Изготовление форм. Выбираем материал.
ркенгр
кекрнке
В настоящее время практически каждый желающий может самостоятельно изготовить декоративный камень, тротуарную плитку, гипсовые фигурки, элементы фасада и тому подобное. Было бы желание. И знания.
Можно заниматься литьем гипса, воска, мыла, различных смол и даже металла. В этом случае вам понадобятся специальные эластичные формы, которые вы также можете сделать «своими руками». Но какой материал использовать для изготовления формы? Современный мир предлагает достаточно много вариантов, каждый из которых имеет свои преимущества и недостатки.
Давайте разбираться. Первый фактор, определяющий нужный материал для изготовления форм — жесткость.
3 вида форм по степени жесткости
| Жесткие | Полужесткие | Эластичные |
материал изготовления |
|
|
|
недостатки |
|
|
|
Твердость по Шору
При выборе жесткости материала обращают внимание на такой показатель как «Твердость по Шору». Определяется он одноименной шкалой.
Твердость материалов по шкале Шор изменяется в диапазоне от очень эластичных до средней твердости с небольшой эластичностью, а также твердые и практически неэластичные. Полужесткие пластмассы тоже входят в эту шкалу, но в ее верхнюю часть.
Как видно, существует несколько шкал. Для мягких материалов используется шкала А. Она измеряется от 0 до 100. К примеру, твердость покрышки для автомобиля или подошва ботинка составляет 60-70 единиц. Лист ДСП или пластмассы будет около 100 единиц. Различные шкалы соприкасаются друг с другом, например, Шор А95=Шор Д45.
Твердость по Шору. Роль в выборе материала для изготовления форм
Главный момент — это насколько легко будет извлечь модель и последующие отливки из формы.
Пример. Требуется изготовить формы с модели, изготовленной из гипса, представляющей собой стоящую балерину с вытянутыми в разные стороны руками. Лучшим выбором в данном случае будет силикон с твердостью Шор А30 или мягче, который будет обладать большей гибкостью для извлечения модели.
А вот при производстве плоских бетонных изделий, таких как тротуарная плитка, от формы не требуется большой гибкости. В данном случае отлично подойдет эластомер с твердостью Шор А70.
Как физически измерить твердость материала?
 | Для измерения способности материала сопротивляться вдавливанию используют специальный прибор — твердомер по Шору. Прибор имеет специальную иглу, которую необходимо расположить на поверхности измеряемого материала. Твердомер должен быть крепко прижат к эластомеру, тогда игла пройдет в материал настолько, насколько это возможно, а стрелка на шкале покажет значение твердости. |
Особенности материалов для изготовления форм
Эластичные формы-матрицы позволяют воспроизводить и тиражировать сложные фактуры и поверхности из гипса, бетона, полимербетона, полимерных (полиэфирных и эпоксидных) смол.
Существует четыре основных вида материалов для изготовления эластичных форм: формопласт (ПВХ), резина, силикон, полиуретан. Рассмотрим их достоинства и недостатки.
Формопласт (ПВХ)
Самый дешевый и примитивный, но сложный в работе материал. Широко использовался до появления качественных эластомеров. Формопласт расплавляется и заливается при высокой температуре (до 200оС). Важно четко выдерживать температурный режим, потому что при перегревании формопласт будет не пригоден к дальнейшему использованию, поэтому необходимо специальное плавильное оборудование с регулировкой температуры. Матрицы из формопласта используются при отливке не выше 70оС.
Формы выдерживают 450 — 1000 отливок. Рельеф повторяют на 95%. Легко перерабатываются (8 — 10 раз).
Достоинства | Недостатки |
|
|
Резина
Находит все большее применение при изготовлении форм методом горячей полимеризации под давлением. Формы изготавливаются автоматически на высококлассном оборудовании, что позволяет обеспечить стабильность их качества.
Формы из резины выдерживают до 6000 отливок с соблюдением геометрических размеров изделий. Используются в широком диапазоне температур от -90оС до +300 оС.
Достоинства | Недостатки |
|
|
Силикон
Эластомер популярный среди производителей форм, которые легко изготовить своими руками. Для создания формы используются двухкомпонентные силиконовые компаунды: основной силиконовый состав + катализатор. Этот материал легко смешивается, допускает отклонение в дозировке компонентов. Формы застывают при комнатной температуре. Имеют среднюю прочность. Выдерживают до 2000 отливок в широком диапазоне температур заливаемого материала. Если рассматривать качественный силикон на платиновой основе, то эти формы выдержат до 5000 отливок.
Достоинства | Недостатки |
|
|
читать статью «Силикон для форм. Какой купить? Разбираемся»
Полиуретан
Очень прочный заливочный двухкомпонентный материал для форм. Как и силиконовые, формы застывают при комнатной температуре. Необходимо четко соблюдать инструкции по смешиванию компонентов. При неправильном соотношении будет понижена прочность, непрореагировавшие компоненты вызовут разрушение формы.
При открывании упаковки, все количество сырья необходимо использовать сразу же, то есть нельзя его делить на разные порции, так как полиуретановые компоненты взаимодействуют с воздухом, влагой — происходит изменение свойств компаунда.
Под каждый материал следует выбирать конкретную марку полиуретана. Формы из полиуретана в основном предназначены для материалов, заливаемых при температуре до 70оС.
Формы из полиуретана выдерживают до 4000 отливок.
Достоинства | Недостатки |
|
|
P.S. Надеемся, информация была вам полезна. Подводя итог, хочется отметить, что какой бы материал вы не выбрали для работы, четко соблюдайте рекомендации производителя. Только так вы сможете верно оценить качество материала.
В следующей статье читайте подробнее о полиуретане.
Подписывайтесь на нас в Facebook , Vkontakte . Следите за нашими новостями.
www.geogips.ru
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.

Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.

И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.

Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.

Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

habr.com
Форм-трейд. Формы и материалы для форм.
Компания Форм Трейд, это широкий ассортимент различных материалов для изготовления гибких форм и готовые формы для отливки декоративного камня. В нашем ассортименте Вы найдете все, чтобы создать основу или форму для собственного производства. Мы предлагаем силиконы на основе оловянного и платинового катализатора, полиуретаны, а также эпоксидные смолы, жидкие полиуретановые пластики, пигменты и красители, тефлоновые ленты и полотна, пластик для лепки.
Чтобы совершить покупку нужного товара, добавьте его в корзину, а затем заполните поля формы заказа.
После получения вашего заказа, оформленного через корзину, мы свяжемся с вами для подтверждения и уточнения заказа, а также сообщим стоимость и примерные сроки доставки.
Отправка заказа производится после его подтверждения по телефону, либо подтверждения/поступления оплаты (при предоплате).
На указанный вами адрес электронной почты будет выслан трек-номер для отслеживания груза на сайте перевозчика.
Доставка продукции осуществляется по всей территории России!
Двухкомпонентные силиконы и полиуретаны
Поставляем и частично производим весь комплекс материалов, необходимых для производства и тиражирования практически любых изделий, получаемых методом свободного литья в формы.
Наша продукция с успехом используется при производстве строительного декора (гипсовая лепнина, фасадная плитка, садово-парковая архитектура и др.), мебельного декора, ювелирных изделий, сувенирных изделий, бижутерии, мыла, светодиодных лент и светильников, пищевых продуктов.
А также с целью заливки и герметизации электрических устройств и схем (силиконовая резина обладает высокими электроизоляционными свойствами.
При моделировании и создании прототипов и опытных образцов.
Лаки, красители, вспомогательное оборудование и материалы
Материалы и оборудование, которые облегчают вашу работу и придают дополнительные свойства готовым изделиям — защитные лаки (в т.ч. от УФ излучения), разделительные составы, пигменты и красители, скульптурный пластилин, модифицирующие добавки.
Пластики и смолы для литья в формы
Материалы для литья в формы и получения готовых изделий — смолы эпоксидные прозрачные, быстротвердеющие жидкие пластики на основе полиуретановых смол и др.
Тефлоновые ленты
Антипригарные тефлоновые ленты в полотне и скотч-роликах, с клеевым слоем и без клея.
Обеспечивают работу запаечного оборудования, применяемого при производстве широкого спектра пластиковых изделий и упаковки. Работоспособность в диапазоне температур от -50 до 260 С
Силиконы и полиуретаны для изготовления форм
- материалы для литья в формы и получения готовых изделий — смолы эпоксидные прозрачные, быстротвердеющие жидкие пластики на основе полиуретановых смол и др.
- красители и пигменты для силиконов, смол, полиуретанов, гипса, дерева и др
