Каркасы буронабивных свай — «ТИСЭ»
Буронабивные сваи – это цилиндрические железобетонные конструкции, часто применяемые при строительстве зданий и сооружений. Основой любой буронабивной сваи – это арматурный каркас, который отвечает за прочность. Таким образом, армирование необходимо для увеличения несущей способности: бетон отлично держит нагрузку на сжатие, а вот с растяжением, которое происходит с нижней частью конструкций, — уже труднее. Именно эта нагрузка на растяжение и возлагается на арматурный каркас в буронабивной сваи, это спасает здания от оседания и трещин на стенах. Второй составляющей буронабивной сваи является бетонное тело. Всем нам хорошо известно, что прочность железобетонных домов — явление невероятное, как говорится в народе: «Ничем не просверлишь, ничем не пробьешь». Дело в том, что при помощи арматуры, уже довольно давно, научились создавать этакий «сплав бетона и железа» – это прочный арматурный каркас, залитый бетоном. Когда грамотно применять этот материал, не жалеть средств и создавать рациональную гидроизоляционную обработку, то армированные конструкции фактически вечны. В случае, когда по проекту Вашего дома фундамент у нас будет свайно-ростверковый, ростверк низкого заглубления в 5 см. Укладка подобного фундамента начинается с установки буронабивных свай, первый шаг к изготовлению буронабивных свай — это изготовление арматурного каркаса. В таком случае арматурный каркас каждой из свай представлял собой 4 стержня ребристой арматуры, которые через каждые 40 см были соединены хомутами, также изготовленные своими силами.
В случае, когда по проекту Вашего дома фундамент у нас будет свайно-ростверковый, ростверк низкого заглубления в 5 см. Укладка подобного фундамента начинается с установки буронабивных свай, первый шаг к изготовлению буронабивных свай — это изготовление арматурного каркаса. В таком случае арматурный каркас каждой из свай представлял собой 4 стержня ребристой арматуры, которые через каждые 40 см были соединены хомутами, также изготовленные своими силами.
По техническим рекомендациям по устройству фундаментов из буронабивных свай диаметр арматурного каркаса должен быть на 140 мм меньше диаметра скважины во избежание его заклинивания. С наружной стороны каркас должен иметь ограничители (фиксаторы), обеспечивающие необходимую толщину защитного слоя бетона.
Под каркасной арматурой для буронабивных свай считается конструкция, произведенная из металлической арматуры. Обыкновенно она создается из прутьев для разных областей армирования ж/б элементов. Арматурные каркасы, используемые для свайного фундамента и ростверка, соединяют посредством косых, а также поперечных прутков, либо специальных хомутов, создавая в итоге цельнометаллическую конструкцию. Перед тем как приступать к созданию такого каркаса для буронабивных свай и ростверка, следует произвести тщательный расчет, по которому подготовить черте.
Перед тем как приступать к созданию такого каркаса для буронабивных свай и ростверка, следует произвести тщательный расчет, по которому подготовить черте.
Чаще всего армировка свай посредством каркасов клеточного типа находит применение в процессе возведения крупномасштабных промзданий и сооружений, подразумевающих заливку бетона в большом количестве.
Плоские каркасы — нескольких продольных слоев сетки, сваренных при помощи прутов. При этом продольные прутья дополнительно фиксируются при помощи поперечных либо косых прутьев.
Весь процесс изготовления арматурного каркаса для буронабивных свай фундамента можно разделить на следующие этапы.
Заготовка арматуры для свай. Допустим, Вы приобретали одиннадцатиметровую ребристую арматуру диаметром 12 мм, из которой при помощи болгарки и самого обычного маркера было сделано по 3 прутка. Для необходимого количества в 144 штуки было закуплено 48 прутков по 11 метров. Для изготовления 288 хомутов использовали гладкую 6-ти метровую арматуру диаметром 6 мм, расчет делали аналогично. Расчет необходим для того, чтобы определить размер свай и диаметр арматурных элементов. Армокаркасы используют для армировки свайно-ростверкового основания на этапе, предшествующему заливке. При условии, что расчет произведен правильно, это позволяет в некоторой степени повысить прочность изделия и степень его устойчивости к различным механическим нагрузкам.
