении, параллельном второстепенным или отдельным балкам — в пределах средней трети пролета балок; при бетонировании в направлении, параллельном главным балкам или прогонам — в пределах двух средних четвертей пролета прогонов и плит.
Рабочие швы при перерывах в укладке бетонной смеси при бетонировании колонн намечаются у низа прогонов или балок, у низа капителей колонн безбалочных перекрытий и -у низа или верха вута между стойками и ригелями рам (рис. 4).
Бетонирование балок и плит, монолитно связанных с колоннами и стенами, должно производиться через 1—2 ч после бетонирования этих колонн и стен с целью создания выдержки для осадки бетонной смеси, уложенной в вертикальные конструкции. v Рабочие швы устраиваются при бетонировании:
балок больших размеров, монолитно соединенных с плитами, на .20—30 мм ниже отметки нижней поверхности плиты, а при наличии в плите вутов —на .отметке низа вута плиты;
плоских плит —в любом месте параллельно меньшей стороне плиты;
массизов, арок, сводов, резервуаров, бункеров и других сложных инженерных сооружений и конструкций — в местах, указанных в проектах.
При бетонировании ребристых перекрытий необходимо следить, чтобы рабочие швы при перерывах в бетонировании обозначились в направлении, параллельном второстепенным или отдельным балкам — в пределах средней трети пролета балок; при бетонировании в направлении, параллельном главным балкам или прогонам — в пределах двух средних четвертей пролета прогонов и плит. Расположение рабочих швов показано на рис. 5.
Бетонирование предварительно-напряженных конструкций должно производиться без перерывов; устройство рабочих швов допускается только в соответствии с указаниями проекта.
Укладка бетонной смеси после перерыва допускается после очистки поверхности рабочего шва от грязи, цементной пленки и промывки его водой при условии, что прочность ранее уложенного бетона составляет не менее 15 кг/см2 (при очистке механической металлической щеткой и 50 кг/см2 —при гидропескоструйной очистке).
Рис. 5. Расположение рабочих швов при бетонировании ребристых перекрытий:
а—в направлении, параллельном балкам; б — в направлении, перпендикулярном балкам; 1—1 — положение шва.
За уложенным в опалубку бетоном должны быть обеспечены соответствующий уход и контроль за его состоянием, устанавливаемые проектом производства работ.
Открытые поверхности бетона должны быть предохранены от вредного воздействия прямых солнечных лучей и ветра. Расположение рабочих швов показано на рис. 5.
Бетонирование предварительно-напряженных конструкций должно производиться без перерывов; устройство рабочих швов допускается только в соответствии с указаниями проекта.
Укладка бетонной смеси после перерыва допускается после очистки поверхности рабочего шва от грязи, цементной пленки и промывки его водой при условии, что прочность ранее уложенного бетона составляет не менее 15 кг/см2 (при очистке механической металлической щеткой и 50 кг/см2 —при гидропескоструйной очистке).
Рис. 5. Расположение рабочих швов при бетонировании ребристых перекрытий:
а—в направлении, параллельном балкам; б — в направлении, перпендикулярном балкам; 1—1 — положение шва.
За уложенным в опалубку бетоном должны быть обеспечены соответствующий уход и контроль за его состоянием, устанавливаемые проектом производства работ.
Открытые поверхности бетона должны быть предохранены от вредного воздействия прямых солнечных лучей и ветра. Благоприятные температурно-влаж-ностные условия для Твердения бетона обеспечиваются систематической поливкой его водой. В сухую погоду поливка бетона на портландцементе производится не менее семи суток, бетонов на глиноземистом цементе — трех суток. Поливка при температуре +15° С и выше производится в течение первых трех суток днем не реже чем через каждые 3 ч и не реже одного раза ночью, а в последующее время — не реже трех раз в сутки. При укрытии бетона влагоемкими материалами (леском, опилками) длительность перерыва между поливками, указанная выше, увеличивается в 1,5 раза.
При температуре ниже +5° С поливку не производят. Вода, применяемая для поливки, не должна быть агрессивна к бетону. В условиях сухого и жаркого климата, а также в сейсмических районах сроки выдерживания бетона под укрытиями и сроки поливки должны устанавливаться строительной лабораторией; внешняя сторона опалубки, обращенная к югу и юго-западу, должна быть побелена.
Бетон, соприкасающийся с грунтовыми водами, должен иметь прочность не менее 50% проектной. Благоприятные температурно-влаж-ностные условия для Твердения бетона обеспечиваются систематической поливкой его водой. В сухую погоду поливка бетона на портландцементе производится не менее семи суток, бетонов на глиноземистом цементе — трех суток. Поливка при температуре +15° С и выше производится в течение первых трех суток днем не реже чем через каждые 3 ч и не реже одного раза ночью, а в последующее время — не реже трех раз в сутки. При укрытии бетона влагоемкими материалами (леском, опилками) длительность перерыва между поливками, указанная выше, увеличивается в 1,5 раза.
При температуре ниже +5° С поливку не производят. Вода, применяемая для поливки, не должна быть агрессивна к бетону. В условиях сухого и жаркого климата, а также в сейсмических районах сроки выдерживания бетона под укрытиями и сроки поливки должны устанавливаться строительной лабораторией; внешняя сторона опалубки, обращенная к югу и юго-западу, должна быть побелена.
Бетон, соприкасающийся с грунтовыми водами, должен иметь прочность не менее 50% проектной. Перемещение людей и транспортных средств по поверхности фундаментов и фундаментных балок, а также вышележащих конструкций допускается после достижения бетоном прочности не менее 15 кг/см2.
При среднесуточной температуре наружного воздуха ниже +5° С и минимальной суточной ниже 0°С производство бетонных работ следует произвди дить согласно указаниям СНиП Ш-15-76.
Организация производства работ в зимних условиях должна быть детально разработана в проекте организации работ.
Бетонная смесь должна иметь к началу выдерживания или прогрева температуру для бетона по методу «термоса» — не ниже величины, установленной расчетом, к началу искусственного прогрева забетонированной конструкции — не ниже +5° С.
Места выгрузки поступающего на площадку бетона должны быть защищены от ветра.
При укладке бетонной смеси в зимнее время необходимо следить за выполнением следующих требований:
— основание под укладку бетона, а также метод укладки должны исключать возможность замерзания бетонной смеси на стыке с основанием;
— пучинистые грунты перед укладкой бетонной смеси необходимо отогревать до положительной температуры;
опалубку и арматуру очищать от снега и наледf арматуру диаметром более 25 мм и крупные закладные части при температуре воздуха ниже —10° С отогревать до положительной температуры;
— температура бетонной смеси при электронагреве не должна превышать величин, указанных в СНиП III-15-76;
— выдерживание бетона производить в соответствии с расчетными положениями.
Перемещение людей и транспортных средств по поверхности фундаментов и фундаментных балок, а также вышележащих конструкций допускается после достижения бетоном прочности не менее 15 кг/см2.
При среднесуточной температуре наружного воздуха ниже +5° С и минимальной суточной ниже 0°С производство бетонных работ следует произвди дить согласно указаниям СНиП Ш-15-76.
Организация производства работ в зимних условиях должна быть детально разработана в проекте организации работ.
Бетонная смесь должна иметь к началу выдерживания или прогрева температуру для бетона по методу «термоса» — не ниже величины, установленной расчетом, к началу искусственного прогрева забетонированной конструкции — не ниже +5° С.
Места выгрузки поступающего на площадку бетона должны быть защищены от ветра.
При укладке бетонной смеси в зимнее время необходимо следить за выполнением следующих требований:
— основание под укладку бетона, а также метод укладки должны исключать возможность замерзания бетонной смеси на стыке с основанием;
— пучинистые грунты перед укладкой бетонной смеси необходимо отогревать до положительной температуры;
опалубку и арматуру очищать от снега и наледf арматуру диаметром более 25 мм и крупные закладные части при температуре воздуха ниже —10° С отогревать до положительной температуры;
— температура бетонной смеси при электронагреве не должна превышать величин, указанных в СНиП III-15-76;
— выдерживание бетона производить в соответствии с расчетными положениями. В процессе производства бетонных и железобетонных работ в зимних условиях необходим контроль за:
— температурой нагрева воды, заполнителей и температурой бетонной смеси на выгрузке из бетоносмесителя — через каждые 2 ч, а также за дозированием противоморозных добавок;
— выполнением мероприятий по укрытию, утеплению и обогреву тары при транспортировании и приемке бетона на Строительной площадке — один раз в смену;
— соответствием теплоизоляции опалубки требованиям технологических карт, а при необходимости — за отогревом стыкуемых поверхностей и грунтового основания;
— температурой смеси, доставляемой на стройплощадку (при бетонировании), температурой уложенного бетона;
— температурой бетона при: применении способов «термоса», предварительного электроразогрева бетонной смеси, с парообогревом в тепляках — каждые 2 ч в первые сутки, не реже двух раз в смену в последующие трое суток и один раз в сутки в остальное время выдерживания; использовании бетона с проти-воморозными добавками три раза в сутки до приобретения им заданной прочности; электротермообработке бетона в период подъема температуры со скоростью до 10° С в 1 ч —через два часа, дальнейшем — не реже двух раз в смену.