- вспомогательное оборудование и материалы, необходимые в производстве литьевой продукции, сувениров, стройматериалов, ювелирных изделий, пищевой продукции
Материалы для изготовления форм с доставкой по России
Купить силиконы, пластики, гибкие формы для изделий из камня, бетона, для изготовления плитки, а также материалы для литья форм, это эпоксидные смолы, акриловый гипс, пенополиуретановый жидкий пластик, а также эластоформ, силифлекс, эластоформ, копи-пасту, витафлекс, эластолюкс, красители и пигменты для форм, все доступно в любом городе: Москва, Санкт-Петербург, Тверь, Владимир, Калуга, Тула, Брянск, Орёл, Курск, Воронеж, Белгород, Иваново, Ярославль, Кострома, Пенза, Нижний Новогород, Саратов, Казань, Самара, Ульяновск и других городах России.
form-trade.ru
Литье пластмасс в домашних условиях – изготовление матриц и пресс форм
В настоящее время популярными стали изделия из пластмассы. Пользоваться ими удобно и практично. Литье пластмассы в домашних условиях – это хорошая идея для открытия своего бизнеса или просто для свободного времяпрепровождения. Хорошо сделанные изделия элегантно и интересно смотрятся, а также их просто содержать в порядке.
Помимо этого, они обладают необходимой прочностью. Чтобы наладить производство такого рода на территории частного владения, необходимо усвоить пару простых правил.
Подготовка материала
В первую очередь необходимо найти пластиковый лом, для изготовления будущего изделия. Это не проблема, так как такого сырья в современном мире огромное количество сломанных вещей, бутылок и другого лома из пластика.

Лом пластиковых ящиков
Однако, необходимо учесть тот факт, что каждый вид пластмассы отличается своим температурным режимом плавления.
Именно поэтому для литья конкретного изделия необходим один вид лома. Смешение нескольких разновидностей изделий из пластмассы даже при изучении его температуры плавления, при отливе часто провоцирует появление пузырьков в продукции.
Лучшим вариантом в таком случае является купить жидкую пластмассу в магазине или заменить ее на диоксидную смолу, это позволит получить качественное изделие, которое прослужит долго. А также дополнительно понадобится ряд вспомогательных средств:
- емкость для плавки;
- силикон;
- литол.

Пары пластмассы ядовиты, они обладают высокой токсичностью. Необходимо соблюдать осторожность при изготовлении изделий в домашних условиях.
Форма
Для приготовления изделия в домашних условиях, прежде всего, необходимо соорудить модель. В первую очередь следует определиться с материалом для изготовления пресс формы. Для этого подойдут следующие материалы:
- дерево;
- пластилин;
- гипс и другие.
Затем следует пройти изготовление матриц для литья, которые и будут непосредственно использоваться для отлива. Форму необходимо обмазать литолом или любой другой смазкой.
Если выбор пал на силиконовые формы, то необходимо учесть, что это вещество работает с коэффициентом более 200%. А также необходимо обратить внимание на его вязкость, чем она меньше, тем точнее получится пресс форма.

