ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel flange beams. |
ГОСТ |
Дата введения 01.07.90
Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
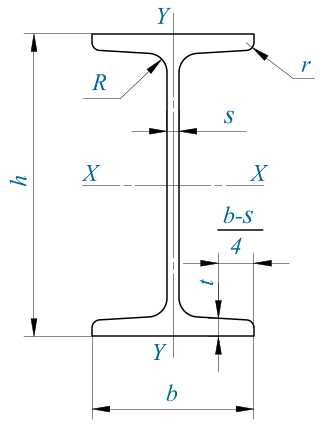
1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h — высота
двутавра; b — ширина полки; s — толщина стенки;
t — средняя толщина полки;
R — радиус внутреннего закругления; r — радиус закругления полки
Черт. 1
Примечание. Уклон внутренних граней полок должен быть 6 — 12 %.
Таблица 1
|
Номер двутавра |
Размеры |
Площадь поперечного сечения, см2 |
Масса 1 м, кг |
Справочные значения для осей |
|||||||||||
|
h |
b |
s |
t |
R |
r |
X — X |
Y — Y |
||||||||
|
не более |
Ix, см4 |
Wx, см3 |
ix, см |
Sx, см |
Iy, см4 |
Wy, см3 |
iy, см |
||||||||
files.stroyinf.ru
Сортамент двутавров ГОСТ — таблицы размеров двутавровых балок
Двутавр – разновидность фасонного металлопроката с поперечным сечением в виде буквы «Н». В массовом варианте изготавливается способом горячей прокатки, реже – путем сварки отдельных элементов. Горячекатаный профиль имеет внутренние грани полок с уклоном или параллельные. При производстве металлопродукции общего применения используют углеродистые стали обыкновенного качества, чаще всего Ст3сп, Ст3пс. Для изготовления стального проката, способного выдерживать повышенные нагрузки, в том числе вибрационные, используют низколегированные стали (09Г2С). Широкий ассортимент металлопроката Н-образного сечения позволяет выбрать изделие, которое оптимально соответствует запланированному назначению.
Двутавр с уклоном внутренних граней полок: размеры, характеристики
Производство этой металлопродукции осуществляется в соответствии с ГОСТом 8239-89. В маркировке указывается высота стенки в сантиметрах. Уклон внутренних граней полок находится в интервале 6-12%.
Обозначения:
- h – высота стенки. Расстояние между наружными гранями полок.
- b – ширина полки. Расстояние между крайними точками полки.
- s – толщина стенки. Этот параметр во многом определяет прочность и несущую способность двутаврового профиля.
- t – средняя толщина полки. Это значение определяется математически – из показателя ширины полок вычитают толщину стенки, разность делят на 4.
- R – радиус внутреннего закругления. Это закругление, образуемое в примыкании полки и стенки, повышает прочность металлоизделия.
Таблица размеров и массы двутавровых балок с уклоном внутренних граней полок по ГОСТу 8239-89
|
Обозначение двутавра |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
Не более |
||||||||
|
|
||||||||
|
10 |
100 |
55 |
4,5 |
7,2 |
7,0 |
2,5 |
12,0 |
9,46 |
|
12 |
120 |
64 |
4,8 |
7,3 |
7,5 |
3,0 |
14,7 |
11,5 |
|
14 |
140 |
73 |
4,9 |
7,5 |
8,0 |
3,0 |
17,4 |
13,7 |
|
16 |
160 |
81 |
5,0 |
7,8 |
8,5 |
3,5 |
20,2 |
15,9 |
|
18 |
180 |
90 |
5,1 |
8,1 |
9,0 |
3,5 |
20,2 |
15,9 |
|
20 |
200 |
100 |
5,2 |
8,4 |
9,5 |
4,0 |
26,8 |
21,0 |
|
30 |
300 |
135 |
6,5 |
10,2 |
12,0 |
5,0 |
46,5 |
36,5 |
|
36 |
360 |
145 |
7,5 |
12,3 |
14,0 |
6,0 |
61,9 |
48,6 |
Основная область применения двутавровой балки – устройство перекрытий и покрытий многоэтажных зданий жилого административного, производственного назначения, армирование фундаментов, строительство дорог и мостов, создание колонных металлоконструкций.
В соответствии с ГОСТом 19425-74 производят двутавры специального назначения. Продукция с индексом «М» используется для организации подвесных путей в производственных помещениях. Угол уклона – до 12%.
Таблица размеров и массы двутавров специального назначения с уклоном внутренних граней полок по ГОСТу 19425-74
|
Обозначение двутавра |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
Не более |
||||||||
|
мм |
||||||||
|
24 М |
240 |
110 |
8,2 |
14,0 |
10,5 |
4,0 |
48,7 |
38,3 |
|
36М |
360 |
130 |
9,5 |
16,0 |
14,0 |
6,0 |
73,8 |
57,9 |
|
45М |
450 |
150 |
10,5 |
18,0 |
16,0 |
7,0 |
98,8 |
76,6 |
Двутавр с параллельными гранями полок: размеры, характеристики
Сортамент двутавровой балки с параллельными гранями полок определяется двумя основными нормативами: ГОСТом 26020-83 и СТО АСЧМ 20-93. В маркировке этой металлопродукции указываются: высота стенки, выраженная в сантиметрах, буква, обозначающая тип конструкции, цифра от 1 до 5. Чем больше цифра, тем массивней сечение.