В процессе производства бетонных и железобетонных работ в зимних условиях необходим контроль за:
— температурой нагрева воды, заполнителей и температурой бетонной смеси на выгрузке из бетоносмесителя — через каждые 2 ч, а также за дозированием противоморозных добавок;
— выполнением мероприятий по укрытию, утеплению и обогреву тары при транспортировании и приемке бетона на Строительной площадке — один раз в смену;
— соответствием теплоизоляции опалубки требованиям технологических карт, а при необходимости — за отогревом стыкуемых поверхностей и грунтового основания;
— температурой смеси, доставляемой на стройплощадку (при бетонировании), температурой уложенного бетона;
— температурой бетона при: применении способов «термоса», предварительного электроразогрева бетонной смеси, с парообогревом в тепляках — каждые 2 ч в первые сутки, не реже двух раз в смену в последующие трое суток и один раз в сутки в остальное время выдерживания; использовании бетона с проти-воморозными добавками три раза в сутки до приобретения им заданной прочности; электротермообработке бетона в период подъема температуры со скоростью до 10° С в 1 ч —через два часа, дальнейшем — не реже двух раз в смену. При применении холодных бетонов следует учитывать возможность применения добавок хлористых солей.
Приемка фундаментов проводится вслед за распалубкой, но не ранее достижения бетоном проектной- прочности. Устройство гидроизоляции не разрешается до окончательной приемки фундаментов.
При приемке бетонных и железобетонных фундаментов проверяют правильность расположения и выполнения осадочных и температурных швов, соответствие геометрических размероэ фундаментов, отверстий, проемов и каналов проектным.
Снятие боковых элементов опалубки, не несущих нагрузки от массы конструкций при распалубливании бетонных и железобетонных конструкций должно проводиться после достижения бетоном прочности, обеспечивающей сохранность поверхности и кромок углов при снятии опалубки. Распалубли-вание несущих железобетонных конструкций проводится после достижения бетоном прочности, указанной в табл. 5.2, снятие опалубки, воспринимающей массу бетона конструкций, армированных несущими сварными каркасами,— после достижения бетоном 25% проектной прочности.
При применении холодных бетонов следует учитывать возможность применения добавок хлористых солей.
Приемка фундаментов проводится вслед за распалубкой, но не ранее достижения бетоном проектной- прочности. Устройство гидроизоляции не разрешается до окончательной приемки фундаментов.
При приемке бетонных и железобетонных фундаментов проверяют правильность расположения и выполнения осадочных и температурных швов, соответствие геометрических размероэ фундаментов, отверстий, проемов и каналов проектным.
Снятие боковых элементов опалубки, не несущих нагрузки от массы конструкций при распалубливании бетонных и железобетонных конструкций должно проводиться после достижения бетоном прочности, обеспечивающей сохранность поверхности и кромок углов при снятии опалубки. Распалубли-вание несущих железобетонных конструкций проводится после достижения бетоном прочности, указанной в табл. 5.2, снятие опалубки, воспринимающей массу бетона конструкций, армированных несущими сварными каркасами,— после достижения бетоном 25% проектной прочности. Прочность бетона, при которой можно снимать несущую опалубку конструкций, сооружаемых в сейсмических районах, должна быть .указана в проекте.
Разрешается снятие боковых элементов опалубки, не несущих нагрузки от массы конструкций после достижения бетоном соответствующей прочности, обеспечивающей сохранность поверхности и кромок углов при снятии опалубки (если в проекте нет иных специальных указаний).
Удаление стоек, поддерживающих опалубку, может производиться только после снятия боковой оп-алубки и осмотра распалубленного бетона.
Прочность бетона определяется механическими методами, основанными на принципе вдавливания в бетон штампа или упругого отскока, а также физическими приборами для ультразвуковых испытаний.
До приемки железобетонных конструкций категорически запрещается заделка раковин, исправление поврежденных при распалубке граней или затирка поверхности бетона.
Приемка выполненных работ по возведению монолитных железобетонных перекрытий и колонн производится после достижения бетоном проектной прочности.
Прочность бетона, при которой можно снимать несущую опалубку конструкций, сооружаемых в сейсмических районах, должна быть .указана в проекте.
Разрешается снятие боковых элементов опалубки, не несущих нагрузки от массы конструкций после достижения бетоном соответствующей прочности, обеспечивающей сохранность поверхности и кромок углов при снятии опалубки (если в проекте нет иных специальных указаний).
Удаление стоек, поддерживающих опалубку, может производиться только после снятия боковой оп-алубки и осмотра распалубленного бетона.
Прочность бетона определяется механическими методами, основанными на принципе вдавливания в бетон штампа или упругого отскока, а также физическими приборами для ультразвуковых испытаний.
До приемки железобетонных конструкций категорически запрещается заделка раковин, исправление поврежденных при распалубке граней или затирка поверхности бетона.
Приемка выполненных работ по возведению монолитных железобетонных перекрытий и колонн производится после достижения бетоном проектной прочности. При приемке выполненных работ должны быть предъявлены следующие документы:
— рабочие чертежи с внесенными изменениями, а при значительных отклонениях — исполнительные чертежи;
— документы по надлежащему согласованию допущенных изменений;
— журналы работ по бетонированию;
— данные испытаний контрольных образцов бетона;
— акты приемки сварных арматурных сеток и каркасов.;
— акты приемки смонтированной арматуры.
При приемке законченных работ следует проверять качество бетона, его прочность и, если предусмотрено проектом, водонепроницаемость, морозостойкость и другие показатели; размеры конструкций, правильность выпуска арматуры колонн для наращивания очередного этажа или установки закладных частей. Проверять документацию на приемку и испытание примененных материалов и изделий.
При приемке выполненных работ должны быть предъявлены следующие документы:
— рабочие чертежи с внесенными изменениями, а при значительных отклонениях — исполнительные чертежи;
— документы по надлежащему согласованию допущенных изменений;
— журналы работ по бетонированию;
— данные испытаний контрольных образцов бетона;
— акты приемки сварных арматурных сеток и каркасов.;
— акты приемки смонтированной арматуры.
При приемке законченных работ следует проверять качество бетона, его прочность и, если предусмотрено проектом, водонепроницаемость, морозостойкость и другие показатели; размеры конструкций, правильность выпуска арматуры колонн для наращивания очередного этажа или установки закладных частей. Проверять документацию на приемку и испытание примененных материалов и изделий.
Похожие статьи: Навигация:
Главная → Справочник → Статьи → Блог → Форум |
3D-печатная опалубка для бетона: современное состояние, возможности, проблемы и области применения
1. Энтони Ф., Грисхаммер Р., Спек Т. и др..
Оценка устойчивости легкой биомиметической потолочной конструкции. Биоинспир Биомим
2014;9:16013. [PubMed] [Google Scholar]
Энтони Ф., Грисхаммер Р., Спек Т. и др..
Оценка устойчивости легкой биомиметической потолочной конструкции. Биоинспир Биомим
2014;9:16013. [PubMed] [Google Scholar]
2. Хаммонд Г., Джонс С. Воплощенный углерод: перечень углерода и энергии (ICE). Лоури Ф., Це П., ред. Брэкнелл, Соединенное Королевство: Батский университет, BSRIA, 2011. ISBN: 9780. 860227038. [Google Scholar]
3. Эндрю РМ. Глобальные выбросы CO₂ от производства цемента. Научные данные Earth Syst 2018;10:2213–2239. [Google Scholar]
4. Olivier JGJ, Janssens-Maenhout G, Muntean M, et al. Тенденции глобальных выбросов CO₂: отчет за 2016 год. PBL и EC-JRC, изд. Гаага, Нидерланды: Агентство экологической оценки Нидерландов PBL, 2016. [Google Scholar]
5. Knaack U, Hickert S, Hildebrand L. Concretable. Роттердам, Нидерланды: Nai010 Publishers, 2015. ISBN: 978-9462082212. [Google Академия]
6.
Ванглер Т., Льорет Э., Райтер Л. и др..
