Сортамент сварных двутавров по серии (Ш)
Вернуться на страницу «Сортамент сварных двутавров»
Сортамент сварных двутавров по серии (Ш) ГОСТ 26020-83 (ТУ 0925-001-97638531-2016)
| h | b | s | t | A | P | Iy | Wy | Sy | iy | Iz | Wz | iz | |
| мм | мм | мм | мм | см2 | кг/м | см4 | см3 | см3 | мм | см4 | мм | ||
| 23Ш1 | 226 | 155 | 8 | 10 | 47,47 | 37,700 | 4201,00 | 371,00 | 209,00 | 94,00 | 621,00 | 80,00 | 36,10 |
| 26Ш1 | 251 | 180 | 8 | 10 | 54,47 | 43,200 | 6052,00 | 482,00 | 270,00 | 105,30 | 972,00 | 108,00 | 42,20 |
| 26Ш2 | 255 | 180 | 8 | 12 | 61,67 | 48,900 | 7204,00 | 565,00 | 315,00 | 108,00 | 1167,00 | 129,00 | 43,50 |
| 30Ш1 | 291 | 200 | 8 | 12 | 69,35 | 55,000 | 10615,00 | 729,00 | 406,00 | 123,70 | 1601,00 | 160,00 | 48,00 |
| 30Ш2 | 295 | 200 | 10 | 14 | 82,70 | 65,600 | 12649,00 | 857,00 | 482,00 | 123,60 | 1868,00 | 186,00 | 47,50 |
| 30Ш3 | 299 | 200 | 10 | 16 | 90,70 | 71,900 | 14414,00 | 964,00 | 541,00 | 126,00 | 2135,00 | 213,00 | 48,50 |
| 35Ш1 | 338 | 250 | 10 | 14 | 101,00 | 80,100 | 20864,00 | 1234,00 | 687,00 | 143,70 | 3648,00 | 291,00 | 60,10 |
| 35Ш2 | 341 | 250 | 10 | 14 | 101,29 | 80,300 | 21279,00 | 1248,00 | 694,00 | 144,90 | 3648,00 | 291,00 | 60,00 |
| 35Ш3 | 345 | 250 | 12 | 16 | 117,56 | 93,200 | 24731,00 | 1433,00 | 804,00 | 147,00 | 4771,00 | 333,00 | 59,50 |
| 40Ш1 | 388 | 300 | 10 | 14 | 120,00 | 95,200 | 33275,00 | 1715,00 | 947,00 | 166,50 | 6303,00 | 420,00 | 72,40 |
| 40Ш2 | 392 | 300 | 12 | 16 | 139,19 | 110,400 | 38616,00 | 1970,00 | 1096,00 | 166,50 | 7205,00 | 480,00 | 71,90 |
| 40Ш3 | 396 | 300 | 14 | 18 | 158,40 | 125,600 | 44051,00 | 2224,00 | 1247,00 | 166,70 | 8108,00 | 540,00 | 71,50 |
| 50Ш1 | 484 | 300 | 12 | 16 | 150,24 | 119,100 | 61820,00 | 2554,00 | 1429,00 | 202,80 | 7206,00 | 480,00 | 69,20 |
| 50Ш2 | 489 | 300 | 16 | 18 | 180,47 | 143,100 | 72320,00 | 2957,00 | 1682,00 | 200,10 | 8115,00 | 541,00 | 67,00 |
| 50Ш3 | 495 | 300 | 16 | 22 | 204,15 | 161,900 | 86114,01 | 3479,00 | 1967,00 | 205,30 | 9915,00 | 611,00 | 69,60 |
| 50Ш4 | 501 | 300 | 18 | 25 | 231,18 | 183,300 | 98804,01 | 3944,00 | 2242,00 | 206,70 | 11271,00 | 751,00 | 69,80 |
| 60Ш1 | 580 | 320 | 12 | 18 | 180,47 | 143,100 | 107093,01 | 3692,00 | 2062,00 | 243,50 | 9838,00 | 614,00 | 73,80 |
| 60Ш2 | 587 | 320 | 16 | 22 | 227,68 | 180,500 | 133771,00 | 4557,00 | 2578,00 | 242,30 | 12033,00 | 752,00 | 72,60 |
| 60Ш3 | 596 | 320 | 18 | 25 | 258,27 | 204,400 | 154915,00 | 5198,00 | 2954,00 | 244,90 | 13679,00 | 855,00 | 72,70 |
| 60Ш4 | 603 | 320 | 20 | 30 | 300,60 | 238,300 | 184425,00 | 6116,00 | 3487,00 | 247,60 | 16420,00 | 1026,00 | 73,90 |
| 70Ш1 | 683 | 320 | 14 | 20 | 218,02 | 172,900 | 171720,02 | 5028,00 | 2845,00 | 280,60 | 10937,00 | 683,00 | 70,80 |
| 70Ш2 | 691 | 320 | 16 | 25 | 262,56 | 208,200 | 212622,00 | 6154,00 | 3485,00 | 284,50 | 13675,00 | 854,00 | 72,10 |
| 70Ш3 | 700 | 320 | 18 | 30 | 307,19 | 243,600 | 254937,02 | 7283,00 | 4137,00 | 288,00 | 16415,00 | 1025,00 | 73,00 |
| 70Ш4 | 708 | 320 | 22 | 32 | 346,38 | 274,700 | 283112,03 | 7997,00 | 4601,00 | 285,80 | 17533,00 | 1095,00 | 71,10 |
| 70Ш5 | 718 | 320 | 25 | 40 | 415,50 | 329,400 | 348642,00 | 9711,00 | 5611,00 | 289,60 | 21928,00 | 1370,00 | 72,60 |
saitinpro.ru
Сортамент сварных двутавров по серии (Б)
Вернуться на страницу «Сортамент сварных двутавров»
Сортамент сварных двутавров по серии (Б) ГОСТ 26020-83 (ТУ 0925-001-97638531-2016)
| h | b | s | t | A | P | Iy | Wy | Sy | iy | Iz | Wz | iz | |
| мм | мм | мм | мм | см2 | кг/м | см4 | см3 | см3 | мм | см4 | см3 | мм | |
| 35Б1 | 346 | 155 | 8 | 10 | 57,07 | 45,300 | 11061,00 | 639,00 | 366,00 | 139,20 | 622,00 | 80,00 | 33,00 |
| 35Б2 | 349 | 155 | 8 | 10 | 57,32 | 45,500 | 11283,00 | 646,00 | 370,00 | 140,30 | 622,00 | 80,00 | 32,90 |
| 40Б1 | 392 | 165 | 8 | 10 | 62,75 | 49,800 | 15473,00 | 789,00 | 453,00 | 157,00 | 750,00 | 90,00 | 34,50 |
| 40Б2 | 396 | 165 | 8 | 12 | 69,35 | 55,000 | 18034,00 | 910,00 | 518,00 | 161,20 | 900,00 | 109,00 | 36,00 |
| 45Б1 | 443 | 180 | 8 | 12 | 76,71 | 60,800 | 24971,00 | 1127,00 | 641,00 | 180,40 | 1168,00 | 39,00 | |
| 45Б2 | 447 | 180 | 10 | 14 | 92,29 | 73,200 | 29761,00 | 1331,00 | 765,00 | 179,50 | 1364,00 | 151,00 | 38,40 |
| 50Б1 | 492 | 200 | 10 | 12 | 94,79 | 75,200 | 36195,00 | 1471,00 | 849,00 | 195,30 | 1603,00 | 160,00 | 41,10 |
| 50Б2 | 496 | 200 | 10 | 14 | 102,79 | 81,500 | 41076,00 | 1656,00 | 948,00 | 199,80 | 1870,00 | 187,00 | 42,60 |
| 55Б1 | 543 | 220 | 10 | 14 | 113,09 | 89,700 | 54488,00 | 2006,00 | 1146,00 | 219,40 | 2488,00 | 226,00 | 46,90 |
| 55Б2 | 547 | 220 | 10 | 16 | 121,90 | 96,700 | 61022,01 | 2231,00 | 1266,00 | 223,70 | 2843,00 | 258,00 | 48,20 |