Форма для литья силиконовая
Заливка детали
Литье пластиков своими руками напрямую зависит от того материала, который мастера выбрали для изготовления будущей конструкции.
Смолы и жидкие пластмассы хорошо подойдут для приготовления, но они обладают различной степенью вязкость у них, поэтому прослужат они разное время. Все параметры следует изучить в инструкции при покупке.
Существуют рецепты приготовления пасты в домашних условиях, они требуют от мастера щепетильности и скрупулезности во время формирования состава сырья. Для изготовления материала, следует смешать 5 частей мелких опилок с 2 частями талька. Залить массу столярным клеем (его консистенция обязана отвечать состоянию сметаны).
Все тщательно перемешивается для получения теста одной консистенции.
Есть еще один хитрый ход: следует добавить 0,5 части алюминиевых квасцов, они предотвратят появление плесени на тесте, а пластичность при этом увеличивается в несколько раз.
Процесс приготовления теста для литья своими руками трудоемкий, он требует отличных знаний по этой теме. Именно поэтому многие начинающие заливщики, отдают свое предпочтение готовым смесям.
Литье пластмассы в домашних условиях
Ход работы
Отливка происходит в несколько этапов:
- Необходимо взять пресс-форму и тщательно ее очистить. После предварительной подготовки она обязана быть полностью очищенной и высушенной. Все остатки материала после подготовительных мероприятий необходимо убрать.
- Если необходимо придать будущему изделию оттенок, необходимо добавить в состав для литья пару капель краски. Водяные краски для этого не подходят.
- Подготовительная дегазация смеси не требуется. Все дело в том, что в домашних условиях продолжительность функционирования невелика. А чтобы удалить лишние пузырьки воздуха из небольших изделий, придется приложить силу давлением и убрать их самостоятельно.
- Аккуратно перемешайте состав для заливки и заполните пресс-форму шаблона.
- Заливается все медленно небольшой струйкой.
- Смесь заливается до полного заполнения объема, задевая небольшой участок доли канала для литья. Дело в том, что после дегазации, объем материала уменьшится и станет необходимый для литья.
- Заключительный этап – охлаждение будущей конструкции.

Пластик заливается в форму после чего ему нужно дать постепенно остыть
Для получения качественного изделия шаблон необходимо остужать постепенно.
Бизнес-идеи
Если мелкий производитель решил выйти на широкий масштаб производства, стоит задуматься об открытии собственного дела.
Попробовав свои силы на дому, следует составить бизнес-план, зарегистрироваться, как индивидуальный предприниматель и начать воплощение своей мечты в реальность.
Но покупка оборудования не обойдет предпринимателя стороной. Да и тяжело отливать формы для производства массы изделий собственноручно. Необходимо готовить первые изделия и продавать их, а на полученные средства купить определенный станок для литья пластмасс, пресс.
Как сделать процесс литья пластмассы прибыльным в своем регионе? Семь простых правил отливки позволят приготовить качественное изделие, которое будет интересно смотреться, а также радовать глаз. А со временем предприниматели смогут задаться вопросом о расширении своих навыков и обустройстве личного бизнеса.
Видео: Литье пластмассы в домашних условиях
promzn.ru
Разборная форма из силикона для литья своими руками
Приветствую, Самоделкины!Сегодня мы будем создавать сложную форму из силикона для многоразовых отливок.

Для этого придется погрузиться в некоторые интересные тонкости. Снятия слепков открывает огромные возможности для самоделок разного рода. Обычно, чтобы сделать слепок с какой-либо фигуры, требуется сделать две половинки. Одну половину покрывают скульптурным пластилином, а вторую заливают силиконом.
Потом снимают пластилин и снова заливают силикон в освободившуюся половину. Таким образом можно сделать слепки отличного качества.