Цифровой бетон: возможности и проблемы. RILEM Tech Lett
2016; 1:67.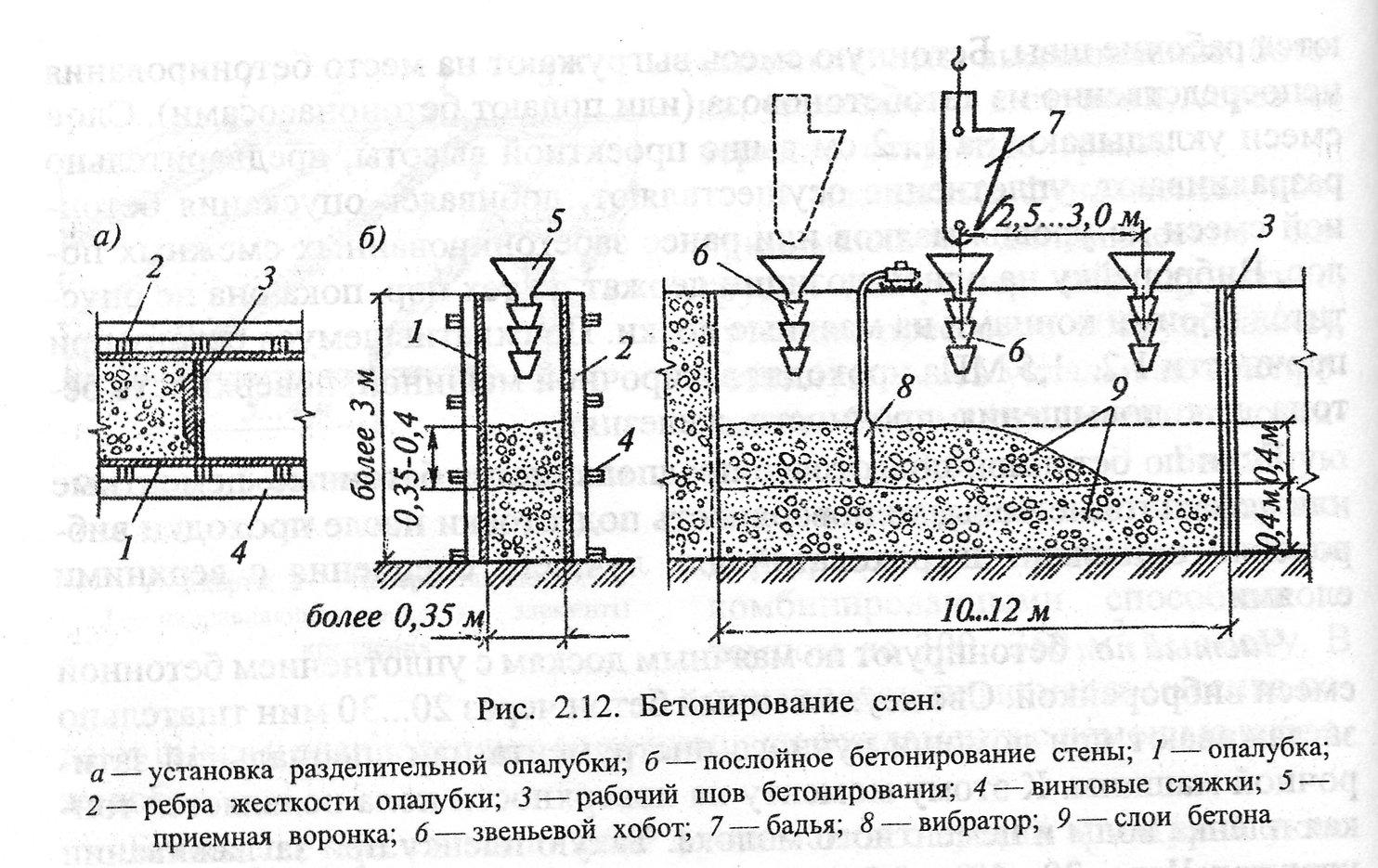 [Google Scholar]
[Google Scholar]
7. Басуэлл Р.А., да Силва В.Р.Л., Бос Ф.П. и др.. Структура классификации процессов для определения и описания цифрового производства бетона. Cem Concr Res 2020;134:106068. [Google Scholar]
8. Дельгадо Камачо Д., Клейтон П., О’Брайен В.Дж. и др.. Применение аддитивного производства в строительной отрасли — перспективный обзор. Автомат Констр 2018;89: 110–119. [Google Scholar]
9. Лоук Д., Дини Э., Перро А. и др.. 3D-печать с использованием дисперсионного слоя в бетонных конструкциях: возможности и проблемы. Cem Concr Res 2018;112:50–65. [Google Scholar]
10. Уэст М., Арая Р. Тканевая опалубка для бетонных конструкций и архитектуры. В: Креплин Б., Блетцингер К.У., Оньяте Э., ред. Международная конференция по текстильным композитам и надувным конструкциям. Структурные мембраны. Барселона, Испания: Международный центр численных методов в инженерии, 2009 г.; стр. 7–10. [Google Scholar]
11.
Попеску М., Райтер Л., Лью А. и др..
Здание из бетона со сверхлегкой вязаной несъемной опалубкой: прототип бетонного моста-оболочки. Структуры
2018;14:322–332. [Google Scholar]
Структуры
2018;14:322–332. [Google Scholar]
12. Попеску М. Вязаная несъемная опалубка для бетона. Кандидатская диссертация, ETH Zürich, Швейцария, 2016. DOI: 10.3929/ethz-b-000408640. [CrossRef] [Google Scholar]
13. Собек В. Бетонные оболочки на пневматической опалубке. В: Хеки К., изд. Симпозиум МАСС. Осака, Япония: Международная ассоциация оболочек и пространственных конструкций, 19 лет.86; стр. 337–344. ISBN 0444426841. [Google Scholar]
14. Ислер Х. Новые материалы для оболочечных и пространственных конструкций. В: Чатман С., Умберто Э., Жан-Мари К. (ред.) Всемирная конференция IASS 1974, Милан. Мутон, Париж, 1979. 7.43–7.75. [Google Scholar]
15. Кромосер Б., Хубер П. Системы пневматической опалубки в строительстве. Adv Mater Sci Eng 2016;2016:4724036. [Google Scholar]
16.
Дертельманн М., Книпперс Дж., Козловски В. и др..
Исследовательский павильон ICD/ITKE 2014–15: Размещение волокна на пневматическом корпусе на основе водяной паутины. Архит Дес
2015;85:60–65. [Google Академия]
[Google Академия]
17. Макги В., Феринга Дж., Сондергаард А. Процессы для объемной архитектуры. В: Брелл-Чоккан С., Брауманн Дж., ред. Роботизированное производство в архитектуре, искусстве и дизайне. Вена, Австрия: Springer, 2013; стр. 62–71. ISBN 978-3709114643. [Google Scholar]
18. Мартинс П.Ф., де Кампос П.Ф., Нуньес С. и др. Тектоника цифрового бетона. Шкаф для роботизированной резки горячей проволокой. В: Flatt RJ, Wangler T, ред. Книжная серия РИЛЕМ. Том 19. Цюрих, Швейцария: Springer, 2019.; стр. 311–322. ISBN 9783319995199. [Google Scholar]
19. Søndergaard A, Feringa J, Nørbjerg T, et al. Роботизированная резка горячим лезвием. В: Рейнхардт Д., Сондерс Р., Берри Дж., ред. Производство роботов в архитектуре, искусстве и дизайне, 2016 г. Сидней, Австралия: Springer, 2016 г.; стр. 150–164. [Google Scholar]
20.
Раст Р., Дженни Д., Грамазио Ф. и др..
Пространственная резка проволокой: совместная роботизированная резка нелинейной геометрии поверхности для строительных компонентов, изготовленных на заказ. Вышли: Чиен С., Чу С., Шнабель М.А., и др. , ред. CAADRIA Живые системы и микроутопии: на пути к непрерывному проектированию. Гонконг: Исследования в области компьютерного архитектурного проектирования в Азии, 2016 г.; стр. 529–538. ISBN 9789881
Вышли: Чиен С., Чу С., Шнабель М.А., и др. , ред. CAADRIA Живые системы и микроутопии: на пути к непрерывному проектированию. Гонконг: Исследования в области компьютерного архитектурного проектирования в Азии, 2016 г.; стр. 529–538. ISBN 9789881
21. Мартинс П.Ф., Соуза Дж.П. Технология цифрового производства в бетонной архитектуре. В: Томпсон Э.М., ред. Fusion-Материалы 32-й конференции ECAAD. Том 1. Факультет инженерии и окружающей среды Ньюкасл-апон-Тайн, Великобритания, 2014; стр. 475–484. ISBN 978-94-91207-07-5. [Google Scholar]
22. Батталья К.А., Миллер М.Ф., Живкович С. Субаддитивная 3D-печать оптимизированных бетонных решетчатых конструкций с двойной кривизной. В: Уиллманн Дж., Блок П., Хаттер М. и др., Ред. Производство роботов в архитектуре, искусстве и дизайне, 2018. Чам, Цюрих, Швейцария: Springer, 2018; стр. 242–255. [Google Scholar]
23.
Хуркскенс И., Мирьян А., Грамазио Ф. и др. Роботизированные ландшафты: проектирование процессов формирования крупномасштабных автономных землеройных работ. Пришли: Генгнагель К, Баверел О, Берри Дж, и др. , ред. Симпозиум по дизайн-моделированию. Воздействие: дизайн со всеми чувствами. Берлин, Германия: Springer, 2020; стр. 69–81. ISBN 9783030298289. [Google Scholar]
Пришли: Генгнагель К, Баверел О, Берри Дж, и др. , ред. Симпозиум по дизайн-моделированию. Воздействие: дизайн со всеми чувствами. Берлин, Германия: Springer, 2020; стр. 69–81. ISBN 9783030298289. [Google Scholar]
24. Линдеманн Х., Петри Дж., Нойдекер С. и соавт. Технологическая цепочка для роботизированного производства нестандартных армированных волокном бетонных панелей двойного изгиба с помощью адаптивной формы. В: Menges A, Sheil B, Glynn R, et al. , ред. Изготовление: переосмысление дизайна и конструкции. Лондон, Великобритания: UCL Press, 2017; стр. 218–223. [Google Академия]
25. Качинский депутат. Сгибайте, складывайте, заливайте: переосмысление гибкой опалубки с цифровым изготовлением и складыванием оригами. В: Бисли П., Хан О., Стейси М., ред. ACADIA 2013: Адаптивная архитектура. Кембридж, Онтарио, Канада: Ассоциация автоматизированного проектирования в архитектуре, 2013 г.; стр. 419–420. ISBN 9781926724270. [Google Scholar]
26.
Хак Н. , Лауэр В.В. Сетка-форма: роботизированные пространственные сетки в качестве железобетонной опалубки. Архит Дес
2014;84:44–53. [Google Академия]
, Лауэр В.В. Сетка-форма: роботизированные пространственные сетки в качестве железобетонной опалубки. Архит Дес
2014;84:44–53. [Google Академия]
27. Шиппер Р., Янссен Б. Изготовление элементов двойного изгиба из сборного железобетона с использованием результатов экспериментов с гибкой формой. FIB Symp Concr Eng Excell Effic 2011;2:883–886. [Google Scholar]
28. Грамазио Ф., Колер М., Уиллман Дж. и др.. Безотходная опалубка свободной формы. В: Труды второй международной конференции по гибкой опалубке, BRE CICM, Университет Бата, 2012 г.; 258–267. [Google Scholar]
29. Ассоциация быстрого производства. ИСО/АСТМ 52900: 2018. Аддитивное производство. Общие принципы. Терминология. Европейский комитет по стандартизации, Брюссель, Бельгия, 2018 г. DOI: 10.1520/F2792-12A.2. [CrossRef] [Google Scholar]
30.
