Первая армоцементная яхта в мире
История, о которой мало кому известно, для меня началась в 90-м году прошлого столетия со знакомства с киевским путешественником, одним из основателей Киевского городского крейсерского яхт-клуба, Бирюковичем Дмитрием Львовичем. Тогда мне, четырнадцатилетнему пацану, было невдомек, что рядом с нами вперёд по набережной от моста Патона к ещё недостроенному Южному мосту шагал человек — легенда, совершивший кругосветное путешествие на разработанной по авторской технологии и сконструированной собственноручно армоцементной шхуне «Батьківщина».
Капитан и создатель первой армоцементной яхты Цементал Дмитрий БирюковичХарьковский массив в Киеве тогда ещё только начинал раcтраиваться, до открытия Южного моста оставалось чуть больше года, а о метро в том направлении можно было только мечтать. Поэтому единственным доступным для нас транспортом оставался трамвай, идущий от Красной площади до моста Патона, а дальше ещё пару километров пешком, как мы выражались «на пешкарусе», до крейсерского яхт-клуба.
Речь шла о первой в мире армоцементной яхте «Цементал», разработанной и сконструированной выпускником КИСИ Бирюковичем Дмитрием Львовичем в далеком 60 году. В 61 году яхта уже была спущена на воду, а в 62 было совершено первое путешествие с Киева до Херсона и обратно.
Поделиться ссылкой:
Понравилось это:
Нравится Загрузка. ..
..
Wreck «Большая Медведица»
Кэч* «Большая Медведица»
В начале 70-х Валерием Добрым-Вечером была заложена самая большая по тем временам армоцементная яхта «Большая Медведица». Стапель вырос на месте вигвама, принадлежащего сейчас Николаю Литвиненко. Компаньоном Валерия был его давний приятель Юрий Цыганков. Инициаторы «обрастали» коллективом.
* Кэч (англ. ketch) — тип двухмачтового парусного судна с косыми парусами.
Но как говорится, неудачной была судьба этого парусника. В начале дела шли отлично. Затем появились длительные перерывы, стройка «замерзла» на несколько лет. Исчез дух наступления, сменившись пессимизмом.
Однако, несмотря на смену собственника, прежний коллектив не потерял надежды походить на этой яхте.
 В результате состоялась договоренность, по которой Базилев и Юхно соглашались на достройку и эксплуатацию яхты в их отсутствие под управлением прежнего владельца. Работы возобновились, и в 1975 году судно сошло на воду. Это был воистину титанический труд, выполненный на огромном энтузиазме, коллективном интеллекте и с минимальными финансовыми возможностями. Спуск «Большой Медведицы» явился серьезным моральным фактором.
В результате состоялась договоренность, по которой Базилев и Юхно соглашались на достройку и эксплуатацию яхты в их отсутствие под управлением прежнего владельца. Работы возобновились, и в 1975 году судно сошло на воду. Это был воистину титанический труд, выполненный на огромном энтузиазме, коллективном интеллекте и с минимальными финансовыми возможностями. Спуск «Большой Медведицы» явился серьезным моральным фактором.И все же судьба парусника оказалась фатальной. Принимая участие в регате «Кубок Большого Днепра — 79», 27 июля 1979 «Большая Медведица» столкнулась с самоходной баржей «Кура» в Запорожском водохранилище и затонула. Трагедия произошла в полночь. К счастью, обошлось без жертв. Все семь человек во главе с капитаном В.Ф.Добрым — Вечером не пострадали. Ниже сокращенно привожу выдержки из письменного объяснения Валерия.
 После безрезультатных поисков киля в районе черного буя №21 с «Вилией» на буксире «Большая медведица» продолжила движение к Запорожским шлюзам.
После безрезультатных поисков киля в районе черного буя №21 с «Вилией» на буксире «Большая медведица» продолжила движение к Запорожским шлюзам. С наступлением сумерек при включении ходовых огней, обнаружилось, что электропроводка, идущая к топовым огням внутри мачты, повреждена в результате ее заваливания под мостами Днепропетровска. Ее восстановить на ходу не удалось. Таким образом, идя на двигателе с «Вилией» на буксире, нам пришлось нести огни парусного судна. В районе осевого буя 0-6 при движении яхт по правой стороне оси фарватера нас обогнали с правого борта поочередно две самоходные баржи. Заметив красный бортовой огонь приближающегося встречного судна, мы продолжали движение своим курсом, идя в кильватер обогнавших барж. Рулевой яхты Тарасов сделал
световую отмашку с левого борта. Самоходная баржа «Кура», ведя под своим правым бортом нефтеналивное судно, на отмашку не ответила. Приблизившись к яхте на 50-60 метров, «Кура» включила прожектор, ослепив рулевого. Видя, что столкновение неизбежно, и, что, если яхта будет двигаться тем же курсом, буксируемая яхта «Вилия» попадет между счаленными баржами, рулевой яхты «Большая Медведица» резко повернул влево.
 Счаленная с «Курой» нефтеналивная баржа правой скулой ударила «Большую Медведицу» и шедшую на буксире «Вилию» в правый борт». Развитие дальнейших событий привожу’ из заключения инспектора — капитана Днепровской линейной инспекции судоходства Н.В.Гребенюка.
Счаленная с «Курой» нефтеналивная баржа правой скулой ударила «Большую Медведицу» и шедшую на буксире «Вилию» в правый борт». Развитие дальнейших событий привожу’ из заключения инспектора — капитана Днепровской линейной инспекции судоходства Н.В.Гребенюка.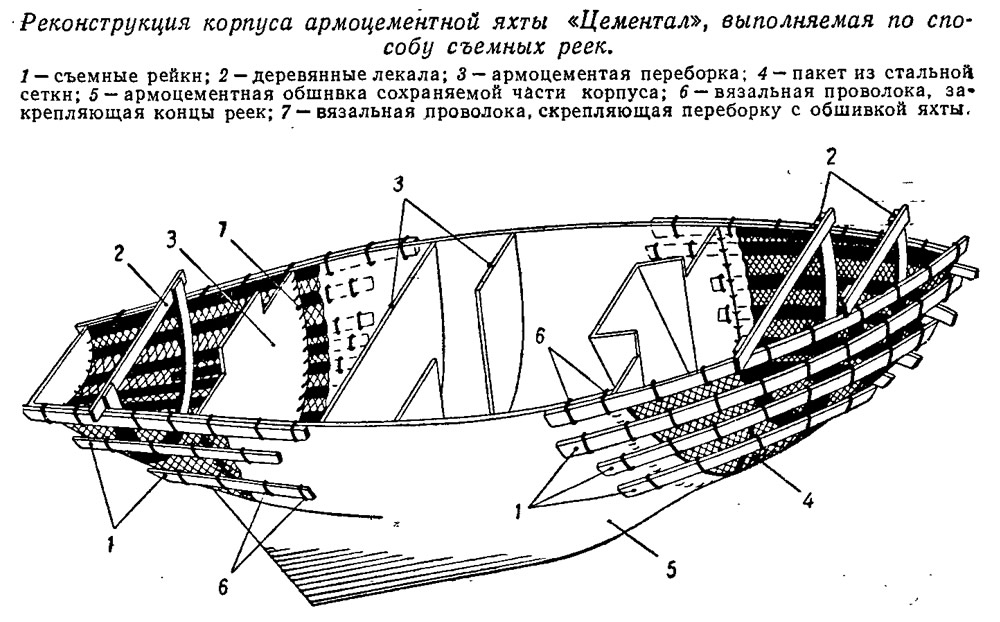 Работы по розыску и подъему яхты продолжались с 30 июля по 6 августа. 5 августа аквалангисты-любители из Запорожья застропили яхту за ванты. В 23 часа 30 мин. 5 июля при помощи СПК-1 с застропленной яхтой пытались продвинуться к правобережной отмели, но яхту удерживал на месте якорь. В 24 часа ветер усилился до штормового. Работы прекратили до улучшения погоды. 6 августа по распоряжению капитана яхту застропили выше, но мачта с вантами оторвалась от корпуса и яхта затонула.».
Работы по розыску и подъему яхты продолжались с 30 июля по 6 августа. 5 августа аквалангисты-любители из Запорожья застропили яхту за ванты. В 23 часа 30 мин. 5 июля при помощи СПК-1 с застропленной яхтой пытались продвинуться к правобережной отмели, но яхту удерживал на месте якорь. В 24 часа ветер усилился до штормового. Работы прекратили до улучшения погоды. 6 августа по распоряжению капитана яхту застропили выше, но мачта с вантами оторвалась от корпуса и яхта затонула.».Такова коротко рассказанная трагическая история «Большой Медведицы». Можно представить душевное состояние Валерия Доброго-Вечера.
После всех попыток поднять или переместить на отмель «Большую Медведицу», яхта покоится на глубине 30 метров. Присутствует высокая заиленность грунта. Более подробную информацию о условиях погружения можно увидеть на видео.
Все о яхтинге,яхтсменах и яхтах.: «Белый Клык»
Яхта с таким романтическим названием принадлежала к серии армоцементных tall-ships, прославивших вымпел Киевского городского крейсерского яхт-клуба по далеким морям. Для ветеранов клуба до сих пор волшебной музыкой звучат их имена: «Белый Клык», «Цементал», «Искра», «Атака», «Каменный гость», «Любимая», «Берегиня». Армоцементные гиганты стали настоящим вызовом традиционному яхтостроению, а их дальние походы довели надежность «народного» материала — армоцемент.
Для ветеранов клуба до сих пор волшебной музыкой звучат их имена: «Белый Клык», «Цементал», «Искра», «Атака», «Каменный гость», «Любимая», «Берегиня». Армоцементные гиганты стали настоящим вызовом традиционному яхтостроению, а их дальние походы довели надежность «народного» материала — армоцемент.
Площадь спинакер — 110 кв. м.
Так сложилась судьба этого судна, его конструкция в течение жизни менялась несколько раз: парусник ходил в далеких водах и одновременно совершенствовался — благо, армоцемент позволяет это делать довольно просто. Со шлюпа яхта стала кечем, продлевался ее нос и корма, увеличивали площадь киля и вес балласта. Если при рождении парусник был практически гладкопалубним, то позже мини-рубку было значительно увеличено, а позади кокпита появилась еще одна, с кормовой каюткою.
Со шлюпа яхта стала кечем, продлевался ее нос и корма, увеличивали площадь киля и вес балласта. Если при рождении парусник был практически гладкопалубним, то позже мини-рубку было значительно увеличено, а позади кокпита появилась еще одна, с кормовой каюткою.
 ..Штормовой августовской ночью 1987 года «Белый Клык» возвращался из Крыма домой. Яхта летела вдоль Тендровской косы; рулевой правил прямо на маяк Тендра. И здесь при прокладке курса было сделано роковую ошибку — не учли, что коса в этом месте делает немалый изгиб в сторону моря и курс на маяк приведет яхту прямо на песок. Когда же наконец решили возвращаться от берега в море, испугались огней транспортного судна, появившихся как раз в той стороне, и затянули с поворотом еще больше. Капитан скомандовал поворачивать, когда увидел берег за каких-то 50 метров! Но, как и положено «по законам жанра», в момент поворота разорвался стаксель, а под самым апселем яхта вернуть так и не смогла, потеряла управление, и волны погнали ее прямо на косу. Двигатель помочь не смог …В момент удара корпуса о грунт сломался скеги, и к корпусу начала поступать вода. Наутро экипажу удалось выбраться на берег. Пограничный катер, подошедший к месту происшествия, смог помочь пострадавшим только питьевой водой и пищевыми продуктами.
..Штормовой августовской ночью 1987 года «Белый Клык» возвращался из Крыма домой. Яхта летела вдоль Тендровской косы; рулевой правил прямо на маяк Тендра. И здесь при прокладке курса было сделано роковую ошибку — не учли, что коса в этом месте делает немалый изгиб в сторону моря и курс на маяк приведет яхту прямо на песок. Когда же наконец решили возвращаться от берега в море, испугались огней транспортного судна, появившихся как раз в той стороне, и затянули с поворотом еще больше. Капитан скомандовал поворачивать, когда увидел берег за каких-то 50 метров! Но, как и положено «по законам жанра», в момент поворота разорвался стаксель, а под самым апселем яхта вернуть так и не смогла, потеряла управление, и волны погнали ее прямо на косу. Двигатель помочь не смог …В момент удара корпуса о грунт сломался скеги, и к корпусу начала поступать вода. Наутро экипажу удалось выбраться на берег. Пограничный катер, подошедший к месту происшествия, смог помочь пострадавшим только питьевой водой и пищевыми продуктами. Экипаж вернулся в Киев, а капитан еще две недели спустя бросался то в Херсон, то в Одессу в попытках организовать спасательные работы. В конце концов было найдено буксир и он уже собирался выступать к месту аварии — но в последний момент встал вопрос, а кто же оплатит его работу? Капитан яхты денег на это не имел и взять их ему было тогда негде … Так и остался «Белый Клык» лежать полузатопленных на косе, а прибойной волны и Зыбучие пески довольно быстро завершили свое разрушительное дело. За короткое время от яхты не осталось и следа. Созданная для моря, большая белая яхта погибла на его берегу.Всего за 14 лет жизни «Белый Клык» прошел по генеральному курсу и фарватера 20 092 морские мили. На его палубе прошли парусную школу десятки яхтсменов. Опыт, полученный при проектировании, строительстве и эксплуатации яхты, был воплощен в разработку следующих крупных яхт Киевского городского крейсерского яхт-клуба.
Экипаж вернулся в Киев, а капитан еще две недели спустя бросался то в Херсон, то в Одессу в попытках организовать спасательные работы. В конце концов было найдено буксир и он уже собирался выступать к месту аварии — но в последний момент встал вопрос, а кто же оплатит его работу? Капитан яхты денег на это не имел и взять их ему было тогда негде … Так и остался «Белый Клык» лежать полузатопленных на косе, а прибойной волны и Зыбучие пески довольно быстро завершили свое разрушительное дело. За короткое время от яхты не осталось и следа. Созданная для моря, большая белая яхта погибла на его берегу.Всего за 14 лет жизни «Белый Клык» прошел по генеральному курсу и фарватера 20 092 морские мили. На его палубе прошли парусную школу десятки яхтсменов. Опыт, полученный при проектировании, строительстве и эксплуатации яхты, был воплощен в разработку следующих крупных яхт Киевского городского крейсерского яхт-клуба.Источник: http://yachtclub.kiev.ua
Киевский городской крейсерский яхт-клуб
Киевский городской крейсерский яхт-клуб
Флот яхт-клуба насчитывает больше сотни готовых к эксплуатации яхт крейсерского типа любых размеров — от “Ассоли” до двух 27-метровых суден.
Наибольшей известностью яхт-клуб стал владеть как центр армоцементного и стеклоцементного яхтостроения. В достижении клуба на сегодняшний день цементный флот, который имеет в своем составе 15 единиц, причем имеются судна, которые созданы даже ранее основной даты создания яхт-клуба.
Членами клуба были отработаны и опубликованы “Временные правила постройки и эксплуатации армоцементных корпусов крейсерских яхт”.
Основное количество яхт в клубе спроектированы и сооружены руками самих членов яхт-клуба. Это яхты: тримаран “Гайдамака” (авторы И. и О.Перестюки), полутонник “Купава” (Ю.Бондарь) или “Кардинал” (Ю.Бородянский), где учтены самые высокие стандарты деревянного судостроения и соответственно занимают лидерские позиции в соревнованиях на парусных яхтах.
На сегодня подходит к окончанию трехлетнее кругосветное путешествие семьи Валерия и Натальи Петущак на яхте “Лелитка” (длина 10 м.), которые спроектирована и построена в яхт-клубе.
г. Киев, Днепровская набережная, 12-А Киевские крейсерский клуб
Из истории — ВІТРИЛЬНИЙ КРЕЙСЕРСЬКО-ПЕРЕГОНОВИЙ СОЮЗ УКРАЇНИ
Глава из книги
«Киевский крейсерский яхт-клуб.
Путь в пятое десятилетие»
автор Дмитрий Бирюкович
Кубок Большого Днепра
Если говорить о вкладе Киевского крейсерского яхт-клуба в крейсерский парусный спорт, то наиболее ярким является идея создания, организация и проведение крейсерских гонок, названных Кубком Большого Днепра.
Это беспрецедентная идея была подана Александром
Журавлевым. Он и сам об этом, наверно, не помнит. Мы с ним более десятка
лет ходили на яхте «Цементал». В году
1975 во время возвращения из очередного
похода вниз по Днепру, сидя на палубе, мы разговорились о наших мечтах. Тут
Александр Сергеевич и «опрылюдныв» идею: «Дима! А представляешь, какой бы был
кайф, если проводить крейсерские гонки из Киева
к Черному морю!». Разговор переключился на другую тему, и Саша забыл о
своем высказывании. Но мне его идея понравилась и запала в душу. Я поделился ею
с братом Константином Бирюковичем бессменным председателем правления яхт-клуба и Анатолием Симоновичем. Информация была
воспринята с интересом. Новаторский дух «кирпичного» яхт-клуба подогревал
интерес к новым идеям, и эта мысль стала обретать все более реалистичные
очертания. В конце концов, планируя спортивную работу на 1977 год, крейсерская
гонка из Киева в Одессу была вписана в план спортивной работы клуба. Но, берясь
за исполнение такого мероприятия, мы не подозревали, сколько придется
преодолеть сопротивления со стороны тех, кто был призван… развивать
крейсерство.
В году
1975 во время возвращения из очередного
похода вниз по Днепру, сидя на палубе, мы разговорились о наших мечтах. Тут
Александр Сергеевич и «опрылюдныв» идею: «Дима! А представляешь, какой бы был
кайф, если проводить крейсерские гонки из Киева
к Черному морю!». Разговор переключился на другую тему, и Саша забыл о
своем высказывании. Но мне его идея понравилась и запала в душу. Я поделился ею
с братом Константином Бирюковичем бессменным председателем правления яхт-клуба и Анатолием Симоновичем. Информация была
воспринята с интересом. Новаторский дух «кирпичного» яхт-клуба подогревал
интерес к новым идеям, и эта мысль стала обретать все более реалистичные
очертания. В конце концов, планируя спортивную работу на 1977 год, крейсерская
гонка из Киева в Одессу была вписана в план спортивной работы клуба. Но, берясь
за исполнение такого мероприятия, мы не подозревали, сколько придется
преодолеть сопротивления со стороны тех, кто был призван… развивать
крейсерство.
Положение о соревнованиях и Гоночная инструкция,
которую подготовил Анатолий Коваль, два десятка лет возглавлявший сектор гонок,
обросла множеством согласований, вплоть
до московских: Н. Григорьева – председателя Технической комиссии Федерации
парусного спорта СССР и начальника Управлении водных видов спорта. Для этого
пришлось специально ездить в Москву, где
идея Киевского крейсерского яхт-клуба была одобрена, что с огромным трудом
произошло в Киеве.
Григорьева – председателя Технической комиссии Федерации
парусного спорта СССР и начальника Управлении водных видов спорта. Для этого
пришлось специально ездить в Москву, где
идея Киевского крейсерского яхт-клуба была одобрена, что с огромным трудом
произошло в Киеве.
Главными противниками реализации нашего проекта были Е.П. Ударцев (главный меритель ФПС Украины) и Ю.Г. Доценко (бессменный председатель ФПС Киева). Для срыва проведения «Кубка Большого Днепра» они шли на всевозможные ухищрения: требовали бесконечных дополнительных согласований, не признавали результаты обмера яхт и квалификацию яхтсменов, не признавали гоночную инструкцию и Положение о соревнованиях, настраивая соответствующих чиновников на те же действия. Анатолий Симонович, Константин Бирюкович, Юрий Иванович Михайленко и я обивали пороги Украинского спорткомитета, преодолевая одно препятствие за другим, доказывая нашим необъективным оппонентам их дискриминационное начало. Это отнимало время и моральные силы.
Разбирая сейчас архив покойного брата Константина,
видно — какой титанический повседневный
труд ложился на его плечи для преодоления сопротивления общественников в
парусной элите Киева. Главной нагрузкой была психологическая. Нужно было не
только добиваться поставленных целей, но и объяснять членам клуба суть и
причину конфликтов. А это было не всем понятно.
Главной нагрузкой была психологическая. Нужно было не
только добиваться поставленных целей, но и объяснять членам клуба суть и
причину конфликтов. А это было не всем понятно.
И все же шаг за шагом каждый пункт мероприятий выполнялся. Круг сочувствующих лиц расширялся и превращался в сторонников. Коллектив яхт-клуба жил одним событием — подготовкой к проведению Кубка. Константин посвящал по двенадцать часов в день этому вопросу. Каждому члену клуба были поставлены конкретные задачи, хотя и разные по сложности и значению. Константин регулярно контролировал их выполнение. Каждый день приносил радости достижений и огорчения срывов.
Ко дню старта в яхт-клубе собралось более 50-ти
яхт-участников. Все парусные коллективы Украины делегировали свои суда.
Несколько яхт представляли Белоруссию и Россию. Забегая вперед, скажу, что в
Новой Каховке к флотилии присоединилась
чешская армоцементная яхта «Золотой Рог» братьев Патов. Таким представительством
можно было гордиться. Вот что значит любительская инициатива! Для престижа
клуба это был триумф. Однако мы ощущали, что наши «оппоненты» не дремлют, и
понимали, что малейшая наша неудача будет использована для раскручивания
истерии, относительно несостоятельности ККрЯ проводить спортивные мероприятия,
тем более такого масштаба.
Наступил ожидаемый день – воскресенье 17 июля 1977 года. Клуб заполнился многочисленными гостями. В залив входили и уходили прогулочные суда со зрителями. Флаги расцвечивания, транспаранты, музыка и радиообъявления, парадная форма участников создавали обстановку торжества и радости. Расклеенные в городе афиши (а их нужно было изготовить!) подогревали интерес к нашей затее.
День выдался удачный. После торжественного построения
и официальной церемонии открытия все взоры устремились на стартовую линию.
Такого множества стартующих яхт в заливе Берковщина еще не видели.
Предстартовое время! Окрики предупреждений, хлопанье парусов на поворотах,
«стрекотание» шкотовых лебедок, выстрел стартового пистолета, колокольная дробь
рынды с судейского катера военных моряков — и пестрая армада парусов двинулась
к выходу из залива. «Процесс пошел!» — такой крылатой фразой Михаила Сергеевича
Горбачева уместно охарактеризовать тот момент. За яхтами из залива вышел
судейский «Ярославец». Он обогнал парусный флот и ушел вперед, оповещая
встречные суда о нахождении соревнующихся яхт на фарватере. Замыкающей была
«Большая Медведица» — второе судейское судно.
«Процесс пошел!» — такой крылатой фразой Михаила Сергеевича
Горбачева уместно охарактеризовать тот момент. За яхтами из залива вышел
судейский «Ярославец». Он обогнал парусный флот и ушел вперед, оповещая
встречные суда о нахождении соревнующихся яхт на фарватере. Замыкающей была
«Большая Медведица» — второе судейское судно.
В процессе движения по маршруту состав флотилии несколько видоизменялся: подключались новые, некоторые ограничивали себя несколькими этапами. Кстати, этапами были участки между шлюзами. Учитывая изменяемость состава, награждения производились после каждого этапа.
Самой маленькой яхтой-участницей был крейсерский
швертбот нашего яхт-клуба «Вита» с командой владельцев Виктора и Виктории
Лукашей. Их участие в марафоне поистине можно назвать героическим. Супруги не
только прошли дистанцию в 1200 км. (550 морских миль), но и сняли фильм о
переходе. Его неоднократно показывали на общих собраниях под одобрительные
комментарии свидетелей и участников тех событий.
Спортивные результаты «Кубка Большого Днепра» приведены в главе «Сухие факты».
Анализируя события того времени, я убеждаюсь, насколько размах спортивной активности клуба того времени был шире нынешнего уровня. Положение о «Кубке Большого Днепра» предусматривало его проведение по нечетным годам, т.е. пропуская год. По четным годам стали проводить Малый Кубок Днепра по укороченному маршруту. Затем первым командором Игорем Беляковым были учреждены «Майские паруса».
К счастью, первый блин не был комом. Он не дал
оппонентам повода для нападений и укрепил уверенность клубного коллектива в
своих силах. Эта уверенность послужила основанием для учреждения и проведения
крупных последующих соревнований, в том числе в 1983 году до Севастополя. Для облегчения получения
всевозможных согласований (особенно с
пограничниками) каждая из гонок посвящалась конкретным событиям. Так первый
«Кубок Большого Днепра 77» посвятили
«60-летию Великого Октября», гонку 1983 года назвали «Операция Днепр
-83» в честь форсирования Днепра советскими войсками в 1943 году, в 1985 году
клуб провел крейсерскую гонку Киев–Херсон-Очаков-Черноморское, назвав ее
«Парусный Днепр-85 на приз «За чистый Днепр и Черное море». Соревнования 1986
года посвятили «Международному году
мира».
Соревнования 1986
года посвятили «Международному году
мира».
Впоследствии «Кубок Большого Днепра» стал включаться в план парусных соревнований Украины. В начале 90-х годов ввели непомерно высокую плату за проход шлюзов. Это финансовое бремя остановило проведение «Кубка Большого Днепра».
Сейчас, более двадцати лет спустя меня не оставляет идея возобновления престижных гонок «Кубок Большого Днепра». Однако новые условия жизни должны определить и принципиально новый современный подход к их организации. Необходимо искать заинтересованных спонсоров, лоббировать в правительственных органах отмену оплаты шлюзовок, подогревать интерес к таким гонкам через СМИ, усовершенствовать программу мероприятий и многое другое. По логике решение такой задачи должно осуществляться парусными федерациями всех уровней и регионов. Однако коммерциализация этих избираемых общественных органов уводит их от энтузиазма и увлеченности идеей. Удобнее всего запрещать. Как и госчиновникам.
Возрождение «Кубка Большого Днепра» может осуществить
только специальный постоянно действующий комитет энтузиастов, задачей которого
явился бы исключительно организационный процесс этих соревнований. При желании
и увлеченности найдутся пути решения и финансовых и организационных задач.
Современный Кубок должен стать фестивалем.
При желании
и увлеченности найдутся пути решения и финансовых и организационных задач.
Современный Кубок должен стать фестивалем.
Подобным образом американцы проводят престижнейшие фестивали «Операция парус» (OpSail), посвящая их выдающимся событиям: 500-летию открытия Америки Колумбом, 200-летию США, второму тысячелетию, победе в войне за независимость 1812 года и др. Постоянно работает оргкомитет и готовит фестиваль «заздалегидь».
На Днепре появились современные яхт-клубы и марины (например в Новой Каховке), готовые принимать гостей, тем более иностранных. Туристские компании могут извлечь от участия в таких крупных мероприятиях стабильную прибыль. Рекламные агентства найдут свою финансовую нишу также. Нужен современный менеджмент организаторов.