Обозначения:
- h – высота стенки;
- b – ширина полки;
- s – толщина стенки;
- t – толщина полки;
- R – радиус внутреннего закругления.
По конструктивному исполнению различают следующие типы двутавров с параллельными гранями полок:
- Нормальные балочные. В маркировке указывается буква «Б». Относятся к универсальной строительной продукции, используемой для устройства большепролетных перекрытий, изготовления ферм, несущих конструкций различного назначения.
- Широкополочные. В маркировке присутствует буква «Ш». Наиболее обширные области применения проката этого вида – мостостроение, изготовление лестниц, жилое и индустриальное строительство.
- Колонные. В маркировке указывается буква «К». Такая балка имеет практически одинаковую высоту стенки и ширину полок. Толщина полок увеличена. Этот массивный металлопрокат востребован при строительстве колонн и опор.
Таблица сортамента двутавровых балок с параллельными гранями полок по СТО АСЧМ 20-93 – нормальных балочных, широкополочных, колонных
|
Тип двутавра |
h |
b |
s |
t |
R, не более |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
мм |
|||||||
|
Нормальные балочные |
|||||||
|
20Б1 |
200 |
100 |
5,5 |
8,0 |
11 |
27,16 |
21,3 |
|
25Б1 |
248 |
124 |
5 |
8 |
12 |
32,68 |
25,7 |
|
25Б2 |
250 |
125 |
6 |
9 |
12 |
37,66 |
29,6 |
|
30Б1 |
298 |
149 |
5,5 |
8 |
13 |
40,8 |
32,0 |
|
30Б2 |
300 |
150 |
6,5 |
9 |
13 |
46,78 |
36,7 |
|
35Б1 |
346 |
174 |
6 |
9 |
14 |
52,68 |
41,4 |
|
40Б1 |
396 |
199 |
7 |
11 |
16 |
72,16 |
56,6 |
|
40Б2 |
400 |
200 |
8 |
13 |
16 |
84,12 |
66,0 |
|
Широкополочные |
|||||||
|
20Ш1 |
194 |
150 |
6 |
9 |
13 |
39,0 |
30,6 |
|
25Ш1 |
244 |
175 |
7 |
11 |
16 |
56,24 |
44,1 |
|
30Ш1 |
294 |
200 |
8 |
12 |
18 |
72,38 |
56,8 |
|
35Ш1 |
334 |
249 |
8 |
11 |
20 |
83,17 |
65,3 |
|
35Ш2 |
340 |
250 |
9 |
14 |
20 |
101,51 |
79,7 |
|
40Ш1 |
383 |
299 |
9,5 |
12,5 |
22 |
112,91 |
88,6 |
|
40Ш2 |
390 |
300 |
10 |
16 |
22 |
135,95 |
106,7 |
|
Колонные |
|||||||
|
20К1 |
196 |
199 |
6,5 |
10 |
13 |
52,69 |
41,4 |
|
20К2 |
200 |
200 |
8 |
12 |
13 |
63,53 |
49,9 |
|
25К1 |
246 |
249 |
8 |
12 |
16 |
79,72 |
62,6 |
Для расчета площади поперечного сечения двутавровой балки в таблице сортамента использовались номинальные размеры, а для расчета массы 1 м – средняя плотность стали, равная 7850 кг/м3. Поэтому табличные величины могут немного отличаться от фактических.
Возможно, вас заинтересует другая наша продукция:
Офис
СПб, Лиговский пр.,
д.111-113-115, лит.Б, оф 311
spbrmk.ru
Сортамент двутавров стальных горячекатаных ГОСТ, СТО АСЧМ 20-93
Двутавры изготавливаются по ГОСТ и СТО АСЧМ, их размеры должны соответствовать значениям указанным в таблицах сортамента. Ниже в таблицах представлены все госты и размеры стальных горячекатаных двутавров, а также их вес на 1 метр погонный.
h — высота двутавра; b — ширина полки; s — толщина стенки; t — толщина полки.
Двутавры стальные горячекатаные сортамент ГОСТ 8239-89
| Номер двутавра | h, мм | b, мм | s, мм | t, мм | Масса 1 м, кг |
| Двутавр с уклоном внутренних граней сортамент ГОСТ 8239-89 | |||||
| Размеры двутавров таблица 1 | |||||
| двутавр 10 | h=100 | b=55 | 4,5 мм | 7,2 мм | 9.46 кг |
| двутавр 12 | h=120 | b=64 | 4,8 мм | 7,3 мм | 11.5 кг |
| двутавр 14 | h=140 | b=73 | 4,9 мм | 7,5 мм | 13.7 кг |
| двутавр 16 | h=160 | b=81 | 5,0 мм | 7,8 мм | 15.9 кг |
| двутавр 18 | h=180 | b=90 | 5,1 мм | 8,1 мм | 18.4 кг |
| двутавр 20 | h=200 | b=100 | 5,2 мм | 8,4 мм | 21 кг |
| двутавр 22 | h=220 | b=110 | 5,4 мм | 8,7 мм | 24 кг |
| двутавр 24 | h=240 | b=115 | 5,6 мм | 9,5 мм | 27.3 кг |
| двутавр 27 | h=270 | b=125 | 6 мм | 9,8 мм | 31.5 кг |
| двутавр 30 | h=300 | b=135 | 6,5 мм | 10,2 мм | 36.5 кг |
| двутавр 33 | h=330 | b=140 | 7 мм | 11.2 мм | 42.2 кг |
| двутавр 36 | h=360 | b=145 | 7,5 мм | 12,3 мм | 48.6 кг |
| двутавр 40 | h=400 | b=155 | 8,3 мм | 13,0 мм | 57 кг |
| двутавр 45 | h=450 | b=160 | 9 мм | 14,2 мм | 66.5 кг |
| двутавр 50 | h=500 | b=170 | 10 мм | 15,2 мм | 78.5 кг |
| двутавр 55 | h=550 | b=180 | 11 мм | 16,5 мм | 92.6 кг |
| двутавр 60 | h=600 | b=190 | 12 мм | 17,8 мм | 108 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h | b | S | t | ||
| Нормальные двутавры сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 2 | |||||
| двутавр 10 Б1 | h=100 | b=55 | 4,1 | 5,7 | 8.1 кг |
| двутавр 12 Б1 | h=117,6 | b=64 | 3,8 | 5,1 | 8.7 кг |
| двутавр 12 Б2 | h=120 | b=64 | 4,4 | 6,3 | 10.4 кг |
| двутавр 14 Б1 | h=137,4 | b=73 | 3,8 | 5,6 | 10.5 кг |
| двутавр 14 Б2 | h=140 | b=73 | 4,7 | 6,9 | 12.9 кг |
| двутавр 16 Б1 | h=157 | b=82 | 4 | 5,9 | 12.7 кг |
| двутавр 16 Б2 | h=160 | b=82 | 5 | 7,4 | 15.8 кг |
| двутавр 18 Б1 | h=177 | b=91 | 4,3 | 6,5 | 15.4 кг |
| двутавр 18 Б2 | h=180 | b=91 | 5,3 | 8 | 18.8 кг |
| двутавр 20 Б1 | h=200 | b=100 | 5,5 | 8 | 21.3 кг |
| двутавр 25 Б1 | h=248 | b=124 | 5 | 8 | 25.7 кг |
| двутавр 25 Б2 | h=250 | b=125 | 6 | 9 | 29.6 кг |
| двутавр 30 Б1 | h=298 | b=149 | 5,5 | 8 | 32 кг |
| двутавр 30 Б2 | h=300 | b=150 | 6,5 | 9 | 36.7 кг |