Но что делать если фигура вся сделана из скульптурного пластилина.

Нет это не дерево, не гриб и даже не брокколи. Это модель атомного взрыва от самой огромной бомбы в истории человечества АН602.

Автор постарался слепить этот макет более-менее похожим по форме на тот самый взрыв. Будем делать с него слепок. Чтобы потом отлить его из эпоксидки.
Все любят взрывы и приятно иметь у себя на столе такой маленький светящийся атомный взрыв.
Материалы и инструменты:
1. Силикон
2. Вазелин
3. Пара досок
4. Шуруповерт и саморезы
5. Нож
6. Пассатижи
7. Пластиковые колпачки
8. Скульптурный пластилин
При снятии слепка очень важно продумать то, как будет располагаться модель, чтобы не получилось так, что при заливке силикона, он не может заполнить какие-то участки. Либо в будущем когда будете заливать в форму пластик, эпоксидку, гипс, воск или что-нибудь еще, то так же не должно оказаться такое место где могут появиться воздушные полости, в которые состав просто не сможет попасть.
Для этой цели автор прикупил ведерочко дешманского китайского силикона и, наверное, это самый дешевый силикон из, всех которые существуют. Твердость тридцатка. То есть вроде как средней жесткости. Для разборных форм то что нужно.
Слой силикона вокруг фигуры должен быть не менее двух с половиной сантиметров.

Придется колотить ящик подходящего размера.


Все швы нужно замазать пластилином, иначе протечет.


Силикон не сильно протечет, но все равно неприятно. В верхней части модель значительно уже чем у основания. Оставлять так нельзя, иначе уйдет целый килограмм драгоценного силикона. Поэтому из брусков пришлось сделать заполнение. Неиспользуемые углы и закоулочки тоже можно замазать пластилином в целях экономии.


Чтобы легче было отдирать силикон от дерева, все стены нужно тщательно обработать вазелином. Куда же без него.

Для того чтобы закрепить модель внутри опалубки будем использовать саморезы. Пластилин
скульптурный, не сильно мягкий и хорошо держит форму. Так что в принципе должно прокатить. Чтобы знать до какой высоты заливать и не гадать потом много залил или мало, необходимо примерно обозначить желаем уровень карандашом.

А вот теперь силикон. Он бывает с оловянным отвердителем, а бывает с платиновым. Оловянный естественно дешевле и неприхотливей.


Ходят слухи, что силикон плохо взаимодействует с пластилином и может не полимеризоваться. При этом пластилин начинает плавиться и модель после этого можно выкинуть. Чтобы сберечь себе нервы и не волноваться по этому поводу, достаточно просто залить немного силикона в формочку из того же пластилина, что и ваша модель. Спустя какое-то время посмотреть, что будет. Скорее всего все будет отлично и никаких косяков не будет.

Если же силикон не хочет застывать, то нужно покрыть пластилин слоем вазелина. Или, как вариант, приобрести специальные аэрозольные разделители. Продаются они там же где и силикон.
Прикинув необходимый объем силикона, с учетом того, что он еще и по таре размажется при размешивании, автор решил приготовить полтора кило. При смешивании с отвердителем нужно очень аккуратно, вручную перемешивать, чтоб не нагнать пузырей в силикон. Обычно даже если пузыри появились, то они в принципе хорошо выходят из смеси. Но не в нашем случае. Китайский силикон хапает воздух прямо как перед смертью. Даже при легком помешивании внутри оказывается куча пузырей. Автор попытался сделать дегазацию с помощью небольшого вакуумного насоса.
Процесс шел, пузыри выходили. Но этот объем слишком велик для такого насоса, а силикон нельзя держать долго без дела. Нужно лить. Лить нужно медленно, аккуратно, так чтобы не касаться струей модели. Иначе придется срезать с нее лишний силикон перед заливкой второй половины.

