| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Сортамент стальных горячекатаных двутавров: таблица весов, размеры, ГОСТ
Двутавр – изделие с профилем Н-образной формы, благодаря уникальной прочности широко востребованное в строительстве и других промышленных отраслях. Нагрузка, которую может принять двутавровая балка, во много раз превышает усилие, выдерживаемое прямоугольной трубой с такой же площадью сечения.
Наиболее массово используется профильная продукция из углеродистой или низколегированной стали 09Г2С, способной выдерживать рабочие температуры от -70°C до +450°C. Двутавровые балки применяются в строительстве объектов гражданского, военного, промышленного назначения, шахт, при сооружении конструкций, испытывающих динамические нагрузки – мосты, опоры.
Сортамент горячекатаных стальных двутавров с наклонной внутренней стенкой полки
ГОСТ 8239-89 нормирует производство горячекатаных балок Н-образного профиля с уклоном внутренних граней полок.
Основные характеристики продукции:
- высота двутавра – 100-600 мм;
- длина балок – 4-12 м, более – по заказу;
- уклон граней – 6-12°;
- по точности проката – повышенной (Б) и обычной (В).
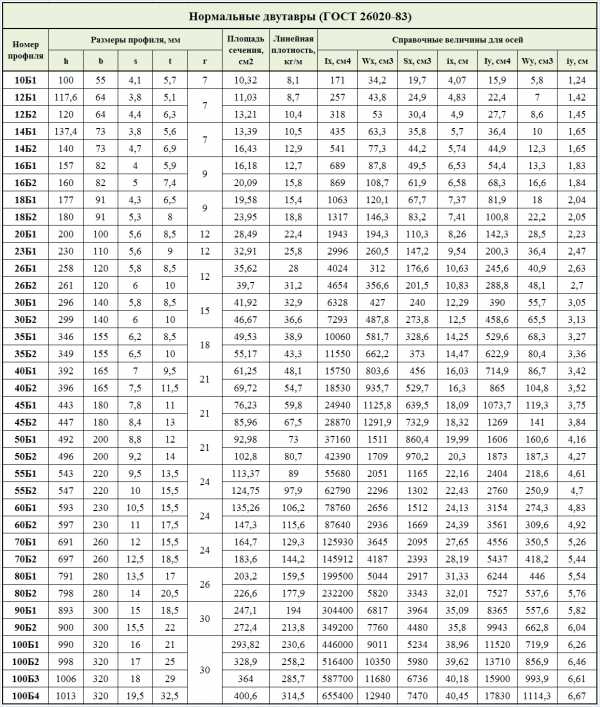
Таблица размеров и весов двутаврового горячекатаного металлопроката с уклоном внутренних граней полок 6-12° согласно ГОСТу 8239-89 (справочная величина для плотности 7850 кг/м3)
| Номер двутавра | Размеры, мм | Масса 1 м, кг | |||
| Высота, h | Ширина, b | Толщина стенки, s | Толщина полки (усредненная величина), t | ||
| 10 | 100 | 55 | 4,5 | 7,2 | 9,5 |
| 12 | 120 | 64 | 4,8 | 7,3 | 11,5 |
| 14 | 140 | 73 | 4,9 | 7,5 | 13,7 |
| 16 | 160 | 81 | 5 | 7,8 | 15,9 |
| 18 | 180 | 90 | 5,1 | 8,1 | 18,4 |
| 18а | 180 | 100 | 5,1 | 8,3 | 19,9 |
| 20 | 200 | 100 | 5,2 | 8,4 | 21,0 |
| 20а | 200 | 110 | 5,2 | 8,6 | 22,7 |
| 22 | 220 | 110 | 5,4 | 8,7 | 24,0 |
| 22а | 220 | 120 | 5,4 | 8,9 | 25,8 |
| 24 | 240 | 115 | 5,6 | 9,5 | 27,3 |
| 24а | 240 | 125 | 5,6 | 9,8 | 29,4 |
| 27 | 270 | 125 | 6 | 9,8 | 31,5 |
| 27а | 270 | 135 | 6 | 10,2 | 33,9 |
| 30 | 300 | 135 | 6,5 | 10,2 | 36,5 |
| 30а | 300 | 145 | 6,5 | 10,7 | 39,2 |
| 33 | 330 | 140 | 7 | 11,2 | 42,3 |
| 36 | 360 | 145 | 7,5 | 12,3 | 48,6 |
| 40 | 400 | 155 | 8,3 | 13 | 57 |
| 45 | 450 | 160 | 9 | 14,2 | 66,5 |
| 50 | 500 | 170 | 10 | 15,2 | 78,6 |
| 55 | 550 | 180 | 11 | 16,5 | 92,7 |
| 60 | 600 | 190 | 12 | 17,8 | 108 |
В ГОСТе 19425-74 (проверен и продлен в 1985 году) регламентируется выпуск специальных двутавровых балок с наклоном внутренних граней полок:
- М – балки монорельсовые двутавровые, предназначены для обустройства подвесных путей, изготовления мостовых и козловых кранов. Уклон граней – не более 12°, сортамент – 18М, 20М, 24М, 30М, 36М, 45М;
- С – прокат, предназначенный для армирования шахтных стволов, угол наклона граней – до 16°, сортамент – 14С, 20С, 22С, 27С, 36С.
