Инструменты, приспособления, оборудование и материалы для ремонтных работ
При проведении ремонтных работ в основном используют те же инструменты, что и при монтаже санитарно-технических систем: ключи рычажные и накидные трубные, разводные (рисунок ниже), гаечные, молотки, ножовки, зубила, отвертки, шлямбуры, бородки, клуппы, плашки и др. В таблице ниже приведен перечень основных инструментов, применяемых при ремонте сантехнического оборудования.
Ключи для ремонта санитарно-технических систем
а — рычажный; б — накидной; в — разводной с мягкими губками
Основные инструменты для выполнения ремонтных работ сантехнического оборудования
Наименование | Нормативный документ | Количество, шт. |
Слесарный стальной молоток | ГОСТ 2310-77* | 8 |
Кузнечная остроносая кувалда массой 3 кг | ГОСТ 11402-75 | 3 |
Ножовочная ручная рамка с набором полотен | ГОСТ 17270-71 | 8 |
Ключи: | ||
гаечные двусторонние с открытым зевом (комплект) | ГОСТ 2839-80* | 2 |
гаечные разводные (комплект) | ГОСТ 7275-75 | 2 |
радиаторные ниппельные типа К-1 | ГОСТ 12801-92 | 8 |
гаечные торцовые (комплект) | ГОСТ 25787-83 | 2 |
трубные рычажные (комплект) | ГОСТ 18981-73 | 2 |
трубные накидные (комплект) с мягкими губками | ГОСТ 19733-74 | 2 |
Малогабаритный труборез ЭЗМА | ТУ 26-1224-77 | 3 |
Слесарно-монтажная отвертка | ГОСТ 17199-88 | 14 |
Слесарное зубило 20×60 | ГОСТ 7211-86 | 14 |
Слесарная бородка с конической частью диаметром 4 и 8 мм | ГОСТ 7214—72*Е | 14 |
Твердосплавный шлямбур типа ШТ (комплект) | ТУ 22-3240-75 | 2 |
Ручной секторный трубогиб | ТУ 36-1263-72 | 2 |
Плоский тупоносый напильник длиной 300 мм | ГОСТ 1465-80* | 40 |
Полукруглый, круглый напильник (комплект) | ГОСТ 1465-80* | 6 |
Напильник трехгранный, ромбический | ГОСТ 6476-80* | 14 |
Стальная конопатка типа К-40 | — | 8 |
Чеканка № 2 ИР-318 | — | 8 |
Скарпель типа 2—3 | ТУ 22-2781-73 | 8 |
Трубная клуппа | — | 4 |
Плашка резьбовая к клуппам | — | 8 |
Сверла: | ||
спиральное (комплект) | ГОСТ 2034-80Е | 100 |
спиральное с твердосплавными пластинами | ГОСТ 5756-81Е | 100 |
Стальная прямоугольная щетка | ТУ 494-01-104-76 | 8 |
Комбинированные плоскогубцы 200 (пассатижи) | ГОСТ 17439-72* Е | 8 |
ГОСТ 7283-93 | 4 | |
Ножницы ручные для резки металла типа 1 | ГОСТ 7210-75 | 8 |
Пробойник (просечка) | ГОСТ 11414-75 | 8 |
Гибкий вал для прочистки канализации длиной, м: | ||
5 | — | 8 |
25 | — | 8 |
50 | — | 2 |
Вантуз | ТУ 38 106432-82 | 8 |
Метчик для трубной цилиндрической резьбы | ГОСТ 19090-93 | 30 |
Кусачки | ГОСТ 5547-93 | 4 |
Штангенциркуль типа 1-ИП-1У-250 | ГОСТ 166-80 | 2 |
Линейка измерительная | ГОСТ 427-75 | 8 |
Ремонтные работы имеют небольшой объем, разбросаны территориально, очень разнообразны и проводятся в стесненных условиях. Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.
Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.