Уверен, что в «Кубке Большого Днепра» заинтересуются
иностранные яхтсмены. На Днепре есть что показать. Современный и цивилизованный
подход к организации сделает современный «Кубок Большого Днепра» престижным,
поднимающим имидж страны и украинский яхтинг.
Есть, о чем подумать!
Постройка деревянных яхт | Яхта «Югра»
К. Рейнке
Л. Лютьен
И. Мус
ПОСТРОЙКА ДЕРЕВЯННЫХ ЯХТ
Дерево —самый старый судостроительный материал, который сохраняет свое значение, несмотря на широкое применение многих новых материалов. Более того, в последние годы деревянные яхты вновь стали приобретать популярность.
В 50-е годы был создан своеобразный культ стеклопластика в яхтостроении, который только в настоящее время начинает сдавать свои позиции. В ФРГ —стране, где постройка деревянных яхт всегда отличалась высоким качеством, считают, что вряд ли можно построить яхту из другого материала, кроме дерева, которая имела бы такое благоприятное отношение водоизмещения к длине по ватерлинии и такую долговечность. Хотя яхту достаточно легкой конструкции можно построить из алюминиевых сплавов, но мало кто возьмет на себя смелость утверждать, что металлическая яхта сможет плавать, более 50 лет, т. е. быть долговечнее хорошей деревянной яхты. Корпуса, построенные из стальных листов, обработанных методом пассивации, хотя и имеют приблизительно такую же высокую долговечность, как деревянные корпуса клееной конструкции, по их масса почти вдвое больше.
быть долговечнее хорошей деревянной яхты. Корпуса, построенные из стальных листов, обработанных методом пассивации, хотя и имеют приблизительно такую же высокую долговечность, как деревянные корпуса клееной конструкции, по их масса почти вдвое больше.
Современные корпуса из пластмасс оказываются намного тяжелее деревянных, и, кроме того, их строители не дают никакой гарантии на такой же срок службы. Легкие пластмассовые корпуса трехслойной конструкции («сэндвич») хотя и могли бы конкурировать с деревянными корпусами облегченной конструкции, но до сих пор не показали приблизительно одинаковой прочности и долговечности. Корпуса из армоцемента, наконец, с гарантией прочности оказываются в 3—4 раза тяжелее и из-за неоднородности материала, как и пластмасса, могут иметь скрытые дефекты вследствие абсорбирования воды и последующей эрозии при минусовых температурах.
Дерево хотя и поглощает воду, но благодаря стойкой эластичной структуре клеток не подвержено эрозии. Опасность загнивания древесины можно свести до минимума правильным выбором породы и использованием соответствующей предварительной обработки (консервации) и современных лакокрасочных покрытии.
Природным недостатком древесины как судостроительного материала является различная прочность вдоль и поперек волокон. Благодаря изобретению фанеры и многослойных клееных конструкций устранен не только этот, но также и другой природный недостаток древесины: ее деформация в зависимости от влажности. Так как в современном деревянном яхтостроении практически все заготовки режут на рейки и подвергают сильному высушиванию, то позднее в деталях могут воз’ никнуть напряжения только вследствие набухания древесины. Действие этих напряжений, однако, можно устранить, если работа выполняется специалистами по дереву.
По сравнению с постройкой яхт из пластмасс возможности снижения трудоемкости при изготовлении деревянных яхт, конечно, ограничены, и не секрет, что высококачественная полностью клееная деревянная яхта примерно на 20% дороже хорошей яхты из стеклопластика. В последние годы все большее число покупателей готово оплатить постройку деревянной яхты, чтобы наряду с высокой долговечностью и благоприятным соотношением водоизмещения и длины иметь и другие преимущества, например эффект хорошей изоляции от шума моря.
Современные методы постройки деревянных корпусов с применением формованной фанеры или диагональной клееной обшивки на продольных связях имеют так же мало общего с традиционными методами постройки деревянных корпусов, как конструкция современного пластмассового корпуса с конструкцией туземных лодок, сделанных наподобие плетеных и обмазанных глиной корзин. Современный корпус деревянной яхты, построенный с использованием клеев на резорциновой смоле, близок по своим качествам к пластмассовому корпусу.
3.1. КОНСТРУКЦИЯ И РАЗМЕРЫ СВЯЗЕЙ
При проектировании новой яхты совершенно недостаточно в качестве прототипа использовать устаревшие конструкции. Почти ни одна из яхт, построенных из дерева с применением современного метода склеивания, не была классифицирована, поэтому статистические данные классификационного обшесгва неубедительны. Следовательно, конструктор должен полагаться в основном на свой собственный опыт. При этом неизбежны испытания специально изготовленных клееных образцов деталей, которые подвергают продольному сжатию и другим видам нагрузки. В области исследования современных конструкций деревянных корпусов, благодаря признанию этого строительного материала наиболее подходящим для высоких переменных нагрузок, в последние годы много сделано военно-морским флотом. Быстроходные торпедные катера и тральщики, для которых важны немагнитные свойства древесины, как и прежде, строятся большей частью деревянными с очень благоприятным соотношением массы и длины корпуса при высокой долговечности.
В области исследования современных конструкций деревянных корпусов, благодаря признанию этого строительного материала наиболее подходящим для высоких переменных нагрузок, в последние годы много сделано военно-морским флотом. Быстроходные торпедные катера и тральщики, для которых важны немагнитные свойства древесины, как и прежде, строятся большей частью деревянными с очень благоприятным соотношением массы и длины корпуса при высокой долговечности.
Конструкторы яхт, которые участвовали в развитии современных методов постройки корпусов из дерева, знают, что старые конструкции могут стать современными не только благодаря тому, что вместо свинцовых белил и шурупов в качестве средств соединения теперь применяют склеивание. Важно понять, что дерево вдоль волокон имеет достаточно высокую прочность, а поперек волокон — незначительную. Поэтому точное знание сил, действующих в соединениях корпуса деревянной яхты, является условием правильного его проектирования. Полностью клееный корпус не допускает возможности деформативных перемещений прочно вклеенных деталей; в более крупных конструкциях киля, стрингеров и т. д. должны быть предусмотрены средства против их изгиба.
д. должны быть предусмотрены средства против их изгиба.
Опытный конструктор точно знает, какую ширину склеиваемой поверхности должна иметь прилегающая к детали набора часть наружной обшивки, создающая напряжения. Это важно прежде всего при использовании клееных ламинированных шпангоутов. Неправильно сконструированные шпангоуты лопаются из-за чрезмерных напряжений наружной обшивки, возникающих, например, при внезапно налетевшем шквале пли при ударе о причальную сваю. Проблема конструирования корпусов на полностью клееных шпангоутах решается применением дополнительных покрытий поверхностей, защищающих от влаги массивные деревянные детали. Приклеенные планки наружной обшивки дополнительно крепят к шпангоутам шурупами, болтами или на заклепках.
Этот метод, конечно, не является последним словом в конструировании и технологии постройки яхт. Альтернатива заключается в использовании ненабухающей фанеры или двухслойной конструкции наружной обшивки по продольно-поперечной или продольной системе набора. Однако только некоторые конструкторы обладают соответствующим опытом в этой области и только они в состоянии определить оптимальные размеры элементов конструкций. То же относится и к формуемым из. шпона корпусам, которые используются при серийном производстве деревянных яхт. Квалифицированная верфь может строить легкие деревянные яхты, не прибегая к чрезмерному уменьшению сечений деталей набора, что грозит сокращением продолжительности жизни яхты. Многие деревянные яхты при соответствующем уходе плавали более 50 лет. Можно ожидать, что современные методы постройки яхт полностью клееной конструкции позволят строить суда еще более долговечными, если их корпуса будут правильно сконструированы.
Однако только некоторые конструкторы обладают соответствующим опытом в этой области и только они в состоянии определить оптимальные размеры элементов конструкций. То же относится и к формуемым из. шпона корпусам, которые используются при серийном производстве деревянных яхт. Квалифицированная верфь может строить легкие деревянные яхты, не прибегая к чрезмерному уменьшению сечений деталей набора, что грозит сокращением продолжительности жизни яхты. Многие деревянные яхты при соответствующем уходе плавали более 50 лет. Можно ожидать, что современные методы постройки яхт полностью клееной конструкции позволят строить суда еще более долговечными, если их корпуса будут правильно сконструированы.
3.2. СВЕДЕНИЯ О МАТЕРИАЛЕ
Подробные сведения о дереве заняли бы много томов, но для настоящего «понимания дерева» и этих томов недостаточно без многолетней практики. Цель приводимых здесь весьма кратких сведении состоит в том, чтобы дать обзор свойств некоторых пород древесины, применяемых для постройки яхт. Сравнение прочности и долговечности древесины — наиболее важные данные для конструктора и строителя яхт. Дерево само по себе, время его рубки, процесс сушки представляют интерес больше для торговца лесом и лесозаготовителя, который покупает дерево на корню, режет его на пиломатериалы I! хранит. Мелкие верфи и любители должны полагаться в этом отношении на свою квалификацию и опыт.
Сравнение прочности и долговечности древесины — наиболее важные данные для конструктора и строителя яхт. Дерево само по себе, время его рубки, процесс сушки представляют интерес больше для торговца лесом и лесозаготовителя, который покупает дерево на корню, режет его на пиломатериалы I! хранит. Мелкие верфи и любители должны полагаться в этом отношении на свою квалификацию и опыт.
Работа дерева или деформация древесины в зависимости от ее влажности, имеет важное значение для дальнейшей обработки древесины. В высушенной на воздухе древесине содержание влаги составляет около 15%. Это среднее значение колеблется в зависимости от времени года, влажности и температуры воздуха. В такой древесине можно, например, снизить содержание влаги до 6—12%, и тогда заготовки уменьшатся в объеме. Когда влажность деревянных деталей в подводной части корпуса увеличивается, они набухают и создают значительные напряжения в корпусе, если не воспрепятствовать этому с помощью специальных конструктивных мер. Усушка (усадка) древесины различна в зависимости от того, измеряют ли ее вдоль волокон, в радиальном направлении или в направлении годичных колеи (тангенциальном). Древесина для постройки яхт влажностью 15%. которую высушивают до влажности 6%, имеет усадку вдоль волокон около 0,1—0,15%; в радиальном направлении 1,5—1,7% и в тангенциальном направлении 2,6—2,8%. Хорошие сорта тика н красного дерева могут иметь усадку почти вдвое меньшую. Усадка дуба, лиственницы, ели и сосны составляет около 30—50% указанных значений.
Усушка (усадка) древесины различна в зависимости от того, измеряют ли ее вдоль волокон, в радиальном направлении или в направлении годичных колеи (тангенциальном). Древесина для постройки яхт влажностью 15%. которую высушивают до влажности 6%, имеет усадку вдоль волокон около 0,1—0,15%; в радиальном направлении 1,5—1,7% и в тангенциальном направлении 2,6—2,8%. Хорошие сорта тика н красного дерева могут иметь усадку почти вдвое меньшую. Усадка дуба, лиственницы, ели и сосны составляет около 30—50% указанных значений.
Для оценки набухания древесины при повышении влажности от 6 до 15% подходят те же самые значения. С возрастанием содержания влаги до 30% набухание древесины
увеличивается почти вдвое. Однако при полностью клееной конструкции отдельные детали оказываются разделенными изолирующей пленкой клея, поэтому поглощение влаги существенно
В современном яхтостроении с усушкой и набуханием борются путем изоляции древесины от проникновения в нее влаги.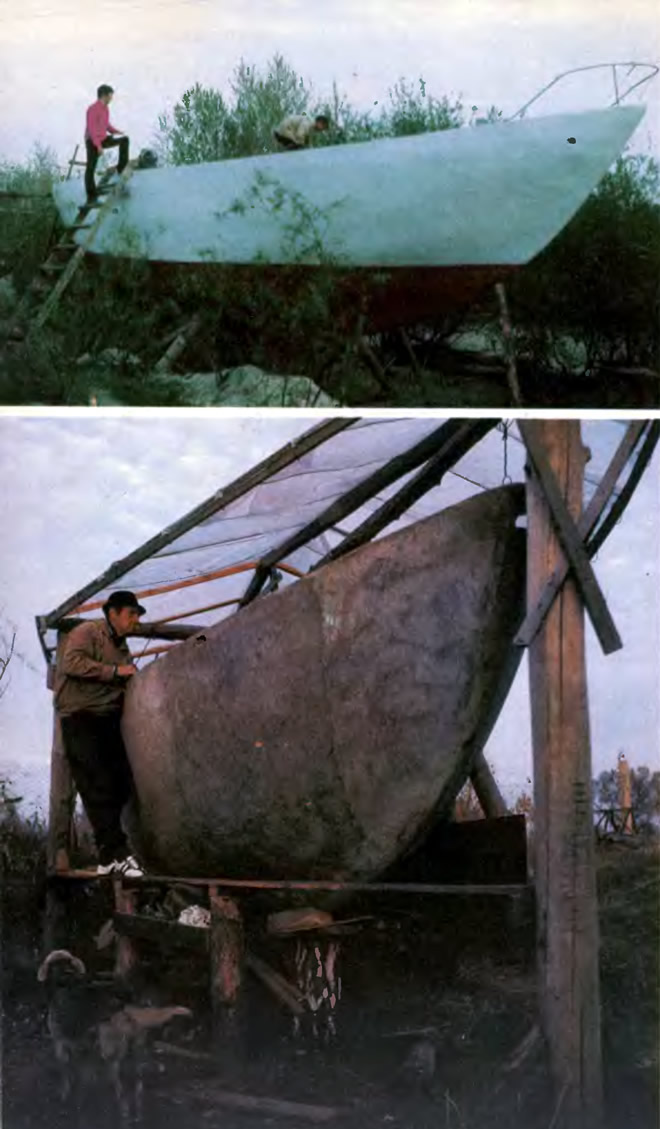 В самом совершенном виде это наблюдается у фанеры Фанера принимает исключительно мало воды, так как клетку древесины, уменьшенные методом усушки до 6—8%, благодаря совершенной изоляции почти не впитывают влагу. Спрессованный подобным образом пористый пластик также почти не впитывает воды. Если при обработке древесины в ней сохраняется содержание влаги 6—8%, то даже летом при самом сильном воздействии солнца древесина не подвергается дальнейшей усушке. При понижении влажности с 6 до 0% последующая усушка возможна практически при нагреве в условиях очень низкой влажности воздуха или в сушильной печи.
В самом совершенном виде это наблюдается у фанеры Фанера принимает исключительно мало воды, так как клетку древесины, уменьшенные методом усушки до 6—8%, благодаря совершенной изоляции почти не впитывают влагу. Спрессованный подобным образом пористый пластик также почти не впитывает воды. Если при обработке древесины в ней сохраняется содержание влаги 6—8%, то даже летом при самом сильном воздействии солнца древесина не подвергается дальнейшей усушке. При понижении влажности с 6 до 0% последующая усушка возможна практически при нагреве в условиях очень низкой влажности воздуха или в сушильной печи.
Влажность древесины может быть измерена достаточно точно. В сушильном приборе образцы древесины взвешивают на точнык весах, которые настроены на нуль, и разницу в массе после высушивания считывают со шкалы как содержание влаги Гигрометры на основе измерения электрического сопротивления древесины дают лишь приближенную оценку содержания в ней влаги
Коробление древесины является, как правило, следствием ее усушки Поскольку тангенциальная усадка при высушивании почти в два раза больше, чем в радиальном направлении, особенно сильно коробятся доски тангенциальной распиловки (рис. 62). Такие доски с параллельными пласти годичными кольцами для постройки яхт неприемлемы.
62). Такие доски с параллельными пласти годичными кольцами для постройки яхт неприемлемы.
Судостроители используют доски радиальной распиловки с перпендикулярными пласти годичными кольцами или же с наклонными кольцами, но не более чем на 30° к кромке доски. При вырезании таких досок из бревна, несмотря на специальную разметку, получаются большие отходы Несмотря на это, необходимо придерживаться этого требования, если речь идет с прямых планках, планширях и т. д. Для клееных (ламинированных) деталей можно использовать рейки с наклоном годичных колец к кромке до 45°, так как располагая соответствующим образом рейки внутри детали, можно компенсировать повышенную деформацию таких реек.
Доски наборной палубы должны быть непременно радиальной распиловки с годичными кольцами, располагаемыми по возможности ближе к перпендикуляру к пласти
Долговечность, прочность и плотность древесины являются важными факторами для постройки судов На основании результатов исследований различных институтов по дереву были установлены классы долговечности В среднеевропейских условиях породы древесины оценивают по продолжительности ее службы в годах для неконсервированной древесины при ее контакте с землей:
| Класс | Продолжительность службы, лет.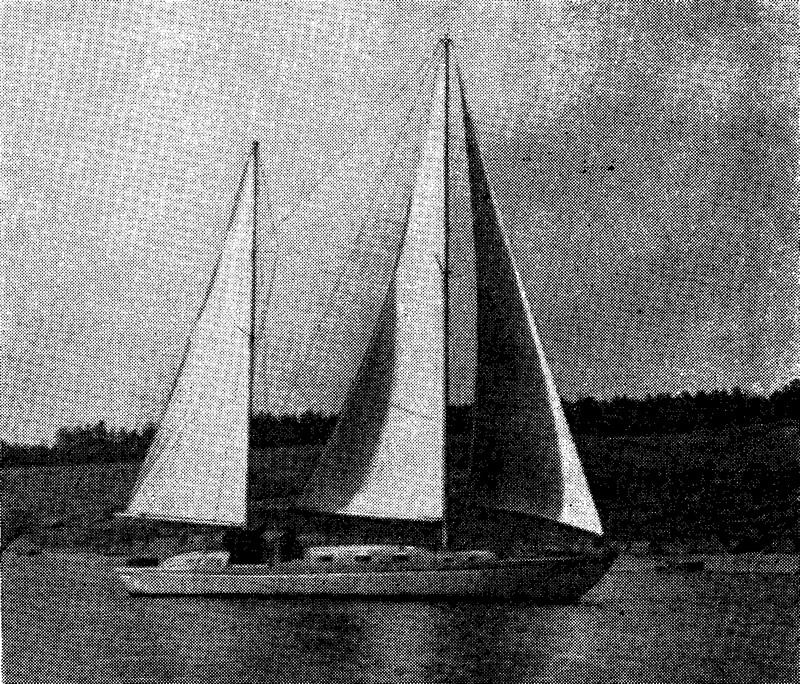 | Прочность древесины |
| 1 | Более 25 | Очень хорошая |
| 2 | 15-25 | Хорошая |
| 3 | 10-15 | Средняя |
| 4 | Менее 10 | Посредственная |
| 5 | Менее 5 | Плохая |
Продолжительность использования древесины, подвергнутой консервации, конечно, существенно больше и легко увеличивается при хранении в воде только один сезон. Прочность древесины в зависимости от ее породы и приложения нагрузки различна. Самую высокую прочность Древесина имеет при действии нагрузки вдоль волокон. При сжатии вдоль волокон образец разрушается уже в случае действия примерно половины напряжений, достигаемых при разрушении его от растяжения. При растяжении поперек волокон 1/16 часть прочности на растяжение вдоль волокон является контрольным значением, которое, однако, может снижаться почти до нуля. В случае сжатия поперек волокон образец разрушается при напряжениях от 10 до 20% напряжений на разрыв при растяжении вдоль волокон. Эти напряжения на разрыв при сжатии поперек волокон являются также основой для расчета разрушающих напряжении при изгибе.
В случае сжатия поперек волокон образец разрушается при напряжениях от 10 до 20% напряжений на разрыв при растяжении вдоль волокон. Эти напряжения на разрыв при сжатии поперек волокон являются также основой для расчета разрушающих напряжении при изгибе.
Плотность древесины в так называемом воздушно-сухом состоянии (с влажностью около 15%) находится во взаимосвязи с прочностью и некоторым образом также с долговечностью сделанных из нее деталей. Чем прочнее и долговечнее древесина, тем, к сожалению, она тяжелее. Поэтому детали, которые мало подвергаются погодным условиям и большим нагрузкам, изготовляют из более легкой древесины. Сведения о породах древесины, применяемых в яхтостроении, приведены в табл. 3.
| Порода древесины | Класc долговечности | Прочность на растяжение | Плотность,г/см.куб.Примерно |
| Тик | 1 | 115 | 0. 69 69 |
| Ироко (африканский тик) | 1 | 79 | 0.63 |
| Макоре | 1 | 85 | 0,66 |
| Афромозия | 1 | 130 | 0,69 |
| Дуб | 2 | 110 | 0,67 |
| Красное дерево (мэхогвни) | 2 | 100 | 0,54 |
| Сипо | 2 | 110 | 0,59 |
| Кайя (сорт африканского красного дерева) | 2-3 | 75 | 0,50 |
| Листвинница | 3 | 105 | 0,59 |
| Орегонская сосна | 3 | 100 | 0,54 |
| Сосна | 3 | 100 | 0,52 |
| Ель | 4 | 80 | 0,47 |
| Пихта | 4 | 80 | 0,47 |
| Спрус | 4 | 80 | 0,47 |
Для несущих связей набора яхт, которые одновременно должны обладать высокой прочностью и долговечностью, легко обрабатываться и хорошо склеиваться, в настоящее время используют предпочтительно древесину сипо. Несмотря на некоторую склонность к косослойности, этот относительно недорогой материал используется в яхтостроении с большим успехом. Ни тик, ни красное дерево не могут с ним конкурировать вследствие их высокой стоимости. Подобно тому и другие породы древесины, относимые к классам долговечности 1 и 2, не могут сравниться с сипо, так как они плохо обрабатываются, плохо склеиваются или недостаточно прочны. Для особенно легких яхт наружную обшивку чаще всего выклеивают из дерева кайя. Это единственная из цветных экзотических пород, которую можно поставить в один ряд с дорогим африканским красным деревом мэхоганн. Под лаком кайя очень хорошо смотрится в отделке и оборудовании кают.
Несмотря на некоторую склонность к косослойности, этот относительно недорогой материал используется в яхтостроении с большим успехом. Ни тик, ни красное дерево не могут с ним конкурировать вследствие их высокой стоимости. Подобно тому и другие породы древесины, относимые к классам долговечности 1 и 2, не могут сравниться с сипо, так как они плохо обрабатываются, плохо склеиваются или недостаточно прочны. Для особенно легких яхт наружную обшивку чаще всего выклеивают из дерева кайя. Это единственная из цветных экзотических пород, которую можно поставить в один ряд с дорогим африканским красным деревом мэхоганн. Под лаком кайя очень хорошо смотрится в отделке и оборудовании кают.
Все хвойные породы относятся по долговечности к классу 3—4, и их нельзя применять ни для деталей, подверженных воздействию высокой влажности, ни для тропических условии. Аналогично обстоит дело с габун, долговечность которой бывает различна а зависимости от области, где растет дерево. Кроме того, габун имеет тот недостаток, что неспециалисту трудно по внешнему виду отличить ее от чрезвычайно подверженного грибкам тропического дерева ломба, которое иногда используется как внутренний слой для фанеры из габун.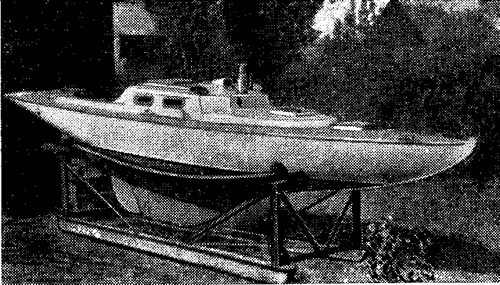 Хорошая отобранная габун выдержала испытание в течение многих десятилетий как материал для корпусов легких спортивных лодок. При постройке яхт эта древесина используется только для внутренней отделки, так как содержание влажности в ней никогда не превышает 20%, даже если температура окружающей среды выше 20°С. Габун и все названные выше хвойные породы подвержены плесени и грибковым поражениям. Другие приведенные в таблице породы дерева, включая дуб, наоборот, исключительно мало подвержены воздействию грибков, гнили и поражению насекомыми.
Хорошая отобранная габун выдержала испытание в течение многих десятилетий как материал для корпусов легких спортивных лодок. При постройке яхт эта древесина используется только для внутренней отделки, так как содержание влажности в ней никогда не превышает 20%, даже если температура окружающей среды выше 20°С. Габун и все названные выше хвойные породы подвержены плесени и грибковым поражениям. Другие приведенные в таблице породы дерева, включая дуб, наоборот, исключительно мало подвержены воздействию грибков, гнили и поражению насекомыми.
Современное яхтостроение нельзя представить без фанеры. Благодаря склеиванию нескольких слоев древесины вдоль и поперек волокон достигается приблизительно одинаковая прочность фанеры в обоих направлениях. В третьем направлении, а именно в направлении толщины листа, фанера все же обладает незначительной прочностью и при проектировании яхты это надо учитывать.
Предел прочности обычной морской фанеры при растяжении вдоль листа составляет 40 Н/мм2 и выше; поперек листа—более 30 Н/мм2*. Чтобы достичь этих значений прочности, для фанеры берут древесину 1-го я 2-го классов долговечности, такую, как тик, макоре, енпо и другие прочные породы. Кайю и настоящее красное дерево применяют реже, так как древесина кайи менее прочная, а красное дерево слишком дорогостоящее. Фанера из тика также недешева, поэтому в большинстве случаев тик идет на внешний слой фанеры, а для внутренних слоев используют сипо.
Чтобы достичь этих значений прочности, для фанеры берут древесину 1-го я 2-го классов долговечности, такую, как тик, макоре, енпо и другие прочные породы. Кайю и настоящее красное дерево применяют реже, так как древесина кайи менее прочная, а красное дерево слишком дорогостоящее. Фанера из тика также недешева, поэтому в большинстве случаев тик идет на внешний слой фанеры, а для внутренних слоев используют сипо.