Сортамент горячекатаных двутавровых балок с параллельными гранями по ГОСТу 26020-83 или СТО АСЧМ 20-93
Эти нормативные документы немного различаются по сортаменту и характеристикам крупных профилей. В России на базах металлопроката, как правило, представлена продукция по СТО АСЧМ 20-93, особенно это касается профиля выше 16 номера.
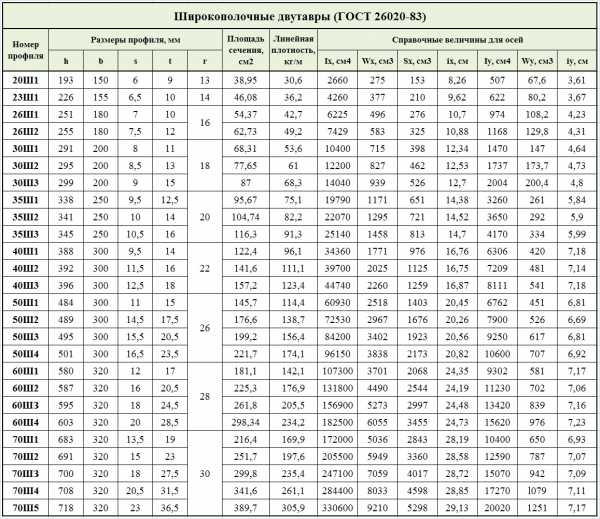
Высота широкополочного двутавра колеблется в пределах 100-1000 мм, ширина полок – 55-400 мм, длина балок согласно ГОСТу 26020 – 6-24 м. Типы этой продукции:
- Б – нормальный;
- Ш – широкополочный, может использоваться без дополнительного закрепления, часто служит основой для укладки стального листа и железобетонных плит, сортамент широкополочного двутавра включает изделия высотой от 193 до 718 мм;
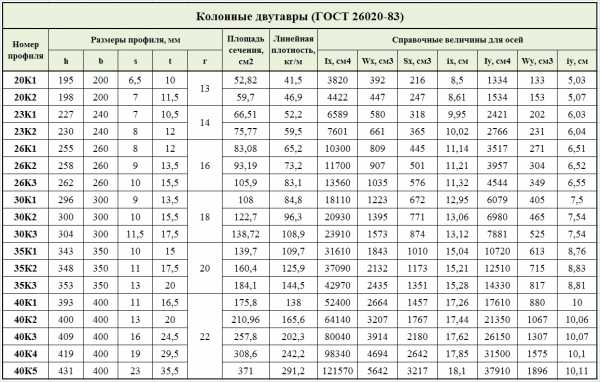
- К – колонный, имеет повышенную толщину стенок, используется для создания вертикальных опор, в качестве элемента стоек, имеющих различную геометрию;
- Д – дополнительная серия.
