Что такое предварительно напряженная арматура

Что такое предварительно напряженная арматура
В строительстве при изготовлении железобетонных конструкций широко применяется предварительно напряженная арматура. Предварительное напряжение заключается в том, что рабочая арматура перед бетонированием натягивается электротермическим способом или специальными домкратами. После затвердения бетона натяжение арматуры снимается. Она при этом стремится занять свое первоначальное состояние и передает окружающему бетону часть сжимающих усилий.
Предварительно напряженные железобетонные конструкции по сравнению с обычными могут выдерживать более значительные нагрузки. Это позволяет уменьшить сечение самой конструкции, а, следовательно, сократить расход арматуры и бетона.
Железобетонные брусья, при изготовлении которых была использована преднапряженная арматура, широко применяются при производстве сборных железобетонных конструкций, которые используются в жилищном и гражданском строительстве (плиты междуэтажных перекрытий, элементы лестниц, балконов), а также для сооружения водонапорных башен, железнодорожных шпал, цилиндрических резервуаров, силосов, сводов оболочек и пр.Плоские или пространственные арматурные каркасы и сетки изготавливаются на арматурно-сварочных заводах или в специальных арматурных мастерских, оснащенных высокопроизводительным современным оборудованием. На этих предприятиях рационально производить укрупненную сборку элементов арматуры, но при этом необходимо учитывать допускаемые габариты транспорта и грузоподъемность монтажных механизмов.
• С помощью сцепления арматурных прутьев с бетоном, усиленного еще дополнительными анкерными устройствами.
• С помощью передачи на бетон усилий натяжения посредством анкерных устройств, расположенных на концах арматурных элементов и без учета сцепления бетона и арматуры.






myremdom.ru
Напряженная и напрягаемая арматура в плитах: расчет, ГОСТ, анкеровка
Известно, что бетон прекрасно выдерживает сжимающие нагрузки, но разрушается уже при 10 % значений подобных нагрузок, действующих на растяжение. Именно для усиления способности противостоять растяжению бетон в плитах армируют каркасом со стальными рифлёными стержнями.
Для чего требуется предварительно напряжённое армирование
Арматура в изделиях может быть ненапрягаемой и напрягаемой. Первый вид выполняет функцию пассивного армирования — оно не работает, пока плита не изогнётся от собственного веса или от воздействия поперечной нагрузки. Только в этот момент нижние армирующие стержни будут противодействовать растяжению, но бетон уже получит свою долю растяжения и отреагирует сетью мелких трещин.
Чтобы избежать их появления и повысить прочность плиты при воздействии изгибающих нагрузок, армирующие конструкции при изготовлении бетонных плит предварительно напрягают. Железобетон с напряжённой арматурой находится постоянно в активном состоянии.
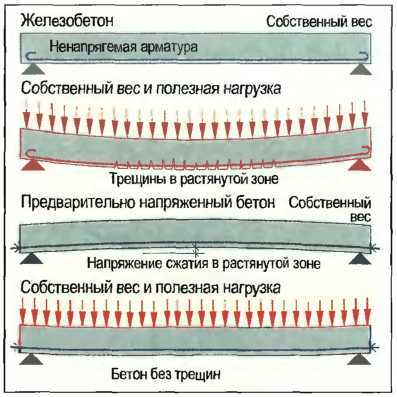
Силы напряжения, сжимающие плиту в осевом направлении, компенсируют эксплуатационные силы, вызванные собственным весом и нагрузкой. Растрескивания в напряжённой плите практически не происходят, она способна выдерживать более высокие, чем ненапряжённая плита, нагрузки. Кроме того, напряжённую плиту делают тоньше (140 мм вместо 170), что снижает расход бетона.
Натяжение напрягаемой арматуры
При изготовлении плит (дорожных, перекрытия, аэродромных) применяют метод, называемый натяжение на упоры. Он заключается в том, что арматурные стержни, уложенные в форму до заливки бетона, подвергают растяжению. Его осуществляют двумя способами:
- механическим;
- электротермическим;
- комбинированным, сочетающим оба предыдущих.

Электротермический способ заключается в пропускании через стержни тока большой силы. От его действия они разогреваются и удлиняются по оси. В этот момент заливают бетон. После его схватывания и упрочнения ток выключают, стержни остывают, но укорачиваться им мешает сцепление с бетоном, поэтому арматура напрягается.
В промышленности чаще используют электротермический метод, как более простой.
Анкеровка напряжённой арматуры
Анкеровку или установку на стержни анкерных элементов выполняют с помощью:
- опрессованных в холодном состоянии шайб;
- высаженных головок, получаемых разогревом и расплющиванием концов стержней;
- привариваемых цилиндрических коротышей;
- спиралей из проволоки;
- инвентарных зажимов.
