Пробивка отверстий в металле: особенности технологии
- Вы здесь:
- Главная
- Статьи
- Пробивка отверстий в металле: особенности технологии
Черный металл
- Статьи
Отправить заявку 24/7
Пробивка отверстий в металле является одним из методов перфорации. За счет высокой производительности, относительной простоты выполнения и отличного результата он пользуется высокой популярностью.
Суть технологии
Чаще всего осуществляется пробивка отверстий в листовом металле толщиной 0,5–4 миллиметра, так как из-за особенностей конструкции используемого станка работа с трубами и более толстыми листами практически невозможна.
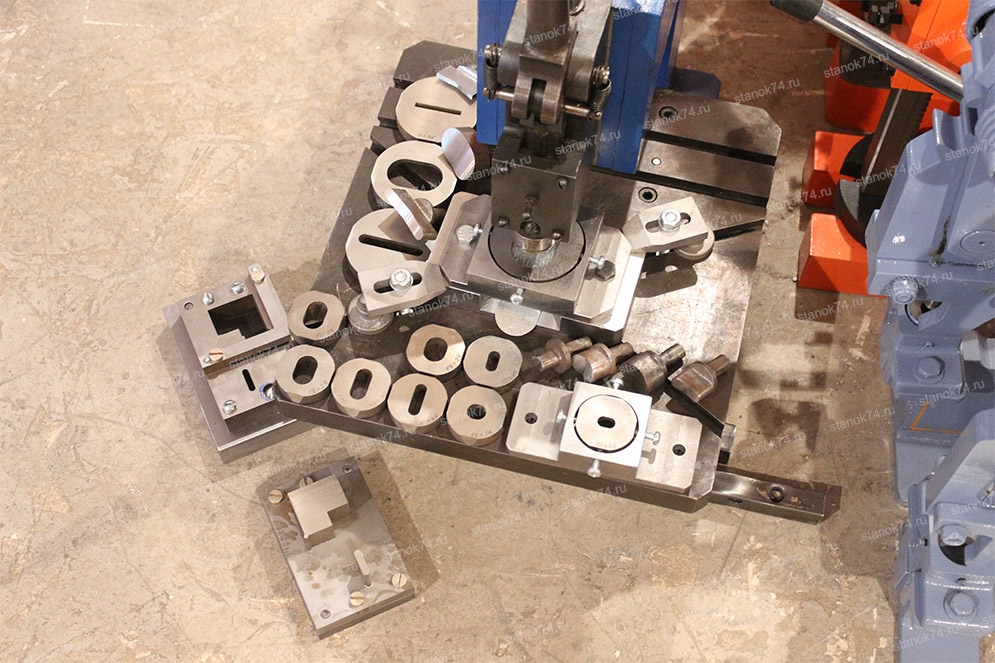
Сам процесс осуществляется с использованием пуансона – пробойника, изготовленного из твердых сплавов, и матрицы – перфорированной «подложки», на которой размещается заготовка. Пуансоны могут иметь разнообразные формы, что дает возможность нанесения перфорации различных видов.
Получаемые перфорированные листы могут использоваться в самых различных сферах и выступать деталями металлической мебели, каркасов рекламных конструкций, защитными кожухами и решетками.
Методы
Пробивка может осуществляться в ручном или автоматизированном режиме.
Ручной
В данном случае используются специализированные пресс-ножницы. Они могут иметь различный принцип действия: механический, пневматический или гидравлический, но результат будет всегда одинаков.
Процесс выглядит следующим образом:
- Производится разметка заготовки – керном размечаются центры будущих отверстий.
- Размеченный лист вручную перемещается по станине пресс-ножниц до совпадения разметки с центром пуансона.
- Производится запуск пресса – пуансон выдавливает часть металла из заготовки, оставляя ее в матрице.
Из-за ручного контроля данный метод не может обеспечить высочайшей точности и производительности, поэтому на крупных производствах используются автоматические станки с ЧПУ.
