Круг алмазный шлифовальный: виды, маркировки, зернистость
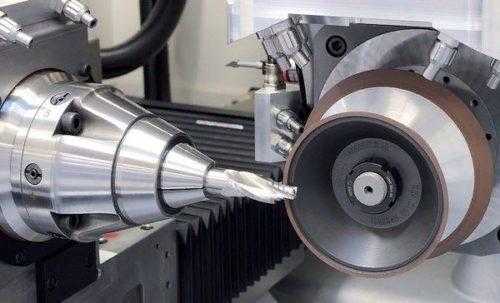
Алмазный шлифовальный круг уже давно стал обыденным абразивным инструментом, доступным даже для домашних пользователей. Это стало возможным благодаря значительному удешевлению производства искусственных алмазов, которые сейчас покрывают более 90 % потребностей абразивной промышленности. Алмазные круги обычно изготавливают из металла (стали или сплавов алюминия) и наносят на их поверхность достаточно тонкий слой абразивной смеси из бакелитовой смолы с алмазной крошкой. Такой инструмент до сих пор имеет непревзойденную твердость. Причем единственный материал, который близок к алмазу по этому параметру — это кубический нитрид бора (эльбор, боразон). Алмазные шлифовальные круги вне конкуренции при шлифовке твердых сплавов, металлокерамических композитов, ферритов и других материалов повышенной твердости.

Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10. В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
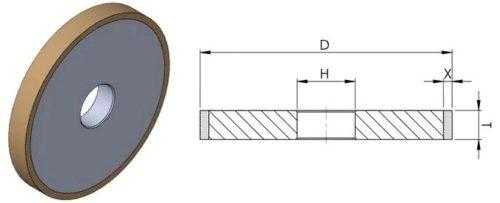
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
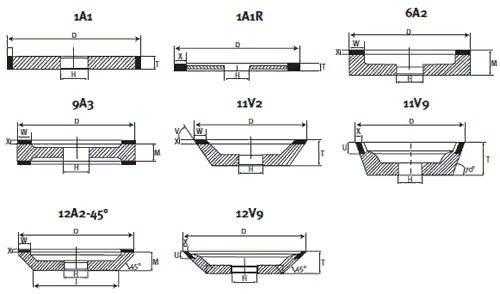
Такое изобилие конструктивных признаков должно было породить великое множество разновидностей этого инструмента. На самом деле существует немногим более двух десятков конструктивных вариантов, которые практически полностью перекрывают все потребности современного производства. Ниже показана одна из подборок с самыми распространенными корпусами.
Конструкция шлифовальных алмазных кругов
Основой алмазного шлифовального круга является корпус в виде диска или его производных, одна из поверхностей которого покрыта рабочим слоем, состоящим из связки, наполнителя и шлифовального порошка. Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже). К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.
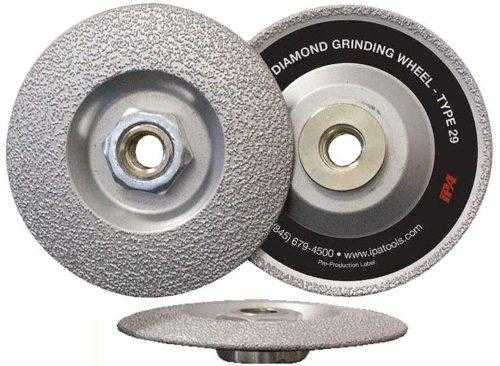
Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации. Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками». Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Маркировки
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
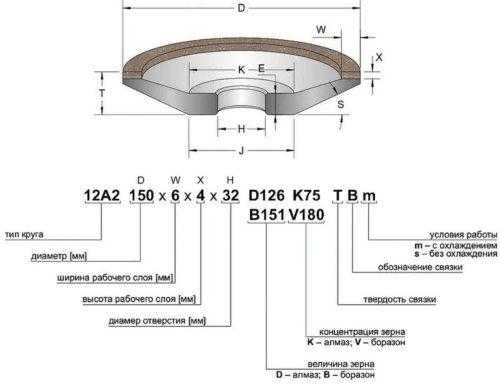
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
В данную маркировочную строку также включено указание на условия работы (m). Кроме нее, на алмазный круг также наносятся максимально допустимые значения окружной скорости резания и частоты вращения, знак безопасности и указатель направления вращения.
Зернистость
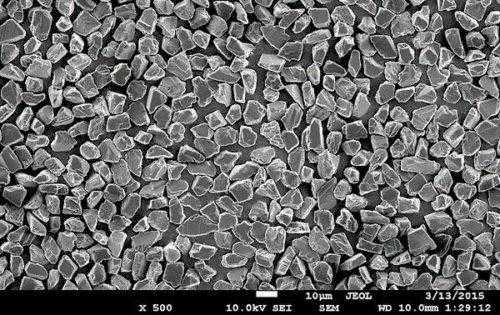
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты. Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8). При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход. Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.
Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации. Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования. В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.
Связки для алмазных шлифовальных кругов
Распределение и закрепление алмазных зерен в рабочем слое осуществляется посредством связующих веществ, которые называют «связками». На практике применяют базовые связки трех типов: металлические, гальванические и органические. Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол. Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента. Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком. Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.