Толщина внешнего слоя фанеры для постройки лодок должна составлять не менее 1,5 мм. Но поскольку наружные поверхности требуют доработки, имеет смысл увеличивать толщину наружных слоев до максимально допустимой 2,6 мм (для фанеры толщиной до 15 мм) и 3,8 мм (для фанеры толщиной более 15 мм). Для внутренних слоев морской фанеры используют только самую высококачественную древесину без сучков и других дефектов; полосы шпона во внутренних слоях должны быть плотно подогнаны и склеены друг с другом. Это делает специальную морскую фанеру очень дорогостоящей. К этим затратам следует еще добавить расходы за прием материала Германским Ллойдом или другим классификационным обществом, печать которых служит гарантией выполнения поставленных требований.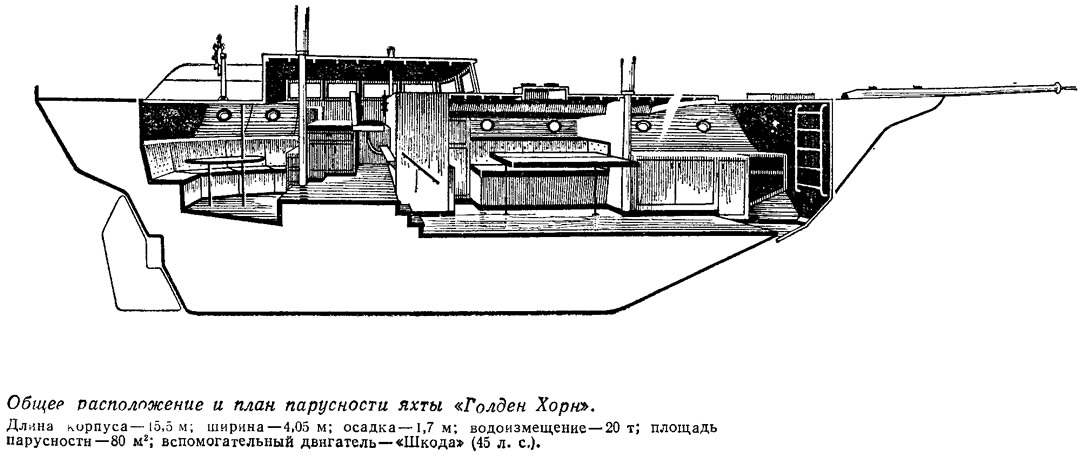
Фанера для постройки лодок должна быть изготовлена с помощью клеев на синтетической смоле, стойкость которых против действия воды н погодных условий нужно проверить соответствующими испытаниями. Обычно применяют затвердевающий в горячем состоянии клей на фенолформальдегидной смоле, что позволяет применить горячее прессование фанеры. Для определенных сортов древесины, например кайя, через поры которой на поверхность может выступить коричневый фенолформальдегидный клей, применяют иногда высококачественный светлый клей на меламиновой основе.
Применение водостойких клеев для изготовления фанеры не гарантирует получения водостойкой фанеры. Подобная фанера может использоваться для постройки домов и в качестве опалубки при бетонных работах. Однако для строительной фанеры не требуется выдерживать необходимую толщину слоев, производить качественный отбор древесины и обеспечивать требуемую плотность ‘подгонки всех ее слоев, как для судостроительной фанеры. Несмотря на это, при определенных условиях хорошую строительную фанеру применяют для постройки корпусов лодок и яхт, так как ее стоимость составляет только половину цены морской фанеры.
Первое условие для морской фанеры — применение сорта древесины с высоким классом долговечности, например сипо или макоре, для всех слоев фанеры вдоль и поперек. Второе условие. заключается в том, чтобы детали из этой фанеры длительной время не соприкасались с водой. Она пригодна для конструктивных внутренних связей палубы, надстроек и кокпита, которые только временами бывают в воде. Другое условие применения морской фанеры в местах, которые подвержены воздействию внешней среды или трюмной воды,—это надежная зашита кромок фанеры посредством наклейки на них реек или другим способом. Если эти условия выполнены, то можно рассчитывать на достаточную долговечность конструкции.
Еще один важный критерий — сохранность внешнего слоя фанеры, который шлифуют чаще всего до толщины менее 1 мм. В процессе шлифования иногда неожиданно обнаруживаются места склеивания. Это затрудняет использование фанеры для изготовления деталей, которые должны быть покрыты лаком, и сохранить естественную текстуру дерева.
Облицовочная фанера, или . декоративная, по технологии производства может быть рулонной или ножевой. С точки зрения применения для отделки яхт между ними не существует никакой разницы. Значительно более дешевая рулонная фанера, которую почти всегда используют для внутренней отделки, имеет рисунок с прожилками (из-за спиралеобразного процесса раскручивания заготовки — древесного ствола). Фанеру ножевую, предпочитаемую для поверхностей, покрываемых лаком, режут с помощью ножа, расположенного тангенциально к основе. Она значительно дороже в изготовлении и ценнее. Так как для ножевой фанеры используют самую лучшую и чистую древесину, то ее поверхность чище и глаже, чем поверхность рулонной фанеры. Благодаря этому экономят обычно на предварительной лакировке и шлифовке. Применять ножевую фанеру для окрашенных или покрытых цветным лаком деталей — ненужное расточительство, так как за более высокую цену не приобретается преимуществ в отношении прочности и долговечности.
Содержание влаги в изготовленной фанере (вынутой из нагретых прессов) оказывается ниже 6% Перед обработкой, благодаря соответствующему ее хранению и увлажнению, это содержание повышается самое меньшее до 8%.
В судостроении чаще всего применяют листы фанеры размером 2500 х 1250 мм. Выпускаются также листы шириной 1530, 1730 и 1830 мм. Некоторые заводы изготовляют листы ножевой фанеры очень редкого и дорогого формата — длиной 3500 мм.
3.3. ОБРАБОТКА ДРЕВЕСИНЫ
Древесина — неоднородный материал, при работе с которым нужно принимать во внимание вид его обработки: пилением, строганием или фрезерованием (вдоль волокон или поперек). Обрабатывать дерево — приятная и чистая работа, которая требует аккуратности и точности при подгонке деталей. Ниже кратко рассказывается о самых важных процессах по обработке судостроительной древесины, чтобы дать представление с современных методах, применяемых при постройке деревянных яхт.
Пиление, строгание и фрезерование — основные процессы обработки древесины, используемые при заготовке деталей корпусов яхт. Наряду с пилорамой, ленточной и дисковой пилой, различными ручными пилами существует еще два вида пил, позволяющих обрабатывать древесину более рационально. Ножовка с обушком, называемая на жаргоне шлюпочников шлнцовкой, незаменима при монтажных работах на борту и используется прежде всего при сборке. На современно оснащенных верфях есть еще многодисковая пила, с помощью которой за одну операцию можно распилить большое количество досок. Поверхность разреза при этом получается такая гладкая, что доработка рубанком не требуется. С другой стороны, поверхности досок несколько шероховаты, что как раз является идеальным условием для склеивания. Поэтому применение многодисковой пилы при постройке яхт клееной конструкции дает значительную экономию труда. Строгание обычным ручным рубанком в яхтостроении применяется все реже, Но для некоторых рабочих операций он незаменим. Это касается прежде всего точных подгоночных работ и тщательной отделки наружной обшивки, палубы и надстройки. Для выполнения таких работ ручной электрорубанок, который сегодня заменил обычный ручной, часто оказывается слишком грубым, тяжелым и мало чувствительным инструментом.
Ножовка с обушком, называемая на жаргоне шлюпочников шлнцовкой, незаменима при монтажных работах на борту и используется прежде всего при сборке. На современно оснащенных верфях есть еще многодисковая пила, с помощью которой за одну операцию можно распилить большое количество досок. Поверхность разреза при этом получается такая гладкая, что доработка рубанком не требуется. С другой стороны, поверхности досок несколько шероховаты, что как раз является идеальным условием для склеивания. Поэтому применение многодисковой пилы при постройке яхт клееной конструкции дает значительную экономию труда. Строгание обычным ручным рубанком в яхтостроении применяется все реже, Но для некоторых рабочих операций он незаменим. Это касается прежде всего точных подгоночных работ и тщательной отделки наружной обшивки, палубы и надстройки. Для выполнения таких работ ручной электрорубанок, который сегодня заменил обычный ручной, часто оказывается слишком грубым, тяжелым и мало чувствительным инструментом. Подгонку досок наружной обшивки, например, можно выполнять чисто только с помощью ручного рубанка. При подгонке фанеры применяют маленький стальной ручной рубанок — специальный торцовый.
Подгонку досок наружной обшивки, например, можно выполнять чисто только с помощью ручного рубанка. При подгонке фанеры применяют маленький стальной ручной рубанок — специальный торцовый.
Для придания окончательного лоска верхнему краю наружной обшивки, планширю и аналогичным деталям необходим еще ручной фуганок.
Любители-судостроители часто обходятся нормальным рубанком с двойной железкой и маленьким стальным торцовым рубанком.
Фрезерование в яхтостроении применяется чаще всего для снятия малки с кромок шпангоутов. Для этого требуются фрезерные станки с регулируемой опорной плитой, которую можно установить под различными углами к головке фрезы.
При постройке яхт с диагональной обшивкой на продольных стрингерах пользуются ручным фрезерным инструментом с упором, чтобы подгонять планки друг к другу. Его часто применяют и в серийном производстве для подгонки кромок обычных продольных досок наружной обшивки.
Шлифование электрифицированным ручным инструментом выпуклых поверхностей наружной обшивки старые судостроители отвергают. Однако при известном опыте шлифование с помощью усовершенствованных инструментов обшивки формованных на клею корпусов стало возможным и обычным делом. Конечно, таким способом нельзя достичь такого же качества поверхности, как при отделке наружной обшивки ручным рубанком, доработке с помощью цикли и заключительной ручной щлицовке.
Однако при известном опыте шлифование с помощью усовершенствованных инструментов обшивки формованных на клею корпусов стало возможным и обычным делом. Конечно, таким способом нельзя достичь такого же качества поверхности, как при отделке наружной обшивки ручным рубанком, доработке с помощью цикли и заключительной ручной щлицовке.
Станки для обработки дерева, такие, как стационарные прогоночные, рейсмусные, прокатно-шлифовальные, сверлильные, а также ручные дисковые пилы, электрические дрели и отвертки являются непременным оборудованием любых верфей по постройке яхт. Любителю, который получает дерево в заготовках, станки большей частью не нужны. Он, как правило, обходится простым набором ручного инструмента, и, если в составе этого инструмента имеются электрическая дрель и электрическая дисковая пила с набором пил и фрез, это означает уже хорошее оборудование.
При современных методах постройки деревянных яхт объем сверления для крепления деталей корпуса на болтах и шурупах постепенно уменьшается. Любое отверстие означает снижение прочности, а если оно на палубе или в наружной обшивке, то и возможность появления течи.
Любое отверстие означает снижение прочности, а если оно на палубе или в наружной обшивке, то и возможность появления течи.
При обычной конструкции корпуса с поперечным набором пересекающиеся детали приходится подтягивать с помощью болтов, шурупов и даже заклепок. Это теоретически самое прочное соединение деревянных деталей, которое воспринимает нагрузку на разрыв поперек волокон. Но, как уже говорилось, опытный конструктор может рассчитать даже силы набухания наружной обшивки и преодолеть их только применением склеивания.
В конструкции из фанеры соединения на шурупах предусмотрены только с целью достижения необходимого давления для запрессовки деталей при склеивании. Удалять после этого крепеж, конечно, не имеет смысла, так как заделывать отверстия в обшивке затруднительно и, кроме того, приходится оставлять снаружи впитывающий воду торец пробки.
Сверление отверстий под болты, шурупы и заклепки производится с помощью нормальных спиральных сверл. Диаметр сверла выбирают на 0,2—0,5 мм меньше диаметра болта или шурупа для более плотного их крепления в дереве. Если болты и заклепки должны проходить насквозь через детали набора, соприкасающиеся с водой (наружная обшивка, палуба, надстройка), часто делают пробное сверление сверлом малого диаметра. Нужна гарантия того, чтобы болт или заклепка сидели в дереве ровно и плотно, но и не приводили к его разрыву. Допуски в диаметрах сверл и различная их заточка делают такую пробу рациональной.
Если болты и заклепки должны проходить насквозь через детали набора, соприкасающиеся с водой (наружная обшивка, палуба, надстройка), часто делают пробное сверление сверлом малого диаметра. Нужна гарантия того, чтобы болт или заклепка сидели в дереве ровно и плотно, но и не приводили к его разрыву. Допуски в диаметрах сверл и различная их заточка делают такую пробу рациональной.
Предварительное сверление имеет большое значение для создания удерживающей силы шурупа в дереве. Спиральные сверла затачивают так, что одна часть его длины имеет диаметр нарезки стержня шурупа, а другая — диаметр гладкой части стержня шурупа. Точнее говоря, для каждого шурупа нужно специально заточенное сверло. Сверлят обычно с ограничением глубины с помощью ограничителя, который может представлять собой круглый кусок фанеры определенной толщины или патрон, который позволяет зажимать сверло на нужной глубине сверления. Если нужно сделать только несколько отверстий определенных размеров, то их можно сверлить последовательно двумя спиральными сверлами: сначала на всю длину шурупа с диаметром сверла, равного диаметру нарезки стержня, а затем — на длину гладкой части шурупа сверлом соответствующего диаметра.
Для шурупов предварительное сверление еще важнее, чем для сквозных болтов или заклепок. Шуруп должен плотно входить в свое отверстие и при последних оборотах отвертки идти прямо, однако при этом не должен сильно подвергаться нагрузке на скручивание, чтобы не срезалась его головка.
Отверстия под пробки должны иметь диаметр головки шурупа плюс примерно 1 мм и быть такими глубокими, чтобы головка были утоплена в древесину примерно на диаметр стержня шурупа. Если дерево зачищают, то нужно утопить головки шурупов еще глубже. На палубе из тика головки шурупов надо утопить глубже еще примерно на 2 мм, чтобы иметь запас древесины над ними для зачистки.
Пробки для заделки головок болтов и шурупов изготовляют из того же дерева, что и обшивку или палубу, на стационарном горизонтально-сверлильном станке. Их вбивают в отверстия на свинцовых белилах, подкрашенных под цвет дерева. Так как свинцовые белила, содержащие масло, не обладают адгезией к синтетическим лакам и краскам из двух компонентов, то деревянные пробки нередко ставят на клею. Высоту пробок нужно определить сразу, поскольку при срезании выступающей части пробки стамеской случается, что пробка лопается . из-за перекоса .слоев древесины ниже поверхности доски обшивки. Если она лопнет, ее нужно заменить, пока клей еще не встал.
Высоту пробок нужно определить сразу, поскольку при срезании выступающей части пробки стамеской случается, что пробка лопается . из-за перекоса .слоев древесины ниже поверхности доски обшивки. Если она лопнет, ее нужно заменить, пока клей еще не встал.
Крепление болтами деревянных деталей корпуса при современных методах постройки с использованием клея стало редкостью. Такой метод крепления, однако, неизбежен в случаях, когда надо соединить, например, бимсы деревянной палубы с кницами металлического корпуса, балластный фальшкиль с деревянным килем и разные металлические детали с деревянной палубой. Крепление болтами деревянных бимсов с металлическими ‘кницами осуществляют посредством так называемых глухарей — шурупов с большой круглой плоской головкой и четырехгранной насадкой, срезаемой при завинчивании винта. Между металлической кницей и гайкой можно положить пружинную шайбу из нержавеющей стали, хотя вибрация болта в дереве — явление редкое и опасность отвинчивания глухаря может появиться только при сильной вибрации двигателя.
Нормальный болт с диаметром потайной головки вдвое большим диаметра болта может смять древесину только при высоких нагрузках. Благодаря конусной под 90° головке болта составляющие давления действуют на твердый торец древесины. Плоские шайбы, диаметр которых только в два раза превышает диаметр болта, как подкладочные шайбы для дерева непригодны. Если время от времени сильно подтягивать болты, шайбы могут быть буквально втянуты в древесину поперек волокон. Нужно использовать подкладочные шайбы с диаметром не менее трех диаметров болта и толщиной не менее 0,25 его диаметра.
В качестве материала для болтов применяют оцинкованную сталь, особую латунь 59, различные сорта бронзы и нержавеющей стали. Подкладочные шайбы и гайки должны быть из того же материала, что и болты.
Шайбы болтов, которые могут подвергаться значительным нагрузкам, должны иметь диаметр, равный четырем диаметрам болта, и толщину не менее половины диаметра болта. Если сильно нагруженные болты ставят с головкой, утопленной в древесину, диаметр головки должен быть равен не менее 2,5 диаметрам болта. Поскольку таких стандартных болтов нет, их приходится изготовлять в штампах на верфи или специально заказывать. Большинство болтов делают, как правило, в виде винтов с потайной головкой и со шлицами. Так как выфрезерованные шлицы у болтов из нержавеющей стали все же корродируют, на верфях, отличающихся высоким качеством работы, изготовляют часто болты с плоской полированной головкой.
Поскольку таких стандартных болтов нет, их приходится изготовлять в штампах на верфи или специально заказывать. Большинство болтов делают, как правило, в виде винтов с потайной головкой и со шлицами. Так как выфрезерованные шлицы у болтов из нержавеющей стали все же корродируют, на верфях, отличающихся высоким качеством работы, изготовляют часто болты с плоской полированной головкой.
Соединения на винтах-шурупах сменили при постройке деревянных яхт прежние крепления на медных заклепках. При правильном использовании шурупов соединение оказывается почти таким же прочным, как и на заклепках.
Медные заклепки имеют существенный недостаток: гнутся из-за сильной клепки. Согнутые заклепки обнаруживают только по тому признаку, что под нагрузкой они сдают и соединение ослабевает. Дорогостоящие поначалу впиты по дереву пробили себе дорогу в яхтостроении после того как результаты испытания на прочность доказали надежность креплений на винтах-шурупах. При испытания креплений оковок на мачте оказалось, что шуруп длиной, равной 10 диаметрам его стержня, при чрезвычайной нагрузке скорее разрывается, чем выходит из дерева. Испытывались латунные шурупы в относительно мягкой древесине спруса, а сегодня ставят более прочные винты из нержавеющей стали и бронзы в довольно твердых породах корабельной древесины (красного дерева и тика). Решающим условием прочности соединения на шурупах является правильное предварительное рассверливание отверстий под шуруп.
Испытывались латунные шурупы в относительно мягкой древесине спруса, а сегодня ставят более прочные винты из нержавеющей стали и бронзы в довольно твердых породах корабельной древесины (красного дерева и тика). Решающим условием прочности соединения на шурупах является правильное предварительное рассверливание отверстий под шуруп.
При современных методах постройки с использованием клееных конструкций шурупы применяют в основном для создания необходимого давления при склеивании больших по площади конструкций из фанеры, для которых усилия струбцин оказывается недостаточно. По соображениям прочности здесь хватило бы латунных винтов. Что касается необходимой долговечности, то для шурупов целесообразнее использовать латунь 60 (лучше — особую латунь 59, содержащую никель) либо более прочные материалы: оловянную или марганцовистую бронзы, нержавеющие стали. Так как нержавеющая сталь без присадки молибдена сильно подвержена коррозии, необходимо использовать сталь с содержанием молибдена не менее 2%.
При полностью клееных конструкциях не лишним будет дополнительно закрепить шурупами концы досок наружной обшивки и другие соединения набора корпуса для прочности на случай чрезмерных нагрузок. Детали, в которых просверлены отверстия под шурупы, перед склеиванием надо тщательно очистить от опилок и заусениц по краям отверстий.
Перед установкой шурупов в рассверленные отверстия для более легкого ввинчивания их в дерево концы шурупов раньше погружали в чистые цинковые белила. Но содержащие олифу цинковые белила непригодны при использовании клеев, как и для последующем окраски корпуса яхты двухкомпонентными красками. В качестве заменителя белил сегодня применяют эластичные пасты на полиуретановой основе. Вошло также в обычай использовать клей без добавления отвердителя в качестве смазки для ввинчивания шурупов.
3.4. СКЛЕИВАНИЕ И ИЗГОТОВЛЕНИЕ ЛАМИНИРОВАННЫХ ДЕТАЛЕЙ
Применение склеивания жидкой нерастекающейся резорциновой и фенолформальдегидной смолой явилось таким же мощным толчком для улучшения качества постройки яхт из дерева, как пескоструйная обработка и длительная консервация — для постройки яхт из металла. В то время как на конструкцию металлических яхт упомянутое усовершенствование практически не повлияло, появление методов прочного и долговечного склеивания сыграло большую роль в проектировании деревянных судов. Однако прошли многие годы, пока конструкторы и верфи оценили склеивание с его огромными возможностями для создания оптимальных конструкций.
В то время как на конструкцию металлических яхт упомянутое усовершенствование практически не повлияло, появление методов прочного и долговечного склеивания сыграло большую роль в проектировании деревянных судов. Однако прошли многие годы, пока конструкторы и верфи оценили склеивание с его огромными возможностями для создания оптимальных конструкций.
Из описания современных методов постройки яхт из дерева нетрудно видеть, какое значение имеет материально оправданная конструкция для снижения трудоемкости постройки и, следовательно, для снижения стоимости яхт. В отличие от склеивания фанеры, которое осуществляется в подогретых прессах, для монтажного склеивания деталей корпуса необходим клей, заполняющий швы и затвердевающий в холодном состоянии.
Клей на резорциновой смоле, состоящий из двух компонентов, настолько отвечает всем требованиям, что его применяют не только при постройке яхт, но и в общем строительстве из дерева. Клеи холодного отверждения на другой химической основе не подходят по цене и поэтому не используются для постройки деревянных яхт. Резорциновый клей, как сокращенно называют клей на резорциновой фенолформальдегидной смоле, является смесью смолы и отвердителя и применением различных отвердителей его можно приготовить различной вязкости. Наряду с хорошей механической прочностью и высокой долговечностью резорциновый клей устойчив против кислот, слабых щелочей, растворителей, плесени, грибков и микроорганизмов. Кроме того, он устойчив против непогоды, горячей воды и высокой температуры. Хотя по инструкциям DIN разрешается добавлять в клей до 30% заполнителя (каолин и древесную муку) для повышения вязкости и снижения стоимости клея, при постройке яхты этого не делают. Здесь в большинстве •случаев точность подгонки так велика (толщина зазоров при сборке 0,1—0,2 мм), что заполнять швы затвердевающим клеем излишне.
Резорциновый клей, как сокращенно называют клей на резорциновой фенолформальдегидной смоле, является смесью смолы и отвердителя и применением различных отвердителей его можно приготовить различной вязкости. Наряду с хорошей механической прочностью и высокой долговечностью резорциновый клей устойчив против кислот, слабых щелочей, растворителей, плесени, грибков и микроорганизмов. Кроме того, он устойчив против непогоды, горячей воды и высокой температуры. Хотя по инструкциям DIN разрешается добавлять в клей до 30% заполнителя (каолин и древесную муку) для повышения вязкости и снижения стоимости клея, при постройке яхты этого не делают. Здесь в большинстве •случаев точность подгонки так велика (толщина зазоров при сборке 0,1—0,2 мм), что заполнять швы затвердевающим клеем излишне.
Поверхности деталей перед склеиванием достаточно механически обработать на строгальном станке или на высокооборотным многодисковых пилах. Важно, чтобы инструмент и поверхности деталей были тщательно очищены от пыли н загрязнений. Только склеиваемым поверхностям деталей из очень твердых пород древесины, например макоре, рационально придавать шероховатость с помощью зензубеля или рашпиля.
Только склеиваемым поверхностям деталей из очень твердых пород древесины, например макоре, рационально придавать шероховатость с помощью зензубеля или рашпиля.
Склеивать можно при содержании влаги в древесине б— 25%, но лучше всего в диапазоне 12—16%. Обе детали, подлежащие склеиванию, должны иметь разницу в содержании влаги не больше чем 3% и температуру не ниже 4-10°С.
При приготовлении клея смешивают основу клея — смолу со строго определенным количеством отвердителя, которое в зависимости от сорта древесины составляет около 20% массы смолы. Очень важно тщательно размешать смесь. В зависимости от температуры окружающей среды пригодность резорцинового клея к употреблению составляет от 45 мин до 8 ч. Крайние значения относятся к температурам 30 и 10°С. При 20°С клей сохраняет клеящие свойства в течение 2—3 ч.
Размешанный клей наносят на склеиваемые поверхности кистью или валиком (требуется самое минимальное количество клея — 225 г/мг). При высокой температуре окружающей среды и небольшой влажности воздуха нужно наносить клея немного больше. При 20°С намазанные клеем поверхности выдерживают открытыми 8—!0 мин, а затем их соединяют.
Запрессовку деталей нужно осуществлять при таком давлении, которое необходимо для равномерного контакта склеиваемых поверхностей. Для этой цели достаточно использовать нормальные струбцины или сжимающие устройства. Самое минимальное время, в течение которого надо выдерживать детали под давлением, составляет при 20°С примерно 4 ч. Однако, если речь идет о деталях, склеенных с изгибом, то это время должно быть удвоено.
В течение времени выдержки под давлением склеиваемых деталей надо избегать сильных сотрясений. По этой причине прибивание гвоздями склеиваемых деталей исключается. Прочность и стойкость склеенных деталей к воде достигается только спустя 7 сут их выдержки под давлением при температуре около 20°С. Благодаря повышению температуры время зажима можно значительно сократить. Минимальное время зажима при 30°С составляет всего 1,5 ч, если детали не будут находиться под напряжением от изгиба. Приведенные здесь данные нужно рассматривать как контрольные цифры и относятся они к определенной марке клея СIBА—GEYGY Аегodux 185В с отвердителем НRР150. Более точные данные об этом клее, хорошо зарекомендовавшем себя в яхтостроении, а также о других клеях находят в инструкциях, даваемых изготовителями клеев.
Приведенные здесь данные нужно рассматривать как контрольные цифры и относятся они к определенной марке клея СIBА—GEYGY Аегodux 185В с отвердителем НRР150. Более точные данные об этом клее, хорошо зарекомендовавшем себя в яхтостроении, а также о других клеях находят в инструкциях, даваемых изготовителями клеев.
Ламинирование — изготовление деталей из пакета тонких реек пли досок — дает в яхтостроении значительные выгоды. При изготовлении шпангоутов оно заменяет распаривание и гнутье и связанный с этим недостаток прочности из-за сжатых волокон (рис. 63). Ламинированные шпангоуты не только прочнее, но по сравнению с гнутыми под паром шпангоутами хорошо сохраняют приданную им форму.
