Заточка инструментов — Заточка инструментов
Заточка инструментов
Категория:
Заточка инструментов
Заточка инструментов
Заточка зубила. Инструмент устанавливают на подручник заточного станка и, слегка нажимая на него, медленно и плавно перемещают по всей ширине заточного круга. В процессе работы зубило следует переворачивать и затачивать то одну, то другую сторону, периодически охлаждая режущую часть в воде.
Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси с обеих сторон инструмента. Только в этом случае зубило будет заточено правильно.
Для рубки чугуна и бронзы угол заточки, или заострения, зубила делают 70°, для стали средней твердости — 60°, меди и латуни — 45°, алюминия и цинка — 35°. Угол заострения проверяют по шаблону, представляющему собой пластинку с угловыми вырезами в 70°, 60°, 45°, 35° (рис. 2).
Рис. 1. Заточка зубила
1. Заточка зубила
Рис. 2. Шаблон (а) и проверка угла заточки зубила (б)
Рис. 3. Заточка чертилки
После заточки режущую кромку зубила заправляют на абразивном бруске, то есть снимают с нее неровности.
Заточка чертилки. Сначала проверяют установку подручника. Если он расположен правильно, то есть зазор между ним и абразивным кругом не превышает 2—3 мм, можно приступать к работе.
Включают электроточило, берут обеими руками чертилку и, опираясь левой рукой на подручник, прижимают рабочую часть инструмента к боковой поверхности заточного круга под небольшим углом к ней (рис. 2). Чтобы чертилка была заточена ровно и правильно, ее надо все время поворачивать вокруг своей оси.
Заточка кернера. Отрегулировав зазор между подручником и заточным кругом, берут кернер обеими руками и, располагая левую руку на подручнике, устанавливают кернер под углом 30—40° к рабочей поверхности круга (рис. 3).
Включив электроточило, прижимают к нему рабочую часть кернера и затачивают инструмент, поворачивая его вокруг своей оси.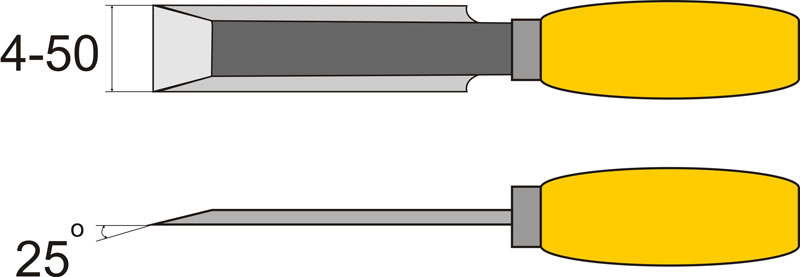
—
С помощью заточки восстанавливают рабочую часть режущего инструмента, т. е. получают оптимальную форму, размеры и шероховатость его режущих кромок. Повторные операции заточки затупленного инструмента называют перетачиванием.
Заточка резцов. Износ по задней поверхности определяется величиной, износ по передней поверхности — шириной В и глубиной Нл лунки. В зависимости от условий обработки износ твердого сплава может происходить только по передней или только по задней поверхности или по обеим поверхностям одновременно.
Рис. 4. Заточка резца на точильно-шлифовальном станке
Если износ резцов не превышает допустимой величины, то припуск на заточку составляет 0,6—0,9 мм.
Заточку резцов производят на точильно-шлифоваль-ных станках (точилах), универсально-заточных станках и специальных резцезаточных станках. Установка резца на подручниках точила при заточке передней поверхности показана на рис. 4, а; при заточке главной задней поверхности — на рис. 4,б.
При расчетах учитывают, является ли положительным или отрицательным угол Я и подставляют его в формулы соответственно со знаком плюс или минус.
Последовательность операций заточки и доводки твердосплавного резца:
1) заточка передней поверхности;
2) заточка задней главной поверхности по державке;
3) заточка задней вспомогательной поверхности по державке;
4) заточка фаски по передней поверхности;
5) заточка задней главной поверхности по пластине;
6) заточка задней вспомогательной поверхности по пластине;
7) заточка задней поверхности по радиусу вершины;
8) доводка фаски по передней поверхности;
9) доводка ленточки по задней поверхности.
Рис. 5. Схема расчета установочных углов резца при заточке в трех-поворотных тисках на универсально-заточном станке
Рис. 6. Установка резца в трехповоротных тисках при заточке передней (а и б) и задней поверхности (в и г)
Рис. 7. Контроль углов резца угломером, размещенным на стойке
Рис. 8. Схема двухплоскостной заточки сверла
8. Схема двухплоскостной заточки сверла
Рис. 9. Характер износа и величина стачивания при заточке незатылованной (а) и затылованной (б) фрезы
Рис. 10. Затачивание незатылованной фрезы по передней (о) и задней (б) поверхностям
Рис. 11. Контроль передних (а) и задних (б) углов фрезы
Реклама:
Читать далее:
Плоскостная разметка по чертежу и обработка по разметке
Статьи по теме:
- Правила безопасности при заточке инструментов
- Заточные круги
- Электроточило
Заточка инструмента / Кустарь — сайт для тех, кто всё делает сам
Всякий режущий инструмент тупится в процессе работы, и поэтому его нужно время от времени затачивать. Эту операцию лучше и легче всего вести на заточном станке или другом механическом точиле.
Заточка зубила на заточном станке
Заточка зубила и крейцмейселя. Взяв зубило в руки, его осторожно прикладывают к вращающемуся кругу и двигают влево и вправо с легким нажимом. Заточке подвергают попеременно обе грани. Угол между ними — угол заточки — может быть различным и изменяется в зависимости от твердости обрабатываемого материала в следующих пределах: для алюминия и цинка — 35°, меди и латуни — 45°, стали — 60°, чугуна и бронзы — 75°. Углы заточки удобнее всего проверять по шаблону.
Взяв зубило в руки, его осторожно прикладывают к вращающемуся кругу и двигают влево и вправо с легким нажимом. Заточке подвергают попеременно обе грани. Угол между ними — угол заточки — может быть различным и изменяется в зависимости от твердости обрабатываемого материала в следующих пределах: для алюминия и цинка — 35°, меди и латуни — 45°, стали — 60°, чугуна и бронзы — 75°. Углы заточки удобнее всего проверять по шаблону.
Шаблон для проверки углов заточки зубила и крейцмейселя
Правила заточки крейцмейселя те же, что и у зубила.
Заточка сверл. На рисунке ниже изображена передняя часть спирального сверла.