При ремонте пластмассовых труб, менее прочных, чем металлические, применяют трубные и разводные ключи с резиновыми губками на их щечках. Резьбовые соединения пластмассовых труб разбирают и собирают с помощью ключей для отворачивания муфт, накидных гаек, гибких подводок (рисунок ниже, а, б), гидрозатворов (сифонов) (рисунок ниже, в, г), выпусков (рисунок ниже, д). При монтаже труб используют специальные приспособления для захвата труб (рисунок ниже, е, ж).
Пластмассовые трубы разрезают ножовкой по металлу или столярной ножовкой с мелким зубом. Для обеспечения перпендикулярности реза применяют шаблоны в виде деревянного лотка с прорезью (рисунок ниже, з). При гибке или формировании буртов, раструбов трубы нагревают в ваннах, заполненных глицерином или минеральным маслом.
При проведении ремонта пластмассовых труб используют ручные инструменты: шило, шабер, напильники, отвертку, нож, ножовку, молоток.
Инструмент для ремонта пластмассовых труб
а, б — ключи для монтажа гибких подводок; в, г — ключи для разборки соответственно бутылочных и напольных сифонов; д — ключ для монтажа выпусков; е,ж — приспособления для захвата и монтажа канализационных труб; з — шаблон для резки труб; и — паяльная лампа; 1 — головка; 2 — захват; 3 — звено; 4 — палец; 5 — кожух; 6 — шибер; 7 — окно; 8 — стойка; 9 — горелка; 10 — корпус; 11 — хомут; 12 — подкос
3.
 1. Инструменты и приспособления общего назначения \ КонсультантПлюс
1. Инструменты и приспособления общего назначения \ КонсультантПлюс3.1. Инструменты и приспособления общего назначения
3.1.1. Инструменты и приспособления общего назначения отпускаются со склада в кладовую по установленным лимитам (нормам) отпуска инструментов. При этом возможно несколько вариантов организации учета инструментов и приспособлений в эксплуатации. Ниже приводятся два из этих вариантов.
3.1.2. Первый вариант организации учета предусматривает порядок, по которому операции по получению инструментов и приспособлений со склада, сдача кладовыми негодных, изношенных инструментов, возврат их на склад оформляются первичными документами.
Оформление операций по движению инструментов и приспособлений первичными документами осуществляется в следующем порядке:
получение кладовыми инструментов и приспособлений со склада — выпиской требований или лимитных карт;
возврат кладовыми инструментов и приспособлений на склад — составлением накладных или записями в лимитных картах;
сдача кладовыми негодных, изношенных инструментов и приспособлений в виде лома, утиля — накладными.
3.1.3. Второй вариант организации учета предусматривает порядок, по которому оформляются лишь операции по движению инструмента и приспособлений, приводящие к изменению запасов кладовых (метод постоянного запаса или обменного фонда).
При этом порядке кладовые обменивают на складе негодные, изношенные инструменты и приспособления на годные штука за штуку, что не приводит к изменению запасов инструментов в кладовых и поэтому не требует составления на обмен специального первичного документа. Указанный вариант рекомендуется для внедрения на предприятиях с хорошо организованной системой складского и инструментального хозяйства, а также надлежащей постановкой учета и контроля.
3.1.4. Выдача инструментов и приспособлений на рабочие места в длительное пользование производится кладовой в соответствии с технологическими картами. Первоначальная выдача инструмента производится на основании требования мастера и оформляется в лицевых карточках, открываемых в одном экземпляре на каждое рабочее место, каждого наладчика или рабочего — получателя инструмента. В лицевой карточке работник расписывается за полученный инструмент.
В лицевой карточке работник расписывается за полученный инструмент.
Последующие выдачи из кладовой годного инструмента взамен нормально изношенного штука на штуку документами не оформляются. Взамен негодного инструмента годный выдается только при предъявлении акта выбытия.
3.1.5. При выдаче инструментов в кратковременное пользование следует применять марочные системы выдачи инструмента.
При марочных системах инструмент выдается рабочим на основании инструментальных марок без регистрации в каких-либо документах. Инструментальные марки изготавливаются металлическими, при этом на каждой марке, как правило, выбивается номер цеха, номер кладовой, а также табельный номер рабочего или порядковый номер марки. На каждый табельный номер рабочего заготавливается необходимое количество инструментальных марок.
