Деформационные пояса, ремонт деформационных швов зданий.
Ремонтно-строительная компания Аркон занимается ремонтом деформационных поясов зданий и сооружений. В своей работе специалисты применяют методы и технологии промышленного альпинизма, что повышает качество и скорость выполнения. Благодаря большому опыту в сфере строительства и обслуживания компания гарантирует профессиональный подход к каждому этапу. Работы выполняются строго в срок и в наивысшем качестве, технологии соответствуют нормативам СНиП и других строительных правил.
Деформационные пояса необходимы для недопущения возникновения в кирпичной кладке трещин, вызванных осадкой и температурными перепадами, а также от неравномерного опускания грунта и изменений в самой кладке.
Деформационные швы зданий
Трещины на стенах могут образовываться при низкой уличной температуре, при которой надземная часть стен сооружения и нижняя подвальная имеют неодинаковое сокращение. Например, это может быть связано с движением грунта, расположенного под зданием.
Температурными деформационными швами зданий называются швы, прорезаемые до верхней части фундамента, при этом сам фундамент представляет собой единой целое. Такой вариант допустим, когда нет необходимости ждать осадки по разделенным технологическими швами частям.
Осадочные швы применяются для участков зданий с возможной неравномерной осадкой, а именно:
- между отдельными блоками здания, построенных на разнородной почве или неодинаковых типах грунта, в том числе при разновременном строительстве отсеков сооружения или пристройках к уже введенным в эксплуатацию сооружениям;
- между отдельными блоками зданий с высотой более 10 метров, отличающихся друг от друга, если не предусматриваются швы для смягчения неравномерного распределения внутреннего давления кладки;
- на участках резкого расширения.
Разновидности деформационных швов
В разных типах материалов и элементах конструкций деформационные швы имеют свою специфику
Деформационный шов в бетоне
Выполняется в тех случаях, когда на конструкцию могут воздействовать неравномерные деформационные нагрузки. Подробнее…
Деформационный шов в кирпичной кладке
Выполняется в виде зазора, который отделяет саму стену от изолирующих материалов. Подробнее…
Деформационный шов в плите
Выполняется для минимизации повреждений при воздействии на плиту внешних факторов.
Подробнее…
Деформационные швы в стенах
Выполняются для разграничения стены на сегменты с целью не допустить повреждения при деформациях. Подробнее…
Деформационный шов фасада
Предназначен для снижения и более равномерного распределения нагрузки на стены. Подробнее…
Подробнее…
Деформационные швы: виды, применение, особенности, ГОСТы
Главная Статьи Деформационные швы
21 января 2019
Деформационные швы представляют собой специальные разрезы в конструкции сооружения, призванные разделить его на самостоятельные секции. Таким образом, проектировщики значительно снижают уровень нагрузок, оказываемых на блоки в участках, подверженных деформации при значительных перепадах температур и сейсмической активности. Также деф. швы необходимы для защиты здания от неравномерной усадки грунта. В отношении монтажа швов установлен ряд методических рекомендаций, государственных стандартов и норм, соблюдение которых строго обязательно.
Профили к деформационным швам
Для их заполнения применяются материалы, обладающие достаточной герметичностью, пластичностью, упругостью и изоляционными свойствами. В качестве наполнителей для швов используют специальные замазки, герметик, эластичные ленты, гидрошпонки. Прежде всего, заполнение шва необходимая мера в многоэтажных сооружениях.
Виды профилей классифицируются, исходя из назначения шва. Различают:
- Температурные;
- Усадочные;
- Сейсмические;
- Осадочные.
В зависимости от задач, поставленных перед деформационным швом, профили могут быть:
- изоляционными;
- накладными;
- подкладными;
- водонепроницаемыми;
- терморасширяющимися;
- парапетными.
Для чего используется деформационный шов?
Рассмотрим ключевые цели его применения:
- Деф. шовнеобходим для того, чтобы эффективно отделить облицованные плиткой поверхности от элементов конструкции: стен, колонн, цоколей. Таким образом, деформационные профили для плитки обеспечивает способность поверхности к незначительной подвижности в любых направлениях. Не менее важная функция шва — усиление звуко- и теплоизоляции.
- Шов применяется для разделения внушительных площадей, облицованных плиткой, на секции (их количество зависит от места строительства и эксплуатационных условий).
 Разделительный шов обеспечивает компенсацию и поглощение напряжения, образованного вследствие изменения линейных параметров или других типов деформационных процессов (к примеру, механических или термогигрометрических). Благодаря шву монолитные сооружения надежно защищены от критической напряженности структуры.
Разделительный шов обеспечивает компенсацию и поглощение напряжения, образованного вследствие изменения линейных параметров или других типов деформационных процессов (к примеру, механических или термогигрометрических). Благодаря шву монолитные сооружения надежно защищены от критической напряженности структуры. - Разделительные швы прерывают облицованную плиткой поверхность. В участках гибкого стыка температурные, усадочные и конструкционные швы могут дублироваться. Наличие специальных разрывов, обеспечивающих достаточную подвижность основания, повышают общую надежность и устойчивость конструкции.
Грамотное обустройство разделительных швов — мера, необходимая для эффективного контроля уровня напряжения, образующегося в конструкции облицованных поверхностей. Их наличие служит крепкой гарантией долговечности сооружения. Важнейшее требование, установленное в отношении швов — их протяженность через весь слой облицовки/основания и обязательное соединение со структурными швами.
Для чего делают температурные швы в бетонных конструкциях
Любые строительные конструкции, независимо от того из какого материала они изготовлены (кирпич, монолитный железобетон или строительные панели) при изменении температуры меняют свои геометрические размеры. При понижении температуры они сжимаются, а при повышении, естественно, расширяются.
Это может привести к появлению трещин и значительно снизить прочность и долговечность как отдельных элементов (например, цементно-песчаных стяжек, отмосток фундаментов и так далее), так и всего здания в целом.
Для предотвращения этих негативных явлений и служит температурный шов, который необходимо обустраивать в соответствующих местах (согласно нормативным строительным документам).
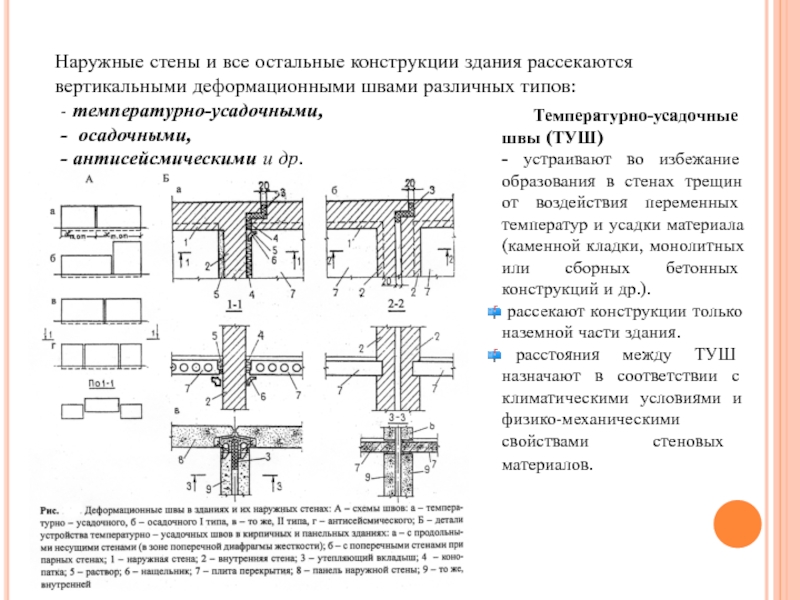
Вертикальные температурно-усадочные швы зданий
В зданиях большой протяженности, а также строениях с разным количеством этажей в отдельных секциях СНиП-ом предусмотрено обязательное обустройство вертикальных деформационных зазоров:
- Температурных – для предотвращения образования трещин из-за изменения геометрических размеров конструктивных элементов здания вследствие перепадов температур (среднесуточных и среднегодовых) и усадки бетона.
 Такие швы доводят до уровня фундамента.
Такие швы доводят до уровня фундамента. - Осадочных швов, препятствующих образованию трещин, которые могут образовываться из-за неравномерной осадки фундамента, вызванной неодинаковыми нагрузками на его отдельные части. Эти швы полностью разделяют строение на отдельные секции, включая фундамент.
Конструкции обоих видов швов одинаковы. Для обустройства зазора возводят две спаренные поперечные стены, которые заполняют теплоизолирующим материалом, а затем гидроизолируют (для предотвращения попадания атмосферных осадков). Ширина шва должна строго соответствовать проекту здания (но быть не менее 20 мм).
Шаг температурно-усадочных швов для бескаркасных крупнопанельных зданий нормируется СНиП-ом и зависит от материалов, примененных при изготовлении панелей (класса прочности бетона на сжатие, марки раствора и диаметра продольной несущей арматуры), расстояния между поперечными стенами и годового перепада среднесуточных температур для конкретного региона. Например, для Петрозаводска (годовой перепад температур составляет 60°С) температурные зазоры необходимо располагать на расстоянии 75÷125 м.
В монолитных конструкциях и зданиях, построенных сборно-монолитным методом, шаг поперечных температурно-усадочных швов (согласно СНиП) варьируется в пределах от 40 до 80 м (в зависимости от конструкционных особенностей здания). Обустройство таких швов не только повышает надежность строительной конструкции, но и позволяет поэтапно отливать отдельные секции здания.
На заметку! При индивидуальном строительстве обустройство таких зазоров применяют крайне редко, так как длина стены частного дома обычно не превышает 40 м.
В кирпичных домах швы обустраивают аналогично панельным или монолитным постройкам.
Температурные швы перекрытий
В железобетонных конструкциях зданий размеры перекрытий, как и размеры остальных элементов, могут меняться в зависимости от температурных перепадов. Поэтому при их монтаже необходимо обустройство компенсационных швов.
Материалы для их изготовления, размеры, места и технология укладки заранее указывают в проектной документации на строительство здания.
Иногда такие швы конструктивно делают скользящими. Для обеспечения скольжения в тех местах, где плита перекрытия опирается на несущие конструкции, под нее укладывают два слоя оцинкованного кровельного железа.
Температурно-компенсационные швы в бетонных полах и цементно-песчаных стяжках
При заливке цементно-песчаной стяжки или обустройстве бетонного пола необходимо изолировать все строительные конструкции (стены, колонны, дверные проемы и так далее) от соприкосновения с заливаемым раствором по всей толщине. Этот зазор выполняет одновременно три функции:
- На этапе заливки и схватывания раствора работает как усадочный шов. Тяжелый мокрый раствор сжимает его, при постепенном высыхании бетонной смеси размеры залитого полотна уменьшаются, а материал заполнения зазора расширяется и компенсирует усадку смеси.
- Он препятствует передаче нагрузок от строительных конструкций бетонному покрытию и наоборот. Стяжка не давит на стены. Конструктивная прочность здания не изменяется.
 Сами конструкции не передают нагрузки на стяжку, и она не растрескается в процессе эксплуатации.
Сами конструкции не передают нагрузки на стяжку, и она не растрескается в процессе эксплуатации. - При перепаде температур (а они обязательно происходят даже в отапливаемых помещениях) этот шов компенсирует изменения объема бетонной массы, что препятствует ее растрескиванию и увеличивает срок эксплуатации.
Для обустройства таких зазоров обычно используют специальную демпферную ленту, ширина которой несколько больше, чем высота стяжки. После отвердевания раствора ее излишки обрезают строительным ножом. Когда обустраивают в бетонных полах усадочные швы (в случае, если финишное напольное покрытие не предусмотрено), полипропиленовую ленту частично удаляют и производят гидроизоляцию паза при помощи специальных герметиков.
Установка разделительных швов
Швы допускают как горизонтальный, так и вертикальный монтаж. Подбор конструкции по типоразмеру проводится с учетом проектных решений и суммарных нагрузок. На весь модельный ряд предоставляется подробная инструкция по монтажу, а также видеоруководство, ознакомиться с которыми можно в специальном разделе сайта. Для совершения заказа вы можете оставить заявку на сайте, а также связаться с нами по указанному номеру.
Для совершения заказа вы можете оставить заявку на сайте, а также связаться с нами по указанному номеру.
Благодаря наличию производственных складов и представительств в Москве, Санкт-Петербурге и Казани мы можем смело гарантировать стабильный запас наиболее востребованных моделей и расцветок, а также оперативные сроки поставки заказов по всей России. Продукция, поставляемая компанией ARFEN, соответствует стандартам ISO, ГОСТ, СНиП, GMP, GLP, AAALAC.
Деформационные швы в отмостке снип – Отмостка снип
Отмостка играет немаловажную роль в конструкции любого здания. Этот элемент препятствует просачиванию воды к фундаменту, делает экстерьер дома законченным, а зачастую играет еще и роль тротуара. Изготавливаться лента может из разных материалов. При этом существуют определенные нормативы, регулирующие такие параметры, как ширина отмостки вокруг дома, ее высота и угол наклона.
Из каких материалов может быть сделана отмостка
Чаще всего этот важный элемент дома изготавливают из:
- бетона;
- тротуарной плитки;
- щебенки.

Делать отмостку положено вокруг всего здания. Некоторые строители полагают, что при обустройстве в доме водостока можно обойтись и без нее. Однако такое мнение является, безусловно, ошибочным. Согласно нормативам, даже в этом случае отмостка считается элементом обязательным.
Общие требования СНиП
Отмостка какой ширины должна быть обустроена вокруг дома, выясним чуть ниже. Сейчас же давайте разберемся с общими требованиями СНиП относительно этого важного конструктивного элемента любого здания. При изготовлении отмостки следует руководствоваться прежде всего такими строительными нормативами:
- конструкция обязательно должна быть наклонена по направлению от цоколя дома наружу;
- между отмосткой и надземной частью фундамента дома следует оставлять зазор примерно в 20 мм;
- опоясывать дом лента должна непрерывно.
Что это такое?
Это своеобразный разрез полов, стен и потолков построек, заполненный изоляционным материалом (герметиком, замазкой, эластичными лентами), который делит фасад постройки на отдельные секторы. Его главная функция — предотвратить деформацию, смещение или разрушение постройки, забрать часть напряжения каркаса и повысить упругость блоков.
Его главная функция — предотвратить деформацию, смещение или разрушение постройки, забрать часть напряжения каркаса и повысить упругость блоков.
Существует много видов швов, различающихся по цели применения, но самые популярные из них следующие:
Некоторые виды стыков используются чаще других.
- температурно-усадочные швы;
- осадочные;
- антисейсмические.
Устройство деформационных швов
Температурные
Используют в помещениях с частыми изменениями уровня влаги и температуры. В качестве материала для деформационной конструкции применяют древесину, потому что она обеспечивает прочность бетонной стяжки и предотвращает трещины между блоками. Деревянные рейки размещают по отметкам, перерезая постройку по длине и ширине от крыши до верха основы.
При формировании такого стыка необходимо использовать деревянные рейки.
Антисейсмические
Ставятся в постройках, строящихся в районах, подверженных частым землетрясениям. Они делят здание по всей высоте, затрагивая наземную часть. Расстояние между антисейсмическими швами и их параметры утверждены в проекте строительства. По линиям таких швов ставят двойные стены или подобные сооружения несущих конструкций, которые входят в число горизонтальных и вертикальных поддерживающих элементов.
Усадочные
При затвердевании бетона стены уменьшается в размерах, что является одной из самых распространенных причин возникновения трещин, которые ослабляют мощь монолитных держателей. Для из устранения используют усадочные швы. При высыхании этого стройматериала они расширяются вместе с ним, а после окончательной усадки стен — наглухо заделываются герметиком.
Формирование такого типа стыка необходимо для предупреждения появления трещин на стенах.
Осадочные
Используются в сооружениях, имеющих блоки разной высоты, этажности и установленных на разных типах грунта. Эти швы укладываются при заливке фундамента и разрезают дом начиная от основы, и заканчивая последними этажами. При затвердевании бетона, его расширение — главная причина появления трещин. Для предотвращения нежелательных последствий и обеспечения возможности разрывам пролечь по специальным ущельям или под ними, необходимо сделать надрез на глубину ¼—½ высоты фундамента. Демпфера принимают на себя тепловые и усадочные горизонтальные расширения материалов при их стыках.
При затвердевании бетона, его расширение — главная причина появления трещин. Для предотвращения нежелательных последствий и обеспечения возможности разрывам пролечь по специальным ущельям или под ними, необходимо сделать надрез на глубину ¼—½ высоты фундамента. Демпфера принимают на себя тепловые и усадочные горизонтальные расширения материалов при их стыках.
Деформационные швы и термовкладыши: инновационные направления применения теплоизоляции ПЕНОПЛЭКС®
Деформационные швыС целью снижения нагрузок многие многоэтажные здания сегодня проектируются не на едином фундаменте, а в виде отдельно стоящих секций. Пространство, рассекающее здание на секции, называется деформационным швом. Такое техническое решение снижает риски повреждений и деформаций строительных конструкций в процессе усадки бетона, смещений вследствие неравномерной осадки грунта и сейсмической активности. Соответственно, деформационные швы классифицируются на следующие виды:
- температурные
- усадочные
- осадочные
- антисейсмические
Согласно требованиям, деформационный шов необходимо
заполнять упругим материалом. В качестве оптимального заполнителя
деформационных швов наилучшим образом зарекомендовала себя теплоизоляция ПЕНОПЛЭКС®
благодаря следующим преимуществам:
В качестве оптимального заполнителя
деформационных швов наилучшим образом зарекомендовала себя теплоизоляция ПЕНОПЛЭКС®
благодаря следующим преимуществам:
— высокая прочность на сжатие: не ниже 0,15 МПа при 10%-й деформации,
— упругость: модуль упругости от 15 МПа,
— долговечность: от 50 лет по результатам испытаний в НИИ Строительной физики,
— нулевое водопоглощение, благодаря которому материал не расширяется в объеме и не вызывает лишние смещения строительных конструкций,
— высокие теплозащитные свойства (коэффициент теплопроводности до 0,034 Вт/м•К), которые обеспечивают дополнительную теплозащиту стен, разделенных деформационным швом, и повышают энергоэффективность здания.
Типовой деформационный шов, заполненный ПЕНОПЛЭКС®, выглядит следующим образом:
Деформационные швы с заполнением ПЕНОПЛЭКС®
применяются для зданий, стены которых выполнены из различных строительных
материалов.
Наружные стены из кирпича:
Наружные стены из блоков:
Наружные стены из железобетона:
Техническими специалистами ООО «ПЕНОПЛЭКС СПб» совместно с ЦНИИ Строительных конструкций им. В.А.Кучеренко разработаны «Рекомендации по применению плит ПЕНОПЛЭКС® в качестве эффективного заполнителя систем деформационных швов конструкций фундаментов и стен зданий и сооружений». Документ соответствует требованиям основных профильных федеральных нормативов: СП 20.13330. 2016 «Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85* (с Изменением N 1)», СП 15.13330.2012 «Каменные и армокаменные конструкции. Актуализированная редакция СНиП II-22-81* (с Изменениями N 1, 2)», СП 22.13330.2016 «Основания зданий и сооружений. Актуализированная редакция СНиП 2.02.01-83* (с Изменением N 1)».
ТермовкладышиДля создания теплотехнической однородности и повышения
сопротивления теплопередаче монолитные конструкции дополняют перфорацией — «термовкладышами» из эффективного
материала с низким коэффициентом
теплопроводности. Наиболее актуально их применение в балконных плитах, где
происходит разрыв основного теплозащитного контура, а также в местах стыка с
другими строительными конструкциями.
Наиболее актуально их применение в балконных плитах, где
происходит разрыв основного теплозащитного контура, а также в местах стыка с
другими строительными конструкциями.
Перфорация монолитного перекрытия с применением термовкладышей из теплоизоляции ПЕНОПЛЭКС® выглядит следующим образом:
Компания «ПЕНОПЛЭКС СПб» рекомендует три типа термовкладышей со следующими габаритами:
Тип 1: 600 × 150 × 200 мм
Тип 2: 300 × 150 × 200 мм
Тип 3: 150 × 150 × 200 мм
Подробнее вопросы проектирования и монтажа конструктивных
узлов с термовкладышами изложены в «Методических
рекомендациях по устройству термовкладышей из экструзионного
пенополистирола ПЕНОПЛЭКС® в монолитном домостроении». Документ,
разработанный специалистами компании «ПЕНОПЛЭКС СПб» и согласованный экспертами
НИИ Строительной физики РААСН, полностью соответствует требованиям упомянутого
СП 50. 13330.2012, а также СП 230.1325800.2015. «Конструкции ограждающие зданий.
Характеристики теплотехнических неоднородностей» и другим нормативным актам».
13330.2012, а также СП 230.1325800.2015. «Конструкции ограждающие зданий.
Характеристики теплотехнических неоднородностей» и другим нормативным актам».
Что касается изготовления термовкладышей, то они выполняются непосредственно из плит ПЕНОПЛЭКС® прямо на стройплощадке. Для этого осуществляется раскрой плит в соответствии с габаритами, определенными расчетами.
Термовкладыши ПЕНОПЛЭКС® выполняют теплозащитные функции с максимальной эффективностью благодаря низкой теплопроводности, высокой прочности, нулевому водопоглощению, широкому температурному диапазону применения, стойкости к перепадам температур, в том числе знакопеременным.
Инновационные направления
применения теплоизоляции ПЕНОПЛЭКС® широко востребованы в различных
регионах России и за рубежом. Деформационные швы с заполнением теплоизоляцией ПЕНОПЛЭКС®
и термовкладыши ПЕНОПЛЭКС® повышают энергоэффективность и долговечность
возводимых зданий.
На фото: применение деформационных швов и термовкладышей из теплоизоляции ПЕНОПЛЭКС® на строительстве ЖК «Питер» на ул. Типанова, 21 в Санкт-Петербурге
Устройство деформационных швов в бетонном полу
Сегодня мы подготовили статью на тему: «устройство деформационных швов в бетонном полу», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Деформационный шов в бетонных полах: технология, нормы и правила
Распространенным вариантом перекрытий зданий, сооружений и покрытий в производственных помещениях с интенсивными механическими воздействиями является бетонный пол. Материал, из которого создаются эти конструктивные элементы, подвержен усадке и обладает низкой прочностью к деформации, вследствие чего возникают трещины. Во избежание повторного ремонта создаются искусственные разрезы в монолитных конструкциях. Например, деформационный шов в бетонных полах, в стенах здания, кровлях, мостах.
Бетонный пол представляется на вид прочным и долговечным основанием. Однако под воздействием температурных колебаний, усадочных процессов, влажности воздуха, эксплуатационных нагрузок, осадки грунта теряется его целостность – он начинает трескаться.
Чтобы предать некоторую степень упругости этой конструкции здания, создаются деформационные швы в бетонных полах. СНиП2.03.13-88 и Пособие к нему содержат информацию о требованиях к проектированию и устройству полов с указанием необходимости устройства разрыва в стяжке, подстилающем слое или покрытии, который обеспечивает относительное смещение разрозненных участков.
- Минимизация внезапных деформаций, посредством деления монолитной плиты на определенное количество карт.
- Возможность избежать дорогостоящего ремонта с заменой чернового и основного покрытия.
- Повышение устойчивости к динамическим нагрузкам.
- Обеспечение долговечности конструктивной основы.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Деформационный шов в бетонных полах в зависимости от своего предназначения делится на три вида: изоляционный, конструкционный и усадочный.
Изоляционные разрезы выполняются в местах примыкания конструктивных элементов помещения. То есть они являются промежуточным швом между стенами, фундаментами под оборудование, колоннами и полом. Это дает возможность избежать трещин при усадке бетона в местах прилегания горизонтальных и вертикальных элементов комнаты. Если пренебречь их обустройством, то стяжка при высыхании и уменьшении объема при жестком сцеплении со стеной, например, вероятнее всего, даст трещину.
Вдоль стен, колонн и в местах, где бетонный пол граничит с другими видами оснований, создается изоляционный шов. Причем возле колонн нарезается шов не параллельно граням столбовидного элемента, а таким образом, чтобы на угол колонны приходился прямой рез.
Рассмотренный вид шва заполняется изоляционными материалами, способными позволить горизонтальное и вертикальное движение стяжки относительно фундамента, колонн и стен. Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Если изоляционные швы предотвращают деформацию монолитного бетонного пола в местах его соприкосновения со стенами, то усадочные резы необходимы для недопущения хаотичного растрескивания бетона по всей поверхности. То есть предотвращения повреждений, вызванных усадкой материала. По мере высыхания бетона сверху вниз, появляется внутри него напряжение, создаваемое твердением верхнего слоя.
Устройство деформационных швов в бетонных полах такого типа происходит по осям колонн, где разрезы стыкуются с углами швов по периметру. Карты, то есть части монолитного пола, ограниченные со всех сторон усадочными швами, должны быть квадратными, следует избегать Г-образных и вытянутых прямоугольных их форм. Работы выполняются как во время укладки бетона с помощью формирующих реек, так и нарезкой швов после высыхания стяжки.
Вероятность растрескивания прямо пропорциональна размерам карт. Чем меньше площадь пола, ограниченная усадочными швами, тем и вероятность растрескивания минимальна. Подвержены деформации и острые углы стяжки, поэтому во избежание разрывов бетона в подобных местах также необходимо нарезать швы усадочного типа.
Подвержены деформации и острые углы стяжки, поэтому во избежание разрывов бетона в подобных местах также необходимо нарезать швы усадочного типа.