Требования к предварительно напряжённой арматуре
Для изготовления напряжённых железобетонных конструкций применяют специальные виды арматурной стали, обладающие высокими значениями рабочих напряжений (от 5000 до 7200 кгс/см²). В перечень этих материалов входят арматурные стали:
- А600, А600С и Ат600С — 5400 кгс/см²;
- А800 и Ат800 — 6000 кгс/см²;
- А800 и Ат800 — 7200 кгс/см² и другие.
Классы стали на напрягаемую арматуру устанавливают нормативные документы, по которым выпускаются изделия, в частности, ГОСТ 25912-2015 и другие. Расчет напряженной арматуры производится при проектировании изделия. Отклонения замеряемых напряжений от проектных значений не должно превышать 10 %.
Железобетонные изделия с предварительно напрягаемой арматурой являются основными конструктивными элементами, аэродромов, многоэтажных и высотных зданий, и масштабных сооружений. Например, в нашем ассортименте любые плиты перекрытия доступны для вашего выбора.
betonnye-plity.ru
Напряженное армирование
Технология строительных процессов | Лекция 7.3.1 |
Напряженное армирование
В конструкциях, работающих на изгиб (плиты, балки, прогоны и т.п.) под действием нагрузки и собственного веса появляются растягивающие напряжения. Для их восприятия в растягиваемой зоне приходится размещать большое количество арматуры. Несмотря на это и обеспечение для арматурных элементов y, в зонах максимального момента могут наблюдаться трещины.
С целью повышения трещиностойкости и несущей способности железобетонных конструкций, а также более полного использования механических свойств арматурной стали и сокращения ее расхода используют предварительное напряжение арматуры.
Предварительно напряженными называются такие железобетонные конструкции, в которых в предполагаемых зонах растяжения до приложения эксплуатационных нагрузок искусственно создается внутреннее напряженное состояние, выражающееся в обжатии бетона и растяжении арматуры. Прежде чем бетон в конструкции начнет работать на растяжение, в нем должно быть погашено предварительно созданное сжатие.
Предварительно напряженные железобетонные конструкции обладают многими преимуществами по сравнению с обычными железобетонными конструкциями. Их эксплуатационные качества выше, так как благодаря трещиноустойчивости увеличиваются жесткость и долговечность, повышается водонепроницаемость.
В предварительно напряженных железобетонных конструкциях эффективно используются высокопрочные материалы, что дает экономию стали до 40%, позволяет уменьшить размеры поперечного сечения элементов конструкций на 20 – 30% , сократить транспортные затраты.
Следует отметить целесообразность применения в ряде случаев бетонов низких марок, так как предварительное напряжение сближает деформативные свойства высокопрочной арматуры и бетона и обеспечивает их совместную работу во всех стадиях загружения.
При производстве предварительно напряженных элементов необходимы такие технологические процессы, которые позволяют не затрачивать излишний материал в элементах из-за условий работы конструкций в доэксплуатационный период. Для конструкций, намеченных к изготовлению, должны быть обеспечены рациональные способы производства, транспортирования и сборки, чтобы в этих стадиях, до того как конструкция включена окончательно в состав здания или сооружения, она не находилась в условиях более тяжелых, чем под последующей эксплуатационной нагрузкой.
Во всех случаях изготовления предварительно напряженных элементов натяжение арматуры производится одним из следующих методов.
Предварительное обжатие. Арматура укладывается и натягивается (на упоры) до укладки бетона. Контроль напряжений в арматуре осуществляется в данном случае до обжатия бетона.
Последующее обжатие. Арматура укладывается в формы до укладки бетона или в каналы элементов в процессе изготовления конструкции, но натягивается (на бетон) после набора бетоном достаточной прочности, для того чтобы передать на него усилия обжатия, создаваемые натяжными устройствами. Контроль натяжения в арматуре в этом случае производится в процессе обжатия бетона.
— 1 —
Технология строительных процессов | Лекция 7.3.1 |
В соответствии с принятыми методами напряженного армирования железобетонных конструкций арматура, применяемая в них, соответственно называется «с предварительным натяжением» и «с последующим натяжением». Для изготовления большинства типов конструкций применяется арматура с предварительным или последующим натяжением. Только в составных конструкциях могут применяться оба вида напряженной арматуры, из которых предварительно напряженная арматура используется при изготовлении отдельных элементов, а арматура с последующим напряжением применяется при сборке конструкции из этих элементов.
При изготовлении железобетонных конструкций с предварительно напряженной арматурой, когда бетонирование производится после натяжения арматуры, должно быть обеспечено начальное сцепление арматуры с бетоном, и контроль натяжения арматуры
должен производиться до обжатия бетона.
В случае применения последующего натяжения после твердения бетона отсутствует сцепление с бетоном арматуры, расположенной внутри или снаружи элемента, контроль натяжения арматуры в этом случае производится после обжатия бетона.
Сцепление между арматурой и бетоном восстанавливается последующим обетонированием арматуры элемента после натяжения арматуры.