Заготовленные инструментальные марки выдаются кладовой по требованиям, подписанным мастером, работникам под расписку в специальной книге (лицевых карточках) при их поступлении на работу в цех. На каждую инструментальную марку кладовая выдает только один предмет.
На каждую инструментальную марку кладовая выдает только один предмет.
При одномарочной системе работники получают в работу инструмент следующим образом: работник предъявляет в кладовую столько инструментальных марок, сколько позиций инструмента ему нужно получить. Выдавая работнику инструменты, кладовщик помещает инструментальные марки с табельным номером рабочего в ячейки стеллажа, в которых хранились выданные позиции инструмента. Сдав инструменты после их использования в кладовую, работник получает обратно свои инструментальные марки.
При двухмарочной системе выдачи инструментов работникам в кратковременное пользование применяется два вида марок: марки с табельным номером рабочего, которые предназначены для того, чтобы устанавливать, кому из работников были выданы инструменты во временное пользование, и марки с номенклатурным номером инструмента, используемые для определения, какие инструменты выданы работникам. Инструментальные марки с табельным номером работника до получения инструмента из кладовой находятся у работника, а после получения инструмента марки передаются в кладовую.
Инструментальные марки с номенклатурным номером до выдачи инструмента хранятся в соответствующей ячейке стеллажа, а после выдачи инструмента помещаются на соответствующее контрольное устройство.
3.1.6. Наряду с инструментальными номенклатурными марками, при необходимости, могут применяться и специальные инструментальные жетоны, которые в дополнение к маркам предназначены для сигнализации, по каким инструментам запас достиг минимального предела. Эти сигнальные жетоны хранятся при соответствующей ячейке стеллажа. Могут применяться также и жетоны иной конфигурации для определения, когда (в какую смену) были выданы работнику конкретные инструменты. Эти жетоны хранятся до выдачи инструмента работнику у кладовщика, а после выдачи инструмента — помещаются на соответствующее контрольное устройство.
3.1.7. При сдаче инструмента в проверку (ремонт) кладовая составляет квитанцию в двух экземплярах. Инструменты с первым экземпляром квитанции передаются в лабораторию (ремонтную мастерскую) под расписку на втором экземпляре, который остается в кладовой и служит основанием для обратного получения инструмента из лаборатории (ремонтной мастерской) после проверки (ремонта).
3.1.8. Для получения в пользование инструментов и приспособлений, отнесенных к дефицитным в соответствии с перечнем, утвержденным руководителем предприятия, в кладовую предъявляется также требование, подписанное лицом, которому предоставлено на это право. На требовании отбирается расписка работника в получении инструмента. При сдаче инструмента в кладовую возвращается также и требование.
3.1.9. Сортовой количественный учет инструментов и приспособлений в кладовой осуществляется по аналогии с порядком учета материалов на складах, установленным Основными положениями по учету материалов на предприятиях и стройках или отраслевыми инструкциями министерств и ведомств.
3.1.10. На основе данных учета инструментов и приспособлений кладовые обязаны своевременно сообщать соответствующему подразделению предприятия от отклонениях фактического их остатка от установленной нормы запаса, а также об инструментах и приспособлениях, находящихся длительное время без движения.