Передняя часть спирального сверла
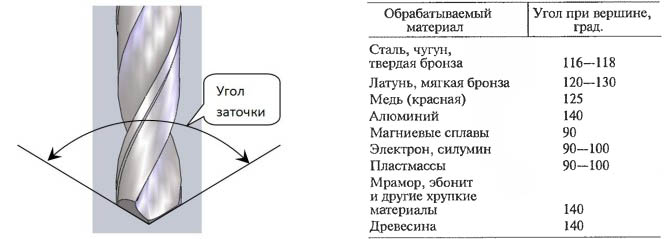
Винтообразные канавки по оси сверла служат для удаления стружки. Ребро между плоскостью канавки и задней поверхностью является режущей кромкой. Угол между кромками делается обычно в 116—118°, однако он может меняться, в зависимости от твердости обрабатываемого материала, от 90 до 140°.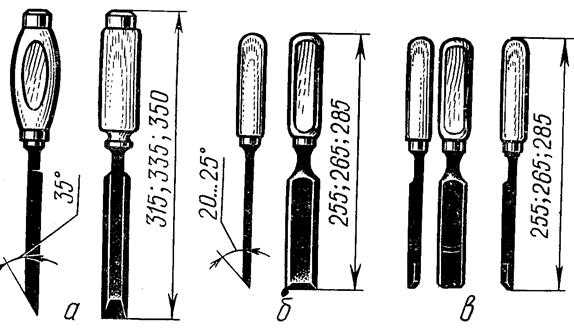 Сверло при заточке держат левой рукой, возможно ближе к передней части, а правой рукой — за хвостовик, покачивая сверло плавным.
Сверло при заточке держат левой рукой, возможно ближе к передней части, а правой рукой — за хвостовик, покачивая сверло плавным.
Заточка сверла
При этом нужно соблюдать следующие условия: а) режущие кромки должны быть симметричны, иметь одинаковый угол наклона и одинаковую длину; б) поперечная кромка должна составлять с режущей кромкой угол в 55°. Правильность заточки проверяется по шаблону.
Шаблон и проверка правильности заточки сверла по шаблону
Заточка кернера подобна заточке сверл. Инструмент держат левой рукой, прижимая к абразивному кругу, а правой равномерно вращают его для получения ровного конуса. Угол заточки равен 60°, для накернивания центров — 120°.
Помните, что сильно нажимать на инструмент во время заточки нельзя, иначе его рабочий конец нагреется слишком сильно и может отпуститься — потерять закалку. Во время работы от инструмента и абразивного круга отделяются раскаленные частицы, которые могут попасть в глаза.
В случае попадания частичек в глаз немедленно обращайтесь к врачу.
Автор: П.В. Леонтьев
Читайте еще:
- Слесарный верстак
- Слесарные молотки и киянки
- Измерительные и разметочные инструменты
- Рубка, резание и пиление
- Сверловка и пробивка дыр
- Нарезка винтов
- Заточка инструмента
- Соединение металлических частей
- Отделка
Роб Косман | Секреты заточки
Секреты заточки: углы скоса и геометрия лезвия
Каков правильный угол скоса для заточки лезвий рубанка или стамески? Это вопрос, который нам часто задают на наших семинарах, и многим людям трудно понять основные понятия углов скоса и геометрии лезвия, поскольку они связаны с получением острой режущей кромки вашего инструмента. В этой короткой статье я расскажу об основах геометрии лезвия, которые вам необходимо понять, чтобы помочь вам улучшить и освоить технику заточки.
Единственный ракурс, который действительно имеет значение. Единственный угол, который действительно имеет значение при определении остроты режущей кромки, — это угол на кромке лезвия. Это подводит нас к критическому определению того, что такое резкость? Линия пересечения, где встречаются эти две плоские поверхности, называется «режущей кромкой». Лезвие идеально острое, когда две плоские поверхности лезвия пересекаются друг с другом точно вдоль последнего атома пространства.
Конечно, «последний атом пространства» — это теоретическая конструкция. Для заточки мы используем шероховатую поверхность (например, точильный камень), чтобы стирать металл на противоположных сторонах режущей кромки, пока эти плоские поверхности не станут гладкими и плоскими, как мы можем их получить, и они пересекаются, чтобы создать достаточно острую кромку. Что достаточно резко? Когда наша рука не может обнаружить никакого улучшения поверхности дерева, если мы обработали его более острым лезвием, мы достигли «достаточно острого».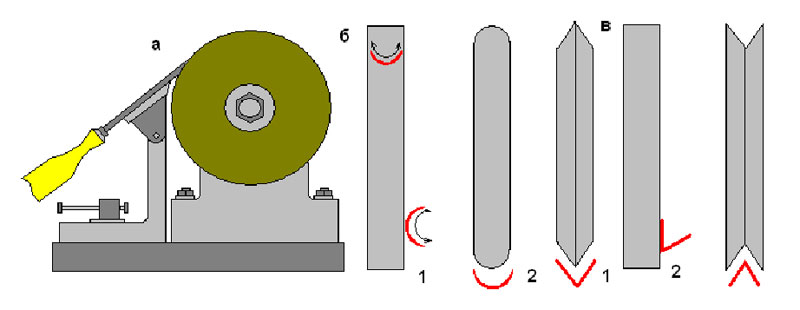
Теоретически угол, под которым встречаются две плоские поверхности лезвия, не важен. Важно, чтобы противоположные стороны лезвия были плоскими (плоские поверхности) и пересекались по линии (режущая кромка). Пробы и ошибки в деревообработке на протяжении веков показали нам, что острая кромка для деревообработки лучше всего достигается, если угол двух плоских поверхностей встречается где-то между 25 и 45 градусами, с наилучшей точкой от 25 до 30 градусов. Это больше связано с наличием сильной режущей кромки, а не с острой кромкой. Например, лезвие бритвы имеет острую режущую кромку и угол, под которым встречаются две его плоские поверхности, значительно меньше 25-30 градусов, но лезвие бритвы не может строгать древесину, потому что оно слишком слабо для сил деревообработки.
Углы отвала. Для деревообработки наши лезвия должны иметь две характеристики: острая режущая кромка и прочное лезвие. Как мы этого добиваемся? Чтобы создать прочное лезвие, мы используем передовые металлы с твердостью по Роквеллу около 62 (чем тверже, тем они становятся хрупкими), и мы используем толстое лезвие, толщиной около 0,125 дюйма. Заточка этого твердого, толстого лезвия и сохранение прочной режущей кромки — непростая задача. Здесь на помощь приходят углы скоса. Мы используем углы скоса, чтобы постепенно соединить две плоские поверхности. Использование углов скоса требует наименьших усилий при удалении металла, что делает его самым быстрым способом заточки. На приведенной ниже диаграмме показаны названия и пространственные отношения общих углов скоса лезвия. Примечание: не все столяры используют все эти фаски, это зависит от вашей техники заточки.
Заточка этого твердого, толстого лезвия и сохранение прочной режущей кромки — непростая задача. Здесь на помощь приходят углы скоса. Мы используем углы скоса, чтобы постепенно соединить две плоские поверхности. Использование углов скоса требует наименьших усилий при удалении металла, что делает его самым быстрым способом заточки. На приведенной ниже диаграмме показаны названия и пространственные отношения общих углов скоса лезвия. Примечание: не все столяры используют все эти фаски, это зависит от вашей техники заточки.
На диаграмме выше видно, что единственный угол, который имеет значение, это место, где формируется режущая кромка; где задний скос встречается с третичным скосом, в этом случае.