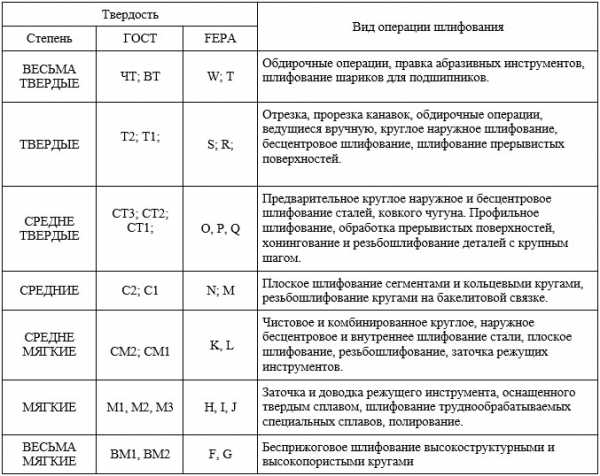
Показатель твердости
Обозначение твердости обычно используется только для алмазных кругов на бакелитовой основе. Сама она в маркировке обозначается буквой B, а твердость градуируется по ГОСТ Р 52587-2006 и указывается буквами от F до Z. Обычно чем ниже твердость, тем шире рабочая часть и меньше зернистость. Такими алмазными кругами выполняют тонкую шлифовку с небольшими скоростями резания, причем во многих случаях даже без применения СОЖ. Чем больше твердость, тем выше допустимые скорости и глубины резания. При таких режимах охлаждение рабочей зоны является обязательным.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено. Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Форма и ширина алмазного слоя
Абразивный слой алмазного круга наносится на его торцевую поверхность или периферийную часть в виде кольца или сплошного диска. Геометрические размеры рабочего слоя определяют объем алмазосодержащего композита и непосредственно влияют на стоимость изделия. При этом высота (толщина) имеет практическое значение только для долговечности инструмента. Ширина, напротив, является ключевым параметром. От нее напрямую зависит площадь контакта с обрабатываемой поверхностью и, как следствие, производительность и температурные режимы шлифовки. Чем меньше ширина, тем больше допустимые скорости и глубины резания и лучше отвод отработанного абразива и металлической крошки из зоны шлифования. А чем она больше — тем выше точность и чистота шлифовки. Ширина обрабатываемой поверхности во всех случаях должна быть больше ширины рабочего слоя, т. к. только при этих условиях можно обеспечить равномерность его выработки и самозатачивания.
Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность. В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов. Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента. Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
Использование кругов в зависимости от зернистости
Чистота и производительность шлифовки алмазным кругом напрямую зависят от зернистости его рабочего слоя. При предварительном шлифовании, позволяющем получить 7-8 класс чистоты, применяют инструмент с зернистостью от D151 до D107. Чистовое шлифование выполняют в интервале от D91÷D54, в результате чего можно добиться 9 класса чистоты. Для тонкого шлифования (9-10 классы) используют алмазные круги с размером зерна D46÷D30. Ниже таблица соотношения размера зерен в микронах и обозначений по разным стандартам.

Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР. Старейшим предприятием этой отрасли является Петербургский абразивный завод «Ильич», который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский завод и АО «Терекалмаз», также проходящие синтез алмазов. Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента. В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
У алмазных кругов толщина абразивного слоя составляет всего несколько миллиметров. Насколько они долговечны в домашних условиях, если их использовать только для заточки ножей и слесарного инструмента? Если кто-нибудь может ответить на этот вопрос, оставьте свое сообщение в комментариях.
wikimetall.ru
виды чашек (тарелок), выбор инструмента
Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Кроме всего перечисленного, выбирая алмазный диск для конкретного шлифовального станка, нужно учитывать диаметр посадочного места, ширину рабочей поверхности абразива, материал основы инструмента.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки.
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
Наиболее правильный подход к обработке и заточке инструмента лежит в последовательном применении алмазных кругов, начиная с более грубых и заканчивая финишными. Применение только последних может привести к пригоранию обрабатываемой поверхности, засаливанию и быстрому выходу из строя заточного круга.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Следует сказать о концентрации алмазной составляющей, которая имеет влияние на режим заточки. При стопроцентном показателе круги имеют высокую производительность и способны выдерживать жесткие режимы обработки, не подвергаясь при этом деформации. При 50%-м показателе диски применяют чаще всего для любых видов работ. При 20%-м показателе – доводочные круги для ручной подачи инструмента.
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!
wikimetall.ru
Алмазные круги шлифовальные для заточки инструмента: видео, фото
Эффективность режущего прибора зависит от качества и своевременности сделанной заточки. Последнее связано с тем, что при постоянном применении функциональные ресурсы со временем теряются. Опыт последнего десятилетия показал, что самым лучшим абразивным инструментом для выполнения этой работы является алмазные круги для заточки. Они обрабатывают все известные виды материалов, а износ продукта меньше в десятки раз.
 Чашечный алмазный круг
Чашечный алмазный кругАлмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки. И что еще немаловажно он имеет маленький износ – долговечен.
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак.
Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.

Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.

Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Как и любой абразивный продукт промышленного изготовления, заточной алмазный диск имеет маркировку производителя. В этом обозначении есть ряд цифр, каждая из которых соответствует конкретному значению: диаметру, посадке, глубине, толщине алмазоносного слоя или зернистости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Диск алмазный — применение, классификация, категории, эксплуатация и ГОСТ
Алмазные диски – это рабочий инструмент для резки, заточки или шлифовки твердых поверхностей, где режущая часть представляет собой напыление из алмазной крошки удерживаемая специальным связующим веществом. Применение алмазов позволяет значительно увеличить ресурс работы инструмента, повысить его производительность, точность и чистоту обработки, сохранить неизменным диаметр круга в процессе его эксплуатации.
Сфера применения
Алмазные диски широко применяются для выполнения операций резки, заточки или шлифовки твердых неметаллических и металлических поверхностей. В качестве оснастки они используются для:
- плиткорезов;
- угловых шлифовальных машин;
- бензорезов;
- штроборезов;
- камнерезных станков;
- отрезных машин и другого оборудования.
Диски алмазные выпускаются для сухого и мокрого реза. Инструмент, предназначенный для сухого реза более удобен в работе, но требует наличия отвода пыли и мер защиты дыхания при работе. Применять его можно и для сухого, и для мокрого реза. Обратный вариант (диски с мокрым резом для сухого) недопустим и приводит к быстрому выходу из строя инструмента.
На специализацию диска влияет тип связующего и форма рабочей поверхности – сплошная, турбо или сегментированная. От выбора связующего вещества зависит теплоотвод и обновление режущей кромки. Для работы с плотными, твердыми материалами выбирается более мягкое связующее позволяющее освобождать новый слой алмазной крошки при истирании предыдущего.
Классификация алмазных дисков
По назначению диски подразделяются на три основных категории:
- Шлифовальные. Применяются для шлифовки поверхностей, удаления краски, обдирочных работ и т. д. Имеют чашеобразную или тарельчатую формы.
- Отрезные. Имеют плоскую форму, применяются для реза материалов. Рабочая часть отрезных дисков может быть сплошной или сегментированной.
- Заточные. Применяются для заточки твердосплавного инструмента, имеют сплошную рабочую часть и мелкий размер зерна для получения поверхности высокого качества.
Сфера применения отрезных дисков обусловлена типом режущей кромки – сплошной или сегментированной. Чем большее количество сегментов на режущей кромке, тем выше точность и качество реза. Для керамики, стекла и других твердых материалов используются сплошные алмазные диски.