Подобная защита монолитных полов создается при возникновении технологических перерывов в работе. Исключение составляют помещения с небольшой площадью заливки и непрерывная подача бетона. Деформационный шов в бетонных полах конструкционного типа нарезается в местах соединения стяжки, выполненной в разное время. Форма торца такого соединения создается по типу «шип-паз». Особенности конструкционной защиты:
- Шов устраивается на расстоянии 1,5 м параллельно другим типам деформационных разграничений.
- Создается лишь при условии укладки бетона в разное время суток.
- Форма торцов должна быть выполнена по типу «шип-паз».
- Для толщины стяжки до 20 см, на деревянных боковых выступах делается конус в 30 градусов. Допускается использовать металлические конусы.
- Конусные швы защищают монолитный пол от незначительных подвижек по горизонтали.

Деформационные швы в бетонных полах промышленных зданий
Повышенные к износостойкости требования предъявляются к полам, укладываемым на заводах, складах и других объектах промышленного назначения. Это связано с появлением влияния разной интенсивности механического воздействия (движение транспортных средств, пешеходов, удары при падении твердых предметов) и возможного попадания жидкости на пол.
Как правило, конструктивная особенность пола представляет собой стяжку и покрытие. Но под стяжкой располагается подстилающий слой, который в жестком исполнении укладывается из бетона. В нем нарезается во взаимно перпендикулярных направлениях шов чрез 6-12 м, глубиной 40 мм при этом не менее 1/3 толщины подстилающего слоя (СНиП 2.03.13-88). Обязательное условие – это совпадение деформационного шва пола с аналогичными защитными разрывами здания.
Отличительной чертой структуры полов в промышленных зданиях является создание верхнего слоя из бетона. В зависимости от интенсивности механического воздействия проектируют покрытия разной толщины. При толщине в 50 мм и более деформационный шов в бетонных полах (СНиП «Полы» п.8.2.7) создается в поперечном и продольном направлении с повторением элементов через 3-6 м. Рез пропиливается шириной 3-5 мм, глубина его составляет не менее 40 мм или треть толщины покрытия.
При толщине в 50 мм и более деформационный шов в бетонных полах (СНиП «Полы» п.8.2.7) создается в поперечном и продольном направлении с повторением элементов через 3-6 м. Рез пропиливается шириной 3-5 мм, глубина его составляет не менее 40 мм или треть толщины покрытия.
Требования при создании деформационной защиты полов
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
Пропил бетона необходимо выполнять фрезой через двое суток твердения. Глубина резов по нормам составляет 1/3 толщины бетона. В подстилающем слое допускается в местах предполагаемых разрывов перед заливкой бетона применять рейки, обработанные составами против адгезии, которые после твердения материала удаляются и в итоге получаются защитные швы.
Нижние части колонн и стен на высоту будущей толщины покрытия следует обклеивать рулонными гидроизоляционными материалами или вспененным листовым полиэтиленом. В тех местах, где проектом предусмотрены деформационные швы в бетонных полах. Технология нарезки начинается с разметки мелом и линейкой мест искусственных разрывов.
Технология нарезки начинается с разметки мелом и линейкой мест искусственных разрывов.
Индикатором своевременной нарезки служит пробный шов: если зерна заполнителя не выпадают из бетона, а перерезаются лезвием резчика, тогда время создания деформационных швов выбрано правильное.
Нормальное функционирование шва достигается с помощью его герметизации. Заделка деформационных швов в бетонных полах реализуется при помощи следующих материалов:
- Гидрошпонка – это профилированная лента из резины, полиэтилена или ПВХ, закладываемая при заливке бетонной стяжки;
- Уплотняющий шнур из вспененного полиэстера закладывается в прорезь и при перепадах температуры сохраняет свою эластичность, обеспечивая безопасное движение бетонного покрытия;
- Акриловая, полиуретановая, латексная мастика;
- Деформационный профиль, состоящий из резины и металлических направляющих. Бывает встроенным или накладным.
Перед герметизацией рабочая поверхность зазоров должна быть очищена и продута сжатым воздухом (компрессором). Также для увеличения срока службы бетонных полов желательно упрочнить верхний слой топпингом или полиуретановым материалом.
Также для увеличения срока службы бетонных полов желательно упрочнить верхний слой топпингом или полиуретановым материалом.
Деформационный шов в бетонных полах (монолитных) становится обязательным при следующих условиях:
- Стяжка, общей площадью выше 40 м2.
- Сложная конфигурация пола.
- Эксплуатация напольного покрытия при повышенных температурах.
- Длина ребра (достаточно одного) напольной конструкции более 8 м.
В заключение приводятся требования по устройству защитных зазоров в бетонных полах по нормам.
Подстилающий слой должен иметь деформационные резы перпендикулярные друг другу с шагом от 6 до 12 метров. Шов выполняется глубиной 4 см и составляет третью часть толщины бетонного покрытия или подстилающего слоя.
При толщине бетонного покрытия в 50 мм и более деформационный шов создается в поперечном и продольном направлении с повторением через каждые 3-6 м. Эти резы должны совпадать со швами плит перекрытия, осями колонн, деформационными зазорами в подстилающем слое. Ширина реза составляет 3-5 мм.
Ширина реза составляет 3-5 мм.
Пропил осуществляется через два дня после укладки бетона. Заделка защитных резов выполняется специальными шнурами и герметиками.
Деформационный шов в бетоне: необходимость применения и особенности реализации
В этой статье мы расскажем о том, что собой представляют деформационные швы в бетонных полах и аналогичных конструкциях и зачем они нужны. Также мы рассмотрим основные типы этих конструкционных элементов и способы их реализации.
Швы, предотвращающие деформации – универсальное средство с широкой сферой применения
На фото — заполнение полости шва силиконовым герметиком
Для опытных строителей склонность бетона к растрескиванию на этапе высыхания смеси не является секретом. Но оказывается, склонность к растрескиванию сохраняется и в ходе последующей эксплуатации готового объекта (узнайте здесь, как самостоятельно залить ступени из бетона).
Такие процессы могут быть спровоцированы температурными и усадочными расширениями материала. И если своевременно не компенсировать возникающие напряжения, разрушительный процесс негативно скажется на состоянии всего сооружения.
И если своевременно не компенсировать возникающие напряжения, разрушительный процесс негативно скажется на состоянии всего сооружения.
Грамотное и своевременное устройство деформационных швов в бетонных полах позволяет минимизировать негативное воздействие температурных и усадочных расширений и таким образом обеспечить строительному объекту или сооружению продолжительный эксплуатационный ресурс.
Статистика использования конструкций, оснащенных швами, показывает, что они способны противостоять таким факторам, как:
- температурные колебания;
- усадочные процессы;
- изменение параметров влагосодержания в окружающем воздухе;
- химические реакции в толще пола;
- ползучесть бетона.
Деформационные швы являются обязательным условием при организации монолитных бетонных полов и согласно строительным нормативам используются если:
- пол имеет сложную конфигурацию;
- площадь стяжки больше 40 м²;
- одна из сторон помещения в длину имеет более 8 м;
- температура пола в процессе эксплуатации выше, чем это необходимо.

Деформационные швы в бетоне по СНиПу располагаются:
- вблизи дверных проемов
- по периметру стен;
- в местах соединения пола и других бетонных конструкций.
Схема расположения разделительных элементов в помещении с колоннами
Чаще всего применяются следующие типы деформационных швов:
На фото Т-образный конструкционный шов
Рассмотрим подробнее особенности каждой из вышеперечисленных категорий:
Бетонное покрытие твердеет и просыхает неравномерно, то есть, сверху слой просыхает быстрее, чем снизу. В итоге, уровень стяжки с краю получается несколько выше, чем по центру.
Это естественный процесс, но его результатом становятся возникающие напряжения и, как следствие, образование трещин. Предотвратить такие последствия позволяет применение усадочных швов.
Швы нарезаются на глубину 1/3 части от толщины бетонной стяжки. Нарезка выполняется сразу же по окончанию финишной обработки покрытия. В промышленных масштабах нарезка выполняется посредством швонарезчика с функцией водного орошения резца.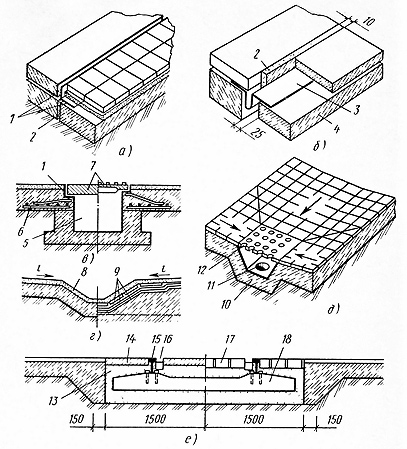
Важно: При выполнении таких работ своими руками, на стадии средней влажности бетона устанавливаются рейки требуемых размеров, которые впоследствии можно будет удалить и получить шов нужной формы.
- Изоляционные швы;
Эта разновидность деформационного шва применяется в бетонных конструкциях в целях предотвращения передачи деформаций на стяжку от капитальных архитектурных сооружений.
Элементы данного типа располагаются преимущественно по периметру фундамента вокруг колонн и вдоль стен. В этом случае не применяется швонарезчик. Специальный упругий изоляционный материал, цена которого невысока, укладывается по линии прохождения будущего шва до нанесения бетонного раствора.
- Конструкционные швы;
Этот тип разграничений применяется в том случае, если во время укладки стяжки сделан перерыв. То есть, шов соединяет ранее уложенный и нанесённый впоследствии слои бетона.
Форма этого разделительного элемента сложная и в сечении напоминает соединение типа «шип-паз». При обустройстве не используется швонарезчик, а работы ведутся преимущественно по сырому бетону с использованием реек.
При обустройстве не используется швонарезчик, а работы ведутся преимущественно по сырому бетону с использованием реек.
На фото — компенсационные зазоры в стяжке пола, уложенной своими руками
Температурно-усадочные швы применяются для ограничения напряжений, но для того чтобы они эффективно выполняли свою функцию нужно правильно рассчитать их расположение и прежде всего расстояние друг от друга (см.также статью «Делаем бетонные ступени для лестницы»).
В соответствии с общепринятыми нормами, расстояние между разделительными элементами должно быть не больше 150 метров для зданий отапливаемого типа на основе сборных конструкций и 90 метров для зданий, возведённых с применением монолитных и сборно-монолитных конструкций.
Важно: Если здание неотапливаемое, то заявленное расстояние между деформационными швами в железобетоне следует уменьшить на 20%.
Схема промышленной герметизации компенсационных зазоров
На объектах с повышенными требованиями, предъявляемыми к гидрофобности стяжек пола, появляется необходимость в герметизации швов.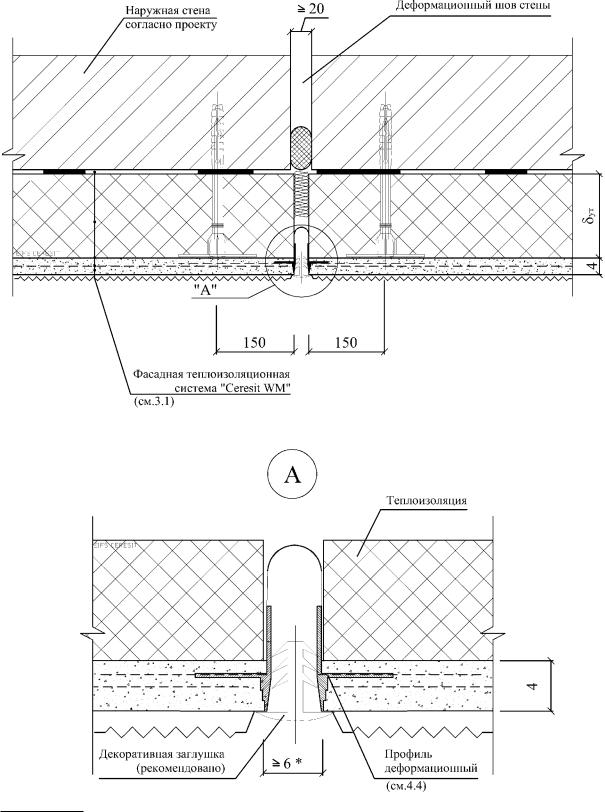
Это объясняется тем, что избыточная влага, попадая в полость разделительного элемента, способствует постепенному отслаиванию покрытий. Более того, разрушительный процесс становится более интенсивным при повышении температуры воздуха в помещении.
Своевременно выполнив герметизацию, можно предотвратить негативное воздействие избыточной влажности. Кроме того, правильно выполненная герметизация предотвращает вероятность засорения полости шва.
Важным моментом является выбор герметика. В этом случае необходимо учесть эксплуатационные условия и нагрузки, оказываемые на бетонное покрытие.
Среди повсеместно применяемых герметиков, следует отметить следующие составы:
- силиконы
- полибутиленовые мастики;
- термопласты холодного и горячего отверждения на основе битума или бутилкаучука;
- термореактопласты на основе полиуретанов, винилацетатов и полисульфидов.
Следует учитывать то, что напольные покрытия, в пределах объектов промышленного назначения, должны не только легко очищаться от загрязнений посредством сухой и влажной уборки, но и одновременно выдерживать существенные механические нагрузки.
Принимая во внимание требования, предъявляемые к таким полам, можно предположить, что герметик должен одновременно быть достаточно твердым, чтобы выдерживать нагрузки, но и эластичным чтобы препятствовать образованию сколов.
Самостоятельное устройство водонепроницаемого деформационного шва
Шов в стяжке, заполненный герметиком и закрытый цементным раствором
Рассмотрим то как, используя алмазное бурение отверстий в бетоне, можно сделать разделительный элемент на уже сухой стяжке.
- На первом этапе с помощью шнурки или длинного штукатурного правила намечается линия, по которой будем нарезать штробы. В среднем, ширина канавы должна составлять 20-30 см, а глубина 3-4 см.
- После того как сделали всю необходимую разметку, нарезаем бетон штроборезом, установив резец на нужную глубину. Учитывая то, что резка железобетона алмазными кругами выполняется на небольшую ширину, режем несколько штроб. Вырубаем бетон перфоратором, стараясь сделать это как можно ровнее.

- Посредине выкладываем временный профиль, для этого подойдут ровные рейки шириной до 5 см или алюминиевый профиль, который применяется при монтаже гипсокартона.
- С обеих сторон профиль заливается бетоном. Примерно через 1-2 часа профиль демонтируется.
- После того как бетон полностью высох, полученный зазор заливается герметиком и разглаживается.
Теперь вы знаете, какова инструкция устройства разделительных швов, также вы получили общее представление о том, как справиться с этой работой самостоятельно (читайте также статью «Железобетонные ступени: нормативные документы и особенности монтажа»).
Если остались какие-либо вопросы, ответы на них вы сможете найти, посмотрев видео в этой статье.
Неотъемлемой частью строительных мероприятий по возведению складских помещений, производственных предприятий, вокзалов, терминалов, торговых центров и других объектов является устройство бетонных оснований. Такие полы способны воспринимать значительные нагрузки и абразивное воздействие. Для повышения ресурса эксплуатации и предотвращения появления трещин выполняются деформационные швы в полах бетонных. Они представляют собой специальные технологические пазы, снижающие нагрузку на основание.
Для повышения ресурса эксплуатации и предотвращения появления трещин выполняются деформационные швы в полах бетонных. Они представляют собой специальные технологические пазы, снижающие нагрузку на основание.
Для чего выполняется деформационный шов в бетонных полах
Согласно требованиям проектной документации выполнение технологических разрезов бетонных оснований – обязательное мероприятие. Несмотря на способность воспринимать значительные сжимающие усилия, бетон – довольно хрупкий материал. Под воздействием пластических деформаций бетонная основа не деформируется, подобно пластмассе, обладающей повышенной пластичностью. Бетон теряет целостность, растрескиваясь аналогично стеклу.
Деформационный шов – технологический разрез бетонного пола, понижающий действующие усилия на покрытия и близлежащие архитектурные конструкции
Образование трещин вызвано следующими факторами:
- действующими нагрузками, превышающими прочность материала;
- внутренними напряжениями, возникающими в бетонном основании;
- температурными перепадами, характерными для определенной местности;
- усадочными деформациями, связанными с неравномерным твердением;
- осадкой строения, вызванной давлением почвы на фундамент здания;
- реакцией грунта на пол, залитый непосредственно на почву;
- резкими колебаниями, возникающими в результате сейсмических явлений.
Нарезка деформационных пазов позволяет минимизировать влияние указанных негативных процессов и обеспечить целостность пола.
Требования строительных норм и правил к деформационным разрезам
Положениями действующих нормативных документов регламентированы параметры швов, связанные с рядом факторов:
- колебаниями температуры для конкретного региона;
- маркой бетона, используемого для заливки пола;
- толщиной монолитной основы;
- величиной механического воздействия;
- площадью залитого основания.
В зависимости от выполняемых функций, деформационные швы разделяются на несколько типов
Главные требования указаны в действующих строительных нормах и правилах:
- пазы необходимо выполнять во всех типах помещений, где возможны температурные колебания от положительного до отрицательного значения;
- расположение каналов должно соответствовать координатам осей колонн и зазорам между железобетонными панелями перекрытия;
- заделка полостей должна осуществляться специальными полимерными составами, обладающими повышенной пластичностью;
- интервал между деформационными разрезами должен составлять 8–12 м для оснований, усиленных стальной арматурой;
- индивидуальный расчет расстояния между полостями должен выполняться в зависимости от толщины монолита и специфики эксплуатации пола.

Важно обращать внимание на следующие моменты:
- перпендикулярность расположения разрезов. Это позволит компенсировать деформации массива и предотвратить образование трещин;
- соответствие размеров требованиям проектной документации. Глубина пазов должна составлять 25-30% толщины стяжки;
- своевременность формирования пазов. При выполнении разрезов в затвердевшей основе возможно образование трещин и осыпание материала по краям;
- соблюдение размеров разбивки, в результате которой образуются участки, максимально приближенные к квадратной форме. Следует избегать Т-образного пересечения;
- обеспечение правильного расстояния между пазами. Интервал должен превышать толщину стандартной стяжки в 24–36 раз.
Соблюдение положений СНиП гарантирует целостность бетонного пола.
Температурные швы делаются не только в бетонных полах, но и в зданиях, за счет этого исключается вероятность деформации или разрушения целостности сооружений
В зависимости от выполняемых функций, существуют различные типы деформационных разрезов:
При формировании пазов строители руководствуются требованиями проекта с учетом реальных условий выполнения работ.
Во время застывания бетон может уменьшать свои первоначальные размеры, вследствие чего появляются внутренние напряжения
Технология регламентирует возможность выполнения деформационных каналов на различных этапах:
- при бетонировании пола. После заливки и шлифовки пола, в зоне расположения паза, устанавливается планка, обработанная антиадгезионным материалом. Она легко удаляется после твердения бетона с последующей заделкой канавок герметиком;
- на готовом основании. Для выполнения пропила на застывшем полу применяются специальные агрегаты, оборудованные алмазными дисками. Технология предусматривает возможность выполнения разрезов через двое суток после бетонирования.
При выполнении резки сухого бетона, а также при извлечении реек из затвердевшей основы важно обеспечить целостность краев.
На примере выполнения паза в затвердевшем бетоне определим последовательность работ:
- Выполните разметку поверхности.
- Настройте оборудование на необходимую глубину.
- Нарежьте пробный шов, проверьте качество выполненных работ.
- Продолжайте резать штробы с помощью налаженного оборудования.
- Формируйте пазы, соблюдая последовательность заливки.
- Герметизируйте полости с помощью герметика.
Выполнять работы можно через 2–3 суток после завершения чистовой обработки поверхности. При нарезке швов важно обращать внимание на целостность краев и соблюдение постоянной глубины, равной 30% от толщины стяжки.
Деформационные швы обязательны во всех помещениях, в которых возможно изменение температур от плюсовых к минусовым значениям
Подбираем герметик для деформационных швов в бетонных полах
Готовые швы важно защитить от доступа влаги, мусора и агрессивных веществ. Для этого применяются силиконовые герметики, состоящие из одного или двух компонентов. Первый вид проще использовать, а второй тип отличается повышенными эксплуатационными свойствами.
Вид применяемого герметика зависит от следующих факторов:
- действующих нагрузок;
- эксплуатационных условий.
Герметик должен обладать следующими характеристиками:
- твердостью, благодаря которой сохраняется геометрия краев и предотвращается их откалывание;
- пластичностью, позволяющий надежно защищать шов в процессе усадки бетона или температурных скачков.
До нанесения герметика важно тщательно очистить полость от мусора и пыли, используя сжатый воздух, щетку или пескоструйную установку.
Выполняя деформационные каналы, можно повысить прочность пола, и значительно продлить ресурс эксплуатации. Важно соблюдать технологические рекомендации по устройству полов, а также правильно формировать разрезы. Они помогут предотвратить растрескивание. Помните при выполнении работ о соблюдении требований техники безопасности.
Деформационные швы являются очень важным и необходимым элементом пола, который выполнен из бетона. Они предназначены для сокращения нагрузок на элементы конструкций там, где возможна деформация, образующаяся из — за колебания температуры воздуха и сейсмических явлений.
Они предназначены для сокращения нагрузок на элементы конструкций там, где возможна деформация, образующаяся из — за колебания температуры воздуха и сейсмических явлений.
Если деформационные швы в бетонных полах выполнены грамотно и своевременно, то строительный объект либо сооружение прослужит долго. Статистика эксплуатации построек, оснащенных швами, показывает, что они могут противостоять следующим негативным факторам:
- температурные колебания;
- процессы усадки;
- химические реакции в толщине пола;
- ползучесть бетона.

Существуют такие виды компенсирующих швов:
- Изоляционные. Их устраивают вдоль для недопущения влияния деформированности от конструкций сооружения на пол из бетона. Производятся посредством прокладки изолирующего материала по периметру помещения.
- Усадочные разрезы. Их целенаправленность – недопущение растрескивания стяжки пола при застывании бетона.
Прорезка деформационного шва
Деформационные швы – это определенные разрезы в монолитной поверхности, что разделяют ее на несколько раздельных плит (карт), которые без затруднений двигаются по отношению друг к другу в характерных пределах. Для положительного выполнения разрезами своих функций, следует:
- Грамотно рассчитать число и размер карт, на которые в дальнейшем распиливается поверхность.
- Правильно подобрать ширину разрезов и их расположенность. В любом отдельно взятом случае требуется расчет, с учетом применяемых стройматериалов, нагрузки, которые будет испытывать пол и иные критерии.

Деформационные швы заполняют изолирующим материалом, далее наносится герметический состав. Для улучшения процесса уборки и обеспечения поддержки при разных типах нагрузки, шву необходима герметизация. Герметичность идеально предохраняет от попадания влаги, пыли и всевозможного мусора. Выбор пастообразной композиции подбирается в зависимости от среды эксплуатации и массы нагрузки. К примеру, если напольное покрытие постоянно моется либо по нему проезжает большегрузный транспорт, то тут эффективным будет твердый и эластичный герметический материал.
В производственных комплексах швы требуется заполнять специальным составом, который поддерживает шов и может выдерживать огромные нагрузки. Герметик следует наносить не ранее, чем через 28 дней, после заливания стяжки. Каждый шов перед процессом герметизации, требуется продуть от сора и пыли, при помощи аппарата с жатым воздухом и металлической щетки. Посредством специального процессора, в начале следует определить, не оставляет ли он в швах масляные образования.
Посредством специального процессора, в начале следует определить, не оставляет ли он в швах масляные образования.
- Выполнения необходимой изоляции разнообразных конструкций при выполнении работ по строительству (стена, пол и так далее).
- Выполнения процессов компенсации возникающих усадочных явлений при создании раствора из бетона.
- Ограничения различных участков где выполнена стяжка.Технология нарезки деформационных швов
Перед тем, как нарезать усадочные швы, надо знать, что все они должны быть ровными. Специалист, выполняющий нарезку, должен знать, какова правильная глубь нарезки, последовательность швов. Также он должен уметь предотвращать быстрое изнашивание лезвия, если используется твердая бетонная смесь. Выполнение швов производится только после того, как бетонная смесь станет прочной, а иначе, материал можно нечаянно испортить лезвием, но, до этого, может произойти трещины. Нарезку в бетонном напольном покрытии лучше выполнять через сутки, но не позднее, трех суток после заключительной обработки.
Нарезка деформационных швов
Деформационные швы желательно нарезать на глубину 1/3 толщи стяжки, благодаря чему там создается пространство “слабины”. Месторасположение отдельно нарезанного элемента нужно замечать посредством мела по натянутой нитке, можно веревке. Ориентировка нарезки – линейка либо фанера.
Если нет желания переживать о растрескивании бетона, нужно нарезать каждый третий либо четвертый шов перед интервальным. Их выполнение должно происходить в аналогичной поочередности, в которой укладывается бетон. Что касается глубины, то она 1/3 толщи стяжки. Так, в этой глубине, создается место “слабины”, во время усадки бетона он трескается конкретно в этой зоне.
У краев возникшей трещины шершавая структура, благодаря чему не происходит вертикальное смещение швов, а растрескивание не станет увеличиваться и расширяться.