Основной скос стамесок и рубанков обычно составляет 25 градусов (угол, проверенный временем). Если вы посмотрите на диаграмму лезвия выше, то вполне приемлемо, с точки зрения остроты, затачивать первичный скос плоско и затачивать заднюю часть лезвия, и там, где эти две точки соприкасаются, вы можете получить острую режущую кромку.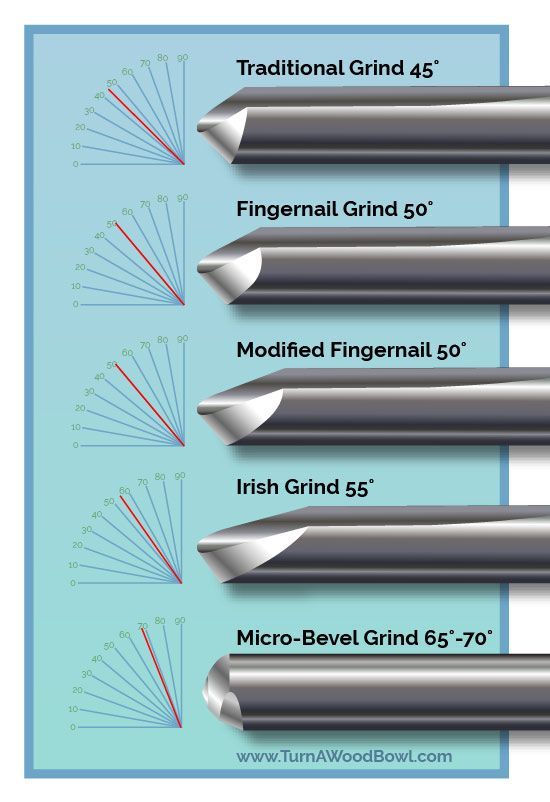 Практическая проблема этого метода заключается в том, что он займет у вас очень много времени, поскольку современные лезвия толстые и твердые.
Практическая проблема этого метода заключается в том, что он займет у вас очень много времени, поскольку современные лезвия толстые и твердые.
Гораздо более быстрый подход — отшлифовать только небольшую часть основного скоса, создав вторичный скос. После того, как вторичный скос создан, отполируйте только его край, создавая третичный скос. На обратной стороне лезвия рубанка затачивайте только его край, вместо того, чтобы сглаживать всю заднюю часть, создавая задний скос, который встречается с третичным скосом, создавая острую кромку. Примечание: не используйте задний скос на стамесках; только плоскогубцы.
Этому методу мы обучаем на семинарах Роба Космана «Тренировка рук». Вы можете использовать приспособление, чтобы получить эти углы, но установка приспособления требует дополнительного времени, из-за чего люди откладывают заточку — нехорошо! Вместо этого мы учим и рекомендуем заточку от руки. После того, как вы освоите ручную заточку, вам потребуется около 30-40 секунд, чтобы получить эти фаски и заточить лезвие!
Многие люди зацикливаются на точных углах этих скосов.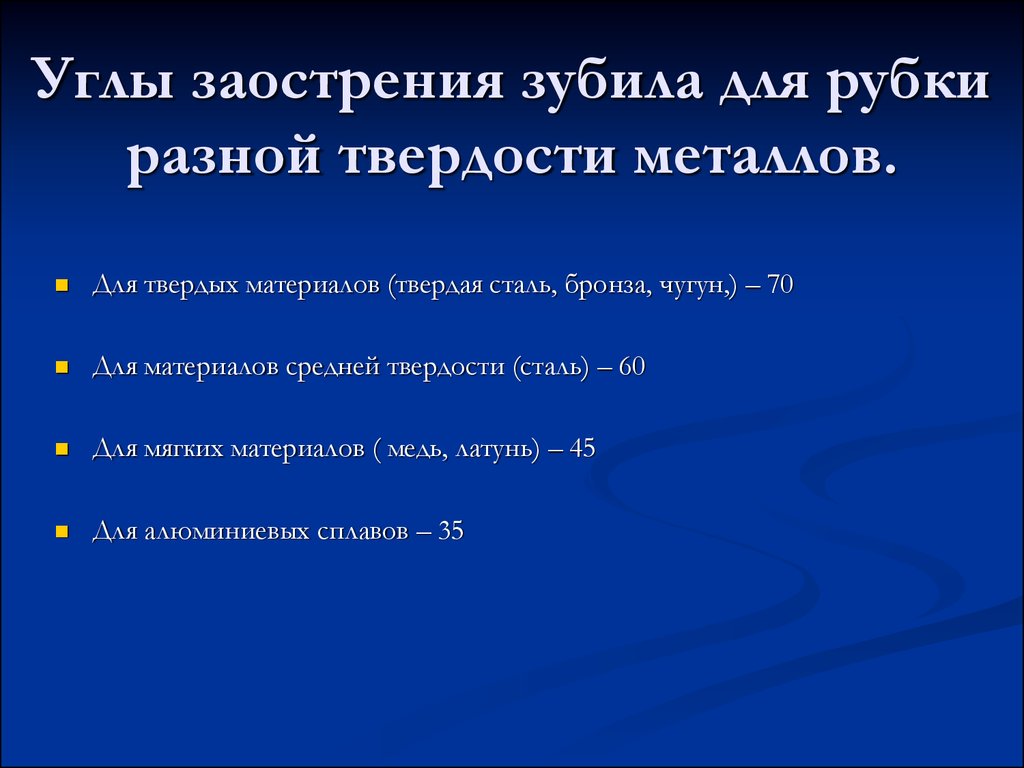 На приведенной ниже диаграмме показано, что вы снимаете, но это только ориентир, не пытайтесь измерить углы, просто почувствуйте их.
На приведенной ниже диаграмме показано, что вы снимаете, но это только ориентир, не пытайтесь измерить углы, просто почувствуйте их.
Угол атаки или среза. В стандартном рубанке используется лезвие с ориентацией фаски вниз, со стружколомом и утюгом (я предпочитаю рубанки со стандартным углом над рубанком с малым углом, за исключением блочных рубанков). Таким образом, представляя заднюю часть лезвия к дереву. Угол, под которым лезвие обращено к древесине, называется углом резания или углом атаки. При использовании стандартного рубанка угол пропила обычно составляет 45 градусов, проверенный временем угол, который хорошо подходит для строгания любых пород дерева, кроме самых сложных. Если вы используете задний скос, как я рекомендую, то вы увеличиваете угол в 45 градусов, под которым задняя часть лезвия представлена к дереву, на угол заднего скоса; максимум один-два градуса. Незначительное изменение угла атаки, особенно учитывая время заточки, которое вы сэкономили, используя технику обратного скоса.
Угол просвета . Задний угол (также называемый задним углом) — это угол между древесиной и фаской лезвия в стандартной конфигурации. Этот угол должен быть не менее 12 градусов, чтобы лезвие врезалось в древесину (еще один проверенный временем угол). При угле основания рубанка 45° и основном угле скоса 25° задний угол составляет 20° (45-25=20), что хорошо работает. Использование вторичных и третичных скосов немного уменьшит этот угол, но не настолько, чтобы о нем беспокоиться.
Со временем, продолжая затачивать лезвие, вы будете постоянно уменьшать этот задний угол, в конце концов достигнув точки, когда либо лезвие не вгрызается в древесину, либо ваш вторичный скос настолько велик, что его обработка занимает у вас слишком много времени. точить. Когда это происходит, пора идти к шлифовальному станку, восстановить первичный скос 25 градусов и начать процесс заново.
Надеюсь, это поможет.