Автоматизированный
Для автоматической пробивки применяются высокопроизводительные координатно-пробивные прессы. Предварительно, еще до размещения на столе заготовки, в их память вносится программа, содержащая информацию о расположении и форме всех необходимых отверстий.
Современные станки также называют револьверными, так как они имеют вращающийся барабан, в котором установлены пуансоны различных форм и размеров. В зависимости от программы они автоматически сменяют друг друга без участия человека и остановки работы. Подобная конструкция позволяет производить до 1500 отверстий в минуту.
В отличие от ручного метода, лист-заготовка закрепляется на столе специальными зажимами, которые производят ее перемещение в плоскости согласно внесенной программе. При этом во время работы головка пресса сначала прижимает металлический лист специальным прижимным кольцом, обеспечивающим фиксацию рабочей области, а затем использует соответствующий пуансон.
Благодаря использованию поворотного инструмента станок также может использоваться для осуществления перфорации сложной формы. Кроме того, он обладает дополнительным функционалом и может производить пуклевку, формовку и неполную пробивку, что существенно расширяет возможности изготовления.
Особенности
Как и другие технологии, пробивка отверстий в листовом металле имеет определенные преимущества и недостатки.
К плюсам можно отнести:
- Высокую скорость производства с использованием станка с ЧПУ.
- Высокие показатели точности – до 0,05 миллиметра.
- Возможность ручной пробивки на небольших производствах практически без потери качества.
Присутствуют и минусы:
- Небольшой диапазон допустимых значений толщины заготовки.
- На толщинах, близких к максимальным, по краям отверстия могут образоваться неровности и заусенцы, требующие дополнительной обработки.
Несмотря на перечисленные недостатки, пробивка отверстий в металле пользуется стабильно высоким спросом в самых различных сферах производства и не спешит уступать другим методам перфорации.
Популярные статьи
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как .
 ..
..ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для .
 ..
..ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов.
 Труб для нефте- и газотранспортных…
Труб для нефте- и газотранспортных…ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
- Назад
- Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Пробивка отверстий
- Вы здесь:
- Главная
- Пробивка отверстий
Пробивание (прокалывание) — это способ получения отверстий в металле с помощью давления, с применением пуансона и матрицы. Пробивание отверстий в металле может производиться специалистами компании «Стальной выбор» как с применением ручных пневматических, так и стационарных механических или гидравлических прессов.
Пробивание отверстий — операция более производительная по сравнению со сверлением, поэтому ее имеет смысл применять там, где требуется получить большое количество отверстий в короткие сроки. Наиболее всего востребована эта технология при производстве деталей для металлоконструкций с последующей сборкой.
Наиболее всего востребована эта технология при производстве деталей для металлоконструкций с последующей сборкой.
При пробивке отверстий для получения необходимого давления применяются матрицы и штемпели, произведенные из высокопрочной инструментальной стали. Однако использование технологии пробивки металла имеет ряд существенных недостатков, которые накладывают ограничения на ее применение. В частности, при таком воздействии, вокруг пробитых отверстий могут возникать радиальные микро-трещины, которые опасны тем, что в них может начать развиваться коррозия. Кроме того, дырки, полученные пробиванием, будут иметь небольшие заусенцы на кромках, а их диаметр с одной стороны стального листа будет несколько больший, чем с другой.
Поэтому технологию пробивания не следует использовать, если диаметр необходимого отверстия меньше толщины обрабатываемого металла. Тем не менее, технология пробивки широко применяется для получения большого количества отверстий в сравнительно пластичных низкоуглеродистых сталей, сплавов цветных металлов и нержавеющей стали.
Если вы хотите воспользоваться этой технологией, то обратитесь за консультацией к специалистам «Стального выбора» — они помогут вам подобрать наилучший способ ее применения.
Заказать
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для …
ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Спасибо за обращение! Заявка отправлена.