По способам анкеровки предварительно напряженная арматура делится на следующие виды:
а) неанкерованная из холоднотянутой высокопрочной проволоки, горячекатаной, холоднотянутой или низколегированной стали периодического профиля;
б) непрерывно навиваемая из холоднотянутой высокопрочной проволоки с закреплением концов.
Арматура с последующим натяжением из одиночных стержней постоянного сечения, пучка проволок из холоднотянутой или низколегированной стали всегда бывает анкерованной.
Способы натяжения арматуры — механический, электротермический и электротермомеханический. Арматурные работы при натяжении состоят из заготовки напрягаемой арматуры и арматурных элементов, соединения, укладки и натяжения арматуры.
ЗАГОТОВКА И СОЕДИНЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ.
Для напрягаемой арматуры длиной до 12м используют стержни из горячекатаной стали классов A-600, А-800, А-1000 (А-IV, A-V, A-VI), сталь, упрочненную вытяжкой класса А-400в, термически упрочненную сталь классов Ат-600 и Ат-800, а также высокопрочную проволоку классов В-II, Вр-II и стальные канаты класса К-7 и К-19. При длине напрягаемой арматуры более 12 м применяют горячекатаную и термомеханически упрочненную арматуру классов А-600, А-800, А-1000, Ат-600с и А-400в, высокопрочную проволоку и канаты, такие же как и для напрягаемой арматуры длиной до 12м. Стержни из стали класса А-400в получают путем предварительного упрочнения вытяжкой арматуры класса А-400. Упрочнение вытяжкой ведут до величин, соответствующих контролируемым удлинению и напряжению. Для контроля упрочнения вытяжкой от каждой партии стержней отбирают по два образца для испытания на растяжение.
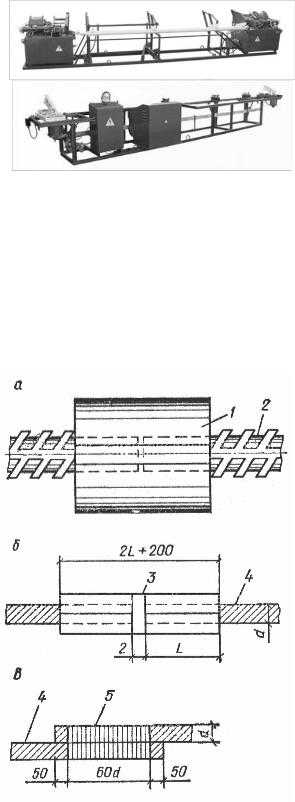
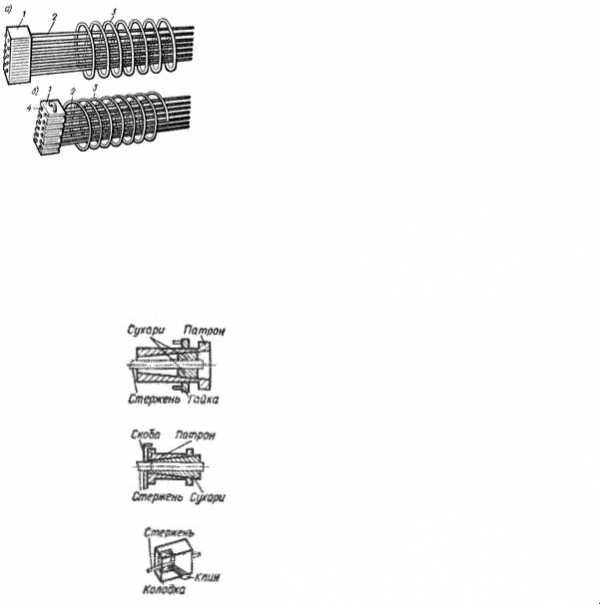
Заготовка арматуры включает соединение стержней в «плеть» длиной до 24 м. На концах таких заготовок высаживают анкерные головки (рис.1, 6), а затем производят упрочнение вытяжкой (рис.2). Подготавливают арматурные заготовки на специальных полуавтоматических линиях, оснащенных машинами для стыковой сварки или обжатия обоймы, станком для резки арматуры, стендом для упрочнения механической вытяжкой (рис.2), гидравлическим домкратом и другим оборудованием. Производительность таких полуавтоматических линий до 7 т арматуры в смену. Линии оборудуют системами пнев-
— 2 —
Технология строительных процессов | Лекция 7.3.1 |
матики и автоматики, обеспечивающими работу в автоматическом и ручном режимах. Обслуживают линию двое — сварщик и оператор.
