Страница не найдена — probetonstroy.com
Опалубка
Содержание1 Влагостойкая ламинированная фанера для опалубки1.1 Преимущества фанеры по сравнению с доской1.2 Виды фанеры1.3
Бетонные работы
Содержание1 Средства защиты бетона от коррозии и разрушения1.![]()
Гараж
Содержание1 Как выполняется гидроизоляция крыши гаража своими руками?1.1 Особенности конструкции1.2 Виды гидроизоляции гаража1.3 Технологии
Газобетон
Содержание1 Высота и толщина армопояса для газобетона1. 1 Высота и ширина армопояса1.2 Для чего нужен
1 Высота и ширина армопояса1.2 Для чего нужен
Кирпич
Содержание1 Советы как использовать старый кирпич1.1 Что делать со старым кирпичом1.2 Основа для фундамента
Бетонные работы
Содержание1 СтройкаДиалог1. 1 Разновидности и принцип действия бетоносмесительных установок1.2 Требования к используемым материалам1.3 Пропорции замеса
1 Разновидности и принцип действия бетоносмесительных установок1.2 Требования к используемым материалам1.3 Пропорции замеса
Страница не найдена — probetonstroy.com
Газобетон
Содержание1 Крепление мауэрлата к газобетону с помощью армопояса и без него1.1 Армированный пояс1.2 Крепление
Бетонные работы
Содержание1 Как сделать правильно декоративный бетон1. 1 Уникальные дизайнерские решения позволяет реализовать арт бетон1.2 Алгоритм
Бетонные работы
Содержание1 Крепление лаг к бетонному полу самостоятельно — инструкция!1.1 Крепление лаг к бетонному полу
Щебень
Содержание1 Выбираем подушку под фундамент1. 1 Виды фундаментов1.2 Назначение подушки под фундаментом и их виды1.3
1 Виды фундаментов1.2 Назначение подушки под фундаментом и их виды1.3
Бетонные работы
Содержание1 Что делать если осыпается фундамент1.1 Фундамент можно отремонтировать своими руками1.2 Возведение ленточного фундамента1.3
Гараж
Содержание1 Как недорого сделать пол в гараже1. 1 Требования к полу и приемлемые типы его устройства1.2 Стяжка
1 Требования к полу и приемлемые типы его устройства1.2 Стяжка
Страница не найдена — probetonstroy.com
Опалубка
Содержание1 Несъемные опалубки из пенополистирола — Фундамент своими руками1.1 Полувековой опыт применения1.2 Как кубики
Штукатурка
Содержание1 Фасадная штукатурка по пеноплексу и пенополистиролу — подготовка смеси, армирование и нанесение раствора1. 1
1
Бетонные работы
Содержание1 Деревянный пол на бетонном основании: выбор и укладка1.1 Достоинства и недостатки материала1.2 Советы
Бетонные работы
Содержание1 Защитный слой бетона для арматуры1. 1 Основные функции защитного слоя бетона для арматуры1.2 Зависимость
1 Основные функции защитного слоя бетона для арматуры1.2 Зависимость
Содержание1 При какой температуре можно заливать бетон: когда можно строить фундамент весной и зимой,
Бетонные работы
Содержание1 Марка и класс бетона различия, таблица1.
Страница не найдена — probetonstroy.com
Гараж
Содержание1 Как и чем залить крышу гаража1.1 Выполнение работы1.2 Особенности кровельного покрытия плоской крыши
Гараж
Содержание1 Как отремонтировать пол из бетона?1.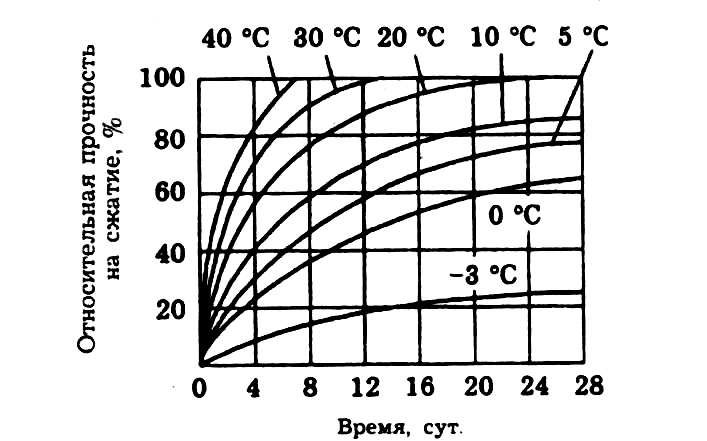 1 Причины появления и виды дефектов1.2 Способы устранения2 Как
1 Причины появления и виды дефектов1.2 Способы устранения2 Как
Газобетон
Содержание1 Дерево или газобетон: плюсы и минусы материалов1.1 Характеристика газобетона1.2 Плюсы газобетонных блоков1.3 Минусы газобетона1.4 Характиристики
Газобетон
Содержание1 Газобетон или кирпич — что лучше?1. 1 Кирпич бывает разный…1.2 : Сравнение газобетона и
1 Кирпич бывает разный…1.2 : Сравнение газобетона и
Газобетон
Содержание1 Дом из газоблока своими руками1.1 Готовимся строить дом из газобетонных блоков – изучаем
Гараж
Содержание1 Чем покрасить бетонный пол в гараже — inkmilk. ru1.1 Условия для покраски пола в
ru1.1 Условия для покраски пола в
Прочность бетона распалубочная — это… Что такое Прочность бетона распалубочная?
- Прочность бетона распалубочная
«…Под распалубочной прочностью бетона понимается такая его прочность на сжатие, при которой обеспечиваются распалубка (выемка из форм) и безопасное внутрицеховое (внутризаводское) транспортирование изделий без их повреждения…»
Источник:
» Пособие по тепловой обработке сборных железобетонных конструкций и изделий (к СНиП 3.09.01-85)»
(утв. Приказом института ВНИИжелезобетон от 08.07.1986 N 54)
Официальная терминология. Академик.ру. 2012.
- Прочность акустического экрана механическая
- Прочность конструкции статическая
Смотреть что такое «Прочность бетона распалубочная» в других словарях:
Распалубочная прочность бетона — – значение прочности бетона, допускающее распалубку конструкций, которые при этом могут воспринимать только определенную нагрузку.
 [Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ им. А. А. Гвоздева,… … Энциклопедия терминов, определений и пояснений строительных материалов
[Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ им. А. А. Гвоздева,… … Энциклопедия терминов, определений и пояснений строительных материаловРаспалубочная прочность — 3.6. Распалубочная прочность : прочность бетона, при которой осуществляется снятие опалубки с поверхностей конструкции. Источник: СТ НП СРО ССК 04 2013: Температурно прочностной контроль бетона при возведении монолитных конструкций … Словарь-справочник терминов нормативно-технической документации
Прочность при сжатии распалубочная — – устанавливается в случае распалубки изделия (конструкции) до достижения требуемой прочности и определяется способностью бетона воспринимать нагрузки (напряжения), возникающие при распалубке и транспортировке изделия. [Ушеров Маршак А. В.… … Энциклопедия терминов, определений и пояснений строительных материалов
СТ-НП СРО ССК-04-2013: Температурно-прочностной контроль бетона при возведении монолитных конструкций в зимний период — Терминология СТ НП СРО ССК 04 2013: Температурно прочностной контроль бетона при возведении монолитных конструкций в зимний период: 3.
 1. Класс бетона по прочности в проектном возрасте : значение класса бетона, указанное в паспорте на бетонную… … Словарь-справочник терминов нормативно-технической документации
1. Класс бетона по прочности в проектном возрасте : значение класса бетона, указанное в паспорте на бетонную… … Словарь-справочник терминов нормативно-технической документацииСвойства бетона — Термины рубрики: Свойства бетона Адгезия к бетону База измерения продольных линейных деформаций образца Вода минерализованная … Энциклопедия терминов, определений и пояснений строительных материалов
Испытания бетона — Термины рубрики: Испытания бетона Безотрывные смещения Длина Длина базовая … Энциклопедия терминов, определений и пояснений строительных материалов
Верх форшахты должен быть не менее чем на 1,5 м выше уровня грунтовых вод для обеспечения устойчивости стенок траншеи. — 6.2. Верх форшахты должен быть не менее чем на 1,5 м выше уровня грунтовых вод для обеспечения устойчивости стенок траншеи. При высоком уровне грунтовых вод для устройства форшахты следует отсыпать специальную насыпь.
 mechanics;’
mechanics;’УДК 693.547.8:691.328:624.072.2.
DOI: 10.22363/1815-5235-2018-14-3-187-191
ОПРЕДЕЛЕНИЕ РАСПАЛУБОЧНОЙ ПРОЧНОСТИ МОНОЛИТНЫХ ПЛИТ И БАЛОК
ВС. КУЗНЕЦОВ, Ю.А. ШАПОШНИКОВА
Национальный исследовательский Московский государственный строительный университет
Ярославское шоссе, д. 26, Москва, Россия, 129337
(поступила в редакцию: 20 декабря 2017 г.; принята к публикации: 21 апреля 2018 г.)
Проверка прочности бетона монолитных конструкций в стадии возведения является необходимым условием для дальнейшей нормальной эксплуатации зданий и сооружений. Целью работы является уточнение сроков распа-лубливания плит и балок с учетом реального набора прочности.
 который можно использовать для простого и точного определения распалубочной прочности для плит и балок. Для определения распалубочной прочности при применении рабочей арматуры А400 и А500С приведены графики зависимости коэффициента k от толщины плиты при действии единичного момента. Предложенный способ определения распалубочной прочности позволяет назначать величину распалубочной прочности для плит и балок и уточнять сроки распалубливания конструкций с учетом реального набора прочности.
который можно использовать для простого и точного определения распалубочной прочности для плит и балок. Для определения распалубочной прочности при применении рабочей арматуры А400 и А500С приведены графики зависимости коэффициента k от толщины плиты при действии единичного момента. Предложенный способ определения распалубочной прочности позволяет назначать величину распалубочной прочности для плит и балок и уточнять сроки распалубливания конструкций с учетом реального набора прочности.Ключевые слова: монолитные железобетонные конструкции, прочность бетона, распалубочная прочность, стадия возведения
DETERMINATION OF THE STRIPPING STRENGTH OF MONOLITHIC SLABS AND BEAMS
V S. KUZNETSOV, Yu.A. SHAPOSHNIKOVA
Moscow State University of Civil Engineering (National Research University) (MGSU)
26 Yaroslavskoye Shosse, Moscow, 129337, Russian Federation
(received: December 20, 2017; accepted: April 21, 2018)
Checking the strength of concrete monolithic structures in the stage of erection is a necessary condition for the possibility of further normal operation of buildings and structures. The purpose of the work is to specify the timing of the decoupling of slabs and beams taking into account the real strength set. In this article, an engineering method for determining the form-fitting strength of concrete of monolithic bending elements without a prestressing reinforcement is considered. The method for determining the form-fitting strength is based on the equality of external and internal forces in the normal design section in the stage of failure when the strength of concrete is depleted. This method is applicable to linear elements and constructions. Based on the results of the work, a formula has been obtained for assigning the minimum concrete strength at decompression and the coefficient k, which can be used to easily and accurately determine the stripping strength for slabs and beams. The graphs of the dependence of the coefficient k are given for determining the formwork strength when using working reinforcements A400 and A500C, on the thickness of the plate under the action of a single moment. The proposed method for determining the form-fitting strength makes it possible to designate the size of the form-fitting strength for slabs and beams and to specify the timing of the decoupling of structures, taking into account the actual strength set.
Keywords: monolithic reinforced concrete structures, strength of concrete, formwork strength, stage of erection
Введение. Особенностью проектирования монолитных железобетонных конструкций, возводимых на строительной площадке, является обязательная проверка прочности в стадии возведения [1-2]. Невыполнение требований прочности в промежуточном возрасте приводит к тяжелым последствиям, связанным не только с материальными потерями, но и с человеческими жертвами [3-5]. Поэтому проверка прочности бетона монолитных конструкций в стадии возведения является необходимым условием для дальнейшей нормальной эксплуатации зданий и сооружений [6-9].
Цель работы. Целью работы является уточнение сроков распалубливания линейных изгибаемых элементов (плит и балок) с учетом реального набора бетоном прочности.