Пробивка отверстий — libp2p
Документация libp2p выглядит по-новому! Помогите docs.libp2p.io продолжать улучшаться, оставляя отзывы и внося свой вклад.
Узлы в одноранговой сети можно разделить на две группы: публичные и непубличные. Публичные узлы — это те узлы, которые беспрепятственно доступ к Интернету, тогда как непубличные узлы расположены за каким-то брандмауэра. Это относится к большинству узлов в домашней и корпоративной сети, а также мобильные телефоны. В большинстве конфигураций, как общедоступных, так и непубличных узлы могут набирать соединения с другими общедоступными узлами. Однако нельзя установить соединение из общедоступного Интернета с непубличным узлом.
Набор номера частного узла #
Вот несколько методов, которые узлы могут использовать для набора номера частного узла:
- UPnP (Universal Plug and Play): протокол, используемый между маршрутизаторами и компьютерами.
внутри сети. Это позволяет компьютеру запрашивать, чтобы определенные порты были
открыть и переслать на этот компьютер.

- Переадресация портов: ручная настройка переадресации портов на маршрутизаторе.
Ограничения #
Во многих настройках UPnP отключен маршрутизатором или брандмауэром. UPnP также может не работать в зависимости от прошивки роутера.
Ручное открытие порта требует технических знаний и не применять аутентификацию или авторизацию.
Возможное решение: пробивание отверстий #
Обзор ретрансляции #
Ретрансляция — это механизм, используемый для передачи информации между двумя концами. В случае непубличных узлов:
Узел A поддерживает постоянное соединение с ретрансляционным узлом R, и когда узел B хочет подключиться к узлу A, он сначала устанавливает соединение с узлом R, где R пересылает все пакеты по соединению. Ретрансляция добавляет дополнительные задержка и требует больших ресурсов, поскольку узлу R необходимо обрабатывать большой объем трафика. Использование узла ретрансляции также требует технических знаний.
Что, если бы мы могли использовать узел R, чтобы упростить
прямое соединение между узлами A и B? # В случае, когда других вариантов недостаточно, сети могут
использовать технику, называемую пробивкой отверстий, для установления соединений с
непубличные узлы.
Каждый узел подключается к узлу ретрансляции и использует общий внешний адрес и порт информация. Сервер временно хранит информацию об узле. информацию и передает информацию каждого узла другому. Клиенты могут использовать эту информацию для установления прямых связей друг с другом.
Возьмем два узла, A и B , которые хотели бы набрать друг друга:
- Первый пакет обоих узлов (например, в случае TCP, SYN) проходит через соответствующие маршрутизаторы.
- Маршрутизаторы добавляют кортеж из 5 в таблицу состояний своего маршрутизатора.
-
PacketAиPacketB«пробивают дыры» в соответствующих маршрутизаторах. брандмауэры. - Оба пакета достигают противоположного маршрутизатора.
- Один раз
А 9Пакет 0040 приходит наRouter_B,Router_Bпроверяет его состояние таблице и находит 5-кортеж, ранее добавленный через пакет, отправленный node B. - Маршрутизаторы пересылают пакеты через «дырки» на
B. То же самое происходит с пакетом
То же самое происходит с пакетом B; по прибытии наRouter_Aон совпадает 5-кортеж в таблице состоянийRouter_Aи, таким образом, пересылает пакет наA.
Следующая диаграмма вариантов использования иллюстрирует описанный выше процесс.
💡
Этот процесс предполагает механизм для одновременной синхронизации A и B .
Пробивка отверстий в libp2p #
Вдохновлено протокол ICE, libp2p включает децентрализованную пробивку отверстий функция, позволяющая обойти брандмауэр и NAT без необходимости для центральных серверов координации, таких как STUN и TURN.
На следующей диаграмме показан весь процесс.
libp2p Пробивку отверстий можно разделить на две фазы: подготовительную и этап пробивки отверстий.
Фаза I: Подготовка #
AutoNAT: определение возможности дозвона узла, например, узнать, находится ли узел за NAT или брандмауэром.