| двутавр 35 Б1 | h=346 | b=174 | 6 | 9 | 41.4 кг |
| двутавр 35 Б2 | h=350 | b=175 | 7 | 11 | 49.6 кг |
| двутавр 40 Б1 | h=396 | b=199 | 7 | 11 | 56.6 кг |
| двутавр 40 Б2 | h=400 | b=200 | 8 | 13 | 66 кг |
| двутавр 45 Б1 | h=446 | b=199 | 8 | 12 | 66.2 кг |
| двутавр 45 Б2 | h=450 | b=200 | 9 | 14 | 76 кг |
| двутавр 50 Б1 | h=492 | b=199 | 8,8 | 12 | 72.5 кг |
| двутавр 50 Б2 | h=496 | b=199 | 9 | 14 | 79.5 кг |
| двутавр 50 Б3 | h=500 | b=200 | 10 | 16 | 89.7 кг |
| двутавр 55 Б1 | h=543 | b=220 | 9,5 | 13,5 | 89 кг |
| двутавр 55 Б2 | h=547 | b=220 | 10 | 15,5 | 97.9 кг |
| двутавр 60 Б1 | h=596 | b=199 | 10 | 15 | 94.6 кг |
| двутавр 60 Б2 | h=600 | b=200 | 11 | 17 | 105.5 кг |
| двутавр 70 Б0 | h=693 | b=230 | 11,8 | 15,2 | 120.1 кг |
| двутавр 70 Б1 | h=691 | b=260 | 12 | 15,5 | 129.3 кг |
| двутавр 70 Б2 | h=697 | b=260 | 12,5 | 18,5 | 144.2 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h | b | S | t | ||
| Широкополочные двутавры сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 3 | |||||
| двутавр 20 Ш1 | h=194 | b=150 | 6 | 9 | 30.6 кг |
| двутавр 25 Ш1 | h=244 | b=175 | 7 | 11 | 44.1 кг |
| двутавр 30 Ш1 | h=294 | b=200 | 8 | 12 | 56.8 кг |
| двутавр 30 Ш2 | h=300 | b=201 | 9 | 15 | 68.6 кг |
| двутавр 35 Ш1 | h=334 | b=249 | 8 | 11 | 65.3 кг |
| двутавр 35 Ш2 | h=340 | b=250 | 9 | 14 | 79.7 кг |
| двутавр 40 Ш1 | h=383 | b=299 | 9,5 | 12,5 | 88.6 кг |
| двутавр 40 Ш2 | h=390 | b=300 | 10 | 16 | 106.7 кг |
| двутавр 45 Ш1 | h=440 | b=300 | 11 | 18 | 123.5 кг |
| двутавр 50 Ш1 | h=482 | b=300 | 11 | 15 | 114.2 кг |
| двутавр 50 Ш2 | h=487 | b=300 | 14,5 | 17,5 | 138.4 кг |
| двутавр 50 Ш3 | h=493 | b=300 | 15,5 | 20,5 | 156.1 кг |
| двутавр 50 Ш4 | h=499 | b=300 | 16,5 | 23,5 | 173.8 кг |
| двутавр 60 Ш1 | h=582 | b=300 | 12 | 17 | 137 кг |
| двутавр 60 Ш2 | h=589 | b=300 | 16 | 20,5 | 170.7 кг |
| двутавр 60 Ш3 | h=597 | b=300 | 18 | 24,5 | 198.1 кг |
| двутавр 60 Ш4 | h=605 | b=300 | 20 | 28,5 | 225.6 кг |
| двутавр 70 Ш1 | h=692 | b=300 | 13 | 20 | 166 кг |
| двутавр 70 Ш2 | h=698 | b=300 | 15 | 23 | 190.4 кг |
| двутавр 70 Ш3 | h=707 | b=300 | 18 | 27,5 | 226.9 кг |
| двутавр 70 Ш4 | h=715 | b=300 | 20,5 | 31,5 | 258.6 кг |
| двутавр 70 Ш5 | h=725 | b=300 | 23 | 36,5 | 294.9 кг |
| двутавр 80 Ш1 | h=782 | b=300 | 13,5 | 17 | 164.6 кг |
| двутавр 80 Ш2 | h=792 | b=300 | 14 | 22 | 191.1 кг |
| двутавр 90 Ш1 | h=881 | b=299 | 15 | 18,5 | 191.5 кг |
| двутавр 90 Ш2 | h=890 | b=299 | 15 | 23 | 212.6 кг |
| двутавр 100 Ш1 | h=990 | b=320 | 16 | 21 | 230.6 кг |
| двутавр 100 Ш2 | h=998 | b=320 | 17 | 25 | 258.2 кг |
| двутавр 100 Ш3 | h=1006 | b=320 | 18 | 29 | 285.7 кг |
| двутавр 100 Ш4 | h=1013 | b=320 | 19,5 | 32,5 | 314.5 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h, мм | b, мм | S, мм | t, мм | ||
| Нормальные двутавры, колонные сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 4 | |||||
| двутавр 20 К1 | h=196 | b=199 | 6,5 | 10 | 41.4 кг |
| двутавр 20 К2 | h=200 | b=200 | 8 | 12 | 49.9 кг |
| двутавр 25 К1 | h=246 | b=249 | 8 | 12 | 62.6 кг |
| двутавр 25 К2 | h=250 | b=250 | 9 | 14 | 72.4 кг |
| двутавр 25 К3 | h=253 | b=251 | 10 | 15,5 | 80.2 кг |
| двутавр 30 К1 | h=298 | b=299 | 9 | 14 | 87 кг |
| двутавр 30 К2 | h=300 | b=300 | 10 | 15 | 94 кг |
| двутавр 30 К3 | h=300 | b=305 | 15 | 15 | 105.8 кг |
| двутавр 30 К4 | h=304 | b=301 | 11 | 17 | 105.8 кг |
| двутавр 35 К1 | h=342 | b=348 | 10 | 15 | 109.1 кг |
| двутавр 35 К2 | h=350 | b=350 | 12 | 19 | 136.5 кг |
| двутавр 40 К1 | h=394 | b=398 | 11 | 18 | 146.6 кг |
| двутавр 40 К2 | h=400 | b=400 | 13 | 21 | 171.7 кг |
| двутавр 40 К3 | h=406 | b=403 | 16 | 24 | 200.1 кг |
| двутавр 40 К4 | h=414 | b=405 | 18 | 28 | 231.9 кг |
| двутавр 40 К5 | h=429 | b=400 | 23 | 35,5 | 290.8 кг |
Двутавры стальные горячекатаные сортамент ГОСТ 19425-74
| Профиль | h, мм | b, мм | s, мм | t, мм | Масса 1 м длины, кг |
| С — специальные для армировки шахтных стволов ГОСТ 19425-74 | |||||
| двутавр 14С | h=140 мм | b=80 мм | 5,5 мм | 9,1 мм | 16.9 кг |
| двутавр 20С | h=200 мм | b=100 мм | 7,0 мм | 11,4 мм | 27.9 кг |
| М — мостовые балки для подвесных путей ГОСТ 19425-74 | |||||
| Размеры двутавров таблица 5 | |||||
| двутавр 18М | h=180 мм | b=90 мм | 7,0 мм | 12 мм | 25.8 кг |
| двутавр 24М | h=240 мм | b=110 мм | 8,2 мм | 14 мм | 38.3 кг |
| двутавр 30М | h=300 мм | b=130 мм | 9,0 мм | 15 мм | 50.2 кг |
| двутавр 36М | h=360 мм | b=130 мм | 9,5 мм | 16 мм | 57.9 кг |
| двутавр 45М | h=450 мм | b=150 мм | 10,5 мм | 18 мм | 77.6 кг |
Двутавры стальные горячекатаные сортамент
ros-met.com
Сортамент стальных горячекатаных двутавров: таблица АСЧМ, 20-93, 26020-83
Благодаря двутавру, строительство вышло на новый уровень, теперь ни один проект не обходится без использования стальных двутавров. Продукт так же популярен и благодаря использованию в быстровозводимых сооружениях, поскольку каркас из двутавра возводится очень быстро, а по техническим характеристикам превосходит предшественников.