| 60Б1 | 593 | 230 | 12 | 16 | 140,91 | 111,700 | 78930,01 | 2662,00 | 1533,00 | 236,60 | 3252,00 | 282,00 | 48,00 |
| 60Б2 | 597 | 230 | 12 | 18 | 150,12 | 119,000 | 87073,00 | 2917,00 | 1670,00 | 240,80 | 3658,00 | 318,00 | 49,30 |
| 70Б1 | 691 | 260 | 12 | 16 | 162,28 | 128,700 | 123406,01 | 3571,00 | 2055,00 | 275,70 | 4696,00 | 367,00 | 53,70 |
| 70Б2 | 697 | 260 | 14 | 20 | 195,97 | 155,400 | 152286,02 | 4369,00 | 2515,00 | 278,70 | 5873,00 | 451,00 | 54,70 |
| 80Б1 | 791 | 280 | 14 | 18 | 206,50 | 163,700 | 200814,02 | 5077,00 | 2945,00 | 311,80 | 6602,00 | 471,00 | 56,50 |
| 80Б2 | 798 | 280 | 14 | 22 | 228,75 | 181,400 | 235530,00 | 5903,00 | 3384,00 | 320,80 | 8066,00 | 576,00 | 59,30 |
| 90Б1 | 893 | 300 | 16 | 20 | 257,27 | 204,000 | 315522,00 | 7027,00 | 4106,00 | 350,10 | 9029,00 | 601,00 | 59,20 |
| 90Б2 | 900 | 300 | 16 | 22 | 268,95 | 213,300 | 338074,03 | 7512,00 | 4362,00 | 354,50 | 9929,00 | 661,00 | 60,70 |
| 100Б1 | 990 | 320 | 16 | 22 | 292,16 | 231,700 | 442767,03 | 8944,00 | 5197,00 | 389,20 | 12047,00 | 752,00 | 64,20 |
| 100Б2 | 998 | 320 | 18 | 25 | 330,63 | 258,600 | 506570,00 | 10151,00 | 5914,00 | 391,40 | 13699,00 | 856,00 | 64,30 |
| 100Б3 | 1006 | 320 | 18 | 30 | 362,27 | 287,300 | 584369,00 | 11617,00 | 6698,00 | 401,60 | 16430,00 | 1026,00 | 67,30 |
| 100Б4 | 1013 | 320 | 20 | 32 | 394,60 | 312,900 | 635348,00 | 12543,00 | 7274,00 | 401,20 | 17539,00 | 1096,00 | 66,60 |
saitinpro.ru
Сортамент сварных двутавров по серии (К)
Вернуться на страницу «Сортамент сварных двутавров»
Сортамент сварных двутавров по серии (К) ГОСТ 26020-83 (ТУ 0925-001-97638531-2016)
| h | b | s | t | A | P | Iy | Wy | Sy | iy | Iz | Wz | iz | |
| мм | мм | мм | мм | см2 | кг/м | см4 | см3 | см3 | мм | см4 | см3 | мм | |
| 20К1 | 195 | 200 | 8 | 10 | 54,00 | 42,800 | 3783,00 | 388,00 | 202,00 | 83,70 | 1334,00 | 133,00 | 49,70 |
| 20К2 | 198 | 200 | 8 | 12 | 61,92 | 49,100 | 4508,00 | 455,00 | 242,00 | 85,30 | 1600,00 | 160,00 | 50,80 |
| 23К1 | 227 | 240 | 8 | 12 | 73,84 | 58,500 | 7221,00 | 636,00 | 348,00 | 98,90 | 2765,00 | 230,00 | 61,20 |
| 23К2 | 230 | 240 | 8 | 12 | 74,08 | 58,700 | 7433,00 | 646,00 | 348,00 | 100,20 | 2765,00 | 230,00 | 61,10 |
| 26К1 | 255 | 260 | 8 | 12 | 80,88 | 64,100 | 10040,00 | 787,00 | 409,00 | 111,40 | 3516,00 | 270,00 | 65,90 |
| 26К2 | 258 | 260 | 10 | 14 | 95,80 | 76,000 | 11861,00 | 919,00 | 478,00 | 111,30 | 4102,00 | 315,00 | 65,40 |
| 26К3 | 262 | 260 | 10 | 16 | 106,20 | 84,200 | 13618,00 | 1039,00 | 546,00 | 113,20 | 4688,00 | 360,00 | 66,40 |
| 30К1 | 296 | 300 | 10 | 14 | 110,80 | 87,900 | 18317,00 | 1237,00 | 636,00 | 128,60 | 6302,00 | 420,00 | 75,40 |
| 30К2 | 304 | 300 | 10 | 16 | 123,20 | 97,700 | 21604,00 | 1421,00 | 726,00 | 132,40 | 7202,00 | 480,00 | 76,50 |
| 30К3 | 300 | 300 | 12 | 18 | 139,68 | 110,800 | 23340,00 | 1556,00 | 819,00 | 129,30 | 8103,00 | 540,00 | 76,20 |
| 35К1 | 343 | 350 | 10 | 16 | 143,10 | 113,500 | 32470,00 | 1893,00 | 987,00 | 150,60 | 11435,00 | 653,00 | 89,20 |
| 35К2 | 348 | 350 | 12 | 18 | 163,44 | 129,600 | 37374,00 | 2147,00 | 1113,00 | 151,20 | 12866,00 | 735,00 | 88,70 |
| 35К3 | 353 | 350 | 14 | 20 | 183,82 | 145,800 | 42435,00 | 2404,00 | 1240,00 | 151,90 | 14298,00 | 817,00 | 88,20 |
| 40К1 | 393 | 400 | 12 | 18 | 168,84 | 148,200 | 55213,00 | 2809,00 | 1452,00 | 171,90 | 19205,00 | 960,00 | 101,40 |
| 40К2 | 400 | 400 | 14 | 20 | 210,40 | 166,800 | 63256,00 | 3162,00 | 1617,00 | 173,40 | 21341,00 | 1067,00 | 100,70 |
| 40К3 | 409 | 400 | 16 | 25 | 257,44 | 204,100 | 80001,00 | 3912,00 | 2022,00 | 176,30 | 26678,00 | 1333,00 | 101,80 |
| 40К4 | 419 | 400 | 20 | 30 | 311,80 | 247,200 | 98683,00 | 4710,00 | 2435,00 | 177,90 | 32023,00 | 1601,00 | 101,30 |
| 40К5 | 431 | 400 | 25 | 36 | 377,35 | 299,500 | 122288,01 | 5674,00 | 2936,00 | 180,00 | 38446,00 | 1922,00 | 100,90 |
saitinpro.ru
Сварная балка
- Подробности
- Категория: Uncategorised
Сварная балка
Изготавливаемая сварная балка представляет собой сварную конструкцию из стальных листов с механическими параметрами не хуже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Сталепромышленная компания гарантирует расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка выпускается высотой (Н) от 200 до 2500 мм, толщина листа (t,s) от 8 до 40 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 14.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
- При изготовлении сварной балки используется лист длинной 12 метров.
- Осуществляется УЗК (Ультра звуковой контроль) стыковочных и T-образного швов
- Производится грунтовая окраска.
- Сварная балка изготавливается по индивидуальным чертежам заказчика или взамен аналогичной горячекатаной длиной до 14,5 м.
- На складе постоянно имеется в наличии сварная балка размерами 60ш — 100ш и 70б-100б.