Лютер
Общие советы по заточке инструментов — Garrett Wade
Общие советы по заточке инструмента
Гаррет Уэйд
Значительная доля разочарования и разочарования, которое люди испытывают в отношении инструментов для работы с деревом, вызвана, в первую очередь, отсутствием руководства и инструкций по выбору этих инструментов. Однако, возможно, самым большим препятствием на пути к успеху является непонимание того, что каким бы совершенным ни был инструмент, если у него есть режущая кромка, его необходимо заточить. Большинство инструментов тщательно заточены на заводе, но немногие из них затачиваются в готовом виде, и в любом случае время от времени все они нуждаются в заточке.
Кажется, никому не нравится точить инструменты, но все ценят удовольствие от использования действительно острого инструмента. Резка должна быть легкой, а правильно и идеально заточенный инструмент намного безопаснее (поэтому опытные столяры часто говорят: «Острое лезвие — безопасное лезвие»).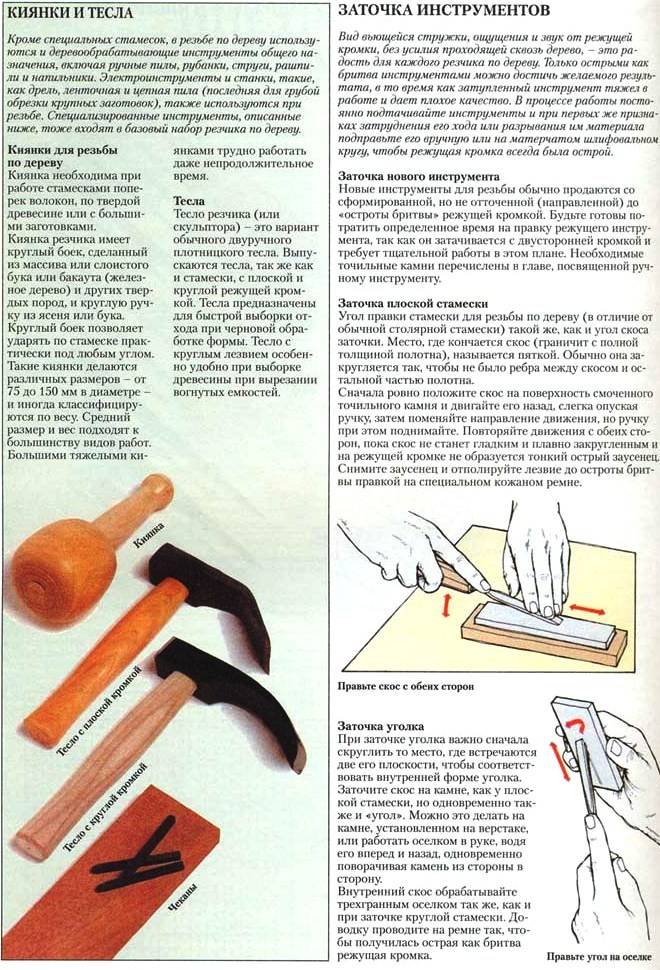 Оборудование для шлифовки и заточки может быть очень простым или довольно сложным, в зависимости от имеющегося места и денег. Маловероятно, что вы сможете отточить и заточить свои инструменты у профессионала, поэтому вы должны убедиться, что у вас есть подходящее оборудование, чтобы сделать это самостоятельно. Сталь высшего качества необходима для настоящего, долговечного лезвия. Кромка из менее качественного материала со временем буквально раскрошится.
Оборудование для шлифовки и заточки может быть очень простым или довольно сложным, в зависимости от имеющегося места и денег. Маловероятно, что вы сможете отточить и заточить свои инструменты у профессионала, поэтому вы должны убедиться, что у вас есть подходящее оборудование, чтобы сделать это самостоятельно. Сталь высшего качества необходима для настоящего, долговечного лезвия. Кромка из менее качественного материала со временем буквально раскрошится.
Затачиваете ли вы долото, рубанок или просто информацию о заточке камней, не смотрите дальше. Эта статья содержит ссылки на то, как заточить конкретный деревообрабатывающий инструмент, а также краткий обзор каждого из них. Если вы ищете руководство по конкретному инструменту, который мы предлагаем, посетите страницу «Руководства по инструментам».
Важным элементом заточки домашнего инструмента является использование точильных камней. Есть две группы точильных камней: искусственные и природные; и вы можете столкнуться с масляными камнями, водяными камнями и алмазными камнями. У каждого есть свое предназначение, и мы подробно описываем их в статье нашего блога о точилках.
У каждого есть свое предназначение, и мы подробно описываем их в статье нашего блога о точилках.
Чтобы увидеть наш выбор точильных камней и инструментов, посетите нашу категорию «Заточка и шлифовка».
Стамески — один из наиболее широко используемых инструментов, которым в настоящее время злоупотребляют. Многие столяры используют одно долото для каждой работы, и это может затупить кромку быстрее, чем ожидалось.
зубила для заточки
- Положите отшлифованную поверхность на масляный брусок, смазанный светлым машинным маслом, для охлаждения инструмента и удаления металлических частиц.
- Поднимите долото так, чтобы оно образовало угол 30 градусов с камнем. Перемещайте долото назад и вперед, совершая движения в виде восьмерки по всей длине камня, пока на плоской стороне долота не образуется заусенец (приподнятый край, от которого нужно избавляться) и который не пройдет по всей ширине режущей кромки.
- Поместите долото на масляный камень шлифованной стороной вверх и легкими движениями вверх и вниз удалите заусенцы.
Для врезных стамесок угол заточки должен составлять от 35 до 40 градусов, в зависимости от древесины. Твердые породы, такие как дуб, создают огромную нагрузку на лезвие. Если угол скоса слишком мал, кромка будет скалываться. В мягкой древесине слишком тупой угол скоса может привести к чрезмерному дроблению волокна и разрыву края паза. Острая, как бритва, кромка позволяет увеличить угол наклона и сделать инструмент пригодным для работы с различными породами дерева.
Японские стамески, поскольку они имеют очень твердый слой стали, связанный со слоем железа, требуют более крутых углов скоса. Например, японская врезная стамеска обычно имеет заводскую заточку под углом 45 градусов. Его ни в коем случае нельзя уменьшать, так как сталь просто слишком хрупкая, чтобы выдержать неглубокий скос (твердая сталь, хотя и хрупкая, лучше держит кромку и держит ее дольше).