Расчет необходим для того, чтобы определить размер свай и диаметр арматурных элементов. Армокаркасы используют для армировки свайно-ростверкового основания на этапе, предшествующему заливке. При условии, что расчет произведен правильно, это позволяет в некоторой степени повысить прочность изделия и степень его устойчивости к различным механическим нагрузкам.
Изготовление деревянного шаблона для сборки свай, а именно фиксации продольной арматуры. Скрепляем 2 деревянные доски саморезами. Размечаем на них по известным нам размерам 4 отверстия (стороны хомута), у нас они составляли по 15 см. Сверлим.
Изготовление хомутов. Для ускорения процесса мы приобрели ручной армагиб, это такое несложное приспособление для быстрого сгибания арматуры. С его помощью мы легко, хотя и не совсем быстро, изготовили 288 хомутов
Находим место для изготовления арматурного каркаса. На участке мы соорудили 2 простенькие конструкции из деревяшек, на которых можно было с легкостью положить продольную арматуру и без проблем закрепить на них хомуты.
Классические арматурные каркасы для свай представляют собой вязанную или сварную конструкцию из арматуры различных диаметров. Каркасы повторяют форму будущего бетонного изделия и делятся на плоские и пространственные. Плоские каркасы чаще называют арматурными сетками. Степень насыщенности железобетонных изделий стальной арматурой называется плотностью армирования и характеризуется отношением веса арматуры к объему бетона, в котором она содержится. Армирование ответственных железобетонных конструкций требует плотности 500-600 кг/м3.
Поперечное армирование хомутами. К каждой свае нам понадобилось по 8 хомутов с шагом 40 см. После того как хомуты разместили на продольной арматуре, размещаем деревянный шаблон, изготовленный заранее. Вяжем арматуру при помощи вязальной проволоки, самодельных хомутов и шуруповерта с крючком.
Круглые арматурные каркасы широко применяются для армирования буронабивных свай.
Изготовление арматурных каркасов для свай осуществляется автоматизированно, путем сварки несущих арматурных стержней с навиваемой по кругу арматурой.
Главный принцип действия оборудования, по созданию круглых арматурных каркасов, состоит в создании спирали (в автоматическом режиме). Для этого используется арматурная проволока из бухты. Накручивание осуществляется по программируемому шагу, непосредственно на продольные арматурные прутья, предварительно установленные в агрегат.
Каркасы буронабивных свай.
Для создания каркаса свайно-ростверкового фундамента потребуются следующие материалы:
- горячекатаная катанка;
- гладкий арматурный стержень;
- рифленый арматурный стержень;
- специальная проволока;
- бухтовая рифленая арматура
- бухтовая гладкая арматура
Металлические прутья в ряде случаев дополнительно покрывают особым противокоррозийным составом. Но чаще изначально предпочитают применять изделия из низкоуглеродистой стали, которые по своим характеристикам не подвержены коррозийному воздействию. Изготовлением армированных каркасов для буронабивных фундаментов могут заниматься, как предприятия, так и специалисты на месте строительства.
Разнообразные подходы дают возможность делать не только каркасы стандартных форм, но и индивидуальные, расчет которых происходил под конкретное изделие. В последнем случае для выполнения работы требуется тщательно подготовленный чертеж.
Существует две технологии изготовления каркасов для армирования свай фундамента и ростверка:
- автоматизирования сборка на предприятии;
- ручная сборка.