Отдельно стоит сказать о затратах на производство горячекатаных двутавров. Из-за своей простоты затраты на производство продукта минимальны. Имеется возможность производить не только серийно или под заказ, но и поточным производством.
Производство согласно требованиям ГОСТ
Как и любой подобный продукт, сортамент двутавров ГОСТ (ГОСТ 535-88, ГОСТ 19281-89, ГОСТ 27772-88, ГОСТ 7566-81) подчиняется общим стандартам качества. Но на этом регламент на данную продукцию не ограничивается, дополнительными нормативами являются: СТО АСЧМ 26020-83, 20-93, 20, 89.

Само производство двутавра происходит в несколько этапов:
- Из листового металла, при помощи термической резки, производят заготовки соответствующей длины и ширины. Современные станки с ЧПУ имеют несколько «ножей» (резаков), что позволяет резать лист метала сразу в нескольких направлениях, и за один подход получать сразу готовую заготовку. В зависимости от толщины листа регулируется скорость резки, которая может достигать 1м в минуту.
- Обязательный элемент – фрезерная обработка кромок, которая способствует улучшению при сварке стенки и полки стального двутавра.

- Весь сортамент стальных двутавров собирается при помощи специального оборудования, методом сжимания. Такой способ позволяет не только упростить и снизить затраты на производство, но и повысить эффективность до 3 раз. Производство происходит в 2 этапа, на первом формируют Т-образный профиль, далее его вращают на 180 градусов и завершают сборку. На данном этапе особое внимание уделяется расположению деталей, будущей конструкции. Они должны располагаться перпендикулярно, поскольку от этого зависит надежность конструкции.
- Сварка балки.

В настоящее время крупное производство все чаще прибегает к помощи автоматизированной техники при сварке двутавров. Обусловлено это тем, что ручная и полуавтоматическая сборка являются более затратными и опасными для жизни человека. А так же эти способы не лишены изъянов, которые допускает сварщик. Автоматизированное производство производится по компьютерной программе, которая ошибиться не может, да и времени на производство единицы продукции она тратит меньше. Так же при сварке используется технология жидкого флюса. Данный метод выводит процесс сварки на новый уровень, предотвращая разбрызгивание металла и соответственно его потери. При использовании жидкого флюса теряется около 1% металла, без его использования – до 30%.
В соответствии с требованиями ГОСТ и СТО АСЧМ, продукт не должен иметь дефектов и искривлений форм. Но во время сварки двутавр подвергается высоким температурам, которые деформируют его. Поэтому весь сортамент стальных двутавров перед поступление в эксплуатацию проходит через прокатный станок, оснащенный валами, которые исправляют кривизну металла при нагреве.
Профиль двутавров.

Поскольку двутавр применяется как для строительства различных объектов, так и в машиностроении, то и требования к нему будут зависеть от профиля, к котором он применяется.
На следующих фото таблиц, можно видеть значения для нормальных, широкополочных и колонных двутавров в соответсвии с требованиями ГОСт и СТО АСЧМ.
Таблица значений для нормальных сортаментов двутавров.

Значения для широкополочных двутавров.
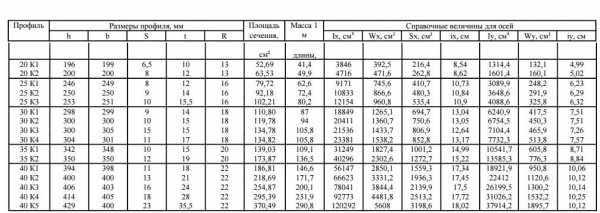
Таблица значений для колонных двутавров.
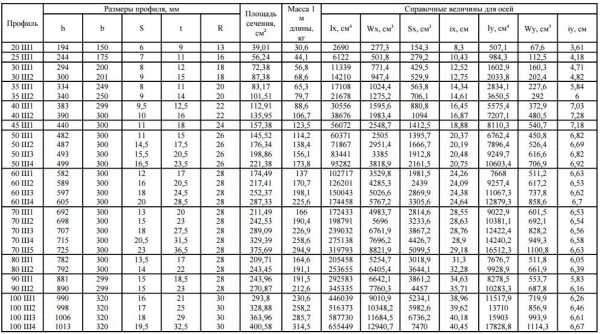
Таблица значений для предельных отклонений по размерам и форме поперечного сечения двутавтров.