Но есть и обратный момент – наличие сегментов улучшает отвод тепла, повышает производительность работ и стойкость инструмента. Поэтому для реза бетона, гранита, природного камня, асфальта, песчаника и других материалов с низкими требованиями к чистоте поверхности применяются сегментированные диски.
По типу режущей кромки диски подразделяются на:
- Сплошные. Имеют сплошную режущую поверхность, что обеспечивает высокую точность и качество реза, но уменьшает производительность.
- Турбо. Рабочая часть имеет насечки по краям придающим форму турбины. Благодаря этому улучшается отвод тепла и повышается производительность.
- Сегментированные. Имеют надрезы на режущей поверхности, разделяющие её на отдельные сегменты, идеальны для быстрого реза, но уступают по качеству поверхности.
- Турбосегментные, совмещают насечки и надрезы.

Особенности выбора и эксплуатации
При выборе инструмента необходимо учесть его наружный и посадочный диаметр, конфигурацию режущей части и рекомендации производителя. От наружного диаметра зависит максимально возможная глубина реза, наиболее распространенными являются диаметры 115, 125, 180 и 230 мм, максимальный размер для ручного инструмента достигает 320 мм, для станков – 600 мм. Стандартными посадочными диаметрами являются 22,23 мм для дисков размером до 230 мм и 25,4 мм, для дисков 300 мм и более.
При выборе обратите внимание на маркировку изделия. Скорость инструмента не должна превышать допустимого значения оборотов в минуту указанного на маркировке диска. Так же указывается рекомендуемый материал реза и направление вращения.
Основные факторы, увеличивающие срок службы алмазных кругов:
- Резка большим диаметром уменьшает нагрузку на рабочую поверхность.
- Высокая мощность инструмента исключает падение оборотов.
- Оптимальный выбор и четкое соблюдения правил эксплуатации диска.
- Четкое соблюдение прямолинейной траектории реза.
- Исключение перегрева при работе.
- Дозированная подача инструмента. Желательно глубокий рез выполнять за несколько проходов, оптимальная глубина прохода равна высоте режущей части диска.
ГОСТ
На круги алмазные отрезные действует ГОСТ 32833-2014. В нём установлены основные технические параметры и технические условия инструмента.
mekkain.ru
обзор, описание, виды и отзывы. Алмазный круг для заточки инструментов
Шлифовально-расточные станки предусматривают комплектацию специальными насадками, непосредственно осуществляющими функцию корректировки режущих элементов. Оборудование снабжается точилами, представляющими собой традиционные круговые или чашеобразные диски. Большую часть таких насадок представляют абразивы, выполненные из вулканических веществ и других каменистых смесей. Но особое место в этой семействе занимает алмазный круг для заточки инструментов, который отличается мелкозернистой функциональной поверхностью. Выполнить обработку грубого лезвия на такой оснастке не получится, но зато в обслуживании твердосплавных материалов, напаек на сверлах и циркулярных пил алмазному диску нет равных.