Как правильно выполнять их нарезку? Они обязательно нарезаются по осям колонн и соединяются с углами швов, располагающиеся по всему периметру колонн. Дальность от колонны до шва по основанию должно быть в двух кратно толщине стяжки. Плиты напольной поверхности образованные усадочными швами, желательно делать равномерными, а лучше квадратной формы. Следует не допускать г-образных карт в два раза большей ширины.
Усадочные швы делаются ровными, без различных ответвлений, и в проходных местах размещаться на расстоянии, которое равняется ширине стяжки. У дорожек превышающих 360 см, должен иметься проходящий продольный шов по направлению длины к периметру. Во дворах строений промежутки между швами составляют 3 метра. Чем карта меньшего размера, тем менее появление внезапных растрескиваний. Усадочные швы делаются на наружных углах, чтобы избежать появления угловых трещин. Зона стяжки с острым углом, чаще трескается. Следует избегать острых углов, если нет возможности это сделать, то подоснову хорошо утрамбовывают. Для прочности стяжки ее проводят армирование прутами из стали.
Зона стяжки с острым углом, чаще трескается. Следует избегать острых углов, если нет возможности это сделать, то подоснову хорошо утрамбовывают. Для прочности стяжки ее проводят армирование прутами из стали.
Их работа аналогична усадочным швам, однако они способствуют только горизонтальным подвижкам. Устанавливаются так: выполняется установка реек посреди глубины стяжки под углами по шву. Эти реи нельзя комбинировать со шпилечными.
В технологическом процессе полов из бетона в редких моментах стяжка заливается с перерывами больше, чем на 24 часа. Это предусматривается только в помещениях небольшой квадратуры и при непрерывной подаче бетонной смеси. Как правило, стяжка производится с интервалами для технологического застывания бетона до определенной прочности. Там где происходят стыки бетонов с разными периодами заливки, в обязательном порядке нарезаются холодные швы. Такие швы по правилам должны находиться с промежутком в 1,5 м от иных типов швов.
Края стяжки дляхолодных швов придают форму шипового соединения. Когда боковые выступы выполнены из деревянного материала, конус 30 градусов будет идеальным для стяжки слоем 20-30 см (категорически нежелательны конусы под углом 45 градусов). Согласно технологии завода изготовителя можно применять конусы из металла.
Когда боковые выступы выполнены из деревянного материала, конус 30 градусов будет идеальным для стяжки слоем 20-30 см (категорически нежелательны конусы под углом 45 градусов). Согласно технологии завода изготовителя можно применять конусы из металла.
Способствуют движению стяжек в отношении колонн, стен и оснований. Изолирующий материал заполняет шов, он должен быть восприимчив к пластическим деформированиям без разрушения, то есть, он должен стягиваться. Шовную толщину нужно рассчитывать, учитывая величину линейного расширения стяжки. Как правило, шов толщиной 1,3 см. Изоляционные швы в основном заделывают герметичным составом, предварительно заготовленным волокном либо прочими аналогичными материалами. Укладка герметика следует до заливки бетона.
Для опытных строителей не является удивительным то, что бетон склонен к растрескиванию во время высыхания. К сожалению, и после того, как материал высохнет, он продолжает растрескиваться, что губительно для уже готового строительного сооружения. И если не произвести своевременную компенсацию образующихся напряжений, которые спровоцированы из — за усадочных расширений бетона, постройка начнет медленно разрушаться.
И если не произвести своевременную компенсацию образующихся напряжений, которые спровоцированы из — за усадочных расширений бетона, постройка начнет медленно разрушаться.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.1 проголосовавших: 18Деформационные швы (разделяющий здание на отдельные отсеки). Для чего служит деформационный шов
Необходимость устройства таких швов определяется внешними условиями и геометрическими параметрами конструкции.
При любой выбранной системе перевязки возведение стены начинают с кладки углов.
Важно устроить перевязку швов в углах не только таким образом, чтобы соблюдался выбранный рисунок перевязки в наружных верстах обеих пересекающихся стен, но и так, чтобы перевяжа была выполнена с максимальным перекрытием швов.
По своему назначению деформационные швы бывают температурными и осадочными. Расположение деформационных швов обязательно указывают в проекте.
Осадочные швы
Осадочные швы устраивают для предотвращения неравномерной осадки конструкции по длине. Эти швы делят здание или сооружение на отсеки по всей высоте конструкций: от подошвы фундамента до карниза. Фундамент, разделенный на отсеки осадочным швом, называют разрезным. Устройство осадочного шва в кладке фундамента и стены выглядит по-разному.
Шов должен быть перпендикулярным стене или фундаменту. В месте шва кирпичи не перевязывают друг с другом, вместо этого устраивают гидроизоляционного материала в два-три слоя. Шов в фундаменте выполняют прямым, в стене — со шпунтом (выступом с одной стороны шва и впадиной с другой стороны). Толщина шпунта составляет обычно половину кирпича, реже — четверть кирпича. Над обрезом фундамента под шпунтом делают зазор высотой в 1-2 кирпича (ряда) кладки для предотвращения давления от шпунта на кладку фундамента в случае неравномерной осадки. Все стыки между кладкой фундамента и кладкой стены при этом должны быть герметичными для защиты стены от проникновения влаги из фундамента.
Толщина шпунта составляет обычно половину кирпича, реже — четверть кирпича. Над обрезом фундамента под шпунтом делают зазор высотой в 1-2 кирпича (ряда) кладки для предотвращения давления от шпунта на кладку фундамента в случае неравномерной осадки. Все стыки между кладкой фундамента и кладкой стены при этом должны быть герметичными для защиты стены от проникновения влаги из фундамента.
Если фундамент выполнен из другого материала, принципы устройства осадочного шва не меняются.
Толщина осадочного шва в кирпичной кладке должна составлять 10-20 мм, поэтому устройство швов не влияет на изменение длины здания (он просто заменяет собой часть вертикальных швов кладки).
С наружной стороны стен осадочные швы заделывают просмоленной паклей, силиконовым герметиком или специальным уплотнителем. Причем первый вариант (с просмоленной паклей) малоэффективен, поэтому при возможности следует выбирать другой вариант.
Необходимость в устройстве осадочных швов возникает в нескольких случаях.
- Примыкание новой стены к старой. В этом случае шов может быть устроен без шпунта, поскольку вырезать паз в старой стене — трудоемкое занятие.
- Примыкание одной части здания к другой: например, когда веранда или крыльцо примыкает к основной части здания, и фундамент под пристройку может быть устроен с меньшим расходом материалов (меньшего сечения). При этом осадка крыльца и основной части здания будет разной, и при отсутствии осадочного шва могут возникнуть трещины и другие деформации кладки.
- Строительство на грунтах с неравномерной осадкой. О таком свойстве грунтового основания можно судить по имеющимся на участке постройкам, поверхности земли без обработки (по ней можно увидеть ярко выраженную осадку грунта) или геологическим изысканиям. Если нет возможности определить состояние грунта по последнему варианту прибегают к двум первым. Важно помнить, что трещины в постройках могут быть вызваны не только неравномерной осадкой грунтового основания, но и ошибками, допущенными в проектировании (неправильным расчетом фундамента, отсутствием осадочных швов в стене большой длины и т.
 д.). Однако если здания поблизости имеют трещины, лучше при возведении новой конструкции в любом случае предусмотреть в ней осадочные швы.
д.). Однако если здания поблизости имеют трещины, лучше при возведении новой конструкции в любом случае предусмотреть в ней осадочные швы.
Температурные швы
Температурные (температурно-усадочные) швы защищают здание или сооружение от деформаций (трещин, разрывов кладки, перекосов, сдвигов кладки по швам), связанных с изменением температуры воздуха и самих конструкций. При пониженных температурах каменная кладка имеет свойство сжиматься, а в жару — расширяться. Так, на каждые 10 м длины кирпичная конструкция при изменении температуры с 20 °С до -20 °С сокращается в размерах на 5 мм. Кроме того, перепад температур может возникать в различных частях здания.
Температурные швы делят здание на отсеки по всей высоте стен, не включая фундамент. То есть, в отличие от осадочных швов, температурными швами фундамент не разделяют. Устройство температурного шва в кирпичной стене аналогично устройству осадочного: в виде шпунта с прослойкой изоляционного материала и заделкой герметиком с наружной стороны стены. Герметик для заделки температурного шва должен быть рассчитан на все температуры, возможные при эксплуатации здания или сооружения.
Герметик для заделки температурного шва должен быть рассчитан на все температуры, возможные при эксплуатации здания или сооружения.
Толщина температурного шва в кирпичной кладке должна составлять 10-20 мм. Если кладку ведут при температуре воздуха 10 °С и выше, толщина шва может быть уменьшена.
Необходимость в устройстве температурных шов возникает при большой длине кирпичных стен и при значительных перепадах температуры воздуха между зимним и летним периодами года. Строительные нормы и правила устанавливают максимально допустимые расстояния между температурными швами в кирпичных стенах. В наиболее сложных климатических условиях максимальное расстояние между температурными швами в отапливаемых строениях в кладке из керамического кирпича составляет 50 м, в кладке из силикатного кирпича — 35 м. Поскольку стены индивидуальных строений редко достигают такой длины, температурные швы в них практически не устраивают. Для неотапливаемых закрытых построек максимальная длина стены без температурных швов может составлять: в кладке из керамического кирпича — 35 м, в кладке из силикатного кирпича — 24,5 м. Для не отапливаемых открытых строений (например, кирпичных заборов) эти нормативные величины соответственно равны 30 м и 21 м.
Для не отапливаемых открытых строений (например, кирпичных заборов) эти нормативные величины соответственно равны 30 м и 21 м.
При необходимости устройства в здании как осадочных, так и температурно-усадочных швов их совмещают и устраивают деформационный шов (или несколько шов) универсального назначения, с разрезкой конструкций по всей высоте.
Любые конструкции и строения подвергаются деформации по разным причинам: оседание здания после строительства в процессе эксплуатации, температурные и сейсмические воздействия, неоднородность грунтов в основании конструкций. Несомненно, при проектировании и строительстве необходимо учитывать все эти факторы и сделать объект максимально безопасным для людей, а также минимизировать возможность повреждений и риск частого ремонта. Поскольку в современном мире все чаще строят большие и массивные сооружения как жилые, так и торговые, промышленные, невозможно обойтись без применения деформационных швов во всех конструктивных элементах строений.
Определение, назначение деформационных швов
С целью уменьшения напряжения в конструкциях из-за деформации и усадки элементов зданий, мостов, дорог и других сооружений в них устраивают деформационные швы. Это элементы, разделяющие все строение на отдельные блоки, что позволяет им свободно двигаться в определенных направлениях. Данное явление значительно снижает риск разрушения конструкций в местах возможной деформации. Участки, разделенные подобными швами, оседают равномерно внутри своего объема, не мешая целостности соседних блоков.
Виды деформационных швов
Существует множество классификаций деформационных швов.
Типы деформационных швов по характеру нагрузки, из-за которой возникает деформация:
- Осадочные. Данные деформации возникают из-за неравномерного уплотнения грунтов под разными частями здания. Это может происходить по нескольким причинам. Во-первых, на изменения влияет неравномерное распределение веса. В современной архитектуре часто строят дома с разной этажностью, с многими конструктивными особенностями в частях здания.
 Во-вторых, причиной может служить разнородность грунтов под отдельными частями сооружения или дома. Однородный грунт под всем основанием считается идеальным случаем, который встречается крайне редко. При значительной разнице величин осадки отдельных элементов могут возникать вертикальные деформации в виде изломов, сдвигов, трещин, смещений. Деформационные швы осадочного типа рассчитывают для каждого случая отдельно и устраивают вертикально по всей высоте здания от фундамента. Они призваны компенсировать разницу между осадкой отдельных конструктивных блоков.
Во-вторых, причиной может служить разнородность грунтов под отдельными частями сооружения или дома. Однородный грунт под всем основанием считается идеальным случаем, который встречается крайне редко. При значительной разнице величин осадки отдельных элементов могут возникать вертикальные деформации в виде изломов, сдвигов, трещин, смещений. Деформационные швы осадочного типа рассчитывают для каждого случая отдельно и устраивают вертикально по всей высоте здания от фундамента. Они призваны компенсировать разницу между осадкой отдельных конструктивных блоков. - Усадочные. Такие деформации вызваны уменьшением объема конструкций и элементов. Этому явлению подвержены все бетонные монолитные части и каменная кладка: при застывании и твердении смесь теряет влагу. Данный аспект также рассчитывается, и конструкцию делят на определенные части для избегания трещин, надломов и пр.
- Температурные. Особенно важно учитывать данный тип деформации в местности со сменой климата: лето-зима. В разное время года конструкции наружных частей подвергаются воздействиям температур, что сказывается на их объеме.
 Особенно в зимний период, когда стена с внутренней стороны помещения и с улицы имеет существенную разницу температур. При том, что внутренняя часть ее имеет постоянную температуру, а наружная подвергается большим изменениям, внутри конструкции может возникать внутреннее напряжение, способное достичь предела и привести к необратимым последствиям. Для решения данной проблемы устраивают температурные швы. Часто они совпадают с усадочными. В отличии от осадочных, температурные швы необходимы только в наземной части зданий, поскольку фундамент не испытывает больших колебаний температур, если рассчитан и устроен верно.
Особенно в зимний период, когда стена с внутренней стороны помещения и с улицы имеет существенную разницу температур. При том, что внутренняя часть ее имеет постоянную температуру, а наружная подвергается большим изменениям, внутри конструкции может возникать внутреннее напряжение, способное достичь предела и привести к необратимым последствиям. Для решения данной проблемы устраивают температурные швы. Часто они совпадают с усадочными. В отличии от осадочных, температурные швы необходимы только в наземной части зданий, поскольку фундамент не испытывает больших колебаний температур, если рассчитан и устроен верно. - Сейсмические нагрузки возникают в районах с частыми землетрясениями и колебаниями почвы. В этих случаях здания особым образом делят на отдельные самостоятельные блоки, разделяемые специальными сейсмическими деформационными швами, имеющими особое строение, что позволяет сохранить целостность конструкций при сейсмической активности.
Помимо этого, деформационные швы в зданиях классифицируют по типу конструкции, в которой они устроены. Выделяют швы, находящиеся:
Выделяют швы, находящиеся:
- в стенах;
- в фундаментах;
- в бетонных полах;
- в монолитных плитах.
Деформационный шов в каждом элементе имеет отдельное строение. Таким образом учитываются особенности изменений форм и нагрузок для каждого участка и направления. К этой классификации дополнительно можно отнести деформационный шов между зданиями. Например, в городском пространстве часто можно встретить сопряженные между собой жилые дома и магазины. Они, как правило, имеют разные архитектурные особенности, объемы и размеры, материалы строительства, но их объединяет одна общая стена. Чтобы эти объекты не влияли на изменения друг друга, между ними также устраивают компенсирующие швы.
Проектирование: основные нюансы
При проектировании строений учитывают все возможные нагрузки, которые будут воздействовать на конструктивные элементы, и в зависимости от этого распределяют деформационные швы таким образом, чтобы они компенсировали все разрушающие эффекты, направленные на каждый элемент.
Устройство деформационных швов разнообразно. Их производят на строительной площадке из специальных материалов или набирающих популярность готовых металлических профилей. Конструкция деформационного шва из металла включает в себя специальный прокат и (при необходимости) вставки из различных материалов, подобранных в зависимости от места применения. Для каждого элемента здания направляющие имеют различное строение и готовятся из несхожих материалов, поскольку выполняют они разные функции.
На стадии проектирования рассчитывают не только места расположения компенсирующих разрезов, их частоту, размер и состав. Часто для отдельных мест определяют отличный от других деформационный шов. Узел, отображающий принцип примыкания конструкций, должен быть прорисован и расписан подробно, чтобы на строительной площадке не возникло трудностей с его сборкой. В каждом случае состав и вид шва могут быть индивидуальны, поскольку разные части конструкций испытывают определенные нагрузки, не всегда одинаковые.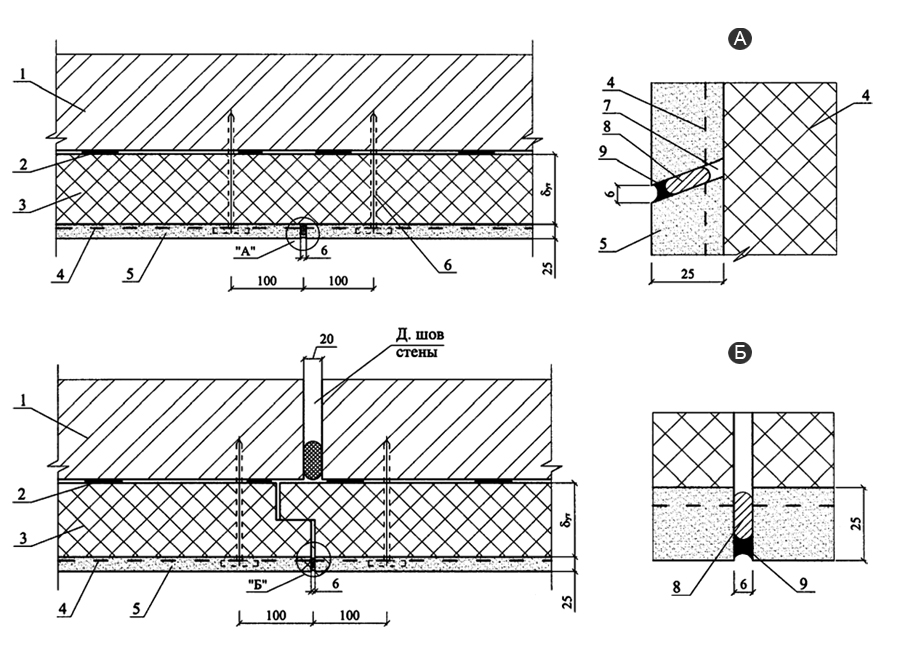 Такие ситуации могут возникнуть в местах сопряжений блоков разной этажности, назначения, веса и т.д.
Такие ситуации могут возникнуть в местах сопряжений блоков разной этажности, назначения, веса и т.д.
Компенсационный шов в разных элементах здания
Для всех конструкций устройство компенсирующих зазоров индивидуально, они имеют собственное техническое решение, состав, размеры и особенности. Каждому материалу и конструкции соответствует свой деформационный шов. СНиП 2.03.04-84 приводит пример расчетов для наиболее распространенных железобетонных конструкций в различных условиях, СНиП 2.01.09-91 рассказывает о расчетах в просадочных грунтах и подрабатываемых территориях.
Швы в фундаментах: назначение
Фундамент — одна из самых сложных и ответственных в возведении частей любого строения. От его целостности зависят безопасное функционирование и надежность сооружения. Поэтому в его конструкции все должно быть продумано до мелочей — от правильного конструктивного решения до верно устроенных деформационных швов. Фундамент испытывает сразу несколько видов разрушающих нагрузок: от усадки и сезонного движения грунта; неравномерного оседания разных частей здания.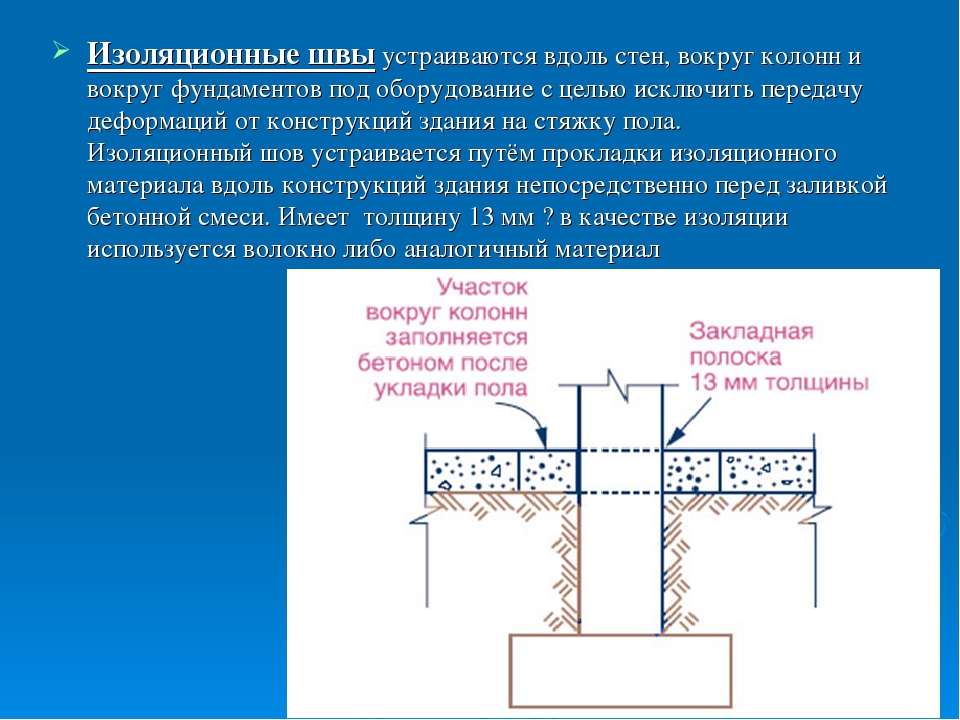 Наружный периметр может быть подвержен температурным перепадам (в редких случаях, чаще говорится о верхней части стены фундамента, переходящей в цоколь). Деформационный шов в фундаментах должен компенсировать все поступающие воздействия и придавать ему упругости и подвижности. Кроме того, он должен иметь качественную внешнюю гидроизоляцию, которая предотвратит проникновение влаги в тело шва для избегания разрушения самого его основания.
Наружный периметр может быть подвержен температурным перепадам (в редких случаях, чаще говорится о верхней части стены фундамента, переходящей в цоколь). Деформационный шов в фундаментах должен компенсировать все поступающие воздействия и придавать ему упругости и подвижности. Кроме того, он должен иметь качественную внешнюю гидроизоляцию, которая предотвратит проникновение влаги в тело шва для избегания разрушения самого его основания.
Особенности устройства
Деформационный шов в фундаментах устраивают по всей высоте его стены от подошвы основания. Расстояние между швами определяется расчетом и зависит от величины влияющих нагрузок, типа грунтов, материала для стен, функционального назначения помещений и т.д. Для кирпичных строений шаг составляет от 15 до 30 м, для деревянных — до 70 м. Кроме этого, на границах частей здания, имеющих разное техническое назначение, также должны присутствовать компенсирующие разрывы, поскольку там возникает наибольшее напряжение.
Деформационный шов в плите фундамента представляет собой зазор, разделяющий ее на отдельные блоки. Его заполняют паклей, пропитанной смолой.
Его заполняют паклей, пропитанной смолой.
Одной из составляющих фундамента является отмостка. Она также нуждается в компенсирующих разрывах, ведь при неровном ее оседании и движении грунтов данный элемент может попросту надломиться, что повлечет за собой намокание стен основания. Отмостка перестанет выполнять свою защитную функцию. Швы устраиваются с шагом до 2 метров, в них укладывают деревянные рейки и сверху заливают горячим битумом или другим полимером, обеспечивающим надежную гидроизоляцию.
Место стыка отмостки и фундаментной стены обязательно имеет подвижный шов. Обычно его роль играет гидроизоляционная отделка наружной стены основания.
Деформационные швы в стене
Вертикальные конструкции подвержены воздействию сразу нескольких деформационных нагрузок. На них влияют осадка в процессе эксплуатации, температурные воздействия (сезонные и с одновременным перепадом температур наружной и внутренней части в холодное время), нагрузка от верхнего покрытия, снеговые массы. Потому, рассчитывая деформационный шов в стене при проектировании, важно учесть все воздействия и устроить разделения, которые не дадут конструкции разрушиться.
Потому, рассчитывая деформационный шов в стене при проектировании, важно учесть все воздействия и устроить разделения, которые не дадут конструкции разрушиться.
В современном строительстве используют самые разнообразные материалы и методы для возведения стен, которые бывают:
- сборными блочными и кирпичными;
- монолитными бетонными/железобетонными;
- сборными панельными;
- комбинированными.
Во всех из них возникают разрушающие воздействия, причем чем прочнее и тверже материал, тем большие деформационные нагрузки возникают в конструкции. Деление стены на блоки с помощью компенсационных швов позволяет отдельным частям деформироваться в определенных интервалах без угрозы разрушения всего элемента, внутри которого не возникает опасное напряжение.
Проектирование и устройство деформационных швов в вертикальных конструкциях
Для внутренних и наружных стен шаг разрывов рассчитывается по-разному, делается это на стадии проектирования. Высоту стен разделяют на отсеки по всей высоте, устраивая между ними деформационные швы. Расстояние между ними для несущих стен после расчетов — от 20 м, для внутренних перегородок — до 30 м. Расположение деформационных швов в местах максимальных напряжений позволяет снимать эти самые напряжения. Как говорилось ранее, температурные и усадочные швы возникают в надземной части дома и в основном совпадают, располагаются в местах наибольшей концентрации перепадов температур — у углов наружных стен. Деформационные швы, компенсирующие осадочные воздействия, устраиваются по всей высоте стены до основания фундамента и равномерно распределяются по длине здания.
Высоту стен разделяют на отсеки по всей высоте, устраивая между ними деформационные швы. Расстояние между ними для несущих стен после расчетов — от 20 м, для внутренних перегородок — до 30 м. Расположение деформационных швов в местах максимальных напряжений позволяет снимать эти самые напряжения. Как говорилось ранее, температурные и усадочные швы возникают в надземной части дома и в основном совпадают, располагаются в местах наибольшей концентрации перепадов температур — у углов наружных стен. Деформационные швы, компенсирующие осадочные воздействия, устраиваются по всей высоте стены до основания фундамента и равномерно распределяются по длине здания.