Материалы и методы. При проверке прочности в стадии возведения должны учитываться следующие обстоятельства: пониженная прочность бетона, связанная со временем и условиями твердения, снижение прочности бетона при длительном действии нагрузки [10-13]. При этом прочность нормальных сечений определяется только сжатым бетоном, так как количество продольной арматуры назначается из условия прочности элемента в стадии эксплуатации (рис. 1) [14-16].
— V У
М
а
As
X
Рис. 1. Cхемa к расчету прочности сечений с одиночной арматурой [Fig. 1. Scheme for calculating the strength of sections with a single armature]
Рассматривается случай, когда сжимающие напряжения воспринимаются только бетоном, арматура в сжатой зоне не учитывается, т.е. А’ = 0.
Уравнение прочности нормального сечения по бетону
M = Rbbx/(ho — 0,5x).
(1)
Учитывая, что х = 2/к0, выражение (1) после некоторых преобразований примет вид
М = ЯьЬко2уф — 0,52). (2)
Или, учитывая, что 2,(1 — 0,52,) = ат:
М = атЯьЬИо2. (3)
Максимальное усилие, воспринимаемое бетоном, достигается при высоте сжатой зоны бетона при х = хн или 2, = и ат = аЯ и наступает при достижении в сжатом бетоне напряжений, равных установленной распалубочной прочности Яь,рас.
Граничное положение нейтральной оси определяется экспериментальным путем и принимается при использовании арматуры класса А400 = 0,531 и ан = 0,390. При арматуре А500С 2н = 0,493 и ан = 0,372 [1].
Принимая в выражении (3) ат = 0,8аЯ, находим минимальное значение распалубочной прочности:
Rb
= M/(0,8aRbho2).
(4)
Результаты и обсуждение. Для плит при расчетной ширине сечения ь = 1 м выражение (4) принимает следующий вид. Для арматуры А400
Rb,расп = M/(aRbho2) = M/(0,8 ■ 0,390 ■ 1,0 ■ ho2) =
= M/(0,312h02). Для арматуры А500С
(5)
Яь,расп=М/(0,8 • 0,372 • 1,0 • V) = М/(0,298^2). (6)
Данная формула может быть рекомендована для назначения минимальной прочности бетона при распалубливании плит.
Таким образом можно получить коэффициент к, равный 0,312Л02 при использовании арматуры А400 и 0,298Л02 для А500С, который позволяет просто определить распалубочную прочность в зависимости от толщины плиты. На рис. 2 представлены графики коэффициента к для определения распа-лубочной прочности от М = 1 кНм/м.
н Я
I О
S s
0,131
.0,104
n m 0,069
0,099 0,080 0,050
0,056
-А400 -А500
0,2 0,22 0,24 0,26 0,28 0,3
Толщина плиты hi см Plate thickncss k, cm
Рис. 2. Значения коэффициента к для определения
распалубочной прочности плит от М = 1 кНм/м [Fig. 2. The values of the coefficient к for determining the stripping strength of slabs from M = 1 kNm/m]
Например, при толщине плиты 200 мм, h0 ~ 160 мм и расчетном моменте от собственного веса M = 55,0 кНм/м по графику (рис. 2) минимальное значение промежуточной прочности составляет:
b
— при арматуре А500С: Яь,расп = 0,131 • 55,0 = = 7,21 МПа, что при классе бетона В20 составляет 7,21 • 100/11,5 = 62,7%. Таким образом, промежуточная прочность Яь,расп должна быть не менее 0,63Яь класса бетона В20;
— при арматуре А400: Яь,расп = 0,125 • 55,0 = = 6,88 МПа, что при бетоне В20 составляет 6,88 • 100/11,5 = 59,8%. Промежуточная прочность Яь,расп должна быть не менее 0,6Яь класса бетона В20.n при арматуре А500С для других плит. Результаты вычислений представлены в табл. 1.
Таблица 1 [Table 1]
Величины распалубочной прочности при различных толщинах плит и соотношениях моментов
[The values of the formwork for different thicknesses of the plates and moment ratios]
Тол- Коэффи- Проч- Rb, расп / Внешний Мсеч, Мсеч/
щина циент k ность R, % момент кНм M
плиты [Coeffi- Rb расп, М, кНм [Section
h, м cient k] МПа [External moment
[Plate [Form- moment Мсеч,
thick- work М, KNm] KNm]
ness strength
h, m] Rb расп,
МРа]
0,2 0,131 7,210 62,69 55 55 1
0,22 0,104 6,214 54,04 60 60 1
0,24 0,084 5,453 47,42 65 65 1
0,26 0,069 4,853 42,20 70 70 1
0,28 0,058 4,369 37,99 75 75 1
0,30 0,050 3,971 34,53 80 80 1
Из таблицы видно, что принятые в соответствии с формулами (5) и (6) или графиком рис. 1 значения промежуточной прочности Яь,расп обеспечивают прочность нормальных сечений в расчетной ситуации, соответствующей снятию опалубки [9-11].
Таким образом, предложенный способ определения распалубочной прочности Яь,расп для плит позволяет не только назначить величину Яь,расп, но и уточнить сроки распалубливания конструкций.
Данный способ применим для линейных элементов и конструкций.
Для балок при отношении ширины сечения балки к ее высоте ь = 0,4 Н выражение (4) принимает следующий вид.
Арматура А 400
Яь, расп = М/аяьн0 =
= М/0,8 • 0,390 • 0,4Н0
Арматура А 500С
Яь,расп = М/0,8 • 0,372
h02 = M/0,125h03.
(7)
0,4h0
h02 =
= M/0,119h0
(8)
Например, для монолитного балочного перекрытия из бетона класса В20, арматуры А500С высота балки Н = 600 мм, Н0 ~ 560 мм, расчетный момент от собственного веса балки и плиты М = 72,0 кНм. По формуле (8) прочность Яь,расп = 0,119 • 72,0 = 8,6 МПа, что при бетоне В20 составляет 8,6 • 100/11,5 = 74,5%. Следовательно, промежуточная прочность Яь,расп должна быть не менее 0,75Яь класса бетона В20.
Проверка прочности нормальных сечений при вычисленной распалубочной прочности Яь,расп = = 8,6 МПа показала, что ат = 0,0268 < аЯ = 0,372. Абсолютная высота сжатой зоны
х = 2Н0 = 0,272 • 0,56 = 0,015 м.
Условие прочности по бетону
МСеч = Яь,расп ьх Н — 0,5х) = = 8,6 • 103 • 0,24 • 0,015 (0,56 — 0,5 • 0,186) = 17,3 кНм.
М = 17,3 < Мсеч = 80,0 кНм.
Прочность нормальных сечений балки в стадии распалубливания по бетону при установленной передаточной прочности обеспечена.
Заключение. Предложенный способ определения распалубочной прочности Яь,расп позволяет назначать величину Яь,расп для плит и балок и уточнять сроки распалубливания конструкций с учетом реального набора прочности.
© Кузнецов В.С., Шапошникова Ю.А., 2018
3
Список литературы
1. ГОСТ 18105-2010 «Бетоны. Правила контроля и оценки прочности». М.: Стандартинформ, 2013. 20 с.
2. Кузьминых О.В. Необходимость ухода и наблюдения за бетоном в период твердения с 29-х и последующих суток // Материалы 67-й научной конференции «Наука ЮУРГУ», 14-17 апреля 2015 г., Челябинск. Челябинск: ЮУРГУ, 2015. С. 1361-1364.
3. Писарев С.В., Астахов Н.Н. Оценка технического состояния конструкций зданий при типовых нарушениях технологии строительства // Приоритетные научные направления: от теории к практике. 2014. № 12. С. 142-148.
4. Рапопорт П.Б., Рапопорт Н.В., Полянский В.Г., Соколова Е.Р., Гарибов Р.Б., Кочетков А.В., Янковский Л.В. Анализ срока службы современных цементных бетонов // Современные проблемы науки и образования. 2012. № 4. С. 92.
5. Гныря А.И., Бояринцев А.П., Коробков С.В., Аб-заев Ю.А., Мокшин Д.И., Гаусс К.С., Бибиков И.А., Титов М.М. Обоснование метода температурно-прочност-ного контроля в технологии производства бетонных работ при возведении монолитных железобетонных конструкций // Вестник Томского государственного архитектурно-строительного университета. 2017. № 3 (62). С. 161-170.
6. Юдина А. Ф. Достоинства монолитного строительства и некоторые проблемы его совершенствования // Вестник гражданских инженеров. 2012. № 1. С. 154-156.
7. Имайкин Д.Г., Ибрагимов РА. Совершенствование технологии бетонирования монолитных конструкций // Известия Казанского государственного архитектурно-строительного университета. 2017. № 1 (39). С. 250-256.
8. Салов А.С., Чернова А.Р., Кузьмина А.Ю. Проблемы контроля качества бетона при монолитном строительстве // Материалы Международной научно-технической конференции «Актуальные проблемы технических, естественных и гуманитарных наук», 2015. Уфа: УГНТУ, 2015. С. 71-74.
9. Пак А.А. К вопросу контроля качества строительных материалов и изделий из бетона // Материалы Международной научно-практической конференции «Наука и образование в Арктическом регионе», 2015. Мурманск: МГТУ, 2015. С. 149-156.
10. Свинцов А.П., Николенко Ю.В., Курилкин В.В. Тепловая обработка бетонной смеси в монолитных конструкциях // Промышленное и гражданское строительство. 2015. № 1. С. 15-19.
11. Хамхоева З.М., Дзангиева А.Р. Зависимость качества бетона от способа укладки бетонной смеси // Успехи современной науки и образования. 2016. Т. 2. № 3. С. 48-52.
12. Головин Н.Г., Бедов А.И., Силантьев А.С., Воронов А.А. Стесненная усадка бетона как фактор развития дефектов в монолитных перекрытиях многоэтажных зданий // Промышленное и гражданское строительство. 2015. № 1. С. 46-50.
13. Ерышев В.А., Латышева Е.В., Бондаренко А.С. Усадочные деформации в бетонных и железобетонных элементах // Известия Казанского государственного архитектурно-строительного университета. 2012. № 4. С. 97-101.
14. СП 52-103-2007 «Железобетонные монолитные конструкции зданий». М.: ФГУП «НИЦ «Строительство»», 2007.
15. Беленцов Ю.А., Рощупкин А.А. Оценка необходимости учета коэффициента вариации при приемке бетона монолитных конструкций // Вестник Белгородского государственного технологического университета им. В.Г. Шухова. 2014. № 6. С. 70-73.
16. Бутенко С.А., Нефедов А. Т. Фактический класс бетона монолитных конструкций // Традиции и инновации в строительстве и архитектуре: сборник статей / под ред. М.И. Бальзанникова, К. С. Галицкова, А.К. Стрелкова. Самара: Изд-во: СГАСУ, 2016. С. 114-117.
References
1. GOST 18105-2010. Betony. Pravila kontrolya i otsenki prochnosti [GOST 18105-2010. Concretes. Rules for monitoring and evaluation of strength]. Moscow: Standartinform, 2013, 20.
2. Kuz’minykh O.V. (2015). Neobkhodimost’ ukhoda i nablyudeniya za betonom v period tverdeniya s 29-kh i posleduyushchikh sutok [The need for care and observation of concrete during the hardening from the 29th and the following days]. Nauka YuURGU. Materialy 67-i nauchnoi konf. [Science of SUSU. Materials of the 67th scientific conference], April 14-17. Chelyabinsk, 1361-1364. (In Russ.)
3. Pisarev S.V., Astakhov N.N. (2014). Otsenka tekhni-cheskogo sostoyaniya konstruktsii zdanii pri tipovykh narusheniyakh tekhnologii stroitel’stva [Assessment of the technical condition of buildings in typical violations of construction technology]. Prioritetnye nauchnye naprav-leniya: ot teorii k praktike [Priority research areas: from theory to practice], (12), 142-148. (In Russ.)
4. Rapoport P.B., Rapoport N.V., Polyansky V.G., Soko-lova E.R., Garibov R.B., Kochetkov A.V., Yankovsky L.V. (2012). Analiz sroka sluzhby sovremennykh tsementnykh betonov [Analysis of the service life of modern cement concrete]. Sovremennyeproblemy nauki i obrazovaniya [Modern problems of science and education], (4), 92. (In Russ.)