Каркасы для фундаментов свайного типа
Обычно для решения таких задач, как армировка свай и ростверка фундамента, используется круглый каркас арматуры. Особенно востребованными армокаркасы оказываются в процессе строительства жилых и промышленных комплексов, а также всевозможных специализированных зданий и сооружений. При этом на этапе заливки фундамента в обязательном порядке применяются стандартные арматурные каркасы для свай, а балки перекрытий производятся из трех- и четырехгранных каркасов.
Применение буронабивных свай чаще всего практикуется при возведении оснований зданий с существенной глубиной залегания твердого грунта.
снижение времени, затрачиваемого на монтаж, в процессе установки железобетонных конструкций;
- сокращение цикла работ;
- возможность применения для работы арматурных отходов;
- повышение работоспособности;
- повышение уровня рентабельности производства.
Современные инженеры и строители предпочитают применять два вида каркасов, в том числе арматурных каркасов для буронабивных свай:
-объемные;
-плоские.
Объемные каркасы бывают квадратными или круглыми. Соответственно СНиПУ такие каркасы используются для укрепления буронабивных опор. Диаметры сечений таких металлических конструкций, как правило, колеблется от 8 мм. до 12 мм., диаметр сваи при этом должен быть стабильным — 0,3 м. Объемные каркасы для буронабивных опор активно применяют при заливках особо больших масс бетонного раствора.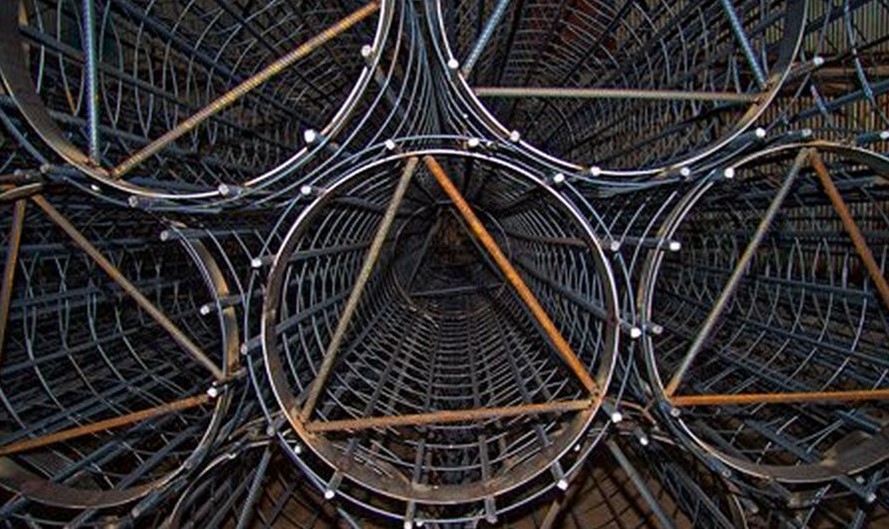
Плоскими арматурными каркасами являются изделия, которые активно применяются в строительских целях, во время армирования железобетонной конструкции линейного типа. Применение плоского арматурного каркаса значительно снижает затраты за выполненные работы, увеличивая при этом прочностные характеристики. Ведь трещины в такой конструкции не могут образовываться, а вероятность прогиба сводится к нулю.
Плоские каркасные конструкции представляют собой два и три продольных слоя арматурных сеток, соединенных прутьями. СНиП требует, чтобы прутья соединялись между собой при помощи других прутьев поперечного, наклонного или непрерывного типа.
Свайные каркасы часто применяются для возведения зданий рядом с уже построенными домами. Это позволяет существенно снизить динамическую нагрузку при закладке нового фундамента. Применение буронабивных свай при создании фундамента позволяет применять методику точечного строительства в тех местах, где использование других технологий оказывается невозможно или затруднительно.
Применение круглых арматурных каркасов позволяет увеличить скорость монтажа железобетонных конструкций, сократить цикл производственных работ, избавиться от отходов арматуры.