Важным нюансом проектирования швов в стенах является их заполнение и оформление, поскольку находятся они на видимых частях любого строения, особенно, если не подразумевается дополнительная облицовка.
Температурные деформационные швы устраивают в горизонтальной плоскости стены. В процессе возведения в кладке размещают шпунт, который обкладывают толем в 2 слоя и забивают паклей. Закрывают шов глиняным замком. Данные материалы не реагируют на перепады температур, тем самым компенсируют деформацию стены. При ручной кладке заделка получается незаметной и не требует дополнительной облицовки.
Закрывают шов глиняным замком. Данные материалы не реагируют на перепады температур, тем самым компенсируют деформацию стены. При ручной кладке заделка получается незаметной и не требует дополнительной облицовки.
В современном строительстве все чаще применяют профили для деформационных швов. Достоинством применения их является особая конструкция, армирующая зазор в стене. Это предотвращает появление трещин в области деформационного шва в процессе воздействия разрушающих нагрузок. Кроме этого, в теле профиля имеются вставки из гидрофобных материалов, что предотвращает попадание влаги в стеновой материал и дальнейшее его разрушение. Оформление наружной части деформационного шва выполнено таким образом, что он отлично вписывается в любой фасад. Большой ассортимент предлагаемых профилей позволяет подобрать к любому зданию наиболее подходящий дизайн.
Швы в горизонтальных плитах
При устройстве монолитных плит перекрытий обязательно должны быть выполнены деформационные швы, поскольку бетон является жестким неэластичным материалом и подвержен разрушению в результате воздействия различных нагрузок и одновременного оседания всего объема здания. С помощью расчетов определяют ширину одного блока перекрытия, и по такому параметру производят заливку межэтажных элементов. Заполнение швов выполняют с использованием гидроизолирующих материалов и заделок.
С помощью расчетов определяют ширину одного блока перекрытия, и по такому параметру производят заливку межэтажных элементов. Заполнение швов выполняют с использованием гидроизолирующих материалов и заделок.
Швы в бетонных полах
Полы постоянно принимают нагрузку от предметов интерьера, оборудования, а их покрытия все время подвергаются износу. В одном помещении могут быть устроены полы из разных материалов, которые в процессе эксплуатации непохоже реагируют на поступающую нагрузку, влажность и другие воздействия. Такие участки тоже нуждаются в разделении, как и монолитный бетонный пол.
По назначению деформационные швы в бетонных полах разделяют на 3 основных типа.
- Изоляционный шов имеет круглую или квадратную форму, отделяет пол от стен, колонн и других внутренних вертикальных конструкций, от их воздействия во избежание деформации напольного покрытия. При его устройстве весь периметр прокладывают полимерной изоляцией и внутри образовавшегося контура производят заливку бетонного пола.
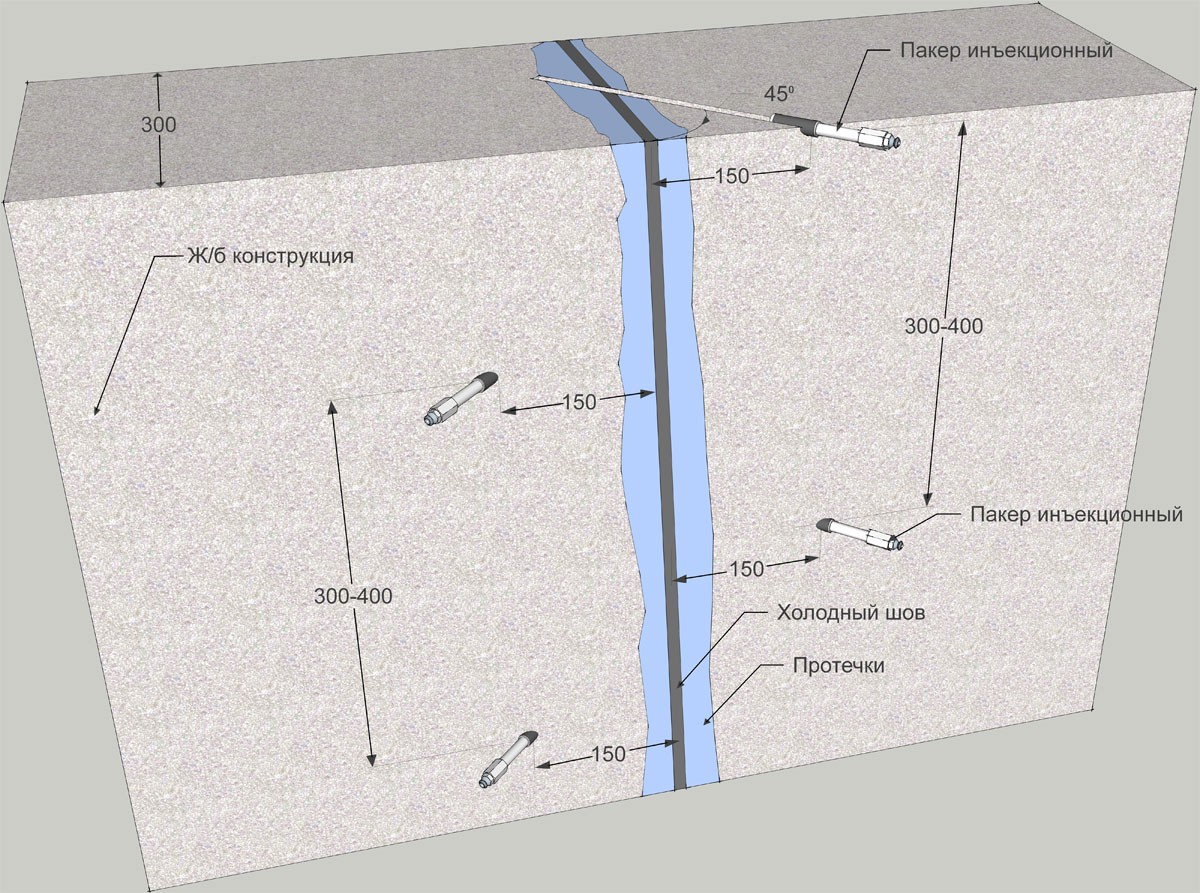
- Усадочный шов предназначен для предотвращения растрескивания бетона во время застывания и эксплуатации. Его устраивают двумя способами: при помощи формующих швы реек, которые вставляют в материал до потери им пластичности; нарезкой и устройством после окончательной обработки поверхности.
- Конструкционный шов выполняют на границах смен заливки участков полов. Он имеет сложный вид соединения «шип-паз» и позволяет бетону двигаться в горизонтальной плоскости и не допускает изменения соседних участков.
Деформационные швы в полах представляют собой зазоры, разделяющие поверхность на несколько блоков или участков. В подавляющем большинстве для устройства компенсационных швов применяют различные профильные конструкции.
Основные виды профилей для устройства швов в полах выделяют следующие.
- Встроенные — системы из алюминия, встраиваемые в плоскость напольного покрытия. Применяются в сухих промышленных помещениях с высокой проходимостью, подвергающихся регулярным воздействиям тяжелого оборудования, машин и спецтехники.
 Профиль может быть усилен резиновой вставкой, может иметь декоративную накладку из нержавеющей стали.
Профиль может быть усилен резиновой вставкой, может иметь декоративную накладку из нержавеющей стали. - Накладные. Данные системы устанавливают на стыке разных покрытий. Они представляют собой накладку на шов. Такие профили также выдерживают интенсивные нагрузки от техники и большого количества людей. При повышенной загруженности профиль может быть усилен полимерными вставками.
- Водонепроницаемые системы профилей предназначены не только для компенсации деформационных нагрузок, но и для защиты напольного разреза от попадания влаги и воды в помещениях с малой гидроизоляцией или на открытых площадках, парковках, складах и т.д. Такие профили выполнены из нержавеющей стали, имеют в своей конструкции специальные прокладки из ПВХ или резины.
- Разделительные системы представляют собой профили из мягкого или жесткого ПВХ. Их устраивают в качестве температурных и компенсирующих швов в монолитных полах различного назначения. ПВХ-профили герметизируют и защищают напольные стыки, они стойки к воздействию температур, кислот и моющих средств, что делает их применение универсальным.
 Деформационные швы в бетонных полах иногда заполняют полимерными мастиками. ПВХ-системы наиболее функциональны и долговечны, поэтому следует отдать им предпочтение.
Деформационные швы в бетонных полах иногда заполняют полимерными мастиками. ПВХ-системы наиболее функциональны и долговечны, поэтому следует отдать им предпочтение.
Технология устройства разделительных швов в полах
Бетонные полы заливают не за один раз всю площадь, а частями, в несколько этапов. Разделительные швы необходимо устраивать в местах стыков разных участков заливки, поскольку бетон может иметь отличающиеся свойства. Зачастую перед заливными работами периметр участка ограничивают изолирующими материалами, которые впоследствии будут служить в качестве заделки образовавшихся стыков. Если площадь заливки большая, то швы можно нарезать уже в готовых полах. Размер зазоров и расстояние между ними рассчитывают, исходя из размера коэффициента линейного расширения бетона. Средняя ширина шва 12-20 мм, расстояние между разрезами — 1,5 м. Глубина достигает 2-3 см. Разделение производят с помощью специального оборудования. Нарезанные по готовому полу швы заполняют специальными уплотнителями и герметизируют их износостойкими полимерами или встраивают в них специализированные профили.
Швы на стыках зданий
Нередко к существующим зданиям пристраивают дополнительные: в виду экономии места в пределах города или удобства пользования в частном порядке. Пристрои могут иметь различное назначение: торговые площади, офисные помещения, бани, гаражи, хозяйственные постройки. Почти всегда осадка основного и дополнительного строений происходит по-разному. Чтобы избежать связанных с этим явлением неприятностей, нужно устраивать деформационный шов между зданиями.
Зазоры между зданиями компенсируют все виды воздействий: осадочные, усадочные, температурные, сейсмические. Поскольку основное и пристраиваемое здания имеют одну общую стену, в ней организовывают компенсационный шов, объединяющий функцию защиты от всех поступающих нагрузок.
Также прокладка между стенами нужна при неоднородности материала: например, первоначальное строение каменное, а дополнительное — деревянное. В этом случае шов может быть выполнен из гидроизоляционного материала без дополнительных конструкций.
Если фундамент под пристрой не был рассчитан сразу, а возводится дополнительно, обязательно нужно отделить его от основного с помощью шва, ведь его конструкция может отличаться. В этом случае будет происходить усадка и осадка самого основания и опираемого строения.
Компенсационный шов устраивают по всей высоте примыкающего здания.
Любые строительные конструкции, независимо от того из какого материала они изготовлены (кирпич, монолитный железобетон или строительные панели) при изменении температуры меняют свои геометрические размеры. При понижении температуры они сжимаются, а при повышении, естественно, расширяются. Это может привести к появлению трещин и значительно снизить прочность и долговечность как отдельных элементов (например, цементно-песчаных стяжек, отмосток фундаментов и так далее), так и всего здания в целом. Для предотвращения этих негативных явлений и служит температурный шов, который необходимо обустраивать в соответствующих местах (согласно нормативным строительным документам).
Вертикальные температурно-усадочные швы зданий
В зданиях большой протяженности, а также строениях с разным количеством этажей в отдельных секциях СНиП-ом предусмотрено обязательное обустройство вертикальных деформационных зазоров:
- Температурных – для предотвращения образования трещин из-за изменения геометрических размеров конструктивных элементов здания вследствие перепадов температур (среднесуточных и среднегодовых) и усадки бетона. Такие швы доводят до уровня фундамента.
- Осадочных швов, препятствующих образованию трещин, которые могут образовываться из-за неравномерной осадки фундамента, вызванной неодинаковыми нагрузками на его отдельные части. Эти швы полностью разделяют строение на отдельные секции, включая фундамент.
Конструкции обоих видов швов одинаковы. Для обустройства зазора возводят две спаренные поперечные стены, которые заполняют теплоизолирующим материалом, а затем гидроизолируют (для предотвращения попадания атмосферных осадков). Ширина шва должна строго соответствовать проекту здания (но быть не менее 20 мм).
Ширина шва должна строго соответствовать проекту здания (но быть не менее 20 мм).
Шаг температурно-усадочных швов для бескаркасных крупнопанельных зданий нормируется СНиП-ом и зависит от материалов, примененных при изготовлении панелей (класса прочности бетона на сжатие, марки раствора и диаметра продольной несущей арматуры), расстояния между поперечными стенами и годового перепада среднесуточных температур для конкретного региона. Например, для Петрозаводска (годовой перепад температур составляет 60°С) температурные зазоры необходимо располагать на расстоянии 75÷125 м.
В монолитных конструкциях и зданиях, построенных сборно-монолитным методом, шаг поперечных температурно-усадочных швов (согласно СНиП) варьируется в пределах от 40 до 80 м (в зависимости от конструкционных особенностей здания). Обустройство таких швов не только повышает надежность строительной конструкции, но и позволяет поэтапно отливать отдельные секции здания.
На заметку! При индивидуальном строительстве обустройство таких зазоров применяют крайне редко, так как длина стены частного дома обычно не превышает 40 м.
В кирпичных домах швы обустраивают аналогично панельным или монолитным постройкам.
В железобетонных конструкциях зданий размеры перекрытий, как и размеры остальных элементов, могут меняться в зависимости от температурных перепадов. Поэтому при их монтаже необходимо обустройство компенсационных швов.
Материалы для их изготовления, размеры, места и технология укладки заранее указывают в проектной документации на строительство здания.
Иногда такие швы конструктивно делают скользящими. Для обеспечения скольжения в тех местах, где плита перекрытия опирается на несущие конструкции, под нее укладывают два слоя оцинкованного кровельного железа.
Температурно-компенсационные швы в бетонных полах и цементно-песчаных стяжках
При заливке цементно-песчаной стяжки или обустройстве бетонного пола необходимо изолировать все строительные конструкции (стены, колонны, дверные проемы и так далее) от соприкосновения с заливаемым раствором по всей толщине. Этот зазор выполняет одновременно три функции:
Этот зазор выполняет одновременно три функции:
- На этапе заливки и схватывания раствора работает как усадочный шов. Тяжелый мокрый раствор сжимает его, при постепенном высыхании бетонной смеси размеры залитого полотна уменьшаются, а материал заполнения зазора расширяется и компенсирует усадку смеси.
- Он препятствует передаче нагрузок от строительных конструкций бетонному покрытию и наоборот. Стяжка не давит на стены. Конструктивная прочность здания не изменяется. Сами конструкции не передают нагрузки на стяжку, и она не растрескается в процессе эксплуатации.
- При перепаде температур (а они обязательно происходят даже в отапливаемых помещениях) этот шов компенсирует изменения объема бетонной массы, что препятствует ее растрескиванию и увеличивает срок эксплуатации.
Для обустройства таких зазоров обычно используют специальную демпферную ленту, ширина которой несколько больше, чем высота стяжки. После отвердевания раствора ее излишки обрезают строительным ножом. Когда обустраивают в бетонных полах усадочные швы (в случае, если финишное напольное покрытие не предусмотрено), полипропиленовую ленту частично удаляют и производят гидроизоляцию паза при помощи специальных герметиков.
Когда обустраивают в бетонных полах усадочные швы (в случае, если финишное напольное покрытие не предусмотрено), полипропиленовую ленту частично удаляют и производят гидроизоляцию паза при помощи специальных герметиков.
В помещениях значительной площади (либо когда длина одной из стен превышает 6 м) согласно СНиП необходимо производить нарезку продольных и поперечных температурно-усадочных швов глубиной ⅓ от толщины заливки. Температурный шов в бетоне производят с помощью специального оборудования (бензинового или электрического швонарезчика с алмазными дисками). Шаг таких швов не должен быть более 6 м.
Внимание! При заливке раствором элементов теплого пола усадочные швы обустраивают на всю глубину стяжки.
Температурные швы в отмостках фундаментов и бетонных дорожках
Отмостки фундаментов, предназначенные для защиты основания дома от вредоносного влияния атмосферных осадков, также подвержены разрушениям вследствие значительных перепад температур в течение года. Чтобы этого избежать обустраивают швы, компенсирующие расширение и сжатие бетона. Такие зазоры изготавливают на этапе строительства опалубки отмостки. В опалубке по всему периметру крепят поперечные доски (толщиной 20 мм) с шагом 1,5÷2,5 м. Когда раствор немного схватится, доски извлекают, а после окончательного высыхания отмостки пазы заполняют демпфирующим материалом и гидроизолируют.
Чтобы этого избежать обустраивают швы, компенсирующие расширение и сжатие бетона. Такие зазоры изготавливают на этапе строительства опалубки отмостки. В опалубке по всему периметру крепят поперечные доски (толщиной 20 мм) с шагом 1,5÷2,5 м. Когда раствор немного схватится, доски извлекают, а после окончательного высыхания отмостки пазы заполняют демпфирующим материалом и гидроизолируют.
Все вышеперечисленное относится и к обустройству бетонных дорожек на улице или парковочных мест возле собственного дома. Однако шаг деформационных зазоров можно увеличить до 3÷5 м.
Материалы для обустройства швов
К материалам, предназначенным для обустройства швов (независимо от вида и размеров), предъявляют одинаковые требования. Они должны быть упругими, эластичными, легко сжимаемыми и быстро восстанавливающими форму после сжатия.
Она предназначена для предотвращения растрескивания стяжки в процессе ее высыхания и компенсации нагрузок от строительных конструкций (стен, колонн и так далее). Широкий выбор размеров (толщиной: 3÷35 мм; шириной: 27÷250 мм) этого материала позволяет обустроить практически любые стяжки и бетонные полы.
Широкий выбор размеров (толщиной: 3÷35 мм; шириной: 27÷250 мм) этого материала позволяет обустроить практически любые стяжки и бетонные полы.
Популярным и удобным в применении материалом для заполнения деформационных зазоров является шнур из вспененного полиэтилена. На строительном рынке представлены его две разновидности:
- сплошной уплотнительный шнур Ø=6÷80 мм,
- в виде трубки Ø=30÷120 мм.
Диаметр шнура должен превышать ширину шва на ¼÷½. Шнур устанавливают в паз в сжатом состоянии и заполняют ⅔÷¾ свободного объема. Например, для заделки пазов шириной 4 мм, нарезанных в стяжке, подойдет шнур Ø=6 мм.
Герметики и мастики
Для заделки швов применяют различные герметики:
- полиуретановые;
- акриловые;
- силиконовые.
Они бывают как однокомпонентные (готовые к применению), так и двухкомпонентные (их готовят путем смешивания двух составных частей непосредственно перед применением). Если шов небольшой ширины, то достаточно заполнить его герметиком; если ширина зазора значительная, то этот материал наносят поверх уложенного шнура из вспененного полиэтилена (либо другого демпфирующего материала).
Если шов небольшой ширины, то достаточно заполнить его герметиком; если ширина зазора значительная, то этот материал наносят поверх уложенного шнура из вспененного полиэтилена (либо другого демпфирующего материала).
Разнообразные мастики (битумные, битумно-полимерные, составы на основе сырой резины или эпоксидные с добавками для придания эластичности) используют в основном для герметизации наружных деформационных зазоров. Их наносят поверх уложенного в паз демпфирующего материала.
Специальные профили
В современном строительстве температурные швы в бетоне с успехом заделывают, применяя специальные компенсационные профили. Эти изделия имеют самые различные конфигурации (в зависимости от области применения и ширины шва). Для их изготовления применяют металл, пластик, резину или комбинируют несколько материалов в одном устройстве. Некоторые модели данной категории необходимо устанавливать уже в процессе заливки раствора. Другие же можно устанавливать в паз уже после окончательного затвердевания основания.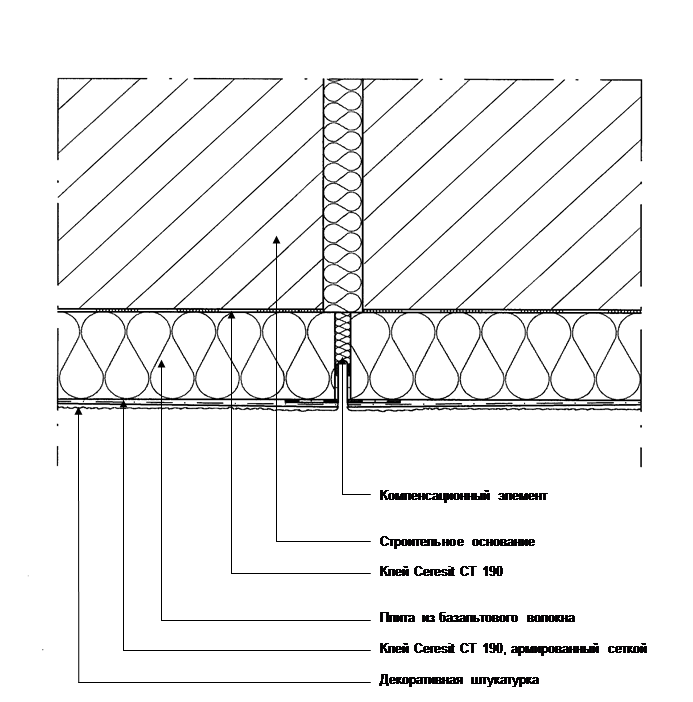 Производители (как иностранные, так и отечественные) разработали широкий модельный ряд таких приспособлений, как для наружного применения, так и для установки внутри помещений. Высокая цена профилей компенсируется тем, что такой метод заделки зазоров не требует их последующей гидроизоляции.
Производители (как иностранные, так и отечественные) разработали широкий модельный ряд таких приспособлений, как для наружного применения, так и для установки внутри помещений. Высокая цена профилей компенсируется тем, что такой метод заделки зазоров не требует их последующей гидроизоляции.
В заключении
Правильное обустройство температурных, компенсационных, деформационных и осадочных швов значительно повышает прочность и долговечность любого здания; парковочных мест или садовых дорожек с бетонным покрытием. При использовании высококачественных материалов для их изготовления они прослужат без ремонта долгие годы.
При строительстве и проектировке сооружений различного назначения используется деформационный шов, который необходим для укрепления всего строения. Задачей шва является безопаность строения от сейсмических, осадочных и механических воздействий. Данная процедура служит дополнительным укреплением дома, защищает от разрушения, усадки и возможных сдвигов и искривлений на почве.
Определение деформационного шва и его виды
Деформационный шов – разрез на строении, который снижают нагрузку на части сооружения, чем повышает устойчивость здания и уровень его сопротивления к нагрузкам.
Такой этап строительства имеет смысл применять при проектировании помещений большой протяженности, размещении строения в местах слабого грунта, активно действующих сейсмических явлений. Шов делается и в местностях с большим уровнем осадков.
Исходя из назначения, деформационные швы разделяются на:
- температурные;
- усадочные;
- осадочные;
- сейсмические.
В некоторых строениях, из-за особенностей их расположения применяются комбинации методов, служащие для защиты сразу от нескольких причин деформации. Это может быть вызвано, когда местность на которой возводиться строительство имеет почву, склонную к проседанию. Также рекомендуется делать несколько видов швов при возведении протяженных высоких домов, с множеством различных конструкций и элементов.
Температурные швы
Эти методы строительства служат защитой от перемены и колебаний температуры. Даже в городах, расположенных в зонах с умеренным климатом при переходе от высокой летней температуры до низкой зимней, на домах часто возникают трещины различных размеров и глубины. Впоследствии они приводят к деформации не только коробки сооружения, но и основания. Во избежание этих проблем, здание делится швами, на расстоянии которое определяется исходя из материала из которого возведено сооружение. Также во внимание принимается максимальная низкая температура, характерная для этой местности.
Такие швы применяются только на стенной поверхности, поскольку фундамент из-за расположения в земле, менее подвержен температурным перепадам.
Усадочные швы
Применяются реже других, в основном при создании монолитно-бетонного каркаса. Дело в том, что бетон при затвердевании часто покрывается трещинами, которые впоследствии разрастаются и создают полости. При наличии большого количества трещин фундамента, конструкция здания может не выдержать и рухнуть.
При наличии большого количества трещин фундамента, конструкция здания может не выдержать и рухнуть.
Шов применяется только до момента полного затвердевания фундамента. Смысл его применения в том, что он разрастается до того момента пока весь бетон не станет твердым. Таким образом, бетонный фундамент полностью усаживается, не покрываясь при этом трещинами.
После окончательного высыхания бетона, разрез нужно полностью зачеканить.
Чтобы шов получился полностью герметичным и не пропускал влагу, применяют особые герметики и гидрошпонки.
Осадочные деформационные швы
Такие конструкции применяются при строительстве и проектировании сооружений разной этажности. Так, например, при строительстве дома, в котором с одной стороны будет два этажа, а с другой три. В таком случае, та часть постройки где три этажа, оказывает на почву гораздо большее давление, чем та где всего два. Из-за неравномерного давления, почва может проседать, тем самым вызывая сильное давление на фундамент и стены.
От смены давления, различные поверхности сооружения покрываются сетью трещин и впоследствии подвергаются разрушению. Для того чтобы предотвратить деформацию элементов конструкции, строители применяют осадочный деформационный шов.
Укрепление разделяет не только стены, но и фундамент, тем самым защищая дом от разрушения. Имеет вертикальную форму и располагается от крыши до основания сооружения. Создает фиксацию авсех частей сооружения, защищает дом от разрушений, деформаций разной степени тяжести.