Лаарман Дж., Йокич С., Новиков П. и др. Производство антигравитационных добавок. В: Грамазио Ф., Колер М., Лангенберг С., ред. Изготовление 2014 Переговоры по дизайну и изготовлению.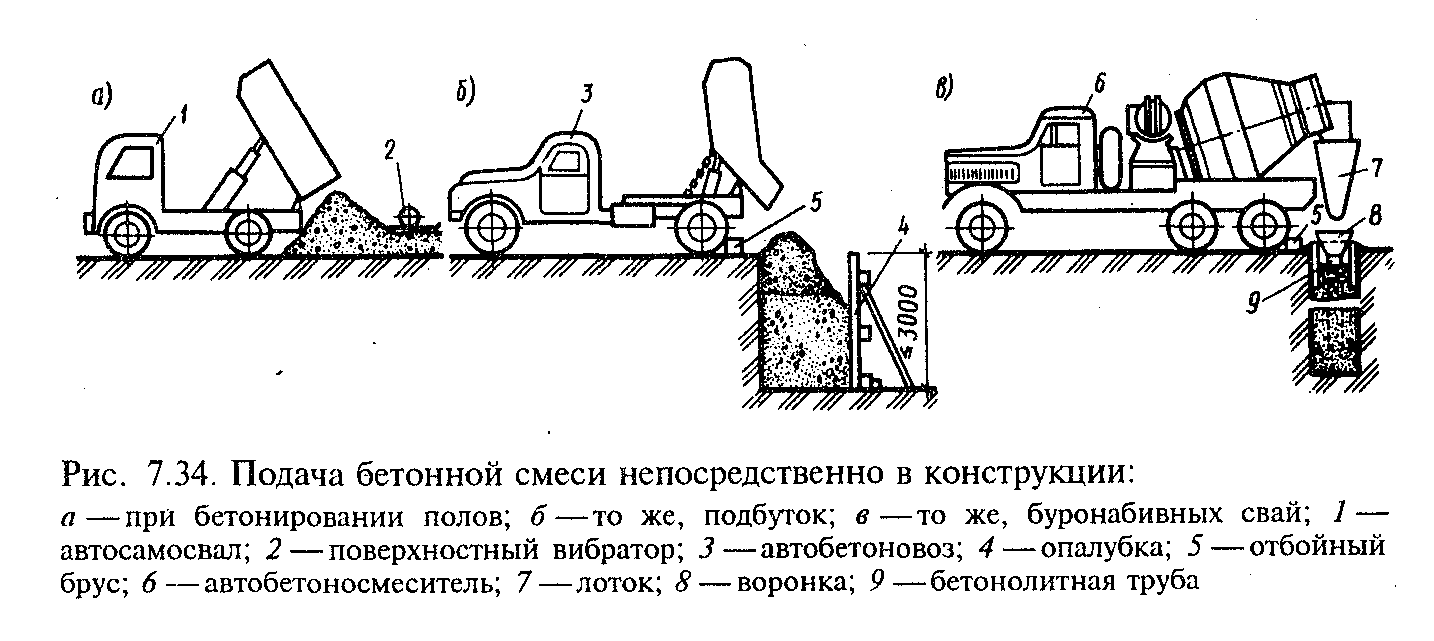 Цюрих, Швейцария: UCL Press, 2014; стр. 192–197. ISBN 978-1787352148. [Google Scholar]
Цюрих, Швейцария: UCL Press, 2014; стр. 192–197. ISBN 978-1787352148. [Google Scholar]
31. Хамбах М., Рутцен М., Фолькмер Д. Глава 5. Свойства портландцементной пасты, армированной волокнами, напечатанной на 3D-принтере. В: Санджаян Дж. Г., Назари А., Нематоллахи Б., ред. Технология 3D-печати бетоном. Баттерворт-Хайнеманн, Оксфорд, Великобритания, 2019 г.; стр. 73–113. ISBN 9780128154816. [Google Scholar]
32. Панда Б., Унлюер С., Тан М.Дж. Исследование реологии и прочности геополимерных смесей для экструзионной 3D-печати. Cem Concr Compos 2018;94:307–314. [Google Scholar]
33. Хошневис Б., Даттон Р. Инновационный процесс быстрого прототипирования позволяет создавать сложные формы больших размеров с гладкой поверхностью из самых разных материалов. Матер Технол 1998; 13:53–56. [Google Scholar]
34. Хошневис Б. Роботизированные комплексы для автоматизированного строительства. Университет Южной Калифорнии. Патент HK1096345А1, с. 47, 2005. [Google Scholar]
35. Фэн Л., Юхонг Л. Исследование статус-кво и проблем 3D-печатных зданий в Китае. Glob J Hum Soc Sci Res
2014; 14:1–4. [Google Scholar]
Фэн Л., Юхонг Л. Исследование статус-кво и проблем 3D-печатных зданий в Китае. Glob J Hum Soc Sci Res
2014; 14:1–4. [Google Scholar]
36. Дубалле Р., Баверел О., Дирренбергер Дж. Классификация строительных систем для 3D-печати бетона. Автомат Констр 2017; 83: 247–258. [Google Scholar]
37. Бараник И. Эта сложная бетонная колонна была изготовлена с использованием опалубки, напечатанной на 3D-принтере. Dezeen, Опубликовано в 2017 г. https://www.archdaily.com/806230/this-complex-concrete-column-was-made-using-3d-printed-formwork По состоянию на август. 18, 2021.
38. Госселин С., Дюбале Р., Ру П. и др.. Крупномасштабная 3D-печать сверхвысококачественного бетона — новый технологический маршрут для архитекторов и строителей. Матер Дес 2016; 100:102–109. [Google Scholar]
39. Домашняя страница Apis Cor. Апис Кор. Опубликовано в 2021 г. По состоянию на июль. 6, 2021. https://www.apis-cor.com/
40.
Антон А., Бедарф П., Ю А. и др. Бетонная хореография: предварительное изготовление колонн, напечатанных на 3D-принтере. В: Bury J, Sabin JE, Sheil B, et al. , ред. Fabricate 2020 Создание отказоустойчивой архитектуры. Лондон, Великобритания: UCL Press, 2020; стр. 286–29.3. [Google Scholar]
В: Bury J, Sabin JE, Sheil B, et al. , ред. Fabricate 2020 Создание отказоустойчивой архитектуры. Лондон, Великобритания: UCL Press, 2020; стр. 286–29.3. [Google Scholar]
41. Коста ЕЭК, Дуарте Х.П., Бартоло П. Обзор аддитивного производства для производства керамики. Быстрый прототип J 2017;23:954–963. [Google Scholar]
42. Хошневис Б., Буккапатнам С., Квон Х. и др.. Экспериментальное исследование контурной обработки с использованием керамических материалов. Быстрый прототип J 2001; 7: 32–41. [Google Scholar]
43. Каки АЛ. 3D-печать бетоном распространяется на мировое строительство. Опубликовано 18 февраля 2017 г. По состоянию на июль. 1, 2021. https://worldarchitecture.org/architecture-news/cvzhp/3d-concrete-printing-expands-to-world-construction.html
44.
Ван С., Дрицас С., Морел П. и др..
Глиняная робототехника. В: Chien SF, Choo S, Schnabel MA, et al. , ред. CAADRIA Живые системы и микроутопии: на пути к непрерывному проектированию. Мельбурн, Австралия: Компьютерное исследование архитектурного дизайна в Азии,
2017; 579–589. [Google Scholar]
Мельбурн, Австралия: Компьютерное исследование архитектурного дизайна в Азии,
2017; 579–589. [Google Scholar]
45. Крамп СС. Устройство и способ создания объемных объектов. Патент Stratasys, Inc. AT205944T; СА2027731С; DE6
09T2; EP0833237B1; JPH082598B2; US5121329A, с. 44, 1992. [Google Scholar]46. Boyd IV RP, Weller C, Disanto A и др. Производство сот и аппаратура для аддитивного производства. Branch Technology, Inc. Патент US10618217B2, с. 42, 2017. [Google Scholar]
47. Ай Билд — Бетонная опалубка. Опубликовано в 2021 г. По состоянию на июль. 19, 2018. https://ai-build.com/concreteformwork.html
48. Нэн С., Паттерсон С., Педрески Р. Новые территории практики цифровых материалов. В: Труды 3-й двухгодичной конференции «Исследования через дизайн». РДТ. 2017; Figshare и Национальный музей Шотландии, Эдинбург, Великобритания. стр. 356–371. [Google Академия]
49.