Сварной двутавр: особенности производства и преимущества
Применение сварной технологии позволяет получать более широкий, по сравнению с горячей прокаткой, ассортимент продукции. Перспективный вариант – бистальные балки, в которых напряженные элементы изготавливаются из более прочных и дорогих сталей. Для производства менее нагруженных элементов применяют более дешевые листовые малоуглеродистые стали. Экономия составляет 5%, по сравнению с изготовлением продукции только из высокопрочной стали. Технологией сварки получают балки – тонкостенные, усиленные, перфорированные, переменного сечения, разнополочные. Производство такой продукции осуществляется согласно ТУ производителя с ориентацией на сортамент балочного двутавра по ГОСТу 26020-83 и СТО АСЧМ 20-93.
Основные стадии производственного процесса:
- резка заготовок;
- сборка;
- сварка под флюсом, после которой в результате тепловых деформаций возникает грибовидный профиль;
- дополнительная обработка для исправления геометрии профиля.
Преимущества сварных двутавровых балок
- Продукция может изготавливаться любого заказанного размера, что обеспечивает практически безотходное производство.
- Размеры сечения могут быть переменными в зависимости от планируемых нагрузок, что позволяет снизить массу и стоимость конструкции.
- Использование сварного профиля дает возможность сделать архитектуру сооружений более разнообразной.
treydmetall.ru
ГОСТ 8239-89: Двутавры стальные горячекатаные. Сортамент
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel flange beams. | ГОСТ |
Дата введения 01.07.90
Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h — высота
двутавра; b — ширина полки; s — толщина стенки;
t — средняя толщина полки;
R — радиус внутреннего закругления; r — радиус закругления полки
Черт. 1
Примечание. Уклон внутренних граней полок должен быть 6 — 12 %.
Таблица 1
Номер двутавра | Размеры | Площадь поперечного сечения, см2 | Масса 1 м, кг | Справочные значения для осей | |||||||||||
h | b | s | t | R | r | X — X | Y — Y | ||||||||
не более | Ix, см4 | Wx, см3 | ix, см | Sx, см3 | Iy, см4 | Wy, см3 | iy, см | ||||||||
мм | |||||||||||||||
10 | 100 | 55 | 4,5 | 7,2 | 7,0 | 2,5 | 12,0 | 9,46 | 198 | 39,7 | 4,06 | 23,0 | 17,9 | 6,49 | 1,22 |
12 | 120 | 64 | 4,8 | 7,3 | 7,5 | 3,0 | 14,7 | 11,50 | 350 | 58,4 | 4,88 | 33,7 | 27,9 | 8,72 | 1,38 |
14 | 140 | 73 | 4,9 | 7,5 | 8,0 | 3,0 | 17,4 | 13,70 | 572 | 81,7 | 5,73 | 46,8 | 41,9 | 11,50 | 1,55 |
16 | 160 | 81 | 5,0 | 7,8 | 8,5 | 3,5 | 20,2 | 15,90 | 873 | 109,0 | 6,57 | 62,3 | 58,6 | 14,50 | 1,70 |
18 | 180 | 90 | 5,1 | 8,1 | 9,0 | 3,5 | 23,4 | 18,40 | 1290 | 143,0 | 7,42 | 81,4 | 82,6 | 18,40 | 1,88 |
20 | 200 | 100 | 5,2 | 8,4 | 9,5 | 4,0 | 26,8 | 21,00 | 1840 | 184,0 | 8,28 | 104,0 | 115,0 | 23,10 | 2,07 |
22 | 220 | 110 | 5,4 | 8,7 | 10,0 | 4,0 | 30,6 | 24,00 | 2550 | 232,0 | 9,13 | 131,0 | 157,0 | 28,60 | 2,27 |
24 | 240 | 115 | 5,6 | 9,5 | 10,5 | 4,0 | 34,8 | 27,30 | 3460 | 289,0 | 9,97 | 163,0 | 198,0 | 34,50 | 2,37 |