Ознакомьтесь с нашим ассортиментом стамесок и найдите подходящую для своего следующего проекта.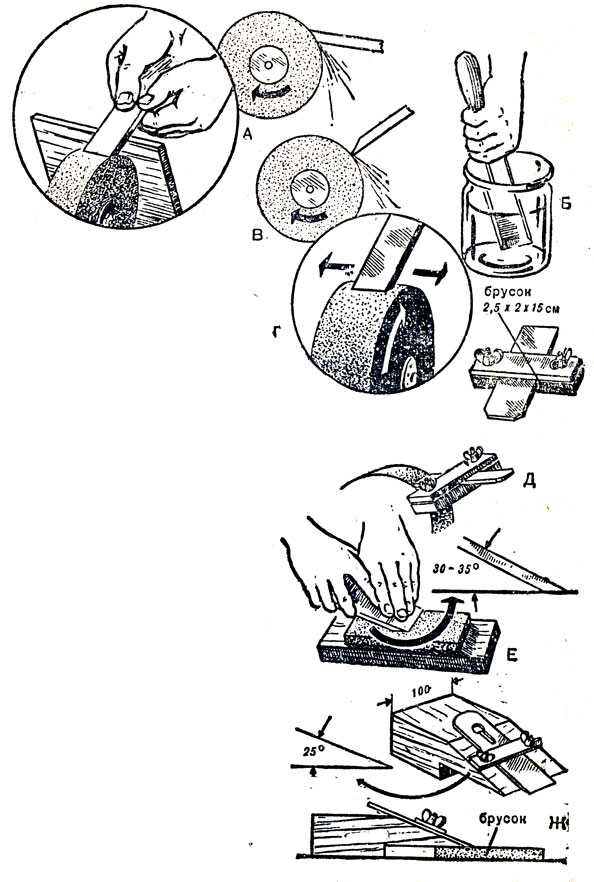
Подобно стамескам, ручные рубанки предназначены для самых разных задач и бывают всех форм и размеров. Однако заточка самих фрез имеет довольно простой процесс. Многие мастера предпочитают затачивать на 25-градусном скосе заточки, но обычно при заточке образуется угол в 30 градусов.
Ручные рубанки для заточки
- Положите отшлифованную фаску на масляный камень и поднимите фрезу так, чтобы угол заточки составлял 30 градусов.
- Перемещайте резец вперед и назад по всей длине камня, пока на плоской стороне не образуется заусенец.
- Поместите фрезу горизонтально на масляный камень скосом вверх. Несколько легких ударов по камню удалят заусенец.
- Теперь резак готов к использованию.
При заточке сглаживающего плоского фрезы слегка закруглите каждую кромку. При заточке фрезы плоского домкрата убедитесь, что режущая кромка имеет слегка выпуклую форму.
Ознакомьтесь с нашим выбором ручных рубанков и найдите подходящий для своего следующего проекта.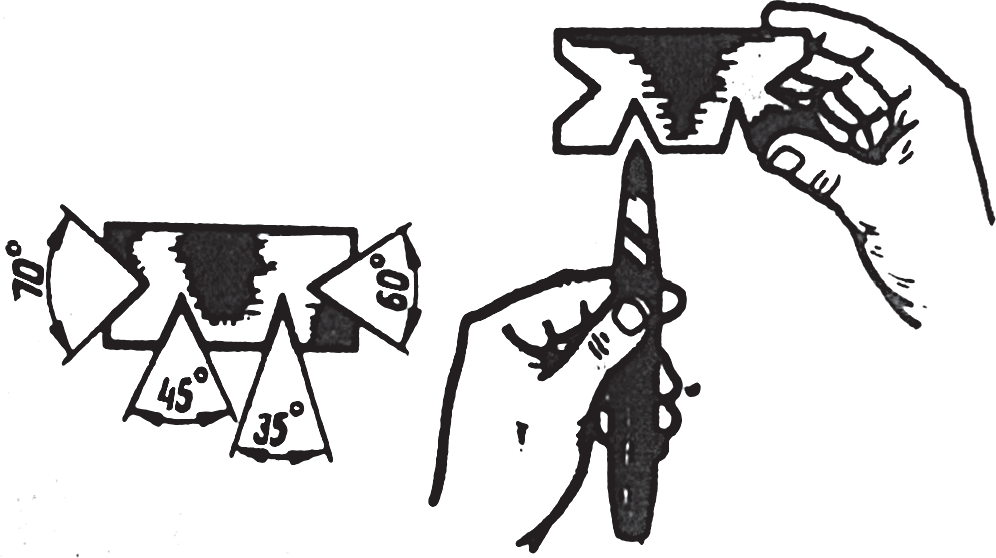
Выемки имеют анатомию лезвия, которая уникальна тем, что имеет закругленный край, а направление скоса определяет, является ли выемка внутриканальной или внеканальной. Внутриканальные – это выемки со скошенной кромкой, обращенной внутрь или вогнутой стороной режущего лезвия, в то время как внеканальные – это выемки со скошенной кромкой, обращенной наружу, на выпуклую сторону лезвия. Большие выемки лучше всего затачивать специальным шлифовальным бруском. Это конические камни с выпуклой и вогнутой сторонами, предназначенные для обоих типов выемок.
Заточка наружных бороздок
Лучше всего затачивать точильным камнем, заусенцы удаляются шлифовальным бруском.
- Поместите отшлифованный скос на камень и протрите его вперед и назад по длине камня, одновременно медленно вращая его от края к краю, чтобы образовался заусенец по всей режущей кромке.
- Удалите этот заусенец с помощью шлифовального камня, удерживая его ровно внутри выемки.
- Всегда держите края на концах прямыми, чтобы при нажатии на кусок дерева выемка оставляла четкий отпечаток на ее поверхности.
- Завершите скос, вращая долото под углом 90 градусов вдоль камня.
- Теперь долото готово к использованию.
Заточка внутриканальных бороздок
- Выберите шликер с закругленными краями того же радиуса, что и борозда.
- Аккуратно закрепите слегка смазанный маслом камень в тисках или блоке с прорезями.
- Положите шлифованный скос на изогнутый край камня.
- Поднимите долото на 5 градусов и проведите им вперед и назад по камню, пока не появится заусенец по всей длине режущей кромки.
- Смажьте маслом плоский масляный камень и вращайте долото вдоль него, чтобы удалить заусенцы.
- Теперь долото готово к использованию.
Лучше всего хранить выемки в отдельных карманах в холщовом или байковом рулоне, чтобы края не терлись друг о друга. Чтобы предотвратить ржавчину и сохранить последний край, поместите небольшой комок ваты на дно каждого кармана.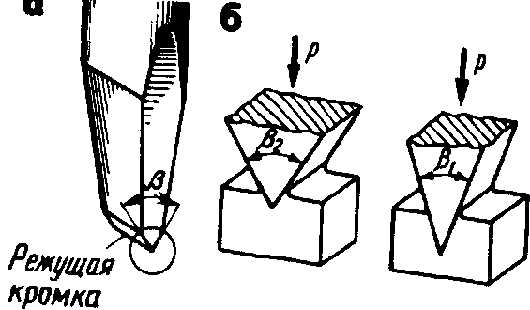
Ознакомьтесь с нашим выбором насадок и найдите подходящую для своего следующего проекта.
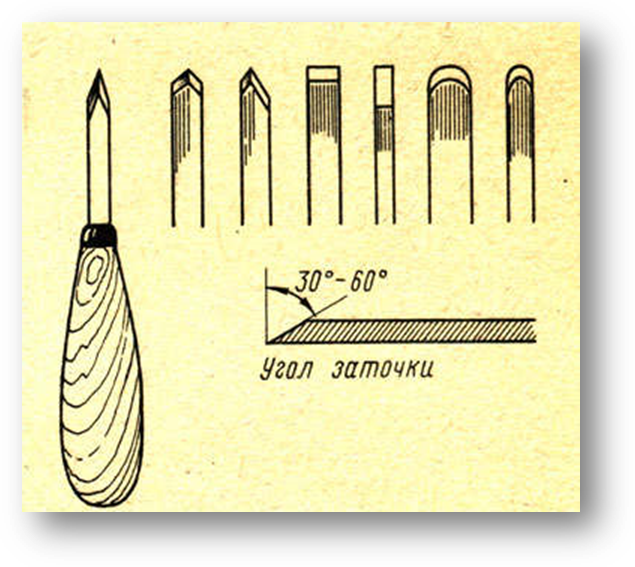
Считающиеся инструментами для резьбы, V-образные инструменты имеют другой процесс заточки по сравнению с долотами и долотами, описанными выше.