При изготовлении сварной балки используется лист марки стали
- 3СП,ПС
- 3СП5
- 09Г2С
- 09Г2С-12
Сварная балка изготавливается аналогично размерам гостов
- ГОСТ 26020-83
- ГОСТ 8239-105
- ГОСТ 23118-99
- СТО АСЧМ 20-9
- ГОСТ 23118-99 — х
Перечень типо-размеров изготавливаемой сварной балки
- Балка сварная 10Б1
- Балка сварная 12Б1, 12Б2
- Балка сварная 14Б1, 14Б2
- Балка сварная 16Б1, 16Б2
- Балка сварная 18Б1, 18Б2
- Балка сварная 20K1, 20K2, 20Б1, 20Ш1
- Балка сварная 23K1, 23K2, 23Б1, 23Ш1
- Балка сварная 24ДБ1
- Балка сварная 25K1, 25K2, 25K3, 25Б1, 25Б2, 25Ш1
- Балка сварная 26K1, 26K2, 26K3, 26Б1, 26Б2, 26Ш1, 26Ш2
- Балка сварная 27ДБ1
- Балка сварная 30K1, 30K2, 30К3, 30К4, 30Б1, 30Б2, 30ДШ1, 30Ш1, 30Ш2, 30Ш3
- Балка сварная 35Б1, 35Б2, 35ДБ1, 35К1, 35К2, 35K3, 35Ш1, 35Ш2, 35Ш3
- Балка сварная 36ДБ1
- Балка сварная 40Б1, 40Б2, 40ДБ1, 40ДШ1, 40К1, 40К2, 40K3, 40К4, 40К5, 40Ш1, 40Ш2, 40Ш3
- Балка сварная 45Б1, 45Б2, 45ДБ1, 45ДБ2, 45Ш1
- Балка сварная 50Б1, 50Б2, 50Б3, 50ДШ1, 50Ш1, 50Ш2, 50Ш3, 50Ш4
- Балка сварная 55Б1, 55Б2
- Балка сварная 60Б1, 60Б2, 60Ш1, 60Ш2, 60ШЗ, 60Ш4
- Балка сварная 70Б1, 70Б2, 70БС, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5
- Балка сварная 80Б1, 80Б2, 80Ш1, 80Ш2
- Балка сварная 90Б1, 90Б2, 90Ш1, 90Ш2
- Балка сварная 100Б1, 100Б2, 100Б3, 100Б4, 100Ш1, 100Ш2, 100Ш3, 100Ш4
Типы сварных балков
- Сварная балка с уклоном внутренних граней — без буквы;
- Сварная балка для подвесных путей с уклоном внутренних граней — М;
- Сварная балка с параллельными гранями полок узкополочная — У;
- Сварная балка с параллельными гранями полок колонная — К;
- Сварная балка с параллельными гранями полок широкополочная — Ш;
- Сварная балка с параллельными гранями полок нормальная — Б;
- Сварная балка с параллельными гранями полок среднеполочная — Д;
- Сварная балка для армирования шахтных стволов с уклоном внутренних граней не более 16% — С

Технические требования для изготовления сварных балок
1. Двутавровая стальная сварная балка, изготавливается в соответствии с требованиями настоящей технологической инструкции, ГОСТ 23118, ТИ№1-2008 (балки сварные двутаврового сечения), по рабочим чертежам КМД, утвержденными в установленном порядке.
2. Сварная балка изготавливается из листового горячекатаного проката из углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281.
Сборка производится только из выправленных листов, очищенных от заусениц, загрязнений, ржавчины, влаги, грата.
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМД.
3. Предельные отклонения по толщине стенки сварной балки и полок балки соответствуют предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм точности прокатки Б по ГОСТ 19903.
4. Неперпендикулярность торцов балки не должна выводить ее длину за предельные отклонения. В качестве длины сварной балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
5. По требованию заказчика производится резка торцов. Предельные отклонения косины реза соответствуют значению, указанному в таблице предельных отклонений сварной балки.
6. Предельные отклонения размеров, геометрической формы сварной балки и сварных швов не превышают значения приведенные в таблице предельных отклонений сварной балки;
7. Кромки поясов сварной балки после машинной кислородной резки не имеют неровностей, превышающие 0,3 мм.
8. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяться в соответствии со СНиП II-23 и обеспечивают значения временного сопротивления металла шва не ниже чем у основного металла.
9. Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы выполняются механизированной сваркой (автоматической под флюсом и /или полуавтоматической в среде защитного газа) с плавным переходом швов к основному металлу.
По требованию заказчика тавровые (поясные) швы выполняются с полным проваром.
10. Стыки листов полок и стенки, которые имеет двутавровая сварная балка, выполняются встык без накладок с применением двухсторонней сварки. При этом, стыки листов полок относительно стыка стенки двутавровой балки, находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки.
Допускается односторонняя сварка при условии подварки корня шва двутавровой балки.
11. Все сварные швы являются непрерывными.
12. Поверхность стыкованных швов листов поясов в местах сопряжения со стенкой зачищается заподлицо с основным металлом. По требованию заказчика допускается снятие усиления стыкового шва листов поясов и стенки сварной балки с двух сторон
13. При выполнении стыковых швов обеспечивается полный провар. Временное сопротивление наплавленного металла равно временному сопротивлению основного металла.
14. Сварные швы соответствуют II категории и среднему уровню качества в соответствии с ГОСТ 23118. Другие категории и уровни качества сварных швов могут оговариваться при заказе.
15. Допускаются следующие дефекты в поясных швах:
- Непровары в корне шва в соединениях, доступных сварке с двух сторон сварной двутавровой балки, глубиной до 5% от толщины металла, но не более 50 мм при расстоянии между концами не менее 400 мм, (возможность установления более льготных требований, при производстве сварной двутавровой балки, может быть согласована с проектной организацией в зависимости от условий эксплуатации).
- Поры. Шлаковые включения. Допускаются скопления и цепочки дефектов на отдельных участках шва суммарной площадью не более 5% площади продольного сечения шва на участке длиной не более 50 мм, при этом расстояние между ближайшими концами цепочки должно быть не менее 400 мм.
- Допускаются единичные дефекты диаметром не более 2 мм в количестве не более шести на участке длиной не менее 400 мм при расстоянии между ними не менее 10 мм.
- Подрезы. Несплавления по кромкам не допускаются.
- Межваликовые впадины в многопроходных швах. Допускаются глубиной не более 1 мм.
- Трещины. Не допускаются трещины любой ориентации и длины.
- Временное сопротивление разрыву сварного соединения не должно быть ниже временного сопротивления металла сварной балки.
16. Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ 23118.
17. Швы сварных соединений и конструкции по окончании сварки очищаются от шлака, брызг и натеков металла.
18. Приваренные сборочные приспособления и выводные планки удаляются без применения ударных воздействий и повреждения основного металла, а места их приварки зачищаются до основного металла с удалением всех дефектов.
19. Около шва сварного соединения ставится номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 40 мм от границы шва, если нет других указаний в чертежах КМД. При сварке сборочной единицы одним сварщиком ставится знак сварщика рядом с маркировкой.
20. Допускается производить ремонт сварных соединений, при этом исправленные участки швов подвергаются повторному контролю.
21. На поверхности сварной балки не должно быть трещин, расслоений, плен, закатов, рванин, раскатанных загрязнений.
22. Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
23. Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не выходит за минимальные допустимые значения.
24. По требованию заказчика производится противокоррозионная защита сварной балки.
25. Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия, которыми обладает сварная двутавровая балка согласовывается с потребителем.
26. Покрытие не имеет пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду соответствует требованиям ГОСТ 9. 301.
Требования к сырью и материалам для производства сварных балок
1. Балка стальная сварная двутавровая изготавливаются из горячекатаного проката, поставляемого в листах по ГОСТ 19903-74, из стали:
- углеродистой общего назначения и низколегированной – по ГОСТ 27772-88;
- углеродистой обыкновенного качества – по ГОСТ 14637-89;
- низколегированной – по ГОСТ 19281-89.
Марка, категория качества, класс прочности стали указываются в заказе.
| Наименование стали | Марки по действующим стандартам | |
| Ммарка стали | Обозначение стандарта | |
| С235 | Ст3кп2 | ГОСТ 380-88 |
| С245 | Ст3пс5 | ГОСТ 380-88 |
| Ст3сп5 | ГОСТ 380-88 | |
| С255 | Ст3Гпс, Ст3Гсп | ГОСТ 380-88 |
| С275 | Ст3пс | ГОСТ 380-88 |
| С285 | Ст3сп, Ст3Гпс | ГОСТ 380-88 |
| С345 | 09Г2С |
ГОСТ 19281-89
|
2. Сварочные материалы, применяемые для изготовления сварной двутавровой балки:
- Сварочная проволока Св08ГА; Св-10НМА, СВ08Г2С по ГОСТ 2246-70; S2, S2Мо, L61 по EN-756 для автоматической сварки под флюсом.
- Сварочный флюс АН-348-А по ГОСТ 9087, ОР-139, ОР-181, ОР-10U по EN-760.
- Сварочная проволока Св08Г2С по ГОСТ 2246-70, G3Si1 по EN-440 для п/автоматической сварки в защитной смеси газов 80%Ar +20 %СО2 по ГОСТ 10157-79.
- Электроды типа Э46 марки МР-3, АНО-4 по ГОСТ 9466-75
Сортамент сварных балок
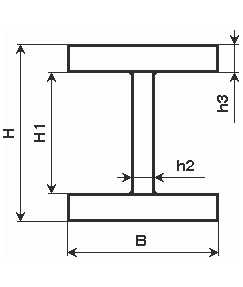
Поперечное сечение двутавровой сварной балки должно соответствовать указанному на рисунке.