При изготовлении продольных связей, таких, как киль, стрингеры и привальные брусья ламинирование позволяет получить основные детали без соединений, что дает возможность строить из дерева суда почти неограниченных размеров. Ламинирование важных детален набора в сочетании со склеиванием дает качественный полноценный корпус, у которого маловероятно появление неплотных мест при разбухании или усушке даже через десятилетия. Поскольку для ламинированных деталей используются рейки толщиной до 25 мм, облегчается проблема сушки нарезанных заготовок перед склеиванием. Процесс ламинирования гнутых деталей очень прост. На заранее изготовленный шаблон-цулагу укладывают отдельные рейки с припуском примерно 5—10 мм по ширине. Толщину рейки выбирают заранее такой, чтобы рейка могла гнуться по заданной кривой, не ломаясь. Опыты с различными породами древесины при влажности воздуха 12% дали следующие минимально возможные радиусы изгиба, которые у древесины с содержанием влаги только 6% можно уменьшить еще примерно на 20%:
Поскольку для ламинированных деталей используются рейки толщиной до 25 мм, облегчается проблема сушки нарезанных заготовок перед склеиванием. Процесс ламинирования гнутых деталей очень прост. На заранее изготовленный шаблон-цулагу укладывают отдельные рейки с припуском примерно 5—10 мм по ширине. Толщину рейки выбирают заранее такой, чтобы рейка могла гнуться по заданной кривой, не ломаясь. Опыты с различными породами древесины при влажности воздуха 12% дали следующие минимально возможные радиусы изгиба, которые у древесины с содержанием влаги только 6% можно уменьшить еще примерно на 20%:
| Порода древесины | Радиус изгиба, в толщинах планки (ламели) | Порода древесины | Радиус изгиба, в толщинах планки (ламели) |
| Тик | 85 | Дуб | 70 |
| Ироко | 85 | Листвинница | 100 |
| Макоре | 110 | Орегонская сосна | 100 |
| Сипо | 110 | Пихта | 100 |
| Красное дерево | 100 | Ель | 100 |
| Кайя | 85 | Спрус | 100 |
| Агба | 70 | . | . |
Расстояние между струбцинами выбирают таким, чтобы клей, нанесенный с двух сторон на рейку, выступал равномерно около кромок шва. Для ламинирования палубных бимсов, которые обычно все имеют одинаковую погибь, можно изготовлять также положительный и отрицательный шаблоны, которые затем только с помощью нескольких струбцин сжимают рейки между собой.
Как и при всех других видах склеивания, надо соблюдать необходимое время выдержки под давлением и в течение семи последних дней не давать ненужных нагрузок на ламиниро ванные детали. Толщина реек у гнутых деталей должна состав лять 5—25 мм; на прямых частях деталей она может быть увеличена до 40 мм. Если ламинированные соединения состоят более чем из пяти реек, допустимо стыковать внутренние пря мо, при условии, что расстояние до следующего стыка в смежной рейке составляет не менее 50 ее толщин, а через рейку__
не менее 30 толщин. Наружные рейки склеивают «на ус» с дли ной заусовки, равной не менее шести толщин рейки, а при тол шине 10 мм — не менее восьми.
При соединении листов фанеры и деталей из сплошной древесины «на ус» заусовка концов должна производиться на длине, а восемь раз превышающей толщину материал Однако для фанеры толщиной менее 10 мм по правилам Германского Ллойда длина усового соединения должна быть не менее !0 толщин листа (рис. 64).
На верфях для выполнения заусовки имеются простые устройства с упором и очень ровной подставкой, по которой дви жется высокооборотный механический рубанок. Они исполь зуются как для заусовки листов фанеры, так и для реек. Заусовку, однако, можно также просто выполнит, с помощью острого ручного рубанка, причем для этого необходима абсолютно ровная деревянная плита с прямым упором
При склейке «на ус» детали нужно точно стопорить по длине, чтобы они не сместились под давлением пресса На выступающий с двух сторон на концах стыка клей накладывают полоски из оберточной бумаги, а при склеивании широких листов фанеры на стык накладывают и прижимают с помощью струбцин деревянные бруски.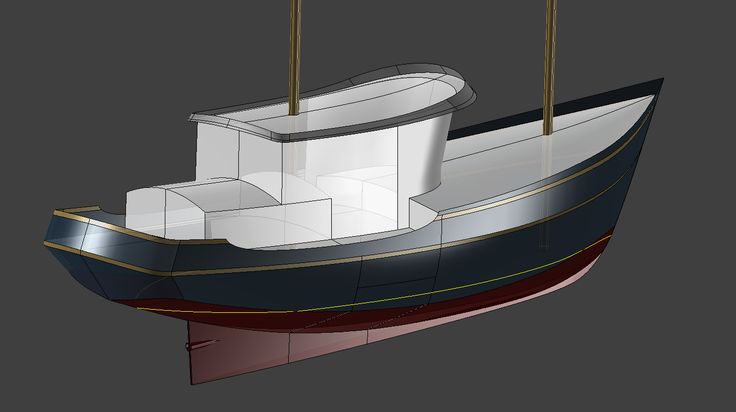 Благодаря этому можно создать достаточно равномерное давление запрессовки, которое должно составлять 0,4 Н/мм2 (примерно 4 кгс/см).
Благодаря этому можно создать достаточно равномерное давление запрессовки, которое должно составлять 0,4 Н/мм2 (примерно 4 кгс/см).
3.5. ОБШИВКА КОРПУСА И НАСТИЛ ПАЛУБЫ
Обшивка корпуса и настил палубы и их чистовая обработка являются специфическими судостроительными работами, которые обычно поручают выполнять первоклассным специалистам. Это высокое уважение к работе судостроителя сохранилось от старых времен, когда без прокладки по пазам обшивки хлопчатобумажных нитей или конопачения трудно было обеспечить необходимую плотность обшивки и палубы Подобные методы постройки корпусов яхт так же ушли в прошлое как деревянные нагели, которые благодаря набуханию древесины уплотняли тяжелые болтовые соединения киля или скрытое гвоздевое соединение палубы из тика. Современная постройка лодок и яхт благодаря использованию клеев так же упростилась, как и постройка судов из металла благодаря применению сварки вместо трудоемкой и дорогой клепки Обшивка круглоскулых яхт одним или двумя слоями продольных досок применяется до сих пор. Например, в Скандинавии многие деревянные яхты строят по этому методу даже серийно и с применением клея (рис. 65). Обшивку можно начинать после того как предварительно изготовленные ламинированные шпангоуты прикреплены болтами к килю, выклеенному по шаблону, и шпангоуты выровнены на стапеле. Необходимо, чтобы малки, которые делались фрезой на шпангоутах, точно подходили под обшивку. В противном случае их надо доводить с помощью ручного рубанка.
Например, в Скандинавии многие деревянные яхты строят по этому методу даже серийно и с применением клея (рис. 65). Обшивку можно начинать после того как предварительно изготовленные ламинированные шпангоуты прикреплены болтами к килю, выклеенному по шаблону, и шпангоуты выровнены на стапеле. Необходимо, чтобы малки, которые делались фрезой на шпангоутах, точно подходили под обшивку. В противном случае их надо доводить с помощью ручного рубанка.
Обшивку начинают обычно со шпунтового (килевого) пояса и ведут вверх по обоим бортам. В то время как при единичной постройке каждую доску обшивки снимают с деревянного шаблона, временно прикрепляемого к шпангоутам на гвоздях, при серийной постройке существуют уже готовые шаблоны, по которым вырезают доски обшивки с припусками по кромкам около 6—8 мм. После того как доска в зависимости от обводов судна обстругана и ей придана форма в поперечном сечении соответственно обводу шпангоутов (выполнено желобление), ее можно подгонять по месту. Если у форштевня есть шпунт и позже не будет закрывающего торцы досок водореза, то доску с помощью торцового рубанка подгоняют начисто к шпунту.
Доску прикрепляют струбцинами к шпангоутам примерно с одинаковым зазором в несколько миллиметров относительно кромки предыдущей доски. Затем с помощью специального рейсмуса (рис. 66) проводят линию, параллельную чистовой кромке предыдущей доски. Специальный рейсмус есть не что иное, как укороченный с одной стороны большой измерительный циркуль солидной конструкции, на короткой ножке которого в припаянной оправе закреплен мягкий плотницкий карандаш. Затем доску снимают и простругивают кромку точно по разметке, для надежности ее еще раз или два примеряют по месту и подгоняют.
Этот длительный и трудоемкий процесс не соответствует больше духу времени. Вместо причерчивания и подгонки ручным рубанком на современных верфях уже давно применяют специальные ручные электрофрезы, которые своим упором передвигаются вдоль чистовой кромки предыдущей доски и за один проход фрезеруют кромку устанавливаемой доски, прижат к шпангоутам на некотором расстоянии от чистовой кромки. После этого доску нужно снять только еще раз для очистки прилегающих кромок обеих досок от пыли и опилок и для нанесения на них клея и затем окончательно прикрепить ее к шпангоутам. При этом смазывают клеем соответствующие поверхности шпангоутов и прилегающие к ним места на доске.
При этом смазывают клеем соответствующие поверхности шпангоутов и прилегающие к ним места на доске.
Чтобы между деталями не оставалось опилок, при сверлении отверстий под шурупы доска должна плотно прилегать к шпангоутам. Одновременно она должна быть плотно пригнана к лежащей под ней доске. Для этого необходимо большое количество струбцин (рис. 65). Крепление шурупами в этом случае обеспечивает прочность соединения и одновременно служит средством запрессовки при склеивании. Без крепления шурупами поверхности склеивания со шпангоутами были бы
значительно большими и за восьмичасовой рабочий день можно было бы в лучшем случае поставить две доски на борт с учетом необходимого времени на выдержку их под давлением. Однако опытные судосборщики вдвоем ставят 5—6 досок в день, если они работают с фрезой. После завинчивания шурупов можно снять все струбцины и подгонять следующую рейку. В дальнейшем будет показано, что рассмотренный метод обшивки можно рационализировать в еще большей степени.
Наибольшее распространение на яхтах получил настил палубы из тиковых брусков. На яхтах из металла и пластмасс за малым исключением также делают настил палубы из тика, если его не выполняют из того же материала, что и корпус.
С тех пор как конопачение и заливка специальным корабельным клеем или пеком уступили место хотя и дорогостоящему, но надежному клею на основе резины или силикона, почти не существует технических трудностей в обеспечении плотности и долговечности палубы из брусков. Она обладает также хорошей стойкостью к воде и тепловой изоляцией.
В отличие от прежних конструкции настила, бруски которого крепились потайными гвоздями, тиковые бруски почти всегда наклеивают на один слой прочной морской фанеры. Она не только воспринимает все силы сжатия, но и дает при чистом склеивании удвоенную гарантию против возникновения течи, если уплотнение швов смоляным клеем будет повреждено.
На рис. 67 показана принципиальная конструкция современного легкого покрытия палубы тиковыми брусками. При расстоянии между бимсами 300—400 мм и соответствующей по-гиби эта конструкция достаточно прочная. Для 12-метровой яхты настил не должен быть толще, а для 7-метровой яхты его нельзя делать тоньше. Нагрузки в палубе больших яхт можно компенсировать за счет более часто расположенных и более прочных палубных бимсов и стрингеров. Благодаря легкой конструкции палубы удается понизить положение центра тяжести, что важно для обеспечения остойчивости больших яхт.
При расстоянии между бимсами 300—400 мм и соответствующей по-гиби эта конструкция достаточно прочная. Для 12-метровой яхты настил не должен быть толще, а для 7-метровой яхты его нельзя делать тоньше. Нагрузки в палубе больших яхт можно компенсировать за счет более часто расположенных и более прочных палубных бимсов и стрингеров. Благодаря легкой конструкции палубы удается понизить положение центра тяжести, что важно для обеспечения остойчивости больших яхт.
Изготовление настила начинают с наклеивания морской фанеры на стрингеры, карлингсы и палубные бимсы. Это можно делать с помощью струбцин или крепления шурупами. Стыки фанеры могут выполняться на бимсах и на продольных подкладываемых под стык планках. Поверхности склеивания фанеры с палубными бимсами должны иметь достаточную площадь, поскольку не предусмотрено никаких креплений шурупами между подпалубными связями и фанерой. Соответственно требуется очень тщательное склеивание фанеры с бимсами, стрингерами и планкам» по стыкам.
Когда палубный набор полностью покрыт фанерой, начинают настилать поверх него тиковые рейки. На большинстве яхт длиной более 10 м ватервейс — крайнюю к борту доску настила — выпиливают из широких досок по шаблонам с усовыми клееными соединениями по длине. Более рационально изогнуть две узкие рейки по борту и склеить их друг с другом. Если внутренняя кромка деревянного фальшборта заходит немного на паз, то получается впечатление более широкой верхней палубы (см. рис. 67).
Все последующие палубные рейки, подготовленные для уплотнения по пазам с помощью смоляного клея, наклеивают на фанерный настил друг за другом, в направлении от борта к ДП. Давление запрессовки создают, где можно, струбцинами (рис. 68). Можно также применять подпорки, которые ставят между верхними брусьями стапеля, или использовать тяжести, укладываемые на настил (давление должно быть только таким, чтобы обе намазанные клеем поверхности плотно прилегали друг к другу). Важно, чтобы в фанерном настиле не было вмятин. При правильной установке и подгонке бимсов их быть не должно. Если фанера в пролете между бимсами не соприкасается с рейками, то надо предусмотреть снизу крепление на шурупах размером 3 X 12 мм, которые ставят через 150—200 мм, как это показано на рис. 67. Отверстия под шурупы можно разметить перед настилом реек на фанеру и просверлить их сверху (с палубы). Для таких маленьких шурупов рейку из тика досверливать снизу не нужно — достаточно слегка надавить шилом (иглой рейсмуса) перед завинчиванием, чтобы острие шурупа захватило древесину.
При правильной установке и подгонке бимсов их быть не должно. Если фанера в пролете между бимсами не соприкасается с рейками, то надо предусмотреть снизу крепление на шурупах размером 3 X 12 мм, которые ставят через 150—200 мм, как это показано на рис. 67. Отверстия под шурупы можно разметить перед настилом реек на фанеру и просверлить их сверху (с палубы). Для таких маленьких шурупов рейку из тика досверливать снизу не нужно — достаточно слегка надавить шилом (иглой рейсмуса) перед завинчиванием, чтобы острие шурупа захватило древесину.
Описанный метод настила палубы из брусков тика не является единственно возможным. Наряду с ним существует способ обычного крепления реек к бимсам шурупами с утопленной в рейки настила головкой и последующей заделкой большого количества отверстий под шурупы пробками. Такой метод дорогостоящий п, кроме того, пробки могут стать источниками течи.
Независимо от видов крепления тикового настила существуют различия в расположении реек. В то время как на парусных яхтах рейки почти всегда укладывают параллельно линии борта, а их концы врезают в мидельвейс в диаметральной плоскости яхты, на небольших и средних моторно-парусных яхтах рейки часто кладут параллельно ДП, т. е. прямо, без изгиба. Это рационально в том случае, если стенки рубок также прямые и параллельные ДП. Такое условие редко можно выполнить у больших моторно-парусных яхт, поэтому чаще всего идут на компромисс. Рейки настила кладут в продолжение стенок рубки в нос и в корму, а их концы врезают как в ватервейс, так и на мидельвейсе в ДП.
е. прямо, без изгиба. Это рационально в том случае, если стенки рубок также прямые и параллельные ДП. Такое условие редко можно выполнить у больших моторно-парусных яхт, поэтому чаще всего идут на компромисс. Рейки настила кладут в продолжение стенок рубки в нос и в корму, а их концы врезают как в ватервейс, так и на мидельвейсе в ДП.
Другой вопрос заключается в том, как оформить концы палубных реек: острыми или тупыми. С точки зрения технологии тупые концы сейчас не являются необходимыми. Они применялись при использовании гвоздей и конопатки, поскольку острые концы при конопачении нередко ломались. Следовательно, речь идет только об эстетическом восприятии. После настила реек палубу основательно обрабатывают, особенно по пазам, пылесосом. Затем швы смазывают специальным составом для резинового клея, что необходимо для безупречного сцепления клея с древесиной.
Резиновый клей предлагается обычно двух видов: на основе резины, состоящий из двух компонентов (например, формафлекс), и на основе силикона как однокомпонентное вещество (WКТ). Однокомпонентный клей мягче и экономнее в употреблении (наносится из тюбика). Но поскольку он плохо шлифуется, то швы надо заполнять им на I мм ниже кромки настила палубы. Недостатком этого клея является также образование пузырьков в лаке вблизи пазов, когда км покрывают палубный настил.
Однокомпонентный клей мягче и экономнее в употреблении (наносится из тюбика). Но поскольку он плохо шлифуется, то швы надо заполнять им на I мм ниже кромки настила палубы. Недостатком этого клея является также образование пузырьков в лаке вблизи пазов, когда км покрывают палубный настил.
Двухкомпонентная искусственная резина — более старый материал. Его надо тщательно перемешивать и наносить распылителем. Излишки (подтеки) нужно снимать острой стамеской прежде чем шлифовать палубу.
При тщательном выполнении работ оба вида клея достаточно надежны. Двухкомпонентный немного дешевле и поэтому его применяют чаще.
Отделка наружной обшивки яхты требует наряду с затратами физических усилий (приходится строгать и шлифовать места, частично расположенные над головой) много прилежания и терпения. Именно эти трудоемкие работы и последний этап— лакировка поверхности обшивки— повышают стоимость яхты.
Отделка корпуса яхты—чистая ручная работа, и ее можно выполнять только в том случае хорошо, если отделочный рубанок и цикли всегда держать заточенными остро как бритва.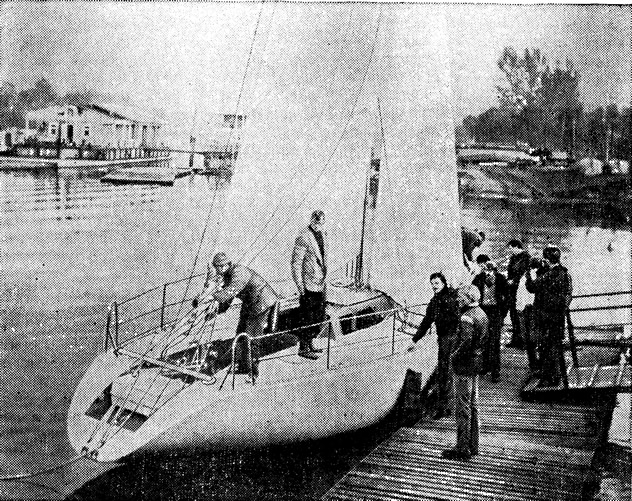 После предварительной грубой строжки выступающих кромок реек, которые закругляют обычным рубанком, начинают работать отделочным рубанком с круто расположенным резцом. Благодаря более тупому углу установки резца стружка в нем разламывается чаще и снимается чрезвычайно тонкий ее слой, что позволяет получить гладкую поверхность. Однако при строжке выпуклой поверхности обшивки нельзя избежать появления узких плоских фасетообразных полос. Любитель едва бы их заметил, но судостроитель хорошо чувствует их ладонью при поглаживании поверхности обшивки. Если обшивку в таком состоянии зачистить шкуркой, то. эти легкие выступы становятся заметными только после лакирования. Так как лакированную обшивку шпаклевать нельзя, этот недостаток остается надолго. Поэтому хороший строитель перед шлифованием— должен сгладить все небольшие неровности циклей.
После предварительной грубой строжки выступающих кромок реек, которые закругляют обычным рубанком, начинают работать отделочным рубанком с круто расположенным резцом. Благодаря более тупому углу установки резца стружка в нем разламывается чаще и снимается чрезвычайно тонкий ее слой, что позволяет получить гладкую поверхность. Однако при строжке выпуклой поверхности обшивки нельзя избежать появления узких плоских фасетообразных полос. Любитель едва бы их заметил, но судостроитель хорошо чувствует их ладонью при поглаживании поверхности обшивки. Если обшивку в таком состоянии зачистить шкуркой, то. эти легкие выступы становятся заметными только после лакирования. Так как лакированную обшивку шпаклевать нельзя, этот недостаток остается надолго. Поэтому хороший строитель перед шлифованием— должен сгладить все небольшие неровности циклей.
Циклю изготовляют обычно из рессорной стали в виде гибкой полосы длиной 10—20 см, на которой имеется остро заточенная и закаленная продольная кромка. Циклю прижимают двумя руками к наружной обшивке и ведут вдоль волокон древесины. Снимая тончайшую стружку, постепенно выравнивают фасетообразные полоски, оставленные рубанком на наружной обшивке. После этого поверхность обшивки предварительно шлифуют вдоль волокон средней шкуркой, которую кладут на кусок пробки размером около 12 X 8 X 4 см. До-шлифовку мелкой шкуркой, выполняют рукой, как это делает художник при поглаживании лакированных поверхностей, также в направлении волокон.
Циклю прижимают двумя руками к наружной обшивке и ведут вдоль волокон древесины. Снимая тончайшую стружку, постепенно выравнивают фасетообразные полоски, оставленные рубанком на наружной обшивке. После этого поверхность обшивки предварительно шлифуют вдоль волокон средней шкуркой, которую кладут на кусок пробки размером около 12 X 8 X 4 см. До-шлифовку мелкой шкуркой, выполняют рукой, как это делает художник при поглаживании лакированных поверхностей, также в направлении волокон.
Описанный метод отделки относится к постройке яхт высокого качества, дорогостоящих. Снизить стоимость отделки позволяет применение ручных высокооборотных ленточношлифовальных электрических машин, качество обработки поверхностей которыми нельзя, конечно, сравнить с качеством, полученным в результате ручной обработки.
3.6, ПОСТРОЙКА СУДНА С ПОПЕРЕЧНЫМ НАБОРОМ
Конструкция деревянного судна с поперечным набором является самой старой после долбленых челнов и каноэ с обшивкой из коры. Доски наружной обшивки обеспечивают водонепроницаемость и продольную прочность корпуса, а шпангоуты как поперечные связи придают форму корпусу и позволяют конструкции стать судном. Несмотря на то что в последние годы благодаря применению клеев появились более рациональные конструкции корпусов деревянных яхт, и сегодня многие яхты средних размеров продолжают строить с поперечным набором. Европейские судостроители доказали, что этот старый метод постройки можно развивать и дальше. В противоположность ФРГ, где с немецкой обстоятельностью во времена повышенного интереса к стеклопластику все другие оправдывавшие себя строительные материалы были положены под сукно, в других странах продолжалось серийное строительство сотен высококачественных деревянных яхт длиной 10—20 м. К слову сказать, у обычных яхт из пластмасс мало шансов успешно конкурировать по таким показателям, как отношение массы корпуса к длине по КВЛ и сроку службы с современными яхтами, построенными из дерева. Окончательная стоимость деревянной яхты, главным образом вследствие большого объема ручных работ, оказывается выше (примерно на 20%), чем стоимость постройки такой же яхты из пластмасс. Однако сегодня это признается специалистами оправданным.
Несмотря на то что в последние годы благодаря применению клеев появились более рациональные конструкции корпусов деревянных яхт, и сегодня многие яхты средних размеров продолжают строить с поперечным набором. Европейские судостроители доказали, что этот старый метод постройки можно развивать и дальше. В противоположность ФРГ, где с немецкой обстоятельностью во времена повышенного интереса к стеклопластику все другие оправдывавшие себя строительные материалы были положены под сукно, в других странах продолжалось серийное строительство сотен высококачественных деревянных яхт длиной 10—20 м. К слову сказать, у обычных яхт из пластмасс мало шансов успешно конкурировать по таким показателям, как отношение массы корпуса к длине по КВЛ и сроку службы с современными яхтами, построенными из дерева. Окончательная стоимость деревянной яхты, главным образом вследствие большого объема ручных работ, оказывается выше (примерно на 20%), чем стоимость постройки такой же яхты из пластмасс. Однако сегодня это признается специалистами оправданным.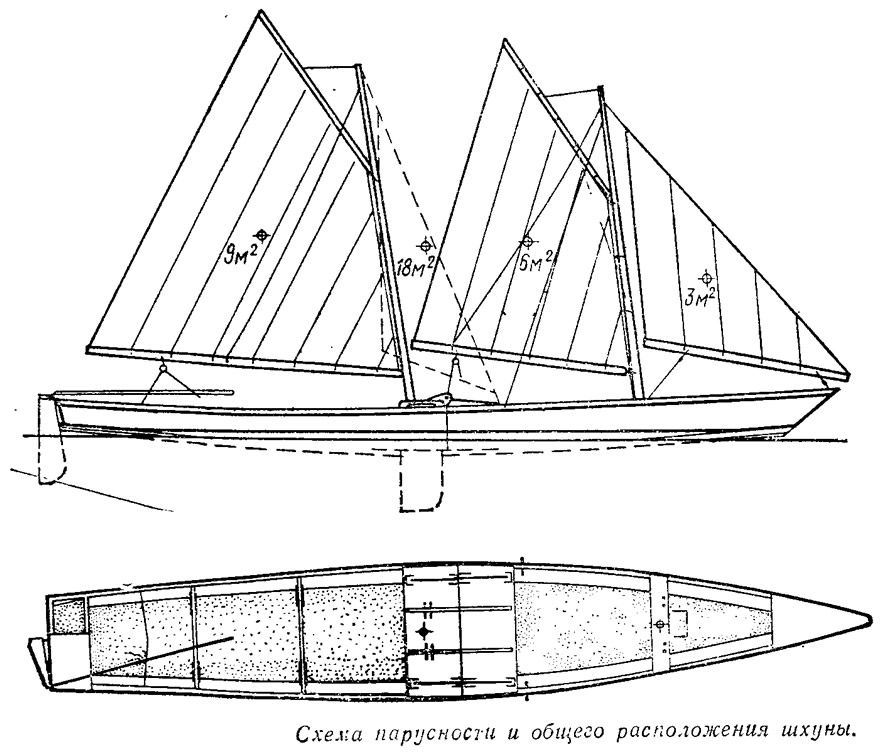
3.6.1. Постройка яхт из древесных пиломатериалов
Классические методы постройки яхт с поперечным набором в виде натесных и гнутых шпангоутов, досками обшивки, заделыванием головок шурупов и гвоздей пробками на цинковых белилах и конопачением пазов обшивки практически не применяются.
Современные методы постройки основаны на широком использовании клеев и ламинированных шпангоутов; детали из сплошной древесины изготовляют в случае, когда это технически оправдано и рационально по стоимости и трудоемкости постройки: для килей, стрингеров, досок наружной обшивки к флортимберсов.
После того как шпангоуты, а иногда и палубные бимсь склеены из реек и с них сняты малки, их собирают в рамки на болтах, накладывая на плаз проекции «корпус» теоретического чертежа, вместе с заранее нарезанными флорами ч палубными кницами. Киль и форштевень изготовляют параллельно со шпангоутами. В зависимости от качества имеющейся древесины эти детали либо составляют из частей сплошной древесины, либо склеивают из реек по соответствующим шаблонам-цулагам. Ламинированные кили или штевни нередко укрепляют рейкой из высокопрочной фанеры для улучшения поперечной по отношению к волокнам древесины прочности. С этой же целью детали, составленные из отдельных сплошных частей, дополнительно крепят болтами и шурупами.
Ламинированные кили или штевни нередко укрепляют рейкой из высокопрочной фанеры для улучшения поперечной по отношению к волокнам древесины прочности. С этой же целью детали, составленные из отдельных сплошных частей, дополнительно крепят болтами и шурупами.