Заточка V-образных или V-образных инструментов
Мы рекомендуем использовать скользящую плиту с острым лезвием. Кромка должна быть очень тонкой, чтобы работать в V-образной форме. Очень важно, чтобы обе стороны V-образных разделительных инструментов были отточены в равной степени, а самая острая точка была сформирована в нижней части V-образного сечения. Используйте плоский камень, чтобы заточить снаружи. Это создаст небольшой выступ в точке V-образного выреза. Используйте шлифовальный камень с острой кромкой на внутренней стороне лезвия, чтобы удалить эту точку и заусенец.
Заточка инструментов для облицовки
Прожилки имеют U-образную форму и затачиваются либо в два этапа, когда затачивается каждая сторона и половина кривой, либо в три этапа, когда затачивается каждая прямая грань, а затем кривая.
Инструменты для лепки
Инструменты для лепки можно довести до еще более тонкой отделки, натянув кожу, приклеенную к куску доски. Смесь наждачной муки, порошка пемзы или крокусового порошка и вазелина втирают в кожу и действуют как полирующее средство. Проведите инструментом несколько раз по ремню, чтобы получить зеркальную поверхность на шлифованном скосе. Инструмент будет легко перемещаться по заготовке и давать более тонкий срез.
Ознакомьтесь с нашим выбором инструментов для резьбы и найдите подходящий для своего следующего проекта.
Пила, которая использовалась в течение длительного времени или подвергалась неправильному обращению, нуждается в обработке, придании формы, настройке или заточке.
Тем не менее, с ним обращаются осторожно, пила должна быть заточена несколько раз, прежде чем какой-либо или все первые три процесса станут необходимыми.
После освоения заточка пилы является полезной задачей — ничто не работает лучше, чем хорошо настроенная и заточенная пила. Правильно подобранное оборудование упростит работу и даст первоклассный результат.
Правильно подобранное оборудование упростит работу и даст первоклассный результат.
Покрытие или соединение
Зубья ручной и шиповой пилы после длительного использования приобретают неравномерный размер. Их необходимо выровнять до обычной высоты, прежде чем их можно будет заточить и установить.
- Поместите пилу в тиски и закрепите напильник в зажиме с пазами.
- Несколько раз проведите напильником по всей длине пильного диска. При сильно изношенных зубах может потребоваться повторная обработка и обработка поверхности, чтобы сохранить правильное расстояние между зубьями. Не забывайте держать файл плоским, используя верхний зажим.
Формование
Напильники для заточки пил изготавливаются специально. Раньше они были двусторонними. Сегодня они имеют треугольную форму и поставляются без ручки разных размеров. Стандартный напильник для продольной пилы имеет длину 7 дюймов. 7-дюймовые и 6-дюймовые сверхтонкие и двойные сверхтонкие идеально подходят для пил с от 11 до 14 точек на дюйм. Используйте сверхтонкие 4-дюймовые напильники для меньших зубьев.
Используйте сверхтонкие 4-дюймовые напильники для меньших зубьев.
Обычно большие пилы и пилы для бревен затачиваются напильником, у которого более толстый край закруглен, чтобы можно было напилить круглые горловины. Эти напильники имеют одинарные надрезные зубья.
Чтобы придать форму зубьям, выберите тонкий конический напильник шириной примерно в два раза больше глубины зубьев пилы.
- Поместите пилу в тиски так, чтобы были видны только зубья.
- Поместите файл между зубами («глоткой») и сильно прижмите левой рукой, чтобы файл принял правильный шаг зубьев.
- Нарисуйте его прямо поперек пилы и под прямым углом к зубьям
- Аккуратно подпилите каждую глотку, следя за тем, чтобы каждый зуб при подпиливании имел правильную форму и высоту.
- Любое сплющивание, вызванное перекрытием, будет удалено.
Настройка
Прежде чем любая пила сможет работать правильно, ее зубья должны быть установлены попеременно влево и вправо.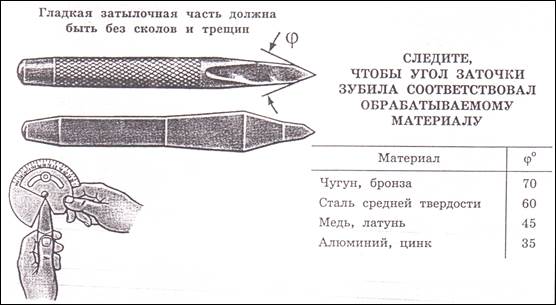 Делать это нужно аккуратно, чтобы острия пилы делали пропил немного шире, чем толщина полотна, и пила легко двигалась по древесине.
Делать это нужно аккуратно, чтобы острия пилы делали пропил немного шире, чем толщина полотна, и пила легко двигалась по древесине.
Эту задачу выполнит набор пил. Он оснащен наковальней из закаленной стали и микрорегулировочным винтом, который контролирует расстояние, на которое может быть установлен каждый зуб. Его триггерное действие делает его простым в использовании и означает, что его можно использовать на ручных и циркулярных пилах.
Купите набор плоскогубцев, если вы будете использовать его только время от времени. Отрегулируйте плоскогубцы, чтобы получить правильный набор, и поместите их на зуб. Когда вы сжимаете ручки, плунжер упирается зубом в наковальню. Установите чередующиеся зубья таким образом, затем переверните пилу и установите чередующиеся зубья, которые вы проигнорировали в первый раз.
Зубы, поставленные вручную, могут иметь небольшие неровности, которые необходимо устранить с помощью повязки. Это можно сделать, слегка проведя шлифовальным камнем по сторонам зубьев, удерживая пилу горизонтально на верстаке.
ЗАТОЧКА
Торцовочные пилы
- Используйте напильник для заточки торцовочных пил.
- Расположите напильник для работы на переднем крае первого ряда зубов по направлению к вам.
- Файл также будет обрабатывать задний край левого зуба, который отклоняется от вас.
- Переместите ручку напильника влево, пока она не образует угол 60 градусов с пилой.
- Напильником, удерживаемым под этим углом, несколько раз проведите по каждому чередующемуся зубу.
- Передний край наклоненного к вам зуба затем каждый раз подпиливают.
- Продолжайте напильник до конца пилы, переверните его и повторите действие.
Пилы для раскроя
Затачивается так же, как и торцовочная пила, но напильник необходимо держать на 90 градусов поперек пилы. Подпилите каждый альтернативный зуб с одной стороны, а затем подпилите каждый альтернативный зуб с обратной стороны.
пилы для шипов и ласточкина хвоста
Затачивается так же, как и торцовочные пилы, но требуется большая осторожность, чтобы поддерживать правильный размер и разводку зубьев. Пилы с очень мелкими зубьями, возможно, придется вернуть производителю для настройки и заточки.