Это эквивалентно Протокол STUN в ICE.
-
Bсвязывается сOther_Peers(например, загрузочными узлами) в сети. включен и просит каждый узел набрать его по набору адресов, которые он подозревает. мог быть доступен. У узла libp2p есть несколько способов обнаружить его. адреса, но наиболее заметным является использование libp2p Идентифицировать протокол. -
Other_Peersпопытаться набрать каждый из адресовBи сообщить результат обратно наB. - Основываясь на отчетах,
Bможет определить, является ли он общедоступным и определить, нужна ли пробивка отверстий.
-
AutoRelay: Динамическое обнаружение и привязка к узлам ретрансляции в сети.
IPFS обнаруживает k ближайших общедоступных узлов ретрансляции с помощью метода поиска через Kademlia DHT):
//p2p-circuit/ -
Other_PeersснаружиBсеть может набиратьBопосредованно через общедоступный узел ретрансляции. В случае IPFS каждый публичный
узел будет служить ретранслятором
В случае IPFS каждый публичный
узел будет служить ретранслятором Bбудет либо выполнять поиск по Кадемлия DHT для ближайших одноранговых узлов к его идентификатору однорангового узла или выберите подмножество общедоступных узлов к нему уже подключено.
-
Реле цепи: подключение и запрос резервирования с обнаруженными узлами ретрансляции. Узел может рекламировать себя как быть доступным через удаленный узел ретрансляции.
Это эквивалентно Протокол TURN в ICE.
-
Ретрансляторможет ограничивать ресурсы, используемые для ретрансляции соединений (например, по количеству соединений, времени и байтов) через Circuit Relay v2. В случае ИПФС это позволяет каждому общедоступному узлу в сети служить ретранслятором без больших затрат. потребление ресурсов. - Для каждого обнаруженного
Relay,B:- подключается к удаленному узлу и запрашивает узел Relay для прослушивания соединения от его имени, известные как бронирование;
- , если
Relayпринимает запросы на резервирование,Bможет рекламировать себя как доступен черезреле.
-
Фаза II: Пробивка отверстий #
Реле цепи: Установите безопасное релейное соединение через общедоступный узел ретрансляции. Узел
Aустанавливает прямое соединение с релейный узел. Затем узелBзапрашивает ретранслируемое соединение с узломAчерез узел ретрансляции, создающий двунаправленный канал и использующий TLS для защиты канал.-
Aустанавливает релейное соединение сBчерезRelay, используя информация, содержащаяся в объявленном адресеB.-
Устройствосначала устанавливает прямое соединение с релеBотRelay. -
Ретрансляторпересылает указанный запрос наBи принимает его. -
Релепересылает прием наА. -
AиBмогут использовать двунаправленный канал через реле
-
AиBобновить ретранслируемое соединение с помощью протокола безопасности как ТЛС.
-
-
DCUtR: Использование DCUtR как механизм синхронизации для координации пробивки отверстий.
-
Aотправляет сообщениеConnectнаBчерезRelay.-
Connectсодержит адреса A. libp2p предлагает несколько механизмы для обнаружения своих адресов, например, с помощью libp2p протокол.
-
-
Bполучает сообщениеConnectпо ретранслируемому соединению и отвечает с сообщениемConnect, содержащим его (неретранслированные) адреса. -
Aизмеряет время между отправкой своего сообщения и получениемBсообщения, тем самым определяя время приема-передачи междуAиBчерез реле - Затем
Aотправляет сообщениеSyncнаBпо ретранслируемому соединению.
-
Aждет половину времени приема-передачи, затем напрямую набираетBчерез адреса, полученные вB'sConnect. - Как только
Bполучает сообщениеASync, он напрямую набираетAс адреса указаны вСообщение AConnect. - Когда
AиBодновременно набирают друг друга, происходит перфорация.