Общие сведения о заточных дисках
Особенности алмазных заточных элементов обусловлены характером их назначения. Мастера используют этот абразив в работе с режущими компонентами другого инструмента. С цепными пилами, режущими металлическими головками и стальными резцами справится только высокопрочная оснастка. Более того, в целях безопасности технологи предусматривают и запас прочности расходного материала. И заточной круг алмазный отвечает высоким требованиям, обеспечивая не только прочность, но и стойкость к износам. К слову, некоторые модели таких элементов используют даже в обработке гранита, что подтверждает высокую продуктивность материала.
Даже если не планируется работа с твердотельными заготовками, диски используют из соображений экономии, обусловленной высоким рабочим ресурсом. Правда, альтернативное применение не всегда себя оправдывает, поскольку алмазный круг для заточки инструментов имеет небольшое зерно. Теоретически обслуживание топоров, ножей и других приспособлений с относительно скромными показателями твердости лезвия возможно, но рабочий процесс потребует гораздо больше времени.
Разновидности

Основная классификация предусматривает разделение алмазных элементов по форме. Как уже упоминалось, наибольшее распространение получили чашеобразные и плоские дисковые точила, которые применяются специально для твердотельных режущих и пильных деталей. Есть и пограничная разновидность, представленная кругами в виде тарелки. Можно сказать, это универсальный алмазный круг, который подходит для широкого спектра заточных операций. Если же планируется целенаправленная обработка с определенными параметрами, то следует выбирать абразив не только по форме, но и по техническим характеристикам.
Основные характеристики
Есть два основных параметра, по которым выбирают точильные круги опытные мастера – это степень зернистости и типоразмер. В маркировке для обозначения этих показателей используются цифровые обозначения. Что касается размерных параметров, то их представляет ширина, толщина и посадка, то есть диаметр отверстия внутри диска. К примеру, стандартная ширина составляет 150 мм, толщина – 10 мм, а посадка – 30 мм. Зернистость, которой обладает алмазный круг, представляется двойной цифрой – например, 125/100 мкм. Чем выше это значение, тем грубее будет выполнена заточка. Для обычного инструмента в виде ножей и других лезвий бытовых устройств достаточно и крупной зернистости, но для аккуратной работы с твердыми высокопрочными сплавами необходима мелкая фракция с плотной структурой.
Правка алмазных кругов

Со временем и алмазные абразивы утрачивают былую форму, что сказывается на качестве заточки. В таких случаях необходимо выполнять правку одним из методов, рекомендуемых специалистами. Так, с помощью обработки на шлифовальном станке диску можно обеспечить ступенчатость и округление. Нередко используются и специальные приспособления в виде абразивных брусков и расходных материалов с аналогичным принципом воздействия на структуру. В частности, рекомендуется правка круга алмазным карандашом с подходящими характеристиками. Обычно такая операция применяется, когда на поверхности диска проступают алмазные зерна. В качестве альтернативных способов правки можно назвать электрохимические способы и нанесение смазки, в составе которой содержится микропорошок с абразивными вкраплениями.
Отзывы о дисках «Калибр»

Отечественный производитель инструментов и комплектующих выпускает алмазные расходники для разных целей. Пользователи отмечают, что при невысокой цене такие изделия обеспечивают качественную и точную обработку. В составе кругов применяется сырье с оптимальными свойствами, что и позволяет выполнять аккуратную заточку с минимальными временными затратами. Однако, в показателях долговечности алмазный круг для заточки марки «Калибр» далеко не самый лучший вариант. Все-таки сказывается низкая стоимость, из-за которой были понижены и свойства надежности материала. Впрочем, если точило подбирается для разовых, но ответственных задач, то этот вариант вполне подойдет. Также его можно предпочесть, если обслуживать бытовой инструмент, не требующий особых нагрузок при заточке.
Отзывы о дисках Jet