Н – высота балки; h – высота стенки балки; s – толщина стенки; t – толщина полки; В – ширина полки
Размеры сварной балки, площадь поперечного сечения, масса 1 метра балки и геометрические значения для осей приведены в таблице
Двутавровая сварная балка в соответствии с заказом изготавливается длиной от 3 до 12 м. По требованию потребителя допускается изготовление сварной двутавровой балки длиной до 14.5 м.

| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масаа 1 м,кг | Справочные значения для осей | Примечание ( аналог сечения по документу) | |||||||||
| Н | h | S | t | В | X – Х | Y – Y | |||||||||
| мм. | Iх,см4 | Wх,см3 | iх,см | Iy,см4 | Wy,см3 | iy,см | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | 40Б1 | 396 | 372 | 8 | 12 | 200 | 77,76 | 61,61 | 21132,403 | 1067,293 | 16,485 | 1061,587 | 160,159 | 4,538 | СТО АСЧМ20-93 |
| 2 | 40Б2 | 400 | 372 | 8 | 14 | 200 | 85,76 | 67,89 | 24300,51 | 1215,025 | 16,833 | 1868,254 | 186,825 | 4,667 | СТО АСЧМ20-93 |
| 3 | 45Б1 | 446 | 422 | 8 | 12 | 200 | 81,76 | 64,75 | 27618,577 | 1238,501 | 18,379 | 1601,801 | 160,18 | 4,426 | СТО АСЧМ20-93 |
| 4 | 45Б2 | 450 | 422 | 10 | 14 | 200 | 98,2 | 77,66 | 32885,207 | 1461,565 | 18,3 | 1870,183 | 187,018 | 4,364 | СТО АСЧМ20-93 |
| 5 | 50Б1 | 492 | 468 | 10 | 12 | 200 | 94,8 | 74,99 | 36195,696 | 1471,37 | 19,54 | 1603,9 | 160,39 | 4,113 | СТО АСЧМ20-93 |
| 6 | 50Б2 | 496 | 468 | 10 | 14 | 200 | 102,8 | 81,26 | 41076,443 | 1656,308 | 19,989 | 1870,567 | 187,057 | 4,266 | СТО АСЧМ20-93 |
| 7 | 50Б3 | 500 | 468 | 10 | 16 | 200 | 110,8 | 87,54 | 46036,549 | 1841,462 | 20,384 | 2137,233 | 213,723 | 4,392 | СТО АСЧМ20-93 |
| 8 | 55Б1 | 543 | 515 | 10 | 14 | 200 | 113,1 | 89,35 | 54488,148 | 2006,93 | 21,949 | 2488,825 | 226,257 | 4,691 | СТО АСЧМ20-93 |
| 9 | 55Б2 | 547 | 515 | 10 | 16 | 200 | 121,9 | 91,23 | 61022,728 | 2231,178 | 22,374 | 2843,758 | 258,523 | 4,83 | СТО АСЧМ20-93 |
| 10 | 60Б1 | 596 | 564 | 10 | 16 | 200 | 120,4 | 95,08 | 68788,165 | 2308,328 | 23,903 | 2138,033 | 213,803 | 4,214 | СТО АСЧМ20-93 |
| 11 | 60Б2 | 600 | 564 | 12 | 18 | 200 | 139,68 | 110,65 | 78930,374 | 2631,012 | 23,771 | 2408,122 | 240,812 | 4,152 | СТО АСЧМ20-93 |
| 12 | 70БС | 693 | 661 | 12 | 16 | 230 | 152,92 | 120,61 | 113228,715 | 3267,784 | 27,211 | 3254,052 | 282,961 | 4,613 | СТО АСЧМ20-93 |
| 13 | 70Б1 | 691 | 659 | 12 | 16 | 260 | 162,28 | 127,96 | 123406,867 | 3571,834 | 27,576 | 4696,423 | 361,263 | 5,38 | СТО АСЧМ20-93 |
| 14 | 70Б2 | 697 | 657 | 14 | 20 | 260 | 195,98 | 154,85 | 152286,103 | 4396,759 | 27,876 | 5873,69 | 451,822 | 5,475 | СТО АСЧМ20-93 |
| 15 | 80Б1 | 791 | 755 | 14 | 18 | 280 | 206,5 | 163,11 | 200814,226 | 5077,477 | 31,184 | 6602,864 | 471,633 | 5,655 | ГОСТ 26020-93 |
| 16 | 80Б2 | 798 | 758 | 14 | 20 | 280 | 218,12 | 172,23 | 220327,463 | 5521,992 | 31,782 | 7334,666 | 523,905 | 5,799 | ГОСТ 26020-93 |
| 17 | 90Б1 | 893 | 853 | 16 | 20 | 300 | 256,48 | 202,34 | 311432,097 | 6974,963 | 34,846 | 9029,116 | 601,941 | 5,933 | ГОСТ 26020-93 |
| 18 | 90Б2 | 900 | 856 | 16 | 22 | 300 | 268,96 | 212,14 | 338074,562 | 7512,768 | 35,454 | 9929,218 | 661,948 | 6,076 | ГОСТ 26020-93 |
| 19 | 100Б1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | ГОСТ 26020-93 |
| 20 | 100Б2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | ГОСТ 26020-93 |
| 21 | 100Б3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,39 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | ГОСТ 26020-93 |
| 22 | 100Б4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 310,77 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | ГОСТ 26020-93 |
| 23 | 40Ш1 | 383 | 355 | 10 | 14 | 300 | 119,5 | 94,37 | 32335,77 | 1688,552 | 16,45 | 6302,958 | 420,197 | 7,623 | СТО АСЧМ20-93 |
| 24 | 40Ш2 | 390 | 358 | 10 | 16 | 300 | 131,8 | 104,03 | 37414,279 | 1918,681 | 16,848 | 7202,983 | 480,199 | 7,393 | СТО АСЧМ20-93 |
| 25 | 45Ш1 | 440 | 404 | 12 | 18 | 300 | 159,48 | 123,84 | 54705,766 | 2486,626 | 18,698 | 8105,818 | 540,388 | 7,197 | СТО АСЧМ20-93 |
| 26 | 50Ш1 | 482 | 450 | 12 | 16 | 300 | 150,0 | 118,32 | 61250,42 | 2541,511 | 20,207 | 7206,48 | 480,432 | 6,931 | СТО АСЧМ20-93 |
| 27 | 50Ш2 | 487 | 451 | 16 | 18 | 300 | 180,16 | 142,43 | 71649,81 | 2942,497 | 19,942 | 8115,394 | 541,026 | 6,712 | СТО АСЧМ20-93 |
| 28 | 50Ш3 | 493 | 453 | 16 | 20 | 300 | 192,48 | 152,10 | 79553,324 | 3227,315 | 20,33 | 9015,462 | 601,031 | 6,844 | СТО АСЧМ20-93 |
| 29 | 50Ш4 | 499 | 449 | 18 | 25 | 300 | 230,82 | 182,20 | 97909,452 | 3924,227 | 20,596 | 11271,821 | 751,455 | 6,988 | СТО АСЧМ20-93 |
| 30 | 60Ш1 | 582 | 546 | 12 | 18 | 300 | 173,52 | 137,22 | 102192,214 | 3511,76 | 24,268 | 8107,862 | 540,524 | 6,836 | СТО АСЧМ20-93 |
| 31 | 60Ш2 | 589 | 549 | 16 | 20 | 300 | 207,84 | 164,16 | 119230,853 | 4048,586 | 23,951 | 9018,739 | 601,249 | 6,587 | СТО АСЧМ20-93 |
| 32 | 60Ш3 | 597 | 547 | 18 | 25 | 300 | 248,46 | 196,05 | 147322,223 | 4935,418 | 24,35 | 11276,584 | 751,772 | 6,737 | СТО АСЧМ20-93 |
| 33 | 60Ш4 | 605 | 545 | 20 | 30 | 300 | 289,0 | 227,87 | 175896,021 | 5814,744 | 24,671 | 13536,333 | 902,422 | 6,844 | СТО АСЧМ20-93 |
| 34 | 70Ш1 | 692 | 652 | 14 | 20 | 300 | 211,28 | 166,86 | 167851,444 | 4851,198 | 28,186 | 9014,909 | 600,994 | 6,532 | СТО АСЧМ20-93 |
| 35 | 70Ш2 | 698 | 648 | 16 | 25 | 300 | 253,68 | 200,14 | 206206,206 | 5908,487 | 28,511 | 11272,118 | 751,475 | 6,666 | СТО АСЧМ20-93 |
| 36 | 70Ш3 | 707 | 647 | 18 | 28 | 300 | 284,46 | 224,31 | 232098,263 | 6603,08 | 28,564 | 12631,444 | 842,096 | 6,664 | СТО АСЧМ20-93 |
| 37 | 70Ш4 | 715 | 651 | 20 | 32 | 300 | 322,2 | 253,93 | 270060,968 | 7554,153 | 28,951 | 14443,4 | 962,893 | 6,695 | СТО АСЧМ20-93 |
| 38 | 70Ш5 | 725 | 653 | 25 | 36 | 300 | 379,25 | 299,28 | 314592,011 | 8678,4 | 28,801 | 16285,026 | 1085,668 | 6,553 | СТО АСЧМ20-93 |
| 39 | 80Ш1 | 782 | 746 | 14 | 18 | 300 | 212,44 | 167,77 | 206062,523 | 5270,141 | 31,144 | 8117,059 | 541,137 | 6,181 | СТО АСЧМ20-93 |
| 40 | 80Ш2 | 792 | 748 | 14 | 22 | 300 | 236,72 | 186,83 | 244536,289 | 6175,159 | 32,141 | 9917,104 | 661,14 | 6,473 | СТО АСЧМ20-93 |
| 41 | 90Ш1 | 881 | 841 | 16 | 20 | 300 | 254,56 | 200,83 | 301746,076 | 6850,081 | 34,429 | 9028,706 | 601,914 | 5,955 | СТО АСЧМ20-93 |