-
Ресурсы #
- Это руководство является побочным продуктом Пробивание отверстий в libp2p — преодоление брандмауэров сообщение в блоге Макса Индена.
- Исследовательская работа по децентрализованное перфорирование отверстий от Protocol Labs Research
- Следите за страницей реализаций libp2p для состояние различных реализаций пробивки отверстий.
← DCUtR
Что такое обнаружение и маршрутизация →
networking — Что сложного в пробивке отверстий p2p?
Я пытаюсь поэкспериментировать с сетью p2p.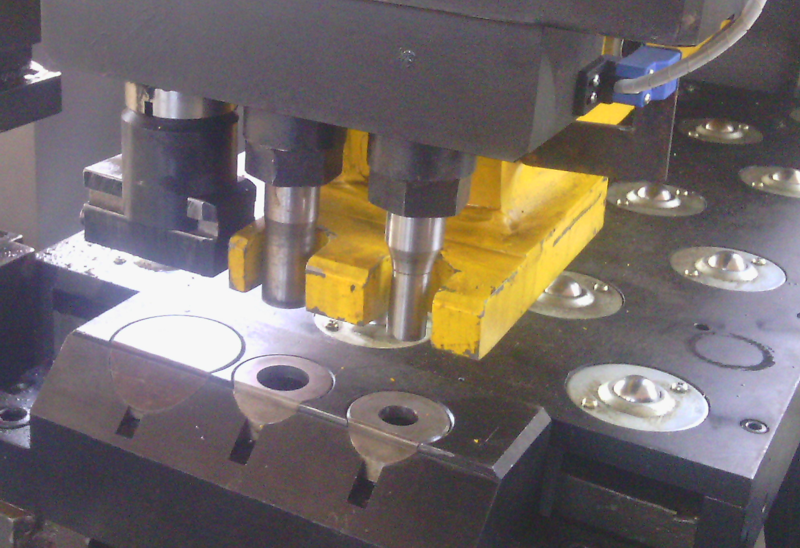 Проведя некоторые исследования, я узнал, что одним из самых больших препятствий является «Что делать, если клиент находится за NAT/брандмауэром» , позже я узнал о перфорации, но это не всегда гарантирует работу.
Проведя некоторые исследования, я узнал, что одним из самых больших препятствий является «Что делать, если клиент находится за NAT/брандмауэром» , позже я узнал о перфорации, но это не всегда гарантирует работу.
Насколько я понимаю, я не понимаю, почему он может выйти из строя. Вот что я знаю на данный момент:
Основываясь на схеме выше, я так понимаю, как может быть установлено успешное соединение.
- Алиса присоединяется к сети (1) , создавая соединение с сервером каталогов. Когда это происходит, NAT Алисы создает сопоставление с ее общедоступного IP-адреса на ее локальный IP-адрес.
- Сервер каталогов получает соединение и сохраняет общедоступный
ip:portАлисыв каталоге - Боб делает то же самое (2) , подключается к сети и публикует свой
ip:portв каталоге - Алиса хочет связаться с бобом .
 Поэтому она ищет
Поэтому она ищет ip:portБоба из каталога. (3) - Алиса отправляет данные на
ip:portБоба, которые она получила от сервера. (5) - Так как Боб также имеет сопоставление с is
ip:portна его локальныйip:port, NAT просто пересылает любые данные, полученные на общедоступный ip:port Боба, на его компьютер. - То же самое работает для Алиса
Я надеюсь, что я ясно объяснил, что я понимаю. У меня вопрос, что в этом сложного или ненадежного? я должен явно что-то упустить. Можете ли вы объяснить мне, что это такое?
- сеть
- p2p
- перфорация
Одна проблема заключается в том, что сопоставления NAT на NAT-сервере Алисы может тайм-аут, либо по истечении фиксированного времени, либо после периода бездействия.