Основным материалом, который применяется для изготовления каркасов из арматуры, является специальная проволока ВП-1, а также гладкая или горячекатаная катанка, гладкие и рифленые арматурные стержни, рифленая бухтовая арматура, диаметр которой составляет 6-12 мм. Правильные пропорции отдельных компонентов позволяют приготовить крепкий и надежный продукт, который будет полностью отвечать всем необходимым требованиям по эксплуатации.
Несколько слов о создания решетки и каркаса. Решетки сварного типа соединяют друг с другом при помощи металлических стержней, ориентированных перпендикулярно плоскости ростверка.
Следует отметить, что такие каркасные конструкции подходят для опор любых диаметров. СНиП позволяет изменять форму и подстраивать ее под необходимый метод производства. Каркас, имеющий особо крупные размеры, осуществляют индивидуально, каркас для буронабивной опоры необходимо изготавливать при помощи автоматизированных сварочных линий.
Во многих городах России на строительных площадках установлены ограничения на применение забивных свай, фундаменты строятся с помощью применения технологии буронабивных свай. Буронабивная свая изготавливается непосредственно в грунте. В пробуренную скважину устанавливается арматурный каркас и заливается бетонная смесь. После затвердевания бетона и достижения им проектной прочности свая может воспринимать проектные нагрузки.
Каркасы буронабивных свай могут применяться для строительства зданий различного назначения: производственного, жилого или общественного типа. Применение данного вида свай возможно практически на всех типах грунта, исключением являются скальные и крупнообломочные.
Сваенавивочная машина | Автомат навивки и сварки каркасов свай
Сваи – это неотъемлемый элемент в укреплении грунта, как подготовка основы для фундамента. Сварной арматурный каркас – это фактически скелет сваи, который придает ей прочность. В производстве железобетонных свай важным этапом является сам процесс создание каркаса сваи и соблюдение технологий сварки и навивки проволоки на арматурный каркас. Поэтому тщательно подбирается сырье и оборудование, которое обеспечит надежность и безопасность объемных железобетонных конструкций.
Поэтому тщательно подбирается сырье и оборудование, которое обеспечит надежность и безопасность объемных железобетонных конструкций.
Но далеко не все современные сваенавивочные машины обеспечивают должное качество и скорость сварки арматурного каркаса свай. Среди явных «минусов» таких установок можно отметить низкую скорость работы, использование ручного труда, отсутствие автоматизации загрузки сырья. Особую опасность представляет непродуманность конструктива некоторых машин, что влечет за собой высокий процент брака из-за скручивания («винта») каркаса, пережога проволоки, и вообще, ощутимые финансовые потери на заводах ЖБИ.
Решение «Росстройтех» — сваенавивочная машина серии WS — позволяет избежать типичных проблем при производстве арматурных каркасов свай квадратного сечения. Итак, если вам надоели кривые сваи, надоела медленная работа станка и требуется много подсобных рабочих, а главное – вы все еще заряжаете арматуру вручную, то сваенавивочная машина серии WS избавит от всех проблем сразу! Новинка: машина сварки каркасов буронабивных свай UWS. В зависимости конфигурации количество продольных стержней 6,12 или 4, 8 штук.
В зависимости конфигурации количество продольных стержней 6,12 или 4, 8 штук.
Решает основную проблему «скручивания» каркаса у сваенавивочных машин других производителей.
Скручивание (винт) каркаса – угол поворота начального сечения сваи от конечного. При этом возникает проблема правильного размещения «скрученного» каркаса в металлоформах, избыточный расход бетонного раствора при формовке ЖБИ изделия. При выпрямлении «скрученного» каркаса сваи вся конструкция теряет прочность и разрушается. Все «скрученные» каркасы, как правило, сразу бракуются, разбираются на арматуру, непригодная проволока выбрасывается, в итоге возникают финансовые потери.