| 42 | 90Ш2 | 890 | 840 | 16 | 25 | 300 | 284,4 | 224,26 | 359689,7 | 8028,915 | 35,563 | 11278,672 | 751,911 | 6,297 | СТО АСЧМ20-93 |
| 43 | 100Ш1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | СТО АСЧМ20-93 |
| 44 | 100Ш2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | СТО АСЧМ20-93 |
| 45 | 100Ш3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,96 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | СТО АСЧМ20-93 |
| 46 | 100Ш4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 311,33 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | СТО АСЧМ20-93 |
| 47 | 40К1 | 394 | 358 | 12 | 18 | 398 | 186,24 | 147,20 | 55267,84 | 2805,474 | 17,227 | 18918,593 | 950,683 | 10,097 | СТО АСЧМ20-93 |
| 48 | 40К2 | 400 | 356 | 14 | 22 | 400 | 225,84 | 178,29 | 68203,715 | 3410,186 | 17,378 | 23474,807 | 1173,74 | 10,195 | СТО АСЧМ20-93 |
| 49 | 40К3 | 406 | 356 | 16 | 25 | 403 | 258,46 | 203,90 | 79245,537 | 3903,721 | 17,51 | 27283,329 | 1354,011 | 10,274 | СТО АСЧМ20-93 |
| 50 | 40К4 | 414 | 354 | 18 | 30 | 405 | 306,72 | 242,35 | 96416,05 | 4657,78 | 17,73 | 33232,267 | 1641,1 | 10,409 | СТО АСЧМ20-93 |
| 51 | 40К5 | 429 | 357 | 25 | 36 | 400 | 377,25 | 297,71 | 120993,339 | 5640,715 | 17,909 | 38446,484 | 1922,324 | 10,095 | СТО АСЧМ20-93 |
Примечания:
1. Площадь поперечного сечения и масса 1 м двутавровой сварной балки вычислены по номинальным размерам с учетом массы наплавленного металла тавровых (поясных) сварных швов; плотность стали принята равной 7,85 г/см3,. Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
2. Сечения сварных балок даны без учета сохранения площади поперечных сечений аналогов прокатных, горячекатаных балок.
3. В таблице использованы следующие обозначения
I – момент инерции;
W – максимальный момент сопротивления;
i – радиус инерции.
4. Минимальное значение катета приведено ниже. Расчетное значение должно быть назначено главным конструктором, или оговорено заказчиком.
Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70БС, 70Б1, 40Ш1, 40Ш2, 50Ш1;
Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5.
Кf – катет сварного шва.
Предельные отклонения сварной балки
Предельные отклонения сварной балки (таблица 2) [ скачать файл ]
Методы контроля и средства измерений качества сварных балок
1. Контроль отклонения формы и линейных размеров сечения сварной балки проводятся универсальными методами контроля и средствами измерений в соответствии с СП 53-101 и ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота сварной двутавровой балки измеряется по оси Y-Y.
2. Контроль качества швов сварных соединений и размеров их сечений производятся в соответствии с ГОСТ 23118.
3. Проверка комплектности производится сличением подготовленной к отправке партии сварной балки с нарядом – заказом.
4. Марка, химический состав и механические свойства материала двутавровой сварной балки удостоверяются документом о качестве предприятия — поставщика листового проката.
Маркировка, транспортирование и хранение сварных балок
1. Маркировка наносится на каждую двутавровую сварную балку (сварной двутавр). Маркировка содержит:
- номер заказа;
- номер чертежа КМД, по которому изготовлена балка;
- условное обозначение сварной балки по чертежу КМД с указанием порядкового номера изготовления.
Пример маркировки:
308-9- 50Б3св-5,где 308 — номер заказа;
9 — номер чертежа;
50Б3св- условное обозначение;
5 – порядковый номер изготовления.
2. Маркировку наносят с обеих сторон стенки сварной балки на расстоянии не менее 500 мм от торца.
3. На полках и на стенке двутавровой балки выбивается марка стали на расстоянии не менее 80 мм от края указанных деталей.
4. Маркировку наносят несмываемой краской.
5. Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
6. Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения.
Не допускается выгружать сварные балки сбрасыванием, а также перемещать их волоком.
7. Условия транспортирования и хранения сварных балок устанавливаются зависимости от климатических факторов внешней среды по ГОСТ 15150 и оговариваются в заказе.
8. Сварная двутавровая балка хранятся на специально оборудованных складах рассортированными по сечению и маркам стали.
При хранении сварная балка опирается на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 100 мм.
9. При хранении двутавровой сварной балки обеспечивается устойчивое положение балки, исключающее соприкосновение их с грунтом, а также предусмотренные меры против скапливания атмосферной влаги на сварных балках или внутри них.
10. Схемы складирования сварной балки исключают деформации балки и обеспечивать безопасность их расстроповки и строповки.
11. Сварная балка храниться в штабелях высотой не более чем 2,3 м.
Гарантии изготовителя
1. Гарантируется соответствие сварной двутавровой балки требованиям настоящей технологической инструкции при соблюдении потребителем условий транспортирования и хранения.
2. Гарантийный срок хранения сварной балки – 24 месяца с момента отгрузки с завода – изготовителя при соблюдении условий транспортировки и хранения.
Калькулятор расчёта сварной двутавровой балки
 |
www.rkk74.ru
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные. Сортамент (с Изменениями N 1, 2), ГОСТ от 17 января 1974 года №19425-74
ГОСТ 19425-74
Группа В22
БАЛКИ ДВУТАВРОВЫЕ И ШВЕЛЛЕРЫ СТАЛЬНЫЕ СПЕЦИАЛЬНЫЕ
Сортамент
Special-purpose steel I-beams and channels. Dimensions
МКС 77.140.70
ОКП 09 2500
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 января 1974 г. N 149 дата введения установлена 01.01.75
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ВЗАМЕН ГОСТ 5157-53 в части балок двутавровых для подвесных путей
ИЗДАНИЕ (октябрь 2012 г.) с Изменениями N 1, 2, утвержденными в ноябре 1977 г., июне 1985 г. (ИУС 1-78, 10-86)
1. Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных путей (М), армировки шахтных стволов (С) и швеллеры для автомобильной промышленности (С).
1а. По точности прокатки профили изготовляют:
— высокой точности — А,
— обычной точности — В.
(Введен дополнительно, Изм. N 2).
2. Форма, размеры балок и швеллеров, площадь поперечного сечения, масса 1 м и справочные величины должны соответствовать указанным на черт.1 и 2 и табл.1.
Черт.1
Примечание. Уклон внутренних граней полок должен быть не более:
— для балок М — 12%;
— для балок С — 16%.
Черт.2
Примечание. Уклон внутренних граней полок должен быть не более 10%.