Теперь необходимо сделать замки. Форма ведь будет разборная, значит она должна четко стыковаться. Автор предлагает использовать вот такие пластиковые колпачки.


Пластик легче чем силикон, но ненамного. Перед заливкой нужно поэкспериментировать. Намешать немножко силикона и подобрать что-нибудь подходящее, что не будет до конца тонуть и будет легко выниматься. Внутри колпачков запрессуем пластилин, чтобы их утяжелить.

Но не настолько, чтобы они утонули полностью, а, чтобы они слегка торчали из силикона. Разместить такие замки нужно как можно чаще. Лишних не будет — это точно.


После того как силикон полностью затвердел, можно выдернуть колпачки и срезать выступающие заусенцы.


При заливке второй половины, в получившиеся углубления зальется силикон и получатся замки, которые помогут точно стыковать две половины.
Далее смазываем вазелином поверхность силикона, чтобы следующий слой к нему не прилип. Окончательно закрываем опалубку последний доской. Затем наливаем силикон до отметки, которую ранее наметили карандашом.
Чтобы силикон лучше смочил модель и выпустил газы, его можно слегка провибрировать ложкой.


Теперь нужно ждать, когда полностью застынет вторая половина. На это должно уйти около 16 часов при комнатной температуре. Вообще конкретно вот этот силикон схватывается уже через час, но полную твёрдость набирает почти через сутки.
Силикон, оставшийся в контейнере, полимеризовался, но не до конца. Как обычно у дна и в углах хорошо перемешать силикон с отвердителем не получается. Он так и остается навсегда липкой бякой.
Поэтому лучше для замеса использовать одноразовую посуду. Или ту которую не жалко. Но если вас угораздило замешивать силикон в любимой чашки своей мамки, жены, или не дай бог тещи, то отмывать ее точно придется. В принципе, как и руки. Обычное мыло, честно говоря, хреново справляется. Точнее силикон с рук оно вообще не смывает. Большую часть силикона с посуды и рук можно вытереть тряпками. А с оставшимся силиконом хорошо справляется чистящая паста для рук.


Вот эта паста — это что-то вроде концентрированного мыло в перемешку с мелким абразивом. Он соскребает весь силикон и не дает ему прилипнуть снова. После протирания чистящий пастой, достаточно просто смыть водой весь силикон. И не нужны никакие растворители или еще какие-то чистящие средства.
Ну что ж, можно разбирать эту чудо шкатулку. Всякие лишние торчащие куски, сразу срезаем. Видно, как силикон протек через небольшую щель.

Даже после смазывания вазелином деревяшки не хотят отлипать. Приходится прилагать усилия чтобы отделить силикон. Половинки достаточно сильно слиплись, но все равно подаются. Пластилин даже без обработки вазелином вообще не прилипает к силикону. Модель оказалась абсолютно не поврежденной. За исключением небольших механических заминов, которые легко исправить. Такой способ снятия копий оказался очень щадящим.
Несмотря на большое количество пузырей в силиконе слепок кажется получился без заметных косяков. Но только после заливки будет видно, что на самом деле получилось. Слепок покрыт шероховатостями из-за того, что поверхность пластилина не была сглажена перед заливкой.
Возможно все-таки стоило пройтись кисточкой с растворителем, чтобы убрать слишком мелкую фактуру с поверхности модели.
Давайте попробуем состыковать две половины.
Стыкуются вообще идеально. Практически не видно линии стыка. Даже при нажатии две половины двигаются как одно целое. Как будто стыка нет вообще.
Боковые стороны автор специально оставил ровными, чтобы было удобнее фиксировать две половины перед заливкой, прижав их с обеих сторон двумя кусками доски. Сильно сжимать не нужно, но хотя бы слегка придерживать необходимо. Эпоксидка имеет свойство протекать через любые щели. Так что посмотрим, как она себя поведет.
Хранить форму желательно в собранном виде, чтоб если вдруг ее поведет, то пусть хотя бы она равномерно деформируется.
Ну что ж силиконовый кирпич готов.