Решение «Росстройтех» основано на применении электронного вала с датчиками слежения на каретке (с вращателем сваи) и сварочном узле. Это позволяет отслеживать полное перемещение от носика до торца сваи, следовательно, исключает образование углов «скручивания». Датчики синхронизированы друг с другом при помощи частотных преобразователей, и независимо от внешних воздействий (неравномерность протяга проволоки, узлы на проволоке, воздействие на каркас и т.п.) обеспечивают идеально ровную геометрию каркаса сваи за счет постоянной подстройки скорости вращения приводов. Благодаря этому процент образования брака из-за «скручивания» (винта) каркаса снижается до «нуля».
Датчики синхронизированы друг с другом при помощи частотных преобразователей, и независимо от внешних воздействий (неравномерность протяга проволоки, узлы на проволоке, воздействие на каркас и т.п.) обеспечивают идеально ровную геометрию каркаса сваи за счет постоянной подстройки скорости вращения приводов. Благодаря этому процент образования брака из-за «скручивания» (винта) каркаса снижается до «нуля».
Инновационность системы состоит в принципе подвода электрического тока к медным электродам в зону сварки. При этом существенно вырос КПД машины, сократилось время сварки конкретной точки, появилась плавная регулировка силы сварочного тока конкретной точки (что позволяет сваривать проволоку от 4 мм без пережога), уменьшился вес каркаса сваи, а, следовательно, снизилась стоимость каркаса в целом. В отличие от конкурентов, которые вынуждены использовать проволоку от 5 мм (при меньших диаметрах прожигается из-за отсутствия регулировки сварочного тока), тем самым это утяжеляет каркас сваи.
Сварочные электроды выполнены в виде сегментированных дисков из сплава меди с карбид-титаном. Верхний слой диска — основная рабочая изнашиваемая часть (сегмент на болтовом креплении), которая может быть легко заменена. Решение позволяет не менять весь диск целиком. При этом снижаются расходы на техническое обслуживание и сменные компоненты.
Процесс зарядки арматурыКаркас сваи состоит из 4 стержней арматуры и навиваемой проволоки. Управление процессом зарядки арматуры происходит с пульта: оператор нажимает кнопку, барабан поворачивается на 1/4 оборота, и арматура автоматически подается в удерживающее устройство. Стержни арматуры подаются один за другим в устройство вращения каркаса и фиксируются пневматическими зажимами. Система применяется для сваи с «приваренным носиком», который затем приваривается отдельно.
Станок позволяет изготавливать каркасы свай со «скошенным носиком». При этом используется специальное приспособление для гибки уже заряженной арматуры. Гибка арматура может быть произведена заранее также. Арматурный каркас сваи со «скошенным носиком» фиксируется при помощи кронштейна.
Гибка арматура может быть произведена заранее также. Арматурный каркас сваи со «скошенным носиком» фиксируется при помощи кронштейна.
Процесс наматывания проволоки
Проволока наматывается с постоянным и переменным шагом: начальный шаг меньше для усиления конструкции, затем шаг увеличивается до 200 мм для снижения металлоёмкости и веса каркаса, и финальный шаг на торце сваи также меньше.
Следящий привод подачи проволоки
Проволока подается четко в зону сварки. При помощи актуатора (электрического двигателя с приводом) проволока подается в середину электрода независимо от смена шага сварки, что обеспечивает высокое качество сварки.
Система регулировки сечения сваиФормобразователь сваи обеспечивает плавную регулировку изменения сечения сваи. При помощи перемещения электродов по направляющим достигается требуемый диаметр сечения сваи. При этом процесс перехода с одного типа размера сваи на другой очень прост: ослабив несколько болтов крепления электрода он передвигается по направляющим. В результате для изменения сечения не требуются смена кондуктора. Также можно производить настройку для трапецеидальных свай.
В результате для изменения сечения не требуются смена кондуктора. Также можно производить настройку для трапецеидальных свай.