Рисунок 1. Машина для высадки анкеров СМЖ-128Б
Рисунок 2. Установка для удлинения арматурных стержней СМЖ-129Б
Соединять стержни можно различными способами в зависимости от класса стали и диаметра стержня. Так, стержни из стали A-600 и A-800, которые в последующем будут подвергаться упрочнению вытяжкой, соединяют с помощью стыковой контактной сварки. Для стыковки стержней из трудносвариваемой стали классов Ат-600, Aт800 Aт-1000 применяют впрессованные соединительные обоймы (муфты, гильзы) (рис.3а, 4). Соединяют арматурные канаты с помощью опрессованной гильзы (рис.3б), но они могут соединяться и внахлестку, по всей длине которой плотным рядом накладываются витки вязальной проволоки (рис.3в). Соединять арматурную проволоку можно с помощью муфты и пробки. Такое соединение обеспечивает соосный равнопрочный стык (рис.5).
Рисунок 3. Стыкование арматурных элементов. а — стержневой арматуры с помощью опрессованной муфты; б — арматурных канатов прядей с о прессовкой гильзой; в — нахлесточное, арматурных канатов, прядей с обмоткой вязальной проволокой; 1— муфта; 2 — стержень; 3 — гильза; 4 — канат, прядь; 5 — обмотка проволокой
— 3 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 4. Соединение арматурных стержней путем обжатия муфтой. Арматура, предназначенная для напряжения, также, как и ненапрягаемая, подвер-
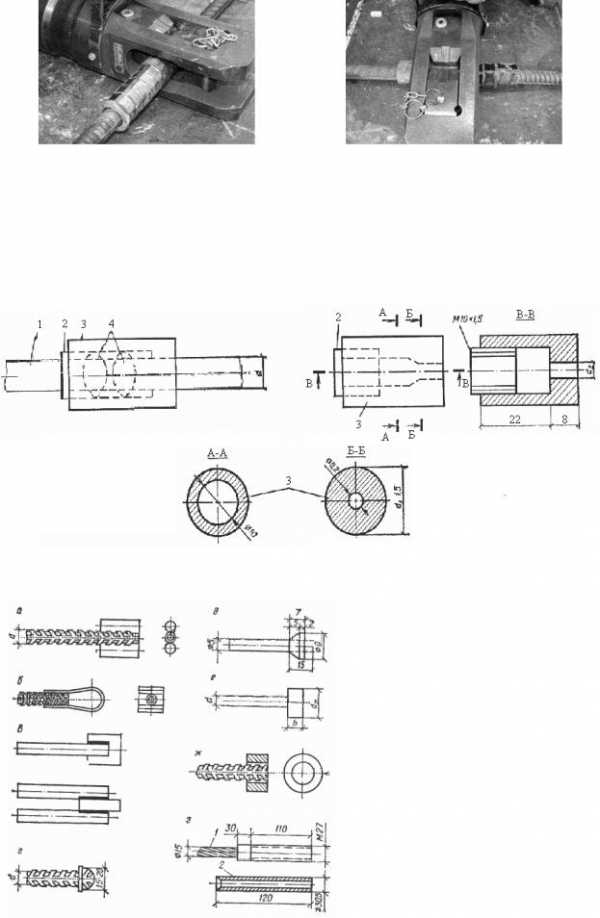
гается предварительной обработке, которая включает чистку, правку, сварку в «плеть» и резку. Кроме того, напрягаемая арматура подвергается дополнительной обработке или обустройству. Это — высадка и устройство анкерных головок. Высадка головок арматурных стержней производится, например, на установке СМЖ-128Б (рис.1). Кроме силовой высадки головок концов стержней и проволочной арматуры можно использовать и другие способы анкеровки арматуры. Различные анкерные устройства на концах арматурных изделий показаны на рисунке 6.
Рисунок 5. Соосный равнопрочный стык. 1 — проволоки; 2 — пробка; 3 — муфта; 4 — насаженные головки.
Рисунок 6. Анкерные устройства на концах арматурных изделий. а — с приваренными коротышами: б — с приваренной петлей; в — с приваренной пластиной; г — с высаженной головкой на стержне; д, е — с высаженными головками на высокопрочной проволоке; ж — с напрессованной и обжатой втулкой на стержне; з — с напрессованной трубкой на канате, пряди; 1— канат, прядь с трубкой в сборе; 2 — заготовка трубки.
— 4 —
Технология строительных процессов | Лекция 7.3.1 |
Более сложными в изготовлении и по конструкций являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а также для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы (УНАЭ), например. конструкции ЦНИИОМТП с прорезной или дырчатой колодкой (рис. 7).
Сложными в изготовлении и по конструкции являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а так же для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы с прорезной или дырчатой колодкой (рис.7). Предварительно проволоку устанавливают по размерам (длине). В анкерных колодках арматуру закрепляют путем высаживания головок на концах проволоки. В зависимости от числа проволок, закрепленных в колодке, эти арматурные элементы унифицируют по маркам. Для холодной высадки головок арматурной проволоки применяют станки СМЖ-155 или СМЖ-311. При натяжении арматуры на упоры форм и на бетон используют различные анкерные устройства в зависимости от диаметра и вида арматуры (Таблица 1).