27 | 270 | 125 | 6,0 | 9,8 | 11,0 | 4,5 | 40,2 | 31,50 | 5010 | 371,0 | 11,20 | 210,0 | 260,0 | 41,50 | 2,54 |
30 | 300 | 135 | 6,5 | 10,2 | 12,0 | 5,0 | 46,5 | 36,50 | 7080 | 472,0 | 12,30 | 268,0 | 337,0 | 49,90 | 2,69 |
33 | 330 | 140 | 7,0 | 11.2 | 13,0 | 5,0 | 53,8 | 42,20 | 9840 | 597,0 | 13,50 | 339,0 | 419,0 | 59,90 | 2,79 |
36 | 360 | 145 | 7,5 | 12,3 | 14,0 | 6,0 | 61,9 | 48,60 | 13380 | 743,0 | 14,70 | 423,0 | 516,0 | 71,10 | 2,89 |
40 | 400 | 155 | 8,3 | 13,0 | 15,0 | 6,0 | 72,6 | 57,00 | 19062 | 953,0 | 16,20 | 545,0 | 667,0 | 86,10 | 3,03 |
45 | 450 | 160 | 9,0 | 14,2 | 16,0 | 7,0 | 84,7 | 66,50 | 27696 | 1231,0 | 18,10 | 708,0 | 808,0 | 101,00 | 3,09 |
50 | 500 | 170 | 10,0 | 15,2 | 17,0 | 7,0 | 100,0 | 78,50 | 39727 | 1589,0 | 19,90 | 919,0 | 1043,0 | 123,00 | 3,23 |
55 | 550 | 180 | 11,0 | 16,5 | 18,0 | 7,0 | 118,0 | 92,60 | 55962 | 2035,0 | 21,80 | 1181,0 | 1356,0 | 151,00 | 3,39 |
60 | 600 | 190 | 12,0 | 17,8 | 20,0 | 8,0 | 138,0 | 108,00 | 76806 | 2560,0 | 23,60 | 1491,0 | 1725,0 | 182,00 | 3,54 |
Примечания:
1. Площадь поперечного сечения и масса 1 м двутавра вычищены по номинальным размерам; плотность стали принята равной 7,85 г/см3.
2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт. 1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется.
3. В таблицах используют обозначения:
I — момент инерции;
W — момент сопротивления;
S — статический момент полусечения;
i — радиус инерции.
4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках.
2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1.
3. По точности прокатки двутавры изготовляют:
повышенной точности — Б,
обычной точности — В.
4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1 — 2) должны соответствовать приведенным в табл. 2.
b1 — ширина укороченного фланца; b2 — ширина удлиненного фланца;
D —
перекос полки; f — прогиб стенки
Черт. 2
Таблица 2
мм
Параметр двутавра, показатель качества | Размер | Предельные отклонения при точности прокатки | |
повышенной | обычной | ||
Высота h | До 140 включ. |
| ±2,0 |
Св. 140 » 180 » | ±2,0 | ±2,5 | |
» 180 » 300 » |
| ±3,0 | |
» 300 » 360 » | ±3,0 | ±3,5 | |
» 360 » 600 » | ±4,0 | ±4,0 | |
Ширина полки b | До 73 включ. |
| ±2,0 |
Св. 73 » 90 » | ±2,0 | ±2,5 | |
» 90 » 135 » |
| ±3,0 | |
» 135 » 155 » |
| ±3,5 | |
» 155 | ±3,0 | ±4,0 | |
Толщина полки t* | До 7,5 включ. | -0,4 | -0,7 |
Св. 7,5 » 8,9 » | -0,5 | -0,7 | |
» 8,9 » 10,7 » | -0,6 | -0,8 | |
» 10,7 » 12,3 » | -0,7 |
| |
» 12,3 » 14,2 » | -0,8 | -1,0 | |
» 14,2 » 15,2 » | -0,9 |
| |
» 15,2 | -1,0 | -1,2 | |
Перекос полки D при ширине b | От 55 до 190 включ. | Не более 0,0125 b | Не более 0,02 b |
Отклонение от | До 73 включ. |
| 2,0 |
симметричности d | Св. 73 » 90 » | 2,0 | 2,5 |
» 90 » 135 » |
| 3,0 | |
при ширине b | » 135 » 145 » |
| 3,5 |
| » 145 | 3,0 | 4,0 |
Длина | До 8 м включ. | +40 | +40 |
Св. 8 м | К допуску +40 прибавлять по 5 мм на каждый метр длины св. 8 м | +80 | |
_____________
* Плюсовые отклонения ограничиваются предельными отклонениями по массе.