Общие правила для производителя и заказчика
Производитель должен в обязательном порядке следовать требованиям ГОСТ и СТО АСЧМ при изготовлении горячекатных двутавров. Поскольку данное изделие применяется в основном при крупномасштабном строительстве и является каркасом для построек различной направленности: здания, мосты, эстакады, при монтаже опор и путепроводов, для укрепления шахт. Но довольно редко применяется в частном, малом строительстве (небольшие дома в 1-3 этажа, частные коттеджи). Как было описано выше, двутавр играет чрезвычайно важную роль в строительстве, а, следовательно, помимо производства играет роль и маркировка продукции, которую можно найти в соответсвующем ГОСТе.
Данные обозначения не обходимы по причине широкопрофильного использования двутавров, однако материал, из которого изготовлено изделие, подходит только для определенного вида работ. Следовательно, ошибка в маркировке товара может привести к несчастному случаю, жертв среди строителей или обрушению конструкции со всеми вытекающими последствиями.
Заказчик со своей стороны должен четко формулировать запрос на изготовление двутавров соответственно ГОСТ. Во время приемки, в обязательном порядке должен соблюсти все правила приемки, описанные выше и соотнести результаты с маркировкой товара.
metall.trubygid.ru
вес двутавра, гост, двутавр горячекатный, нагрузка, размеры
Стандартизированный профиль, получаемый методом горячей прокатки на сортовых станах. В сечении двутавр похож на букву «Н». Балка из двутаврового профиля прочнее такой же по площади прямоугольной в 28 – 30 раз и практически в 7 раз, прочнее на изгиб такой же балки изготовленной из швеллера. Вместе с тем, этот профиль плохо переносит усилия на скручивание, что является характерным для открытых профилей вообще, например уголка или швеллера.
Внешний вид
Происхождение названия наиболее вероятно от слова taurus (лат), что означает бык. По всей видимости, полки балок воспринимались как рога, располагающиеся с обеих сторон.
Особенности профиля
Горизонтальные площадки вверху и внизу балки являются опорными поверхностями. Их назначение:
- воспринимать и равномерно распределять нагрузку на профиль;
- не допускать опрокидывания или перекоса балки, обеспечивая восприятие нагружения перемычкой строго в вертикальном направлении.
Сфера применения
Двутавровые балки нашли широкое применения в промышленности, строительстве и других отраслях:
- мостостроение – несущие тяжело нагруженные конструкции;
- промышленное строительство – каркасы зданий и сооружений, основа подкрановых путей электромостовых кранов;
- несущие балки мостовых кранов;
- в машиностроении – рамы автомобилей и вагонов;
- для армирования стенок шахт.
Изготовление двутавровых балок
Изготовление этих профилей производится на рельсобалочных станах горячей прокатки. Это дорогостоящий и сложный в наладке агрегат. Заготовкой для балок, в зависимости от их размера, являются слябы или квадрат для более мелких размеров.
Заготовка поочередно проходит через клети прокатного стана, постепенно принимая необходимые размеры и вырастая в длину. Клеть представляет собой агрегат, включающий в себя привод и несколько водоохлаждаемых валков, от клети к клети размер валков уменьшается, за счет обжатия валками заготовка принимает необходимые размеры балки.
Горячая прокатка – основной способ производства двутавров. Станы имеют очень высокую производительность и обеспечивают высокую точность размеров. Профили производятся в соответствии с действующими государственными стандартами и невозможно произвести нестандартные размеры без очень больших затрат времени и средств.
Одним из недостатков горячекатаных профилей являются дефекты на их поверхности в виде окалины. Расчет двутавровой балки, как правило, производится на прочность и
Двутавровые балки могут производиться:
- из конструкционных марок сталей;
- из низколегируемых сплавов.
Также бывают деревянные, алюминиевые двутавры.
Классификация и разновидности балок. Маркировка
Двутавры разделяются на несколько видов по следующим параметрам:
- Геометрические размеры.
- Форма.
- Применяемость.
Одним из основных параметров балок является их высота. Она измеряется расстоянием между несущими гранями полок. В наименовании балки размер указывается в сантиметрах.
Например: балка 16 имеет расстояние между полками 160 миллиметров.
Это число – «номер высоты» – изменяется в диапазоне от 10 до 100 в соответствии с гомологическим рядом размеров, определяемым ГОСТами. Производство изделий, не входящих в гомологический ряд может быть осуществлено по согласованию с заказчиком.
Особенности различных конструкций двутавров обозначаются буквенными маркировками:
 «Б» – двутавр общего назначения;
«Б» – двутавр общего назначения;- «Ш» – широкополочные;
- «К» – колонные;
- «Д» – дополнительная серия;
- «М» – для подвесных путей и мостовых конструкций;
- «С» – стволовая, армирование шахтных стволов.
Когда нужна точная маркировка балок, применяются дополнительные цифровые маркировки.
Например: 27Б1 и 27Б2. При этом первая имеет высоту 268 мм, а вторая – 270. А стенка балки 27Б2 на 1,2 мм толще, чем в первом варианте.
Двутавры с параллельными полками
Балки с параллельными (внутренними и наружными) гранями производятся в соответствии с требования ГОСТ 26020-82.