Продукцию американской марки Jet хвалят и рядовые пользователи, и специалисты. К достоинствам изделий относят универсальность и оптимальные показатели заточки. В линейке бренда можно найти полный комплект для выполнения любых абразивных операций применительно даже к профессиональному режущему инструменту. Помимо этого, заточной круг алмазный способен выполнять и функцию правильного элемента для других абразивов. Из недостатков пользователи отмечают высокий ценник и необходимость тщательного подбора дисков по типоразмеру, так как в маркировке встречаются несоответствия с фактическими показателями.
Отзывы о дисках Oregon
Компания в первую очередь ориентируется на профессиональные нужды потребителей, поэтому в своих семействах представляет элементы для заточных станков высокого класса и с соответствующей производительностью. Отзывы пользователей отмечают, что алмазный круг марки Oregon отличается и надежностью. Некоторые владельцы в регулярном режиме эксплуатируют такие абразивы по несколько лет. Конечно, в процессе использования применяется и правка, но даже с учетом техобслуживания это неплохой результат.
Заключение

Алмазная оснастка для комплектации точильных станков является одним из самых эффективных способов поддержания режущих способностей твердотельных головок. Такой метод абразивной обработки позволяет обслуживать коронки для перфораторов, победитовые резцы и даже восстанавливать рабочие характеристики цепной бензопилы. Достигается высокий результат заточки благодаря тому, что алмазный круг обладает повышенными свойствами прочности и износостойкости. Но это не значит, что любой элемент данного типа можно использовать в качестве универсального. Алмазные диски также различаются по абразивным характеристикам, форме, структуре внутреннего состава и поверхностной обработке. С учетом этих параметров и следует подбирать абразив для конкретных задач. Например, для ножа или рубанка оптимальным вариантом будет круг с крупной зернистостью, а для деликатной работы с победитовыми насадками стоит использовать мелкофракционные элементы.
fb.ru
АБРАЗИВНЫЙ, АЛМАЗНЫЙ И МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ
ООО «Центр Абразивного Инструмента» представляет на Российском рынке абразивный, алмазный и металлорежущий инструмент для обработки твердосплавных и труднообрабатываемых материалов в процессе шлифования, хонингования, резки, заточки инструмента: шлифовальный и отрезной алмазный инструмент для обработки всех видов стекла (в т.ч. для оптической промышленности), керамики, драгоценных, полудрагоценных и поделочных камней; алмазные отрезные круги для резки природного камня, асфальта, бетона, железобетона; алмазные резцы, вставки, пластины режущие сменные из сверхтвердых материалов на основе нитрида бора; алмазные волоки, пасты алмазные и алмазные порошки.
Наша компания предлагает вам свои услуги по комплексному снабжению вашего производства широким спектром качественного алмазного инструмента, хорошо зарекомендовавших себя мировых производителей, для шлифования и обработки металлов, стекла, камня и других материалов. Инженеры нашей компании помогут вам подобрать необходимый алмазный инструмент и материал.
Алмазный инструмент на органических связках, в т.ч. отрезные круги
Алмазный инструмент применяется для заточки режущего инструмента из твердых сплавов, деталей из композита и керамики. Алмазные отрезные круги применяются для высокоточной резки твердого сплава, технической керамики, цветных металлов, кварцевого стекла, ферритов, кварца. Изготавливаются круги диаметром до 675 мм.
Алмазные круги применяются при шлифовании твердосплавных деталей (пуансонов, калибров, валков и др.), а также для шлифования режущих пластин из композитов, деталей из сочетания стали и твердого сплава. Изготавливаются круги диаметром до 675 мм.
Алмазные отрезные круги используются для обработки стекла, хрусталя, драгоценных и полудрагоценных камней, для операции резки. Изготавливаются круги диаметром до 675 мм. Бруски из синтетического алмаза на металлической связке используются для чернового и чистового хонингования деталей из чугуна и стали.
Шлифовальные эльборовые круги применяются на операциях шлифования высокоточных деталей из сталей и сплавов твердостью HRC>50, износостойких покрытий. Высокопористые круги из эльбора АЭРОБОР® применяются для шлифования сталей и сплавов пониженной твердости HRC 40-50 (жаропрочных, нержавеющих и др.), сложнолегированных сталей, чугуна. Эльборовые бруски применяются на операциях суперфиниширования и хонингования высокоточных деталей.
Эльборовый инструмент на органической связке применяется, главным образом, на операциях заточки инструмента из быстрорежущих сталей, вышлифовки стружечных канавок, отрезки и прорезки пазов. В зависимости от типа связки возможно применение всухую или с охлаждающей жидкостью. Изготавливаются круги диаметром до 675 мм.
abrasives-diamond.ru
Гибкий алмазный шлифовальный круг – описание, особенности + Видео
Алмазный гибкий шлифовальный круг, а также другие разновидности этого инструмента используются для обработки всевозможных поверхностей, доводки и заточки пил, сверл и иных приспособлений.
1 Алмазные круги – различные по форме и сферам использования
Инструмент, о котором пойдет речь в этой статье, изготавливается в виде твердой либо гибкой основы с нанесенным на нее алмазоносным слоем. Последний в большинстве случаев состоит из специального связующего полимера и алмазного порошка. Такие изделия незаменимы для качественного и эффективного шлифования металла, доводки и полировки поверхностей из искусственного камня, гранита, мрамора, бетона, кирпича и других материалов. Также алмазный инструмент позволяет производить заточку различных типов приспособлений, используемых для дерево- и металлообработки.
Интересующие нас изделия делят на несколько типов. Они могут выпускаться в форме:
- прямого профиля;
- чашки;
- тарелки.
Алмазный профильный шлифовальный круг обычно используется при работе с металлическими поверхностями. Инструмент в виде чашки рекомендован для обработки твердосплавных приспособлений. Также шлифовальный чашечный алмазный круг любых размеров позволяет качественно отполировывать стеклянные, каменные и керамические поверхности. Его, кроме того, применяют для заточки ножей и резцов. Тарельчатые диски идеальны для случаев, когда нужна быстрая шлифовка деталей из художественного стекла, стали и чугуна и для удаления с них лакокрасочного слоя.