Петерс Б. Аддитивная опалубка: гибкая опалубка, напечатанная на 3D-принтере. В: Гербер Д. , Хуан А., Санчес Дж., ред. АКАДИЯ: Дизайнерское агентство. Лос-Анджелес, Калифорния: Ассоциация компьютерного проектирования в архитектуре, 2014 г.; стр. 517–522. ISBN 9781926724515. [Google Scholar]
, Хуан А., Санчес Дж., ред. АКАДИЯ: Дизайнерское агентство. Лос-Анджелес, Калифорния: Ассоциация компьютерного проектирования в архитектуре, 2014 г.; стр. 517–522. ISBN 9781926724515. [Google Scholar]
50. Питерс БП. Опалубка для архитектурных приложений и методов. Кентский государственный университет. Патент US2015336297A1, с. 22, 2015. [Google Scholar]
51. Джипа А., Бернхард М., Дилленбургер Б. Субмиллиметровая опалубка. 3D-печатная пластиковая опалубка для бетонных элементов. В: Биг К., изд. Новый дизайн TxA + технология. Остин, Техас: Техасский университет, 2017 г.; п. 9. [Google Scholar]
52. Джипа А., Бернхард М., Руффрей Н. и др.. Свобода изготовления опалубки для бетонного каноэ. Gestão Tecnol Proj 2019;14:25–44. [Google Scholar]
53.
Дойл С., Хант Э. MELTING 2.0: Увеличение бетонных колонн с помощью водорастворимой 3D-печатной опалубки. В: Аго В., дель Кампо М., Дойл С.Е. и др., Ред. Распределенная близость ACADIA 2020. Ассоциация автоматизированного проектирования в архитектуре, онлайн, 2020. 2: 192–197. ISBN 978-0-578-95253-6. [Google Академия]
2: 192–197. ISBN 978-0-578-95253-6. [Google Академия]
54. Дойл С.Э., Хант Э.Л. Растворимая 3D-печатная опалубка исследует аддитивное производство железобетона. В: Биг К., Бриско Д., Одом С. и др., Ред. ACADIA 2019 Вездесущность и автономия. Остин, Техас: Ассоциация автоматизированного проектирования в архитектуре, 2019 г.; стр. 178–187. ISBN 9780578591797. [Google Scholar]
55. Лешок М., Дилленбургер Б. Растворимая 3D-печатная опалубка. В: Биг К., Бриско Д., Одом С., ред. ACADIA вездесущность и автономия. Остин, Техас: Ассоциация компьютерного проектирования в архитектуре, 2019 г.; стр. 188–197. ISBN 978-0578591797. [Google Scholar]
56. Лешок М., Дилленбургер Б. Устойчивая тонкостенная 3D-печатная опалубка для бетона. В: Gengnagel C, Baverel O, Burry J и др., ред. Симпозиум по дизайн-моделированию. Воздействие: дизайн со всеми чувствами. Берлин, Германия: Springer, 2019; стр. 1–15. [Google Scholar]
57.
Бургер Дж., Льорет-Фричи Э., Скотто Ф. и др..
Яичная скорлупа: Ультратонкая трехмерная печатная опалубка для бетонных конструкций. 3D Print Addit Manuf
2020;7:49–59. [Google Scholar]
3D Print Addit Manuf
2020;7:49–59. [Google Scholar]
58. Jipa A, Barentin CC, Lydon G и др. Опалубка, напечатанная на 3D-принтере, для интегрированных железобетонных плит фуникулера. В: Ласаро С., Оньяте Э., Блетцингер К.У., ред. Симпозиум IASS и международная конференция по конструкционным мембранам по текстильным композитам и надувным конструкциям, форме и силе. Барселона, Испания: Международная ассоциация оболочек и пространственных конструкций, 2019 г.; стр. 1239. –1246. ISBN 9788412110104. [Google Scholar]
59. Джипа А., Джакомарра Ф., Гизеке Р. и др. 3D-печатная опалубка для индивидуальной бетонной лестницы от компьютерного проектирования до цифрового изготовления. В: Спенсер С.Н., изд. SCF — Симпозиум ACM по вычислительному производству. Питтсбург, Пенсильвания: Ассоциация вычислительной техники, 2019 г.. ISBN 9781450367950. [Google Scholar]
60.
Стивенс П. Первая в мире умная бетонная стена активируется прикосновением руки. Дизайнбум. Опубликовано 22 июня 2018 г. https://www.designboom.com/architecture/smart-concrete-wall-nowlab-bigrep-3d-printing-06-27-2018/ По состоянию на август.
18, 2021.
https://www.designboom.com/architecture/smart-concrete-wall-nowlab-bigrep-3d-printing-06-27-2018/ По состоянию на август.
18, 2021.
61. Большая респ. Быстрый индивидуальный бетон. Петри Дж., изд. Кемптен, Германия: BigRep Gmbh, 2017. https://bigrep.com/wp-content/uploads/2018/08/Geiger_eBook.pdf По состоянию на август. 18, 2021.
62. Petri J. Modulares Schalungssystem für die Herstellung von Betonelementen. Модульная опалубочная система для изготовления железобетонных изделий. БигРеп ГмбХ. Патент CN110036163A; DE102016119365А1; ЕР3526424А1; США2019264453А1; WO2018068791A4, с. 14, 2018. [Google Scholar]
63. Рошли А., Пост Б.К., Чессер П.С. и др. Формы для сборного железобетона, изготовленные методом аддитивного производства большой площади. В: Bourell DL, Beaman JJ, Crawford RH, et al. , ред. Международный симпозиум по изготовлению твердых материалов произвольной формы. Остин, Техас: Техасский университет, 2018 г.; стр. 568–579. [Google Scholar]
64. Сюй Ф.
ВУЛКАН: замыкание цикла в 3D-печатном архитектурном дизайне. Архит Дес
2016; 86: 82–91. [Google Scholar]
Сюй Ф.
ВУЛКАН: замыкание цикла в 3D-печатном архитектурном дизайне. Архит Дес
2016; 86: 82–91. [Google Scholar]
65. Heinsman H. Aectual Construction — устойчивая, настраиваемая, напечатанная на 3D-принтере. Лондон, Великобритания: NXT BLD, 2018. [Google Scholar]
66. Набони Р., Брезегелло Л. Опалубка с добавками высокого разрешения для строительных бетонных панелей. В: Bos FP, Lucas SS, Wolfs RJM и др., ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: Springer, 2020; стр. 936–945. ISBN 9783030499167. [Google Scholar]
67. Гардинер Дж.Б. Способ изготовления объекта. Патент WO 2015061855A1; США10343320B2; AU2014344811B2; CA2928481А1; CN105765137B; ЕР3063340В1; JP6588901B2; СГ11201603160ВА, с. 40, 2015. [Google Scholar]
68. Гардинер Дж. Б., Янссен С. Р. FreeFab: Разработка роботизированного 3D-принтера для опалубки в строительном масштабе. Robot Fabr Archit Art Des 2014: 131–146. [Google Scholar]
69. Гардинер Дж. Б., Янссен С. Р., Киршнер Н. Реализация роботизированной системы строительного масштаба для 3D-печати сложной опалубки. В: Международный симпозиум по автоматизации и робототехнике в строительстве и горнодобывающей промышленности. Оберн, Алабама: Международная ассоциация автоматизации и робототехники в строительстве, 2016 г.; стр. 515–521. ISBN 9781510829923. [Google Scholar]
Гардинер Дж. Б., Янссен С. Р., Киршнер Н. Реализация роботизированной системы строительного масштаба для 3D-печати сложной опалубки. В: Международный симпозиум по автоматизации и робототехнике в строительстве и горнодобывающей промышленности. Оберн, Алабама: Международная ассоциация автоматизации и робототехники в строительстве, 2016 г.; стр. 515–521. ISBN 9781510829923. [Google Scholar]
70. Китинг С., Оксман Н. Изготовление соединений: многофункциональная роботизированная платформа для цифрового проектирования и производства. Производитель роботов Comput Integr 2013; 29: 439–448. [Google Scholar]
71. Китинг С., Оксман Н. Методы и устройства для компьютерного производства распыляемой пены. Массачусетский Институт Технологий. Патент US9566742B2, с. 30, 2013. [Google Scholar]
72. Furet B, Poullain P, Garnier S. 3D-печать для строительства на основе сложной стены из пенополимера и бетона. Аддит Мануф 2019;28:58–64. [Google Scholar]
73.
Раэль Р., Сан Фрателло В. Архитектура печати: инновационные рецепты для 3D-печати. Принстон: Princeton Architectural Press, 2018. ISBN: 9781616897475. [Google Scholar]
Архитектура печати: инновационные рецепты для 3D-печати. Принстон: Princeton Architectural Press, 2018. ISBN: 9781616897475. [Google Scholar]
74. Морель П., Шварц Т. Автоматизированные системы заливки пространственных бетонных решеток. В: Томсен Рамсгаард М., Тамке М., Геннагель С. и др., Ред. Моделирование поведения. Чам, Швейцария: Springer, 2015; стр. 213–223. [Google Академия]
75. Дилленбургер Б. Maschinelle Übersetzungen. [Машинный перевод]. Тех21 2016;23:25–27. [Google Академия]
76. Aghaei Meibodi M, Bernhard M, Jipa A, et al. Умный берет у сильного. В: Шейл Б., Менгес А., Глинн Р., и др. , ред. Fabricate 2017: переосмысление дизайна и конструкции. Лондон, Великобритания: UCL Press, 2017; стр. 210–217. ISBN 9781787350014. [Google Scholar]
77.