По завершении работ, необходимо герметизировать само углубление и его края для полной защиты строения от влаги и пыли. Для этого применяются обычные герметики, которые можно найти в строительных магазинах. Работа с материалами осуществляется по общим правилам и рекомендациям. Важным условием обустройства шва является его полная заполненность материалом так, чтобы внутри не осталось пустот.
На поверхности стен они изготавливаются из шпунта, с толщиной примерно половину кирпича, в нижней части шов делается без шунта.
Для того чтобы внутрь здания не попадала влага, на внешней части подвала оборудуется глиняный замок. Таким образом, шов не только защищает от разрушения строения, но и оказывается дополнительным герметиком. Дом защищается от грунтовых вод.
Такой вид швов обязательно обустраивается в местах соприкосновения различных участков здания, в таких случаях:
- если части строения размещаются на почве различной сыпучести;
- в том случае, когда к существующему строению пристраиваются другие, даже если они изготовлены из идентичных материалов;
- при существенной разнице в высоте отдельных частей строения, которая превышает 10 метров;
- в любых других случаях, когда есть основания ожидать неравномерной просадки фундамента.
Сейсмические швы
Такие конструкции еще называют антисейсмическими. Создавать такого рода укрепления нужно в районах с повышенной сейсмической природой – наличие землетрясений, цунами, оползней, извержений вулканов. Чтобы здание не постарадало от непогоды, принято строить такие укрепления. Конструкция призвана защитить дом от разрушений во время земельных толчков.
Чтобы здание не постарадало от непогоды, принято строить такие укрепления. Конструкция призвана защитить дом от разрушений во время земельных толчков.
Сейсмические швы проектируются по собственной схеме. Смысл проектировки – создание внутри здания отдельных не сообщающихся сосудов, которые по периметру будут разделены деформационными швами. Часто внутри здания деформационные швы располагаются в форме куба с равными гранями. Грани куба уплотняются при помощи двойной кирпичной кладки. Конструкция рассчитана на то, что в момент сейсмической активности, швы удержат конструкцию не дав обрушиться стенам.
Применение различных видов швов при строительстве
При колебаниях температур, конструкции, изготовленные из железобетона подвержены деформации – могут менять свою форму, размеры и плотность. При усадке бетона, конструкция со временем укорачивается и проседает. Поскольку проседание происходит неравномерно, то при снижении высоты одной части конструкции, другие начинают смещаться, тем самым разрушая друг друга или образовывают трещины и углубления.
В наше время каждая железобетонная конструкция является целостной неделимой системой, которая сильно подвержена к изменениям в окружающей среде. Так, например, при осадке грунта, резких колебаниях температуры, осадочных деформациях между частями конструкции возникает обоюдное дополнительное давление. Постоянные смены давления приводят к образованию на поверхности конструкции различных деффектов — надколов, трещин, вмятин. Для избежания образования дефектов здания, сторителями применяются несколько видов разрезов, которые призваны упрочнить здание и защитить его от различных разрушающих факторов.
С целью уменьшить давление между элементами в многоэтажных или протяженных зданиях необходимо применять осадочные и температурно-усадочные виды швов.
Для того чтобы определить необходимое расстояние между швами на поверхности сооружения, во внимание принимаются уровенбь гиюкости материала колонн и соединений. Единственным случаем, когда нет необходимости устанавливать температурные швы — наличие катучих опор.
Также расстояние между швами часто зависит от разницы между наибольшей и наименьшей температурой окружающей среды. Чем ниже температура, тем дальше друг от друга должны располагаться углубления. Температурно-усадочные швы пронизывают строение от кровли до основания фундамента. В то время как осадочные изолируют разные части здания.
Усадочный шов иногда образовывается путем установки нескольких пар колонн.
Температурно-усадочный шов обычно образуется путем устройства парных колонн на общем фундаменте. Осадочные швы тоже проектируются путем установки нескольких пар опор, которые находятся напротив друг друга. В этом случае, каждая из опорных колонн должна быть оборудована собственным фундаментом и крепежом.
Конструкция каждого шва призвана быть четко структурированной, надежно фиксировать элементы строения, быть надежно герметизированной от сточных вод. Шов должен быть устойчив к перепадам температур, наличию осадков, противостоять деформации от износа, ударов, механических воздействий.
Швы обязательно делаются в случае нервностей грунта, неодинкаовой высоте стен.
Деформационные швы утепляются при помощи минеральной ваты или пенополиэтилена. Это вызвано необходимостью защиты помещения от холодных температур, проникновения грязи с улицы, и обеспечивается дополнительная звукоизоляция. Используются и другие виды утеплителей. Изнутри помещения, каждый шов герметизируются эластичными материалами, а со стороны улицы – герметиками способными защитить от атмосферных осадков или нащельниками. Облицовочный материал не перекрывают деформационный шов. При внутренней отделке помещения шов прикрываетя декорирующими элементами по усмотрению строителя.
Распространенным вариантом перекрытий зданий, сооружений и покрытий в производственных помещениях с интенсивными механическими воздействиями является бетонный пол. Материал, из которого создаются эти конструктивные элементы, подвержен усадке и обладает низкой прочностью к деформации, вследствие чего возникают трещины. Во избежание повторного ремонта создаются искусственные разрезы в Например, деформационный шов в бетонных полах, в стенах здания, кровлях, мостах.
Во избежание повторного ремонта создаются искусственные разрезы в Например, деформационный шов в бетонных полах, в стенах здания, кровлях, мостах.
Для чего они нужны?
Бетонный пол представляется на вид прочным и долговечным основанием. Однако под воздействием температурных колебаний, усадочных процессов, влажности воздуха, эксплуатационных нагрузок, осадки грунта теряется его целостность — он начинает трескаться.
Чтобы предать некоторую степень упругости этой конструкции здания, создаются деформационные швы в бетонных полах. СНиП2.03.13-88 и Пособие к нему содержат информацию о требованиях к проектированию и устройству полов с указанием необходимости устройства разрыва в стяжке, подстилающем слое или покрытии, который обеспечивает относительное смещение разрозненных участков.
Основные функции:
- Минимизация внезапных деформаций, посредством деления монолитной плиты на определенное количество карт.
- Возможность избежать дорогостоящего ремонта с заменой чернового и основного покрытия.

- Повышение устойчивости к динамическим нагрузкам.
- Обеспечение долговечности конструктивной основы.
Основные виды: изоляционный шов
В бетонных полах в зависимости от своего предназначения делится на три вида: изоляционный, конструкционный и усадочный.
Изоляционные разрезы выполняются в местах примыкания конструктивных элементов помещения. То есть они являются промежуточным швом между стенами, колоннами и полом. Это дает возможность избежать трещин при усадке бетона в местах прилегания горизонтальных и вертикальных элементов комнаты. Если пренебречь их обустройством, то стяжка при высыхании и уменьшении объема при жестком сцеплении со стеной, например, вероятнее всего, даст трещину.
Вдоль стен, колонн и в местах, где бетонный пол граничит с другими создается изоляционный шов. Причем возле колонн нарезается шов не параллельно граням столбовидного элемента, а таким образом, чтобы на угол колонны приходился прямой рез.
Рассмотренный вид шва заполняется способными позволить горизонтальное и вертикальное движение стяжки относительно фундамента, колонн и стен. Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Основные виды: усадочный шов
Если изоляционные швы предотвращают деформацию монолитного бетонного пола в местах его соприкосновения со стенами, то усадочные резы необходимы для недопущения хаотичного растрескивания бетона по всей поверхности. То есть предотвращения повреждений, вызванных усадкой материала. По мере высыхания бетона сверху вниз, появляется внутри него напряжение, создаваемое твердением верхнего слоя.
Устройство деформационных швов в бетонных полах такого типа происходит по осям колонн, где разрезы стыкуются с углами швов по периметру. Карты, то есть части монолитного пола, ограниченные со всех сторон усадочными швами, должны быть квадратными, следует избегать Г-образных и вытянутых прямоугольных их форм. Работы выполняются как во время укладки бетона с помощью формирующих реек, так и нарезкой швов после высыхания стяжки.
Вероятность растрескивания прямо пропорциональна размерам карт.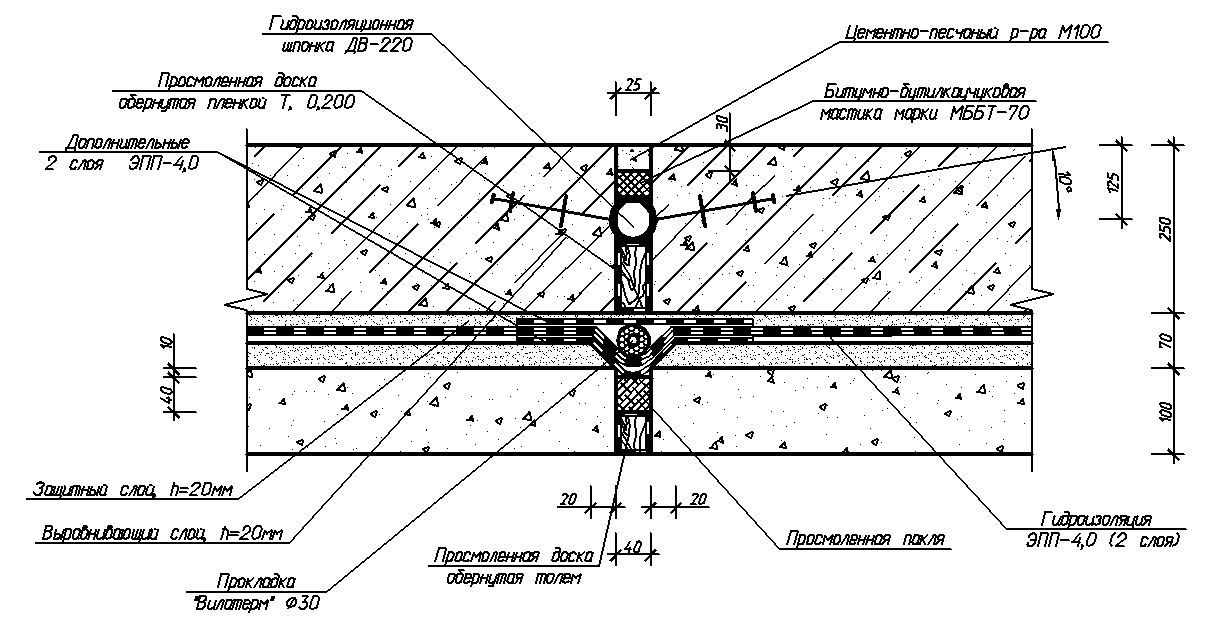 Чем меньше площадь пола, ограниченная усадочными швами, тем и вероятность растрескивания минимальна. Подвержены деформации и острые углы стяжки, поэтому во избежание разрывов бетона в подобных местах также необходимо нарезать швы усадочного типа.
Чем меньше площадь пола, ограниченная усадочными швами, тем и вероятность растрескивания минимальна. Подвержены деформации и острые углы стяжки, поэтому во избежание разрывов бетона в подобных местах также необходимо нарезать швы усадочного типа.
Основные виды: конструкционный шов
Подобная защита монолитных полов создается при возникновении в работе. Исключение составляют помещения с небольшой площадью заливки и непрерывная подача бетона. Деформационный шов в бетонных полах конструкционного типа нарезается в местах соединения стяжки, выполненной в разное время. Форма торца такого соединения создается по типу «шип-паз». Особенности конструкционной защиты:
- Шов устраивается на расстоянии 1,5 м параллельно другим типам деформационных разграничений.
- Создается лишь при условии укладки бетона в разное время суток.
- Форма торцов должна быть выполнена по типу «шип-паз».
- Для толщины стяжки до 20 см, на деревянных боковых выступах делается конус в 30 градусов.
 Допускается использовать металлические конусы.
Допускается использовать металлические конусы. - Конусные швы защищают монолитный пол от незначительных подвижек по горизонтали.
Деформационные швы в бетонных полах промышленных зданий
Повышенные к износостойкости требования предъявляются к полам, укладываемым на заводах, складах и других объектах промышленного назначения. Это связано с появлением влияния разной интенсивности механического воздействия (движение транспортных средств, пешеходов, удары при падении твердых предметов) и возможного попадания жидкости на пол.
Как правило, конструктивная особенность пола представляет собой стяжку и покрытие. Но под стяжкой располагается подстилающий слой, который в жестком исполнении укладывается из бетона. В нем нарезается во взаимно перпендикулярных направлениях шов чрез 6-12 м, глубиной 40 мм при этом не менее 1/3 толщины подстилающего слоя (СНиП 2.03.13-88). Обязательное условие — это совпадение деформационного шва пола с аналогичными защитными разрывами здания.
Отличительной чертой структуры полов в промышленных зданиях является создание верхнего слоя из бетона. В зависимости от интенсивности механического воздействия проектируют покрытия разной толщины. При толщине в 50 мм и более деформационный шов в бетонных полах (СНиП «Полы» п.8.2.7) создается в поперечном и продольном направлении с повторением элементов через 3-6 м. Рез пропиливается шириной 3-5 мм, глубина его составляет не менее 40 мм или треть толщины покрытия.
Требования при создании деформационной защиты полов
Пропил бетона необходимо выполнять фрезой через двое суток твердения. Глубина резов по нормам составляет 1/3 толщины бетона. В подстилающем слое допускается в местах предполагаемых разрывов перед заливкой бетона применять рейки, обработанные составами против адгезии, которые после твердения материала удаляются и в итоге получаются защитные швы.
Нижние части колонн и стен на высоту будущей толщины покрытия следует обклеивать рулонными гидроизоляционными материалами или вспененным листовым полиэтиленом. В тех местах, где проектом предусмотрены деформационные швы в бетонных полах. Технология нарезки начинается с разметки мелом и линейкой мест искусственных разрывов.
В тех местах, где проектом предусмотрены деформационные швы в бетонных полах. Технология нарезки начинается с разметки мелом и линейкой мест искусственных разрывов.
Индикатором своевременной нарезки служит пробный шов: если зерна заполнителя не выпадают из бетона, а перерезаются лезвием резчика, тогда время создания деформационных швов выбрано правильное.
Обработка швов
Нормальное функционирование шва достигается с помощью его герметизации. Заделка деформационных швов в бетонных полах реализуется при помощи следующих материалов:
- Гидрошпонка — это профилированная лента из резины, полиэтилена или ПВХ, закладываемая при заливке бетонной стяжки;
- Уплотняющий шнур из вспененного полиэстера закладывается в прорезь и при перепадах температуры сохраняет свою эластичность, обеспечивая безопасное движение бетонного покрытия;
- Акриловая, полиуретановая, латексная мастика;
- Деформационный профиль, состоящий из резины и металлических направляющих.
 Бывает встроенным или накладным.
Бывает встроенным или накладным.
Перед герметизацией рабочая поверхность зазоров должна быть очищена и продута сжатым воздухом (компрессором). Также для увеличения срока службы бетонных полов желательно упрочнить верхний слой топпингом или полиуретановым материалом.
Условия создания
Деформационный шов в становится обязательным при следующих условиях:
- Стяжка, общей площадью выше 40 м2.
- Сложная конфигурация пола.
- Эксплуатация напольного покрытия при повышенных температурах.
- Длина ребра (достаточно одного) напольной конструкции более 8 м.
Деформационные швы в бетонных полах: нормы
В заключение приводятся требования по устройству защитных зазоров в бетонных полах по нормам.
Подстилающий слой должен иметь деформационные резы перпендикулярные друг другу с шагом от 6 до 12 метров. Шов выполняется глубиной 4 см и составляет третью часть толщины бетонного покрытия или подстилающего слоя.
При толщине бетонного покрытия в 50 мм и более деформационный шов создается в поперечном и продольном направлении с повторением через каждые 3-6 м. Эти резы должны совпадать со швами плит перекрытия, осями колонн, деформационными зазорами в подстилающем слое. Ширина реза составляет 3-5 мм.
Эти резы должны совпадать со швами плит перекрытия, осями колонн, деформационными зазорами в подстилающем слое. Ширина реза составляет 3-5 мм.
Пропил осуществляется через два дня после укладки бетона. Заделка защитных резов выполняется специальными шнурами и герметиками.
Как обрезать и выравнивать швы | Советы по шитью, учебные пособия, проекты и мероприятия
Часто в шитье самые основные приемы, такие как обрезка и выравнивание швов, являются наиболее важными. Когда я впервые сел за швейную машинку, Анжела научила меня стремиться к профессиональной отделке. Другими словами, создать одежду, конструкция и отделка которой не уступают хорошо сделанной вещи, купленной в магазине. Если вы сможете добиться этого, скорее всего, вы почувствуете себя еще счастливее со своей последней моделью и захотите носить ее еще больше.Чтобы создать желаемую «профессиональную отделку», вам нужно будет использовать ряд основных методов, на которые я ссылаюсь, включая обрезку и выравнивание швов. В этой статье мы поделимся нашими главными советами о том, как обрезать и сортировать как профессионал.
В этой статье мы поделимся нашими главными советами о том, как обрезать и сортировать как профессионал.
Зачем обрезать и выравнивать припуски на швы?
Вы можете сшить прекрасный аккуратный шов и идеально отутюжить его, но если вы не обрежете и не выровняете эти швы там, где это необходимо, у вас останутся громоздкие неровности на правой стороне изделия. Под обрезкой понимается уменьшение припуска на шов для предотвращения увеличения объема.Профилирование используется в закрытых швах, чтобы уменьшить объем, создаваемый многослойными припусками на швы. Обрежьте, выровняйте и проутюжьте в нужных местах, и ваши швы будут выглядеть гладкими, как шелк.
Как всегда, каждый предмет одежды и ткань уникальны, и поэтому это скорее общие принципы, чем жесткие правила. Наша мантра всегда заключается в том, чтобы сначала опробовать обрезки, если вам нужно повысить уверенность в себе, прежде чем разрезать свою настоящую одежду. Со временем ваша уверенность будет расти, и вы, вероятно, обнаружите, что импровизируете вне этих принципов, чтобы найти лучший подход для новых и разных сценариев.
Обрезка
Перво-наперво не все швы нуждаются в обрезке. Это зависит от расположения шва на изделии и типа ткани. Боковые швы, центральные швы спинки, швы панелей и швы рукавов часто не требуют обрезки. После того, как они будут закончены и нажаты, они будут сидеть ровно, без выпуклостей или выступов. Однако, если вы работаете с очень объемной тканью, которая не осыпается, вы можете захотеть обрезать каждый шов.
С другой стороны, швы на воротниках, лацканах, обтачках и под мышками всегда нуждаются в отделке независимо от ткани.Обрезка изогнутых швов в области подмышек и промежности может помочь сделать эту одежду более удобной для ношения. Серьезным испытанием является рассмотрение того, будет ли шов громоздким или неудобным, если вы его не обрежете. Хотя также важно учитывать, будет ли шов сильно нагружен. Если это так, вам, возможно, придется усилить шов перед обрезкой, чтобы избежать неприятной неисправности гардероба! Я думаю промежностные швы здесь люди!
Также может потребоваться подрезка в местах пересечения швов. Например, на юбке, где вертикальный боковой шов пересекает горизонтальный шов пояса. Здесь есть два варианта:
Например, на юбке, где вертикальный боковой шов пересекает горизонтальный шов пояса. Здесь есть два варианта:
Первый вариант
Обрежьте по диагонали концы верхнего шва перед шитьем пересекающегося шва. Таким образом, вы можете обрезать как под пересекающейся линией шва, так и выше. Если вы сначала прострочите пересекающийся шов, вы сможете обрезать только по диагонали над линией пересекающегося шва. Я использовал контрастные нити и ткани на изображениях ниже, поэтому их легко интерпретировать.
Второй вариант
Обрежьте углы близко к шву, примерно от 1/8″ до 1/16″ в зависимости от того, насколько объемна ткань. Я заправила концы оверлокной нити под оверлок с лицевой стороны ткани, но вы можете сделать это с изнаночной стороны для более аккуратной отделки, если будут видны припуски на швы.
При использовании объемных тканей вы также можете обрезать припуски на подгибы и обтачки. Это связано с тем, что швы становятся многослойными — например, когда вы прижимаете край, он накладывается на боковой шов. Здесь вы можете просто обрезать припуски на швы в пределах припуска на подгибку или обтачки. Если ткань очень объемная, вы также можете сделать небольшие надрезы из припуска на подгибку.
Здесь вы можете просто обрезать припуски на швы в пределах припуска на подгибку или обтачки. Если ткань очень объемная, вы также можете сделать небольшие надрезы из припуска на подгибку.
Всегда проверяйте размер одежды перед обрезкой. Хорошее общее эмпирическое правило заключается в том, чтобы обрезать швы до 1/4 дюйма, если только вы не работаете с рыхлой тканью, и в этом случае обрежьте примерно до 3/8 дюйма. Если вы работаете с тканью, которая легко осыпается, обработайте ее, а затем разутюжьте шов. В этих случаях при обработке шва оверлоком или краеобметочным швом может быть проще выполнить швы вместе, а не по отдельности, потому что вы работаете с меньшим количеством ткани.Мы всегда рекомендуем обработать швы перед запрессовкой. Если вы нажмете «затем закончить», вы поднимете припуски на швы, которые вы только что прижали. Мы написали статью в блоге со всеми нашими главными советами по нажатию здесь.
Обрезные дротики
При работе с более тяжелыми тканями вы также можете уменьшить объем, создаваемый любыми вытачками. Если верхняя часть вытачки имеет ширину от 1/2 до 5/8 дюйма, разрежьте вдоль сгиба, останавливаясь на 1/4 дюйма перед точкой. Обрежьте припуск на шов с одной стороны по направлению к линии строчки вытачки, и это позволит вам прижать откройте вытачку и прижмите небольшую часть внизу к одной стороне.Если вытачка шире 5/8 дюйма, сначала обрежьте ее до 5/8 дюйма и повторите шаги, описанные выше.
Если верхняя часть вытачки имеет ширину от 1/2 до 5/8 дюйма, разрежьте вдоль сгиба, останавливаясь на 1/4 дюйма перед точкой. Обрежьте припуск на шов с одной стороны по направлению к линии строчки вытачки, и это позволит вам прижать откройте вытачку и прижмите небольшую часть внизу к одной стороне.Если вытачка шире 5/8 дюйма, сначала обрежьте ее до 5/8 дюйма и повторите шаги, описанные выше.
Оценка
Классификацияв основном используется для закрытых швов, таких как воротники, лацканы и манжеты. Тем не менее, я всегда выравниваю швы пояса на юбке, которые не являются закрытыми швами в том же смысле. Линия талии определенно находится в том месте, где я хочу уменьшить объем! Могут быть и другие области, в которых вы решите, что оценка является разумным шагом в зависимости от ткани и одежды.
Выравнивание швов — это обрезка припусков на швы до разной ширины.Начните с припуска на шов, который будет находиться дальше всего от правой стороны изделия. Это будет припуск на шов, который вы будете обрезать больше всего, обычно примерно до 1/8 дюйма. Перейдите к следующему припуску на шов и обрежьте его на 1/4 дюйма, т.е. на 1/8 дюйма шире, чем ваш последний. припуски на швы продолжают обрезать на 1/8 дюйма шире предыдущего. Самый широкий припуск на шов всегда должен располагаться ближе всего к правой стороне изделия. Это потому, что он скроет ступенчатые припуски на швы, которые вы создали внизу.
Перейдите к следующему припуску на шов и обрежьте его на 1/4 дюйма, т.е. на 1/8 дюйма шире, чем ваш последний. припуски на швы продолжают обрезать на 1/8 дюйма шире предыдущего. Самый широкий припуск на шов всегда должен располагаться ближе всего к правой стороне изделия. Это потому, что он скроет ступенчатые припуски на швы, которые вы создали внизу.
Вы даже можете использовать оверлок для одновременной обработки и выравнивания швов, увеличивая/уменьшая величину припуска на каждый шов. Будете ли вы делать припуски на швы или нет, зависит от личных предпочтений, типа ткани и расположения на изделии. Например, если ткань легко осыпается, лучше всего обработать припуски на швы. Однако, если это одежда на подкладке и припуски на швы не будут видны, вы можете не доделывать их.
При работе с изделием с обтачкой спереди и лацканами правая сторона ткани переключается там, где лацканы загибаются.То есть сторона, которая была на изнаночной стороне одежды, переворачивается, чтобы стать правой стороной одежды, где загибается лацкан. Поэтому вам также нужно будет изменить порядок оценок на этом этапе. Просто не забудьте убедиться, что самый широкий припуск на шов находится рядом с лицевой стороной ткани в этой точке. Вам также нужно будет подрезать лацкан в том месте, где он загибается, чтобы он мог перевернуться.
Поэтому вам также нужно будет изменить порядок оценок на этом этапе. Просто не забудьте убедиться, что самый широкий припуск на шов находится рядом с лицевой стороной ткани в этой точке. Вам также нужно будет подрезать лацкан в том месте, где он загибается, чтобы он мог перевернуться.
Для изогнутых швов, таких как швы принцессы, я всегда сначала выравниваю, а затем обрезаю или надрезаю, чтобы получить аккуратную отделку.