5. Прогиб стенки (f) не должен превышать 0,15 S.
6. Кривизна двутавра не должна превышать 0,2 % длины.
7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности — не контролируется.
8. Профили изготавливают длиной от 4 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины.
По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м.
9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %.
По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16.
10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра.
Высоту двутавра контролируют в плоскости Y — Y.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940
3. Стандарт полностью соответствует СТ СЭВ 2209-80
4. Стандарт соответствует МС ИСО 657/13
5. Стандарт унифицирован с БДС 5951-75, TGL 10369
6. ВЗАМЕН ГОСТ 8239-72
7. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
8. ПЕРЕИЗДАНИЕ Октябрь 2001 г.
standartgost.ru
Двутавры стальные горячекатаные — сортамент
Двутавры стальные горячекатаные по ГОСТ 8239-89 являются фасонным металлопрокатом. Если посмотреть на поперечное сечение стального двутавра, то он будет напоминать букву «Н». Стальные изделия такой формы широко используются для изготовления различных металлоконструкций. Их достоинствами являются простота изготовления и в то же время высокие прочностные характеристики, определяющие сферу применения.
При сооружении различных конструкций двутавр располагается таким образом, что бы нагрузка воздействовала на балку, как бы изгибая ее, в этом случае прочностные характеристики фасонного металлопроката используются с наибольшей отдачей. Благодаря сечению в виде буквы «Н» вся нагрузка равномерно распределяется на ребра жесткости.
В строительстве стальные двутавры применяются для обустройства перекрытий, возведения мостов и колонн и т. д.
Производство горячекатаных двутавров
Изготовление двутавровой балки ГОСТ 8239-89 выполняется на прокатных станах, представляющих собой набор вращающихся валов различного размера. Разогретая заготовка в виде слитка (сляб) подается в стан и проходя через валы, значительно удлиняется и приобретает форму будущего изделия. Впоследствии двутавр передается в зоны охлаждения и технологического контроля.
Виды сталей используемых для производства двутавров
В процессе производства данных изделий металлургической промышленности используются конструкционные стали. В зависимости от предназначения балки, процентное соотношение углерода и легирующих металлов может сильно изменятся. Это делается для придания изделию запрашиваемых стандартом показателей. Наиболее часто в качестве легирующих составляющих применяются медь и марганец. Благодаря им балка получает высокие конструкционные качества.
КСТАТИ! Также такие добавки значительно улучшают свариваемость отдельных изделий. А это в свою очередь имеет важное значение при сборке металлоконструкций, так как в основном соединение отдельных элементов осуществляется сваркой.
Сортамент двутавров по ГОСТ 8239-89
ГОСТ 8239-89 характеризует сортамент стальных двутавров имеющих уклон внутренних граней варьирующийся в пределах 6 — 12 процентов.
Основным качественным показателем двутавровой балки по ГОСТу является ее высота, которая может варьироваться в диапазоне от 100 до 600 миллиметров. В случае если заказчику требуется изделие с другими размерами, то такой двутавр не стандартизируется и его выпуск возможен по договоренности с потребителем.
sopromats.ru
ГОСТ 26020-83. Двутавры стальные горячекатаные . Сортамент.
ГОСТ 26020-83. Двутавры стальные горячекатаные с параллельными гранями полок.
Двутавры стальные по ГОСТ 26020-83 выпускаются с шириной полок в пределах от 55 до 400 мм и высотой профиля от 100 до 1000 мм. По форме профиля и соотношению размеров изготавливаются следующих типов:
Двутавры нормальные с параллельными гранями полок — «Б»;
Двутавры широкополочные с параллельными гранями полок — «Ш»;
Двутавры колонные с параллельными гранями полок — «К»;
Двутавры дополнительной серии — «Д».
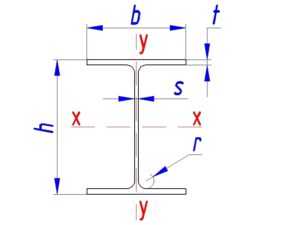
Условные обозначения:
h — высота двутавра, мм;
b — ширина полки двутавра;
t — толщина полки двутавра;
s — толщина стенки двутавра;
r — радиус сопряжения.