Что такое зажимы и приспособления, их преимущества и различия
Приспособления и приспособления
С быстрым развитием производственных технологий возросло отношение к потребителям.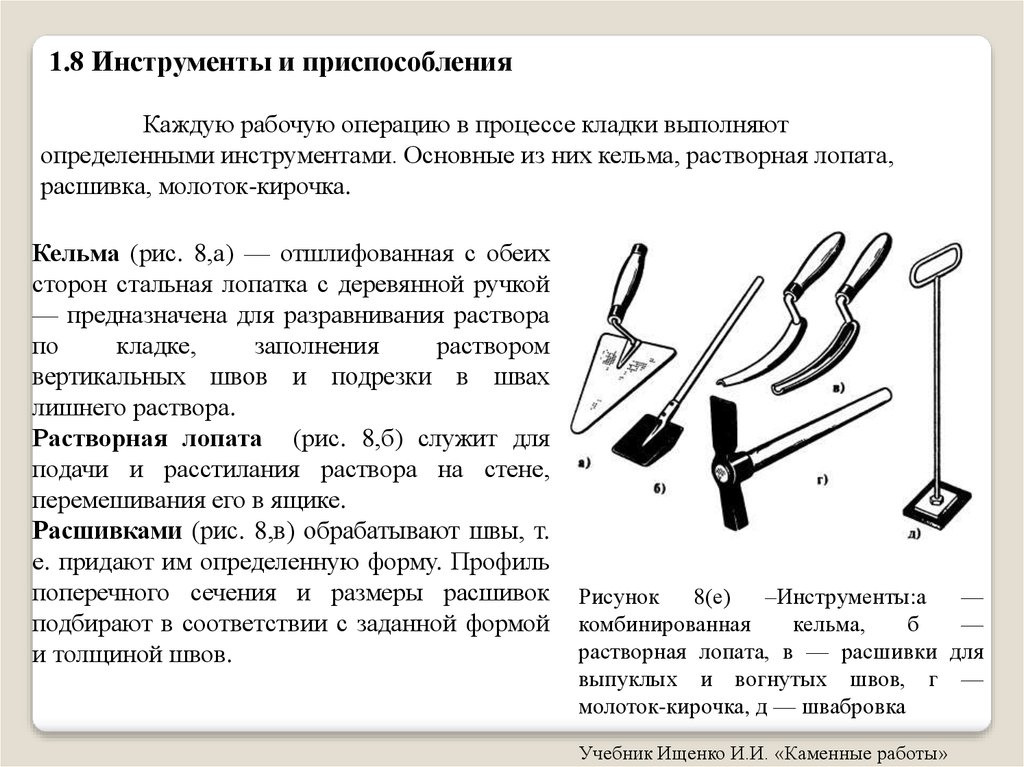 Поэтому, чтобы удовлетворить более высокие требования, производители разработали инновационные методы для более быстрого производства высококачественной продукции.
Поэтому, чтобы удовлетворить более высокие требования, производители разработали инновационные методы для более быстрого производства высококачественной продукции.
В производственный процесс были внедрены инновационные производственные концепции, такие как система бережливого производства, сотовое производство, одноминутная замена штампов и анализ времени такта. Эти творческие подходы требуют множества эффективных и дешевых инструментов и приспособлений для удержания работы.
Производственной компании требуется простая стратегия позиционирования на рабочем месте и устройства для правильной работы. Это необходимо для обеспечения:
- Несложной сборки и снижения себестоимости
- Снижение затрат на массовое производство
- Увеличить свою прибыльность
Промышленность прибегла к упрощению цепочки поставок для поддержания. Это привело к созданию более совершенных и экономичных устройств для удержания работы, которые обеспечивают более высокое качество продукции, увеличивают производительность и сокращают время выполнения заказа. Требование производства стандартных удерживающих устройств проложило путь к двум конкретным терминам: Зажимы и Крепления .
Требование производства стандартных удерживающих устройств проложило путь к двум конкретным терминам: Зажимы и Крепления .
Кондуктор — это устройство, которое направляет инструмент, а приспособление — это инструмент, который надежно и прочно удерживает заготовку на месте во время операций обработки.
Проще говоря, приспособление – это инструмент, направляющий обрабатывающий инструмент
Распространенным типом шаблона является шаблон для сверления, который направляет сверло для выполнения отверстий в нужных местах. Использование сверлильных приспособлений резко увеличивает производительность. Эти инструменты обычно изготавливаются из металла, такого как сталь и алюминий, и обычно снабжены позиционирующими устройствами, называемыми втулками. Эти инструменты определяют работу машин и другого оборудования.
С другой стороны, приспособление — это инструмент, который надежно фиксирует заготовку на станине станка точно в нужном месте.
Приспособление также сокращает время загрузки, выгрузки и фиксации заготовки, что значительно сокращает непроизводительные часы. Приспособления используются для фрезерных, токарных и шлифовальных работ. Чтобы обеспечить правильное выравнивание и фиксацию деталей, приспособления могут включать в себя различные установочные компоненты. Некоторые производители даже обращаются к 3D-печати своих светильников.