Рисунок 7. Унифицированные напрягаемые арматурные элементы. а — с дырчатой анкерной колодкой; б — с прорезной анкерной колодкой; 1
— анкерная колодка; 2 — высокопрочная проволока; 3 — спиральный хомут; 4 — высаженные головки.
Таблица 1
Тип зажима | Эскиз | Арматура | Назначение |
|
|
|
|
| Для стержневой арматуры |
| |
|
|
|
|
|
| Периодического про- | При натяжении арматуры |
ЦНИИЛ-3 |
| филя диаметром 12 — | |
| на упоры форм | ||
|
| 40 мм | |
|
|
| |
|
|
|
|
ВНИИСтройнефти |
| То же, диаметром, 12 | То же |
| —18 мм | ||
|
|
| |
|
|
|
|
Завода «Баррика- |
| То же, диаметром 16 | То же |
да» |
| —18 мм | |
|
| ||
|
|
|
|
|
| — 5 — |
|
Технология строительных процессов |
|
| Лекция 7.3.1 | |
|
|
|
|
|
|
| Для проволочной арматуры |
| |
|
|
|
|
|
Клиновой одиноч- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
ный |
|
| форм и стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
Стержневой груп- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
повой |
|
| стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
|
|
|
| Для автоматического за- |
НИИЖБ |
|
| Высокопрочная прово- | крепления арматуры при |
|
| лока или прядь | непрерывном армирова- | |
|
|
| ||
|
|
|
| нии |
|
|
|
|
|
Для пучковой ар- |
|
| То же | При натяжении на бетон |
матуры |
|
| ||
|
|
|
| |
|
|
|
|
|
УКЛАДКА И НАТЯЖЕНИЕ АРМАТУРЫ
Существуют два основных способа укладки арматуры в формы, стенды или готовые конструкции, где она в дальнейшем натягивается, а именно: линейный и непрерывный.
Л и н е й н о й укладкой арматуры называют укладку стержней или проволоки конечной длины в устройство для натяжения арматуры.
Одиночные стержни обычно укладываются в формы или стенды и закрепляются в зажимах для одного стержня. Группы стержней или проволок предварительно объединяются в пакеты, в которых концы арматуры закреплены в одном зажимном устройстве для пакета или пучка, пригодного для транспортирования, установки их в предварительно подготовленные каналы железобетонных конструкций или защитные металлические трубки.
Натяжение арматуры в виде одиночных стержней, пучков или пакетов проволоки производится гидродомкратами (рис. 13) разных типов.
Н е п р е р ы в н а я укладка заключается в навивке проволоки с предварительным или окончательным натяжением на штыри или контуры, установленные на поддонах или стендах, в зависимости от схемы расположения арматуры в изделии.
Навивка и натяжение арматуры производится специальными машинами.
При всех способах укладки и методах натяжения арматуры отклонения от заданного контрольного напряжения не должны быть больше 5%.
Для производства изделий небольшой длины (до 12 м) широко применяется способ предварительного натяжения арматуры. Изготовление таких деталей производится на стендах или в формах заводским способом. В ряде случаев при применении этого способа изготавливаются конструкции большей длины.
— 6 —
Технология строительных процессов | Лекция 7.3.1 |
Способ последующего натяжения арматуры целесообразен, эффективен и применяется для изготовления конструкций длиной свыше 12 м. При этом способе успешно изготавливаются составные конструкции, собираемые на месте строительства из блоков.
Л и н е й н а я у к л а д к а и н а т я ж е н и е а р м а т у р ы .
При изготовлении конструкций в формах в основном применяется арматура в виде отдельных стержней. Однако в некоторых случаях при изготовлении конструкций в формах используется арматура в виде пакета или пучка.
Процесс укладки и натяжения арматуры в виде отдельных стержней заключается в том, что предварительно очищенные и выправленные арматурные стержни устанавливаются в зажимы, расположенные на оснастке формы; после их натяжения эти же зажимы закрепляют арматуру на форме, и в таком виде форма следует по всему остальному циклу производства напряженно-армированных конструкций. Перед снятием готового изделия зажимы разбираются, освобождая стержни напряженной арматуры. При этом происходит обжатие железобетонного элемента.
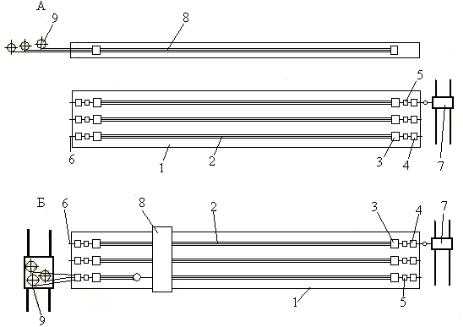
Рисунок 8. Схемы стендов для изготовления предварительно напряженных конструкций: А — схема стенда пакетного; Б — схема стенда протяжного.
Вслучае применения пакета проволок процесс изготовления деталей остается неизменным и отличается тем что после натяжения пакета проволок закрепление его производится установкой металлических прокладок между оснасткой формы и корпусом зажима, объединяющего ряд стержней в один пакет или пучок.