Благодарю за внимание. До новых встреч!
Видео ролик:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Литье из гипса: технология, силиконовые формы изготовление
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.
 Фигурка мальчика методом литья из гипса
Фигурка мальчика методом литья из гипсаИ в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.

Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
Понадобятся также:
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
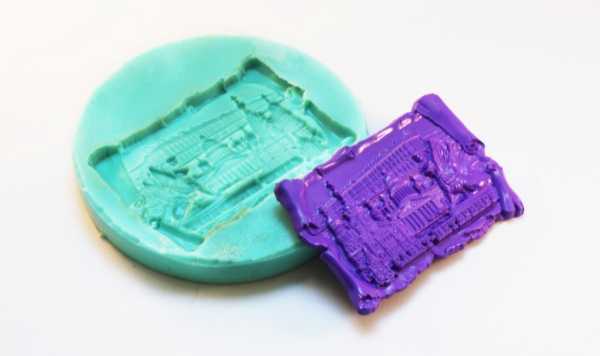
Как правильно заливать силиконовый молд со сложным рельефом
Как залить силиконовый молд для небольшой мастер-модели, с тонким и невысоким рельефом правильно, избежав пузырей. Как растиражировать купленную мастер-модель в полимерной глине, пластике, жидком пластике или самозатвердевающих массах. Есть несколько основных советов, соблюдая которые, вы зальете такую силиконовую форму (молд) правильно и без изъянов.

1. Используем силикон Эластолюкс. Его жидкая удобная консистенция и оптимальная твердость позволит нам впоследствии получить форму, оптимальную по своим свойствам для полимерной глины, пластики, жидких пластиков, самозатвердевающих масс, удобную для запрессовки или заливки.
Для молда нам нужен силикон, плоские кисти, деревянные палочки, одноразовые стаканчики, весы (основа и катализатор смешиваются по весу), ножницы и пластилин (на восковой основе, нейтральный к силикону). Примечание: для силиконов нельзя использовать обычные пластилины (зачастую они содержат соединения серы или олова, которые мешают силикону хорошо отвердиться). Используйте специальные модельные пластилины либо пластилины на основе воска.

2. Берем нашу мастер-модель. У нас это рамочка из смолы, с достаточно сложным и невысоким рельефом. Облепливаем ее дно по периметру очень тонким слоем воскового пластилина. Важно, чтобы дно мастер-модели плотно прилегало к дну опалубки, чтобы верх формы впоследствии был красивым и было меньше работы по обрезке. Лишний пластилин убираем тонким ножом.

3. Подберите подходящую по размеру опалубку. Мы взяли одноразовый стакан. Отрезаем верх. Ставим его на мастер-модель. Дно тщательным образом облепливаем восковым пластилином (чтобы не было подтеков силикона).


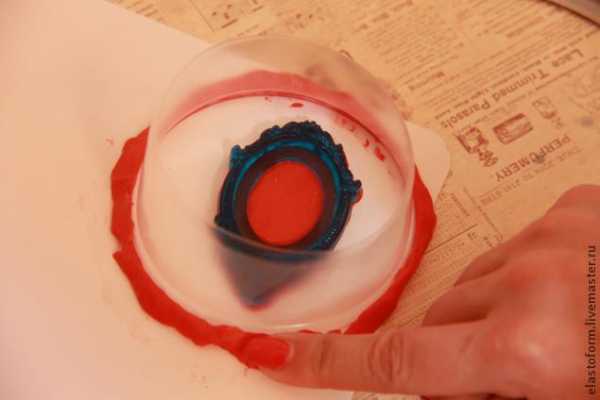
4. Все силиконы желательно подкрашивать специальными мелкодисперсными красителями для силиконов. В данном случае краситель, кроме того, что подчеркнет рельеф конечной формы, обеспечит индикацию качества вмешивания отвердителя в основу. Мы используем голубой порошковый краситель.