Всегда соблюдайте осторожность при выравнивании швов, помня, что можно случайно разрезать основную ткань изделия. Да, я определенно сделал это и почувствовал, как мое сердце ушло в пятки, когда осознание дошло до меня. Одна вещь, которая поможет вам избежать этого сценария, — это хорошие маленькие ножницы, такие как мои ножницы для вышивания Janome на изображении выше. С ними гораздо проще делать небольшие контролируемые движения, чем с парой ножниц стандартного размера. Здесь вы можете найти весь наш ассортимент ножниц, и если вам когда-нибудь понадобится совет, не стесняйтесь обращаться к нам.
На этой неделе все!
Удачи в шитье!
Люси
Для получения дополнительных советов и рекомендаций о том, как упростить шитье, вы можете следить за нашим блогом через Bloglovin и получать обновления по электронной почте каждый раз, когда добавляется новый пост.
Подпишитесь на нас в Facebook, Twitter, YouTube и Instagram, чтобы быть в курсе новостей, руководств, специальных предложений, распродаж и многого другого.
Деформация шва в бетонных полах: технология, нормы и правила
Распространенным вариантом полов зданий, сооружений и покрытий в производственных помещениях с интенсивными механическими воздействиями является бетонный пол.Материал, из которого созданы эти элементы конструкции, подвержен усадке и имеет низкую прочность к деформации, в результате чего образуются трещины. Во избежание повторного ремонта в монолитных конструкциях делают искусственные вырезы. Например, деформационный шов в бетонных перекрытиях, в стенах зданий, крышах, мостах.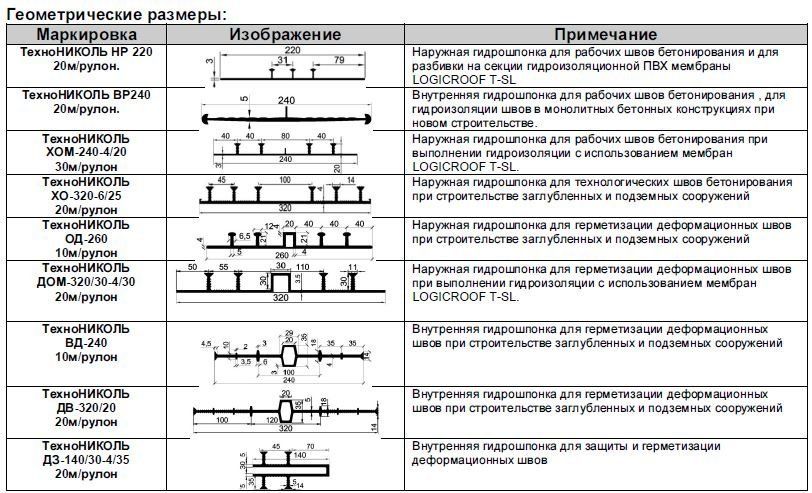
Для чего они нужны?
Бетонный пол кажется прочным и долговечным основанием. Однако под воздействием температурных колебаний, усадочных процессов, влажности воздуха, эксплуатационных нагрузок, осадок грунта его целостность теряется — он начинает трескаться.
Для придания некоторой степени упругости данной конструкции здания в бетонных перекрытиях создаются деформационные швы. СНиП2.03.13-88 и Справочник содержат сведения о требованиях к устройству и устройству полов, указывающие на необходимость устройства разрыва в стяжке, подстилающем слое или покрытии, обеспечивающем относительное смещение разрозненных участков.
Основные функции:
- Минимизация внезапных деформаций, путем разделения монолитной плиты на определенное количество карт.
- Возможность избежать дорогостоящего ремонта с заменой чернового и основного покрытия.
- Повышенная устойчивость к динамическим нагрузкам.
- Обеспечение долговечности конструктивного основания.

Основные виды: изоляционный шов
Деформационный шов в бетонных перекрытиях в зависимости от его назначения делится на три вида: изоляционный, конструкционный и усадочный.
Утепление секций выполняется в местах примыкания конструктивных элементов помещения.То есть являются промежуточным швом между стенами, фундаментами под оборудование, колоннами и полом. Это позволяет избежать трещин при усадке бетона в местах соприкосновения горизонтальных и вертикальных элементов помещения. Если пренебречь их расположением, то стяжка при высыхании и уменьшении объема при жестком сцеплении со стеной, например, с большой вероятностью даст трещину.
Вдоль стен, колонн и в местах примыкания бетонного пола к другим видам оснований выполняют изоляционный шов.А у колонн шов срезается не параллельно граням столбообразного элемента, а таким образом, чтобы прямой срез происходил на углу колонны.
Шов считается заполненным изоляционными материалами, способными допускать горизонтальное и вертикальное перемещение стяжки относительно фундамента, колонн и стен. Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Толщина шва зависит от линейного расширения стяжки и составляет около 13 мм.
Основные виды: термоусадочный шов
Если изоляционные швы предотвращают деформацию монолитного бетонного пола в местах его контакта со стенами, необходимы термоусадочные вырезы для предотвращения хаотического растрескивания бетона по всей поверхности.То есть для предотвращения повреждений, вызванных усадкой материала. По мере высыхания бетона сверху вниз внутри него возникают напряжения, создаваемые затвердеванием верхнего слоя.
Устройство деформационных швов в бетонных перекрытиях Этот вид происходит по осям колонн, где вырезы стыкуются с углами швов по периметру. Карты, то есть части монолитного перекрытия, ограниченные со всех сторон термоусадочными швами, должны быть квадратными, а Г-образных и вытянутых прямоугольных форм следует избегать.Работы выполняются как при укладке бетона с помощью формообразующих реек, так и путем разделки швов после высыхания стяжки.
Вероятность взлома прямо пропорциональна размеру карты. Чем меньше площадь пола, ограниченная термоусадочными швами, тем меньше вероятность образования трещин. Острые углы стяжки подвержены деформации, поэтому во избежание разрывов бетона в таких местах необходимо также нарезать швы термоусадочного типа.
Чем меньше площадь пола, ограниченная термоусадочными швами, тем меньше вероятность образования трещин. Острые углы стяжки подвержены деформации, поэтому во избежание разрывов бетона в таких местах необходимо также нарезать швы термоусадочного типа.
Основные виды: конструкционный шов
Такая защита монолитных перекрытий создается при возникновении технологических перерывов в работе.Исключение составляют помещения с небольшой площадью заливки и непрерывной подачей бетона. Деформационный шов в бетонных полах конструктивного типа вырезают по стыкам стяжки, выполненным в разное время. Форма конца такого соединения создается по типу «шип-паз». Особенности конструктивной защиты:
- Шов устраивают на расстоянии 1,5 м параллельно другим видам деформационных разграничений.
- Создается только при условии укладки бетона в разное время суток.
- Форма торцов должна быть типа «шип-паз».
- При толщине стяжки до 20 см на деревянных боковых выступах делается конус 30 градусов.
 Допускается использование металлических конусов.
Допускается использование металлических конусов. - Конусные швы защищают монолитный пол от незначительных горизонтальных движений.
Деформационные швы в бетонных полах производственных зданий
Повышенные требования по износостойкости, предъявляемые к перекрытиям, уложенным на заводах, складах и других промышленных объектах.Это связано с появлением влияния разной интенсивности механического воздействия (движение транспорта, пешеходов, удары при падении твердых предметов) и возможным попаданием жидкости на пол.
Как правило, конструктивной особенностью пола является стяжка и покрытие. А вот под стяжкой находится подстилающий слой, который в жестком варианте выполнен из бетона. В нем шов срезают во взаимно перпендикулярных направлениях через 6-12 м, глубиной 40 мм, не менее чем на 1/3 толщины подстилающего слоя (СНиП 2.03.13-88). Обязательным условием является совпадение деформационного шва пола с аналогичными защитными разрывами в здании.
Отличительной особенностью конструкции полов в промышленных зданиях является создание верхнего слоя из бетона. В зависимости от интенсивности механического воздействия проектируют покрытия различной толщины. При толщине 50 мм и более деформационный шов в бетонных перекрытиях (СНиП «Полы» п. 8.2.7.7) создают в поперечном и продольном направлении с повторением элементов 3-6 м.менее 40 мм или одной трети толщины покрытия.
В зависимости от интенсивности механического воздействия проектируют покрытия различной толщины. При толщине 50 мм и более деформационный шов в бетонных перекрытиях (СНиП «Полы» п. 8.2.7.7) создают в поперечном и продольном направлении с повторением элементов 3-6 м.менее 40 мм или одной трети толщины покрытия.
Требования к созданию защиты от деформации полов
Бетон необходимо прорезать на станке за два дня твердения. Глубина резания по нормам составляет 1/3 толщины бетона. В нижележащем слое допускается в местах предполагаемых разрывов перед заливкой бетона накладывать рейки, обработанные антиадгезионными составами, которые после затвердевания материала удаляются и в результате получаются защитные швы.
Нижние части колонн и стен на высоту будущей толщины покрытия оклеить рулонными гидроизоляционными материалами или листовым вспененным полиэтиленом. В тех местах, где проектом предусмотрены деформационные швы в бетонных полах. Технология резки начинается с разметки мелом и линии искусственных слез.
Контрольный шов служит индикатором своевременности резки: если зерна заполнителя не выпадают из бетона, а срезаются лезвием резца, то время создания деформационных швов правильное.
Обработка шва
Нормальное функционирование шва достигается его герметизацией. Заделка деформационных швов в бетонных полах производится с использованием следующих материалов:
- Шпонка гидравлическая представляет собой профилированную ленту из резины, полиэтилена или ПВХ, укладываемую при заливке бетонной стяжки;
- Уплотнительный шнур из вспененного полиэстера укладывается в паз и при перепадах температуры сохраняет эластичность, обеспечивая безопасное движение бетонного покрытия;
- Акриловая, полиуретановая, латексная мастика;
- Деформационный профиль, состоящий из резиновых и металлических направляющих.Бывает вложенным или накладным.
Перед герметизацией рабочая поверхность зазоров должна быть очищена и продута сжатым воздухом (компрессором).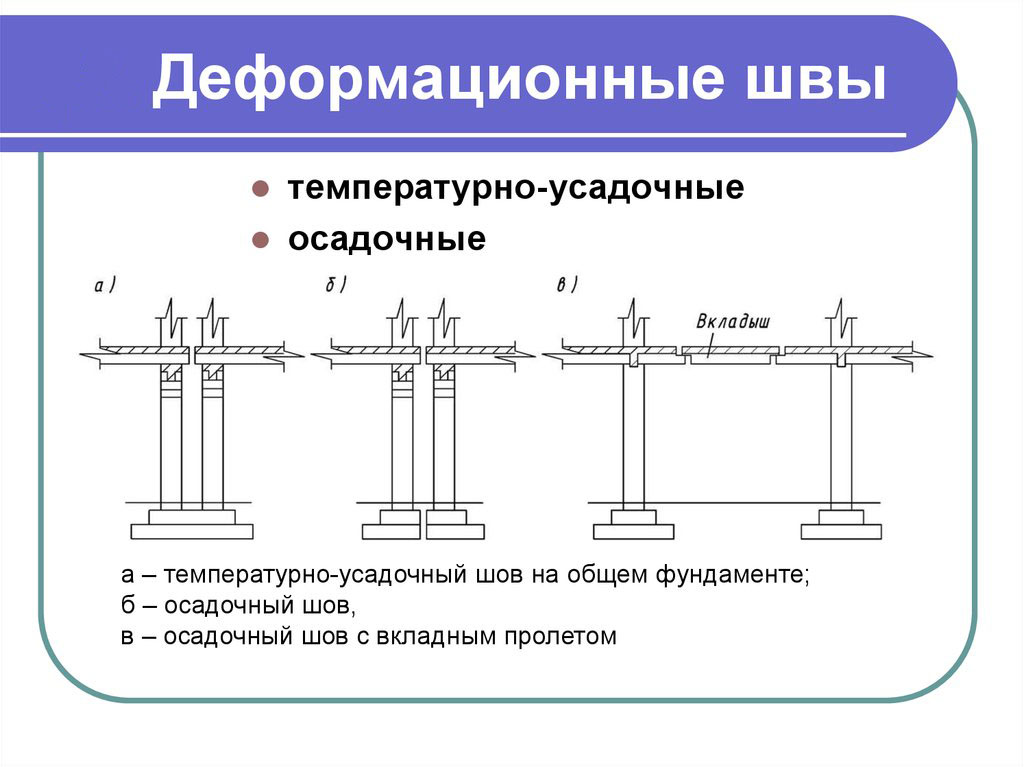 Также для увеличения срока службы бетонных полов желательно укрепить верхний слой топпингом или полиуретановым материалом.
Также для увеличения срока службы бетонных полов желательно укрепить верхний слой топпингом или полиуретановым материалом.
Условия создания
Деформационный шов в бетонных (монолитных) перекрытиях становится обязательным при соблюдении следующих условий:
- Стяжка общей площадью свыше 40 м2.
- Сложная конфигурация пола.
- Эксплуатация полов при повышенных температурах.
- Длина ребра (достаточно одного) конструкции пола более 8 м.
Деформационные швы в бетонных полах: нормы
В заключение требования к устройству защитных зазоров в бетонных полах согласно нормам.
Подстилающий слой должен иметь деформационные вырезы перпендикулярно друг другу с шагом от 6 до 12 метров.Шов имеет глубину 4 см и составляет треть толщины бетонного покрытия или подстилающего слоя.
При толщине бетонного покрытия 50 мм и более Деформационный шов создают в поперечном и продольном направлении с повторением через каждые 3-6 м. Эти разрезы должны совпадать с швами плит перекрытия, осями колонн, деформационными зазорами в подстилающем слое. Ширина реза 3-5 мм.
Эти разрезы должны совпадать с швами плит перекрытия, осями колонн, деформационными зазорами в подстилающем слое. Ширина реза 3-5 мм.
Пропил проводится через двое суток после укладки бетона.Герметизация защитных вырезов выполняется специальными шнурами и герметиками.
р>>(PDF) Рекомендации по ремонту фасадов здания завода «Опытный спортивный инвентарь в Москве»
11
MATEC Web of Conferences 193, 03008 (2018) https://doi.org/10.1051/matecconf/201819303008
ESCI 2018
Рис. 9. Устройство деформационного шва с использованием герметика (1) и герметизирующей мастики (2).
Рис. 10. Деформационный шов на кирпичной кладке облицовочного слоя.
5 Обсуждение
Основная проблема. С чем столкнулась администрация, так это с тем, что кладка облицовочного
слоя здания начала отслаиваться от основной кладки и прогибаться. На поверхности футеровки стали появляться вертикальные
и горизонтальные магистральные трещины. Это стало заметно
Это стало заметно
невооруженным глазом и грозило обрушением. Возникла опасность для рабочих, работающих на
заводе вдоль стен здания. Причина этого явления была
непонятна, в результате чего были проведены исследовательские работы.Комплексное обследование
показало, что кладка основных стен здания из полнотелого керамического
кирпича толщиной 51 см сначала была возведена без облицовки, а кладка
выполнена только через два года. Для закрепления и соединения облицовочного слоя с основной кладкой наружных стен в процессе производства в него была заложена кладочная сетка
, выходы которой должны были быть включены в кладку облицовочного слоя
. В результате осмотра открытых оконных
откосов установлено, что выступающая из основной кладки сетка
не заходит в швы облицовки
, а загибается в зазор.Следовательно, облицовочный слой кладки
, лишенный связи с основной стеной, работает самостоятельно как самонесущая стена
толщиной 85 мм. и высотой 6000 мм
и высотой 6000 мм
Ввиду того, что кладка основных стен выполнена с вертикальными
отклонениями, зазор между облицовочным слоем и основной кладкой переменный от 1,5 до 5
см, щель не заполнялась специально раствором, а имеются отдельные случайные
включения.
Для поддержки облицовочного слоя снизу стены предусмотрена цокольная стена из полнотелого керамического кирпича
, шириной 25 см и высотой 60-95 см. Эта стена не могла быть размещена
на ребре фундаментных блоков шириной 60 см и шириной капитальной стены
51…52 см. Поэтому для опирания стены цоколя по земле забетонировали горизонтально расположенную монолитную железобетонную балку
сечением 30х30 см. Характер арматуры
этой балки не установлен.
Из причин, вызвавших образование трещин в облицовке, различают две:
=Горизонтальные трещины:
1. Напряженное состояние облицовочного слоя при воздействии на него вертикальной нагрузки от собственного веса
при наличии эксцентриситета из-за отклонения облицовки
от вертикали при недостаточном количестве гибких связей между облицовкой и основной
стеной;
2. Вертикальная отсадка стены цоколя, на которую опирается обделка, под прогибы
Вертикальная отсадка стены цоколя, на которую опирается обделка, под прогибы
железобетонной контурной балки, возводимой по рыхлому грунту;
= Вертикальные трещины:
3.Напряженное состояние облицовочного слоя при работе на сжатие от собственного веса
, как признак перенапряжения массы 4. Неравномерная осадка стены подвала с опорным контуром
железобетонная балка;
5. Усилия горизонтального направления, вызванные температурной деформацией облицовочного
слоя, изолированного от основной кладки воздушным зазором и имеющего недостаточное количество
гибких связей с основной стеной.
Для оценки напряженного состояния облицовочной кладки, работающей на внецентренное сжатие, определяли
фактическое значение эксцентриситета вертикальной силы от собственного веса кладки
.Величину эксцентриситета рассчитывают по результатам
измерений отклонения облицовки от вертикального положения путем сканирования вокруг
периметра всего здания с шагом в два метра.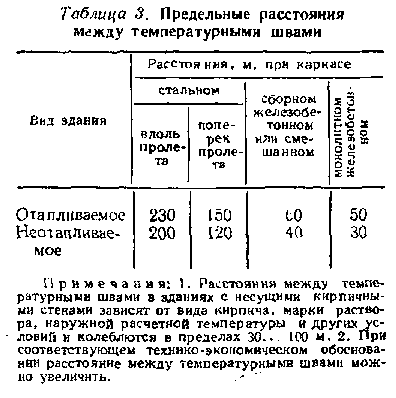
Общий анализ результатов обследования позволил рассчитать и
определить мероприятия по стабилизации обстановки и предотвращению обрушения объекта.
6 Выводы
1. Между поверхностью основной стены и облицовочным кирпичным слоем имеется зазор 1.5…
5,0 см и отклонение облицовочного слоя от вертикальной поверхности до 3,5 см.
2. Вскрытием оконных откосов установлено, что сетка, выступая из основной
кладки, не заходит в швы облицовки, а загибается в зазор. Поэтому облицовочный слой
каменной кладки, лишенный связи с основной стеной,
работает самостоятельно как самонесущая стена.
3. Облицовочный слой рекомендуется крепить к кладке основной стены стальными стяжками
.Отверстия для креплений φ 20 мм. Бурение электрифицированным инструментом. Звенья расположены в шахматном порядке
Примеры моделирования течения в зависимости от деформации при совместном использовании с MF-OWHM
12 ноября 2015 г.
12 ноября 2015 г.
Р. Т. Хэнсон, Дж. Траум, С. Э. Бойс, У. Шмид и Дж. Д. Хьюз Р. Т. Хэнсон и соавт.Р. Т. Хэнсон, Дж. Траум, С. Э. Бойс, У. Шмид и Дж. Д. Хьюз- Геологическая служба США, 4165 Spruance Rd. Suite 200, Сан-Диего, Калифорния 92101, США
- Геологическая служба США, 4165 Spruance Rd. Suite 200, Сан-Диего, Калифорния 92101, США
Для переписки : Р. Т. Хэнсон ([email protected])
Скрыть информацию об авторе Зависимость потоков поверхностных и подземных вод и гидравлических свойств водоносного горизонта от деформации, вызванной изменениями напора водоносного горизонта, не учитывается в стандартной версии MODFLOW.Новая интегрированная гидрологическая модель Геологической службы США, MODFLOW-OWHM, включает эту зависимость, связывая оседание и деформацию сетки с изменениями коэффициента пропускания и водохранилища водоносного горизонта, а также с потоками, которые также зависят от характеристик водоносного горизонта и геометрии поверхности земли. Этот новый подход, зависящий от деформации, используется для дальнейшего развития интегрированной гидрологической модели Центральной долины (CVHM) в Калифорнии. Предварительные результаты этого применения и гипотетических испытаний подобных систем показывают, что изменения в расходах каналов, просачивании ручьев и эвапотранспирации из подземных вод (ET gw ) чувствительны к деформации.Было показано, что деформационная обратная связь также оказывает косвенное влияние на совокупные компоненты использования поверхностных и подземных вод с увеличением просачивания ручьев и речных стоков, влияющих на подачу поверхностных вод и возвратные потоки. В модели Центральной долины оседание земли может значительно ухудшить способность основных каналов доставлять поверхностные воды из дельты в бассейны Сан-Хоакин и Туларе. Проседание также может повлиять на спрос на орошение и ET gw , что, наряду с изменением запасов поверхностных вод, вызывает реакцию обратной связи, приводящую к изменению оценок откачки подземных вод для орошения.
Этот новый подход, зависящий от деформации, используется для дальнейшего развития интегрированной гидрологической модели Центральной долины (CVHM) в Калифорнии. Предварительные результаты этого применения и гипотетических испытаний подобных систем показывают, что изменения в расходах каналов, просачивании ручьев и эвапотранспирации из подземных вод (ET gw ) чувствительны к деформации.Было показано, что деформационная обратная связь также оказывает косвенное влияние на совокупные компоненты использования поверхностных и подземных вод с увеличением просачивания ручьев и речных стоков, влияющих на подачу поверхностных вод и возвратные потоки. В модели Центральной долины оседание земли может значительно ухудшить способность основных каналов доставлять поверхностные воды из дельты в бассейны Сан-Хоакин и Туларе. Проседание также может повлиять на спрос на орошение и ET gw , что, наряду с изменением запасов поверхностных вод, вызывает реакцию обратной связи, приводящую к изменению оценок откачки подземных вод для орошения. Эта функция моделирования также может улучшить оценку воздействия оседания/подъема земли, вызванного осушением (после ирригационной откачки или добычи газа из угольных пластов) на поверхностные рецепторы, межбассейновые переносы и целостность наземной инфраструктуры.
Эта функция моделирования также может улучшить оценку воздействия оседания/подъема земли, вызванного осушением (после ирригационной откачки или добычи газа из угольных пластов) на поверхностные рецепторы, межбассейновые переносы и целостность наземной инфраструктуры.
Сварочная терминология Определения и сокращения
А – С
А
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в баллонах с ацетиленом для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве горючего газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКОЕ СОЕДИНЕНИЕ:
См. СОЕДИНЕНИЕ УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ.
ВОЗДУХ-АЦЕТИЛЕН:
Низкотемпературный факел, образующийся при сжигании ацетилена с воздухом вместо кислорода.
ВОЗДУШНО-ДУГОВАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, по крайней мере один из которых является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, который меняет свое направление на противоположное через регулярно повторяющиеся промежутки времени.
АМПЕРМЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, приводимого в действие движением катушки в магнитном поле или продольным растяжением провода, по которому течет ток.
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия и цели обработки.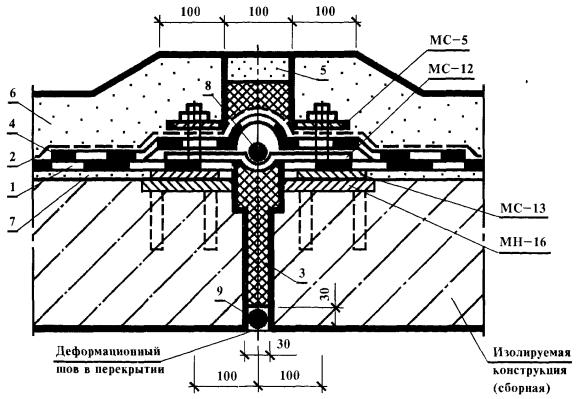 Наиболее важными целями отжига стали являются: снятие напряжений; вызвать мягкость; изменять пластичность, ударную вязкость, электрические, магнитные или другие физические и механические свойства; изменить кристаллическую структуру; для удаления газов; и производить определенную микроструктуру.
Наиболее важными целями отжига стали являются: снятие напряжений; вызвать мягкость; изменять пластичность, ударную вязкость, электрические, магнитные или другие физические и механические свойства; изменить кристаллическую структуру; для удаления газов; и производить определенную микроструктуру.
УДАР ДУГИ:
Отклонение электрической дуги от ее нормального пути из-за магнитных сил.
ДУГОВАЯ ПАЙКА:
Процесс пайки, при котором тепло получают от электрической дуги, образующейся между основным металлом и электродом или между двумя электродами.
РЕЗКА ДУГОВОЙ РЕЗКОЙ:
Группа процессов резки, при которых резка металлов осуществляется путем плавления теплом дуги между электродом и основным металлом. См. ДУГОВАЯ РЕЗКА УГЛЕРОДОМ, ДУГОВАЯ РЕЗКА МЕТАЛЛА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между кончиком электрода и сварочной ванной.
ДУГОВО-КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов в результате химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение сварочной дуги.
ДУГОВАЯ СВАРКА:
Группа процессов сварки, при которых плавление достигается путем нагревания электрической дугой или дугами с использованием или без использования присадочного металла.
ПОСЛЕ СВАРКИ:
Состояние металла шва, сварных соединений и сварных конструкций после сварки и до любой последующей термической, механической или химической обработки.