Двутавры с внутренними полками с уклоном по отношению к наружным
Выпускаются по ГОСТ 19425-74. Такие балки имеют более высокие несущие характеристики. По нижепредставленной таблице можно определить какой вес двутавра.
Размеры, масса и количество метров в тонне двутавров по ГОСТ 26020-83 и СТО АСЧМ 20-93
Таблица 1
| Наименование, номер балки | Размеры, мм hxbxsxt
| Вес погонного метра, кг | Вес 1 шт, кг L=12 метров | Метров в тонне | |
| 10Б1 | 100х55х4,1х5,7 | 8,12 | 97,23 | 123,15 | |
| 12Б1 | 117,х64х3,8х5,1 | 8,73 | 104,44 | 114,55 | |
| 12Б2 | 120х64х4,4х6,3 | 10,41 | 124,82 | 96,06 | |
| 14Б1 | 137,4х73х3,8х5,6 | 10,54 | 126,11 | 94,88 | |
| 14Б2 | 140х73х4,х6,9 | 12,93 | 154,81 | 77,40 | |
| 16Б1 | 157х82х4х5,9 | 12,77 | 152,43 | 78,31 | |
| 16Б2 | 160х82х4х7,4 | 15,86 | 189,66 | 63,05 | |
| 18Б1 | 177х91х4,3х6,5 | 15,44 | 184,84 | 64,77 | |
| 18Б2 | 180х91х5,3х8 | 23,94 | 287,48 | 41,77 | |
| 20Б1 | 200х100х5,6х8,5 | 21,55 | 255,64 | 46.40 | |
| 23Б1 | 230х110х5,6х9 | 25,81 | 309,62 | 38,44 | |
| 26Б1 | 258х20х5,8х8,5 | 28,02 | 336,04 | 35,69 | |
| 26Б2 | 261х120х6х10 | 31,23 | 374,46 | 32,02 | |
| 30Б1 | 296х140х5,8х8,5 | 32,94 | 394,88 | 20,39 | |
| 30Б2 | 299х140х6х10 | 36.66 | 439,32 | 27,28 | |
| 35Б1 | 346х152х6,2х8,5 | 38,95 | 466,80 | 25,67 | |
| 35Б2 | 349х155х6,5х10 | 43,34 | 519,68 | 23,07 | |
| 40Б1 | 392х165х7х9,5 | 48,11 | 577,22 | 20,79 | |
| 40Б2 | 396х165х7,5х11,5 | 54,71 | 656,42 | 18,28 | |
| 45Б1 | 443х180х7,8х11 | 59,81 | 717,63 | 16,72 | |
| 45Б2 | 447х180х8,4х13 | 67,53 | 810,01 | 14,80 | |
| 50Б1 | 492х200х8,8х12 | 73,04 | 876,68 | 13,69 | |
| 50Б2 | 496х200х9,2х14 | 80,71 | 968,42 | 12,39 | |
| 55Б1 | 543х220х9,5х13,5 | 89,12 | 1068,44 | 11,22 | |
| 55Б2 | 547х220х10,5х15,5 | 97,93 | 1174,56 | 10,21 | |
| 60Б1 | 593х230х10,5х15,5 | 106,22 | 1274,34 | 9,41 | |
| 60Б2 | 597х230х10,5х15,5 | 115,64 | 1387,28 | 8,65 | |
| 70Б1 | 691х260х12х15,5 | 129.31 | 1551,62 | 7,73 | |
| 70Б2 | 691х260х12,5х18,5 | 144,23 | 1730,46 | 6,93 | |
| 80Б1 | 791х280х13,5х17 | 159,52 | 1914,24 | 6,27 | |
| 80Б2 | 798х280х14х20,5 | 177,94 | 2134,88 | 5,62 | |
| 100Б1 | 990х320х16х21 | 230,63 | 2767,26 | 4,34 | |
| 100Б2 | 998х320х17х25 | 258,24 | 3098,42 | 3,87 | |
| 100Б3 | 1006х320х18х29 | 285,7 | 3428,42 | 3,50 | |
| 100Б4 | 1013х320х19,5х32,5 | 314,51 | 3774,22 | 3,18 |
Размеры, масса и количество метров в тонне двутавров по ГОСТ 8239-89 и ГОСТ 19425-74
Таблица 2
| Наименование и номер балки | Размеры, мм hxbxsxt
| Вес погонного метра, кг | Вес 1 шт, кг L=12 метров | Метров в тонне |
| 20К1 | 196х199х6,5х10 | 41,42 | 496,84 | 24,14 |
| 20К2 | 200х200х8х12 | 49,91 | 598,82 | 20,03 |
| 25К1 | 246х249х8х12 | 62,64 | 751,28 | 15,96 |
| 25К2 | 250х250х9х14 | 72,42 | 869,04 | 13,81 |
| 25К3 | 246х249х8х11 | 62,64 | 751,28 | 15,96 |
| 30К1 | 298х299х9х14 | 87,7 | 1046,04 | 11,40 |
| 30К2 | 300х300х10х15 | 94,23 | 1130,76 | 10,61 |
| 30К3 | 300х305х15х15 | 105,81 | 1269,72 | 9,45 |
| 30К4 | 304х301х11х17 | 105,77 | 1269,24 | 9,45 |
| 35К1 | 342х348х10х15 | 109,11 | 1309,32 | 9,17 |
| 35К2 | 350х350х12х19 | 136,53 | 1638,36 | 7,32 |
| 40К1 | 394х398х11х18 | 146,68 | 1760,16 | 6,82 |
| 40К2 | 400х400х13х21 | 171,71 | 2060,52 | 5,82 |
| 40К3 | 406х403х16х24 | 200,15 | 2401,80 | 4,99 |
| 40К4 | 414х405х18х28 | 231,93 | 2783,16 | 4,31 |
| 40К5 | 429х400х23х35,5 | 290,86 | 3490,32 | 3,44 |
По таблице можно определить сколько весит метр длины балки, нужного двутавра.
Двутавры сварные
Сварная балка – конструкция из стального листового проката с мехсвойствами, соответствующими аналогичным горячекатаным профилям подобных размеров. Предельно допустимые отклонения в размерах такие же, что и в требованиях ГОСТ 26020-83 и СТО АСЧМ 20-93 для горчекатанных балок.
Определяющими преимуществами сварных конструкций является их гораздо более низкая себестоимость и вариативность в заданных требованиях, что достигается за счет:
- подбор комбинированного сечения с учетом специфических требований заказчика;
- применение в конструкции листового металла различных марок стали для улучшения механических свойств;
- возможность исполнения изделий несимметричной формы;
- усиления несущей способности;
- возможность применения элементов конструкции увеличенной длины, что ведет к ее упрощению;
- рациональное использования металла за счет подетального изготовления элементов конструкций;
Сравнительная таблица сортамента горячекатаных и сварных балок:
Таблица 3
| Типоразмеры сварных балок | Наличие в производстве |
| 10Б1 | нет |
| 12Б1, 12Б2 | нет |
| 14Б1, 14Б2 | нет |
| 16Б1, 16Б2 | нет |
| 18Б1, 18Б2 | нет |
| 20Б1, 20К1, 20К2, 20Ш1 | нет |
| 23К1, 23К2, 23Б1, 23Ш1 | нет |
| 24ДБ1 | нет |
| 25К1, 25К2, 25К3, 25Б1, 25Б2, 25Ш1 | да |
| 26К1, 26К2, 26К3, 26Б1, 26Б2, 26Ш1,26Ш2 | да |
| 27ДБ1 | да |
| 30К1, 30К2, 30К3, 30К4, 30Б1, 30Б2, 30ДШ1, 30Ш1, 30Ш2, 30Ш3 | да |
| 35Б1, 35Б2, 35ДБ1 | нет |
| 35К1, 35К2, 35К3, 35Ш1, 35Ш2, 35Ш3 | да |
| 36ДБ1 | нет |
| 40Б1, 40Б2, 40ДБ1, 40ДШ1, 40К1, 40К2, 40К3, 40К4, 40К5, 40Ш1, 40Ш2, 40Ш3 | да |
| 45Б1, 45Б2, 45ДБ1, 45ДБ2, 45Ш1 | да |
| 50Б1, 50Б2, 50Б3, 50ДШ1, 50Ш1, 50Ш2, 50Ш3, 50Ш4 | да |
| 55Б1, 55Б2 | да |
| 60Б1, 60Б2, 60Ш1, 60Ш2, 60Ш3, 60Ш4 | да |