Aghaei Meibodi M, Jipa A, Giesecke R, et al. Smart Slab: компьютерное проектирование и цифровое изготовление облегченной бетонной плиты. Вышел: Анзалон П; Дель Синьор М., Вит А.Дж., ред. ACADIA 2018: Повторная калибровка: о неточности и неверности. Мехико, Мексика: ACADIA, 2018 г.; стр. 434–443. ISBN 9780692177297. [Google Scholar]
Мехико, Мексика: ACADIA, 2018 г.; стр. 434–443. ISBN 9780692177297. [Google Scholar]
78. Götz S. Geschwungen, gekrümmt, gewendelt. 3D-Gestützte Fertigung von Sonderschalung. Изогнутый, изогнутый, скрученный. Изготовление специальной опалубки с поддержкой 3D. В: Шмитц Э., изд. THIS Fachmagazin Für Erfolgreiches Bauen. Гютерсло, Германия: Bauverlag BV, 2019; стр. 9–11. [Google Scholar]
79. Антон А., Джипа А., Рейтер Л. и др. Быстрая сложность: Аддитивное производство бетонных плит. В: Салет Т., Бос Ф.П., Лукас С.С., и др. , ред. Вторая международная конференция RILEM по бетону и цифровому производству. DC 2020. Чам, Эйндховен, Нидерланды: Springer, 2020; стр. 1067–1077. [Google Академия]
80.
Burger J. Eggshell: Проектирование и изготовление нестандартных конструкционных бетонных колонн с использованием тонкостенной опалубки, напечатанной на 3D-принтере. Делфтский технологический университет и Gramazio Kohler Research, 2019 г. По состоянию на август.
7, 2019. http://resolver.tudelft.nl/uuid:4c44c1be-ac9e-428d-942b-b13111c400fe [Google Scholar]
http://resolver.tudelft.nl/uuid:4c44c1be-ac9e-428d-942b-b13111c400fe [Google Scholar]
81. Вербрюгген С., Реми О., Васиэлс Дж. и др.. Несъемная опалубка из TRC, предназначенная для поперечной арматуры железобетонных балок. Adv Mater Sci Eng 2013;2013:648943. [Google Академия]
82. Перифуа Р.Л., Оберлендер Г.Д. Опалубка для бетонных конструкций. 4-е изд. Брамбл Дж., Джинигер С., Смит С.М., ред. Нью-Йорк: Компании McGraw Hill, 1964. ISBN: 978-0071639170. [Google Scholar]
83. Джипа А., Агай Мейбоди М., Гизеке Р. и др. 3D-печатная опалубка для сборных железобетонных плит. В: Санджаян Дж. Г., изд. Первая международная конференция по строительной 3D-печати, приуроченная к 6-й Международной конференции по инновационному производству и строительству. Том 2018. Технологический университет Суинберна, Мельбурн, Австралия, 2018; стр. 2–9. [Google Scholar]
84.
Хак Н., Лауэр В.В., Грамазио Ф. и др. Способ изготовления трехмерной конструкции, элемент сетчатой опалубки для изготовления трехмерной конструкции и способ его изготовления. ETH Сингапур, ETH Цюрих и Sika Tech. Патент DK3042008T3; ЕР3042008В1; СГ11201601573ПА; США2016207220А1; WO2015034438A1, с. 28, 2014. [Google Scholar]
ETH Сингапур, ETH Цюрих и Sika Tech. Патент DK3042008T3; ЕР3042008В1; СГ11201601573ПА; США2016207220А1; WO2015034438A1, с. 28, 2014. [Google Scholar]
85. Ruffray N, Bernhard M, Jipa A и др.. Сложные архитектурные элементы из UHPFRC и напечатанного на 3D-принтере песчаника. В: Toutlemonde F, изд. Симпозиум RILEM по сверхвысокоэффективному фибробетону. Монпелье, Франция: Association Française de Génie Civil, 2017 г.; стр. 135–144. [Google Академия]
86. Риппманн М. Геометрические подходы к проектированию оболочки фуникулера для поиска формы и изготовления дискретных фуникулерных конструкций. Кандидатская диссертация. 2016; 23307; Высшая техническая школа Цюриха, Швейцария. [Google Scholar]
87. Блок П., Риппманн М., Ван Меле Т. Компрессионные сборки: производительность снизу вверх для новой формы конструкции. Архит Дес 2017; 87: 104–109. [Google Scholar]
88.
Аспрон Д., Менна С., Бос Ф.П. и др..
Переосмысление армирования для цифрового производства бетона. Cem Concr Res
2018; 112:111–121. [Google Академия]
Cem Concr Res
2018; 112:111–121. [Google Академия]
89. Хошневис Б., Хван Д., Яо К.Т. и др.. Изготовление в мегамасштабе компанией Contour Crafting. Int J Ind Syst Eng 2006; 1: 301–320. [Google Академия]
90. Бос Ф.П., Ахмед З.Ю., Ютинов Э.Р. и др.. Экспериментальное исследование металлического троса в качестве арматуры в бетоне, напечатанном на 3D-принтере. Материалы (Базель) 2017;10:1314. [Бесплатная статья PMC] [PubMed] [Google Scholar]
91. Марчмент Т., Санджаян Дж. Метод армирования сеткой для 3D-печати бетона. Автомат Констр 2020;109:102992. [Google Академия]
92. Генейди О., Кумарджи С., Дубор А. и др. Одновременное армирование бетона при 3D-печати. В: Bos FP, Lucas SS, Wolfs RJM, et al. , ред. Международная конференция по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: Springer, 2020; стр. 895–905. ISBN 9783030499167. [Google Scholar]
93.
Лю И, Джуэтт Дж. Л., Карстенсен Дж. В. Экспериментальное исследование топологически оптимизированной глубокой железобетонной балки с уменьшенным объемом бетона. В: Bos FP, Lucas SS, Wolfs RJM и др., ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: RILEM, 2020; стр. 601–611. ISBN 9783030499167. [Google Scholar]
В: Bos FP, Lucas SS, Wolfs RJM и др., ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: RILEM, 2020; стр. 601–611. ISBN 9783030499167. [Google Scholar]
94. Юстен СК. Печать моста из нержавеющей стали: исследование структурных свойств аддитивных производств из нержавеющей стали для целей гражданского строительства. Bijlaard FSK, Richardson IM, De Vries PA и др., ред. Магистерская диссертация. Делфт, Нидерланды: Делфтский технологический университет, 2015 г. http://resolver.tudelft.nl/uuid:b4286867-9c1c-40c1-a738-cf28dd7b6de5 По состоянию на август. 18, 2021.
95. Меччерин В., Графе Дж., Нерелла В.Н. и др.. Напечатанная на 3D-принтере стальная арматура для цифровой бетонной конструкции — производство, механические свойства и характеристики сцепления. Constr Build Mater 2018;179: 125–137. [Google Scholar]
96.
Хань Д., Инь Х., Цюй М. и др..
Технический анализ и сравнение методов изготовления опалубки для сборных домов по индивидуальному заказу: 3D-печать и традиционные методы. Архит Инг
2020;26:04020001. [Google Академия]
Архит Инг
2020;26:04020001. [Google Академия]
97. ВоксельДжет. Сложная бетонная опалубка — больше эффективности благодаря 3D-печати. Friedberg, 2018. https://www.voxeljet.com/whitepaper-3d-concrete-formwork По состоянию на август. 18, 2021.
98. Олвуд Дж.М., Эшби М.Ф., Гутовски Т.Г. и др.. Материальная эффективность: Белая книга. Экономия ресурсов 2011;55:362–381. [Google Академия]
99. дель Кампо М., Маннингер С. Автономная тектоника II. В: Gerber DJ, Ibañez M, ред. Парадигмы в вычислительной технике: создание, машины и модели для дизайнерского агентства в архитектуре. eVolo, Лос-Анджелес, Калифорния. 2015 г.; стр. 299–306. ISBN 9781938740091. [Google Scholar]
100. Агусти-Хуан И., Хипа А., Хаберт Г. Экологическая оценка многофункциональных строительных элементов, построенных с использованием технологий цифрового производства. Int J Оценка жизненного цикла 2019;24:1027–1039. [Академия Google]
101.
Накашима К., Аузингер Т., Ярусси Э. и др.. CoreCavity: интерактивная декомпозиция оболочки для изготовления двухкомпонентных жестких форм. Трансграф ACM. 2018;37;1–13. [Google Академия]
Трансграф ACM. 2018;37;1–13. [Google Академия]
102. Альдериги Т., Маломо Л., Джорджи Д. и др.. Проектирование композитных форм с учетом объема. Трансграф ACM 2019; 38:1–12. [Google Академия]
103. Маломо Л., Пьетрони Н., Бикель Б. и др.. FlexMolds: Автоматическое проектирование гибких оболочек для формовки. Трансграф ACM 2016; 35:1–12. [Google Академия]
104. Чакраборти П., Венката Редди Н. Автоматическое определение направлений разъема, линий разъема и поверхностей для составных постоянных форм. J Mater Process Technol 2009; 209: 2464–2476. [Google Академия]
105. Херхольц П., Матусик В., Алекса М. Аппроксимация геометрии произвольной формы с полями высот для производства. Форум по вычислительной графике 2015; 34: 239–251. [Google Академия]
106. Дадсон БХ. Метод строительства на месте с использованием методов последовательного формования. Патент US3275719А, с. 9, 1963. [Google Scholar]
107.