Широкое применение получил способ производства железобетонных конструкций на стендах. Различают два типа – пакетные и протяжные стенды (Рис.8). Принципиальное отличие схем этих стендов заключается в способе заготовки пакета проволок и транспортирования его к формовочной площадке стенда.
Впакетных стендах проволока с бухт 9 поступает на конвейер протаскивания 8, где она отрезается на необходимую длину, а затем закрепляется в зажиме 3, образуя пакет 2 проволок. Подготовленные пакеты с конвейера протаскивания транспортируются на формовочную площадку 1 к упорам 4 стенда, где пакет с зажимами закрепляется в упорном 6
инатяжном 5 устройствах стенда. Натяжение арматуры производится гидродомкратом 7.
Впротяжном стенде бухты с проволокой устанавливаются на тележке 9, перемещающейся от одного стенда к другому. Число бухт соответствует числу проволок в изделии. Кроме того, на стенде имеется специальная тележка 8 для протягивания пакета проволоки вдоль формовочной площадки 1 стенда в процессе его образования. После закреп-
-7 —
Технология строительных процессов Лекция 7.3.1
ления одного конца всех проволок в зажим 3 и закрепления зажима на тележке производится протяжка пакета вдоль стенда на длину его рабочей части. Проволока протягивается при движении тележки из одного конца стенда в другой. Когда тележка находится во втором крайнем положении, устанавливается второй зажим, и пакет отрезается от проволок, идущих из бухт.
Пакет устанавливается в натяжное 5 и упорное 6 приспособления, установленные в конструкциях 4, после чего производится его натяжение гидродомкратом 7. Существуют схемы протяжных стендов, когда несколько раз протягивают четыре проволоки, обеспечивая необходимое число проволок для изделия. Натягиваются последовательно также только четыре проволоки.
Для обеспечения равномерного натяжения в проволоках пакета в пределах допустимых отклонений необходимо иметь надежно работающие зажимы, не допускающие проскальзывания и перекусывания отдельных проволок пакета.
Н е п р е р ы в н а я н а в и в к а и н а т я ж е н и е а р м а т у р ы Непрерывная навивка арматуры производится так же на формах или стендах.
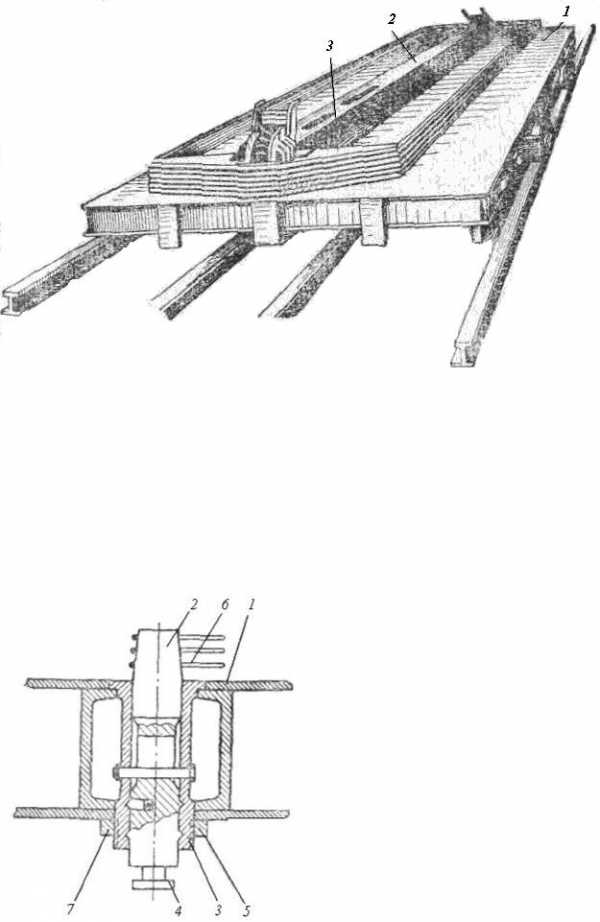
На формах, предназначенных для навивки непрерывной арматуры, установлены штыри или контур с откидными щеками для навивки на них арматуры по заданной схеме.