Собранные шпангоуты устанавливают на киль, расположенный на стапеле, выравнивают их по верхнему стапельному брусу и укрепляют в поперечном направлении. После того как шпангоуты выровнены с помощью вспомогательных реек также и в продольном направлении и закреплены предусмотренными конструкцией продольными связями, можно начинать обшивку. Обшивка корпуса яхты досками на стапеле показана на рис. 65.
Прямой противоположностью описанному методу постройки на основе заранее собранных шпангоутов является изготовление обшивки корпуса путем склеивания по кромкам узких реек на остове судна, собранном из шаблонов шпангоутов (рис. 69). На рис. 70 показан обшитый корпус с вклепанными дополнительно ламинированными шпангоутами, над которыми поднят его остов. Склеивание кромок реек придает корпусу такую прочность, что остов можно вынуть и форма корпуса тем не менее не изменится. Перед извлечением построечного остова в корпус ставят носовой палубный стрингер.
Склеивание кромок реек придает корпусу такую прочность, что остов можно вынуть и форма корпуса тем не менее не изменится. Перед извлечением построечного остова в корпус ставят носовой палубный стрингер.
Оба метода постройки на заранее изготовленных шпангоутах и лекалах-шаблонах применяет одна и та же шведская верфь. Очевидно, оба метода эффективны.
После того как в корпусе смонтированы шпангоуты и продольные связи, устанавливают на место заранее сделанные бимсы, кормовую часть палубного стрингера, а также все предусмотренные проектом детали набора. К привальному брусу бимсы крепят путем косой врезки и шурупами. Роль прочной связи выполняет нижний слой палубного настила, изготовляемой из фанеры. Для фиксации коротких боковых полубимсов служат поперечные траверсы.
После настила палубы монтируют заготовленные поперечные переборки и детали надстройки. Каждую отдельную деталь, изготовленную заранее по шаблонам, раскрепляют корпусе с помощью деревянных поперечных реек и брусьев для фиксации и контроля их положения. Не секрет, что индивидуальная постройка яхты в единственном экземпляре по та кой технологии может занять вдвое больше времени без существенного улучшения качества. Это объясняется тем, что при постройке одного судна еще окончательно не отработана конструкция корпуса и нет четкой систематизации трудового процесса.
Не секрет, что индивидуальная постройка яхты в единственном экземпляре по та кой технологии может занять вдвое больше времени без существенного улучшения качества. Это объясняется тем, что при постройке одного судна еще окончательно не отработана конструкция корпуса и нет четкой систематизации трудового процесса.
Уже при постройке второго судна рабочий знает заранее последовательность работы. При изготовлении дальнейшей судов серии рабочий, если он честолюбив и рассчитывает на денежное вознаграждение за вносимые им усовершенствовании, будет подавать свои предложения по улучшению проекта. Даже при небольших конструктивных изменениях можно достичь значительных выгод в производственном процессе.
Для успешной постройки деревянных яхт наряду с дальнейшим совершенствованием конструкции есть значительные резервы в организации процесса труда, например, применение поточно-позиционного метода, когда корпуса яхт перемешаются на тележках через один и тот же сборочный цех, в котором монтируют ритмично корпус и надстройки. К сожалению, на многих верфях часто забывают о прогрессивных методах, которыми обогатилась технология постройки яхт.
К сожалению, на многих верфях часто забывают о прогрессивных методах, которыми обогатилась технология постройки яхт.
3.6.2. Постройка яхт из фанеры и пиломатериалов
Комбинированная конструкция корпуса довольно часто применяется в европейском серийном производстве моторнопарусньтх яхт. Особенной известностью пользуется североитальянская верфь «Багнльетто», на которой строятся быстроходные и легкие моторные яхты. Благодаря систематизированной технологии, которая будет описана ниже, здесь организовано рациональное производство яхт при приемлемых затратах и рыночных ценах. Только этим можно объяснить тот факт, что верфь несмотря на всемирную конкуренцию в тече нне 60-х и 70-х годов построила и продала сотни яхт длинной 14—22 м и при этом имела мало рекламаций. Такой успех не в последнюю очередь нужно отнести за счет выбранного строи тельного материала — древесины, которая нечувствительна к колебаниям конъюнктуры.
Как показывает наглядно типовое сечение мндельшпангоута корпуса комбинированной конструкции с деревянным на бором (рис. 71), днищевая часть обшивки с изгибом в носовой части склеена из двух слоев деревянных планок по поперечным шпангоутам. На моторной яхте длиной 18 м, развнваюшией скорость 26 уз, днище имеет толщину всего 21 мм и состоит из диагонального внутреннего слоя — набора 9-миллиметровых планок древесины кайя и наружного слоя — из таких же 12-миллиметровых планок, уложенных вдоль судна. При расстоянии между шпангоутами около 500 мм между ними устанавливают дополнительные днищевые шпангоуты для передачи на продольные связи сильных ударов, возникающих при ходе на волнении. Борта катера, подвергающиеся много меньшим нагрузкам, обшивают морской фанерой толщиной 17 мм, которую нарезают полосами шириной около 400 мм, приклеивают к пазовым рейкам и затем привинчивают шурупами. Между двумя пазовыми рейками шириной 60 мм ставят дополнительную рейку для обеспечения местной жесткости. Поперечный набор у этого корпуса заготовляют из отдельных деталей, которые фрезеруют по шаблонам и затем с помощью соответствующих накладок собирают в шпангоутные рамы.
71), днищевая часть обшивки с изгибом в носовой части склеена из двух слоев деревянных планок по поперечным шпангоутам. На моторной яхте длиной 18 м, развнваюшией скорость 26 уз, днище имеет толщину всего 21 мм и состоит из диагонального внутреннего слоя — набора 9-миллиметровых планок древесины кайя и наружного слоя — из таких же 12-миллиметровых планок, уложенных вдоль судна. При расстоянии между шпангоутами около 500 мм между ними устанавливают дополнительные днищевые шпангоуты для передачи на продольные связи сильных ударов, возникающих при ходе на волнении. Борта катера, подвергающиеся много меньшим нагрузкам, обшивают морской фанерой толщиной 17 мм, которую нарезают полосами шириной около 400 мм, приклеивают к пазовым рейкам и затем привинчивают шурупами. Между двумя пазовыми рейками шириной 60 мм ставят дополнительную рейку для обеспечения местной жесткости. Поперечный набор у этого корпуса заготовляют из отдельных деталей, которые фрезеруют по шаблонам и затем с помощью соответствующих накладок собирают в шпангоутные рамы. Поперечные переборки склеивают из двух слоев фанеры и также фрезеруют по контуру по шаблонам.
Поперечные переборки склеивают из двух слоев фанеры и также фрезеруют по контуру по шаблонам.
Киль, форштевень и стрингеры при постройке по методу верфи «Багнльетто» склеивают из отдельных частей массивной древесины с соответствующими косыми накладками. Пока существует качественно выдержанная древесина, нельзя ничего сказать против ее применения. Ламинирование отдельных деталей обошлось бы значительно дороже. Стапель для постройки моторной яхты по этому методу состоит из трех продольных балок. На среднюю кладут киль, а боковые служат опорами для шпангоутов. После того как рамы шпангоутов поставлены на стапель, на них кладут изготовленные заранее днищевые стрингеры. Затем устанавливают поперечные переборки, в которых уже сделаны вырезы для днищевых стрингеров. Далее днищевые стрингеры крепят болтами или шурупами к шпангоутам и переборкам, монтируют палубные стрингеры, карленгсы, подкрепления для лебедок и палубных деталей. Параллельно с установкой палубных стрингеров обшивают борта корпуса; днище из-за конструкции стапеля, состоящего из трех балок, остается все еще открытым. В любом случае обшивка бортов корпуса заканчивается после монтажа настила палубы.
В любом случае обшивка бортов корпуса заканчивается после монтажа настила палубы.
Эффект этого метода серийной постройки состоит в том, что по завершении обшивки бортов стапель освобождается и корпус без днищевой обшивки передвигают на расположенный сзади достроечный стапель. Благодаря этой системе можно так размещать одновременно работающих над яхтой людей, что они не мешают друг другу.
На достроечном стапеле на готовую палубу устанавливают заранее заготовленную надстройку. Одновременно другая бригада обшивает днище диагональным внутренним слоем досок и продольным наружным слоем. Доски подгоняют друг к другу с помощью специальных ручных фрез и склеивают с помощью зажимных устройств, работающих на сжатом воздухе. Бригада наверху устанавливает заранее заготовленный фальшборт и собирает надстройку. Как только днище готово, изолируют машинный отсек и монтируют оборудование жилых помещений. Параллельно маляры производят окраску наружной обшивки и надстройки.
По окончании изолировочных работ в машинном отсеке устанавливают главные двигатели и вспомогательные агрегаты, монтируют системы, обслуживающие их. Одновременно ставят на место иллюминаторы в наружной обшивке и надстройке, монтируют палубные устройства, ведут малярные работы снаружи корпуса. Благодаря такому ритмичному методу средняя судоверфь может каждые 4—5 недель выпускать на ходовые испытания моторную яхту длиной 20 м. Высокая производительность достигается благодаря систематизированному технологическому процессу и хорошему планированию.
Одновременно ставят на место иллюминаторы в наружной обшивке и надстройке, монтируют палубные устройства, ведут малярные работы снаружи корпуса. Благодаря такому ритмичному методу средняя судоверфь может каждые 4—5 недель выпускать на ходовые испытания моторную яхту длиной 20 м. Высокая производительность достигается благодаря систематизированному технологическому процессу и хорошему планированию.
3.6.3. Яхты с остроскулыми обводами из фанеры
Яхты с остроскулыми обводами были популярны в 50-е и 60-е годы. С увеличением ширины яхт конструктивные недостатки принятых тогда V-образных шпангоутов с одной скулой проявлялись все отчетливее и это вместе с быстрорастущими ценами на морскую фанеру стало причиной исчезновения остроскулых судов из числа морских яхт. Фанеру применяли преимущественно для постройки небольших швертботов.
С появлением яхт с двойной скулой, которые показали даже более высокие мореходные качества, чем круглоскулые суда, постройка яхт с фанерной обшивкой стала вновь актуальной. За возможность строить относительно легкие яхты, которые удобно транспортировать на трейлере, ухватились главным образом любители-судостроители. Проект яхты-компромисса типа «Гаммлер» длиной 7,0 м, разработанной специально для постройки любителями, послужил основой для многих подобных яхт (рис. 72).
За возможность строить относительно легкие яхты, которые удобно транспортировать на трейлере, ухватились главным образом любители-судостроители. Проект яхты-компромисса типа «Гаммлер» длиной 7,0 м, разработанной специально для постройки любителями, послужил основой для многих подобных яхт (рис. 72).
При постройке яхт с остроскулыми обводами рамки каждого шпангоута собирают из реек, пользуясь проекцией «корпус» на плазе. Когда все шпангоуты готовы, их устанавливают на простой стапель в положение килем вверх и врезают в них стрингеры и привальные брусья, чаше всего все одинакового поперечного сечения. Корпус обшивают листами фанеры, которые наклеивают на шпангоуты и стрингеры, причем для запрессовки используют шурупы. Листы фанеры склеивают предварительно «на ус» до необходимой длины.
Настил палубы бака и кокпнт монтируют обычным способом после того как установлен швертовый колодец, сваренный из стальных листов. Хотя такая конструкция яхты с двойной скулой и обшивкой из фанеры имеет благоприятное соотношение водоизмещения к длине, что ценно не только для получения хорошей скорости, но и для транспортировки на трейлере, этот метод постройки все меньше привлекает внимание из-за высокой цены на морскую фанеру. Для любителей имеется возможность достраивать яхты, используя готовые формованные на клею корпуса из шпона красного дерева.
Для любителей имеется возможность достраивать яхты, используя готовые формованные на клею корпуса из шпона красного дерева.
3.7. ПОСТРОЙКА СУДНА
С ПРОДОЛЬНОЙ СИСТЕМОЙ НАБОРА
Конструкция корпуса судна с продольной системой набора в яхтостроенми является сравнительно новой. Набор состоит из жестких натесных шпангоутов, на которых система
продольных связей (стрингеров) образует основание для крепления наружной обшивки. На этот каркас можно наклеивать продольные полосы из фанеры или диагональную клееную обшивку из досок — в обоих случаях получается легкая, прочная и долговечная наружная обшивка. Стрингеры в сочетании с обшивкой параллельно-диагональными полосами фанеры являются основой метода постройки «Лизолетта», впервые примененного Эрнстом Лехфельдом.
Метод постройки судна на продольной системе набора оправдал себя как в серийном производстве, так и при относительно недорогой индивидуальной постройке, поскольку изготовление натесных шпангоутов не требует больших затрат. Этим методом в сочетании с применением диагонального способа обшивки взыскательный любитель может построить легкую яхту с благоприятным соотношением массы к длине по КВЛ и длительным сроком службы.
Этим методом в сочетании с применением диагонального способа обшивки взыскательный любитель может построить легкую яхту с благоприятным соотношением массы к длине по КВЛ и длительным сроком службы.
3.7.1. Клинкерная обшивка из фанеры
Традиционный метод постройки малых судов с обшивкой (кромка на кромку), или «клинкер», в наши дни включает и метод постройки «Вааршип», разработанный в Голландии. В отличие от обшивки «клинкер» из досок, применявшейся в прошлом, при этом методе каждый пояс фанеры накладывают на стрингеры, склеивают с ними и крепят шурупами. Получается плотный и прочный корпус, который подкрепляют изнутри еще несколькими кницами, переборками и днищевыми флорами. С выступающими кромками—-пазами смежных поясьев приходится мириться ради прочности и надежности конструкции. Несмотря на это многие лодки типа «Вааршип» выигрывают гонки — это доказывает, что большинство из выступающих пазов ориентированы по направлению потока воды.
Яхты типа «Вааршип» длиной 6—8,7 м строят по следующему систематизированному методу. На серийный стапель, состоящий из нормальных натесных шпангоутов и козел с креплениями для заранее сделанных днищевых флоров, бортовых книц и отдельных переборок, укладывают плоский деревянный киль с клееным ламинированным форштевнем, стрингеры в предусмотренные для них вырезы в шпангоутах а другие детали, находящиеся в корпусе, и крепят их шурупами (рис. 73). Форштевень не имеет шпунта — концы листов фанеры, выступающие перед форштевнем, отпиливают, торцуют и по завершении обшивки закрывают наружным штевнем.
На серийный стапель, состоящий из нормальных натесных шпангоутов и козел с креплениями для заранее сделанных днищевых флоров, бортовых книц и отдельных переборок, укладывают плоский деревянный киль с клееным ламинированным форштевнем, стрингеры в предусмотренные для них вырезы в шпангоутах а другие детали, находящиеся в корпусе, и крепят их шурупами (рис. 73). Форштевень не имеет шпунта — концы листов фанеры, выступающие перед форштевнем, отпиливают, торцуют и по завершении обшивки закрывают наружным штевнем.
Корпус яхты обшивают заранее отфрезерованными из фанеры по шаблонам поясьями, первый из которых приклеивают к малкованному килю. Каждый последующий пояс склеивают с малкованной кромкой предыдущего пояса. Дополнительно
кромки крепят шурупами. Свободный край кромки наклеивают на пазовую рейку.
На рис- 74 изображен этот процесс, требующий большого числа струбцин. Перед склеиванием и креплением шурупами каждой полосы с кромки предыдущей полосы и со следующей за ней пазовой рейки снимают соответствующие малки. Это делают с помощью механизированного ручного рубанка, длинное основание которого перекрывает по диагонали расстояние между кромкой полосы и пазовой рейкой.
Это делают с помощью механизированного ручного рубанка, длинное основание которого перекрывает по диагонали расстояние между кромкой полосы и пазовой рейкой.
По завершении обшивки корпуса к ее верхнему поясу приклеивают снаружи рейки привальных брусьев, вставляют дае поперечные распорки для создания достаточной жесткости и корпус снимают со стапеля. Затем монтируют палубные бимсы, палубу и рубку. В это время корпус удерживается в равновесии на полу с помощью нескольких подпорок.
Для любителя, желающего построить корпус таким методом, в Голландии, например, поставляются заготовленные детали (уже смалкованные фанерные листы обшивки, настил палубы, бимсы и переборки). Это дает большую экономию труда. Однако полностью законченный корпус, продаваемый верфью для самостоятельной достройки, несмотря на асе стремления к рационализации технологии, стоит довольно дорого. По сравнению с самостоятельно построенной яхтой такой вариант оказывается ненамного дешевле. То что строители «Вааршипов», несмотря на это, продают сотни готовых корпусов, говорит о хорошо продуманной технологии постройки.
3.7.2. Постройка корпуса с диагональной обшивкой
Постройка корпусов яхт с диагональной обшивкой с применением формовки на клею — самый современный и рациональным метод постройки деревянных яхт. Корпуса получаются легкими, высокопрочными и долговечными.
При этом методе постройки, пригодном для профессионального судостроения, поверх деревянных шаблонов укладывают продольные рейки стрингеров, которые образуют основание для планок обшивки. Планки, вырезанные из морской фанеры и сплошной древесины, приклеенные по диагонали к стрингерам в три слоя, составляют прочную и жесткую оболочку корпуса (рис. 75). Лекала-шпангоуты, собранные на гвоздях из хорошо высушенной на воздухе древесины ели или других незначительно деформирующихся при изменении влажности пород, служат исходной оснасткой для постройки. Их собирают из имеющихся в наличии досок по вычерченным на плазе контурам теоретических шпангоутов. Если лекала должны служить для постройки более чем одного-двух корпусов, рекомендуется для соединении их частей использовать наряду с гвоздями и клей. При изготовлении лекал от обводов теоретических шпангоутов надо вычесть толщину наружной обшивки и толщину стрингеров.
При изготовлении лекал от обводов теоретических шпангоутов надо вычесть толщину наружной обшивки и толщину стрингеров.
Лекала кроме накладок в местах стыков надо обеспечить необходимыми креплениями для установки на стапеле в положении килем вверх {рис. 76).
Стапель может состоять из двух солидных хорошо высушенных балок из ели, которые располагаются параллельно и в зависимости от размеров судна отстоят друг от друга на 1—2 м. В строительном помещении без пола можно врыть в землю столбы и на них укрепить балки стапеля. Если имеется надежное основание — пол, надо предусмотреть надежное закрепление этих балок.
Установка лекал шпангоутов на стапеле производится согласно предварительной разметке их положения по струне, натянутой вдоль ДП, строго перпендикулярно к ДП и на точных расстояниях один от другого. Линия ДП, прочерченная на лекалах, позволяет устанавливать по натянутой струне шпангоут за шпангоутом на стапель и закреплять их соответствующими брусками и гвоздями.
С помощью отвеса и уровня лекала выравнивают по вертикали и горизонтали. Первым устанавливают строго вертикально лекало среднего шпангоута и диагональными распорками раскрепляют его к балкам стапеля. Все другие шпангоуты можно удерживать на расстоянии с помощью вспомогательной рейки, прибиваемой к обоим бортам лекала после его выравнивания.
Если с помощью такой оснастки предполагают строить и другие корпуса, целесообразно сделать подпорки под каждый шпангоут диагонально к стапелю. Надо, однако, оставить столько места, чтобы можно было позже для снятия корпуса освободить снизу шурупы, соединяющие стрингеры с лекалами шпангоутов.
Киль и штевни изготовляют обычно ламинированной конструкции. Например, для яхты длиной 9,20 м киль является одной деталью, склеенной из прямых реек толщиной 20 мм с промежуточным слоем из фанеры. Только кормовой футокс (ахтерштевень) и форштевень склеивают, изгибая рейки на — простых шаблонах, размеры которых снимают с теоретического чертежа. Первыми устанавливают на стапеле кормовой футокс и форштевень в соответствующие вырезы в лекалах и брусками или короткими угольниками крепят на месте. После этого склеивают заготовленную заранее балку киля с форштевнем и кормовым футоксом.
Первыми устанавливают на стапеле кормовой футокс и форштевень в соответствующие вырезы в лекалах и брусками или короткими угольниками крепят на месте. После этого склеивают заготовленную заранее балку киля с форштевнем и кормовым футоксом.
Продольные связи и палубные стрингеры укрепляют на шпангоутах с помощью брусков и коротких угольников изнутри так, чтобы после изготовления корпуса их можно было легко снять. К форштевню продольные связи и привальные брусья крепят на врезке, на клею и на шурупах. Если имеется транец, его изготовляют сразу и устанавливают на стапель так, чтобы продольные связи и палубные стрингеры можно было закрепить и на транце.
При продуманном конструировании продольные связи рассчитывают в сечении так, что их можно гнуть без большого давления по лекалам. Только палубные стрингеры (привальные брусья) вследствие значительной ширины чаще всего склеивают из двух или трех реек по толщине.
Обшивку можно начинать после обработки продольных связей’ под малку. Хотя теоретически такой обработки не требуется, но из-за возможного скручивания реек продольных связей это нередко делать необходимо.
Диагональная обшивка бывает двух видов. В первом случае полосы, вырезанные из морской фанеры, наклеивают в три слоя в одном и том же диагональном направлении, сдвигая каждый раз на половину их ширины. Во втором случае используют три слоя полос, нарезанных из сплошной древесины, которые накладывают перекрестно-диагонально (перпендикулярно друг к другу) и склеивают, Обшивку такого типа применяют чаще всего для яхт длиной более 10 м, поскольку при этом способе достигается экономия материала,- Наружный слой обшивки в большинстве случаев выполняют в виде продольных полос для придания видимости традиционной обшивки из досок. Целесообразность применения досок из сплошной древесины зависит от того, насколько тонкими их можно вырезать. Если доски после этого приходится строгать на значительную величину, то при тех же затратах лучше применять морскую фанеру. Однако если на верфи имеется высокооборотный рейсмусный станок, который режет полосы шириной 120 мм так, что их поверхность не нуждается в дополнительной строжке, то дешевле применять сплошную древесину. Любители, считающие метод диагональной обшивки оптимальным, применяют чаще всего полосы фанеры, причем три слоя таких полос склеивают встык в одном дни гон а льном направлении. Последовательность процесса диагональной обшивки такая:
Любители, считающие метод диагональной обшивки оптимальным, применяют чаще всего полосы фанеры, причем три слоя таких полос склеивают встык в одном дни гон а льном направлении. Последовательность процесса диагональной обшивки такая:
1. В первом слое каждую полосу фанеры склеивают только с продольными связями и встык с лежащей рядом полосой. Запрессовка осуществляется с помощью скоб из нержавеющей стали, которые глубоко забивают и оставляют в полосах.
2. Второй слой полос фанеры крепят такими же скобами а районе стрингеров, пробивая через первый слой. Скобы тоже оставляют. Для гарантии достаточного давления запрессовки на стыки кромок полос второго слоя укладывают дополнительные полосы фанеры и через них забивают скобы. После склеивания эти скобы вместе с дополнительными полосами снимают с обшивки.
Прежде чем наклеивать второй слой на первый, стыки слегка зачищают обычно с помощью маленького торцового рубанка. Плавность обвода контролируют, прикладывая к корпусу продольную гибкую рейку.
3. Скобы забивают с помощью пневматического пистолета, сжатый воздух поступает из нормального баллона через дроссельный клапан, редуцирующий давление до 6—8 кгс/см. Таким образом, нажав пальцем на кнопку, забивают в дерево проволочные скобы длиной 15—30 мм. Регулированием давления воздуха можно добиться того, что спинки скоб будут или на одном уровне с поверхностью дерева или утоплены в нее на 1 мм. После удаления скоб остаются такие крошечные отверстия, что они не портят вида лакированной наружной обшивки (рис. 77).
4. Подгонку отдельных полос фанеры можно производить рубанком. Но даже любители часто используют маленькие ручные электрические фрезы с диаметром фрезы около 10 мм. Полосу, которую нужно подогнать, прикрепляют на расстоянии 4—8 мм от кромки уже поставленной полосы тремя гвоздями так, чтобы она плотно прилегала к нижнему слою. Затем, установив в зазор между кромками фрезу, ведут ее сверху вниз, наблюдая за тем, чтобы упор фрезы плотно прилегал к кромке ранее поставленной полосы.
5. Клей лучше всего наносить зубчатым пластмассовым шпателем. В пластмассовом сосуде приготовляют столько клея, сколько необходимо для склеивания одной полосы.
6. Спинки скоб, которыми крепят третий слой фанеры, утапливают примерно на 1 мм. Это позволяет выполнять чистовую обработку наружного слоя обшивки, начиная с прострожки торцовым рубанком. Если продольный наружный слой предполагается лакировать, скобы из полос осторожно удаляют. Остающиеся крошечные отверстия постепенно забухают или заполняются наполнителем и естественным лаком.
Транец или изготовляют заранее и обшивают вместе с корпусом как часть наружной обшивки, или подгоняют а уже готовую обшивку. Второй путь более трудоемкий, но позволяет избежать неточностей, которые возможны при развертке и изготовлении транца. Вместо транцевого шпангоута для этого случая надо подгонять вставки из брусков между стрингерами, чтобы для транца была обеспечена достаточная площадь скленвания. В крайнем случае транец надо перекрывать третьим слоем наружной обшивки, так как к нему приложены относительно большие силы от ахтерштага.
В крайнем случае транец надо перекрывать третьим слоем наружной обшивки, так как к нему приложены относительно большие силы от ахтерштага.
Готовый корпус снимают с шаблонов шпангоутов с помощью талей, закрепленных на транце и форштевне, после того как все соединения между системой шаблонов и оболочкой корпуса освобождены. Если речь идет о серийной постройке, то сооружение из шаблонов шпангоутов оставляют и используют для постройки следующих корпусов. Для этого случая целесообразно иметь шаблоны более жесткой и прочной конструкции, чем при одиночной постройке судна.
После снятия корпуса с шаблонов его зачищают в положении килем вверх, так как это требует намного меньше усилий, чем работа фуганком, циклей и пробкой в потолочном положении — над головой. Затем готовый корпус раскантовывают в нормальное положение, устанавливают настил палубы и выполняют последующую сборку.
Для самостоятельной постройки диагональный метод обшивки играет важную роль. Применяя этот метод, можно построить высококачественную яхту с относительно немногочисленными приспособлениями и оборудованием и несмотря на это профессионального качества. Особое преимущество многие видят в чистой работе и возможности в любое свободное время подогнать и наклеить несколько полос фанеры без посторонней помощи.
Особое преимущество многие видят в чистой работе и возможности в любое свободное время подогнать и наклеить несколько полос фанеры без посторонней помощи.
3.8. КОРПУСА ИЗ ФОРМОВАННОЙ ФАНЕРЫ
Формование корпуса из полос шпона производят на прочно построенной положительной форме — болване пли пуансоне. Стоимость изготовления формы примерно равна стоимости постройки двух корпусов на ней. Из этого следует, что применять подобный способ можно исключительно для постройки серийных яхт.