Таблица 1
Номер про- | Площадь попереч- | Масса | Справочные величины для осей | , см | |||||||||||||
мм | , см | , см | , | , см | , | , см | , см | ||||||||||
Балки двутавровые | |||||||||||||||||
14С | 140 | 80 | 5,5 | 9,1 | 7,5 | 3,8 | 21,5 | 16,9 | 712 | 102 | 5,75 | 58,4 | 64,8 | 16,2 | 1,74 | — | |
20С | 200 | 100 | 7,0 | 11,4 | 9,0 | 4,5 | 35,6 | 27,9 | 2370 | 237 | 8,16 | 136 | 159 | 31,8 | 2,11 | — | |
20Са | 200 | 102 | 9,0 | 11,4 | 9,0 | 4,5 | 39,6 | 31,1 | 2500 | 250 | 7,95 | 146 | 170 | 33,3 | 2,07 | — | |
22С | 220 | 110 | 7,5 | 12,3 | 9,5 | 4,8 | 42,1 | 33,1 | 3400 | 310 | 9,00 | 178 | 228 | 41,5 | 2,32 | — | |
27С | 270 | 122 | 8,5 | 13,7 | 10,5 | 5,3 | 54,5 | 42,8 | 6550 | 485 | 11,0 | 279 | 346 | 56,7 | 2,52 | — | |
27Са | 270 | 124 | 10,5 | 13,7 | 10,5 | 5,3 | 59,9 | 47,0 | 6870 | 507 | 10,7 | 297 | 366 | 59,0 | 2,47 | — | |
36С | 360 | 140 | 14,0 | 15,8 | 12,0 | 6,0 | 90,9 | 71,3 | 17360 | 964 | 13,8 | 574 | 618 | 88,3 | 2,61 | — | |
18М | 180 | 90 | 7,0 | 12,0 | 9,0 | 3,5 | 32,9 | 25,8 | 1760 | 196 | 7,32 | 113 | 130 | 28,9 | 1,99 | — | |
24М | 240 | 110 | 8,2 | 14,0 | 10,5 | 4,0 | 48,7 | 38,3 | 4640 | 387 | 9,75 | 223 | 276 | 50,2 | 2,38 | — | |
З0М | 300 | 130 | 9,0 | 15,0 | 12,0 | 6,0 | 64,0 | 50,2 | 9500 | 633 | 12,2 | 364 | 480 | 73,9 | 2,74 | — | |
36М | 360 | 130 | 9,5 | 16,0 | 14,0 | 6,0 | 73,8 | 57,9 | 15340 | 852 | 14,4 | 493 | 518 | 79,7 | 2,65 | — | |
45М | 450 | 150 | 10,5 | 18,0 | 16,0 | 7,0 | 98,8 | 77,6 | 31900 | 1420 | 18,0 | 821 | 892 | 119 | 3,00 | — | |
Швеллеры | |||||||||||||||||
18С | 180 | 68 | 7,0 | 10,5 | 10,5 | 5,3 | 25,7 | 20,2 | 1272 | 141 | 7,04 | 83,5 | 98,5 | 20,1 | 1,96 | 1,88 | |
18Са | 180 | 70 | 9,0 | 10,5 | 10,5 | 5,3 | 29,3 | 23,0 | 1370 | 152 | 6,84 | 91,6 | 111 | 21,3 | 1,95 | 1,84 | |
20С | 200 | 73 | 7,0 | 11,0 | 11,0 | 5,5 | 28,8 | 22,6 | 1780 | 178 | 7,86 | 104,7 | 128 | 24,2 | 2,11 | 2,01 | |
З0С | 300 | 87 | 9,5 | 13,5 | 13,5 | 6,8 | 49,6 | 39,1 | 6500 | 433 | 11,4 | 259,7 | 289 | 44,0 | 2,41 | 2,13 | |
Примечания:
1. Площадь поперечного сечения и масса 1 м профиля вычислены по номинальным размерам. При вычислении массы 1 м профиля плотность стали принята равной 7,85 г/см.
2. Радиусы закруглений, указанные на черт.1 и 2, на профилях не определяются и даны для построения калибра.
Условные обозначения к черт.1 и 2 и табл.1:
— высота;
— ширина полки;
— толщина стенки;
— средняя толщина полки;
— радиус внутреннего закругления;
— радиус закругления полки;
— момент инерции;
— момент сопротивления;
— радиус инерции;
— статический момент полусечения;
— расстояние от оси до наружной грани стенки.
3. Предельные отклонения по размерам профилей должны соответствовать указанным в табл.2.
Таблица 2
Размеры, мм
Номер профиля | Предельное отклонение | ||||
по высоте профиля | по ширине полки |
| |||
Точность прокатки | |||||
обычная | высокая | обычная | высокая | ||
14 | — | ±2,0 | ±2,0 | +1,0 | -0,06 |
18 | ±2,5 | — | ±2,5 | — | Плюсовые отклонения ограничиваются предельными отклонениями по массе |
Св.18 до 30 | — | ±3,0 | — | ±3,0 | |
36 | ±3,5 | — | ±3,5 | — | |
45 | ±4,0 | — | ±4,0 | — | |
Примечание. Определение толщины полок профилей проводится по калибрам в валках при их расточке.
4. Уклон наружной грани профилей не должен превышать 0,015 .
По требованию потребителя профили изготовляются с уклоном наружной грани полки не более 0,0125 .
5. Кривизна стенки по высоте сечения профиля не должна превышать 0,15 .
6. Притупление наружных кромок полок профилей до N 24 включительно не должно превышать 0,3 t, свыше N 24 — 3 мм.
7. По требованию потребителя несимметричность фланцев полок балок относительно вертикальной оси не должна превышать 1/2 суммы предельных отклонений по ширине полки.
6, 7. (Измененная редакция, Изм. N 2).
8. В соответствии с заказом балки и швеллеры изготовляются длиной от 4 до 13 м:
— мерной длины;
— кратной мерной длины;
— мерной длины с остатком до 5% массы партии;
— кратной мерной длины с остатком до 5% массы партии;
— немерной длины.
Остатком считаются профили длиной не менее 3 м.
9. По требованию потребителя допускается изготовление профилей ограниченной длины в пределах немерной и длиной свыше 13 м.
(Измененная редакция, Изм. N 2).
10. При изготовлении профилей немерной длины допускается наличие профилей длиной не менее 3 м в количестве не более 5% массы партии.
11. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
+40 мм — при длине до 8 м;
+80 мм — при длине св. 8 м.
Предельные отклонения по длине профилей мерной и кратной мерной длины для высокой точности прокатки не должны превышать:
+40 мм — при длине до 8 м;
+5 мм на каждый метр свыше 8 м.
12. Кривизна профилей в вертикальной и горизонтальной плоскостях не должна превышать 0,2% длины.
Кривизна профилей в вертикальной и горизонтальной плоскостях для высокой точности прокатки не должна превышать 0,15% длины для профилей высотой до 360 мм и 0,1% длины — для профилей высотой свыше 360 мм.
10-12. (Измененная редакция, Изм. N 2).
13. На каждом профиле дополнительно к требованиям ГОСТ 7566-94 в части маркировки проката должен быть нанесен номер профиля с индексами М или С (18М, 20Са, 36С и т.д.).
14. Определение размеров проводится на расстоянии не менее 500 мм от торца профиля. Высота балки измеряется по оси , швеллера — в плоскости стенки.
15. Предельные отклонения по массе 1 м профиля не должны превышать плюс 3 — минус 5%. Предельные отклонения проверяются предприятием-изготовителем взвешиванием партии массой 20-60 т от каждых 400-500 т проката или кусков профиля длиной не менее 300 мм, отбираемых при прокатке не реже, чем через каждые 100 прокатанных штанг.
16. Марки стали и технические требования — по ГОСТ 535-2005 и другим действующим стандартам, оговоренным в заказе.
17. (Исключен, Изм. N 2).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Стальной листовой прокат.
Сортамент: Сб. ГОСТов. —
М.: Стандартинформ, 2012
docs.cntd.ru
Балка двутавровая
Сортамент на двутавровые балки с параллельными гранями полок определяется по ГОСТ 26020–83. Данный стандарт распространяется на стальные горячекатаные двутавры с параллельными гранями полок высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм.
В зависимости от соотношения размеров и условий применения двутавры подразделяют на следующие типы:
- Б — нормальные двутавры;
- Ш — широкополочные двутавры;
- К — колонные двутавры.