5. Важный момент! Для начала смешиваем очень небольшое количество основы и катализатора (у нас это 20 г). Катализатор добавляем шприцом (в Эластолюксе, СофтМолде, Силифлексе и Эластоформе у катализатора объем равен массе).
Расчет:
на 100 г основы — 2,5 г (или мл катализатора)
соответственно, у нас на 20 г основы — 0,5 г (или мл шприцом катализатора).
Основу и катализатор силикона смешиваем, как рекомендовано в инструкции к каждому конкретному силикону.
После добавления катализатора сыпем краситель. Тщательно перемешиваем (силиконы желательно аккуратно перемешивать, не взбалтывая, плоскими палочками, не менее 3-х минут). Там, где основа не будет смешана с отвердителем, силикон не отвердится. Для силиконов на платиновом катализаторе не используйте металлические палочки или посуду.
6. Наносим плоской кистью первую часть силикона на нашу мастер-модель, тщательно проходясь по всем нюансам рельефа.

Ожидаем 15 минут, чтобы силикон немного прихватился. Смотрим, тщательно ли промазан рельеф. Этот важный этап (нанесение кистью первого слоя) дает нам возможность получить в результате идельную форму, избежав пузырей в тех поднутрениях рельефа, куда силикон может не пролиться.
Примечание : силикон Эластолюкс (СофтМолд, КопиПаста, МолдСтар, Платинум 25 и 23) не требует никаких разделительных составов. При использовании других силиконов обязательно уточните у производителя, не требуется ли нанести на мастер-модель разделительный состав, чтобы силикон не прилип и не испортил мастер-модель.
7. После 15 минут ожидания, когда мы убедились, что наш рельеф тщательно промазан, приступаем к смешиванию основной части силикона.

У нас это 80 г силикона и соответственно 2 г (или мл шприцом) катализатора.
Повторяем этапы — отмеряем силикон, катализатор, добавляем порошковый крситель. Тщательно перемешиваем.
Внимание, важный этап: при смешивании средних порций силикона смешивайте в одной посуде около 1-2 минут. Перелейте массу в другой стаканчик, опять перемешайте.
Этим вы уйдете от проблемы неперешанных остатков около стеночек. Масса должна стать полностью однородного цвета, без неперемешанных включений.
Помните, что у вас есть около 10-15 минут, прежде чем силикон начнет прихватываться в гель (чем жарче температура в помещении, тем быстрее). Не медлите с заливкой.
8. Заливайте силикон тонкой струйкой в одну точку, позволяя ему самому распределяться по мастер-модели.

9. Немного постучите по стенкам формы, помогая выйти мелким пузырикам. Накройте сверху чем-нибудь, оставьте полимеризоваться указанное в инструкции время (но не менее 8 часов для полного набора прочности).

Наша форма готова! Наслаждайтесь. Она имеет тщательно переданный рельеф, аккуратный верх. Благодаря средней жесткости хорошо подходит для запрессовки. Форма идеально подойдет для тиражирования изделий из полимерной глины (пластики), жидких пластиков, самоотвердевающих масс, эпоксидных смол.
Если вы работаете со смолами либо пластиками, не забывайте ухаживать за молдом. Храните его в пищевой пленке, в темном месте. Перед каждой заливкой обрабатывайте разделительным и защитным составом ИзРелиз (EaseRelease) для продления срока службы формы и во избежание растрескивания.

Жидкий пластик белого цвета Аксон 18 (пр-во Франция, Axson). покраска-акриловые краски, патина для придания состаривания.

Полимерная глина Фимо и Цернит (зеленая-полупрозрачная полимерная глина), краска для марморирования.

Разнообразные возможности, наслаждайтесь. Удачного творчества!
www.livemaster.ru