| 70Б1, 70Б2, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5 | да |
| 80Б1, 80Б2, 80Ш1, 80Ш2 | да |
| 90Б1, 90Ш2, 90Ш1, 90Ш2 | да |
| 100Б1, 100Б2, 100Б3, 100Б4, 100Ш1, 100Ш2, 100Ш3, 100Ш4 | да |
Некоторые особенности технологии
производства сварных двутавров
 Сварные профили изготавливаются из правленой листовой стали после тщательного устранения поверхностных дефектов. Марки, качественные категории, прочностные данные оговариваются в заказе.
Сварные профили изготавливаются из правленой листовой стали после тщательного устранения поверхностных дефектов. Марки, качественные категории, прочностные данные оговариваются в заказе.- Тавровые и стыковые швы исполняются механической или полуавтоматической сваркой с применением защитного газа. При этом сварные швы должны плавно переходить в основной металл.
- Допускается стыковка элементов конструкции балки. Стык выполняется без применения накладок с проваром с обеих сторон. Стыковочные швы элементов полок должны находиться не ближе 10 мм от аналогичного шва стойки профиля.
- Все сварные швы должны быть непрерывными.
- Основные технологические операции при изготовлении сварных балок:
- сварка продольного шва полка-стойка на машине непрерывной сварки;
- правка – устранение «грибовидности» полки, образовавшей после провара шва;
- переворот профиля на 180о по вертикали;
- сварка второго шва;
- правка второго сварного соединения.
- Сварные швы подвергаются контролю неразрушающими методами в соответствии с действующими стандартами. Обнаруженные дефекты устраняются, и профиль проверяется повторно.
- На поверхности изделий не допускаются поверхностные дефекты в виде трещин, закатов, плен, рванин. При обнаружении таких дефектов они подвергаются ремонту механическим способом. При этом предельно допустимые отклонения по размерам изделия не должны превышать допусков для стального листа, из которого изготовлен профиль.
Примечания
Номенклатура и область применения двутавровых балок весьма разнообразна. Появление сварных профилей в свое время было обусловлено отказам Нижнетагильского меткомбината от производства тяжелых балок номерами от 70 до100. Потребность же в них не снижалась, а росла по мере развития строительной отрасли. Поэтому возникли сварные профиля.
Второй причиной их популярности можно считать высокую вариативность изготовления, в том числе в нестандартных размерах. Если для этого необходимо перевооружать рельсобалочный стан комплектом прокатного инструмента, то в случае со сваркой этого не происходит, производство удешевляется. Этот же подход способствовал снижению металлоемкости строительства, что приводило к экономии средств. Стоимость, цена балки двутавровой зависит от параметров изделия и вида
krovlya777.ru
|
!yandex-direct>
|
Дата введения 01.07.1990 ГОСТ 8239-89 (СТ СЭВ 2209-80) УДК 669.14-422.2-122.4:006.354 Группа В22 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel flange beams. Rolling products ОКП 09 2500 Срок действия с 01.07.90 до 01.07.2000 Несоблюдение стандарта преследуется по закону Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1. h — высота двутавра; b — ширинаполки; s — толщина стенки; t — средняя толщина полки; R — радиус внутреннего закругления; r — радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6—12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычислены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт.1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I — момент инерции; W — момент сопротивления; S — статический момент полусечения; i — радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках. 2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности — Б, обычной точности — В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1—2) должны соответствовать приведенным в табл. 2. b1 — ширина укороченного фланца; b2 — ширина удлиненного фланца; D — перекос полки; f — прогиб стенки Черт. 2 Таблица 2 мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе. 5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности — не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y — Y. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. РАЗРАБОТЧИКИ СТАНДАРТА С. И. Рудюк, канд. техн. наук; С. В. Колоколов (руководитель работы), канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; В. С. Медведев, канд. техн. наук; И. Е. Пацека, канд. техн. наук; Ж. М. Роева, канд. эконом. наук; В. В. Калюжный, канд. эконом. наук; Р. А. Дробнова, канд. техн. наук; В. А. Ена, канд. техн. наук; К. Ф. Перетятько; Ю. М. Юхновский, канд. техн. наук; В. В. Пудинов; Л. И. Яремчук; М. А. Алексина, Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев, канд. техн. наук; Я. А. Каплун, канд. техн. паук. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951—75, TGL 10369 6. ВЗАМЕН ГОСТ 8239—72 Файлы и документы |
||||||||||||||
www.estateline.ru
подбор сечения. Виды колонная, широкополочная, монорельсовая балки
Сегодня ассортимент предложений рынка стройматериалов настолько велик, что позволяет выбрать без проблем требуемый, в полном соответствии со своими предпочтениями и возможностями. Когда речь заходит о консольных конструкциях, то в первую очередь упоминают БДК-1 и ее металлических собратьев. Как же правильно выбрать двутавр?