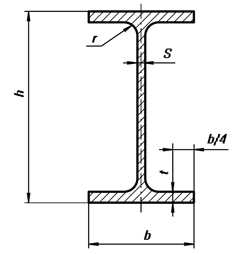
Рис. 1. Балка по ГОСТ 26020-83 без уклона внутренних граней полок
Условные обозначения: h — высота двутавра; b — ширина полки; S — толщина стенки; t — средняя толщина полки; r — радиус внутреннего закругления.
Таблица 1. Размеры, масса и количество метров
в тонне двутавров стальных горячекатаных по ГОСТ 26020–83
| № балки | Размеры, мм | Масса 1 м балки, кг | Количество метров в 1 тонне, м | |||
| h | b | S | t | |||
| Нормальные двутавры | ||||||
| 10Б1 | 100 | 55 | 4,1 | 5,7 | 8,104 | 123,4 |
| 12Б1 | 117,6 | 64 | 3,8 | 5,1 | 8,658 | 115,5 |
| 12Б2 | 120 | 64 | 4,4 | 6,3 | 10,37 | 96,43 |
| 14Б1 | 137,4 | 73 | 3,8 | 5,6 | 10,51 | 95,12 |
| 14Б2 | 140 | 73 | 4,7 | 6,9 | 12,89 | 77,55 |
| 16Б1 | 157 | 82 | 4 | 5,9 | 12,7 | 78,74 |
| 16Б2 | 160 | 82 | 5 | 7,4 | 15,77 | 63,4 |
| 18Б1 | 177 | 91 | 4,3 | 6,5 | 15,37 | 65,07 |
| 18Б2 | 180 | 91 | 5,3 | 8 | 18,8 | 53,2 |
| 20Б1 | 200 | 100 | 5,6 | 8,5 | 22,36 | 44,72 |
| 23Б1 | 230 | 110 | 5,6 | 9 | 25,83 | 38,71 |
| 26Б1 | 258 | 120 | 5,8 | 8,5 | 27,96 | 35,77 |
| 26Б2 | 261 | 120 | 6 | 10 | 31,16 | 32,09 |
| 30Б1 | 296 | 140 | 5,8 | 8,5 | 32,9 | 30,39 |
| 30Б2 | 299 | 140 | 6 | 10 | 36,64 | 27,29 |
| 35Б1 | 346 | 155 | 6,2 | 8,5 | 38,88 | 25,72 |
| 35Б2 | 349 | 155 | 6,5 | 10 | 43,31 | 23,09 |
| 40Б1 | 392 | 165 | 7 | 9,5 | 48,08 | 20,8 |
| 40Б2 | 396 | 165 | 7,5 | 11,5 | 54,72 | 18,27 |
| 45Б1 | 443 | 180 | 7,8 | 11 | 59,84 | 16,71 |
| 45Б2 | 447 | 180 | 8,4 | 13 | 67,47 | 14,82 |
| 50Б1 | 492 | 200 | 8,8 | 12 | 72,98 | 13,7 |
| 50Б2 | 496 | 200 | 9,2 | 14 | 80,73 | 12,39 |
| 55Б1 | 543 | 220 | 9,5 | 13,5 | 88,99 | 11,24 |
| 55Б2 | 547 | 220 | 10 | 15,5 | 97,92 | 10,21 |
| 60Б1 | 593 | 230 | 10,5 | 15,5 | 106,2 | 9,418 |
| 60Б2 | 597 | 230 | 11 | 17,5 | 115,6 | 8,65 |
| 70Б1 | 691 | 260 | 12 | 15,5 | 129,3 | 7,732 |
| 70Б2 | 697 | 260 | 12,5 | 18,5 | 144,2 | 6,937 |
| 80Б1 | 791 | 280 | 13,5 | 17 | 159,5 | 6,269 |
| 80Б2 | 798 | 280 | 14 | 20,5 | 177,9 | 5,622 |
| 90Б1 | 893 | 300 | 15 | 18,5 | 194 | 5,155 |
| 90Б2 | 900 | 300 | 15,5 | 22 | 213,8 | 4,676 |
| 100Б1 | 990 | 320 | 16 | 21 | 230,6 | 4,336 |
| 100Б2 | 998 | 320 | 17 | 25 | 258,2 | 3,873 |
| 100Б3 | 1006 | 320 | 18 | 29 | 285,7 | 3,5 |
| 100Б4 | 1013 | 320 | 19,5 | 32,5 | 314,5 | 3,18 |
| Широкополочные двутавры | ||||||
| 20Ш1 | 193 | 150 | 6 | 9 | 30,58 | 32,71 |
| 23Ш1 | 226 | 155 | 6,5 | 10 | 36,17 | 27,65 |
| 26Ш1 | 251 | 180 | 7 | 10 | 42,68 | 23,43 |
| 26Ш2 | 255 | 180 | 7,5 | 12 | 49,24 | 20,31 |
| 30Ш1 | 291 | 200 | 8 | 11 | 53,62 | 18,65 |
| 30Ш2 | 295 | 200 | 8,5 | 13 | 60,95 | 16,41 |
| 30Ш3 | 299 | 200 | 9 | 15 | 68,29 | 14,64 |
| 35Ш1 | 338 | 250 | 9,5 | 12,5 | 75,1 | 13,32 |
| 35Ш2 | 341 | 250 | 10 | 14 | 82,22 | 12,16 |
| 35Ш3 | 345 | 250 | 10,5 | 16 | 91,29 | 10,95 |
| 40Ш1 | 388 | 300 | 9,5 | 14 | 96,05 | 10,41 |
| 40Ш2 | 392 | 300 | 11,5 | 16 | 111,1 | 8,999 |
| 40Ш3 | 396 | 300 | 12,5 | 18 | 123,4 | 8,106 |
| 50Ш1 | 484 | 300 | 11 | 15 | 114,4 | 8,741 |
| 50Ш2 | 489 | 300 | 14,5 | 17,5 | 138,7 | 7,212 |
| 50Ш3 | 495 | 300 | 15,5 | 20,5 | 156,4 | 6,396 |
| 50Ш4 | 501 | 300 | 16,5 | 23,5 | 174 | 5,746 |
| 60Ш1 | 580 | 320 | 12 | 17 | 142,1 | 7,036 |
| 60Ш2 | 587 | 320 | 16 | 20,5 | 176,9 | 5,654 |
| 60Ш3 | 595 | 320 | 18 | 24,5 | 205,5 | 4,866 |
| 60Ш4 | 603 | 320 | 20 | 28,5 | 234,2 | 4,27 |
| 70Ш1 | 683 | 320 | 13,5 | 19 | 169,9 | 5,887 |
| 70Ш2 | 691 | 320 | 15 | 23 | 197,6 | 5,062 |
| 70ШЗ | 700 | 320 | 18 | 27,5 | 235,4 | 4,249 |
| 70Ш4 | 708 | 320 | 20,5 | 31,5 | 268,1 | 3,73 |
| 70Ш5 | 718 | 320 | 23 | 36,5 | 305,9 | 3,269 |
| Колонные двутавры | ||||||
| 20K1 | 195 | 200 | 6,5 | 10 | 41,47 | 24,11 |
| 20K2 | 198 | 200 | 7 | 11,5 | 46,87 | 21,34 |
| 23K1 | 227 | 240 | 7 | 10,5 | 52,2 | 19,16 |
| 23K2 | 230 | 240 | 8 | 12 | 59,47 | 16,81 |
| 26K1 | 255 | 260 | 8 | 12 | 65,22 | 15,33 |
| 26K2 | 258 | 260 | 9 | 13,5 | 73,15 | 13,67 |
| 26K3 | 262 | 260 | 10 | 15,5 | 83,13 | 12,03 |
| 30K1 | 296 | 300 | 9 | 13,5 | 84,77 | 11,8 |
| 30K2 | 300 | 300 | 10 | 15,5 | 96,3 | 10,38 |
| 30К3 | 304 | 300 | 11,5 | 17,5 | 108,9 | 9,183 |
| 35К1 | 343 | 350 | 10 | 15 | 109,7 | 9,117 |
| 35К2 | 348 | 350 | 11 | 17,5 | 125,9 | 7,944 |
| 35K3 | 353 | 350 | 13 | 20 | 144,5 | 6,919 |
| 40К1 | 393 | 400 | 11 | 16,5 | 138 | 7,248 |
| 40К2 | 400 | 400 | 13 | 20 | 165,6 | 6,039 |
| 40K3 | 409 | 400 | 16 | 24,5 | 202,3 | 4,942 |
| 40К4 | 419 | 400 | 19 | 29,5 | 242,2 | 4,129 |
| 40К5 | 431 | 400 | 23 | 35,5 | 291,2 | 3,434 |
| Двутавры дополнительной серии (Д) | ||||||
| 24ДБ1 | 239 | 115 | 5,5 | 9,3 | 27,82 | 35,94 |
| 27ДБ1 | 269 | 125 | 6 | 9,5 | 31,93 | 31,31 |
| 36ДБ1 | 360 | 145 | 7,2 | 12,3 | 49,14 | 20,35 |
| 35ДБ1 | 349 | 127 | 5,8 | 8,5 | 33,58 | 29,78 |
| 40ДБ1 | 399 | 139 | 6,2 | 9 | 39,7 | 25,19 |
| 45ДБ1 | 450 | 152 | 7,4 | 11 | 52,63 | 19 |
| 45ДБ2 | 450 | 180 | 7,6 | 13,3 | 65,03 | 15,38 |
| 30ДШ1 | 300,6 | 201,9 | 9,4 | 16 | 72,72 | 13,75 |
| 40ДШ1 | 397,6 | 302 | 11,5 | 18,7 | 124,4 | 8,036 |
| 50ДШ1 | 496,2 | 303,8 | 14,2 | 21 | 155,3 | 6,437 |
Примечание. Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. Радиусы закруглений на профилях не определяются и указываются для построения калибра.