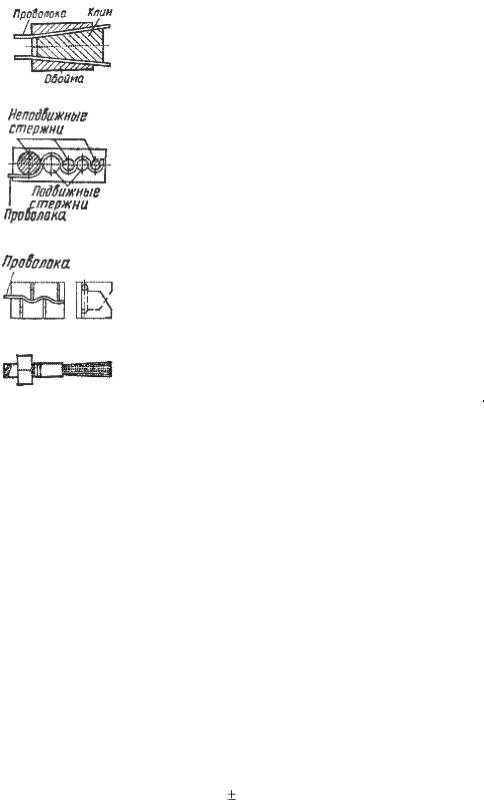
Форма со штырями (рис.9) предназначена для изготовления плоских конструкций, состоит из поддона 1, бортовой оснастки 2, штырей 3, на которые навивается напряженная арматура 4 .
Рисунок 9. Форма со штырями для непрерывной навивки предварительно напряженной арматуры.
Форма с контуром (рис.10) предназначена для изготовления балочных конструкций, состоит из поддона 1, стержня контура 2 и откидных щек 3.
— 8 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 10. Форма с контуром для непрерывной навивки напряженной арматуры.
Непрерывная навивка арматуры на штыри или контуры форм производится специальными машинами. Стенды, на которых изготавливают конструкции с непрерывной навивкой арматуры, также оборудуются системой штырей для работы по заданной схеме.
Навивка напряженной арматуры на стендах до настоящего времени широкого распространения не получила.
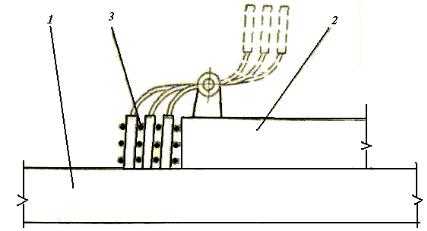
Штырь для навивки напряженной арматуры (рис.11) представляет собой стакан 3 , в который установлен стержень, с одной стороны заканчивающийся конической частью 2, на которую навивается арматура б, и с другой стороны заканчивающийся Т-образной головкой 4.
Рисунок 11. Схема штыря.
— 9 —
Технология строительных процессов | Лекция 7.3.1 |
Головка штыря по отношению к зеркалу поддона 1 занимает два положения: верхнее — когда производится навивка арматуры и нижнее — когда после твердения коническая часть штыря извлечена из затвердевшего изделия.
Нижнее и верхнее положения штыря фиксируются пальцем 5 , установленным в стержне штыря. Стакан cо штырем устанавливается в форме и укрепляется гайкой 7.
Навивка напряженной арматуры на формы со штырями производится в такой последовательности. Свободный конец проволоки закрепляется на одном из штырей, после чего производится навивка арматуры по заданной программе. Закончив навивку, закрепляют второй конец арматуры. После твердения штыри удаляются из изделия специальными выпрессовщиками. При этом происходит передача напряжения с арматуры на бетон.
Рисунок 12. Схема контура с откидными щеками для навивки напряженной арматуры
Ригели изготовляются на поддоне 1 со специальным контуром 2 (рис. 12), по концам которого установлены откидные щеки 3 , обеспечивающие одновременную навивку арматуры на два ригеля.
Перед навивкой арматуры откидные щеки находятся в верхнем положении и свободный конец проволоки закреплен на стержне контура.
После навивки первого ряда арматуры сбрасывают по одной щеке с каждой стороны контура и навивают на второй ряд арматуры, и так далее, до окончания навивки с заданным числом рядов арматуры и с определенным количеством проволоки в каждом ряду.
Закрепив второй конец, проволоку обрезают, и поддон с контуром проходит по необходимым формовочным постам и направляется в камеру твердения.
После твердения изделия производят обрезку арматуры, выходящей за пределы бортовой оснастки, и готовое изделие снимают с поддона.
А р м а т у р а п о с л е д у ю щ е г о н а т я ж е н и я Для последующего натяжения арматура подготавливается в виде стержней или
пучков, конструкция которых соответствует применяемым анкерным устройствам в изделиях и оборудованию, применяемому для натяжения.
Существуют два способа последующего натяжения арматуры. Первый — когда сцепление арматуры с бетоном после его твердения не восстанавливается и второй — когда это сцепление восстанавливается последующим обетонированием арматуры. В изделиях, где не восстанавливается сцепление арматуры с бетоном, применяется арматура в виде отдельных стержней.
Процесс укладки и натяжения такой арматуры происходит так. Арматурный стержень, предварительно смазанный битумом, укладывают в форму, после чего производятся укладка, уплотнение, отделка и происходит твердение бетона. После снятия затвердевшего изделия натягивают и закрепляют арматуру. Слой битума предохраняет арматуру от сцепления с бетоном во время формования изделия.