Пилы с очень мелкими зубьями, возможно, придется вернуть производителю для настройки и заточки.
После заточки
Слегка притрите пилу масляным камнем, чтобы удалить заусенцы.
Ознакомьтесь с нашей коллекцией ручных пил и найдите подходящую для своего следующего проекта.
Используйте полировальный станок или билетер, чтобы заточить скамейку, шкаф и скребки для точения по дереву. Все эти инструменты имеют тонкую стальную кромку, которую необходимо обточить по всей длине полировщиком, чтобы получился заусенец. Доступны несколько стилей с коническими лезвиями треугольного, круглого или овального сечения. Все они снабжены деревянными ручками.
Скребки слесарные также затачивают на полировальном станке. Он имеет корпус из бука с точно обработанной направляющей, а стальной диск, установленный по центру корпуса, служит идеальным режущим крюком.
Когда он новый, скребок для шкафа будет квадратным и с прямыми краями, но после длительного использования его нужно будет изменить.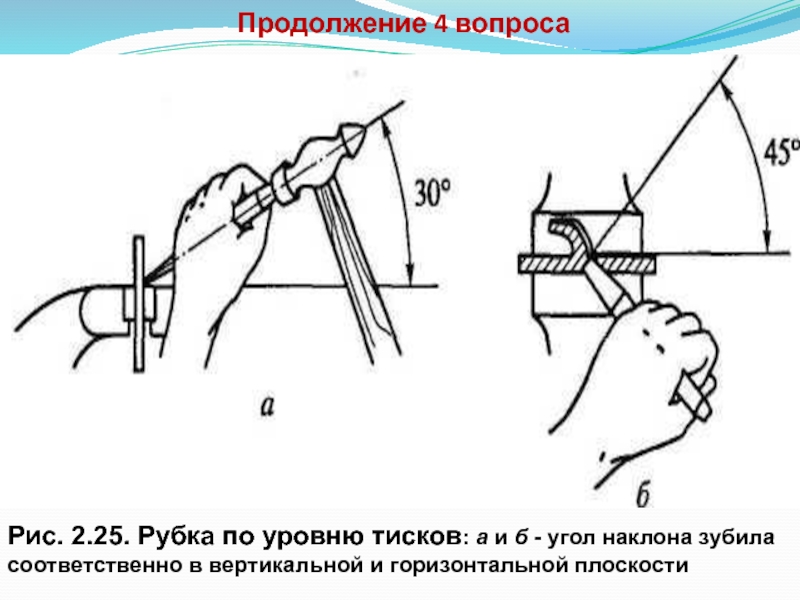 Для этого поместите его в тиски и выровняйте край гладким напильником. Вы также можете потереть скребком о масляный камень, чтобы получить тот же эффект.
Для этого поместите его в тиски и выровняйте край гладким напильником. Вы также можете потереть скребком о масляный камень, чтобы получить тот же эффект.
Край теперь будет прямым и довольно острым, и его нужно полировать. Полировщик должен быть стальным, более твердым, чем резак, и снабженным ручкой для безопасности.
Положите резак на стол и проведите по нему полировщиком назад и вперед около двадцати раз, нажимая довольно сильно, но всегда удерживая полировщик ровно на лезвии. Это уплотняет металл.
Теперь зажмите фрезу в тисках и, держа шлифовальную машинку вдоль верхней части фрезы, потяните ее вперед и назад, сильно надавливая. Постепенно опустите ручку полировщика так, чтобы она составляла угол 15 градусов с горизонтом. Это перевернет край, чтобы сформировать режущий заусенец. Повторите это на противоположной стороне резака.
Резец двуручного скребка снимается с инструмента и скошивается на обеих длинных кромках. Новые фрезы поставляются на заводе заточенными под углом 45 градусов, но перед использованием их необходимо тщательно заточить.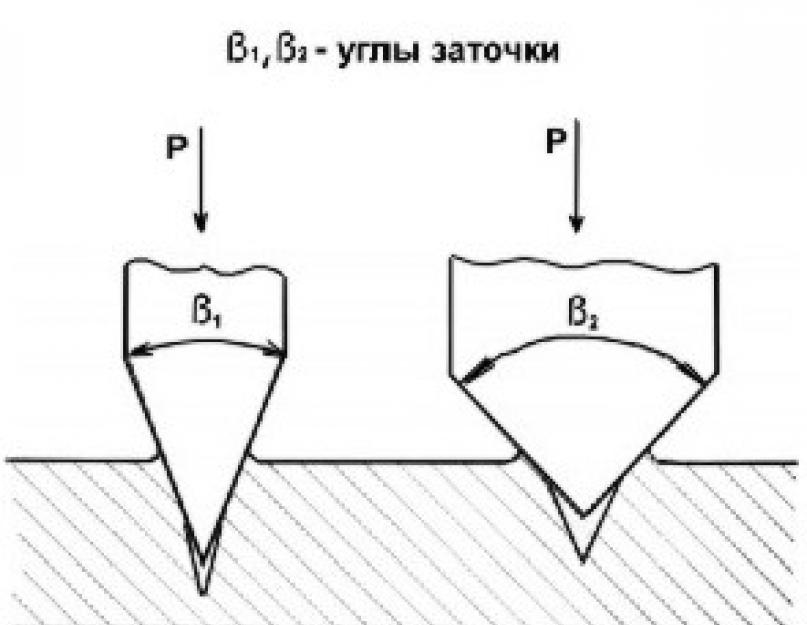 Лучше всего это делать на мелком или среднем камне, сохраняя тот же угол. Нанесите легкое машинное масло на масляный камень и не забудьте оставить камень чистым и сухим после использования.
Лучше всего это делать на мелком или среднем камне, сохраняя тот же угол. Нанесите легкое машинное масло на масляный камень и не забудьте оставить камень чистым и сухим после использования.
Заточка фрезы
При заточке фрез всегда помните:
- Держите полировщик слегка смазанным маслом, чтобы сохранить его высокий блеск и предотвратить ржавчину.
- Также вставьте лезвие скребка обратно в двуручный скребок перед тем, как убрать его, слегка смазав маслом.
- Положите шлифованный скос на камень.
- Удерживая резак под этим углом, перемещайте его вперед и назад по камню.
- Когда резец станет острым, на плоской поверхности появится небольшой заусенец, и когда он распространится по всей ширине, поместите резец плоско на масляный камень скосом вверх.
- Несколько легких движений вверх и вниз по камню удалят заусенец. Всегда следите за тем, чтобы задняя часть фрезы ровно лежала на масляном камне, так как любой подъем скруглит заднюю часть фрезы и сделает ее бесполезной.
 Будет преимуществом, если углы лезвия будут слегка закруглены.
Будет преимуществом, если углы лезвия будут слегка закруглены.
Воронение резака
- Положите его горизонтально на стол скошенной стороной вниз и, используя полировальный станок из подходящей стали, проведите его вдоль кромки назад и вперед около тридцати раз, нажимая довольно сильно, но всегда проверяя, чтобы полировальник лежал ровно. плоско на лезвии. Ни в коем случае край не должен быть перевернут.
- Теперь установите фрезу в тиски шлифованной кромкой к себе и, держа полировальную машину на скосе под углом 45 градусов и сильно надавливая, полируйте вперед и назад.