Двутавры изготавливают длиной от 6 до 24 м. В зависимости от длины двутавры подразделяют на:
- мерной длины;
- мерной длины с отрезком;
- кратной мерной длины;
- кратной мерной длины с отрезком;
- немерной длины.
В качестве длины двутавра принимается максимальная длина условно вырезанного двутавра с торцами, перпендикулярными продольной оси.
Стандартом допускается изготовление двутавров ограниченной длины в пределах немерной.
Отрезком считаются двутавры длиной не менее:
- 3 м — для двутавров с линейной плотностью до 20 кг/м;
- 4 м — для двутавров с линейной плотностью свыше 20 кг/м.
Для двутавров мерной длины с отрезком и кратной мерной длины с отрезком допускаются отрезки в объеме:
- до 5 % от массы партии — для двутавров с линейной плотностью до 20 кг/м;
- до 8 % от массы партии — для двутавров с линейной плотностью свыше 20 до 50 кг/м;
- до 12 % от массы партии — для двутавров с линейной плотностью свыше 50 до 150 кг/м;
- до 20 % от массы партии — для двутавров с линейной плотностью свыше 150 кг/м.
вернуться к содержанию
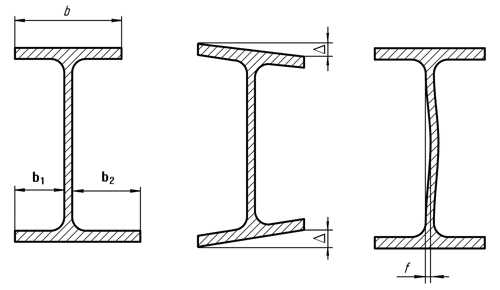
Рис. 2. Отклонения размеров поперечного сечения
Условные обозначения: b — ширина полки; b1 — ширина укороченного фланца; b2 — ширина удлиненного фланца; ∆ — перекос полки; f — кривизна стенки по высоте сечения.
Таблица 2. Предельные отклонения по размерам и геометрической форме двутавров
| Параметр двутавра | Интервал значений параметров, мм | Предельные отклонения, мм |
| Высота, h | h≤120 | ±2,0 |
| 120<h<380 | ±3,0 | |
| 380≤h<580 | ±4,0 | |
| h≥580 | ±5,0 | |
| Ширина полки, b | h≤120 | ±2,0 |
| h>120 | ±3,0 | |
| Толщина стенки, S | S≤4,4 | ±0,5 |
| 4,4<S≤6,5 | ±0,7 | |
| 6,5<S<16,0 | ±l,0 | |
| 16,0≤S<23,0 | ±1,5 | |
| 23,0≤S | ±2,0 | |
| Толщина полки, t | t≤6,3 | ±1,0 |
| 6,3<t<16,0 | ±1,5 | |
| 16,0≤t<25,0 | ±2,0 | |
| 25,0≤t<40,0 | ±2,5 | |
| Перекос полки, ∆ | h≤120 | 1 |
| 120<h≤290 | 0,015•b≤3,0 | |
| h>290 | 0,015•b≤4,0 | |
| Смещение полки, относительно стенки, δ, | h≤120 | 1,5 |
| 120<h<190 | 2,5 | |
| 190≤h≤290 | 3 | |
| h>290 b<220 | 3 | |
| b≥220 | 4,5 | |
| Кривизна стенки по высоте сечения, f | h≤120 | 1 |
| 120<h<380 | 1,5 | |
| Кривизна стенки по высоте сечения, f | 380≤h≤680 | 2 |
| h>680 | 3 |
Проверка размеров проводится на расстоянии не менее 500 мм от торца профиля. Отклонения линейной плотности двутавров от теоретической не должны превышать ±4,0 %.
вернуться к содержанию
Таблица 3. Предельные отклонения
по длине профилей мерной и кратной мерной длины
| Длина профиля, мм | Интервал значений параметров | Предельные отклонения, мм |
| До 12 м включ. | h<790 | +60/-0 |
| До 12 м включ. | h≥790 | +80/-0 |
| От 12 м | — | +100/-0 |
Косина реза не должна приводить к превышению предельных отклонений по длине двутавров.
Поверхность притупления углов полки должна быть выпуклой без уступов. Радиус притупления не должен превышать 0,2·t, но не более 3 мм.
вернуться к содержанию
www.metalika.ua
Двутавр ГОСТ
- Главная
- Сварная балка
- Двутавр ГОСТ
Двутавр ГОСТ
Челябинская компания «ЧЗСБ» предлагает своим покупателям двутавровые балки, называемые также двутавром. Данный вид металлопрокатной продукции востребован среди многих клиентов, и именно поэтому важно бывает наладить контакт между покупателем и одним из челябинских производителей. Именно в этом состоит цель нашей компании, и именно широкий выбор обеспечивает нашу конкурентоспособность.
Двутавровая металлическая балка – это профиль элементов конструкций. Двутавр производят из чёрного металлопроката. Поперечное сечение профиля по форме близко в начертанию букв «Н» или «Т». Именно такую форму и называют двутавром. Благодаря ей, балка становится в несколько раз прочнее и жёстче, чем при использовании аналогичного по площади квадратного сечения. Наиболее яркий пример прочнейшей двутавровой балки – это железнодорожный рельс.
В промышленном производстве двутавр активно используется при строительстве перекрытий, мостов, шахт, при прокладке подземных туннелей. Применяются такие балки и в автомобилестроении, и во многих областях тяжёлой промышленности, где требуется получить высокий уровень прочности конструкций.
Поскольку двутавры используются в деталях конструкций, которые нуждаются в повышенной прочности, ГОСТ предъявляет также достаточно жёсткие требования к их изготовлению. Полное соблюдение всех перечисленных в стандарте требований гарантирует создание качественной и долговечной двутавровой балки.
 Двутавр ГОСТ 8239-89, ГОСТ 26020-83
Двутавр ГОСТ 8239-89, ГОСТ 26020-83
Важно точно знать, какими характеристиками должен обладать двутавр. ГОСТ 8239-89 регламентирует эти характеристики. Согласно ему, двутавр может иметь длину от 4 до 12 м. Длина может быть мерной, кратной мерной или немерной. Изготовление двутавров длиннее 12 м допустимо по предварительному согласованию с потребителем.
Компания «ЧЗСБ» существенно ускоряет и облегчает поиск и покупку двутавровой балки в Челябинске. Мы являемся производителями этого вида продукции. С нашей помощью вы сможете приобрести двутавр, соответствующий ГОСТу 8239-89 (самая распространённая разновидность), а также ГОСТам 26020-83 (двутавр с параллельными гранями), 19425-74 (двутавр специального назначения и/или повышенной прочности). Также вы можете приобрести балки, соответствующие стандарту ассоциации производителей чёрной металлургии фасонного профиля СТО АСЧМ 20-93.
www.chzsb.ru