Конструктивно двутавр для перекрытия – это мерный отрезок профиля прокатного или сварного типа, имеющий постоянное сечение. В основе его правильного выбора лежит сортамент двутавровых балок, то есть размеры, характеристики, сечение и другое.

Металлическая двутавровая балка по способу производства бывает двух типов:
- сварная, которую изготавливают методом сваривания, ее размеры начинаются от 60 мм;
- горячекатаная, изготовленная из стальной заготовки по технологии горячей прокатки, размеры – до 60 мм.
Начиная от процесса производства, типоразмерных характеристик и требований к качеству исходного сырья, все регламентировано соответствующими ГОСТами (межгосударственный стандарт), с которыми вы можете ознакомиться в нашей рубрике «СНиПы и нормы».
Размеры и характеристики ↑

Все возможные размеры и описание основных характеристик собраны в таблицах ГОСТа. Сортамент двутавровых балок – это не что иное, как совокупность всех этих данных, сгруппированная в списки по видам изделия, что значительно облегчает подбор.
Группы двутавров по конструкции полок ↑

Конструктивно двутавровая полка может иметь параллельные или наклонные грани. В первую группу по условию применения включены:
- нормальная (маркируется буквой «Б»). Сортамент ее включает профили,имеющие номера 10 – 60. Толщина стенок у них минимальная и может равняться величине, достигающей до 1/55 высоты самого элемента. Чем тоньше окажется стенка, тем их сечение будет лучше работать на изгиб.

- широкополочная («Ш»). Они, в свою очередь, подразделяются на разрезной вариант и неразрезной. Первые, с облегченным весом и одинаковой высоты и ширины устанавливают в один пролет. Неразрезные, соответственно, укладывают одновременно на несколько. Соотношение высоты к ширине полки в этом случае: 1 к 2,5 – 1 к 1,16. Полки с увеличенной шириной обеспечивают особую устойчивость, поэтому такие изделия можно устанавливать без вспомогательных элементов как самостоятельные. Это приводит к уменьшению объема выполняемых работ, а, значит, и к сокращению расходов.
Наиболее характерное преимущество разрезных вариантов перед неразрезными в простоте монтажа и меньшей чувствительности к осадкам опор. Однако себестоимость их производство выше из-за большего расхода металла – примерно на 10–12%, что, несомненно, можно отнести к недостаткам. Консольные конструкции могут быть обоих типов, разрезными и многопролетными.

- двутавровая балка колонная («К») – с большой толщиной полок. Это дает возможность применять их в качестве несущего элемента строения. Изготавливают подобные изделия по технологии проката. Основная область применения – значительные пролеты и высокие крановые нагрузки. На фоне других конструкций этого типа они самые тяжелые и устойчивые к износу.
Во вторую группу входят, соответственно:

- обычные ГОСТ 8239-89, заменившие в 1989 году ГОСТ 8239 72:
- специальные, скажем, балка монорельсовая двутавровая.
Самые востребованные номера двутавра ↑
Сортамент этих изделий изменяется в пределах №№ 10–100, скажем, двутавровая балка 12, 18, 16, 27, 30, 35, 36, 61. Они характеризуются следующим размерами:
- высотой – 10-100 см,
- шириной полки – 5,5–32 см,
- толщиной стенки – 0,41–1,9 5 см и более.
Выбирают изделие соответственно предназначению и ГОСТ. Подбор сечения двутавровой балки основан на величине воздействующей на нее нагрузки.
Приведем всего лишь несколько примеров из огромного разнообразия видов и подвидов как обычных, так и специальных.
Сортамент двутавра № 20 ↑
20 используют при устройстве перекрытий и возведении несущих элементов межэтажных перекрытий (до 4 м), армировании изделий из бетона, железнодорожном строительстве и автомобилестроении. Последние сферы применения связаны с низким процентом содержания углерода, что позволяет сваривать. Их отличают повышенная устойчивость к сгибанию и скручиванию. Высота изделия – 200 мм. Изготавливают их исключительно прокатным способом.
Длина – мерная и изменяется в пределах 4–12 м. Существует возможность заказать подобные изделия, имеющие меньшую или большую длину. Индивидуально можно заказать также конструкции с нестандартной толщиной стенок или полок. Номинальные размеры изделия, включая толщину, регламентирует ГОСТ 8239-89.
Данные конструкции показывают высокие характеристики при воздействии горизонтальных нагрузок, чего абсолютно не скажешь о вертикальных. Этим объясняется, что во втором случае, к примеру, в вертикальных опорах, необходимо одновременно использовать другие элементы, которые обеспечат устойчивость к горизонтальным нагрузкам. Позиций – порядка 22.
№ 30 ↑
Основная область применения – крупнопанельное и каркасно-монолитное строительство. Из них возводят колонны, перекрытия, опоры и мостовые конструкции, используют как направляющие для мощной подъемной техники. В производстве используют два вида стали: низколегированную и углеродистую. Их также подразделят по точности изготовления на обычные (В) и с повышенной точностью (Б).

Цифра 30 указывает только на высоту изделия, при этом вариантов исполнения может быть два как с параллельными гранями полок, так и с наклонными. Это фактически – условный размер. Имеет порядка 38 позиций.
↑№ 18
- Стандартная конструкция имеет мерную длину – 400–12000 мм, изготавливаются также изделия, имеющие немерную и кратную длину.
- Специальная, соответственно, 400–13 000 мм, в номенклатуру изделия включены также виды с мерных и кратно мерных с остатком.
↑№ 25К1
Как видно из литеры «К», эти изделия чаще используют при возведении колонн. Число же 25 в номере указывает на высоту изделия. Это может быть совершенно самостоятельный элемент. В этом случае не требуются дополнительные усилия по обработке.
© 2019 stylekrov.ru
stylekrov.ru