Допускаемые отклонения профиля балок:
Отклонения по высоте Δh: — при h≤120 мм, Δh=±2 мм; — при 120<h<380 мм, Δh=±3 мм; — при 380<h<580 мм, Δh=±4 мм; — при h>580 мм, Δh=±5 мм.
Отклонения по ширине полки Δb: — при b≤120 мм, Δb=±2 мм; — при b>120 мм, Δb=±3 мм.
Отклонения по толщине стенки Δs: — при s≤4.4 мм, Δs=±0.5 мм; — при 4.4<s<6.5 мм, Δs=±0.7 мм; — при 6.5<s<16 мм, Δs=±1 мм; — при 16<s<23 мм, Δs=±1.5 мм; — при s>23 мм, Δs=±2 мм.
Отклонения по толщине полки Δt: — при t≤6,3 мм, Δh=±1 мм; — при 6,3<t<16 мм, Δt=±1,5 мм; — при 16<t<25 мм, Δt=±2 мм; — при t>25 мм, Δh=±2,5 мм.
Допустимый прогиб стенки Δf: — при h≤120 мм, Δf=±1 мм; — при 120<h<380 мм, Δf=±1,5 мм; — при 380<h<680 мм, Δf=±2 мм; — при h>680 мм, Δf=±3 мм.
Двутавры изготавливают: мерной длины; мерной длины с отрезком; кратной мерной длины; кратной мерной длины с отрезком; немерной длины. Отрезком считается двутавр длиной от 3 м при весе 1 погонного метра проката в пределах 20 кг и от 4 м при весе 1 п.м. более 20 кг. В соответствии с заявкой потребителя двутавровые балки производят длиной 6….24 метра.
Допускаемая кривизна профиля в горизонтальной и вертикальной плоскостях не более 0,002l.
Линейная плотность рассчитана на основании справочной плотности стали равной 7850 кг/м3. Фактическая масса 1 метра длины двутавра может отличатся от теоретической. но в пределах +/- 4%.
Проверку размеров профиля проводить на расстояние не менее 0,5 м от торца балки.
*-Двутавровые балки (все ГОСТы)
prommetkon.ru
|
!yandex-direct>
|
Дата введения 01.07.1990 ГОСТ 8239-89 (СТ СЭВ 2209-80) УДК 669.14-422.2-122.4:006.354 Группа В22 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel flange beams. Rolling products ОКП 09 2500 Срок действия с 01.07.90 до 01.07.2000 Несоблюдение стандарта преследуется по закону Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1. h — высота двутавра; b — ширинаполки; s — толщина стенки; t — средняя толщина полки; R — радиус внутреннего закругления; r — радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6—12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычислены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт.1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I — момент инерции; W — момент сопротивления; S — статический момент полусечения; i — радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках. 2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности — Б, обычной точности — В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1—2) должны соответствовать приведенным в табл. 2. b1 — ширина укороченного фланца; b2 — ширина удлиненного фланца; D — перекос полки; f — прогиб стенки Черт. 2 Таблица 2 мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе. 5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности — не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y — Y. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. РАЗРАБОТЧИКИ СТАНДАРТА С. И. Рудюк, канд. техн. наук; С. В. Колоколов (руководитель работы), канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; В. С. Медведев, канд. техн. наук; И. Е. Пацека, канд. техн. наук; Ж. М. Роева, канд. эконом. наук; В. В. Калюжный, канд. эконом. наук; Р. А. Дробнова, канд. техн. наук; В. А. Ена, канд. техн. наук; К. Ф. Перетятько; Ю. М. Юхновский, канд. техн. наук; В. В. Пудинов; Л. И. Яремчук; М. А. Алексина, Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев, канд. техн. наук; Я. А. Каплун, канд. техн. паук. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951—75, TGL 10369 6. ВЗАМЕН ГОСТ 8239—72 Файлы и документы |
||||||||||||||
www.estateline.ru