5. Gnyrya A.I., Boyarintsev A.P., Korobkov S.V., Abza-ev Yu.A., Mokshin D.I., Gauss K.S., Bibikov I.A., Titov M.M. (2017). Obosnovanie metoda temperaturno-prochnostnogo kont-rolya v tekhnologii proizvodstva betonnykh rabot pri vozvede-nii monolitnykh zhelezobetonnykh konstruktsii [Justification of methods for temperature and strength monitoring of in-situ reinforced concrete construction]. Vestnik Tomskogo gosudarstven-nogo arkhitekturno-stroitel’nogo universiteta [Tomsk State University of Architecture and Building], 3(62), 161-170. (In Russ.)
6. Yudina A.F. (2012). Dostoinstva monolitnogo stroitel’stva i nekotorye problemy ego sovershenstvova-niya [Advantages of monolithic building and some problems of its perfection]. Vestnik grazhdanskikh inzhenerov [University of Architecture and Civil Engineering], (1), 154-156. (In Russ.)
7. Imaykin D.G., Ibragimov R.A. (2017). Sovershenst-vovanie tekhnologii betonirovaniya monolitnykh konstruktsii [Perfection of technology of concreting of monolithic constructions]. Izvestiya Kazanskogo gosudarstvennogo arkhitekturno-
stroitel’nogo universiteta [Kazan State University of Architecture and Engineering], 1(39), 250-256. (In Russ.)
8. Salov A.S., Chernova A.R., Kuz’mina A.Yu. (2015). Problemy kontrolya kachestva betona pri monolitnom stroi-tel’stve [Problems of quality control of concrete in monolithic construction]. Aktual’nye problemy tekhnicheskikh, estestven-nykh i gumanitarnykh nauk. Materialy mezhdunarodnoi nauchno-tekhnicheskoi konferentsii [Actual problems of technical, natural and humanities. Materials of the international scientific and technical conference]. Ufa, 71-74. (In Russ.)
9. Pak A.A. (2015). K voprosu kontrolya kachestva stroitel’nykh materialov i izdelii iz betona nauka i obra-zovanie v Arkticheskom regione [On the issue of quality control of building materials and articles from concrete science and education in the Arctic region]. Nauka i obrazovanie v Arkticheskom regione. Materialy Mezhdunarodnoi nauchno-prakticheskoi konferentsii [Science and Education in the Arctic Region. Proceedings of the International Scientific and Practical Conference]. Murmansk, 149-156. (In Russ.)
10. Svintsov A.P., Nikolenko Yu.V., Kurilkin V.V. (2015). Teplovaya obrabotka betonnoi smesi v monolit-nykh konstruktsiyakh [Heat treatment of concrete mix in cast-in-situ structures]. Promyshlennoe i grazhdanskoe stroitel’stvo [Industrial and civil construction], (1), 15-19. (In Russ.)
11. Khamkhoeva Z.M., Dzangieva A.R. (2016). Zavi-simost’ kachestva betona ot sposoba ukladki betonnoi smesi [Dependence of the quality of concrete on the method of laying concrete mixes]. Uspekhi sovremennoi nauki i obrazovaniya [Progress in Modern Science and Education], 2(3), 48-52. (In Russ.)
12. Golovin N.G., Bedov A.I., Silant’ev A.S., Voro-nov A.A. (2015). Stesnennaya usadka betona kak faktor razvitiya defektov v monolitnykh perekrytiyakh mnogoeta-zhnykh zdanii [Constrained concrete shrinkage as a factor of defect development in cast-in-place slabs of multistory buildings]. Promyshlennoe i grazhdanskoe stroitel’stvo [Industrial and Civil Construction], (1), 46-50. (In Russ.)
13. Eryshev V.A., Latysheva E.V., Bondarenko A.S. (2012). Usadochnye deformatsii v betonnykh i zhelezobet-onnykh elementakh [Shrink deformations in concrete and reinforced concrete elements]. Izvestiya Kazanskogo go-sudarstvennogo arkhitekturno-stroitel’nogo universiteta, (4), 97-101. (In Russ.)
14. SP 52-103-2007 (2007). Zhelezobetonnye mono-litnye konstrukcii zdanij. [Concrete monolithic construction of buildings]. Moscow, 2007. (In Russ.)
15. Belentsov Yu.A., Roshupkin A.A. (2014). Otsen-ka neobkhodimosti ucheta koeffitsienta variatsii pri priemke betona monolitnykh konstruktsii [Evaluation of the need to take into account the coefficient of variation in the acceptance of concrete monolithic structures]. Vestnik Belgorodskogo gosudarstvennogo tekhnologicheskogo universiteta im. V.G. Shukhova [Bulletin of BSTU named after V.G. Shukhov], (6), 70-73. (In Russ.)
16. Butenko S.A., Nefedov A.T. (2016). Fakticheskii klass betona monolitnykh konstruktsii [Actual class of concrete monolithic constructions]. Traditsii i innovatsii v stroitel’stve i arkhitekture. Sbornik statei [Traditions and
innovations in construction and architecture. Collection of articles]. Ed. by M.I. Bal’zannikova, K.S. Galitskova, A.K. Strelkova. Samara: SGASU Publ., 114-117. (In Russ.)
Об авторах
Кузнецов Виталий Сергеевич — кандидат технических наук, доцент кафедры архитектурно-строительного проектирования (АСП), Национальный исследовательский Московский государственный строительный университет (ФГБОУ ВО «НИУ МГСУ»). Область научных интересов: монолитные и сборные конструкции с использованием высокопрочной арматуры со сцеплением и без сцепления с бетоном в современном строительстве зданий и сооружений. Контактная информация: e-mail: [email protected].
Шапошникова Юлия Александровна — кандидат технических наук, доцент кафедры железобетонных и каменных конструкций (ЖБК), Национальный исследовательский Московский государственный строительный университет (ФГБОУ ВО «НИУ МГСУ»). Область научных интересов: монолитное строительство, пред-напряженные конструкции без сцепления и со сцеплением с бетоном, современные строительные конструкции, обследование технического состояния и усиление строительных конструкций. Контактная информация: e-mail — [email protected].
About the authors
Vitaliy S. Kuznetsov — Candidate of Technical Sciences, Associate Professor of the Department of Architectural and Construction Design (TSA), Moscow State University of Civil Engineering (National Research University). Research interests: monolithic and prefabricated structures with the use of high-strength fittings with clutch and without adhesion to concrete in the modern construction of buildings and structures. Contact: e-mail — [email protected].
Yulia A. Shaposhnikova — Candidate of Technical Sciences, Associate Professor of the Department of Reinforced Concrete and Stone Structures (ZHBK), Moscow State University of Civil Engineering (National Research University). Research interests: monolithic construction, prestressed constructions without adhesion and with adhesion to concrete, modern building structures, inspection of technical condition and strengthening of building structures. Contact: e-mail — [email protected].
Для цитирования
Кузнецов В.С., Шапошникова Ю.А. Определение распалубочной прочности монолитных плит и балок // Строительная механика инженерных конструкций и сооружений. 2018. Т. 14. № 3. С. 187-191. DOI: 10.22363/1815-5235-201814-3-187-191.
For citation
Kuznetsov V.S., Shaposhnikova Yu.A. (2018). Determination of the stripping strength of monolithic slabs and beams. Structural Mechanics of Engineering Constructions and Buildings. 14(3), 187-191. DOI: 10.22363/1815-5235-2018-14-3-187-191.
Средняя прочность бетона | Фундамент для Дома
Выбирая строительные материалы, основное внимание уделяется их качеству, ведь фундамент, отлитый из нетехнологичного сырья, может дать сильную усадку, а то вообще рассыпаться через несколько лет эксплуатации здания. Именно поэтому строительные материалы должны проходить жесткий контроль качества, особенно если речь идет о контроле прочности бетона.
Бетон — это основной материал, знакомый человечеству уже более 6000 лет. Бетон используют с самого начала строительства и именно бетон несет на себе вес всего здания, из него отливаются стены и потолки, поэтому переоценить значение его качества просто невозможно.
Марочная прочность бетона и классы прочности
Качественные характеристики бетона, его пригодность к проведению работ определяются по классу бетона и по его марке. При выборе материалов, ориентируются на такие показатели бетона, как средняя прочность бетона, марка морозостойкости, класс бетона и ряд других менее распространенных показателей.
Прочность бетона — величина непостоянная. Она зависит от того, когда был залит бетон и в каких условиях он набирал прочность.
Ту или иную прочность бетона, ГОСТ гарантирует спустя 28 дней естественного твердения. Действующий ГОСТ требует использовать в проекте обозначение бетона в классах.
Класс бетона — это так называемая кубиковая прочность бетона, при которой ее показатель считается гарантированным в 95% случаев. Характеризует прочность бетона на сжатие. Обозначается буквой В и соответствующей цифрой, измеряется в МПа. Например, класс В25 подразумевает, что кубик из бетона класса В25, размером 15*15*15 см, способен выдержать давление в 25 МПа в 95% случаев. Таким образом, кубиковая прочность бетона, подвергшегося испытанию, будет равной 25 МПа.Важнейшая характеристика материала — его плотность. Плотность — это своего рода заполненность объема твердым веществом. Плотность очень сложно измерить точно, и поэтому был принят такой показатель, как средняя прочность бетона. В зависимости от средней прочности бетон классифицируют по маркам.
Деление марок тоже весьма условно, то есть марки не распределены с предельной точностью, а распределены приближенно. Средняя прочность бетона регламентируется ГОСТ 12730-2.
Марка бетона — показатель прочности цемента. Марка бетона может отражать различные показатели бетона, бывают марки на сжатие, на морозоустойчивость, на водонепроницаемость, на прочность. Обозначается буквой М и соответствующей цифрой, измеряется в кгс/м2.
- Марка морозостойкости определяется числом замораживаний и оттаиваний, которые способны выдержать образцы бетона. Значение морозостойкости актуально, если планируется использовать бетон в условиях отрицательных температур. Имеет маркировку F. Регламентирует морозоустойчивость и прочность бетона ГОСТ 10060.
- Марка водонепроницаемости определяется гидростатическим давлением, при котором испытуемые образцы способны удерживать воду. Актуально, если планируется использовать бетон в условиях повышенной влажности. Имеет маркировку W. Регламентирует водонепроницаемость и прочность бетона ГОСТ 12730-5.
Соотношение между классами и марками:
Класс по прочности на сжатие, B Средняя прочность бетона, кг/см² (примерно) Ближайшая марка по прочности, М 2 26 25 2,5 32 35 3,5 45 50 5 65 75 7,5 98 100 10 131 150 12,5 163 150 15 196 200 20 261 250 22,5 294 300 25 327 350 30 392 400 35 458 450 40 523 500 45 589 600 50 654 700 55 720 700 60 785 800 Прочность монолитных бетонов
При производстве монолитных железобетонных конструкций требования к прочности бетона и его классификация имеет некоторые особенности.
В частности, у этой категории бетонов различают проектную, передаточную, отпускную и распалубочную прочность бетона.
Проектная прочность бетона. Это прочность бетона, определенная возрастом, который предусмотрен проектной документацией. Если возраст в проекте не оговорен, то проектный срок будет равен 28 суткам.
Передаточная прочность — это кубиковая прочность бетона к моменту его обжатия арматурой. Регламентируется ГОСТом на конкретный вид изделий.
Распалубочная прочность бетона — это минимальная прочность, при которой можно снимать опалубку и осуществить безопасную транспортировку конструкций. Показатель распалубочной прочности задается заводом-изготовителем.
Отпускная прочность — это показатель прочности, достигаемой бетоном к моменту, когда его разрешено отгружать покупателю. Регламентируется ГОСТом.
Как измеряется прочность бетона
Качественные показатели бетона всегда проходят ряд испытаний на прочность. Испытания производятся различными способами. Цель испытаний — контроль прочности бетона. Испытания бетона осуществляются разными способами, прочность бетона измеряется в МПа, однако в современных расчетах обычно фигурирует средняя прочность бетона, измеряемая в кгс/см2.
Главные документы, регламентирующие условия и специфику исследования бетона, отражены в ГОСТ. Испытание бетона на прочность предполагает, что исследовать нужно такие его свойства, как:
- пористость,
- плотность,
- прочность,
- водопроницаемость.