Стандартные приспособления и приспособления изготавливаются из чугуна или алюминия, хотя также доступны версии из стали. Эти приспособления и приспособления можно приобрести или изготовить на заказ. Они устанавливаются на плиты с Т-образными пазами и удерживают различные удерживающие устройства.
Термины «Кондуктор» и «Фиксатор» часто называют синонимами, хотя иногда оба используются вместе как кондукторы-фиксаторы. Хотя и приспособление, и приспособление используются в процессе массового производства, функционально это совершенно разные инструменты.
Давайте пройдемся по основным моментам, которые отличают кондуктор от приспособления.
| Приспособления | Светильники |
|---|---|
| Приспособление контролирует и направляет обрабатывающий инструмент | Крепление удерживает и поддерживает деталь точно для операций механической обработки |
| Приспособление обеспечивает точность, воспроизводимость и взаимозаменяемость | Крепление обеспечивает снижение погрешности, надежно удерживая компонент на столе |
| Кондукторы обычно более легкие | Приспособление громоздкое, жесткое и тяжелое |
| Приспособления устанавливаются и удерживаются вручную | Приспособления всегда прочно размещаются на столе станка |
| Некоторыми из стандартных функций приспособления являются сверление, развертывание, нарезание резьбы и растачивание | Крепления используются исключительно во фрезерных, долбежных и формовочных станках |
| Приспособления дороже | Крепления не такие экономичные по сравнению с приспособлениями | .
| Кондукторы требуют сложных расчетных операций | Операции по проектированию приспособлений относительно менее сложны |

Приспособления и приспособления сделали производственные процессы менее трудоемкими, более точными и беспроблемными с точки зрения человеческого фактора. Преимущества приспособлений и приспособлений включают, помимо прочего, следующее:
- Увеличение производительности
- Стабильное качество выпускаемой продукции благодаря низкой изменчивости размера
- Снижение затрат
- Взаимозаменяемость и высокая точность деталей
- Расходы на инспекции и контроль качества значительно сокращаются
- Снижение аварийности с улучшенными стандартами безопасности
- Благодаря относительно простой маневренности этими инструментами могут управлять малоквалифицированные рабочие, что снижает затраты на рабочую силу.
- Станок может быть автоматизирован в разумной степени
- Сложные, жесткие и тяжелые детали легко поддаются механической обработке
- Простые сборочные операции сокращают непроизводительные часы
- Устраняет необходимость измерения, пробивки отверстий, позиционирования, выравнивания и настройки каждой детали, тем самым сокращая цикл и настраивая время
- Увеличивает технологические возможности станков
- На заготовке можно одновременно использовать более одного устройства
- Установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и скорость подачи, может быть достигнута благодаря увеличенной зажимной способности шаблонов и приспособлений.
Как шаблоны, так и приспособления используются для облегчения операций механической обработки и сокращения непроизводительного времени любого процесса массового производства. Принцип расположения или принцип 3-2-1, инструменты CAD и инструменты FEA используются для проектирования приспособлений и приспособлений. В следующей статье будет представлена более подробная информация о принципе 3-2-1 и стандартах проектирования приспособлений и приспособлений. В обрабатывающей промышленности инновации часто связаны с максимизацией существующих ресурсов и использованием сильных сторон отдельных компаний. Фокус на приспособлениях и приспособлениях помогает компаниям повысить производительность и скорость производства, а также сократить общие расходы. Они сокращают время, необходимое для контроля качества, сокращают количество ошибок и ускоряют производственный процесс. Кроме того, ими проще пользоваться даже операторам средней квалификации. А поскольку они стандартизированы, они гарантируют, что каждая произведенная деталь является единообразной, что снижает риск человеческой ошибки.