Сьюэлл Дж.Б., Тули Дж.Р. Бетонная опалубка. Патент Acrow Eng Ltd. CA858969A, с. 9, 1967. [Google Scholar]
CA858969A, с. 9, 1967. [Google Scholar]
108. Вербург ДК. Формодержатель для изготовления бетонного каркаса здания. JP van Eesteren S Administrat. Патент US3488028A, с. 4, 1967. [Google Scholar]
109. Маркевиц В., Болдуан Д. Тоннельная опалубка. Хюннебек ГмбХ. патент DE1928196C3; ДК133608С; ФР2048381А5; ГБ1311898А; НЛ141952С; SE354684B; США3678693А, с. 10, 1969. [Google Scholar]
110. Бомер В., Фалтико С. Скользящая форма. Патент US4081227A, с. 12, 1976. [Google Scholar]
111. Ван Метер Р.А. Установка бетонной опалубки летающей палубы. Патент Symons Corp. US4036466A, с. 8, 1975. [Google Scholar]
112. Майер Дж. Глайдефорскалинг. Скользящая опалубка. Патент AT22144T; СА1174481А; DE3117409C2; ДК188182А; ЕР0064183В1; ЭС8303593А1; НО821437Л; PT74831B; US4478385A, с. 8, 1982. [Google Scholar]
113. Уорден В. Гидравлическая самоподъемная опалубка. НУ Форма Инжиниринг. Патент AU607139Б2, с. 21, 1987. [Google Scholar]
114.
Молодой Д.А. Изолирующая бетонная стенообразующая конструкция несъемного типа и устройство и система крепления к ней стеновых покрытий.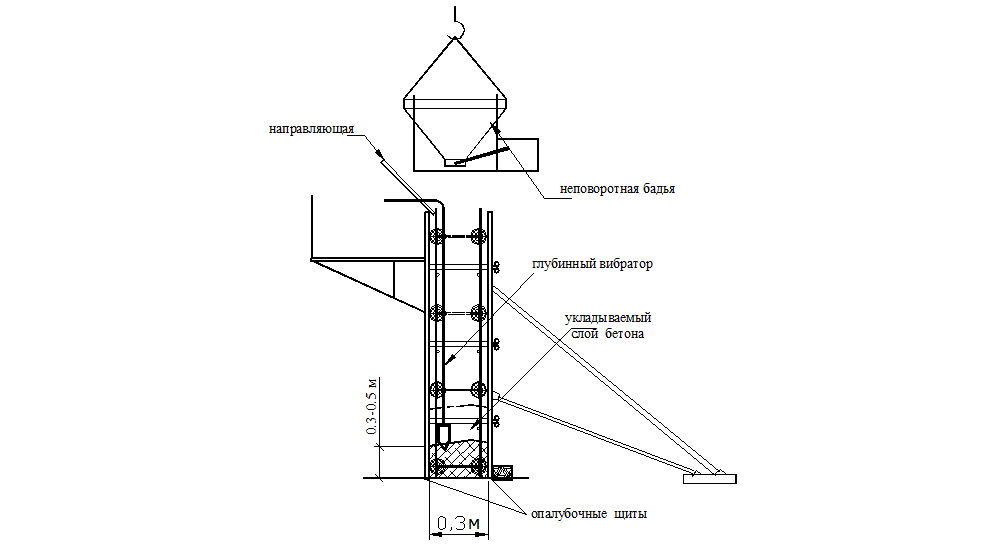 Патент компании Young Rubber Co. CA1312478C, с. 29, 1985. [Google Scholar]
Патент компании Young Rubber Co. CA1312478C, с. 29, 1985. [Google Scholar]
115. Мур младший JD. Утепленная бетонная форма. Патент AU2229899A; КА2315638А1; США6363683B1; WO9936639A1, с. 23, 1998. [Google Scholar]
116. Cymbala PM, Cymbala AW, Дорен Грегори Дж. и др. Система утепления бетонной опалубки. Патент WO9840577А1; AU5977698A; СА2298435С; US5896714A, с. 12, 1997. [Google Scholar]
117. Боешарт ЧП. Шарнирная стяжка для формирования углов стен. Патент US5039058A, с. 4, 1990. [Google Scholar]
118. Роуч ГС. Навесная утепленная бетонная форма. Патент US2008302045A1, с. 5, 2007. [Google Scholar]
119.
Schreyer B. Schalungseinrichtung und Batterieschalung mit dieser Schalungseinrichtung. Устройство опалубки и аккумуляторная опалубка для данного устройства опалубки. Патент AU2016265189B2; БР112017024750А2; CA2986073С; КЛ2017002918А1; CN107750201B; СО2017011709А2; DE102015209157B4; EP3297802B1; Ил255641А; JP6616497B2; КР102039238Б1; МХ2017014864А; РЕ20180363А1; Ф22017502075А1; RU2687676C1; ТН2017000479А1; UA118924C2; US10760289B2, с.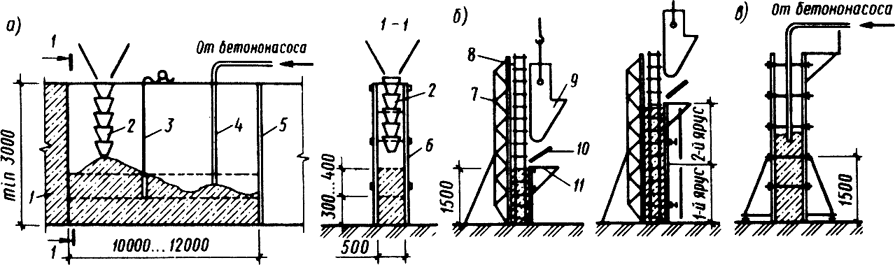 20, 19 мая 2015 г. [Google Scholar]
20, 19 мая 2015 г. [Google Scholar]
120. фон Лимбург Ф., Хеземанн И. Устройство опалубки. Умдаш Групп Ньюкон ГмбХ. Патент AR110811A1; AU2018205667A1; БР11201
60А2; КЛ20169А1; DE102017200118A1; EP3565692B1; JOP201
A1; РЕ20191438А1; Ph22019501578A1; WO2018127553A1; ZA2017Б, с. 23, 2017. [Google Scholar]
121. Маккравен СК. Инновации импортной опалубки. Concr Constr World Concr 2002; 47:37–40. [Google Академия]
122. Duty CE, Kunc V, Compton B и др.. Структура и механическое поведение материалов для аддитивного производства больших площадей (BAAM). Быстрый прототип J 2017;23:181–189. [Google Scholar]
Избегайте чрезмерного давления в бетоне
Надлежащие нормы укладки бетона помогут подрядчикам избежать вздутия и разрывов опалубки.
1 июля 2010 г.
Ким Башам, PhD PE FACI
ООО «КБ Инжиниринг»
Метод укладки бетона напрямую влияет на скорость укладки. Укладка бетона с помощью крана и ковша, как показано на фото выше, является более медленным процессом, чем укладка бетона с помощью насоса или конвейера.
Свежеуложенный бетон в стеновые и колонные опалубки ведет себя как жидкость, создающая гидростатическое давление, которое действует сбоку на вертикальные поверхности опалубки. Однако из-за жесткости бетона гидростатическое давление носит временный характер. Когда свежий бетон переходит из жидкого состояния в квазитвердое, боковое давление уменьшается.
Полный напор жидкости
В зависимости от скорости укладки и характеристик схватывания бетона боковое давление может быть равно полному напору жидкости, также называемому полным давлением жидкости. Чтобы вычислить полное давление жидкости, умножьте высоту бетона на единицу веса свежего бетона [150 фунтов на кубический фут (pcf) для бетона стандартного веса] , как показано в Примере 1 .
Для бетона высотой 10 футов полное давление жидкости равно 1500 фунтов на квадратный фут (psf). Подобно нырянию и плаванию на дне бассейна, давление увеличивается с глубиной, поэтому максимальное давление или полное давление жидкости возникает на дне опалубки.
Полное давление жидкости может возникать, когда скорость укладки бетона высокая, а скорость затвердевания низкая или задерживается из-за химических замедлителей схватывания, смешанных цементов и дополнительных вяжущих материалов или холодных погодных условий. Это особенно актуально для колонн и стен, которые можно быстро заполнить до того, как произойдет затвердевание бетона.
Модифицированное гидростатическое давление
Если скорость укладки не слишком высока, а затвердевание бетона не слишком медленно, бетон в нижней части формы начинает затвердевать до того, как форма заполнится свежим бетоном. Когда это происходит, гидростатическое давление на дне формы падает ниже полного давления жидкости. На это «модифицированное гидростатическое давление» влияет вес свежего бетона, скорость укладки бетона, температура бетонной смеси, типы добавок, тип цемента и количество дополнительных вяжущих материалов в бетоне. Конечно, боковое давление сильно зависит от типа, степени и глубины вибрации бетона, используемой для уплотнения свежего бетона. Даже частично затвердевший или квазитвердый бетон можно вернуть в жидкое состояние, создавая полное давление жидкости при вибрации, поэтому обязательно следуйте рекомендациям по глубине консолидации.
Даже частично затвердевший или квазитвердый бетон можно вернуть в жидкое состояние, создавая полное давление жидкости при вибрации, поэтому обязательно следуйте рекомендациям по глубине консолидации.
ACI 347-04 «Руководство по опалубке для бетона» содержит три модифицированных уравнения гидростатического давления:
- pmax=CwCc [150+9000R/T] для колонн.
- pmax=CwCc [150+9000R/T] для стен со скоростью укладки менее 7 футов в час и высотой укладки не более 14 футов.
- pmax=CwCc [150+43,400T+2800R/T] для стен со скоростью укладки менее 7 футов в час, где высота укладки превышает 14 футов, и для всех стен со скоростью укладки от 7 до 15 футов в час.
Где:
- pmax=максимальное боковое давление (psf)
- R = скорость укладки (футов в час) [определяется как средняя скорость подъема бетона в форме]
- T=температура бетона во время укладки (°F)
- Cw = удельный весовой коэффициент (для бетона плотностью от 140 до 150 фунтов на фут, Cw = 1,0)
- Cc=химический коэффициент (см.