- водопоглощение,
- влажность.
Однако обычно исследуется только основной показатель — прочность бетона.
Строители имеют право на определение прочности бетона неразрушающим методом, либо методом разрушающего воздействия.
- Неразрушающие методы контроля.
При выборе методов исследований важно владеть информацией о том, каковы особенности того или иного метода и для каких сфер подходит тот или иной метод исследования. Для этого рекомендуется обратиться к регламентам, утвержденным ГОСТ. Испытание бетона на прочность в зависимости от целей определено ГОСТ 18105-86.
При исследовании прочности бетона применяются техники, основанные на методах местного разрушения, ударного воздействия на бетон или ультразвукового прозвучивания.
Если исследуются монолитные сооружения из бетона, применяются ударно-импульсные в сочетании с ультразвуковыми исследованиями.
- Разрушающие методы контроля.
Кроме определения прочности бетона неразрушающим методом, существует разрушающий метод контроля. Разрушающий метод контроля применительно к прочности бетона характеризуется тем, что контрольный образец бетона в виде куба 15*15 см подвергают испытаниям на специальном прессе с применением давления до полного разрушения образца. По величине силы, которую потребовалось приложить для разрушения куба, говорят о прочности бетона.
Прочность резьбовых соединений
Прочность резьбовых соединенийОтказ крепежа на банке с продуктом иметь потенциально катастрофические последствия. В попытке гарантировать, что такие последствия не произойдут, строгие и обширные часто завершается тестирование продукта. Однако во многих приложений, обширное тестирование не является ни практичным, ни экономичным.В таких случаях инженер обычно полагается на аналитические анализ вместе с его опытом и суждениями, чтобы гарантировать этого сбоя не происходит.
Отказ резьбового соединения в целом происходит в одном из трех режимов. Выход из строя из-за хвостовика или резьбовой участок застежки, зачистка резьбы наружная резьба, или, в-третьих, зачистка внутренней резьбы резьбовой элемент.Рассматривая по очереди:
Выход из строя из-за наружной резьбы или резьбы хвостовик
Большинство отказов крепежа происходит из-за разрушения наружная резьба. При статических нагрузках прочность нити определяется зоной напряжения. Это основано на среднем значении малых и промежуточных диаметров резьбы. Инженерные справочники обычно имеют таблицы площадей напряжений для различных размеров резьбы.При затяжке болта хвостовик выдерживает прямое напряжение из-за деформации удлинения вместе с напряжением кручения из-за крутящего момента, действующего на резьбу. В большинстве таблиц моментов затяжки болтов не учитывается скручивание. напряжение и принять прямое напряжение в нитях некоторой пропорции от предела текучести болтов, обычно 75%. Для высокого трения условиях величина крутильного напряжения может быть такой что в сочетании с прямым напряжением эквивалентное напряжение может привести к превышению урожайности, что приведет к отказу.Более последовательный подход заключается в определении величины прямого напряжения что в сочетании с торсионным усилием дает эквивалентное напряжение некоторой доли текучести. Пропорция обычно используется при таком подходе — 90%. Компьютерная программа TORQUE обеспечивает ультрасовременное анализ на момент затяжки резьбовых соединений.
Болты с высокими эксплуатационными характеристиками часто спроектирован так, что гладкий хвостовик меньше, чем напряжение диаметр резьбы.Это сделано для того, чтобы растяжка, возникает под действием предварительной нагрузки, вызванной процессом затяжки максимально. С этим типом болта выход из строя, если перетянуть, произойдет в области гладкого стержня, как показано на фотографии.
Удаление резьбыОбрыв резьбы может быть проблемой во многих конструкциях, где требуются резьбовые отверстия при низком растяжении материал.В общем, зачистка резьбы как внутренних и внешней резьбы следует избегать, если надежная конструкция должно быть достигнуто. Если болт сломается при затяжке, значит, он Очевидно, что требуется замена. Срывание ниток имеет тенденцию быть постепенным по своей природе. Если режим зачистки нити может происходят, могут быть введены в эксплуатацию узлы, которые частично не удалось, это может иметь катастрофические последствия.
Фотография выше сделана сканированием Электронный микроскоп показывает, что резьба болта вот-вот отклеится. Поверхность стыка была справа, вы на изображении видно, что у первого потока больше всего искажение. Механизм снятия изоляции сложный и предполагает изгиб резьбы (что происходит при высоких нагрузках) и растяжение гайки (что приводит к перемещению плоскости сдвига).
Для точного прогнозирования силы и режим отказа резьбового соединения требует рассмотрения из большого количества факторов. Удаление резьбы — сложный явление. Следующие факторы имеют важное значение по прочности на отрыв резьбы:
1. Разница в размерах резьбы (например, большой, делительный и вспомогательный диаметры) оказывает существенное влияние как на внутреннюю, так и на внешнюю резьбу зачистка прочности.
2. Вариации прочности на растяжение и сдвиг в материале как для внутренней, так и для внешней резьбы.
3. Эффект радиального смещения. гайки или компонента с резьбой (обычно называемое растяжением гайки) в снижении прочности резьбы на сдвиг. Растяжение сила в застежке действует на резьбу и заклинивает вызывает радиальное смещение, которое снижает прочность резьбы.
4. Эффект загиба резьбы, вызванный действием растягивающей силы крепежа, действующей на V-образной резьбе, что приводит к заклиниванию, уменьшающему площадь среза ниток.
5. Влияние вариаций производства в резьбовом соединении, например, небольшой конус отверстия или раструб, может иметь по прочности резьбы.
Прочность резьбы гайки или болта нельзя рассматривать изолированно без учета взаимозависимости которые оба элемента имеют на прочность сборки. Одна из проблем при прогнозировании прочности на снятие резьбы заключается в том, что без учета таких эффектов, как изгиб резьбы, растяжение орехов или болтовня дает оптимистичный результат. Фактическая прочность на отрыв ниже расчетной.Программа FASTENER позволяет состояние художественного анализа, который необходимо выполнить для определения вскрытия прочность резьбового соединения.
Bellmouthing эффектыУсложняющий фактор, который может произойти когда просверленное отверстие пробивается, это колокол. Это небольшая конусность отверстия, которая обычно встречается на большинстве просверлил отверстия до некоторой степени.Этот конус нормально расширяется примерно на половину диаметра от начала отверстия. В причиной этого сужения является крутильная и поперечная гибкость сверла вместе с нестабильностью острия сверла при входе в материал. Bellmouthing можно свести к минимуму за счет использования плотно прилегающего, хорошо выровненного и жесткого сверла втулки вместе с точной заточкой сверла.
Отверстия, показывающие колокольчик, при постукивании испытывают переменную высоту резьбы по длина отверстия. Это изменение может быть значительным на коротких длины зацепления и мелкие шаги. Чистый эффект от Bellmouthing — уменьшить площадь среза наружной резьбы. Чем тоньше нить, тем сильнее выражен эффект колокол.
Влияние размера метчика на резьбу силаВ резьбовых отверстиях высота резьбы продиктовано диаметром сверла. Уменьшить риск неудачи, инженер-конструктор часто проявляет осторожность и определяет высокий процент высоты резьбы в резьбовых дыры. С производственной точки зрения эти более высокие проценты высоты резьбы приводят к более высоким моментам нарезания резьбы, увеличиваются поломки крана и, как таковые, не приветствуются.Для короткой длины зацепления резьбы, размер меньшего диаметра — в результате от сверла — существенно влияет на сборку сила. Исследования показали, что для резьбовых соединений обычных пропорций, размер сверла относительно не важен до тех пор, пока процент высоты резьбы больше, чем 60%. Затраты на выпуск, вероятно, будут ниже, если они будут минимально возможными. используется высота резьбы.
Эффект низкой доли высота резьбы предназначена для уменьшения площади сдвига внешнего резьбы, это показано на рисунке 1. Для очень низкой резьбы высоты, плоскость среза резьбы не обязательно должна быть параллельна относительно оси резьбы, это показано на рисунке 2. Такие режимы отказов трудно предсказать и их легко устранить поддерживая разумную высоту резьбы в процентах.
Ореховое расширениеРастягивающая сила, присутствующая в застежке. во время затяжки воздействует на V-образную резьбу, образуя заклинивание действие, которое приводит к радиальному смещению. Этот радиальный смещение обычно известно как расширение ореха и происходит в резьбовых втулках, а также в обычных гайках. Теоретическая и практические исследования этого явления показывают, что верхняя поверхность гайки сжимается в радиальном направлении, в то время как его несущая поверхность расширяется.Чистый эффект этого расширения заключается в уменьшении площади сдвига как внутреннего, так и внешнего нить.
Прочность сборки на снятие изоляции можно улучшить, увеличив ширину плоских поверхностей диаметр гайки или выступа примерно в 1,9 раза больше номинальной резьбы диаметр. Это увеличивает жесткость локально вокруг внутренняя резьба и уменьшает радиальное расширение.
Гибка резьбыРастягивающая сила, присутствующая в застежке. во время процесса затяжки приводит к некоторой степени нарезания резьбы загиб между внутренней и внешней резьбой. Гибка резьбы уменьшает площадь сдвига как внутренней, так и внешней резьбы. Доминирующий фактор, контролирующий степень изгиба резьбы это соотношение силы внутренней и внешней потоки.Коэффициент прочности — это соотношение между силой необходимо, чтобы резьба гайки оборвалась, разделенная на усилие, необходимое для срыва резьбы болта.
Практические правила для зацепления нитей
Что такое зацепление резьбы?
Зацепление резьбы имеет два фактора: длину зацепления резьбы и процент зацепления резьбы.
Длина зацепления резьбы измеряется длиной зацепления между застежкой и гайкой.(т. е. гайка или сопрягаемый материал для винта). Например, стандартный резьбонарезной винт, нанесенный на 10 мм материала, будет иметь большую длину зацепления резьбы, чем тот же винт для формирования резьбы из 8 мм материала.
Процент зацепления резьбы основан на размере сопрягаемого отверстия по сравнению с крепежом и на высоте зацепления резьбы винта. Например, резьбонарезной винт № 10-24 будет иметь около 80% резьбового зацепления в отверстии 0,1683 дюйма, а примерно 70% резьбового зацепления в отверстии.1710 ”отверстие.
Почему важно задействовать поток?
Зацепление резьбы важно, поскольку оно напрямую связано с целостностью соединения. При слишком малом зацеплении резьбы (комбинация длины и процента) отказом может быть снятие гайки и снижение отношения «привод / отказ». Разрыв крепежа с внешней резьбой (болта или винта) является желаемым видом отказа. С другой стороны, при слишком сильном зацеплении резьбы крутящий момент, необходимый для закручивания винта, будет иметь тенденцию быть большим.Это может привести к недостаточной зажимной нагрузке или даже к поломке крепежа во время сборки.
Процентное и длительное участие также можно обменивать друг на друга; то есть, если материал гайки не является оптимальной толщиной, можно использовать отверстие меньшего размера, чтобы получить более оптимальную степень зацепления резьбы и, по сути, улучшить соединение.
Как резьбовое соединение влияет на прочность на разрыв комбинации болт / соединение?
Проще говоря, большее зацепление резьбы может привести к повышению прочности соединения на растяжение.Прочность на растяжение — это сила, необходимая для того, чтобы что-то тянуть до тех пор, пока оно не сломается, или способность материала выдерживать эту нагрузку. Если болт длиннее, чем необходимо для достижения полной прочности на разрыв в гайке, этот лишний материал тратится впустую. С другой стороны, если болт недостаточной длины, задействованный в гайке, болт имеет более высокую вероятность отсоединения до того, как будет достигнута полная прочность на растяжение. В зависимости от прочности материала гайки, для достижения оптимальной прочности соединения с резьбовым крепежом необходимо, чтобы в гайке был задействован болт диаметром не менее 1–1,5.Одним из факторов, влияющих на это, является материал ореха. Сталь близка к соотношению 1-1,5, в то время как более мягкий материал, такой как пластик, потребует большего зацепления по длине резьбы для достижения оптимальной прочности соединения.
Автор: Дэн Дерри Анализ
болтовых соединений | MechaniCalc
ПРИМЕЧАНИЕ. Эта страница использует JavaScript для форматирования уравнений для правильного отображения. Пожалуйста, включите JavaScript.