Чашечный алмазный круг
Рекомендуем ознакомиться
По зернистости описываемые круги подразделяют на четыре типа. К первому относят абразивный инструмент с очень крупным зерном (обозначение – 200/160), с крупным (160/125), средним (125/100) и мелким (100/80). Диски крупной зернистости, как правило, используются при промышленной обработке материалов. С их помощью снимают большие по толщине слои с изделий из металла. Средние круги хороши для заточки рабочих инструментов. А в быту чаще всего применяются приспособления (тарельчатые и чашечные) с мелким зерном. Они позволяют производить шлифовку отделочных строительных материалов.
Чашечные круги мелкой зернистости имеют доступную стоимость. Связано это с тем, что алмазоносный слой на них имеет небольшую ширину и толщину. Промышленные же диски характеризуются большим по размерам покрытием. За счет этого они способны обрабатывать крупные по сечению и площади изделия и поверхности. Но и стоимость таких инструментов намного выше.
Главное достоинство шлифовальных кругов – долговечность.
Износ таких инструментов минимальный. При этом они обеспечивают по-настоящему чистую, быструю и точную обработку. Нельзя не отметить и простоту работы с алмазными дисками. Их устанавливают на угловые шлифмашинки, металлообрабатывающие станки и другие агрегаты. При соблюдении определенных мер безопасности шлифование кругами выполняется без затруднений даже неопытными домашними умельцами.
2 Обозначение и правка инструмента – открываем секреты
Полная маркировка шлифовальных кругов содержит ряд цифр. Специалисту они могут рассказать абсолютно все о том или ином алмазном инструменте. Например, если мы видим маркировку 12А245 150*40*10*3*32 125/100, можно понять, что перед нами чашечный диск сечением 150 мм и глубиной 40 мм. Также приведенные цифры указывают на ширину алмазоносного слоя (в данном случае она равняется 10 мм) и его толщину (3 мм). Число 32 – это величина посадки круга, а обозначение 125/100 – показатель его зернистости.
При длительной эксплуатации алмазных дисков наблюдается заглаживание, истирание и обламывание их зерен. Это становится причиной нарушения геометрии инструмента и его неравномерной выработки. В ситуациях, когда износ обусловливается исключительно выкрашиванием зерен диска, проблем не возникает. Круги обладают свойством самозатачивания. На смену старым зернам приходят новые. Такое свойство характерно для мягких и гибких (о них мы поговорим более подробно ниже) алмазных дисков.
А вот в остальных случаях приходится либо менять абразивный инструмент, либо восстанавливать его форму и рабочие возможности. Последняя операция называется правкой дисков. В промышленности она выполняется разными способами – тангенциальным точением, обтачиванием, накатыванием, шлифованием, обкаткой. Правка производится с помощью безалмазных или алмазных приспособлений.