Есть судоверфи с большим опытом изготовления высококачественных формованных корпусов яхт, которые начинали с выпуска небольших швертботов и закончили постройкой 10-метровых корпусов. Формованные корпуса идут почти исключительно на другие верфи, занимающиеся сборкой яхт, или продаются любителям.
Иногда делаются попытки строить формованными из шпона яхты длиной 14 м и более. В подобных случаях привлекает удивительно благоприятное соотношение массы и прочности шпоновых корпусов, которое позволяет достигать минимального водоизмещения готовой яхты. Однако опытные изготовители формованных корпусов по причине низкой рентабельности производства больших яхт постепенно ограничились выпуском судов разумных размеров. Особенно привлекателен этот метод постройки для яхт, перевозимых на трейлерах, у которых оптимальные размеренна ограничены еще грузоподъемностью трейлера. Неудивительно, что яхты для трейлеров занимают все еще большое место в программах изготовителей формованных корпусов.
Однако опытные изготовители формованных корпусов по причине низкой рентабельности производства больших яхт постепенно ограничились выпуском судов разумных размеров. Особенно привлекателен этот метод постройки для яхт, перевозимых на трейлерах, у которых оптимальные размеренна ограничены еще грузоподъемностью трейлера. Неудивительно, что яхты для трейлеров занимают все еще большое место в программах изготовителей формованных корпусов.
Изготовлением корпусов методом формования из шпона по выше упомянутым причинам занимаются лишь немногие специалисты, которые, как правило, делают из своего искусства большую тайну. Секрет состоит в том, что качество постройки зависит главным образом от ловкости рук работающих. Этот метод вряд ли можно механизировать, и только тщательная отработка технологии позволяет выпускать яхты ненамного дороже судов с корпусами из пластмасс.
Пуансон (болван) изготовляется солидной прочности из деревянных реек, которые крепят шурупами на остов из шаблонов шпангоутов, установленных на основание — стапель (рис. 78). Для киля и форштевня в болване делают соответствующие пазы. Эти детали изготовляют на особом шаблоне ламинированными и, прежде чем уложить их в паз на болване, склеивают между собой в закладку. Подгонка полос фанеры, каждая из которых состоит самое меньшее из пяти слоев, самая ответственная ручная работа. Ее выполняют маленьким торцовым рубанком, после того как полос) фанеры закрепят несколькими скобами на болване. Первый слой из полос фанеры оставляют на болване, в то время как второй слой, который кладут диагонально примерно под 90° к полосам первого, после подгонки снимают для нанесения клея (рис.79).
78). Для киля и форштевня в болване делают соответствующие пазы. Эти детали изготовляют на особом шаблоне ламинированными и, прежде чем уложить их в паз на болване, склеивают между собой в закладку. Подгонка полос фанеры, каждая из которых состоит самое меньшее из пяти слоев, самая ответственная ручная работа. Ее выполняют маленьким торцовым рубанком, после того как полос) фанеры закрепят несколькими скобами на болване. Первый слой из полос фанеры оставляют на болване, в то время как второй слой, который кладут диагонально примерно под 90° к полосам первого, после подгонки снимают для нанесения клея (рис.79).
Применяют обычный резорциновый клей, используемый при постройке яхт для всех видов склеивания, выполняемого в холодном состоянии. В данном случае клей должен быть рассчитан на особенно длительное время, при котором выдерживаются намазанные детали. Дело в том, что полосы фанеры, которые закреплены скобами на болване, снимают по отдельности и после нанесения клея снова укладывают на то же самое место.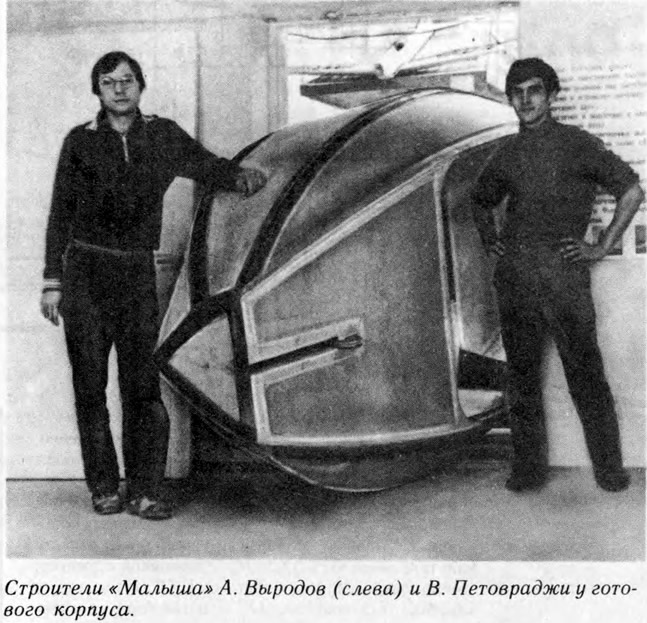
Особенностью процесса склеивания является запрессовка посредством покрывала из прорезиненной ткани, вырезанного по размерам пуансона. На нижней кромке болвана покрывало плотно прижимается специальным зажимным устройством. Из пространства между покрывалом и болваном с помощью вакуумного насоса удаляется воздух. Благодаря этому резиновый мешок плотно прижимает полосы фанеры к поверхности болвана, обеспечивая давление запрессовки.
Подгонку и склеивание выполняют столько раз, сколько предусмотрено слоев фанеры. Это утомительная и кропотливая работа.
Готовую скорлупу снимают с болвана после того как ручной дисковой пилой отпилят несколько сантиметров обшивки на нижней кромке пуансона. В этой отрезанной полосе находится множество скрепок -так же как в киле и форштевне. По возможности нужно избегать ставить скрепки между этими конечными точками, а если без них не обойтись, то по окончании каждого склеивания скрепки удалять. Изготовленная таким образом формованная оболочка корпуса еще очень изменчивая и гибкая, поэтому в большинстве случаев в нее сразу же вклеивают предусмотренные проектом привальные брусья.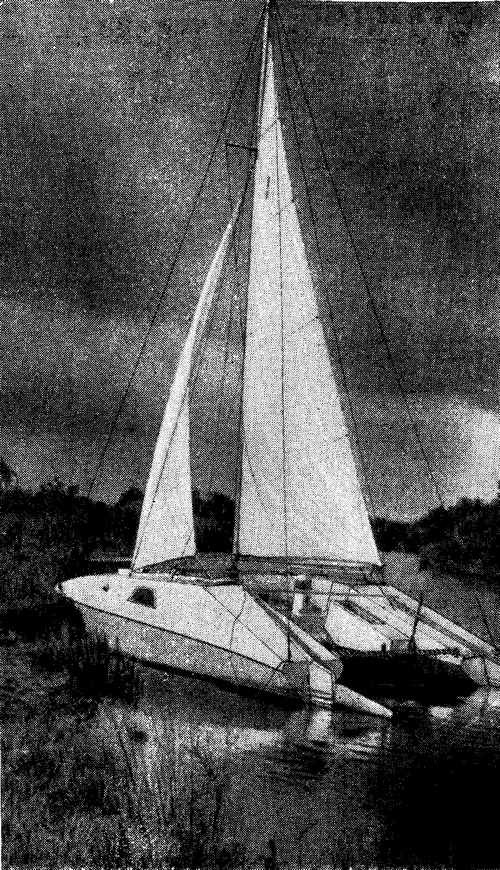
Для определенных типов яхт палубу и рубку строят одновременно с корпусом и тоже в формованном исполнении. Наружный слой делается из тиковых реек, как у обычной палубы. На маленьких яхтах высота в рубке всегда имеет критическую величину и высота бимсов рубки занимает несколько сантиметров. Поэтому формованная из шпона рубка без бимсов и другого набора является логически оправданной конструкцией. Сильно выпуклая крыша рубки в формованном исполнении не нуждается в подкреплении бимсами; на основной палубе вследствие меньшей стрелки поперечной погиби требуется установка нескольких бимсов.
Формованные рубки часто имеют внутри декоративный слой из светлого дерева. Формованные рубки и надстройки не дешевле в изготовлении обычной сборной конструкции, хотя и немного легче. Однако выполненные для определенного типа судна рубки используются также для других яхт аналогичных размерений. В последнее время формованные деревянные корпуса стали очень популярны. Из-за высокой цены на верфи заказывают обычно только корпус и оснащают его современной легкой выпуклой палубой из фанеры. Этот вариант дает даже преимущество в остойчивости.
Этот вариант дает даже преимущество в остойчивости.
Чтобы на очень маленькой яхте получить желаемое межпалубное пространство, любители строят иногда по собственному проекту рубки и надстройки увеличенной высоты, которые,» однако,» не гармонируют с корпусом и могут ухудшить эксплуатационные качества судна. Именно для таких случаев рациональна формованная надстройка без бимсов, обеспечивающая достаточную высоту внутри каюты. С другой стороны, благодаря сильной двойной выпуклости, придающей жесткость, боковые контуры формованной надстройки оптически выглядят более низкими.
НАДСТРОЙКИ, ПЕРЕБОРКИ И ПРОЧИЕ ДЕТАЛИ КОРПУСА
Изготовление надстройки в деталях определяет конструктор яхты при разработке основных чертежей на постройку. Но в чертежах указаны только самые необходимые данные, поэтому стоит отметить такую важную деталь, как, например, узел соединения между палубой и рубкой. Если в рубке есть дефекты и позже появится течь, то чаще всего именно в этом месте. На верфях рубки строят обычно отдельно от корпуса по шаблонам и размерам, снятым с плаза.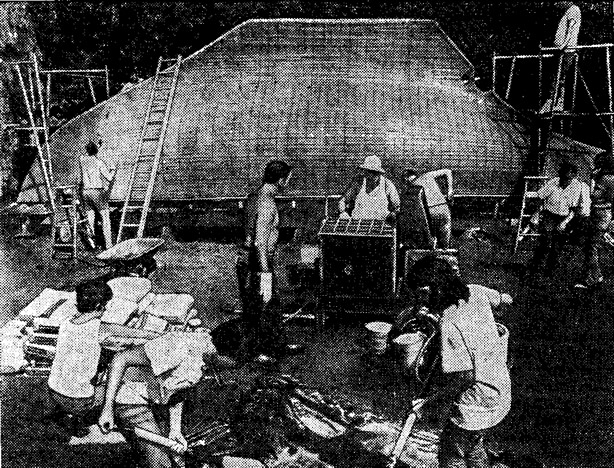 То, что рубка точно подходит к палубе яхты, является закономерным следствием искусства судостроителя.
То, что рубка точно подходит к палубе яхты, является закономерным следствием искусства судостроителя.
Малоопытные строители и прежде всего любители предпочитают во избежание риска монтировать отдельные детали рубки прямо на яхте. На способ крепления рубки к палубе это практически не влияет. Бортовые стенки — комингсы рубки склеивают с палубой и крепят болтами или шурупами, что целесообразно, если комингсы близки к вертикальному расположению. Иногда комингсы вставляют в деревянный настил палубы для придания жесткости всей палубе (рис. 80). Кроме склеивания с фанерой палубы при этом методе сборки резиновая прокладка между планкой настила палубы и стенкой рубки дает дополнительную гарантию водонепроницаемости. В любом случае рекомендуется изготовлять шаблон для комингсов. Только для относительно невысоких рубок можно
делать комингс из одной сплошной доски; чаше всего склеивают по кромкам две доски. Этим способом можно изготовить комингсы шириной до 400 мм и толщиной 22— 25 мм.
Между вырезами для иллюминаторов обычно оставляют перемычку шириной не менее 120 мм, на которую изнутри наклеивают накладки толщиной минимум 0,7 толщины комингса, чтобы стенка рубки при изгибе не лопнула. При сборке сначала подгоняют по месту комингсы, затем по данным чертежа размечают их верхнюю кромку и с большой тщательностью намечают вырезы для иллюминаторов. После этого комингсы снимают с места и острой пилой делают осторожно вырезы для иллюминаторов. После зачистки краев вырезов на стационарном фрезерном станке фрезеруют пазы для стекла. Любителям рекомендуется наклеивать накладки на перемычки между иллюминаторами перед обработкой вырезов, чтобы избежать растрескивания перемычки комингса из-за возникающих здесь напряжений.
Для комингсов надстроек, которые тоньше 22 мм и выше 400 мм, нельзя применять сплошную древесину. В таких случая либо используют фанеру, либо иллюминаторы делают из плексигласа, либо комингсы склеивают из двух наружных слоев сплошной древесины, а в середину вклеивают слой из фанеры. Большие надстройки для моторных яхт делают чаще всего из реечного каркаса с обшивкой из фанеры.
Большие надстройки для моторных яхт делают чаще всего из реечного каркаса с обшивкой из фанеры.
Крышу деревянных надстроек и рубок обычно склеивают из двух слоев фанеры поверх часто расположенных бимсов. Бимсы опираются а шельф — брус, прикрепленный к комингсу, после того как он вместе с вырезами для иллюминаторов обработан и установлен на место. Концы бимсов больше не врезают как в старые времена в «ласточкин хвост», а делают в шельфе простой вырез на толщину бимса и очень редко устанавливают в этом месте нижнюю накладку для подкрепления. Поперечную прочность рубке дает перекрывающая ее крыша из фанеры.
Фанерные крыши рубок сегодня покрывают обычно двух компонентнымн лаками. Таким же лаком защищают от влаги торцовые открытые кромки фанеры. Отлакированная крыша рубки хорошо сочетается с естественной текстурой комингсов рубки и кокпита, также покрытых лаком.
Бак — это надстройка, идущая от одного борта до другого, которая по сравнению с обычной рубкой дает значительные преимущества в увеличении внутреннего объема судна, экономии массы и повышении безопасности благодаря увеличенному запасу плавучести. Уже на яхтах длиной 9 м и более можно применять бак, не отказываясь от необходимого межпалубного пространства высотой около 1,85 м. Чем больше размерения яхты, тем целесообразнее становится надстройка — бак. На яхтах длиной 16 м и более не нужна никакая надстройка, так как при таких размерениях высоту межпалубного пространства можно обеспечить устройством традиционной гладкой палубы.
Уже на яхтах длиной 9 м и более можно применять бак, не отказываясь от необходимого межпалубного пространства высотой около 1,85 м. Чем больше размерения яхты, тем целесообразнее становится надстройка — бак. На яхтах длиной 16 м и более не нужна никакая надстройка, так как при таких размерениях высоту межпалубного пространства можно обеспечить устройством традиционной гладкой палубы.
Благодаря большому завалу внутрь комингсов бака иллюминаторы, предусмотренные в них, лучше защищены против удара волн, чем в бортах гладкопалубной яхты. По этой же причине конструкция бака обычно значительно легче. На легких яхтах длиной 7 м бак очень популярен, так как легче, надежнее и дешевле, чем нормальная рубка на судне таких же размерений. Постройка бака из фанеры относительно простое дело (рис. 81), особенно если набор бака является частью шпангоутной рамы.
3.10. КИЛЬ, РУЛЬ, ФУНДАМЕНТЫ
У всех современных конструкций парусных яхт балластные кили и рули являются отдельно изготовленными деталями, технологически не связанными с постройкой собственно корпуса. Аналогично обстоит дело с фундаментами и подкреплениями всех видов. После первоначальных попыток изготовлять, например, рули и их плавники деревянных яхт также из дерева, остановились на решении выполнять эти детали из металла. То же относится к подкреплениям корпуса для установки киля, устройств и к фундаментам двигателей.
Аналогично обстоит дело с фундаментами и подкреплениями всех видов. После первоначальных попыток изготовлять, например, рули и их плавники деревянных яхт также из дерева, остановились на решении выполнять эти детали из металла. То же относится к подкреплениям корпуса для установки киля, устройств и к фундаментам двигателей.
Балластные кили представляют собой сегодня отдельно изготовляемые свинцовые пли чугунные отливки. Их часто отливают вместе с соответствующим фланцем или изготовляют как сваренный из стальных листов кожух с фланцем, заполненный свинцом и скрепляемый болтами с деревянным килем и флорами корпуса яхты. На больших деревянных яхтах корпус в районе балластного киля подкрепляют обычно внутренними металлическими флорами, которые крепят болтами к набору корпуса. Эти металлические усиления комбинируют с одним или двумя рамными шпангоутами, в большинстве случаев сварной конструкции из легкого сплава. Ширина верхних концов шпангоутов увеличена с той целью, чтобы крепить стоячий такелаж и передавать натяжение вант по возможности равномерно на корпус.
Рули деревянных яхт изготовляют почти исключительно из металла. Небольшие балансирные рули моторных яхт отливают иногда даже с баллером за одно целое. Если руль имеет большую поверхность, то его делают сварным из стали, бронзы или нержавеющей стали. Плавник руля через фланец крепят болтами или шурупами к корпусу. Конструктивно плавник в большинстве случаев рассчитывают только на выдерживание сил, возникающих при боковом обтекании его водой, но не на поддержание руля. Рулевое устройство поэтому обыкновенно рассчитывают как самостоятельно воспринимающее нагрузку от давления воды на поверхность руля. На рис. 82 показаны наряду с типичной простой конструкцией руля также сделанный из нержавеющей стали дейдвуд гребного вала и типичный деревянный фундамент под двигатель.
Доступная конструкция круизной яхты из фибробетона
Спасибо за ваш совет. Это действительно очень полезно. Корпус составляет около 15% от общей цены. Первоначально я предполагал использовать армированный фиброй бетон поверх корпуса из полосовых досок в качестве средства повышения ударопрочности и сохранения водонепроницаемости в случае столкновения. Я бы не подумал, что в этой конфигурации он должен быть особенно толстым, чтобы быть эффективным. Можно наносить на волокнистую или металлическую арматуру, но я ожидаю, что это будет сложно и трудоемко.
Я бы не подумал, что в этой конфигурации он должен быть особенно толстым, чтобы быть эффективным. Можно наносить на волокнистую или металлическую арматуру, но я ожидаю, что это будет сложно и трудоемко.
Форма корпуса, которую я имел в виду, например, бристольский канцелярский катер 28, часто описывается как тяжелая или перестроенная.
http://www.wavetrain.net/images/stories/subdir8/bcc.1.jpg
Форма для этих лодок находится в Австралии, и они были построены из ламината ручной укладки из стекловолокна, состоящего из до 10 слоев мата. , тканый ровинг и ткань. Толщина ламината варьируется от 3/8 дюйма у линии борта, 1/2 дюйма у ватерлинии и почти 1-1/2 дюйма у днища корпуса»
Водоизмещение: 14 000 фунтов.
Балласт: 4600 фунтов. (свинец)
Площадь парусов: 673 кв. фута.
Я думаю, что сталь подошла бы лучше, но я понятия не имею, во сколько обойдется создание кривых из стали.
Есть аналогичный сосуд «Тупик» производства Голландии думаю из алюминия или стеклопластика. Лодка из сплава имеет другой киль. Но, конечно, там, где я живу, полно производителей алюминиевых лодок и малолитражных катеров. Некоторые с хорошей репутацией.
Лодка из сплава имеет другой киль. Но, конечно, там, где я живу, полно производителей алюминиевых лодок и малолитражных катеров. Некоторые с хорошей репутацией.
Однако по моему опыту алюминий может как порваться, так и со временем стать хрупким и склонным к растрескиванию.Маловероятно, что растрескивание будет проблемой в лодке, которая не вибрирует и имеет небольшую внутреннюю вибрацию.
Стоимость при перепродаже не имеет значения. И, конечно же, я вижу огромный потенциал в строительстве, а не в покупке подержанных вещей с точки зрения удовольствия.
Дополнительный вопрос: сколько будет стоить оснастка лодки в процентах от общей суммы. Сможет ли буровая установка с проушинами заметно уменьшить это? Я ценю ограничения оснастки, когда дело доходит до борьбы с ветром и в малочисленном плавании.Но внешний вид мне определенно нравится. А в остальном это было бы полезно.
http://www.mbla.co.uk/index.html
Не уверен, что эти ссылки на фотографии работают. Раньше не писал сюда извините.
Раньше не писал сюда извините.
Армированный ферроцемент и акриловая смесь вопрос.
Отлично, спасибо, Джереми, Фил и JSL.Задолго до плавучих островов в Южной Азии, пока я буду в Англии, я сделаю кормовую весельную лодку Сампан из смеси полистирола, пенопласта и портландцемента.Для небольших островов будет практикой изготовление сампана размером 16 на 4 фута, на котором можно будет спать в чрезвычайной ситуации.
Так что сделать это за один день не так уж и плохо. Могу я просто подтвердить, что ты имел в виду «если только не лежит», пожалуйста, Джереми.
Означает ли это, что он все еще достаточно влажный, чтобы можно было нанести вторую связку, и не полностью высох?
Я положу на лодку Сампан два слоя проволочной сетки и смесь портланд/песок. Я думаю, что я полностью оберну сформированный полистирол / пенополистирол проволочной сеткой и зафиксирую первый слой проволочной сетки с помощью гвоздей / скоб, чтобы удерживать проволоку и останавливать приподнятую проволоку, чтобы сохранить тонкий первый слой.
Или «отложить» означает поставить блоки, чтобы нижняя сторона плоского корпуса могла быть визуализирована одновременно с верхней?
Я тоже так могу, моя проблема тогда второй слой. Может быть, я могу нанести второй слой мелкоячеистой сетки на не полностью затвердевший первый слой портландцемента, а затем нанести второй слой до того, как высохнет первый слой.
Что-нибудь из вышеперечисленного звучит правильно?
Я все еще учусь, поэтому, конечно, не собираюсь заниматься массовым строительством, это всего лишь небольшой проект, которым я могу наслаждаться в жизни.
Думаю, Индия меня вышвырнет, если я начну строить сотни плавучих островов.
Мне также нравится простота сампана, кормового привода, который приводится в движение специально изготовленным веслом Yuhol, которое весьма эффективно, или, возможно, даже с электрическим троллинговым двигателем в будущем.
Было бы здорово услышать любое предложение, чтобы помочь с процессом цементирования и строительства. Я собираю это по крупицам.
Я собираю это по крупицам.
Я наслаждаюсь свободой строить свою собственную лодку и дом, это кажется очень полезным с чувством выполненного долга больше, чем установка набора полок.
Спасибо за приведенные выше ответы, это определенно положило начало этому проекту.
Ферроцемент — allaboutboats.org
ПУТЬ: Главная » Содержание > Судостроение » Материалы для лодок >
СОДЕРЖАНИЕ СТРАНИЦЫ
Введение
Конструкция
Экономика
Преимущества
Недостатки
+
ПРИМЕЧАНИЯ: Страница находится в разработке
Лодка из ферроцемента.GNU Антонио Вальтер Гусман
Ферроцемент , также называемый железобетоном или железобетоном, представляет собой смесь портландцемента и песка, наносимую на слои тканой или просечно-вытяжной стальной сетки и близко расположенные арматурные стержни из стальных стержней малого диаметра. Его можно использовать для формирования относительно тонких бетонных листов со сложным изгибом, идеально подходящих для таких применений, как корпуса лодок, кровли и резервуары для воды. Он имеет широкий спектр других применений, включая скульптуру и сборные строительные компоненты.Термин «ферроцемент» применяется в отношении других композиционных материалов, в том числе некоторых, не содержащих цемента и железа.
Он имеет широкий спектр других применений, включая скульптуру и сборные строительные компоненты.Термин «ферроцемент» применяется в отношении других композиционных материалов, в том числе некоторых, не содержащих цемента и железа.
Первоначальный изобретатель этого материала, француз Жозеф Монье, назвал его «ciment armé», но после того, как другой французский изобретатель, Жозеф-Луи Ламбо, сконструировал небольшую лодку из ферроцемента и выставил ее на Всемирной выставке в 1855 году, название «ferciment ” (в соответствии с патентом Ламбота 1855 года). Патент был выдан в Бельгии и распространяется только на эту страну.Во время первого патента Монье, июль 1867 года, он планировал использовать свой материал для создания урн, цветочных горшков и цистерн. Эти орудия традиционно делались из керамики, но крупномасштабные проекты с обжигом в печи были дорогими и часто терпели неудачу. В 1875 году он расширил свои патенты, включив в них мосты, и спроектировал свой первый мост из стали и бетона. Внешний слой был вылеплен так, чтобы имитировать деревенские бревна и бревна, тем самым также введя бетон Faux Bois в обычную практику.
В последнее время «ферроцемент» называют железобетоном или железобетоном, чтобы лучше описать конечный продукт, а не его компоненты.Есть надежда, что понимание того, что заполнители, смешанные с портландцементом, образуют бетон, но многие вещи можно назвать цементом, поможет избежать путаницы со многими соединениями или методами, которые не являются железобетонными.
Железобетон имеет относительно хорошую прочность и ударопрочность. При использовании в строительстве домов в развивающихся странах он может обеспечить лучшую устойчивость к огню, землетрясению и коррозии, чем традиционные материалы, такие как дерево, саман и каменная кладка. Он был популярен в развитых странах для строительства яхт, потому что этой технике можно научиться относительно быстро, что позволяет людям сокращать расходы, предоставляя свой собственный труд.В 1930-1950-х годах он стал популярным в Соединенных Штатах как метод строительства и скульптуры для новой архитектуры, примеры которой создали «динозавров в пустыне».
Строительство
Желаемая форма может быть построена из многослойной конструкции из сетки, поддерживаемой арматурой, или сетки, построенной из арматуры и связанной проволокой. Для оптимальной работы сталь должна быть обработана от ржавчины (оцинкована) или из нержавеющей стали. (В ранней практике, в пустыне или при строительстве внешних декораций, «практика надежного строительства» не рассматривалась или, возможно, была неизвестна, поскольку в некоторых случаях она выросла из традиции народного ремесла, когда каменщики сотрудничали с кузнецами.) Поверх этого готового каркаса наносится соответствующая смесь (затирка или строительный раствор) из портландцемента, песка и воды и/или добавок для проникновения в сетку. Во время затвердевания сборку можно поддерживать во влажном состоянии, чтобы обеспечить медленное схватывание и затвердевание бетона и избежать образования трещин, которые могут ослабить систему. Следует предпринять шаги, чтобы избежать попадания воздуха во внутреннюю конструкцию на мокрой стадии строительства, так как это также может привести к образованию трещин, которые будут образовываться по мере высыхания. Захваченный воздух будет оставлять пустоты, которые позволяют воде собираться и разрушать (ржаветь) сталь.Современная практика часто включает распыление смеси под давлением (метод, называемый торкретированием) или какой-либо другой метод вытеснения захваченного воздуха.
Захваченный воздух будет оставлять пустоты, которые позволяют воде собираться и разрушать (ржаветь) сталь.Современная практика часто включает распыление смеси под давлением (метод, называемый торкретированием) или какой-либо другой метод вытеснения захваченного воздуха.