Болтовое соединение является одним из наиболее распространенных методов соединения — другие распространенные методы соединения включают клепку, сварку, прессовую посадку, штифты, шпонки и клеи.Основные компоненты болтового соединения включают резьбовой крепеж, а также детали, которые необходимо соединить (зажимные детали , ). Болтовое соединение работает, создавая начальное усилие зажима («предварительную нагрузку») на соединение путем ввинчивания крепежа либо в гайку, либо в резьбу, нарезанную на одной из частей. Этот предварительный натяг гарантирует, что зажатые детали остаются в контакте и сжатии на протяжении всего срока службы соединения.
Шайбы обычно используются в стыках и служат для многих целей.Они сводят к минимуму попадание головки болта и гайки в зажимаемые детали и помогают при затяжке. Поскольку отверстия под болты могут иметь острые края или заусенцы, используются шайбы для защиты галтеля под головкой болта от царапин, поскольку это критическая область, подверженная поломке. Шайбы также служат для распределения предварительной нагрузки и приложенного усилия на большей площади как на головке болта, так и на поверхностях зажимаемых деталей. Это снижает нагрузку на подшипник, помогает предотвратить вытягивание и помогает предотвратить повреждение поверхности зажимаемых деталей.
Содержание
Размеры резьбы
При анализе соединения необходимо знать характерные размеры как внешней резьбы, так и внутренней резьбы. Размер резьбы указывается на основе номинального (основного) диаметра и либо количества витков резьбы на дюйм (для унифицированной дюймовой резьбы), либо шага (для метрической резьбы). Размеры резьбы для крупной и мелкой резьбы можно найти в таблицах, содержащихся в любом стандартном руководстве по проектированию станков, а также в таблицах размеров резьбы в Приложении.Шаг, P — расстояние между нитками. Когда шаг выражается в дюймах, он связан с резьбой на дюйм, TPI, следующим образом:
TPI = 1 / P
Размеры резьбы (внутренняя и внешняя резьба):
Символ Единицы США Единицы СИ Номинальный (большой) диаметр d ном в мм Число ниток на дюйм TPI в -1 — Шаг -П, в мм В таблицах ниже представлены уравнения для некоторых представляющих интерес размеров профиля резьбы как для унифицированной дюймовой резьбы, так и для метрической резьбы ISO.В случае метрической резьбы профиль резьбы основан на параметре H, высоте основного треугольника. Значение H связано с шагом резьбы P следующим образом:
Внешняя резьба (болт) Размеры:
Уравнение, единицы США [дюймы] Уравнение, метрические единицы [мм] Малый диаметр d m.ext = d nom — 1.299038 / TPI (Справочник по машинам)
d m.ext = d nom — 1,226869 · P (Шигли)
Диаметр шага d p.ext = d nom — 0,64951905 / TPI (ASME B1.1, раздел 10.1p)
d p.ext = d nom — 0,75 · H = d nom — 0,64951905 · P (Справочник по машинам)
Размеры внутренней резьбы:
Уравнение, единицы США [дюймы] Уравнение, метрические единицы [мм] Малый диаметр д м.int = d nom — 1.08253175 / TPI (ASME B1.1, раздел 10.1s)
d m.int = d nom — 1,25 · H = d nom — 1.08253175 · P (Справочник по машинам)
Диаметр шага d p.int = d nom -0.64951905 / TPI (ASME B1.1, раздел 8.3)
d p.int = d nom — 0,75 · H = d nom — 0,64951905 · P (Справочник по машинам)
Области внешней резьбы (болта):
В приведенных выше таблицах единицы измерения США указаны в дюймах, а метрические единицы — в миллиметрах.
Предварительный натяг
Болты устанавливаются с предварительным натягом, который гарантирует, что элементы соединения остаются зажатыми и находящимися в состоянии сжатия на протяжении всего срока службы соединения. Предварительный натяг также важен для соединений с циклической нагрузкой. Предварительная нагрузка увеличит среднее напряжение, но уменьшит переменное напряжение.
Значения предварительной нагрузки
Предварительный натяг обычно указывается в процентах от предела текучести материала болта при растяжении, S ty .Чтобы рассчитать силу предварительного натяга в процентах от предела текучести, используйте:
F PL =% yld · S ty A t
где% yld — процент текучести с предварительным натягом, S ty — предел текучести, а A t — площадь растягивающего напряжения.
Как правило, сила предварительного натяга должна быть не меньше максимальной растягивающей силы, которая будет приложена к соединению. Это гарантирует, что зажатые части всегда будут в контакте и сжатии.Поскольку некоторая часть растягивающего усилия, приложенного к соединению, будет действовать, чтобы ослабить сжатие в зажатых частях, соединение будет разъединяться при значении приложенной силы, которое несколько выше, чем предварительная нагрузка. Это будет обсуждаться в следующем разделе.
Поскольку растягивающее усилие, которое будет приложено к соединению, диктует требуемый предварительный натяг, то максимальная полезность болта достигается за счет его предварительного нагружения до максимально возможного значения. Пластичность материала болта определяет, насколько близко к пределу текучести болт может быть предварительно нагружен.Шигли и Линдебург рекомендуют следующие (консервативные) значения предварительной нагрузки:
где F proof — пробная нагрузка застежки. Соотношение между испытательной нагрузкой и пределом прочности таково:
F proof = S proof A t
Согласно Шигли, предел текучести приблизительно равен 85% от предела текучести при растяжении, S ty . На основе S proof = 0,85 · S ty рекомендуемое усилие предварительного натяга как функция предела текучести составляет:
Учитывая, что приведенные выше значения являются консервативными, общее практическое правило состоит в том, чтобы предварительно нагружать крепеж до 2/3 предела текучести (т.е.е. % и = 66,7%).
Релаксация предварительного натяга
Существует множество факторов, которые могут привести к «ослаблению» или потере предварительной нагрузки, приложенной во время установки. Колебания температуры приведут к расширению и сжатию соединительных элементов и могут вызвать увеличение или уменьшение силы предварительной нагрузки в зависимости от относительного удлинения и укорочения между застежкой и зажатыми частями. Если предварительный натяг достигается путем приложения крутящего момента к болту или гайке, это приведет к скручиванию крепежа, которое будет действовать, увеличивая натяжение болта и, следовательно, усилие предварительного натяга.Со временем это скручивание рассосется и вызовет ослабление силы предварительного натяга. К другим факторам, способствующим ослаблению предварительной нагрузки, относятся заделка и ползучесть.
Расслабление предварительного натяга может быть уменьшено за счет использования механизмов фиксации резьбы, включая стопорные клеи, стопорные гайки, стопорные шайбы, стопорную проволоку и стопорные шарики / заплатки. Barrett предлагает комплексное описание механизмов блокировки резьбы.
Согласно Руководству по машинному оборудованию, ослабление предварительного натяга происходит в течение нескольких часов после установки, и, как правило, достаточно допуска на потерю предварительного натяга в размере примерно 10%.
Неопределенность предварительной нагрузки
Точность предварительного натяга, применяемого во время установки, во многом зависит от используемого метода затяжки. Следующая таблица адаптирована из Barrett, MIL-HDBK-60 и из Руководства по машинному оборудованию:
Метод затяжки Точность По ощущениям ± 35% Динамометрический ключ ± 25% Поворот гайки ± 15% Шайба указателя нагрузки ± 10% Удлинение болта ± 3-5% Тензодатчики ± 1% Ультразвуковое зондирование ± 1% Момент для достижения предварительного натяга
Многие из распространенных методов затяжки достигают усилия предварительного натяга за счет приложения крутящего момента к гайке или головке болта.При затяжке крепежа с помощью динамометрического ключа, что является одним из самых простых и распространенных методов, считается, что крепежный элемент затянут надлежащим образом после достижения указанного крутящего момента. В этом случае необходимо определить значение крутящего момента, необходимое для достижения желаемой силы предварительного натяга в болте. Этот крутящий момент рассчитывается с использованием:
T = K T d nom F PL
где d nom — номинальный диаметр болта, а F PL — сила предварительного натяга болта.K T — коэффициент крутящего момента, рассчитываемый по формуле:
где r t — средний радиус резьбы (эффективное место, в котором действует трение резьбы), r c — средний радиус втулки (эффективное место, в котором действует трение на поверхности подшипника), f t — коэффициент трения между поверхностями резьбы, f c — коэффициент трения между поверхностями буртика (поверхности подшипника), λ — угол подъема, а α — половина угла резьбы (α = 30 °, согласно ASME B1.1, 10.1б). Барретт дает хорошую таблицу коэффициентов трения.
Значение r t рассчитывается как половина среднего диаметра болта, который представляет собой среднее значение малого диаметра и номинального диаметра:
Зона буртика — это площадь опорной поверхности детали, вращающейся во время установки (гайки или головки болта). Ширина по плоскости гайки обычно в 1,5 раза больше номинального диаметра. В этом случае средний радиус воротника рассчитывается как:
Угол опережения λ рассчитывается по формуле:
где l — шаг на оборот (= 1 / TPI).
Shigley предоставляет таблицу коэффициентов крутящего момента в зависимости от состояния болта, которая была адаптирована, как показано ниже. Если состояние болта неизвестно, для K T рекомендуется значение 0,2.
Состояние болта К Т Без покрытия, черная отделка 0,30 оцинкованный 0,20 со смазкой 0.18 с противозадирным покрытием 0,12 Из-за множества переменных, которые влияют на значение коэффициента крутящего момента, любой метод затяжки, который измеряет силу предварительного натяга косвенно через значение крутящего момента, будет по своей сути неточным. Именно по этой причине при использовании динамометрического ключа возникает большая погрешность в точности предварительной нагрузки.
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Жесткость сустава
Шарнир можно рассматривать как набор пружин. Детали внутри рукоятки действуют как набор последовательно соединенных пружин, а рукоятка и болт действуют как параллельные пружины. Соединение можно смоделировать, как показано ниже. Обратите внимание, что в показанном ниже шарнире рукоятка состоит только из 2 частей; однако количество частей не ограничивается 2, и каждая часть в соединении будет представлена пружиной.
Каждая пружина на рисунке выше имеет жесткость:
где A — площадь, E — модуль упругости материала, L — длина.
Жесткость болта
Когда соединение собрано правильно, весь стержень болта будет находиться в захвате вместе с некоторой длиной резьбы. Жесткость хвостовика определяется по формуле:
где A nom — номинальная площадь болта, E bolt — модуль упругости материала болта, а хвостовик L — длина стержня болта.
Жесткость резьбовой части в рукоятке определяется выражением:
где A t — площадь растягивающего напряжения, а L thd.g — длина резьбовой части внутри рукоятки.
Хвостовик и резьбовая часть болта будут действовать как пружины, включенные последовательно, так что эффективная жесткость части болта в захвате определяется выражением:
Согласно ASME B18.2.1, номинальная длина резьбы болтов дюймовой серии определяется по формуле:
Длину стержня болта можно определить по:
L хвостовик = L — L штырь
Длину резьбы в рукоятке определяют по:
L тыс.g = L g — L хвостовик
, где L г — длина захвата.
Жесткость захвата
Жесткость захвата определяется расчетом на основе упрощенного метода конуса давления, представленного Шигли. Этот метод предсказывает распределение давления по толщине захвата. Конус давления для соединения можно визуализировать на диаграмме ниже.
Часть детали внутри конуса давления называется усеченным конусом .Каждая часть рукоятки будет содержать 1 или 2 усеченных пирамиды. Жесткость отдельного усеченного конуса определяется:
где d — внутренний диаметр усеченного конуса, D — наименьшее значение внешнего диаметра усеченного конуса, t — толщина усеченного конуса, E — модуль упругости материала, а α — угол конуса давления. Шигли рекомендует значение 30 ° для α.
Высота прижимного конуса зависит от длины захвата, L g , которая представляет собой совокупную толщину деталей, зажимаемых в соединении (см. Рисунок выше).В соединении с гайкой прижимной конус начинается под головкой болта и заканчивается под гайкой. Диаметр усеченного конуса в этом случае можно легко определить, используя диаметры опорных поверхностей. В резьбовом соединении конус давления начинается под головкой болта и заканчивается в резьбовой части последней пластины. Согласно Шигли, эффективная толщина захвата последней пластины определяется как:
L ‘ g.p2 = min (t, d nom ) / 2
где t — толщина листа, а d nom — номинальный диаметр болта.Диаметр усеченного конуса на конце напорного конуса принят равным 1,5 · d nom .