Вторая потенциальная проблема заключается в том, что NAT-сервер может сделать ограничение, согласно которому сопоставление NAT Алисы является «хорошим» только для TCP-соединений, установленных Алисой, или соединений между Алисой и исходным IP-адресом, к которому «она» подключилась. (Другими словами, прямая связь между Алисой и Бобом может быть заблокирована.)
И так далее.
Проблема в том, что поведение NAT-сервера сильно зависит от того, как управляющая организация принимает решения по конфигурации/политике. Многие из этих решений могут означать, что ваш конкретный шаблон использования P2P не будет работать надежно... или вообще не будет работать.
Значит, вся моя идея о пробивке отверстий неверна?
Нет. Это просто означает, что это не всегда будет работать.
2
Возможно, самая большая проблема в прошивке NAT — отсутствие согласованность портов . Чтобы ваша реализация работала, ее должен поддерживать хотя бы один из двух NAT.
Чтобы ваша реализация работала, ее должен поддерживать хотя бы один из двух NAT.
Согласованность портов — это когда один и тот же (локальный IP-адрес, локальный порт) сопоставляется с одним и тем же (внешний IP-адрес, внешний порт) независимо от целевого (IP-адрес назначения, порт назначения) . Без этого порт, видимый сервером каталогов, бесполезен для клиента, поскольку он не будет тем же самым портом, который понадобится клиентам для связи друг с другом.
(Обратите внимание, что это более слабое требование, чем сохранение портов , где внешний порт == локальный порт .)
К сожалению, для связи P2P большинство NAT представляют собой разновидность симметричного NAT, и , а не имеют согласованные сопоставления портов .
Брандмауэры обычно сохраняют состояние. Боб (2), устанавливая связь с внешним сервером каталогов, устанавливает правило на своем сервере NAT, которое позволяет Бобу и серверу каталогов обмениваться данными. Когда NAT-сервер видит пакеты от Алисы, он отклоняет/отбрасывает их, потому что не видел, как Боб установил связь с Алисой.
Когда NAT-сервер видит пакеты от Алисы, он отклоняет/отбрасывает их, потому что не видел, как Боб установил связь с Алисой.
0
Во-первых, существует 2 типа пробивки отверстий. 1. Пробивка отверстий UDP 2. Пробивка отверстий TCP
Коэффициент успеха пробивки отверстий UDP составляет 82% Пробивка отверстий TCP составляет 64% Я провел много экспериментов по пробиванию отверстий UDP, и в основном все они были успешными, но не то же самое в случае пробивания отверстий TCP.
Причиной сбоя пробивания отверстий TCP является только таблица NAT маршрутизатора. Я постараюсь объяснить как могу:
Клиент 1 --> connect(client2) --Internet-- connect(client1)<-- Client 2
Теперь, если Client1 **SYN Packet**** достигает client2 и **client2 * *Пакет SYN не был выпущен**, МАРШРУТИЗАТОР client2 может сделать 2 вещи:
1. Отправьте RST-пакет обратно, так как в соединении с client1 отказано. 2. немедленно отбросить пакет и не отправить ответ клиенту1.
2. немедленно отбросить пакет и не отправить ответ клиенту1.
В этом случае соединение не будет установлено.
Я могу только предложить решение, при котором разница во времени между вызовом соединения с обоих клиентов должна быть очень меньше. Разница вызовов соединения должна быть в миллисекундах
СОВЕТ: если вы находитесь в локальной сети, отключите брандмауэр
для пользователя ubuntu: sudo ufw disable
Я думаю, что понимание того, как на самом деле работает Hole Punching , поможет понять, почему он может потерпеть неудачу .
Впервые исследовал Дэн Кагел, читайте здесь. В этой технике оба партнера обычно
Предполагается, что он находится за двумя разными NAT. Оба узла должны быть подключены к
промежуточный сервер, называемый сервером рандеву/сигнализации; существует много известных протоколов Rendezvous, и SIP (RFC 3261) — самый известный из них. Как они есть
подключившись к серверу, они узнают об общественном транспорте друг друга
адреса через него.