Старые структуры, которые потерпели неудачу, дают ключи к лучшим практикам. В дополнение к устранению воздуха в местах его контакта со сталью современные добавки к бетону могут включать акриловые жидкие «примеси» для замедления поглощения влаги и повышения ударопрочности затвердевшего продукта или для изменения скорости отверждения. Эти технологии, заимствованные из коммерческой торговли плиткой, очень помогли в восстановлении этих структур.[1] Можно добавить рубленое стекло или поливолокно, чтобы уменьшить образование трещин на внешней оболочке. (Измельченное волокно может препятствовать хорошему проникновению цементного раствора в стальные сетчатые конструкции. Это следует принять во внимание и смягчить или ограничить использование на внешних последующих слоях. Рубленое волокно также может изменить или ограничить некоторые методы мокрой лепки.)
Рубленое волокно также может изменить или ограничить некоторые методы мокрой лепки.)
Экономика
Экономическое преимущество железобетонных конструкций заключается в том, что они прочнее и долговечнее, чем некоторые традиционные методы строительства.[цитата необходима] В зависимости от качества строительства и климата его местоположения, дома могут окупить себя практически без обслуживания и с более низкими требованиями к страхованию. Резервуары для воды могли бы окупить себя, не нуждаясь в периодической замене, если бы они были правильно построены из железобетона.
Железобетонные конструкции могут быть построены быстро, что может иметь экономические преимущества. В ненастных погодных условиях возможность быстрого возведения и ограждения здания позволяет рабочим укрыться внутри и продолжить внутреннюю отделку.
В Индии часто используют железобетон, поскольку конструкции из него более устойчивы к землетрясениям. Сейсмостойкость зависит от хорошей техники строительства и дополнительного армирования бетона.
В 1970-х дизайнеры адаптировали свои проекты яхт к очень популярной в то время схеме строительства на заднем дворе с использованием ферроцемента. Его большая привлекательность заключалась в том, что при минимальных затратах и затратах, при разумном приложении навыков, любитель мог построить гладкий, прочный и прочный корпус яхты.Корпус из ферроцемента может иметь такой же или меньший вес, чем корпус из армированного волокном пластика (стекловолокна), алюминия или стали. Новые методы ламинирования слоев цемента и стальной сетки в форме могут вдохнуть новую жизнь в судостроение из ферроцемента. Тщательное изучение железобетона и современной практики принесет пользу судостроителю.
Существует три основных метода ферроцемента. Они следуют
- Арматурная система: В этом методе стальной каркас приваривается до нужной формы, с обеих сторон которого связываются несколько слоев натянутых сеток.Это достаточно прочно, так что раствор можно заполнить, нажав с одной стороны и временно поддерживая с другой стороны.
 Заполнение раствором также может осуществляться путем вдавливания раствора с обеих сторон. В этом методе скелетная сталь (стержни) находится в центре сечения и, как таковая, увеличивает собственный вес без какого-либо вклада в прочность.
Заполнение раствором также может осуществляться путем вдавливания раствора с обеих сторон. В этом методе скелетная сталь (стержни) находится в центре сечения и, как таковая, увеличивает собственный вес без какого-либо вклада в прочность. - Системы с закрытыми формами: несколько слоев сеток связываются вместе с поверхностью формы, которая удерживает их на месте во время заполнения раствором.Форма может быть удалена после отверждения или может оставаться на месте в качестве постоянной части готовой конструкции. Если форму необходимо снять для повторного использования, необходимо использовать разделительный состав.
- Интегрированная система пресс-форм: при минимальном армировании любая цельная пресс-форма в первую очередь рассматривается как каркас. На этой форме с обеих сторон закрепляются слои сетки и с двух сторон на них производится оштукатуривание. Как следует из названия, форма остается неотъемлемой частью готовой конструкции.(например, двойные Т-образные профили для пола, кровли и т.
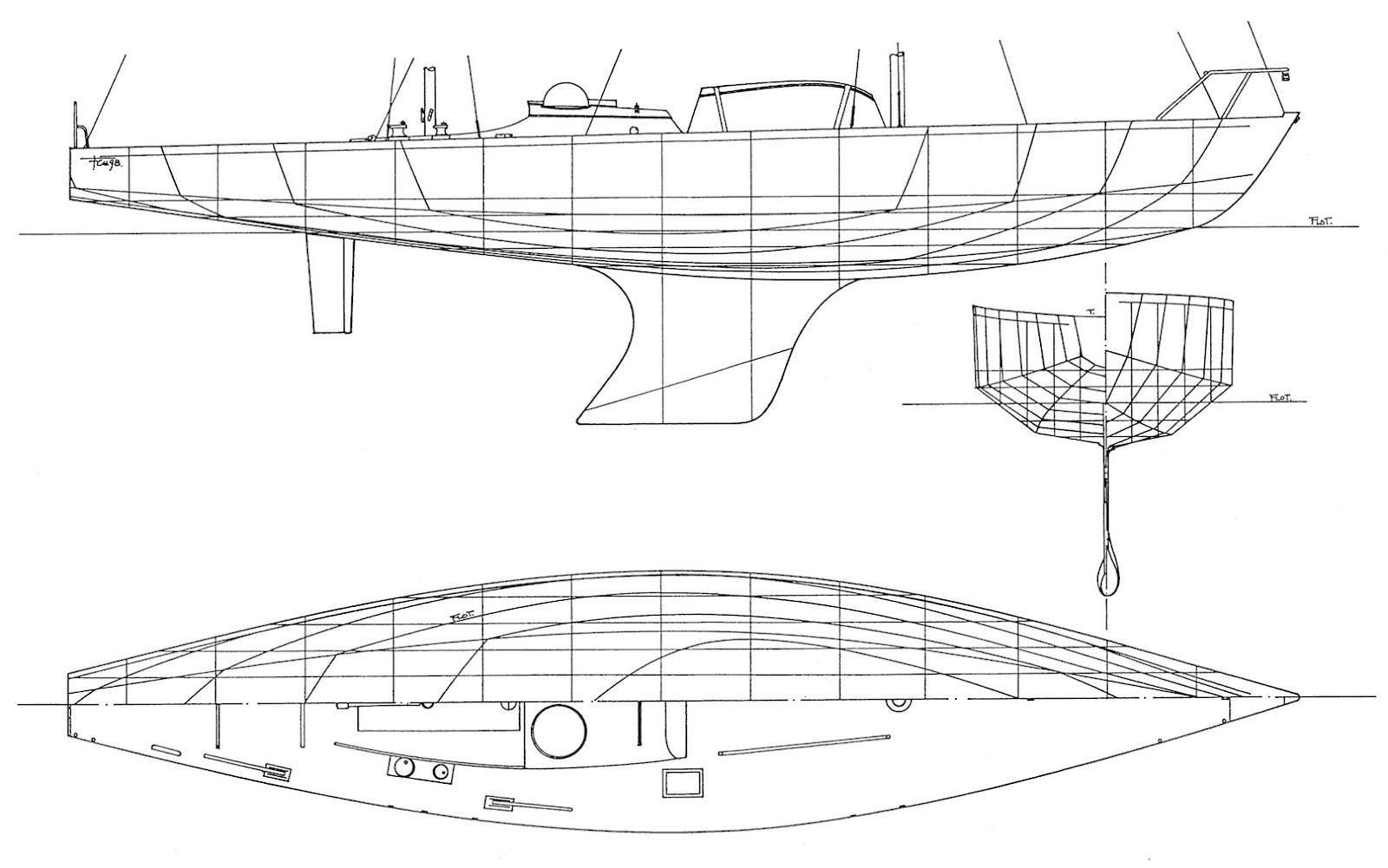 д.) Следует принять меры предосторожности, чтобы обеспечить прочное соединение между формой и слоями, заполняемыми позже, чтобы готовое изделие представляло собой единое целое.
д.) Следует принять меры предосторожности, чтобы обеспечить прочное соединение между формой и слоями, заполняемыми позже, чтобы готовое изделие представляло собой единое целое.
Преимущества
Преимуществами хорошо построенной железобетонной конструкции являются малый вес, затраты на техническое обслуживание и длительный срок службы по сравнению с чисто стальными конструкциями. Тем не менее, кропотливая точность сборки считается здесь решающей.Особенно в отношении цементной композиции и способа ее нанесения в каркас и на него, а также того, как каркас был обработан для защиты от коррозии.
Когда железобетонный лист механически перегружен, он имеет тенденцию складываться, а не ломаться или крошиться, как камень или глиняная посуда. Значит не ломкий. Как контейнер, он может выйти из строя и протечь, но, возможно, будет держаться вместе. Многое зависит от технологий, используемых при строительстве.
Недостатки
Недостатком железобетонных конструкций является их трудоемкость, что делает их дорогими для промышленного применения в западном мире. Кроме того, угроза деградации (ржавчины) стальных компонентов возможна, если в исходной конструкции остаются воздушные пустоты из-за слишком сухой смеси наносимого бетона или из-за того, что воздух не вытесняется из конструкции во время ее приготовления. на мокрой стадии строительства с помощью вибрации, методов распыления под давлением или других средств. Эти воздушные пустоты могут превратиться в бассейны с водой, поскольку отвержденный материал поглощает влагу. Если пустоты возникают там, где есть необработанная сталь, сталь будет ржаветь и расширяться, что приведет к отказу системы.
Кроме того, угроза деградации (ржавчины) стальных компонентов возможна, если в исходной конструкции остаются воздушные пустоты из-за слишком сухой смеси наносимого бетона или из-за того, что воздух не вытесняется из конструкции во время ее приготовления. на мокрой стадии строительства с помощью вибрации, методов распыления под давлением или других средств. Эти воздушные пустоты могут превратиться в бассейны с водой, поскольку отвержденный материал поглощает влагу. Если пустоты возникают там, где есть необработанная сталь, сталь будет ржаветь и расширяться, что приведет к отказу системы.
В современной практике появление жидких акриловых добавок и других усовершенствований в затирочных смесях обеспечивает более медленное поглощение влаги по сравнению со старыми формулами, а также увеличивает прочность сцепления, чтобы смягчить эти недостатки. Этапы восстановления должны включать обработку стали для предотвращения ржавчины с использованием методов обработки старой стали, обычных для ремонта кузова автомобиля.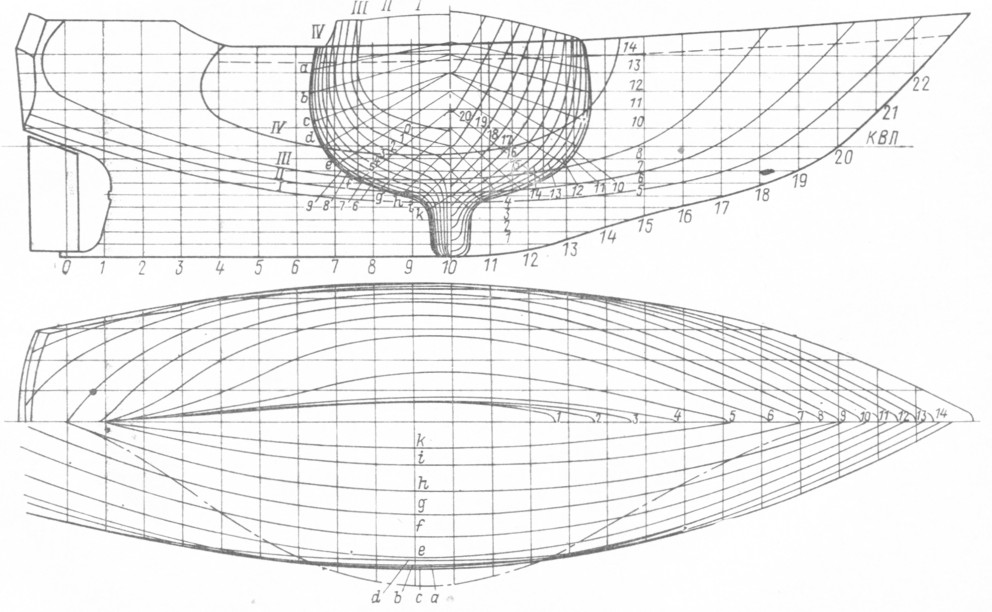
Еще из Википедии
Если на этой веб-странице есть что-то, что требует исправления, сообщите нам об этом по электронной почте Кому:
Editor♥EverythingAboutBoats.org (замените «♥» на «@»)
ЭТА СТАТЬЯ ВСЕ ЕЩЕ РАЗРАБАТЫВАЕТСЯ!
Страница может содержать черновики, содержащие исходные материалы.
♥
Посетите нашу домашнюю страницу ПОПУЛЯРНЫЕ СТАТЬИ
, чтобы увидеть примеры всеобъемлющего содержания нашего веб-сайта!
Спасибо нашим замечательным авторам за непрерывный поток статей, а также преданным своему делу добровольным сотрудникам, которые сортируют, полируют и форматируют их, с каждым днем мы немного приближаемся к нашей цели
«Все о лодках».Если вы хотите отправить статью,
См. «Отправка статей».
— ТОП-20 САМЫХ ПОПУЛЯРНЫХ СТАТЕЙ —
Ford Промышленные энергетические продукты Дизельные двигатели
Как определить Форд дизельные двигатели
Ford 2715E
Lehman MFG. Co.
Co.
Детройт Дизель 8.2
Универсальный атомный атомный 4
Chrysler & Force Ответки
ESKA Подвесные моторы
Двигатели Perkins
ZF Friedrichshafen AG
Allison Передача
American Marine Ltd (Grand Banks)
Boat Inspection
Типы морских исследований
Морские инспекторы по странам
Судостроители по MIC
Beta Marine
Waterwitch
American Boat and Yacht Counsel (ABYC)
USCG NVIC 07-95Guidance on , Ремонт и техническое обслуживание деревянных корпусов
Макет EverythingAboutBoats.org Страниц веб-сайта.
Этот веб-сайт почти полностью состоит из следующих четырех типов веб-страниц:)
(Обратите внимание на приведенные ниже примеры, что эти страницы образуют естественную иерархию)
- ТЕМАТИЧЕСКИЕ СТРАНИЦЫ (см. основные тематические страницы, перечисленные в содержании веб-сайта или на правой боковой панели) ⇒ .
- СТРАНИЦЫ СПРАВОЧНИКОВ (Справочники тем, поставщиков, пунктов назначения, медиа,+)
- СТРАНИЦЫ ПОСТАВЩИКА (Страница для каждого поставщика Продуктов и/или Услуг)
- СТРАНИЦЫ ПРОДУКТА (Страница для каждого Продукта.
 Медиа, например, книги, видео и т. д. являются продуктами)
Медиа, например, книги, видео и т. д. являются продуктами)
Страницы веб-сайта содержат следующее: (в зависимости от типа страницы)
- ПУТЬ (Показывает цепочку из страниц EAB со ссылками, ведущими на эту страницу).
- СОДЕРЖАНИЕ СТРАНИЦЫ (со ссылками на каждый раздел).
- ТЕЛО СТРАНИЦЫ (Тип страницы определяет ее содержимое).
- СТРАНИЦА ТЕМЫ (содержит обзор, подробности, каталоги,+.).
- ( Небольшие каталоги обычно содержатся на тематических страницах ) .
- ( Большие каталоги обычно имеют свою собственную специальную страницу — см. следующий пункт ).
- СТРАНИЦЫ СПРАВОЧНИКА (списки актуальные, в алфавитном порядке и/или по регионам).
- СТРАНИЦА ПОСТАВЩИКА (содержит профиль, контактную информацию, продукты, услуги и т. д.).
- СТРАНИЦА ПРОДУКТА (содержит обзор, подробные сведения, функции, технические характеристики, документацию+).

- СТРАНИЦА ТЕМЫ (содержит обзор, подробности, каталоги,+.).
- СВЯЗАННЫЕ РЕСУРСЫ: темы, каталоги, поставщики, продукты, СМИ, + (со ссылками).
- КОНЕЦ СТРАНИЦЫ — начинается с ♥ и включает следующее:
- Академия Anchors Aweigh — EverythingAboutBoats.org Logo.
- Ссылка на главную страницу избранных статей.
- 20 самых популярных статей. ( Раздел чуть выше этого раздела ) .
- Макет страниц веб-сайта EverythingAboutBoats.org . ( Этот самый раздел ).
- Чего мы уже достигли. ( Следующий раздел ниже ).
- Участники должны войти в систему, чтобы получить полный доступ к расширенным страницам и программам.
- Регистрация (если вы еще не зарегистрированы).
- Публичные комментарии (о сайте и странице) .
- ПРАВАЯ БОКОВАЯ ПАНЕЛЬ (со ссылками на страницы основных тем).

Чего мы уже достигли.
Anchors Aweigh Academy и ее веб-сайт EverythingAboutBoats.org .
- Опубликовано более 300 веб-страниц по основным темам, многие из которых содержат полные статьи по этой теме. См. Содержание нашего веб-сайта или правую боковую панель, чтобы просмотреть список основных тематических страниц.
- Опубликовано более 9000 веб-страниц морских поставщиков, все с их контактной информацией, большинство с описанием их продуктов и услуг, многие с документацией по продуктам, спецификациями и независимыми обзорами.(в том числе: проектировщики лодок, инструменты для строительства лодок, производители и поставщики материалов и оборудования, строители и дилеры лодок, яхтенные брокеры, морские сюрвейеры, страховщики лодок, перевозчики лодок, шкиперы и экипажи, верфи и пристани для яхт, яхт-клубы, аренда лодок и яхт) чартеры, гребля, морское дело и морские школы, адвокаты по морскому праву и свидетели-эксперты, ремонтники и ремонтники лодок, авторы и издатели книг, продюсеры видео)
- Приобретено более 120 000 страниц документации по продуктам, включая каталоги, брошюры, спецификации, изображения, руководства по серийным номерам, руководства по установке, руководства по эксплуатации, схемы деталей, бюллетени по деталям, руководства по ремонту, электрические схемы, сервисные бюллетени и отзывы.
 И сделали все доступными для просмотра членам Академии через наш веб-сайт EAB .
И сделали все доступными для просмотра членам Академии через наш веб-сайт EAB . - Приобретено более 1200 старых выпусков книг и журналов в нашей академической библиотеке, и на данный момент более 700 из них доступны для просмотра членам Академии через наш веб-сайт EAB .
- Опубликовано более 500 статей с практическими рекомендациями по изготовлению лодок, посвященных проектированию, конструкции, осмотру, эксплуатации, техническому обслуживанию, устранению неполадок и ремонту. Мы прилагаем все усилия, чтобы сделать больше.
В настоящее время мы форматируем и полируем онлайн-курсы Anchors Aweigh Academy и практические курсы.Наш курс морской съемки оказался отличным как для начинающих, так и для опытных геодезистов, и особенно полезен для тех, кто занимается своими делами.
Текущие члены Академии должны ЗАРЕГИСТРИРОВАТЬСЯ, чтобы получить ПОЛНЫЙ доступ к этому веб-сайту
, включая расширенные страницы и ценные программы Академии
, такие как наша электронная библиотека Академии и наша программа «Спроси эксперта»!
Если срок вашего членства истек, НАЖМИТЕ ЗДЕСЬ, чтобы продлить.
ЕСЛИ ВЫ ЕЩЕ НЕ ЯВЛЯЕТСЯ ЧЛЕНОМ ACADEMY ACADEMY,
НАЖМИТЕ ЗДЕСЬ, чтобы узнать, как вы можете стать членом и получить ПОЛНЫЙ доступ к
тысячам расширенных страниц и статей, а также десяткам превосходных программ
ВСЕГО НЕМНОГО ПОЖЕРТВОВАНИЕ!
♥
Отправляйте любые комментарии для всеобщего обозрения по электронной почте Кому: Комментарии♥EverthingAboutBoats.org (замените «♥» на «@»)
Пожалуйста, не забудьте указать название этой веб-страницы в теме письма.
Все комментарии перед тем, как появиться на этой странице, проходят модерацию. См. Правила комментирования.
Общие комментарии о веб-сайте
ОТ Дональда: » Это потрясающий веб-сайт. Я сразу нашел нужную мне информацию в одной из более чем 20 000 бесплатных статей, которые вы предоставляете в качестве государственной услуги. Я удивлен, что так много, если этот сайт бесплатно.Но я все же подписался, чтобы получить доступ к тысячам расширенных страниц, интересным статьям и десяткам ценных программ! Библиотека книг, журналов и видео, которые я могу просматривать в Интернете, просто потрясающая! Насколько я понимаю, вы и ваш персонал работаете добровольцами без оплаты. Пожалуйста, продолжайте в том же духе. И я благодарю вас за ваши планы добавить еще 10 000 бесплатных информационных статей в течение следующего года. Я очень рад поддержать вас в этом начинании своим небольшим членским пожертвованием. Еще раз спасибо за всю вашу тяжелую работу. »
Пожалуйста, продолжайте в том же духе. И я благодарю вас за ваши планы добавить еще 10 000 бесплатных информационных статей в течение следующего года. Я очень рад поддержать вас в этом начинании своим небольшим членским пожертвованием. Еще раз спасибо за всю вашу тяжелую работу. »
ОТ Хьюи: » Я согласен с моим дядей, я тоже нашел статьи очень информативными. Они говорят, что потребуется около 100 000 статей, чтобы охватить весь объем, который они предусмотрели для веб-сайта. На данный момент у меня 20 000 статей, и это неплохо, но на то, чтобы получить остальные, может уйти несколько лет. Я также заметил, что многие страницы основных тем и некоторые страницы статей все еще находятся на стадии черновика. заполнить, поскольку они могут привлечь добровольцев для работы над ними.Но что я не могу понять, так это то, почему кто-то тратит время на написание информативных подробных статей только для того, чтобы бесплатно отдать их на этот сайт для публикации? Что в этом для них? »
ОТ Дьюи: » Ну, Хьюи, для меня Похоже, что большинство статей на этом сайте написано очень информированными людьми, такими как инструкторы по водным видам спорта, проектировщики лодок, строители лодок, такелажники, электрики, слесари, техники по ремонту судов и морских сюрвейеров. Написание таких статей помогает утвердить их как знающих профессионалов.Ведь изначально этот сайт был создан школой морских техников и морских сюрвейеров. Контент сайта увеличивается с каждым днем. Им даже пришлось переехать на более крупный и мощный сервер, потому что трафик веб-сайта рос в геометрической прогрессии. »
Написание таких статей помогает утвердить их как знающих профессионалов.Ведь изначально этот сайт был создан школой морских техников и морских сюрвейеров. Контент сайта увеличивается с каждым днем. Им даже пришлось переехать на более крупный и мощный сервер, потому что трафик веб-сайта рос в геометрической прогрессии. »
ОТ Луи: » Я согласен со всеми вышеперечисленными. Этот сайт быстро становится основным справочным ресурсом по всем аспектам лодок и кораблей для всех, от начинающих яхтсменов-любителей до опытных профессиональных моряков.Я использую тематические страницы на правой боковой панели для просмотра веб-сайта. Это как путеводитель для лодочников по юным суркам. Библиотека их членов, состоящая из более чем 300 популярных и малоизвестных книг и более 200 прошлых выпусков журналов, которые можно просмотреть в Интернете, просто невероятна. Журнал Академии особенно информативен. Кроме того, для участников существует программа «Спроси эксперта», где вы можете получить экспертный ответ на любой из своих вопросов о лодке. А годовое членство стоит всего 25 долларов. Что за сделка! Мне очень нравится быть частью в этом сообществе «Все о лодках» и помогите публике бесплатно разместить тысячи полезных статей.Я думаю, что я сяду прямо сейчас и напишу статью о моем опыте плавания на лодке с моим дядей. »
А годовое членство стоит всего 25 долларов. Что за сделка! Мне очень нравится быть частью в этом сообществе «Все о лодках» и помогите публике бесплатно разместить тысячи полезных статей.Я думаю, что я сяду прямо сейчас и напишу статью о моем опыте плавания на лодке с моим дядей. »
ОТ Скруджа: » Вы в восторге от этого веб-сайта, как будто он был лучшим со времен нарезанного хлеба. Ну, я думаю, что он воняет. Конечно, на нем много полезной информации для яхтсменов, и они добавляют больше каждый день. , но он, вероятно, никогда не будет закончен. Более того, у меня даже нет лодки. И у меня не было бы лодки, даже если бы кто-то дал мне ее. Лодки — это пустая трата денег, времени, энергии и денег! просто дыра в воде, в которую вы вливаете деньги.Если бы ты дал мне лодку, я бы продал ее быстрее, чем ты успеешь сказать «Бэггиморнкл». Затем я запирал наличные вместе со всеми своими деньгами, чтобы я мог следить за ними и пересчитывать их каждый день. Ба вздор. »
ОТ Дейзи: » Я так рада, что Дональд получил лодку, чтобы мы с мальчиками могли наслаждаться катанием на лодке — вместе. И, конечно же, все девочки, Эйприл, Май и Джун, любят быть на вода тоже, особенно когда там мальчики О, бедный Скрудж, кататься на лодке веселее, чем вы можете себе представить. »
И, конечно же, все девочки, Эйприл, Май и Джун, любят быть на вода тоже, особенно когда там мальчики О, бедный Скрудж, кататься на лодке веселее, чем вы можете себе представить. »
ОТ Скруджа: » Увидев, как весело вы все вместе проводите время на воде, я сожалею, что не получал такого удовольствия в молодости. предоставление каждому из вас пожизненного членства в Академии. »
ОТ редактора: » Большое спасибо тем из вас, кто остался с нами до сих пор. Вы вдохновляете нас продолжать работу над этим феноменальным веб-сайтом. Мы знаем, что нам еще многое предстоит сделать. мы можем помочь вам насладиться удивительным миром яхтинга так же, как и мы.Мы все ждем, чтобы узнать, что вы скажете об этой статье на веб-странице. Отправляйте любые комментарии по электронной почте Кому: Comment♥EverythingAboutBoats.org (замените «♥» на «@»). Не забудьте указать название этой страницы в строке темы. Также приветствуются ваши исправления, обновления, дополнения и предложения. Отправьте их по электронной почте на адрес: Editor♥EverythingAboutBoats.org (замените «♥» на «@»). Было действительно удивительно видеть, чего мы смогли достичь, работая вместе. Спасибо всем тем, кто пожертвовал свое драгоценное время и энергию, и отдельное СПАСИБО всем, кто поддержал это дело своими членскими пожертвованиями. »
Отправьте их по электронной почте на адрес: Editor♥EverythingAboutBoats.org (замените «♥» на «@»). Было действительно удивительно видеть, чего мы смогли достичь, работая вместе. Спасибо всем тем, кто пожертвовал свое драгоценное время и энергию, и отдельное СПАСИБО всем, кто поддержал это дело своими членскими пожертвованиями. »
Комментарии об этой конкретной странице
ОТ N am e: «Будьте первым, кто оставит комментарий об этой странице».