 Таблицу 1)
Таблицу 1)
Уравнения ACI 347-04 основаны на бетоне, имеющем осадку 7 дюймов или меньше и помещенном с нормальной вибрацией на глубину 4 фута или меньше. Независимо от pmax, рассчитанного по трем вышеприведенным уравнениям, ACI 347-04 говорит, что не следует использовать давление ниже 600 Cw (psf) или выше, чем wh (psf), или полное давление жидкости. Установка абсолютного минимального давления опалубки помогает обеспечить безопасность. Используя предыдущий пример стены со скоростью укладки 4 фута в час и температурой бетона 60 ° F, модифицированное гидростатическое давление ACI , как показано ниже в примере 2. обеспечивает максимальное боковое давление 750 фунтов на квадратный фут или половину полного давления жидкости. , как показано в примере 1.
уменьшается за счет упрочнения бетона в нижних 5 футах опалубки. Если скорость укладки бетона или температура бетона изменится, то изменится и боковое давление на вертикальные грани опалубки. Во многих ссылках созданы таблицы на основе уравнений ACI 347-04 для расчета поперечного давления на опалубку колонн и стен, поэтому вычислить модифицированное гидростатическое давление так же просто, как провести пальцем по столбцам и строкам, чтобы считать правильное давление.
Во многих ссылках созданы таблицы на основе уравнений ACI 347-04 для расчета поперечного давления на опалубку колонн и стен, поэтому вычислить модифицированное гидростатическое давление так же просто, как провести пальцем по столбцам и строкам, чтобы считать правильное давление.
Допустимое давление опалубки
Опалубка колонн и стен никогда не должна подвергаться боковому давлению, превышающему максимально допустимое давление. В противном случае может значительно увеличиться риск чрезмерных прогибов формы, вздутий и даже «выбросов». Хотя это и не опасно для жизни, чрезмерные прогибы опалубки, выпуклости, погнутая и поврежденная опалубка также обходятся дорого и могут привести к задержке графика строительства, особенно если колонны или стены не соответствуют допускам и требуют ремонта.
В документации производителей и на чертежах опалубки всегда должно быть указано допустимое давление опалубки. Используя допустимое давление опалубки и уравнения давления ACI 347-04, вы можете рассчитать максимальную скорость укладки бетона, чтобы не заполнять форму слишком быстро и не превышать максимальное номинальное давление для опалубки. Чтобы упростить этот расчет, многие справочные материалы и производители опалубки предоставляют таблицы допустимых коэффициентов укладки для различных допустимых давлений опалубки , как показано в Таблице 2 9.0280 для типичной системы защелок, фанеры, одинарной или двойной ригели.
Чтобы упростить этот расчет, многие справочные материалы и производители опалубки предоставляют таблицы допустимых коэффициентов укладки для различных допустимых давлений опалубки , как показано в Таблице 2 9.0280 для типичной системы защелок, фанеры, одинарной или двойной ригели.
Если температура укладки бетона составляет 60°F, а коэффициенты удельного веса (Cw) и химического состава (Cc) равны 1,0, то максимальная скорость укладки составляет 3 фута в час. Если этот показатель превышен, то боковое давление превысит допустимое давление опалубки 600 фунтов на квадратный фут. Как показано в Примере 2 , скорость размещения 4 фута в час создавала боковое давление в 750 фунтов на квадратный фут или на 150 фунтов на квадратный фут больше, чем допустимое. Как показано в Примере 1 , если стеновая опалубка заполнялась бетоном быстрее, чем бетон мог начать затвердевать, максимальное боковое давление составляло бы 1500 фунтов на квадратный фут или в 2,5 раза больше, чем допустимое давление.
Вы можете избежать ловушек слишком большого давления путем тщательного планирования норм укладки бетона. Убедитесь, что вы знаете допустимое давление опалубки и скорость установки, иначе вы рискуете подвергнуть опалубку слишком большому давлению и дорогостоящим последствиям, таким как выбросы, чрезмерные прогибы, выпуклости, а также погнутые и поврежденные опалубки.
Ссылка:
ACI 347-04 «Руководство по опалубке для бетона», Американский институт бетона, 38800 Country Club Dr., Farmington Hills, Mich., 48331, www.concrete.org.
SCC: План по полному давлению жидкости
Подрядчики используют больше самоуплотняющегося бетона (SCC) для монолитных стен, потому что он обладает высокой текучестью и легко заполняет опалубку даже с перегруженной арматурой. Благодаря своей высокой текучести SCC можно укладывать и закреплять, используя только собственный вес — вибраторы не требуются. По этой причине SCC также называют самоуплотняющимся и самовыравнивающимся бетоном.![]() SCC делают текучим путем добавления суперпластифицирующих химических добавок. Кроме того, иногда добавляют добавки, модифицирующие вязкость (VMA), чтобы помочь контролировать кровотечение и сегрегацию агрегатов.
SCC делают текучим путем добавления суперпластифицирующих химических добавок. Кроме того, иногда добавляют добавки, модифицирующие вязкость (VMA), чтобы помочь контролировать кровотечение и сегрегацию агрегатов.
Поскольку SCC в основном представляет собой жидкость при укладке, подрядчики и проектировщики опалубки должны планировать полное боковое давление жидкости независимо от температуры бетона и скорости укладки, если иное не указано поставщиком бетона. Как правило, опалубка может быть заполнена SCC быстро и до того, как в нижней части опалубки произойдет затвердевание бетона. Поэтому не планируйте пониженное или измененное гидростатическое давление на дне формы.
Хотя скорость схватывания бетона может быть ускоренной, замедленной или такой же, как у бетона без SCC, будьте осторожны и планируйте при полном давлении жидкости. Независимо от того, используете ли вы SCC или традиционную бетонную смесь, использование полного давления жидкости устраняет опасения по поводу скорости укладки бетона. – КБ
– КБ
Видео: Ким Башам рассказывает о бетонировании на выставке World of Concrete 2013
Новые покрытия для монолитного формованного бетона
Как взбить железобетон te При бурении с использованием буровых коронок Diablo Hammer
Caldwell Предлагает перепроектированная чашка для трубки
Более быстрая резка без паров
New ASTM Стандартные спецификации для Art-Arbars FRP
Merlo Roto 50.30 S-плус. Высота, способность и эффективность
Merlo Roto 50.30.0381 Merlo Rotos R50.30 S-Plus предлагает новейшие технологии погрузочно-разгрузочных работ для повышения производительности, универсальности использования и эффективности оператора.
Как наносить краску для бетона при шлифовке и полировке
Изучите основы окрашивания бетона в процессе шлифовки и полировки.
Эволюция металлических эффектов в декоративном бетоне
Получите рекомендации по проектированию бетонных форм
Найдите советы и ресурсы для проектирования прочных, надежных бетонных форм, которые снова и снова выдерживают сложные задачи.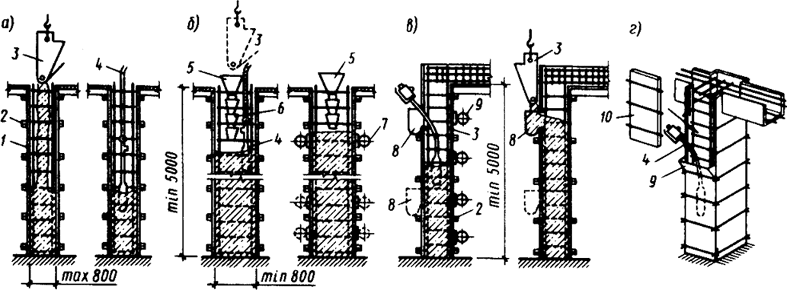
Ameripolish представляет систему жидкого затирочного покрытия LG-7K
Ameripolish LG-7K смешивается с пылью, образующейся при шлифовке бетонных полов, образуя прочную матрицу, которая автоматически заполняет точечные отверстия, небольшие воздушные пустоты, вздутия, микротрещины и другие зазоры в бетоне .
Плоскостность и ровность пола в современном строительстве
Выполнение контроля качества пола своими силами, а не сторонними организациями, может сократить время ожидания проекта.
Объявление подрядчика по бетонным работам 2023 года «Лучшие продукты»
Посмотрите это видеообъявление о присуждении награды «Лучший подрядчик по бетону 2023 года» — присуждается продукция, инструменты и оборудование для производства бетонных конструкций, декоративного бетона, отделки бетона (и всего, что между ними).
Лучшие продукты 2023 года по версии журнала Concrete Contractor
Победители конкурса лучших продуктов 2023 года по версии журнала Concrete Contractor. Испытания
Испытания
показывают, что вспомогательное средство для затирки продлевает время отделки бетона и укрепляет плиту
Исследование Программы управления бетонной промышленностью MTSU может стать первым шагом к количественной оценке эффективности вспомогательных средств для затирки. дно формы и заполняется вверх.
Редкие, но опасные: безопасность при взбивании бетонных шлангов
Что нужно знать бетонным подрядчикам при работе со шлангом бетононасоса и шлангом насоса бетонной стрелы.
Анкерный клей
DICA выпускает стальную опорную систему SafetyTech для автобетононасосов
Стальные опорные конструкции SafetyTech используют свойства стали и разработанного DICA термопластичного материала для повышения устойчивости и снижения давления на грунт.
Аккумуляторные трехскоростные дрели Metabo 18 В
Новые дрели-шуруповерты и перфораторы подходят для самых разных областей применения: от стандартных операций по дереву до изготовления металлических окон, дверей, фасадов, панелей, навесов и перил.
Испытания