Подробнее
Подробнее
- производство
- инженерия
- Джиги
- Светильники
- Инструменты
- Инструменты
- машина
- Следующий
Реверс-инжиниринг (6)
Разработка новых продуктов (9)
Разработка продукта методом обратного инжиниринга (9)
Настройка САПР (2)
Автоматизация САПР (2)
Джиги и приспособления (4)
Передовой инжиниринг (5)
Геометрическое моделирование (5)
Осмотр на основе технического зрения (2)
Обработка изображений (3)
Проблемы оптимизации (2)
Индустрия 4.
 0 (4)
0 (4)
Что такое приспособления и приспособления
Главная страница // Новости отрасли // Что такое приспособления и приспособления
Расположение и размещение компонентов
Пластины крепления должным образом расположены и установлены на плитах с Т-образными пазами. Затем зажимные приспособления , которые включают в себя различные зажимы, в том числе зажимные приспособления и фиксирующие зажимы, установленные на фиксирующей пластине.
Разнообразная линейка установочных и позиционирующих компонентов для работ, требующих точного выравнивания заготовки, для разработки зажимных приспособлений и приспособлений.
Доступен широкий ассортимент пружинных плунжеров , который включает пружинные плунжеры с резьбой, пружинные плунжеры с ручным выдвижением, пружинные плунжеры с запрессовкой, пружинные плунжеры с нажимной посадкой, пружинные плунжеры со втягивающим штифтом и индексные плунжеры.
Также доступны запрессовываемые установочные штифты и пружинные установочные штифты, а также такие аксессуары, как вкладыши для штифтов, фиксаторы резьбы и стопорные винты.
Инструментальные шарики используются в качестве контрольных точек при контроле. Созданные для сокращения времени проектирования и детализации, крепежные блоки и пластины для КИМ представляют собой рабочую основу с комбинацией монтажных отверстий стандартного размера для позиционирования.
Крепежные ключи используются для размещения приспособлений и приспособлений на столах станков с прорезями.
Центровочные штифты и втулки представляют собой съемные установочные устройства, используемые для точного выравнивания заготовок в шаблонах и приспособлениях.
Также доступен полный ассортимент угловых пластин , ограничителей , установочных винтов и складских упоров 0 90.
Преимущества зажимов и приспособлений
> Производительность
Приспособления и приспособления повышают производительность за счет исключения частого изменения положения и проверки. Время работы сокращается за счет увеличения скорости, подачи и глубины резания из-за высокой жесткости прижима.
> Взаимозаменяемость и качество
Приспособления и приспособления позволяют производить множество заготовок с повторяемостью, точностью и одинаковым качеством и взаимозаменяемостью по конкурентоспособной цене.
> Снижение квалификации
Нет необходимости в искусной наладке заготовок на станке. Приспособления и приспособления позволяют неквалифицированным или полуквалифицированным операторам станков устанавливать заготовки, снижая трудозатраты.
> Снижение затрат
Повышение производительности, сокращение брака, простота сборки и экономия затрат на оплату труда приводят к максимальному снижению себестоимости единицы продукции.
Основы проектирования приспособлений и приспособлений
Теперь, когда мы знаем о преимуществах использования приспособлений и приспособлений, а также о том, как правильно расположить и установить их на станке, разработчик приспособлений и приспособлений должен реализовать следующие принципы, чтобы обеспечить простоту установки и повторяемость положения. , высокое качество заготовок по конкурентоспособной стоимости.
> Точки позиционирования
Обеспечивают хорошее расположение точек для заготовки. Обрабатываемая заготовка должна легко вставляться и быстро сниматься с приспособления, чтобы не тратить время на установку заготовки в положение для выполнения операций. Расположение заготовки должно быть точным, чтобы обеспечить желаемую траекторию режущего инструмента.
> Защита от ошибок
Конструкция шаблонов и приспособлений не должна позволять вставлять заготовку или инструмент в любом положении, кроме правильного.
> Сокращение времени простоя
Приспособления и приспособления должны быть сконструированы таким образом, чтобы время обработки, загрузки, зажима и разгрузки заготовки было минимальным.
> Вес приспособлений и приспособлений
Сосуды и приспособления должны быть легкими в обращении, максимально легкими и использовать минимум материала без ущерба для жесткости и жесткости. Подъемные средства должны быть включены по мере необходимости, чтобы предотвратить усталость оператора.