Резюмируя, можно подвести итог: сваенавивочная машина серии WS обеспечивает удобство настройки, автоматическую зарядку арматуры и выгрузку готовой сваи, сокращает в 2 раза время сварки 16 метрового каркаса (до 100 каркасов в смену), значительно снижает стоимость готового продукции из-за экономии сырья в процессе производства, а главное, позволяет масштабировать бизнес, существенно увеличивая объем производства и ассортимент продукции.
Качественный каркас сваи обеспечивает надежный фундамент для вашего бизнеса. Пора принимать правильные решения.
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 — по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: , +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
Металлический каркас из арматурных стержней…. | Стоковое видео
Сэкономьте до 20% на первом заказе •
Apply HELLO20
Похожие категории
- сварка,
- сильный,
- клетки,
- сталь,
- бар,
- рама,
- промышленность,
- строительство,
- бетон,
- горячий,
- металл,
- крест,
- инженерная,
- круг,
- промышленность
Сейсмические характеристики предварительно напряженных железобетонных свай, армированных ненапрягаемой арматурой
Заголовки статей
Водосберегающее орошение и продовольственная безопасность в Китае
стр. 1441
1441
Влияние регулируемого полива по бороздам на передвижение почвенной влаги и эффективность использования воды при возделывании сои
стр.1446
Сейсмическое поведение и проектирование упругих бетонных колонн с учетом характеристик
стр.1453
Повреждение землетрясением и требования к конструкции лестницы в каркасной конструкции
стр.1461
Сейсмические характеристики предварительно напряженных железобетонных свай, армированных ненапрягаемой арматурой
стр.1466
Исследование характеристик движения грунта в дальней зоне
стр.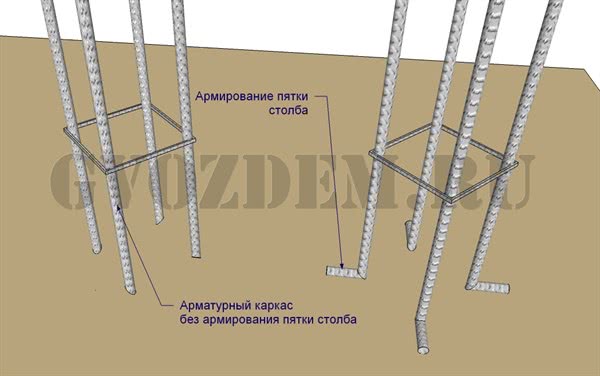 1471
1471
Усовершенствованная исходная модель для моделирования динамики сильного движения грунта в ближней зоне.
стр.1474
Экспериментальные исследования сейсмических характеристик многореберного композитного стенового передающего слоя, поддерживаемого рамой
стр.1481
Влияние заполнения кирпичной кладки на динамические характеристики железобетонных рам на откосной части (I): предыстория и модель заполнения
стр.1485
Главная Прикладная механика и материалы Прикладная механика и материалы Vols. 438-439 Сейсмические характеристики предварительно напряженной арматуры…
Предварительный просмотр статьи
Аннотация:
Основной целью данной статьи является изучение сейсмических характеристик предварительно напряженной железобетонной сваи (PRC), армированной ненапрягаемой арматурой.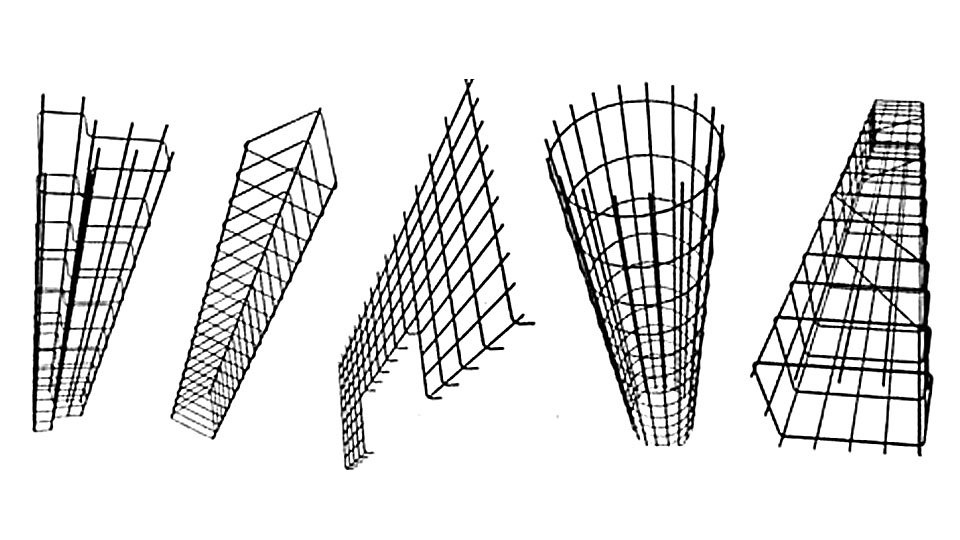 Были испытаны две сваи из предварительно напряженного высокопрочного бетона (сваи PHC) и две сваи PRC. Переменные, изучаемые в этом исследовании, являются коэффициентом предварительно напряженной арматуры и коэффициентом ненапряженной арматуры. В этой статье представлены сваи, подвергнутые малоцикловому нагружению, включая гистерезисные характеристики, кривые снижения жесткости, коэффициент эквивалентного вязкого демпфирования и кривые каркаса. Показано, что видами разрушения всех образцов являются повреждения изгиба при испытании, а сваи PRC имеют хорошие энергопоглощающие гистерезисные характеристики.
Были испытаны две сваи из предварительно напряженного высокопрочного бетона (сваи PHC) и две сваи PRC. Переменные, изучаемые в этом исследовании, являются коэффициентом предварительно напряженной арматуры и коэффициентом ненапряженной арматуры. В этой статье представлены сваи, подвергнутые малоцикловому нагружению, включая гистерезисные характеристики, кривые снижения жесткости, коэффициент эквивалентного вязкого демпфирования и кривые каркаса. Показано, что видами разрушения всех образцов являются повреждения изгиба при испытании, а сваи PRC имеют хорошие энергопоглощающие гистерезисные характеристики.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотрРекомендации
[1]
Такуя Нагае, Синдзи Кисида, Кейити Катори, Сидзуо Хаяси, Влияние осевых деформированных стержней и боковой арматуры на сейсмостойкие свойства свай PRC, J. Struct. Констр. Eng., AIJ, 12 (2000) 123-129.
Struct. Констр. Eng., AIJ, 12 (2000) 123-129.
DOI: 10.3130/aijs.65.123_2
Академия Google
[2] Takuya Nagae, Shinji Kishida, Keiichi KatoriI, Shizuo Hayashi, Прочность и деформационная способность сваи PRC при разрушении при сдвиге под действием длительной осевой нагрузки, J. Struct. Констр. Eng., AIJ, 9 (2002) 205-210.
DOI: 10.3130/aijs.67.205_3
Академия Google
[3]
Takuya Nagae, Shinji Kishida, Takahito Yanase Keiichi Katori, Shizuo Hayashi, Взаимосвязь между сейсмостойкостью и количеством поперечного армирования сваи PRC. В случае, когда диаметр и осевая нагрузка различаются, J. Struct. Констр. англ., 1 (2002).
В случае, когда диаметр и осевая нагрузка различаются, J. Struct. Констр. англ., 1 (2002).
DOI: 10.3130/aijs.67.95_1
Академия Google
[4] Казухито Гнгин, Такуя Нагае, Синдзи Кисида, Сидзуо Хаяси, Деформационное свойство сваи PRC под совместным действием разрушения при сдвиге и сжатии, Труды Японского института бетона, Vol. 25, 2 (2003) 1153-1158.
Академия Google
[5]
Нагуэ Т.