АТОМНО-ВОДОРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором сплавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Давление и/или присадочный металл могут использоваться или не использоваться.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой с гранецентрированной кубической решеткой.Он производится путем нагрева стали выше верхней критической температуры и обладает высокой твердой растворимостью углерода и легирующих элементов.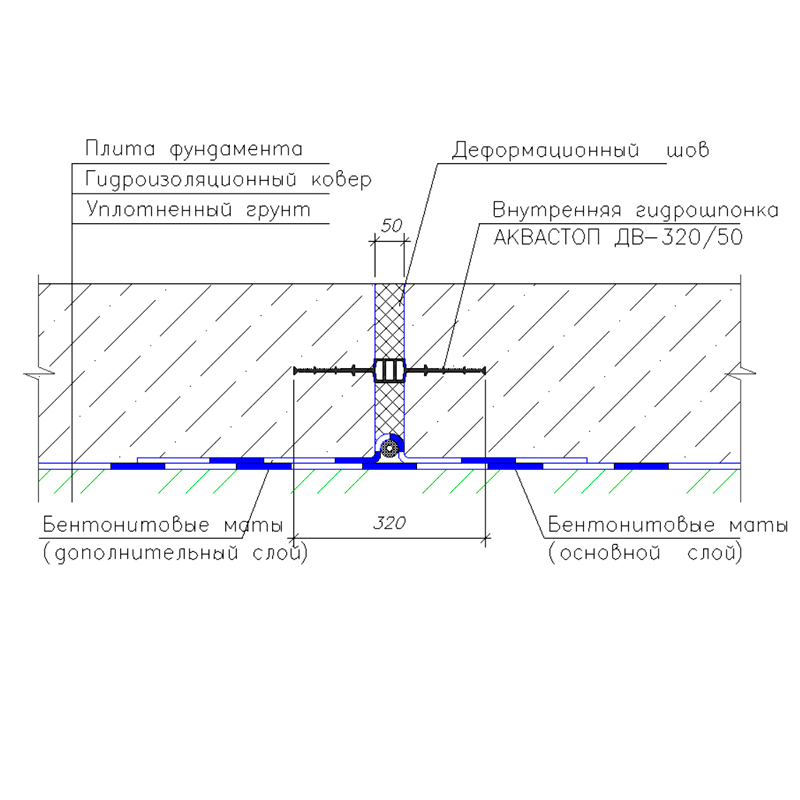
ОСЬ СВАРКИ:
Линия, проходящая по всей длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Мгновенное обратное пламя в острие, сопровождаемое щелчком или хлопком, а затем немедленным повторным появлением или выгоранием пламени.
ОБРАТНЫЙ ПРОХОД:
Проход для наплавки заднего сварного шва.
BACK UP:
При сварке оплавлением и сварке с осадкой локатор, используемый для передачи всего или части усилия осадки на заготовку.
ОБРАТНАЯ СВАРКА:
Сварка, наплавленная на тыльной стороне сварного шва с одинарной разделкой.
ОБРАТНАЯ СВАРКА:
Метод сварки, при котором пламя направлено на сварной шов.
ПОДКЛАДОЧНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в корне сварного шва и/или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
ПРОКЛАДОЧНАЯ СВАРКА:
Наплавленный валик, накладываемый на основание соединения с одинарной канавкой для обеспечения полного проплавления корня.
BACKSTEP:
Последовательность, в которой приращения наплавленного валика наносятся в направлении, противоположном направлению продвижения.
ГОЛОВОЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме того, которое возникает при волочении проволоки.
ДУГОВАЯ СВАРКА ОБНАЖЕННЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором сплавление достигается путем нагрева незащищенной дугой между незащищенным или слегка покрытым электродом и изделием.Давление не используется, и присадочный металл получают из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей пропорции.
ШАРНЫЙ СВАР:
Тип сварного шва, состоящего из одного или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность.
ГОЛОВКА:
См. СВАРКА СТРУНЫ и СТЕКЛА.
УГОЛ СКАСКИ:
Угол, образованный между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
КУЗНЕЧНАЯ СВАРКА:
См. КУЗНЕЧНАЯ СВАРКА.
БЛОЧНАЯ ПАЙКА:
Процесс пайки, при котором соединение производится за счет тепла, получаемого от нагретых блоков, прикладываемых к соединяемым частям, и с помощью цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА:
Создание последовательности непрерывных многопроходных сварных швов, в которой отдельные участки сварного шва полностью или частично наращиваются перед наплавкой промежуточных участков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
СВЯЗЬ:
Соединение наплавляемого и основного металла.
Бокс:
Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва.
ПАЯЯ:
Группа процессов сварки, при которых паз, угловой шов, соединение внахлестку или фланцевое соединение соединяются с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов.Присадочный металл распределяется в соединении за счет капиллярного притяжения.
СВАРКА ПАЙКА:
Метод сварки с использованием присадочного металла, который переходит в жидкое состояние при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки твердым припоем, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ:
Дефект сварки, вызванный плохим проплавлением. Пустота в корне шва перекрывается металлом шва.
ИЗГИБ:
Деформация, вызванная высокой температурой в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАЛОЖЕНИЯ:
Порядок, в котором наплавляются валики многопроходного сварного шва по отношению к поперечному сечению соединения. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ.
СТЫКОВОЕ СОЕДИНЕНИЕ:
Соединение двух деталей таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхностей обеих соединяемых деталей.
СТЫКОВАЯ СВАРКА:
Сварка встык.
МАСЛЯНАЯ СВАРКА:
Сварка, состоящая из одного или нескольких нитей или плетеных валиков, уложенных на сплошную поверхность для получения желаемых свойств или размеров.
С
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основным металлом вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями свариваемого соединения.
ОСАДКИ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, которая содержит углерод в пересыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки приводит к осаждению избыточного углерода в растворе. Этот эффект также называют распадом сварного шва.
УГЛЕРОДНАЯ ДУГОВАЯ РЕЗКА:
Процесс резки металлов теплом дуги между угольным электродом и изделием.
УГЛЕРОДНАЯ ДУГОВАЯ СВАРКА:
Процесс сварки, при котором сплавление производится дугой между угольным электродом и изделием. Давление и/или присадочный металл и/или экранирование могут использоваться или не использоваться.
НАГЛУБИТЕЛЬНОЕ ПЛАМЯ:
Кислородно-ацетиленовое пламя, в котором присутствует избыток ацетилена.Также называется избыточным ацетиленом или восстановительным пламенем.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие бусины останавливаются перед предыдущим бисером, создавая эффект каскада.
ЗАКАЛИВАНИЕ:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа путем внутренней диффузии из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, карбонитрирование и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ УГЛОВЫЕ СВАРНЫЕ СВАРКИ:
Два ряда прерывистых угловых швов в Т-образном или нахлестном соединении, в которых швы в одной линии расположены примерно напротив сварных швов в другой линии.
СНЯТИЕ ФАСОК:
Подготовка контура сварки, отличного от сварного шва с квадратной разделкой, на кромке соединительного элемента.
СВЯЗАНИЕ:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс погружением, распылением, покраской или другими подобными способами. При горении покрытие выделяет газ, который окружает дугу.
СВАРКА С КОММУТИРУЕМЫМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или рельефных сварных швов, при котором несколько электродов, находящихся в одновременном контакте с изделием, постепенно функционируют под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Присадочный электрод, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором для соединения основных металлических частей используется как термический, так и механический процесс.
ВОГНУТОСТЬ:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей выступы сварного шва.
СОВМЕСТНЫЙ НАГРЕВ:
Дополнительное тепло, применяемое к конструкции в процессе сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДИМАЯ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавляется в корень шва и становится частью сварного шва.
ВЫПУКЛОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей выступы шва.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме буквы L.
ЗАЩИТНОЕ СТЕКЛО:
Прозрачное стекло, используемое в защитных очках, ручных щитках и шлемах для защиты стекла фильтра от брызг материала.
ПОКРЫТЫЙ ЭЛЕКТРОД:
Металлический электрод с покрытием, которое стабилизирует дугу и улучшает свойства сварочного металла. Материалом может быть внешняя обертка из бумаги, асбеста и других материалов или флюсовое покрытие.
ТРЕЩИНА:
Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Впадина на конце дуговой сварки.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально предназначенный для резки.
РЕЗАК:
Устройство, используемое при газовой резке для контроля газов, используемых для предварительного нагрева, и кислорода, используемого для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
Д – Ф
Д
ДЕФЕКТ:
Неоднородность или неоднородности, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или спецификациям. Этот термин обозначает отказоустойчивость. О распространенных дефектах сварки читайте здесь.
НАПЛАВЛЕННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЫТКИ:
Отношение массы наплавленного металла к массе нетто израсходованных электродов, исключая заглушки.
ГЛУБИНА ПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой прекращается плавление при сварке.
СМЕРТЬ:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
б. Кузнечная сварка. Устройство, используемое при кузнечной сварке в первую очередь для формирования заготовки в горячем состоянии и приложения необходимого давления.
СВАРКА В МАШИНЕ:
Процесс кузнечной сварки, при котором сплавление производится путем нагревания в печи и приложения давления с помощью штампов.
ПАЯЯ ПОГРУЖЕНИЕМ:
Процесс пайки, при котором соединение производится путем нагревания в ванне с расплавленным химикатом или металлом и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения. Когда используется металлическая ванна, ванна обеспечивает присадочный металл.
ЭЛЕКТРОД ПОСТОЯННОГО ТОКА ОТРИЦАТЕЛЬНЫЙ (DCEN):
Расположение проводов для дуговой сварки постоянного тока, в котором рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ЭЛЕКТРОД ПОСТОЯННОГО ТОКА ПОЛОЖИТЕЛЬНЫЙ (DCEP):
Расположение проводов дуговой сварки постоянного тока, в котором рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
РАЗРЫВ:
Нарушение типичной структуры сварного соединения, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного соединения. Разрыв не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода потока режущего кислорода.
ПЛАСТИЧНОСТЬ:
Свойство металла, позволяющее ему постоянно деформироваться при растяжении до окончательного разрыва. Пластичность обычно оценивают испытанием на растяжение, при котором измеряют и рассчитывают степень удлинения и уменьшение площади сломанного образца по сравнению с исходным испытательным образцом.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать на номинальной мощности без перегрузки.
Е
КРОМОЧНОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРОМОК:
Контур, подготовленный на кромке соединительного элемента под сварку
ЭФФЕКТИВНАЯ ДЛИНА СВАРКИ:
Длина сварного шва, на протяжении которого выходит правильно пропорциональное поперечное сечение.
ЭЛЕКТРИЧЕСКАЯ ДУГА:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- дуговая сварка под флюсом
- приварка шпилек
- плазменно-дуговая сварка
- электрогазовая сварка
- атомно-водородная сварка
- дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-Арк. Присадочный металл в виде проволоки или стержня, голого или покрытого, через который проходит ток между электрододержателем и дугой.
б. Углерод-дуга. Углеродный или графитовый стержень, по которому проходит ток между электрододержателем и дугой.
c.Атомный водород. Один из двух вольфрамовых стержней, между точками которых поддерживается дуга.
д. Электролитическая генерация кислорода-водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
эл. Сварка сопротивлением. Часть или части аппарата контактной сварки, через которые сварочный ток и давление подаются непосредственно на изделие.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и рельефной сварке сила (в фунтах) между электродами во время фактического цикла сварки.
б. Теоретическая. При точечной, шовной и выступающей сварке сила, пренебрегаемая трением и инерцией, доступная на электродах машины контактной сварки в силу начального приложения силы и теоретического механического преимущества системы.
в. Статический. При точечной, шовной и рельефной сварке сила между электродами в условиях сварки, но без протекания тока и без движения сварочного аппарата.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удержания электрода и подачи на него тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия во время точечной, шовной или рельефной сварки.
ВЫПЕЧКА:
Возвышение или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Ф
УСИЛЕНИЕ ПОВЕРХНОСТИ:
Усиление сварного шва со стороны соединения, от которого была произведена сварка.
ПОВЕРХНОСТЬ СВАРКИ:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
ПОВЕРХНОСТЬ ОБЛИЦОВКИ:
Та поверхность элемента, которая находится в контакте с другим элементом, к которому он присоединен.
ФЕРРИТ:
Практически чистая форма железа, существующая при температуре ниже нижней критической и характеризующаяся объемно-центрированной кубической кристаллической решеткой. Он магнитен и имеет очень небольшую растворимость углерода в твердом состоянии.
ПРИПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при выполнении сварного шва.
УГЛОВОЙ СВАР:
Сварной шов приблизительно треугольного поперечного сечения, используемый в соединении внахлестку, соединяющий две поверхности примерно под прямым углом друг к другу.
СТЕКЛО ФИЛЬТРА:
Цветное стекло, используемое в очках, шлемах и щитках для защиты от вредных световых лучей.
ГАЗОВАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
СТАЛЬКА ПЛАМЕНЕМ:
См. СТАРКА КИСЛОРОДОМ.
ЗАКАЛКА ПЛАМЕНЕМ:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
РАЗМЯГЧЕНИЕ ПЛАМЕНЕМ:
Метод размягчения стали путем нагревания газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид, выброшенные из соединения, выполненного контактной сваркой.
СВАРКА ОПАСНОСТЬЮ:
Процесс контактной сварки, при котором сплавление производится одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления протеканию тока между двумя поверхностями, и за счет приложения давления после нагревания практически завершено.Оплавление сопровождается выбросом металла из стыка.
ВОСПОМИНАНИЯ:
Горение газов внутри факела или за факелом в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, при котором сварка выполняется с верхней стороны соединения, а поверхность сварного шва приблизительно горизонтальна.
ПЯЯЯ ПЛЕНКА:
Процесс, при котором соединение производится путем нагревания расплавленного цветного присадочного металла, заливаемого на соединение, до достижения температуры пайки.Присадочный металл распределяется в соединении за счет капиллярного притяжения. См. ПАЙКА.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
СВАРКА ПОТОКА:
Процесс, при котором сплавление производится путем нагревания расплавленным присадочным металлом, заливаемым на свариваемые поверхности до тех пор, пока не будет достигнута температура сварки и не будет добавлено необходимое количество присадочного металла. Присадочный металл не распределяется в соединении за счет капиллярного притяжения.
ФЛЮС:
Чистящее средство, используемое для растворения оксидов, высвобождения захваченных газов и шлака, а также для очистки металлов перед сваркой, пайкой и пайкой.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором раструб направляется на основной металл перед завершенным сварным швом.
КУЗНЕЧНАЯ СВАРКА:
Группа сварочных процессов, при которых плавление производится путем нагревания в горне или печи и применения давления или ударов.
ИСПЫТАНИЕ НА СВОБОДНЫЙ ИЗГИБ:
Метод испытания образцов сварного шва без использования шаблона.
ПОЛНЫЙ УГЛОВОЙ СВАР:
Угловой сварной шов, размер которого равен толщине соединяемого более тонкого элемента.
ПАЙКА В ПЕЧИ:
Процесс, в котором соединение производится за счет тепла печи и цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
FUSION:
Тщательное и полное смешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
Г – Я
Г
ГАЗОВАЯ УГЛЕРОДНАЯ ДУГОВАЯ СВАРКА:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Давление и/или присадочный металл могут использоваться или не использоваться.
ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА (GMAW):
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается инертным газом, таким как гелий или аргон. Давление и/или присадочный металл могут использоваться или не использоваться.
ГАЗОВЫЙ КАРМАН:
Полость сварного шва, образовавшаяся в результате улавливания газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ ВОЛЬФРАМОВАЯ СВАРКА (TIG) СВАРКА (GTAW):
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между вольфрамовым электродом и изделием, при этом вокруг зоны сварки образуется инертный газ для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло сварки получают от газового пламени.
КРУГОВЫЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Дуговая сварка металлическим электродом в среде защитного газа (известная также как MIG, дуговая сварка с флюсовой проволокой, дуговая сварка струйным распылением и сварка с коротким замыканием) используется в настоящее время для 70% сварочных работ. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В процессе используется непрерывно подаваемая электродная проволока и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающее глаза от вредного излучения при сварке и резке.
ПАЗ:
Отверстие между двумя элементами, которые должны быть соединены сварным швом с разделкой кромок.
УГОЛ ПАСОВКИ:
Общий угол разделки кромок между деталями, которые должны быть соединены сваркой разделкой кромок.
ПОВЕРХНОСТЬ КАНАВКИ:
Поверхность элемента, включенная в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
ПАЗОВАЯ СВАРКА:
Сварка, выполненная путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ЗАЗЕМЛЕНИЕ:
Соединение рабочего провода с рабочим.
GTAW:
Сварка электрической дугой и неплавящимся вольфрамовым электродом в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью приспособления.
Н
МОЛОТАЯ СВАРКА:
Процесс кузнечной сварки.
ЗАЩИТА ДЛЯ РУК:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующей стеклянной линзой и предназначен для удержания в руке.
HARD FACING:
Особая форма покрытия, при которой покрытие или плакирование наносится на поверхность с основной целью уменьшения износа или потери материала в результате истирания, ударов, эрозии, истирания и кавитации.
HARD SURFACING:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛИВАНИЕ:
а. Нагрев и закалка некоторых сплавов на основе железа при температуре выше критического температурного диапазона с целью получения твердости выше той, которая получается, когда сплав не подвергается закалке. Этот термин обычно ограничивается образованием мартенсита.
б. Любой процесс повышения твердости металла путем соответствующей обработки, обычно включающий нагрев и охлаждение.
ЗОНА ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ:
Та часть основного металла, структура или свойства которой были изменены под воздействием тепла при сварке или резке.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕРМООБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Нагрев и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНАЯ ЗАСЛОНКА:
Отверстие в термитной форме, через которое предварительно нагреваются свариваемые детали.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого сохраняется давление на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНЫЙ СВАР:
Процесс сварки швом или встык, линейное направление которого горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали располагаются вертикально или приблизительно вертикально.
РУП:
Держатель электрода аппарата контактной точечной сварки.
РАССТОЯНИЕ РОГА:
В машине для контактной сварки свободный рабочий зазор между рожками или пластинами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
ГОРЯЧАЯ КОРОТКАЯ:
Состояние, которое возникает, когда металл нагревается до такой точки перед плавлением, при которой вся прочность теряется, но форма сохраняется.
ВОДОРОДНАЯ ПАЙКА:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧНОСТЬ:
Легко впитывает и удерживает влагу.
я
УДАРНОЕ ИСПЫТАНИЕ:
Испытание, при котором по образцу внезапно наносят один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛОМ С ПРОПИТАННОЙ ЛЕНТОЙ
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой металлического электрода и изделия. Экранирование получается за счет разложения пропитанной ленты, намотанной на электрод при его подаче на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПАЯЯ:
Процесс, при котором соединение производится за счет тепла, полученного от сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже что из основных металлов.Присадочный металл распределяется в соединении за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, при котором плавление производится за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно не соединяется химически с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
При многопроходной сварке самая низкая температура наплавленного металла перед началом следующего прохода.
Дж – М
Дж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина сварного шва с разделкой кромок от его лицевой стороны в соединение, за исключением усиления.
К
KERF:
Пространство, из которого металл был удален в процессе резки.
Л
НАХОДНОЕ СОЕДИНЕНИЕ:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла сварного шва, состоящий из одного или нескольких сварных швов.
ЭТАЖ УГЛОВОГО СВАРНОГО ШВА:
Расстояние от корня стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав полностью жидкие.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНЯТИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжений в определенной части конструкции.
М
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит представляет собой микрокомпонент или структуру в закаленной стали, характеризующуюся игольчатым или игольчатым рисунком на поверхности полировки. Обладает максимальной твердостью из всех структур, образующихся в результате продуктов распада аустенита.
ШВОВАЯ СВАРКА С МАСШТАБОМ:
Сварной шов, выполненный в соединении внахлестку, в котором толщина внахлестке уменьшена приблизительно до толщины одного из соединений внахлестку за счет приложения давления, в то время как металл находится в пластическом состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, расплавленного в единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с помощью тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛОМ:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги сплавляет электрод и изделие, образуя сварной шов.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или соединения металлов для ремонта изношенных деталей.
MIG:
Дуговая сварка металлическим газом. Также называется MIG для металл-инерт-газ. Пистолет удерживает электрод, такой же, как и присадочный стержень. Присадочный стержень подается с катушки, что устраняет необходимость остановки и запуска. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Часть сварочной или газовой горелки, в которой газы смешиваются для сжигания.
МНОГОИМПУЛЬСНАЯ СВАРКА:
Выполнение точечных, выступающих и высадочных швов более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из доли цикла или нескольких циклов.
МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ:
Когда несколько сварных швов применяются к одному проекту.
N – P
Н
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором объемы кислорода и ацетилена сбалансированы и оба газа полностью сгорают.
ИСПЫТАНИЕ НА РАЗРЫВ:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим нанесением по испытательному образцу резким ударом молотка для разрыва сварного шва от надреза до надреза.Визуальный осмотр покажет любые дефекты сварки.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. К цветным относятся алюминий, латунь, бронза, медь, свинец, никель и титан.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического температурного диапазона с последующим охлаждением до температуры ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона расплавленного металла контактной сварки.
О
OFW: Аббревиатура кислородно-топливной сварки.В группу Oxy входят три процесса, включая кислородно-ацетиленовую, кислородно-водородную сварку и сварку под давлением.
НАПРЯЖЕНИЕ РАЗОМКНУТОЙ ЦЕПИ:
Напряжение между клеммами сварочного источника, когда ток в сварочной цепи отсутствует.
ВЕРХНЕЕ ПОЛОЖЕНИЕ:
Положение, при котором сварка выполняется с нижней стороны соединения, а поверхность сварного шва приблизительно горизонтальна.
ПЕРЕКРЫТИЕ:
Выступ металла сварного шва за пределы соединения у носка сварного шва.
ОКИСЛИТЕЛЬНОЕ ПЛАМЯ:
Кислородно-ацетиленовое пламя, в котором присутствует избыток кислорода. Несгоревший избыток имеет тенденцию к окислению металла шва.
ОКСИОЦЕТИЛЕНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
ОКСИОЦЕТИЛЕНОВАЯ СВАРКА:
Процесс сварки, при котором необходимая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
ОКИСЛОДУГОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
ГАЗОВАЯ РЕЗКА OXY-CITY:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов посредством химического воздействия кислорода на элементы основного металла при повышенных температурах.
КИСЛОРОДНАЯ СТРОКА:
Применение кислородной резки, при котором формируется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
ВОДОРОДНО-КИСЛОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, полученного при сгорании водорода с кислородом.
КИСЛОРОДНО-ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании природного газа с кислородом.
ОКИСЛОРОПРОПАННАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
Р
ПРОХОД:
Металл шва, наплавленный в одном общем направлении вдоль оси сварного шва.
ПРОКЛАДКА:
Механическая обработка металлов ударами молота. Упрочнение имеет тенденцию растягивать поверхность холодного металла, тем самым уменьшая усадочные напряжения.
КОНТРОЛЬ ПРОНИКАЮЩЕЙ СРЕДЫ:
а. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие поверхностные отверстия за счет капиллярного действия. При воздействии черного света краситель флуоресцирует.
б. Краситель. Процесс, который включает использование трех неагрессивных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и выдерживается не менее 5 минут. После отстаивания пенетрант удаляют более бедным раствором и наносят проявитель.Пенетрант, оставшийся в неровностях поверхности, будет вытягиваться проявителем на поверхность, что приведет к ярко-красным индикациям.
УДАРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии происходит одновременно с приложением высокого давления или электрический разряд происходит немного раньше приложения давления.
ПЕРЛИТ:
Перлит представляет собой пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ЗАЖИМНАЯ СВАРКА:
Сварка выполняется в отверстии в одном элементе соединения внахлестку, соединяя этот элемент с той частью поверхности другого элемента, которая открыта через отверстие. Стенки отверстия могут быть или не быть параллельными, а отверстие может быть частично или полностью заполнено металлом шва.
СВАРКА ТОЧКОМ:
Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прикрепляется к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений в сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоское, горизонтальное, потолочное и вертикальное. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или разделочным.
ПОСЛЕДУЮЩИЙ НАГРЕВ:
Применение тепла к узлу после сварки, пайки твердым припоем, термического напыления или резки.
ПОСЛЕСВАРОЧНЫЙ ИНТЕРВАЛ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки.В течение этого интервала шов подвергается механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагрев основного металла перед сваркой или резкой.
СВАРКА С КОНТРОЛЕМ ДАВЛЕНИЯ:
Выполнение ряда точечных или рельефных сварных швов, при которых несколько электродов работают последовательно под контролем устройства последовательного изменения давления.
СВАРКА ПОД ДАВЛЕНИЕМ:
Любой процесс или метод сварки, при котором для завершения сварки используется давление.
ПРЕДСВАРОЧНЫЙ ИНТЕРВАЛ:
При точечной, рельефной и осадочной сварке время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные по определенной процедуре, могут соответствовать установленным стандартам.
ВЫПОЛНЯЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
СВАРКА ПРОДВИЖЕНИЕМ:
Выполнение точечной или выступающей сварки, при которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
СВАРКА ПРОДВИЖЕНИЕМ:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а заготовка или опорный стержень занимает место другого электрода.
В – С
Q
ЗАКАЛКА:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
Р
НАПРЯЖЕНИЕ РЕАКЦИИ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без связи с другими частями конструкции.