Жесткость захвата рассчитывается с учетом того, что усеченные конструкции действуют как последовательно соединенные пружины:
Приблизительная жесткость захвата
Шигли приводит уравнение, которое вычисляет правильную жесткость захвата в случае, если каждая часть в захвате имеет одинаковый модуль упругости:
В приведенном выше уравнении E — модуль упругости материала, L g — длина захвата, α — угол усеченного конуса (30 °), d bh — диаметр опорной поверхности под головкой болта, и d — внутренний диаметр усеченного конуса.
Значение d может быть либо номинальным диаметром болта (для более приблизительного результата), либо диаметром отверстия в самой центральной части соединения (для более точного результата).
Если все части в захвате имеют одинаковый модуль упругости, то жесткость захвата, рассчитанная с использованием приведенного выше уравнения, будет такой же, как жесткость захвата, рассчитанная с использованием полной процедуры. Однако, если детали имеют разные модули упругости, близкое приближение все же может быть достигнуто путем расчета эффективного модуля упругости для захвата:
где E p — модуль упругости детали в захвате, а L p — толщина детали в захвате.
Еще более упрощенное уравнение для жесткости захвата можно найти, если предположить, что диаметр головки болта на 50 процентов больше номинального диаметра болта (т.е. d bh = 1,5 · d nom ):
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Зависимость болтовой нагрузки от приложенной нагрузки
Предварительный натяг удлиняет болт и сжимает зажатые детали.Когда к соединению прилагается растягивающая нагрузка, некоторая часть приложенной нагрузки ослабляет сжатие в зажатых частях, а другая часть дополнительно удлиняет болт. Часть приложенной нагрузки, воспринимаемая болтом, зависит от относительной жесткости болта и зажимаемых частей. Эта относительная жесткость известна как константа соединения C:
Ниже представлена типичная диаграмма нагрузки на болт в зависимости от приложенной нагрузки на сустав:
На рисунке выше ось X — это растягивающая нагрузка, приложенная к соединению, а ось Y — растягивающая нагрузка, существующая в болте.Когда приложенная нагрузка равна нулю, растягивающая нагрузка на болт равна силе предварительной нагрузки. Когда к соединению прилагается нагрузка, часть приложенной нагрузки снимает сжатие в зажатых частях, а часть приложенной нагрузки увеличивает натяжение болта. Линия нагрузки болта имеет постоянный наклон, равный постоянной C.
Кривая номинальной нагрузки болта показана толстой сплошной синей линией. Две светло-синие линии, идущие параллельно номинальной кривой, представляют собой кривые минимальной и максимальной нагрузки на болт.Минимальная кривая учитывает неопределенность предварительной нагрузки из-за способа установки, а также ослабление предварительной нагрузки. Максимальная кривая учитывает неопределенность предварительной нагрузки. На приведенных выше кривых использовалась погрешность предварительного натяга ± 25% (соответствует установке с помощью динамометрического ключа) наряду с ослаблением предварительного натяга 10%.
Еще одна кривая, которую следует отметить на рисунке выше, — это линия нагрузки растяжения болта, показанная горизонтальной красной пунктирной линией. Эта линия указывает значение растягивающей нагрузки на болт, которое приведет к деформации.Эта линия учитывает сдвиг и изгиб, поэтому любая поперечная сила или изгибающие моменты, действующие на болт, будут понижать эту линию.
Разделение суставов
Колено на кривой на диаграмме нагрузки болта выше показывает точку, в которой соединение разъединяется. В этот момент приложенная нагрузка достаточна для разделения частей в соединении (все сжатие в зажатых частях снято), а после этого момента любая нагрузка, приложенная к соединению, полностью воспринимается болтом.Сила, которая приведет к разъединению сустава, определяется по:
Обратите внимание, что усилие отрыва всегда будет несколько выше, чем усилие предварительного натяга.
Разделение соединения является критерием отказа, и соединение должно быть спроектировано таким образом, чтобы оно не отделялось во время эксплуатации. Коэффициент запаса прочности при разделении определяется по:
Усилие на болте
Общая растягивающая сила на болте определяется двумя составляющими: силой предварительного натяга и приложенной растягивающей нагрузкой.Значения этих компонентов для каждой части кривой нагрузки болта находятся по формуле:
Соединение неразделено Совместное разделение Натяжение болта из-за предварительного натяга, F b.PL : F PL 0 Натяжение болта из-за приложенной нагрузки, F b.t.app : C · F t.app F t.app F б.t = F b.PL & plus; F b.t.app
Другой способ выразить общую силу натяжения болта:
Сила сдвига на болте равна нагрузке сдвига, приложенной к соединению:
F b.s = F s.app
Изгибающий момент может присутствовать в болте, если между пластинами есть зазор (например, из-за прокладки) или если в соединении используются длинные прокладки:
M b = F b.с а / 2
где а — плечо момента. Более подробная информация о изгибающем моменте на болте приведена в Приложении.
Напряжение болта
Напряжения в болте рассчитываются по формулам, приведенным в таблице ниже:
Напряжение предварительного натяга Напряжение при растяжении Напряжение сдвига Напряжение изгиба где A t — площадь растягивающего напряжения, A s — площадь сдвига (либо номинальная площадь, если плоскость сдвига находится в хвостовике, либо второстепенная область, если плоскость сдвига находится в резьбе), а d — либо номинальный диаметр, если максимальный момент находится в хвостовике, либо меньший диаметр, если максимальный момент находится в резьбе.Поскольку максимальный момент возникает под головкой и в начале внутренней резьбы, максимальный момент обычно возникает в резьбе болта, поэтому для расчета напряжения изгиба следует использовать меньший диаметр.
Напряжение фон Мизеса рассчитывается по формуле:
В приведенном выше уравнении n — коэффициент нагрузки, который применяется к напряжению растяжения, изгиба и сдвига, но не применяется к напряжению предварительной нагрузки. Коэффициент нагрузки связан с коэффициентом безопасности, с той разницей, что это коэффициент, который равен , приложенному к нагрузкам или напряжениям, чтобы гарантировать, что напряжение болта остается ниже допустимого напряжения.
Коэффициент запаса прочности может быть решен итеративно путем нахождения значения коэффициента нагрузки, при котором напряжение фон Мизеса равно допустимому напряжению:
Резьбовые ножницы
Сдвиг резьбы является важным видом разрушения болтового соединения и возникает, когда резьба срезается либо с болта ( срез для внешней резьбы ), либо с гайки или детали с резьбой (срез для внутренней резьбы , ). Между резьбой болта и внутренней резьбой должно быть достаточное зацепление, чтобы болт не растянулся до того, как резьба срежется.Это обеспечит развитие полной прочности болта (и, следовательно, отсутствие «потраченной впустую» прочности болта), и позволит избежать сверления и повторного нарезания внутренней резьбы. Следует учитывать сдвиг резьбы как для внешней (болтовой) резьбы, так и для внутренней резьбы.
Длина зацепления резьбы
Длина зацепления резьбы является доминирующим фактором, определяющим, будет ли резьба разрушаться при сдвиге. Общее практическое правило состоит в том, что длины зацепления, равной диаметру болта, достаточно для защиты от сдвига резьбы.Однако расчет сдвига всегда следует выполнять в соответствии со следующими разделами для обеспечения безопасности.
В болтовом соединении с гайкой, пока болт выступает за конец гайки, длину зацепления резьбы можно оценить по высоте гайки h гайка . На самом деле произойдет некоторая потеря зацепления из-за снятия фаски вокруг резьбового отверстия в гайке.
В резьбовом соединении глубина резьбы в конечной части должна быть равна минимальной толщине резьбовой части, t p , или номинальному диаметру болта, d nom , поэтому длина резьбового зацепления может быть равна оценивается как минимум из этих значений.Обратите внимание, что эти оценки не учитывают фаску на конце болта или вокруг резьбового отверстия в детали.
Оценки длины резьбового зацепления в болтовом соединении резюмируются следующим уравнением. Это значение L E затем следует использовать для расчета коэффициентов безопасности при сдвиге внешней и внутренней резьбы.
Ножницы для наружной резьбы
Площадь среза резьбы для наружной резьбы определяется из цилиндрической области с высотой, равной длине резьбового зацепления, L E , и диаметром, равным делительному диаметру, d p.доб . Согласно Федеральному стандарту площадь среза резьбы для наружной резьбы рассчитывается по формуле:
Напряжение сдвига во внешней резьбе рассчитывается по:
где F b.t — общая сила растяжения на болте с учетом предварительного натяга и части приложенной растягивающей нагрузки, воспринимаемой болтом.
Коэффициент запаса прочности на сдвиг наружной резьбы по отношению к пределу текучести при сдвиге S sy материала резьбы рассчитывается по формуле:
Предел текучести при сдвиге обычно можно оценить как 0.577 · S ty . Значение 0,577 соответствует величине, обратной члену & Sqrt; 3, который появляется в критерии отказа фон Мизеса. См. Барретт для получения более подробной информации об оценках допустимого сдвига.
Ножницы для внутренней резьбы
Сдвиг внутренней резьбы рассчитывается аналогично срезанию внешней резьбы. Согласно Федеральному стандарту площадь среза резьбы для внутренней резьбы рассчитывается по формуле:
где d p.int — это делительный диаметр внутренней резьбы, а L E — длина зацепления резьбы, которая рассчитывается так же, как и для сдвига внешней резьбы.
Напряжение сдвига внутренней резьбы рассчитывается по формуле:
Коэффициент запаса прочности на сдвиг внутренней резьбы по отношению к пределу текучести материала резьбы при сдвиге рассчитывается по формуле:
Напряжения в зажимаемых деталях
При анализе болтового соединения необходимо исследовать выход из строя зажимаемых деталей. Существует несколько основных механизмов выхода из строя зажимаемых деталей, которые описаны в следующих разделах.
сквозной
Растягивающая сила, приложенная к соединению, будет действовать, чтобы протянуть части, расположенные над местом приложения силы, друг через друга.На рисунке ниже головка болта будет тянуть через шайбу 1, шайба 1 будет тянуть через пластину 1, шайба 2 будет тянуть через пластину 2, а гайка будет тянуть через шайбу 2.
Соответствующие уравнения:
Площадь Напряжение Фактор безопасности A pt = πd o t p В таблице выше d o — это внешний диаметр протягиваемой детали, t p — толщина рассматриваемой детали, F t.app — приложенная сила растяжения, а S sy — предел текучести материала при сдвиге рассматриваемой детали.
Предел текучести при сдвиге обычно оценивается как 0,577 · S ty . Значение 0,577 соответствует величине, обратной члену & Sqrt; 3, который появляется в критерии отказа фон Мизеса. См. Барретт для получения более подробной информации об оценках допустимого сдвига.
Подшипник
Сила предварительного натяга заставляет каждую деталь опираться на соседние детали.Например, на предыдущем рисунке головка болта и шайба 1 будут прилегать друг к другу, как и шайба 1 и пластина 1.
Площадь Напряжение Фактор безопасности В приведенной выше таблице d o.min — это минимальный внешний диаметр двух частей, соприкасающихся друг с другом, d h — диаметр сквозного отверстия рассматриваемой детали, а S на — это предел текучести подшипника. прочность рассматриваемой детали.Предел текучести подшипника обычно можно оценить как 1,5 · S ty . См. Barrett для получения более подробной информации об оценках допустимых значений подшипников.
F Bear — это несущая сила. Значение опорной силы на поверхности зависит от положения этой поверхности по отношению к месту приложения силы растяжения в соединении. На предыдущем рисунке Поверхность 3 находится внутри точек приложения силы растяжения, поэтому эта поверхность не увеличивается из-за приложенной силы.Однако все поверхности 1, 2, 4 и 5 находятся за пределами областей приложения силы и действительно увеличиваются. Если опорная поверхность находится внутри точек приложения силы, то максимальная опорная сила, которую испытывает поверхность, является просто силой предварительного натяга. Если опорная поверхность находится за пределами места приложения силы, то опорная сила увеличивается на приложенную силу, и максимальная опорная сила, испытываемая этой поверхностью, равна растягивающей силе в болте.