Инструмент для правки алмазных дисков
В быту такую процедуру в большинстве случаев выполняют простейшим способом – зачисткой. Правка алмазных дисков осуществляется при помощи абразивного бруска (с белым глиноземом, карбидом кремния), плотной пемзы либо твердого круга. Один из этих инструментов упирается в подручник, после чего можно приступать к зачистной операции. Важно! Правящий круг (брусок) при зачистке должен двигаться строго вдоль восстанавливаемого алмазного изделия.
3 Гибкие и прямые диски – самые популярные и востребованные
Гибкие диски (АГШК) – это изделия с липкой основой (она предназначена для фиксации приспособления на насадку используемого рабочего инструмента) и алмазной крошкой в качестве абразива. Они часто используются в быту. Их устанавливают на шлифовальные агрегаты, которые оснащены системой подвода воды и имеют возможность выбора оборотов. Гибкий инструмент применяется для полировки и мягкого шлифования хрупких и твердых поверхностей на скоростях от 1500 до 3000 об/мин. Использовать АГШК для сухого шлифования (без охлаждения водой) нежелательно, так как они быстро теряют свои свойства.
Гибкие диски хороши для многоэтапной обработки гранитных и мраморных поверхностей. Для этих целей используются насадки различной зернистости. Сначала специалисты советуют удалять сильную шероховатость с поверхности (диск-черепашка с большим зерном). Затем нужно сгладить обрабатываемое изделие (круг с зерном 100–160 мм). На последнем этапе следует использовать мелкозернистый инструмент. Такая схема позволяет отполировать натуральные поверхности до зеркального блеска.
Алмазные шлифовальные плоские круги, выполненные в виде прямого профиля, имеют обозначение 1А1. Они изготавливаются по Госстандарту 16167. Это, пожалуй, самый распространенный абразивный инструмент. Он имеет около 170 типоразмеров. Его параметры (в мм) варьируются в широких пределах:
- диаметр плоских дисков – 16–750;
- размеры посадочного отверстия – 6–203;
- толщина алмазного покрытия – 2–6;
- высота круга – 3–100 мм.
Важный момент. Алмазный шлифовальный круг в форме прямого профиля может иметь разную концентрацию алмазной крошки (50–150 единиц). Этот показатель определяет массу (выражается в каратах) алмазов в конкретном диске. Она колеблется от 0,39 (круги сечением 16 мм, слой абразива 2 мм, высота 2 мм) до 4920 мм (диск 500 мм, покрытие 6 мм, высота 80 мм).
tutmet.ru