РЕДУКЦИОННОЕ ПЛАМЯ:
См. ПЛАМЯ НАГЛУБЛЕНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для снижения давления в цилиндре до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Металл сварного шва, нарастающий над поверхностью двух примыкающих друг к другу листов или пластин, превышающий требуемый размер сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и/или механической обработки.
УСТОЙЧИВАЯ ПАЯЯ:
Процесс пайки, при котором соединение производится за счет тепла, полученного от сопротивления потоку электрического тока в цепи, частью которой является заготовка, и с использованием цветного присадочного металла с температурой плавления выше 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Присадочный металл распределяется в соединении за счет капиллярного притяжения.
СТЫКОВАЯ СВАРКА СОПРОТИВЛЕНИЕМ:
Группа процессов контактной сварки, при которых сварка происходит одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЕМ (RSW):
Использует электрический ток, проходящий через металл. Для этого не требуется наполнительный стержень. Процесс легко автоматизируется и требует небольшого количества тепла.
СВАРКА СОПРОТИВЛЕНИЕМ:
Группа процессов сварки, в которых плавление производится за счет тепла, полученного от сопротивления потоку электрического тока в цепи, частью которой является заготовка, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение проводов для дуговой сварки постоянным током, в котором рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
В этом испытании машина измеряет твердость путем определения глубины проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратор может представлять собой стальной шар или алмазный сфероконус.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРКИ.
КОРНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в корне сварного шва.
ROOT EDGE:
Край свариваемой детали, примыкающий к основанию.
КОРНЕВАЯ ПОВЕРХНОСТЬ:
Часть подготовленной кромки элемента, подлежащая соединению сварным швом с разделкой кромок, который не имеет фаски или желобков.
КОРЕНЬ СОЕДИНЕНИЯ:
Часть свариваемого соединения, где элементы ближе всего подходят друг к другу. В поперечном сечении корнем сустава может быть точка, линия или площадь.
КОРЕНЬ СВАРКИ:
Точки, как показано на поперечном сечении, в которых нижняя часть сварного шва пересекает поверхности основного металла.
КОРНЕВОЕ ОТВЕРСТИЕ:
Разделение между элементами, которые должны быть соединены в корне соединения.
ПРОВЕРКА КОРНЯ:
Глубина шва с разделкой кромок доходит до корня шва, измеренная по центральной линии поперечного сечения корня.
С
ШАРФ:
Скошенная поверхность соединения.
СКАРФИНГ:
Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для удаления швов.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечек.
ШВОВАЯ СВАРКА:
Сварка продольного шва листового металла встык или внахлест.
ВЫБОРОЧНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Последовательность блоков, в которой последовательные блоки выполняются в определенном порядке, выбранном для создания заданной схемы напряжений.
СВАРКА:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно одним сварочным трансформатором, при этом общий ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТОВ:
При точечной, шовной и рельефной сварке зазор, окружающий сварной шов между сопрягаемыми поверхностями, после сварки соединения.
СВАРКА В ЭКРАНЕ:
Процесс дуговой сварки, при котором защита от атмосферы достигается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. ПРИЧИНУ.
НАПРЯЖЕНИЕ ПРИ УСАДКЕ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
ОДНОИМПУЛЬСНАЯ СВАРКА:
Выполнение точечных, выступающих и высадочных швов одним импульсом тока.Когда используется переменный ток, импульс может состоять из доли цикла или нескольких циклов.
РАЗМЕР СВАРКИ:
а. Канавочный шов. Проварка стыка (глубина снятия фаски плюс проварка корня, если указано).
б. Равнополочные угловые сварные швы. Длина стороны наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
с. Неравнополочные угловые сварные швы. Длина стороны наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
д. Фланцевый шов. Толщина металла сварного шва, измеренная в корне сварного шва.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОПУСКА:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛУЖДАНИЯ.
ШЛАКОВЫЕ ВКЛЮЧЕНИЯ:
Неметаллический твердый материал, захваченный металлом сварного шва или между металлом сварного шва и основным металлом.
SLOT WELD:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройника, соединяющего этот элемент с той частью поверхности другого элемента, которая открыта через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено наплавленным металлом.(Шлиц, сваренный угловым швом, не должен рассматриваться как соответствующий этому определению.)
ЗАГРЯЗНЕНИЕ:
Добавление отдельного куска или кусков материала в соединение до или во время сварки, в результате чего сварное соединение не соответствует требованиям конструкторского чертежа или спецификации.
SMAW: Дуговая сварка с защитным металлом (стержнем) использует плавящийся электрод с цельным металлическим стержнем в сердечнике. Стержень и электрод расплавляются и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЯЯ:
Группа процессов сварки, при которых происходит коалесценция материалов путем нагревания их до подходящей температуры и с использованием присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав полностью затвердевают.
ПРОКЛАДОЧНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставляемый в основание шва, подготовленного для сварки разделкой, в качестве подложки и для сохранения раскрытия корня во время сварки.
ОТКОЛ:
Небольшие стружки или фрагменты, которые иногда выделяются электродами во время сварки. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, которые не являются частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс сварки сопротивлением, при котором плавление происходит за счет тепла, полученного от сопротивления протеканию электрического тока через детали, удерживаемые вместе под давлением электродов.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛИТЕЛЬНЫЙ ПЕРЕНОС:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу небольшими каплями.
СВАРКА РАСПЫЛЕНИЕМ: еще один термин для дуговой сварки струей или GMAW.
ШАГОВЫЙ ПЕРИОДИЧЕСКИЙ УГЛОВОЙ СВАР:
Две линии прерывистой сварки на стыке, таком как тройниковое соединение, в котором приращения угловых швов на одной линии расположены в шахматном порядке по отношению к таковым на другой линии.
СВАРКА С АККУМУЛЯЦИЕЙ ЭНЕРГИИ:
Создание сварного шва с электростатическим, электромагнитным или электрохимическим аккумулированием электрической энергии с относительно низкой скоростью, доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение проводов для дуговой сварки постоянным током, в котором рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНЯТИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагревания до подходящей температуры и выдержки при этой температуре в течение надлежащего времени.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУНА ВАЛЬЦЕВАЯ СВАРКА:
Метод дуговой сварки металлом на деталях толщиной 3/4 дюйма (19 мм) или больше, при котором металл сварного шва наносится слоями, состоящими из нитей валиков, накладываемых непосредственно на поверхность фаски.
ПРИВАРКА ШПИЛЕЙ:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между металлическим стержнем или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не будут должным образом нагреты.Их объединяют под давлением.
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой или дугами между электродом или электродами из оголенного металла и изделием. Сварка защищена одеялом из зернистого легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
Т – Z
Т
ПРИБИВОЧНАЯ СВАРКА:
Сварка, предназначенная для удержания частей сварного соединения в надлежащем положении до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме Т.
TEMPER COLORS:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ОТКАЗА:
При контактной сварке та часть послесварочного интервала, в течение которой протекает ток, пригодный для отпуска или термической обработки.Ток может быть одноимпульсным или многоимпульсным, с различными интервалами нагрева и охлаждения.
ОТПУСК:
Повторный нагрев закаленной стали до температуры несколько ниже нижней критической температуры с последующим охлаждением до желаемой скорости. Цель отпуска стали, которая была закалена закалкой, состоит в том, чтобы снять возникающие напряжения, частично восстановить ее пластичность и повысить ударную вязкость за счет регулирования или корректировки охрупченных структурных составляющих металла. Температурный режим отпуска можно подобрать для данного состава стали, чтобы получить практически любое желаемое сочетание свойств.
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, выдерживаемая материалом во время испытания на растяжение.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ:
Испытание, при котором образец разрушается путем приложения возрастающей нагрузки к двум концам. В ходе испытания определяются упругие свойства и предел прочности при растяжении материала. После разрыва сломанный образец можно измерить на предмет удлинения и уменьшения площади.
ТЕРМИТНЫЙ ТИГЛЬ:
Сосуд, в котором происходит термитная реакция.
ТЕРМИТНАЯ СМЕСЬ:
Смесь оксида металла и тонкоизмельченного алюминия с добавлением легирующих металлов по мере необходимости.
ТЕРМИТНАЯ ФОРМА:
Форма, сформированная вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИТНАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа сварочных процессов, при которых плавление производится путем нагревания перегретым жидким металлом и шлаком, образующимся в результате химической реакции между оксидом металла и алюминием, с приложением давления или без него.Присадочный металл, если его используют, получают из жидкого металла.
ГЛУБИНА ГОРЛА:
В машине для контактной сварки — расстояние от осевой линии электродов или плит до ближайшей точки пересечения плоских изделий или листов. В машине для шовной сварки с универсальной головкой глубину стыка измеряют с помощью машины, предназначенной для поперечной сварки.
ГОЛОВКА УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ:
а. Теоретическая. Расстояние от начала корня стыка перпендикулярно гипотенузе наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
б. Действительный. Расстояние от корня углового шва до центра его поверхности.
TIG:
TIG — это другое название GTAW (газовая вольфрамовая дуговая сварка). В этом процессе используется нерасходуемый вольфрамовый электрод и горелка с воздушным или водяным охлаждением. Этот процесс использует электрическую дугу для выработки тепла, стоит дороже, чем другие процессы, но значительно чище.
TOE CRACK:
Трещина в основном металле, возникающая на кромке сварного шва.
КОНЕЦ СВАРКИ:
Соединение между поверхностью сварного шва и основным металлом.
ГОРЕЛКА:
См. РЕЗАК или СВАРОЧНАЯ ГОРЕЛКА.
ГОРЕЛКА:
Процесс пайки, при котором пайка производится путем нагрева газовым пламенем с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже температуры плавления основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
СВАРКА ПОПЕРЕЧНЫМ ШВОМ:
Выполнение сварного шва в направлении, по существу перпендикулярном глубине горловины машины для шовной сварки.
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД:
Металлический электрод без наполнителя, используемый для дуговой сварки или резки, изготовленный в основном из вольфрама.
У
ПОДБОРНАЯ ТРЕЩИНА:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
ПОДРЕЗ:
Канавка, вплавившаяся в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
ПОДРЕЗ:
Нежелательный кратер на краю сварного шва, вызванный плохой техникой плетения или чрезмерной скоростью сварки.
НАРУШЕНИЕ:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА ОСАЖДЕНИЕМ:
Процесс контактной сварки, при котором плавление производится одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, получаемого за счет сопротивления протеканию электрического тока через площадь контакта этих поверхностей. Давление прикладывается перед началом нагрева и поддерживается в течение всего периода нагрева.
СИЛА ОСАЖДЕНИЯ:
Сила, действующая на свариваемые поверхности при сварке оплавлением или сварке с осадкой.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось сварного шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛУДАЮЩИХ БЛОКОВ:
Последовательность сварки блоков, в которой последовательные блоки сварки выполняются случайным образом после завершения нескольких начальных блоков.
Блуждающая последовательность:
Продольная последовательность, в которой приращения валика сварного шва наносятся случайным образом.
ВОСКОВЫЙ ШАБЛОН:
Воск, отформованный вокруг деталей, которые должны быть сварены с помощью процесса термитной сварки, до требуемой формы для завершенного сварного шва.
WEAVE BOAD:
Тип сварного шва, выполненного с поперечными колебаниями.
ПЛЕТЕНИЕ:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это осуществляется полукруговым движением дуги вправо и влево от направления сварки.Переплетение служит для увеличения ширины залежи, уменьшает перекрытие и способствует образованию шлака.
СВАРКА:
Локальное сплавление металлов, полученное путем нагревания до соответствующих температур. Давление и/или присадочный металл могут использоваться или не использоваться. Присадочный металл имеет температуру плавления примерно такую же или ниже температуры плавления основных металлов, но всегда выше 800 ºF (427 ºC).
WELD BOAD:
Нагар, образовавшийся в результате прохода.
ПРИБОР ДЛЯ СВАРКИ:
Прибор, предназначенный для проверки формы и размера сварных швов.
МЕТАЛЛ СВАРКИ:
Та часть сварного шва, которая расплавилась во время сварки.
СИМВОЛ СВАРКИ:
Изображение, используемое для обозначения желаемого типа сварки.
СВАРИВАЕМОСТЬ:
Способность материала образовывать прочную адгезионную связь под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРЩИКА:
Письменное свидетельство о том, что сварщик выполнил сварные швы в соответствии с установленными стандартами.
КВАЛИФИКАЦИЯ СВАРЩИКА:
Демонстрация способности сварщика производить сварные швы в соответствии с установленными стандартами.
СВАРОЧНЫЕ ПРОВОДА:
а. Ведущий электрод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
б. Рабочий ведущий. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Предусмотрено четыре положения для сварки, включая плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ ПРИ СВАРКЕ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробные методы и практика, включая все процедуры сварки соединений, используемые при производстве сварного изделия.
СВАРОЧНЫЙ ПРОВОД:
Присадочный металл в форме проволоки или прутка, используемый в процессах газовой сварки и пайки твердым припоем, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: опорная линия, стрелка, основные символы сварки, размеры и другие данные, дополнительные символы, символы отделки, хвост, спецификация, процесс или другие ссылки.
СВАРОЧНАЯ ТЕХНИКА:
Детали операции ручной, машинной или полуавтоматической сварки, которые, в рамках предписанной процедуры сварки стыков, контролируются сварщиком или оператором сварки.
СВАРОЧНЫЙ НАКОНЕЧНИК:
Наконечник газовой горелки, специально предназначенный для сварки.
СВАРОЧНАЯ ГОРЕЛКА:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Устройство для подачи тока нужного напряжения.
СВАРКА:
Сборка, составные части которой сформированы сваркой.
WIRE FEED SPEED:
Скорость в м/с или дюйм/мин, при которой расходуется присадочный металл при дуговой сварке или термическом напылении.
ПРОВОД:
Электрический проводник (кабель) между источником тока дуговой сварки и заготовкой.
Х
Рентген:
Радиографический метод контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
ПРЕДЕЛ ТЕКУЧЕСТИ:
Предел текучести – это значение нагрузки на единицу площади, при котором заметное увеличение деформации образца происходит при незначительном увеличении нагрузки или без него; другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации при незначительном увеличении напряжения или без него.
Лазерная резка и плазменная резка (анализ окончательных различий)
Принцип работы
Принцип работы станка плазменной резки:
Метод обработки, при котором в качестве рабочего газа используется кислород или азот, используется высокотемпературная плазменная дуга. тепла для расплавления и испарения надреза металлической детали и с помощью импульса высокоскоростного потока плазмы для удаления расплавленного металла с целью формирования щелевого шва.
Принцип работы станка для лазерной резки:
Лазерный луч, генерируемый лазерным устройством, проходит через серию отражателей, затем фокусируется на поверхности заготовки с помощью фокусирующей линзы и производит локальное тепло в фокусе, чтобы привести к плавлению или испарению горячей точки заготовки с образованием щели.В то же время вспомогательный газ используется в процессе резки для выдувания шлака из щели и, наконец, достижения цели обработки.
Применение
Плазменная резка подходит для резки всех видов металлических материалов. Он в основном используется для резки пластин средней толщины.
Преимуществом является высокая скорость резки, узкие режущие канавки, малая площадь термического воздействия, малая деформация, низкие эксплуатационные расходы. Недостаток в том, что там 0,5-1.Угол 5° в вертикальном сечении и надрезе закалки.
Лазерная резка в основном используется для резки средних и тонких листов, а материалы для резки представлены в очень широком диапазоне (металл, неметалл, керамика, стекло и т. д.).
Поскольку лазер обладает характеристиками высокого направления, высокой яркости и высокой интенсивности, скорость лазерной резки высокая, точность обработки высокая, а режущий шов очень узкий, и нет необходимости в последующей обработке.
Подводя итог,
С точки зрения материалов для резки : материалы для лазерной резки имеют более широкий диапазон выбора, чем плазменная резка;
С точки зрения резки тонкого листа лазерная резка имеет более очевидные преимущества;
В пересчете на стоимость , плазменная резка намного дешевле лазерной.
Преимущества и недостатки лазерной резки
По сравнению с обычным методом резки станок для лазерной резки имеет ряд очевидных преимуществ:
① Небольшие прорези, режущая поверхность может использоваться непосредственно для сварки без шлифовки.
② Высокая скорость резки: может достигать 10 м/мин для тонкого листа, что намного быстрее, чем плазменная резка.
③ Хорошее качество резки: малая деформация, низкая шероховатость поверхности, небольшой наклон режущей кромки.
④ Высокая точность: точность позиционирования может достигать 0.05 мм, а точность повторного позиционирования может достигать 0,02 мм.
⑤ Широкие режущие материалы: помимо резки металла, им также можно резать дерево, пластик, резину, ПВХ, кожу, текстиль, органическое стекло и т. д.
Однако лазерная резка имеет и свои недостатки:
Высокая стоимость . Как первоначальные инвестиции, так и последующее обслуживание требуют более высоких затрат.
В настоящее время лазерная резка тонкого листа является более рентабельной. Однако при резке толстого листа эффективность низкая, поэтому лазерная резка не подходит, если требования к качеству не высоки.
Преимущества и недостатки плазменной резки
У плазменной резки также есть свои преимущества и недостатки:
Преимущества :
В процессе резки листа средней толщины можно достичь очень высокой скорости резки, намного выше, чем лазерная резка и резка пламенем.
Первоначальные инвестиции в оборудование ниже, чем в лазер, а последующие затраты на техническое обслуживание также намного ниже.
Недостатки :
① Плохая перпендикулярность режущей поверхности: на стороне режущей поверхности будет большая наклонная режущая кромка, и перпендикулярность будет плохой.
② Производить больше шлака при резке: шлак при резке образуется в нижней части режущей поверхности. Чтобы не влиять на качество постобработки, этот шлак необходимо удалять измельчением, что также увеличивает трудозатраты.
③ Генерируют вредные газы и свет дуги: принцип плазменной резки определяет образование вредной пыли и света дуги в процессе резки. Однако подводная плазменная резка также используется, чтобы избежать этого дефекта.
④ В более поздний период потребуется больше режущего сопла, а стоимость будет очень высокой.
Станок лазерной резки и станок плазменной резки
Согласно нашему предыдущему опыту, станок лазерной резки и станок плазменной резки сравниваются следующим образом:
- Станок лазерной резки не повреждает заготовку, в то время как станок плазменной резки имеет повреждения к тарелке. Особенно во время процесса резки, когда горелка и сопло машины плазменной резки имеют проблемы, это может привести к явным дефектам листа.
- Поскольку лазерный луч фокусируется на крошечных световых точках, режущая щель станка для лазерной резки узкая. Режущий паз станка плазменной резки немного больше, чем у станка лазерной резки.
- Станок для лазерной резки имеет более высокую скорость резки: скорость лазерного резака может достигать 10 м/мин, что намного быстрее, чем у плазменного резака.
- Режущая поверхность станка для лазерной резки гладкая, без заусенцев, с хорошим качеством резки, это бесконтактная резка.Зона термического влияния режущей кромки очень мала, термическая деформация заготовки практически отсутствует, что полностью исключает загиб кромки при пробивке и резке материала. Как правило, режущая кромка не требует вторичной обработки, но толщина листа ограничена, а стоимость обработки высока. Тем не менее, машина плазменной резки может резать стальной лист толщиной 6-40 мм различной модели и мощности. Стоимость обработки относительно невелика.
- Лазерный резак имеет высокую точность: точность позиционирования станка для лазерной резки равна 0.05 мм, а точность повторного позиционирования составляет 0,02 мм, но требуют более высоких условий рабочей среды. Хотя точность обработки станка плазменной резки не равна точности станка лазерной резки, он имеет низкие требования к рабочей среде и высокую мобильность, имеет широкий диапазон резки и требует от операторов более низких навыков, чем у станка для лазерной резки. станок для лазерной резки.
Преимущество станка для лазерной резки:
Точность резки выше, скорость высокая, деформация листа небольшая, подходит для деталей сложной формы, но толщина резки ограничена.Как правило, для листа толщиной менее 8 мм станок для лазерной резки используется для вырубки заготовки, которая требует высокой точности, поскольку стоимость вырубки выше, а также требуется чистота листа.
Преимущество плазменной резки:
Широкий диапазон резки, можно резать все металлические листы; быстрая скорость резки и высокая эффективность; точность и тонкость резки выше, чем при кислородной резке с ЧПУ. Недостатком является то, что резка толстого листа, особенно листа толщиной 20 мм+, будет затруднена.В это время потребуется более высокая мощность плазмы, что определенно увеличит стоимость оборудования.
1. Сравнение таблицы для лазерной резки и плазменной резки
| лазерная резка (CO2 лазер 4KW) | плазменная резка (O2 плазма 230a) | ||||||
|---|---|---|---|---|---|---|---|
| кабельные материалы | металл: углерода , низколегированная сталь, нержавеющая сталь, высоколегированная сталь, алюминий, медный сплав и т. д.; Неметалл: керамика, пластмасса, резина, дерево, кожа, ткань, бумага, пленка и т. д. | Высоколегированная сталь, такая как углеродистая сталь, низколегированная сталь и нержавеющая сталь. Другие неметаллические материалы с высокой вязкостью (резина, пленка и др.), хрупкие материалы (керамика, стекло и др.) не подлежат обработке. | |||||
| Макс. Толщина резки | 25 мм (мягкая сталь) | 150 мм (Ss, MS) | |||||
| скорость резки (мм / мин) | Толщина <1 | > 10 000 | не может вырезать | ||||
| 2 | 7000 | не может вырезать | |||||
| 6 | 3000 | ||||||
| 2 700 | |||||||
| 0 25 | 500 | 1200 | |||||
| 50 | RUM | 250 | 250 | > 100 | > 100 | —- | —- |
| Ширина слота | Узкая | Очень ширина | |||||
| около 0.6 мм для 16 мм мягкая стальная резка | около 0,5 мм для 16 мм мягкая стальная резка | ||||||
| Размер резания Точность (отрезка деформации) | Очень хорошо | Нормальный | |||||
| Ошибка ± 0.15 мм | Ошибка 0,5 ~ 1 мм | ||||||
| Преимущество | ・Возможность высокоточной обработки. | ・Портативный | |||||
| ・Тепловая деформация очень мала. | ・Отрезка на высокой скорости при низких затратах | ||||||
| Недостаток | ・С увеличением толщины листа время сверления отверстий резко увеличивается. ・Состояние поверхности материала определяет качество обработки. ・Разница в составе материала влияет на качество поверхности реза. | ・Короткий срок службы электрода и сопла (2 замены в день) ・Широкий разрез и большая деформация. ・Ширина и форма разреза изменены из-за расхода насадки и электрода. ・Сильный шум при резке.・Сильное образование пыли ・Большое отверстие диам.(φ12мм-16мм) ・Невозможно разрезать легко намагниченный материал. | |||||
2 . Сравнение пазов для лазерной и плазменной резки
3 .Срок службы кислородно-плазменной резки.
| Способ резки | Тип электрода | Обработка электродов. | Срок службы электрода | Срок службы сопла | |
|---|---|---|---|---|---|
| Кислородно-плазменная резка. | S-Type | 61639 | 60 минут | 60 мин | 0 41 мин |
| F-Type | вставить модифицированную версию | 120 мин | 60 мин | ||
| LL-Type | металлы. | 180 мин | 60 мин | 60 мин | |
| Water-Adding тип кислородной плазменной резки | похожи на F-Type | вставка модифицированной версии | 120 мин | 150 мин |
1 цикл дуги открытие/закрытие, 1 мин сравнение долговечности испытаний на выносливость (значение тока отключения: 250 А)
4 .Взаимосвязь между толщиной листа и стоимостью.
5 .Ширина разреза и точность резки при различных методах резки.
6 .Условия резания при различных методах резания.
Генитальный ритуал непреклонен в Африке
Нарсисс Эуссу, акушер, возглавляющий программу министерства репродуктивного здоровья, рассказал эту историю, чтобы объяснить медленный темп изменений: запад Кот-д’Ивуара.Он пришел в ужас от увиденного, людей с зобами на шее. Когда он вернулся, он спросил: «Почему бы вам не изучить это?» Ему сказали: «Мы не изучаем это, потому что это нормально». Для женщин иссечение является нормальным.
»В Африке нужно набраться терпения. Так же, как было трудно убедить людей согласиться на планирование семьи, так и с обрезанием».
Неудивительно, что правительство Кот-д’Ивуара не хочет обрезать половые органы, несмотря на существование законов, которые можно было бы Это.Как и большинство африканских стран, Берег Слоновой Кости состоит из многих этнических групп. Некоторые это практикуют. Другие, в том числе президент Анри Конан Бедье, Бауле, этого не делают. Обычно существует большая терпимость к различным традициям и нежелание нарушать иногда непростой политический баланс.
«Роль судьи заключается в поддержании общественного порядка, но, борясь с обрезанием, он нарушил бы общественный порядок», — сказал г-н Фофана из Министерства юстиции. «Мы не можем ввести закон внезапно. Закон, который у нас есть, был вдохновлен французскими колонизаторами.Он не принимает во внимание обычаи».
Подобные взгляды раздражают Томама Констанс Яй, логопеда для глухих детей и главного борца Кот-д’Ивуара против обрезания гениталий. «Для нашего правительства насилие в отношении женщин не является общественным возмущением», — иронизирует она.
Г-жа Яй, бабушка которой работала резчиком, четыре года назад основала Ивуарийскую ассоциацию защиты прав женщин. Это громкое имя для небольшой группы добровольцев, которые борются с укоренившимися культурными обычаями, такими как принудительные браки, полигамия и обрезание гениталий.