♥
Ферроцемент как материал для морских сооружений | OTC Offshore Technology Conference
Для обеспечения рационального проектирования этого относительно нового материала было изучено влияние состава матрицы и свойств проволочной сетки на статическую и динамическую прочность образцов ферроцемента.Также рассматривалась возможность увеличения удельной прочности за счет замены природного песка вспененным облегченным песком. расследовано. Пластичность стали и удельная поверхность проволочной сетки, по-видимому, являются наиболее важными свойствами, влияющими на характер растрескивания и, следовательно, на скорость утечки. Результаты показывают, что ферроцемент может быть потенциальным материалом для изготовления тонких оболочек, таких как корпуса лодок, контейнеров для транспортировки СПГ и глубоководных аппаратов.
Результаты показывают, что ферроцемент может быть потенциальным материалом для изготовления тонких оболочек, таких как корпуса лодок, контейнеров для транспортировки СПГ и глубоководных аппаратов.
ВВЕДЕНИЕ
Ферроцемент представляет собой тип железобетона, в котором матрицей является портландцементный раствор, а армирование состоит в основном из слоев стальной проволочной сетки.Обычно используется тканая или сварная холоднотянутая проволочная сетка с сеткой от ¼ до 1 дюйма и диаметром проволоки от 0,02 до 0,06 дюйма. В настоящее время железоцементные конструкции чаще всего используются для изготовления корпусов лодок толщиной от ½ до 1½ дюймов. В наиболее распространенной технике изготовления корпусов лодок используются гнутые трубы и . стержни для определения формы корпуса. Поверх каркаса укладывают проволочные сетки и обмазывают раствором с обеих сторон.
Ферроцемент становится все более популярным строительным материалом для лодок с тех пор, как Нерви в Италии вскоре после Второй мировой войны построил 41-футовый × 10. Парусная яхта размером 5 футов × ½ дюйма. С тех пор ферроцементные суда постепенно распространились в Англии, Австралии, Новой Зеландии, Канаде и США. построены в России и Чехословакии.
Парусная яхта размером 5 футов × ½ дюйма. С тех пор ферроцементные суда постепенно распространились в Англии, Австралии, Новой Зеландии, Канаде и США. построены в России и Чехословакии.
Несмотря на растущий интерес к ферроцементу, информация, на которой может быть основана рациональная конструкция и на основе которой можно провести подходящее сравнение с другими материалами, отсутствует.Цель этого исследования заключалась в изучении ударопрочности ферроцементных плит, поскольку ударная нагрузка будет иметь решающее значение для многих применений ферроцемента в морских сооружениях. Поведение при одноосном растяжении также было изучено и связано с производительностью при ударе. Исследовано влияние различных составов раствора и предела текучести сетки, а также изменение площади поверхности арматуры. Были сделаны измерения ширины трещины и скорости утечки поврежденного материала.Есть надежда, что представленная здесь информация может привести к более эффективному использованию и оценке ферроцемента для морских сооружений, таких как транспортные суда, буи, глубоководные аппараты и суда для транспортировки жидких газов.
Ясно Яхта у железобетонного пейзажа, Абстрактная живопись Картина Дмитрия Матковского
Я художник-синестет*, абстрактный экспрессионист. Эмоции очень важны для меня. Когда ты в искусстве, вся твоя жизнь проходит в этот конкретный момент. Это как импровизация в музыке.Всю жизнь нужно объяснить в один момент, в одну фразу, в один белый квадрат… Эмоции – это отношения с другими людьми. Мое искусство — это отношения и с другими. Мне нравятся вызовы, мне нравится делать что-то новое каждый день, в конце концов, мне нравится побеждать. И что более важно, я люблю побеждать каждый день. Для меня закончить свой холст — это как красная черта для бегуна или достижение вершины горы для альпиниста, я умру за это. Я люблю цвета, я люблю краски, и я люблю холст, белый холст. Мне нравится даже готовить холст для живописи, я просто люблю быть художником.Когда я рисую, я чувствую себя бегуном, марафонцем на 42 км. бегун, умирающий за красную линию, умирающий, чтобы добраться до финиша. Я чувствую себя альпинистом, единственной целью которого все время является достижение вершины горы. Я хочу добиться успеха. Я люблю побеждать. Я чувствую себя таким раскрепощенным, когда создаю искусство. Во-первых, потому что я могу производить что-то, что влияет на настроение или душевное состояние человека, а во-вторых, потому что я могу уйти от этой реальности. И мне нравится это чувство. Мои картины годами продавались в офисы, магазины и частные дома в Канаде, Австралии, США, Европе и т.д.До сих пор в 18 странах. Я постоянно развиваю свой стиль рисования, чтобы вам было интересно вернуться в следующий раз. Не стесняйтесь обращаться ко мне, я буду рад ответить на все ваши вопросы. Спасибо за интерес, надеюсь, вам понравится! синестеты * — Синестезия в искусстве относится к большому количеству экспериментов Атита, которые исследовали сотрудничество органов чувств, например. видеть и слышать; слово синестезия происходит от древнегреческого «вместе» и Aisthēsis «ощущение».В жанрах визуальной музыки, абстрактного кино, абстрактного кино, музыкальной визуализации, аудиовизуального искусства и интермедиа.
Я чувствую себя альпинистом, единственной целью которого все время является достижение вершины горы. Я хочу добиться успеха. Я люблю побеждать. Я чувствую себя таким раскрепощенным, когда создаю искусство. Во-первых, потому что я могу производить что-то, что влияет на настроение или душевное состояние человека, а во-вторых, потому что я могу уйти от этой реальности. И мне нравится это чувство. Мои картины годами продавались в офисы, магазины и частные дома в Канаде, Австралии, США, Европе и т.д.До сих пор в 18 странах. Я постоянно развиваю свой стиль рисования, чтобы вам было интересно вернуться в следующий раз. Не стесняйтесь обращаться ко мне, я буду рад ответить на все ваши вопросы. Спасибо за интерес, надеюсь, вам понравится! синестеты * — Синестезия в искусстве относится к большому количеству экспериментов Атита, которые исследовали сотрудничество органов чувств, например. видеть и слышать; слово синестезия происходит от древнегреческого «вместе» и Aisthēsis «ощущение».В жанрах визуальной музыки, абстрактного кино, абстрактного кино, музыкальной визуализации, аудиовизуального искусства и интермедиа.
Знакомство с лодками — история, части и терминология, строительные материалы, движение и плавучесть.
Знакомство с лодками
Лодка представляет собой гидроцикл самых разных размеров, предназначенный для плавания, глиссирования, работы или передвижения по воде. Небольшие лодки обычно находятся на внутренних водных путях (например, реках и озерах) или в охраняемых прибрежных районах. Однако такие лодки, как вельбот, были разработаны для эксплуатации с корабля в открытом море.С точки зрения военно-морского флота, лодка — это судно, достаточно маленькое, чтобы его можно было перевозить на борту другого судна (корабля). Другое менее ограничительное определение — это судно, которое можно поднять из воды. В некоторых определениях не делается различий в размере, поскольку навалочные суда длиной 1000 футов (300 м) на Великих озерах называются рудными судами. По военно-морским традициям подводные лодки обычно называют «лодками», а не «кораблями», независимо от их размера и формы. Корабли, как правило, отличаются от лодок большими размерами, формой и грузоподъемностью или пассажировместимостью.
Корабли, как правило, отличаются от лодок большими размерами, формой и грузоподъемностью или пассажировместимостью.
Лодки имеют самые разнообразные формы, размеры и методы строительства в зависимости от их предназначения, доступных материалов или местных традиций. Лодки типа каноэ использовались с доисторических времен, и различные версии используются во всем мире для транспорта, рыбалки или спорта. Рыбацкие лодки сильно различаются по стилю, отчасти из-за местных условий. Прогулочные катера включают лыжные катера, понтонные катера и парусники. Дома-лодки можно использовать для отдыха или длительного проживания.Небольшие лодки могут обеспечивать транспортировку или перевозку грузов (лихтеров) на большие корабли и с них. Спасательные шлюпки имеют функции спасения и безопасности. Лодки могут приводиться в движение силой человека (например, гребные лодки), энергией ветра (например, парусные лодки) и мощностью двигателя (например, моторные лодки с гребным винтом, приводимые в движение бензиновыми или дизельными двигателями).
История
Землянки — древнейший тип лодок, найденных археологами, и лодки служили транспортом с древнейших времен. Косвенные свидетельства, такие как раннее заселение Австралии более 40 000 лет назад, находки на Крите, датированные 130 000 лет назад, и находки на Флоресе, датированные 900 000 лет назад, позволяют предположить, что лодки использовались с доисторических времен.Считается, что самыми ранними лодками были бревенчатые лодки, а самые старые лодки, обнаруженные при археологических раскопках, датируются примерно 7–10 000 лет назад. Самая старая восстановленная лодка в мире — это каноэ Pesse, землянка, сделанная из выдолбленного ствола дерева Pinus sylvestris и построенная где-то между 8200 и 7600 годами до нашей эры. Это каноэ выставлено в музее Дрентса в Ассене, Нидерланды. Были обнаружены и другие очень старые лодки-землянки. Плоты эксплуатировались не менее 8000 лет. В Кувейте нашли тростниковую лодку возрастом 7000 лет.Лодки использовались между 4000 и 3000 годами до нашей эры в Шумере, Древнем Египте и в Индийском океане.
Лодки играли важную роль в торговле между цивилизацией долины Инда и Месопотамией. Свидетельства существования различных моделей лодок также были обнаружены на различных археологических раскопках в долине Инда. Ремесло уру зародилось в Бейпоре, деревне на юге Каликута, штат Керала, на юго-западе Индии. Этот гигантский деревянный корабль был построен из тика без железа и имел грузоподъемность 400 тонн.Древние арабы и греки использовали такие лодки в качестве торговых судов.
Лодки можно разделить на три основных типа:
- Лодки без двигателя или с приводом от человека — Лодки без двигателя включают плоты и поплавки, предназначенные для движения вниз по течению в одном направлении. Лодки с приводом от человека включают каноэ, байдарки, гондолы и лодки, приводимые в движение шестами, как плоскодонка.
- Парусные лодки — которые приводятся в движение исключительно парусами.
- Моторные лодки — которые приводятся в движение механическими средствами, такими как двигатели.

Детали и терминология
Несколько ключевых компонентов составляют основную конструкцию большинства лодок. Корпус является основным конструктивным элементом лодки и обеспечивает плавучесть. Ружье, образующее борта лодки, обеспечивает защиту от воды и затрудняет потопление лодки. Примерно горизонтальные конструкции с камерами, охватывающие корпус лодки, называются палубой. У корабля часто бывает несколько палуб, но у лодки вряд ли их больше одной, если вообще есть.Над палубой расположены надстройки. Нижняя сторона деки — это головка деки.
Закрытое пространство на судне называется кабиной. Кабина состоит из нескольких конструкций, в том числе крыши тренера, которая представляет собой легкую конструкцию, перекрывающую приподнятую кабину. «Пол» каюты правильно известен как подошва, но, скорее всего, будет называться полом (собственно, пол — это конструктивный элемент, который связывает раму с килем и килем). Вертикальные поверхности, разделяющие внутреннее пространство, представляют собой переборки.
Киль представляет собой продольный конструктивный элемент, к которому крепятся шпангоуты (иногда называемый «хребтом»).
Передняя часть (или нос) лодки называется носовой частью. Лодки прежних времен часто имели носовую фигуру, выступающую из носа. Задняя часть (или кормовая оконечность) лодки называется кормой. Правая сторона (обращенная вперед) — правый борт, левая сторона — левый борт.
Почти каждой лодке владелец дает имя, и именно так лодка упоминается в лодочном сообществе, а в некоторых случаях в юридических или правоустанавливающих документах.Названия лодок варьируются от причудливых до юмористических и серьезных.
Строительные материалы
До середины 19 века большинство лодок делалось из натуральных материалов, в основном из дерева, хотя также использовались тростник, кора и шкуры животных. К ранним лодкам относятся лодки с тростниковым переплетом, которые можно было увидеть в Древнем Египте, каноэ из бересты, каяк и коракул, покрытые шкурами животных, а также каноэ-землянка, сделанная из цельного бревна.
К середине 19 века многие лодки были построены с железным или стальным каркасом, но все еще обшиты деревянными досками.В 1855 году французы запатентовали железоцементную конструкцию лодки, которая и придумала название «ферцимент». Это система, при которой каркас из стальной или железной проволоки строится по форме корпуса лодки и покрывается (затирается) цементом. Укрепленный переборками и другими внутренними конструкциями, он прочен, но тяжел, легко ремонтируется и, если его правильно загерметизировать, не будет течь или подвергаться коррозии. Эти материалы и методы были скопированы во всем мире и постепенно теряли популярность до настоящего времени.Поскольку леса Британии и Европы по-прежнему чрезмерно вырубались для изготовления килей больших деревянных лодок, а бессемеровский процесс (запатентованный в 1855 г.) удешевил сталь, стальные корабли и лодки стали более распространенными.
К 1930-м годам лодки, построенные полностью из стали, от рамы до обшивки, стали заменять деревянные лодки во многих промышленных целях, в том числе для рыболовного флота. Однако частные прогулочные лодки из стали встречаются редко. В 1895 г. компания WH Mullins производила стальные лодки из оцинкованного железа и к 1930 г. стала крупнейшим в мире производителем прогулочных лодок.Mullins также предлагал лодки из алюминия с 1895 по 1899 год и еще раз в 1920-х годах. В середине 20 века популярность приобрел алюминий. Хотя алюминиевые сплавы намного дороже, чем сталь, в настоящее время доступны алюминиевые сплавы, которые не подвергаются коррозии в соленой воде, а алюминиевые лодки, построенные в соответствии с аналогичными стандартами грузоподъемности, легче по весу, чем их стальные эквиваленты. Примерно в середине 1960-х годов стали популярны лодки из армированного стекловолокном пластика, более известного как стекловолокно, особенно для прогулочных лодок.Береговая охрана США называет такие лодки лодками «FRP» (пластик, армированный волокном).
Однако частные прогулочные лодки из стали встречаются редко. В 1895 г. компания WH Mullins производила стальные лодки из оцинкованного железа и к 1930 г. стала крупнейшим в мире производителем прогулочных лодок.Mullins также предлагал лодки из алюминия с 1895 по 1899 год и еще раз в 1920-х годах. В середине 20 века популярность приобрел алюминий. Хотя алюминиевые сплавы намного дороже, чем сталь, в настоящее время доступны алюминиевые сплавы, которые не подвергаются коррозии в соленой воде, а алюминиевые лодки, построенные в соответствии с аналогичными стандартами грузоподъемности, легче по весу, чем их стальные эквиваленты. Примерно в середине 1960-х годов стали популярны лодки из армированного стекловолокном пластика, более известного как стекловолокно, особенно для прогулочных лодок.Береговая охрана США называет такие лодки лодками «FRP» (пластик, армированный волокном).
прочны, не ржавеют (оксид железа), не разъедают и не гниют. Однако они подвержены структурной деградации под воздействием солнечного света и экстремальных температур в течение всего срока службы. Стекловолокно обеспечивает структурную прочность, особенно когда длинные тканые нити укладываются, иногда от носа к корме, а затем пропитываются эпоксидной или полиэфирной смолой для формирования корпуса. Будь то ручная укладка или построение в форме, лодки из армированного волокном пластика (FRP) обычно имеют внешнее покрытие из гелькоута, представляющего собой тонкий сплошной цветной слой полиэфирной смолы, который не добавляет структурной прочности, но создает гладкую поверхность, которую можно полируется до блеска, а также действует как защитный слой от солнечного света.Конструкции FRP можно сделать более жесткими с помощью сэндвич-панелей, где FRP заключает в себе легкий сердечник, такой как бальза или пена.
Стекловолокно обеспечивает структурную прочность, особенно когда длинные тканые нити укладываются, иногда от носа к корме, а затем пропитываются эпоксидной или полиэфирной смолой для формирования корпуса. Будь то ручная укладка или построение в форме, лодки из армированного волокном пластика (FRP) обычно имеют внешнее покрытие из гелькоута, представляющего собой тонкий сплошной цветной слой полиэфирной смолы, который не добавляет структурной прочности, но создает гладкую поверхность, которую можно полируется до блеска, а также действует как защитный слой от солнечного света.Конструкции FRP можно сделать более жесткими с помощью сэндвич-панелей, где FRP заключает в себе легкий сердечник, такой как бальза или пена.
FRP с сердечником чаще всего встречается в настиле, что помогает уменьшить вес, который будет переноситься выше ватерлинии. Добавление дерева делает сердцевину конструкции лодки восприимчивой к гниению, что делает больший акцент на том, чтобы не допустить, чтобы поврежденные сэндвич-структуры остались без ремонта. Пенопласты на пластиковой основе менее уязвимы. Фраза «усовершенствованные композиты» в конструкции FRP может указывать на добавление углеродного волокна, кевлара или других подобных материалов, но также может указывать на методы, разработанные для внедрения менее дорогих и, по крайней мере, по свидетельству одного очевидца яхты, менее структурно прочных материалов.
Пенопласты на пластиковой основе менее уязвимы. Фраза «усовершенствованные композиты» в конструкции FRP может указывать на добавление углеродного волокна, кевлара или других подобных материалов, но также может указывать на методы, разработанные для внедрения менее дорогих и, по крайней мере, по свидетельству одного очевидца яхты, менее структурно прочных материалов.
Холодное формование похоже на FRP, поскольку оно включает использование эпоксидной или полиэфирной смолы, но структурным компонентом является дерево, а не стекловолокно. При холодном формовании очень тонкие полоски древесины накладываются на форму или форму. Каждый слой покрывается смолой, а сверху укладывается еще один чередующийся по направлению слой. В некоторых процессах последующие слои скрепляются скобами или иным образом механически крепятся к предыдущим слоям, но в других процессах слои утяжеляются или даже упаковываются в вакуумные пакеты, чтобы удерживать их вместе, пока смола затвердевает.Слои наращиваются до тех пор, пока не будет достигнута необходимая толщина корпуса.
Лодки или плавсредства также изготавливаются из таких материалов, как пенопласт или пластик, но большинство самодельных конструкций сегодня строятся из фанеры и либо окрашиваются, либо покрываются слоем стекловолокна и смолы.
Г.
Наиболее распространенными средствами движения лодок являются следующие:
* Винты с приводом от двигателя
- Встроенный
- Внутренний/внешний (кормовой привод)
- Внешний
- Крыльчатое колесо
- Водомет (гидроцикл, катер)
- Воздушные вентиляторы (судно на воздушной подушке, воздушное судно)
* Сила человека (гребля, гребля, установка шеста и т. д.))
* Энергия ветра (парусный спорт)
Раннее необычное средство передвижения лодки представлено водяной гусеницей. Эта лодка приводилась в движение серией весел на цепях вдоль дна, чтобы продвигать ее по воде, и предшествовала развитию гусеничных транспортных средств.
Плавучесть
Плавающая лодка перемещает свой вес в воде. Материал корпуса лодки может быть плотнее воды, но в этом случае он образует только внешний слой. Если лодка плавает, то масса лодки (плюс содержимое) в целом, деленная на объем ниже ватерлинии, равна плотности воды (1 кг/л).Если к лодке добавить вес, объем ниже ватерлинии увеличится, чтобы сохранить баланс веса равным, и поэтому лодка немного опустится, чтобы компенсировать это.
100-летний бетонный корабль пляжа Сиклифф — Aptos Life
Пляж Сиклифф уникален тем, что на нем есть рыбацкий пирс, который простирается до 100-летнего бетонного корабля. Штормы не были добры к кораблю, и последние несколько штормов мешали представить, как он выглядел раньше. Как он туда попал и зачем кому-то делать корабль из бетона?
Когда США официально вступили в Первую мировую войну.Немецкие подводные лодки нанесли большой урон нашим кораблям. К 1918 году наше правительство начало программу строительства кораблей стоимостью 8 миллиардов долларов, чтобы заменить эти корабли. Николай Кнудтзон Фугнер, норвежский инженер-строитель, работал над технологией железобетонных кораблей и фактически построил несколько таких кораблей. Он и его брат Герман убедили Корпорацию аварийного флота Совета судоходства США приступить к реализации программы по строительству 38 бетонных кораблей. Только восемь были завершены.
Николай Кнудтзон Фугнер, норвежский инженер-строитель, работал над технологией железобетонных кораблей и фактически построил несколько таких кораблей. Он и его брат Герман убедили Корпорацию аварийного флота Совета судоходства США приступить к реализации программы по строительству 38 бетонных кораблей. Только восемь были завершены.
К 1919 году судостроительная компания Сан-Франциско строила судно S.S. Palo Alto и ее родственный корабль SS Peralta на верфи ВМС США в Окленде. Эти корабли были 435-футовыми нефтяными танкерами водоизмещением 7500 тонн. Война закончилась раньше, чем они были завершены.
Бетон вроде бы не плавает, но и сталь тоже. Это связано с вытеснением воды. Бетонные корпуса относительно тонкие. Корпус Пало-Альто имеет толщину пять дюймов снизу и четыре дюйма по бокам. В корпусе в семь раз больше стальных арматурных стержней, чем требуется для цементных работ на суше.Цемент, использованный для строительства корпуса, был доставлен из Давенпорта, а воздушный кирпич был заменен на половину необходимого гравия, чтобы облегчить вес. Возможно, часть этого кирпича была щебнем, оставшимся после землетрясения в Сан-Франциско в 1906 году.
Возможно, часть этого кирпича была щебнем, оставшимся после землетрясения в Сан-Франциско в 1906 году.
SS Palo Alto был спущен на воду 29 мая 1919 года. Корпус был построен за 120 дней после первой заливки. Она была оснащена паровым двигателем мощностью 2800 лошадиных сил, пятнадцатифутовым одиннадцатитонным гребным винтом из бронзы и палубами из белого норвежского ясеня.У нее было 14 водонепроницаемых масляных отсеков вместимостью 3 миллиона галлонов. Ее ориентировочная стоимость составила 1,5 миллиона долларов.
Пало-Альто был сдан в эксплуатацию в октябре 1920 года, через одиннадцать месяцев после окончания войны. «Пало-Альто» совершил всего два коротких рейса своим ходом. 2 и января 1921 года он отплыл с верфи в Аламеде в сухой док Хантерс-Пойнт, а 24 января -го оттуда к пирсу 33 в Сан-Франциско. Поскольку бетонные корабли были хрупкими, они не пользовались популярностью в мирное время.Пало-Альто простоял на якоре следующие четыре года и был продан по цене металлолома в 18 750 долларов. С нее сняли двигатель и гребной винт и продали Seacliff Amusement Corporation в 1929 году. Буксир Red Stack, Sea Scout, отбуксировал ее на пляж Сиклифф, куда она прибыла 22 января 1930 года. песчаное дно 25 января.
К корме корабля был пристроен пирс длиной 630 футов, и судно было переоборудовано в прогулочный корабль с танцевальной площадкой, кафе, 54-футовым бассейном с подогревом и барами, включая игровые автоматы, бинго и другие азартные игры.Бальный зал «Радуга» открылся в субботу, 21 июня 1930 года, и собрал 3000 человек. По словам Дика Файрбо из Freedom, чей отец был корабельным ночным сторожем, азартные игры шли на нижней палубе. «Бутлегский виски» был доставлен прямо на корабль ромовыми торговцами. Пляж Рио-дель-Мар был известен как место приземления нелегальных спиртных напитков во время сухого закона. Дик вспомнил одну ночь, когда его отец осветил лодку торговца ромом корабельным прожектором.
Корабль был открыт в течение двух летних сезонов и пользовался большой популярностью, но прогулочное судно пострадало от пяти сильных штормов, прежде чем погибло во время шторма 1932 года, в результате которого корпус корабля треснул. В том же году Seacliff Amusement Corporation обанкротилась. В 1934 году с корабля лишились ценностей. В 1936 году корабль был продан государству за один доллар. У долгожителя Aptos Ральфа Мэттисона были ходовые огни, и он подарил их туристическому центру Seacliff State Beach.
В том же году Seacliff Amusement Corporation обанкротилась. В 1934 году с корабля лишились ценностей. В 1936 году корабль был продан государству за один доллар. У долгожителя Aptos Ральфа Мэттисона были ходовые огни, и он подарил их туристическому центру Seacliff State Beach.
Беспощадный шум моря сказался на Бетонном корабле и причале. После того, как корабль стал частью государственного пляжа Сиклифф, посетителям изначально разрешалось ходить или ловить рыбу с палубы.Проведены ежегодные детские рыболовные дерби. Трап через пролом в корпусе позволял людям попасть на носовую палубу. Носовая палуба была закрыта в 1958 году как небезопасная. В результате непогоды в январе 1978 года причал и судно были закрыты почти на 5 лет. Роуз Коста, Гарри Хейни и Эд Нельсон возглавили усилия по ремонту и открытию пирса и корабля, которые были успешно открыты 23 июля 1983 года. Продолжающиеся нападения со стороны океана привели к окончательному закрытию корабля в 1998 году.
Изначально корабль стоял на одном уровне с пирсом, но со временем начал оседать на морское дно. Суровая погода в январе 2016 года сломала заднюю часть корабля и отделила ее от средней и передней частей. 21 января 2017 года 34-футовая штормовая волна, самая большая из зарегистрированных с момента ведения записей, заставила заднюю часть корабля перевернуться на бок. The Concrete Ship, SS Palo Alto, перешел от музыки биг-бэнда к рок-н-роллу.
Суровая погода в январе 2016 года сломала заднюю часть корабля и отделила ее от средней и передней частей. 21 января 2017 года 34-футовая штормовая волна, самая большая из зарегистрированных с момента ведения записей, заставила заднюю часть корабля перевернуться на бок. The Concrete Ship, SS Palo Alto, перешел от музыки биг-бэнда к рок-н-роллу.
Отметьте столетие корабля вместе с нами.Узнайте о здании СС Пало-Альто
и как он попал в Seacliff Beach на нашей презентации «Кофе, чай и история», суббота, 18 мая, с 14:00 до 15:30, в зале сообщества отеля Rio Sands, 116 Aptos Beach. Доктор Кевин Ньюхаус и Боб Стены будут ведущими. 25 долларов в целом, 20 долларов для членов музеев, друзей парков штата Южная Каролина и студентов. За презентацией последует историческая пешеходная экскурсия в Центр для посетителей Seacliff, которую проведет Дик Гарвуд. Только бронирование, (831) 688-1467.
Специально разработанные футболки, посвященные столетию корабля, можно будет приобрести за 20 долларов на мероприятии или прямо сейчас в Торговой палате Aptos, 7605 Old Dominion Court, 688-1467.