Подшипник пальца
Если соединение подвергается сдвигу, то болт может прижиматься к внутренним стенкам сквозных отверстий в зажимаемых деталях.
Площадь Напряжение Фактор безопасности A pb = d nom t p В приведенной выше таблице d nom — номинальный диаметр болта, t p — толщина детали, F s.app — приложенная сила сдвига, а S на — предел текучести материала подшипника. Предел текучести подшипника обычно можно оценить как 1.5 · S ty . См. Barrett для получения более подробной информации об оценках допустимых значений подшипников.
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Приложение
Размеры оборудования: унифицированная дюймовая резьба
Размеры оборудования: метрическая резьба
Максимальный изгибающий момент на болте
Максимальный изгибающий момент на болте равен:
M b = F s a / 2
, где F s — приложенная сила сдвига, а a — плечо момента.
Болт можно смоделировать как фиксированную направляющую балку (то есть балку с фиксированным граничным условием на одном конце и управляемым граничным условием на другом конце). В модели ниже левый конец болта зафиксирован (все степени свободы фиксированы), а правый конец направлен (вращение и перемещение по оси x фиксированы, но могут свободно перемещаться по оси y). К правому концу прилагается усилие сдвига в 100 фунтов силы.
Схема свободного тела (FBD) и деформированная сетка для этого случая показаны ниже.Если бы модель, представленная выше, была консольной балкой, момент из-за приложенной силы полностью принимался бы на одном фиксированном конце. Однако, поскольку модель зафиксирована от вращения на обоих концах, момент распределяется между двумя концами болта.
Диаграмма момента сдвига для этого случая показана ниже:
Подпишитесь, чтобы получать обновления о последних улучшениях:
Список литературы
Общие ссылки:
- Барретт, Ричард Т., «Руководство по проектированию крепежа», справочная публикация НАСА 1228, 1990 г.
- Будинас-Нисбетт, «Машиностроительный проект Шигли», 8-е изд.
- Чемберс, Джеффри А., «Предварительно загруженная методология совместного анализа для систем космического полета», Технический меморандум НАСА 106943, 1995.
- Справочник по машинному оборудованию, 27-е изд., Industrial Press Inc., 2004.
- MIL-HDBK-60, «Крепежные детали с резьбой — затяжка до надлежащего натяжения», 1990 г.
- Линдебург, Майкл Р., «Справочное руководство по машиностроению для экзамена на физическую форму», 13-е изд.
Спецификации и стандарты:
- ASME B1.1, «Унифицированная дюймовая резьба (форма резьбы UN и UNR)», Американское общество инженеров-механиков, 2003.
- ASME B18.2.1, «Болты с квадратной, шестигранной, тяжелой шестигранной и скошенной головкой и шестигранники, тяжелые шестигранные, шестигранные фланцы, винты с выступом и шестигранной головкой (дюймовая серия)», Американское общество инженеров-механиков, 2012.
- ASME B18.2.2, «Гайки общего назначения: гайки машинных винтов, шестигранные, квадратные, шестигранные фланцы и соединительные гайки (дюймовая серия)», Американское общество инженеров-механиков, 2010.
- ASME B18.2.8, «Отверстия с зазором для болтов, винтов и шпилек», Американское общество инженеров-механиков, 1999.
- ASME B18.21.1, «Шайбы: винтовая пружина, фиксатор зуба и плоские шайбы (дюймовая серия)», Американское общество инженеров-механиков, 2009.
- FED-STD-h38 / 2B, «Стандарты винтовой резьбы для федеральных служб», Федеральный стандарт, 1991.
Влияние восстановительного удаления реактивных красителей на качество хлопчатобумажной ткани | Мода и текстиль
Процент зачистки
Процент зачистки окрашенных тканей для 2,5% и 5% оттенков показаны на рисунках 1 и 2, соответственно.
Рисунок 1Процент зачистки окрашенной ткани (оттенок 2,5%).
Рисунок 2Процент удаления крашеной ткани (5% оттенка).
Из рисунка 1, для 2.5% оттенка, было обнаружено, что процент удаления окрашенных тканей постепенно увеличивался с увеличением концентрации очищающих химикатов (гидроза и каустическая сода), когда ткани были удалены как при 80 ° C, так и 100 ° C. Также было обнаружено, что процент отгонки выше при 100 ° C, чем при 80 ° C при каждой комбинации отгонных химикатов. Поскольку температура операции зачистки была больше, она была больше. И при температуре 80 ° C, и при температуре 100 ° C, когда концентрация каустической соды была увеличена вдвое с 2.От 5 г / л до 5 г / л с 5 г / л гидроза, а также от 5 г / л до 10 г / л с 10 г / л гидросмеси процент отгонки был немного увеличен. На Рисунке 2 аналогичные тенденции были обнаружены для 5% оттенков. При использовании 10 г / л гидрозы и 10 г / л каустической соды и десорбции при 100 ° C максимальное удаление для оттенков 2,5% и 5% было обнаружено 92,8422% и 93,801% соответственно.
Потеря прочности
Процент потери прочности окрашенных тканей для 2,5% и 5% оттенков показан на рисунках 3 и 4, соответственно.
Рис. 3Потеря прочности,% отобранных образцов (оттенок 2,5%).
Рис. 4Потеря прочности,% отобранных образцов (оттенок 5%).
В случае оттенка 2,5% процент потери прочности постепенно увеличивался с увеличением концентрации отделяющих химикатов как при 80 ° C, так и при 100 ° C, как показано на рисунке 3. Между 80 ° C и 100 ° C было замечено что процент потери прочности был выше при 100 ° C, когда ткани обрабатывались с тем же параметром.Здесь образец, окрашенный оттенком 2,5% при обработке 10 г / л гидрозы и 10 г / л каустической соды при 100 ° C, показал максимальную потерю прочности 9,23% по сравнению с максимальной потерей прочности 8,46% при обработке при 80 ° C. C при той же комбинации химикатов для очистки. Поскольку как температура, так и химикаты для отпарки были сравнительно выше, степень потери прочности также была обнаружена больше. Опять же, когда каустическая сода была увеличена вдвое с 2,5 г / л до 5 г / л с 5 г / л гидроза, потери прочности увеличились с 3.От 07% до 4,61% (в случае 80 ° C) и от 3,84 до 5,38% (в случае 100 ° C). Аналогичным образом, увеличение каустической соды с 5 г / л до 10 г / л с 10 г / л гидросмеси привело к увеличению потери прочности с 6,15% до 8,46% (в случае 80 ° C) и с 7,69% до 9,23% (в случае 100 ° С).
Для 5% -ного оттенка были обнаружены аналогичные тенденции постепенного увеличения потери прочности с увеличением концентрации очищающих химикатов, как показано на Рисунке 4, как для 80 ° C, так и для 100 ° C. Образцы, окрашенные 5% -ным оттенком при удалении с использованием 10 г / л гидрозы и 10 г / л каустической соды при 100 ° C, показали максимальную потерю прочности 10.0% по сравнению с максимальной потерей прочности 9,23% при обработке при 80 ° C с той же комбинацией очищающих химикатов.
Потеря веса
Качество полосатой ткани также оценивали путем измерения процентной потери веса. Процент потери веса окрашенных тканей для 2,5% и 5% оттенков отображен на рисунках 5 и 6, соответственно. На Фигуре 5 для оттенка 2,5% было замечено, что процент потери веса лоскутных тканей увеличивался с увеличением концентрации очищающих химикатов, когда ткани были разделены как при 80 ° C, так и при 100 ° C.Было обнаружено, что процент потери веса выше при 100 ° C, чем при 80 ° C для каждой комбинации использованных химикатов для отпарки. Поскольку температура операций по отгонке была больше, процент потери веса был больше. Здесь образец, окрашенный оттенком 2,5% при обработке 10 г / л гидрозы и 10 г / л каустической соды при 100 ° C, показал максимальную потерю веса 4,91% по сравнению с максимальной потерей веса 4,8% при обработке при 80 ° C. C при той же комбинации химикатов для очистки.
Рисунок 5Потеря веса,% оторванной ткани (2.5% оттенок).
Рис. 6Потеря веса,% полосатой ткани (оттенок 5%).
В случае 5% -ного оттенка была обнаружена аналогичная тенденция, как показано на рисунке 6. Образцы, окрашенные 5% -ным оттенком при удалении с использованием 10 г / л гидрозы и 10 г / л каустической соды при 100 ° C, показали максимальную потерю веса 5,99 % по сравнению с максимальной потерей веса 5,76% при обработке при 80 ° C с той же комбинацией химикатов для отгонки.
Реактивные красители являются наиболее активными красителями, используемыми для хлопка, из-за их ковалентной связи с гидроксильными группами глюкозидов.В результате эти красители наиболее устойчивы к извлечению или разрушению из всех типов красителей. Для удаления красителей с хлопкового волокна обычно используется водный раствор сильной основы. Сообщалось о полной экстракции реактивных красителей из хлопка, обработанного 1,5% водным раствором NaOH при 100 ° C в течение 20 минут (Dockery et al. 2009). Спиртовые группы глюкозных единиц в целлюлозной основе хлопка действуют как слабая кислота и ионизируются в щелочных условиях. Поскольку хлопковые волокна частично растворяются в концентрированном гидроксиде натрия при повышенных температурах, происходит потеря прочности ткани.Таким образом, во время процесса восстановления щелочным красителем происходила потеря прочности ткани. Потеря прочности ленточной ткани увеличивалась с усилением зачищающего действия, обеспечиваемым повышенной температурой и концентрацией гидрозы и каустической соды. Повышенные потери веса лоскутных тканей являются следствием более высокой потери прочности из-за подобного способа.
Стойкость к катышку
Рейтинги для окрашенных и полированных образцов в случае оттенка 2,5%
Были получены оценки стойкости к катышку 5, 4-5 и 4 при 125, 500 и 2000 циклов соответственно для ткани, окрашенной 2.5% красителей, как показано на рисунках 7 и 8. Было обнаружено, что оценки аналогичны окрашенной ткани при использовании комбинации 5 г / л гидросодержащей и 2,5 г / л каустической соды при 80 ° C, но оценки снизились на 1/2 степени по сравнению с окрашенной тканью. на 500 и 2000 циклов при той же комбинации химикатов при 100 ° C. В других трех комбинациях были обнаружены оценки 4-5, 4 и 3-4 при обработке при 125, 500 и 2000 циклах соответственно для обеих температур, за исключением комбинации 10 г / л гидрозы и 10 г / л каустической соды при 100. ° C (рейтинг 3).
Рис. 7Рейтинги пиллинга для очищенных образцов при 80 ° C (оттенок 2,5%).
Рис. 8Рейтинги пиллинга для очищенных образцов при 100 ° C (оттенок 2,5%).
Рейтинги для окрашенных и лоскутных образцов в случае 5% -ного оттенка
Для 5% -ого оттенка оценки устойчивости окрашенной ткани к пиллингу были получены от 5 до 125 циклов и от 4-5 до 500 и 2000 циклов, как показано на рисунках 9 и 10.
Рис. 9Оценка пиллинга для очищенных образцов при 80 ° C (оттенок 5%).
Рис. 10Рейтинги пиллинга для очищенных образцов при 100 ° C (5% оттенок).
Для обеих температур отгонки, в случае комбинации 5 г / л гидросодержащей соды и 2,5 г / л каустической соды, рейтинги устойчивости к пиллингу составляли 5, 4-5 и 4 при 125, 500 и 2000 циклах соответственно, тогда как для гидросодержащей смеси 5 г / л и 5 г / л каустической соды, соответствующие рейтинги были 5, 4-5 и 3-4. Когда окрашенный образец обрабатывали 10 г / л гидрозы и 5 г / л каустической соды или 10 г / л гидросодержащей соды и 10 г / л каустической соды при 80 ° C и 100 ° C, рейтинг пиллинга составлял 4-5, 4 и 3-4 при 125, 500 и 2000 циклах соответственно, за исключением того, что рейтинг 3 был обнаружен при 2000 циклах для отпарки 10 г / л гидроза и 10 г / л комбинации каустической соды, обработанных при 100 ° C.Поверхности из хлопка, обработанные щелочью, выглядели нечеткими и размытыми во время восстановительной очистки при высокой температуре и, следовательно, более низкой стойкости к пиллингу.