- По мере полировки постепенно поднимайте рукоятку до тех пор, пока полировщик не образует угол 15 градусов с горизонталью. Это может занять до 36 ударов, в зависимости от давления полировщика. Смазка сделает это проще. Кромка теперь будет иметь определенный заусенец и готова к использованию.
Заточка фрезы
- Удалите заусенцы с плоской стороны фрезы либо на масляном камне, либо на абсолютно гладком напильнике, стараясь не создавать фаски.
 При необходимости потрите фрезой о край масляного камня, чтобы выпрямить его.
При необходимости потрите фрезой о край масляного камня, чтобы выпрямить его. - Напилите или отшлифуйте кромку до 45 градусов, если это необходимо, а затем заточите, как для нового лезвия.
Заточка буровых долот и других буровых инструментов требует не только навыков, но и правильной формы заточного инструмента. Купите специально разработанный камень для буровых долот, форма которого позволяет заточить шпоры и резцы, не делая их слишком острыми и грубыми и не стирая другие части буровых инструментов.
При заточке любого бита всегда соблюдайте следующие правила:
- Снимайте как можно меньше металла и не точите слишком сильно.
- Аккуратно поддерживайте форму сверла и никогда не затачивайте его края, иначе они будут заедать при сверлении.
- Никогда не пытайтесь заточить лезвие шлифовкой.
Заточка насадок Jennings
Вообще говоря, сверла Jennings затачиваются чаще, чем это необходимо, и жизнь многих значительно сокращается из-за неправильной заточки. Перед заточкой внимательно осмотрите его, чтобы увидеть его профиль, и постарайтесь сохранить его при заточке.
Перед заточкой внимательно осмотрите его, чтобы увидеть его профиль, и постарайтесь сохранить его при заточке.
Обе кромки сверла должны быть одинаково заточены. Слегка подпилите их гладким напильником или камнем, удаляя как можно меньше металла.
Чтобы заточить резцы, держите биту винтовой вершиной на верстаке и подпиливайте режущие кромки только с нижней стороны, т. е. напильником, проходящим через горловину биты. Важно, чтобы фрезы были одинаковой высоты, чтобы они срезали стружку одинаковой толщины.
Чтобы заточить шпоры, держите трензель носом вверх, а изгиб плотно прижат к краю скамьи. Подпилите внутреннюю часть шпоры. Вы никогда не должны подпиливать наружную сторону, так как это уменьшает зазор и вызывает заедание и засорение при растачивании.
Резак носовой насадки Scotch затачивается так же, как и насадная насадка Jennings.
Положите биту на верстак так, чтобы ход винта был направлен вниз, чтобы заточить боковые крылья. Пропустите напильник через горловину биты.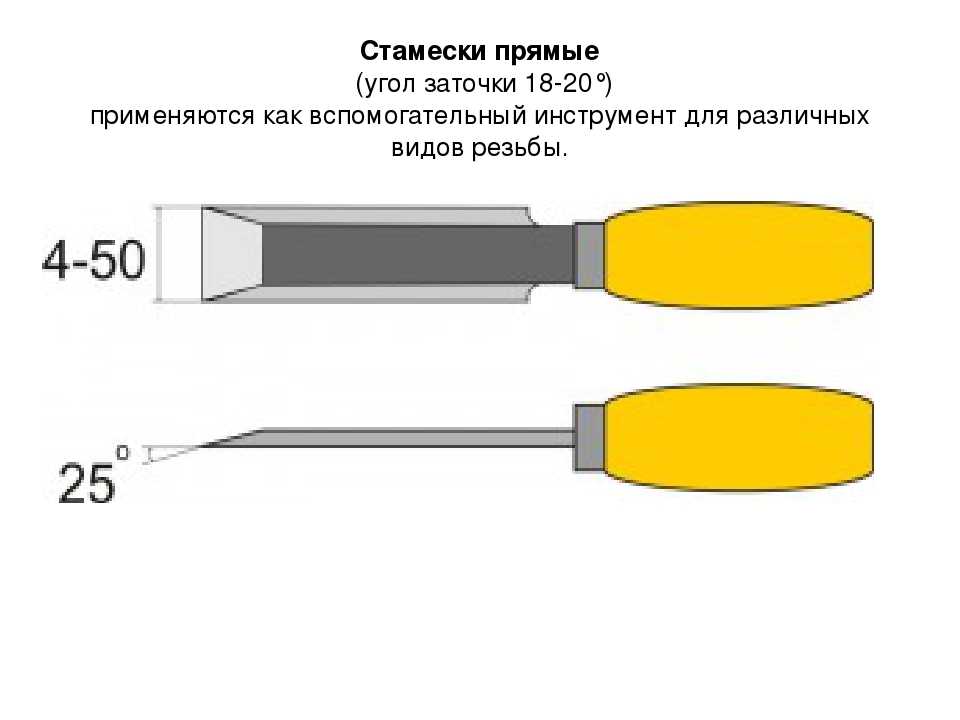
Лампа для заточки стандартных шнеков
При заточке стандартных ламповых шнеков будьте очень осторожны, чтобы не снять слишком много металла с носовой части.
Держите шнек вертикально в тисках. Используя абсолютно гладкую плоскую пилку или напильник с острым лезвием, сделайте два или три плоских штриха на губе носа. Обычно этого достаточно, чтобы восстановить лезвие ножа. Убедитесь, что центральный зазор не перекрыт – при необходимости протяните напильник с острой кромкой, чтобы удалить образовавшиеся заусенцы.
Чтобы заточить края раковины, держите шнек горизонтально в тисках. Слегка смажьте шлифовальный камень подходящего радиуса и продвиньте его внутрь корпуса, поворачивая его влево, чтобы передняя кромка шнека затачивалась.
Заточка плоской насадки
Заточите плоскую насадку, поместив ее в разъемный блок, зажатый тисками. Используйте напильник с острым лезвием или небольшой треугольный камень, чтобы заточить передние режущие кромки, сохраняя первоначальный угол и сохраняя ровную поверхность. Оба края должны быть одинаково заточены. Заточите острие, если это необходимо, но сохраняйте центрированность острия, затачивая обе его стороны одинаково.
Оба края должны быть одинаково заточены. Заточите острие, если это необходимо, но сохраняйте центрированность острия, затачивая обе его стороны одинаково.
Чтобы увидеть полные шаги и видео, мы настоятельно рекомендуем посетить наше руководство по заточке топоров, кувалд и топориков.
Заточка топора и кувалды лучше всего работает, когда топор зафиксирован на месте. Таким образом, обе ваши руки могут использовать напильник для заточки. С топорами ваша цель должна состоять в том, чтобы получить чистую, рабочую кромку. То есть спилите любые вмятины или складки, пока поперечное сечение по всей длине кромки не будет выглядеть просто как V-образная форма. Продолжайте затачивать до тех пор, пока по краю не останется плоских пятен.
Чтобы наточить топоры, ваш подход должен быть более потворствующим процессу, чем топор. Поскольку топорик часто используется для более точных работ по резке, таких как стружка трута, раскалывание растопки, изготовление кольев и укрытий и другие походные поделки, он может выиграть от гораздо более острого лезвия, чем топор.