> Приспособления с ножками
Приспособления иногда снабжены ножками, чтобы их можно было легко разместить на столе станка.
> Материалы для приспособлений и приспособлений
Приспособления и приспособления обычно изготавливаются из закаленных материалов, чтобы избежать частых повреждений и противостоять износу. Примерами являются мягкая сталь, чугун, штамповая сталь, углеродистая сталь или высокопрочная сталь.
> Зажимные приспособления
При проектировании шаблонов и приспособлений, Зажимные устройства должны быть максимально простыми без ущерба для эффективности. Прочность зажима должна надежно удерживать заготовку на месте, но также выдерживать нагрузку режущего инструмента без движения.
Захваты с механическим приводом предпочтительнее, потому что они быстродействующие, управляемые, надежные и могут работать без усталости операторов станков.
Движение зажимов должно быть сведено к минимуму, а давление зажима должно быть достаточно низким, чтобы предотвратить деформацию заготовки.
Дополнительные важные характеристики шаблонов и приспособлений
В дополнение к базовой конструкции шаблонов и приспособлений существует несколько особенностей конструкции инструмента, на которые следует обратить внимание разработчику инструмента. Среди этих особенностей:
> Чистота процесса обработки — конструкции должны сводить к минимуму затраты времени на очистку заусенцев, заусенцев, стружки и т. д.
д.
> Сменные детали и стандартизация — опорные и опорные поверхности должны заменяемы, где это возможно, и должны быть стандартизированы, чтобы обеспечить взаимозаменяемость производства.
> Приспособления для охлаждающей жидкости – в конструкцию инструмента следует добавить элементы, позволяющие охлаждать режущий инструмент и смывать стружку и стружку.
> Закаленные поверхности – все опорные и опорные поверхности должны быть по возможности из закаленных материалов, чтобы они не быстро изнашивались и сохранялась точность в течение длительного времени.
> Вставки и подкладки – всегда следует прикреплять к поверхностям зажимов, которые будут соприкасаться с обработанными поверхностями заготовки, чтобы они не были повреждены.
> Исходное положение — должен гарантировать, что заготовка не расположена более чем в 3 точках в любой плоскости. Следует провести испытания, чтобы убедиться в отсутствии раскачивания. Пружинная нагрузка должна быть реализована там, где это возможно.
Пружинная нагрузка должна быть реализована там, где это возможно.
> Позиционирование зажима – зажимы должны располагаться непосредственно над опорами заготовки, чтобы избежать деформации и пружинения детали, а также противодействовать усилиям режущего инструмента.
> Манипуляции с заготовками и свободное пространство — вокруг заготовки должен быть обеспечен достаточный зазор, чтобы руки оператора могли легко проникать в корпус приспособления для установки заготовки и приспосабливаться к любым вариациям детали. Скруглите все углы и предусмотрите ручки везде, где они облегчат обращение.
> Выталкивающие устройства – в корпус приспособления должны быть встроены соответствующие выталкивающие устройства, чтобы при необходимости вытолкнуть заготовку после операции.
> Зажимные и связывающие устройства – должны быть максимально быстродействующими. Следует избегать сложных зажимных устройств, а некоторые точки крепления должны быть регулируемыми.
> Безопасность – конструкция крепления должна обеспечивать безопасность оператора и машины.
Резюме
Одним из наиболее распространенных аргументов в производственных процессах механической обработки является шаблон против приспособления. В этой статье мы узнали об обоих инструментах, их типах, использовании в производстве, принципах проектирования и основных функциях.
Основное назначение зажимного приспособления или приспособления — создать надежную точку крепления заготовки, обеспечивающую опору во время работы и повышающую точность, точность, надежность и взаимозаменяемость готовых деталей.
Кондукторы обычно используются для сверления, растачивания, развертывания и нарезания резьбы, в то время как 9Приспособления 0019 используются для фрезерования, прорезки пазов, формообразования, токарной обработки и строгания. Джиги обычно дороже, чем приспособления. Конструкции зажимных приспособлений часто бывают более сложными, чем более простые конструкции приспособлений.