Впитывающая способность ткани
Результаты испытаний на впитывание предварительно обработанных, окрашенных и полосатых тканей показаны в таблице 3. Средняя длина впитывания составила 9,5 см для предварительно обработанной ткани как в направлении ширины, так и в направлении грубых волокон, в то время как она увеличилась до 10,5 см (в поперечном направлении). направление) и 10 см (в грубом направлении) для окрашенных тканей и дополнительно увеличиваются для полосатых тканей.Для полосатых тканей он составлял от 11,5 см до 14 см в направлении ширины и от 11 см до 13,7 см в грубом направлении для 2,5% оттенка. Опять же, для 5% оттенка он находился в пределах от 11,5 до 13,9 см в направлении стенки и от 10,6 до 13,9 см в грубом направлении.
Таблица 3 Результаты теста на капиллярность предварительно обработанной, окрашенной и полосатой тканиТаким образом, по результатам испытаний на капиллярность можно сказать, что линия фронта воды в очищенных образцах была заметно выше, чем у предварительно обработанных.Лучшая смачиваемость очищенных образцов может быть связана с десорбционной обработкой в щелочных условиях. Кроме того, большая впитывающая способность окрашенной ткани по сравнению с предварительно обработанной тканью объясняется тем, что окрашивание хлопчатобумажной ткани реактивными красителями проводилось в щелочной среде (Liu and Wang 2009). И окрашенные, и ленточные ткани обрабатывались при различных концентрациях щелочи, соотношении материала и щелока, температуре и времени; но в случае процесса зачистки окрашенных тканей использовались более высокие концентрации щелочи и температура, чем у окрашенных, и, соответственно, было обнаружено более высокое расстояние впитывания в лоскутных тканях.
Кроме того, вода представляет собой агент межкристаллитного набухания, который может проникать и разрыхлять только аморфную область целлюлозы; в то время как щелочной раствор, как агент внутрикристаллического набухания, влияет как на аморфные, так и на кристаллические области целлюлозы. В результате щелочной раствор эффективен для разрыхления кристаллической области целлюлозы. Действие такого средства для набухания наследует внешнюю кожу на хлопковых волокнах и вызывает ее расщепление и образование воротничков; внутренние слои целлюлозы быстро набухают воротничками (Fan et al.1987). Из-за разрыхления кристаллической области целлюлозы агентами набухания повышается впитывающая способность ткани по отношению к воде и красителям.
Это можно объяснить другими словами. Хлопок — это чистая целлюлоза, природный полимер. Химически это «целлобиоза», которая принадлежит к углеводному полимеру, содержащему гидроксильные группы. Эти отрицательно заряженные группы притягивают молекулы воды и заставляют хлопок хорошо впитывать воду. Когда хлопок окрашивается реактивными красителями, некоторые из этих групп -ОН заняты, что немного снижает впитывающую способность.В процессе зачистки хлопковое волокно высвобождает максимальное количество гидроксильных групп, которые образовали ковалентные связи с целлюлозой. Это происходит из-за реакции восстановления красителя гидросульфита натрия и каустической соды на целлюлозе. Кроме того, реэкстрагент может также воздействовать на кристаллическую область хлопка, и в результате также может появиться вероятность высвобождения гидроксильных групп. В основном за водопоглощение отвечают гидроксильные группы. Это причина того, что полосатая ткань имеет большую водопоглощающую способность, а также потерю прочности.
Кроме того, основные процессы подготовки хлопчатобумажного трикотажа включают чистку и отбеливание. Эти обработки удаляют природные и антропогенные примеси, то есть нецеллюлозные компоненты и другие нежелательные вещества. Таким образом повышается сродство целлюлозы к красителям и лакам. Также возможно, что любые загрязнения, оставшиеся в ткани, не могут быть удалены при элементарных процессах подготовки, и они также остались в окрашенных тканях, которые были окончательно удалены из-за щелочного восстанавливающего действия.В результате впитывающая способность ткани с полосками также может быть увеличена, что свидетельствует о более высоком расстоянии впитывания.
»Требования к прочности болта на сдвиг
Во-первых, в отличие от пределов прочности и текучести, не существует опубликованных значений прочности на сдвиг или требований к спецификациям ASTM. Институт промышленного крепежа (Inch Fastener Standards, 7-е изд. 2003 г. B-8) утверждает, что прочность на сдвиг составляет примерно 60% от минимальной прочности на растяжение.
«В качестве эмпирического руководства можно принять, что прочность на сдвиг крепежных деталей из углеродистой стали составляет приблизительно 60 процентов от их минимальной прочности на разрыв.Например, винт с шестигранной головкой класса 5 по SAE имеет заданный минимальный предел прочности на разрыв 120 000 фунтов на квадратный дюйм. Следовательно, для целей проектирования его прочность на сдвиг можно разумно принять равной 70 000 фунтов на квадратный дюйм ».
Быстрый совет: Инструкции по расчету прочности для болта см. В разделе Расчет предела текучести и предела прочности на растяжение.
Важно понимать, что некоторые импортные крепежные детали, такие как шурупы со стягивающими шайбами, обычно не имеют классификации. Поскольку они не производятся по какой-либо конкретной марке, невозможно определить какие-либо связанные с ними прочностные характеристики, если вы не проверили их прочность в лаборатории.Для применений, где произойдет сдвиг в части без резьбы, для расчета значения следует использовать номинальный диаметр. Принимая во внимание, что если область сдвига находится в резьбовом сечении, следует использовать меньший диаметр.
AISC предоставляет опубликованные значения для конструкционных болтов ASTM A325 и A490, перечисленные в Спецификациях для зданий из конструкционной стали в Таблице J3.2 (16.1-104, 13-е изд.) (16.1-120, 14-е изд.).
Несмотря на то, что таблица прочности по классам не содержит информации о прочности на сдвиг, она показывает требования к прочности общих спецификаций строительных крепежных изделий классов ASTM и SAE.
Написано , г.10.09.2015
https://www.portlandbolt.com/about/team/greg-lindsay/ Грег ЛиндсиТелефон: 800.599.0565
Portland Bolt
Электронная почта: [email protected]Как выполнить сопротивление отслаиванию или отслаиванию адгезионных связей ASTM D903
Главная » Как выполнить сопротивление отслаиванию или отслаиванию адгезионных связей ASTM D903Дебби Коэн
ASTM D903 — это один из наиболее часто выполняемых тестов на прочность сцепления.Клей приклеивается к материалу и отслаивается под углом 180 градусов для измерения средней прочности на отслаивание. Этот пост призван помочь вам понять основную процедуру тестирования и оборудование, необходимое для точного выполнения этого теста. Когда вы будете готовы испытать свои клеи на соответствие этому стандарту, обратитесь к официальной спецификации ASTM D903 и следуйте инструкциям.
Процедура:
Подготовьте не менее 10 образцов каждого образца, следуя указаниям в спецификации.Образец состоит из двух частей: гибкого клея (который может отгибаться и отслаиваться под углом 180 °) и материала основы (например, металл, дерево, резина, текстиль), к которому прикрепляется клей.
- Прикрепите 6 дюймов клея к материалу основы, загните свободный конец клея под углом 180 градусов.
- Закрепите верхнюю часть материала подложки зажимом на траверсе испытательной машины.
- Убедившись, что между свободным концом клея и материалом подложки есть расстояние не менее 1 дюйма, закрепите свободный конец клея другим зажимом.
- Убедитесь, что образец находится в плоскости зажимов тисков, и обнулите испытательную машину.
- Начните перемещать траверсу с указанной скоростью, пока не отклеите хотя бы половину склеенной секции.
- Рекордная средняя нагрузка.
- Повторите эту процедуру не менее 10 раз для каждого клея.
Анализ:
- Прочность на отслаивание или отслаивание: средняя нагрузка, необходимая для отслаивания клея под углом 180 °.
Рекомендуемое оборудование:
- Испытательная машина с сервоуправлением (с постоянной скоростью движения), способная отслаивать образец с заданной скоростью. ADMET предлагает полную линейку одно- и двухколонных электромеханических испытательных машин.
- Контроллер тестирования, способный отображать график нагрузки / положения и вычислять среднюю нагрузку. И MTESTQuattro, наш самый передовой контроллер на базе ПК, и цифровой контроллер eP2, автономное устройство с сенсорной панелью, предлагают эту возможность.
- Пара тисков для фиксации образца. ADMET предлагает полную линейку ручных и пневматических захватов.
Полезные ссылки:
Решения для испытания клея ADMET
Все системы тестирования ADMET полностью настраиваются. Если у вас есть какие-либо вопросы относительно приложения или системы, , позвоните по телефону 800-667-3220, напишите по адресу [email protected] или заполните форму «Спросите инженера».
Машины для испытания на отслаивание ADMETРубрика: Тестирование материалов, Новости с хорошей меткой: Admet, Testing Talk
Когда зачищать формы | Журнал Concrete Construction
Q: Как скоро можно будет удалить формы? Мы хотим повторно использовать наши формы на следующий день, если это возможно.
A: Опалубки можно снимать, если бетон достаточно прочен, чтобы выдержать его вес и вес любых нагрузок, которые будут на него воздействовать. Требуемый интервал будет установлен спецификациями для некоторых работ. Для работ, на которых не были установлены полевые спецификации для удаления форм и опор, Комитет 347 ACI рекомендовал различные минимальные периоды времени. Это относится к температурам выше 50 градусов по Фаренгейту. Когда температура опускается ниже, период низкой температуры не следует считать истекшим временем.Их рекомендации можно резюмировать следующим образом:
12-24 часа *
Формы балок шириной до 30 дюймов
3 дня
Профнастил для балок шириной более 30 дюймов
4 дня
Если расчетная нагрузка больше статической
Если расчетная нагрузка меньше статической
Центры арок
14 дней
7 дней
Фундамент балок, балок и балок
Пролет в свету менее 10 футов
7 дней **
4 дня
Пролет в свету от 10 до 20 футов
14 дней **
7 дней
Пролет в свету более 20 футов
21 день **
14 дней
Плиты перекрытия
Пролет над постоянными опорами менее 10 футов
4 дня ***
3 дня
Пролет над постоянными опорами от 10 до 20 футов
7 дней **
4 дня
Пролетает над постоянными опорами более 20 футов
10 дней **
7 дней
* Но соблюдайте требования к плитам перекрытия или перекрытиям балок и балок, если их поддерживают одинаковые формы.** Половина этого интервала, если формы могут быть удалены, не нарушая берега. *** 3 дня, если формы могут быть удалены, не нарушая берега.
Все эти периоды основаны на предположении, что в это время не будет действующих нагрузок, таких как дорожное движение. Опалубки для систем перекрытий с последующим натяжением разрешается снимать, как только было применено полное последующее натяжение, но при многоэтажных работах следует предусмотреть достаточное количество опор для достаточного количества этажей, чтобы развить способность выдерживать приложенные нагрузки без чрезмерного напряжения. или прогиб.На формы для поддерживаемых систем перекрытий распространяются аналогичные ограничения на минимальное время перед снятием. Если требуется переналадка, она должна быть размещена как можно скорее после зачистки, но не позднее конца рабочего дня, в течение которого была произведена зачистка. Решетки, расположенные специально для обеспечения возможности раннего снятия изоляции и предотвращения дополнительных нагрузок, должны быть указаны инженером-архитектором. Как правило, в прохладную погоду рекомендуется оставлять формы на месте как можно дольше, чтобы достичь адекватного отверждения.Если в прохладную погоду возникает необходимость удалить опалубку раньше, чем это допускается указанными выше рекомендациями Комитета 347 ACI, бетон должен быть достаточно прочным, чтобы выдерживать как статическую, так и временную нагрузку, возникающую во время строительства. Он также должен быть достаточно твердым, чтобы не повредить поверхность во время снятия формы. Прочность следует определять путем испытания и сравнивать с требованиями к прочности конструкции, которые должны быть достигнуты инженером-проектировщиком перед снятием изоляции.Прочность на сжатие 500 фунтов на квадратный дюйм следует считать минимальной, прежде чем бетон можно будет снимать и подвергать воздействию отрицательных температур. Прочность следует определять на образцах, отвержденных в рабочих условиях.
.