Производство изделий с напряженной арматурой при обязательном восстановлении сцепления между бетоном и арматурой развивается по двум направлениям. Первое —
— 10 —
studfiles.net
Определение напряжений в предварительно напряженных конструкциях
Лекция № 7
Общие сведения
Предварительно напряженные элементы– железобетонные элементы, в которых до приложения нагрузок, в процессе их изготовления, искусственно создается внутреннее напряженное состояние (самонапряжение), заключающееся в значительном обжатии бетона путем растяжения арматуры.
Предварительное напряжение применяют в целях снижения расхода стали (использование высокопрочной арматуры):
повышения трещиностойкости;
повышения жесткости и уменьшения деформаций;
обжатия стыков сборных конструкций;
повышения выносливости конструкций, работающих под воздействием многократно повторяющейся нагрузки;
уменьшения расхода бетона, а, следовательно, и снижения массы конструкций.
Напомним, что предварительное напряжение создают натяжением арматуры на упоры и на затвердевший бетон. Натяжение арматуры на упоры выполняют 3 способами:
механическим;
электротермическим;
электротермомеханическим.
Натяжение на бетон осуществляют механическимспособом.
При натяжении на упоры применяют стержневую арматуру, высокопрочную проволоку и арматурные канаты; при натяжении на бетон – преимущественно высокопрочную проволоку и арматурные канаты. Арматурные канаты и проволоку небольшого диаметра можно натягивать на упоры форм или бетон непрерывной намоткой.
Натяжение на упоры применяют в заводских условиях. Натяжение на бетон более трудоемко. Поэтому раньше этот вид натяжения применялся редко, только в случаях, когда изготовляли монолитные конструкции или уникальные конструкции больших размеров, в основном в транспортном строительстве. В настоящее время натяжение на бетон получило распространение. Существует опыт в применении натяжения стержневой арматуры на бетон.
Помимо трех способов натяжения арматуры распространен также физико-механический способ натяжения, т.е. самонапряжение, при котором используется свойство бетонов, изготовленных на расширяющемся цементе. При расширении бетона в процессе твердения арматура удлиняется, и таким образом, создается предварительное напряжение. Такой способ технологически прост в применении.
Существуют оригинальные решения использования преднапряженных конструкций.
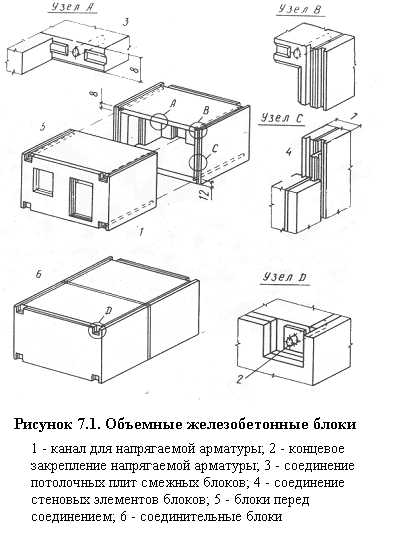
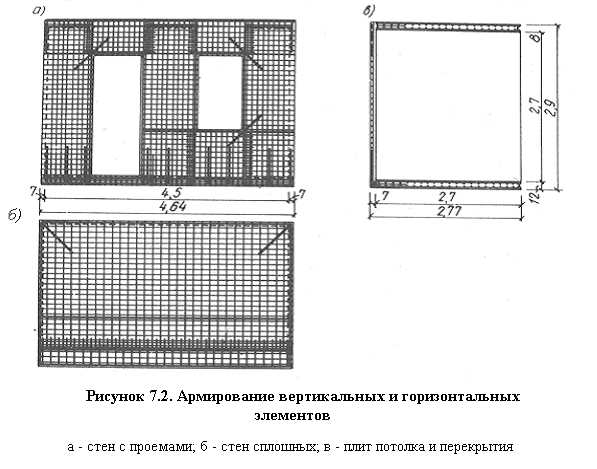
В Италии изготавливаются полузамкнутые объемные блоки, применяемые для строительства жилых зданий. Блоки выпускают двух типов: крайние и средние. Толщина вертикальных стен блоков 7 см, нижней плиты 12 см и верхней 8 см. Отличительной особенностью данного решения является сбор на заводе квартир целиком из изготовленных блоков. Квартиры могут быть однокомнатными, двух- или трех комнатными с санузлами. Стенки и плиты блоков армируют сварными сетками и отдельными стержнями. В толще стен и плит блоков размещают электроосветительную и сантехническую проводку. Изготовленные блоки при укрупнительной сборке склеивают по кромкам стенки и плит эпоксидной смолой, а затем стягивают с помощью канатной арматуры, проходящей сквозь каналы, предусмотренные в двух нижних и двух верхних углах каждого блока и натягиваемой на бетон. Прочность бетона в блоках в 28-дневном возрасте равна 22 МПа, что соответствует В 40. В каналы после закрепления натянутой арматуры нагнетается цементный раствор. Такое здание обладает повышенной сейсмостойкостью, несмотря на отсутствие свариваемых закладных деталей.
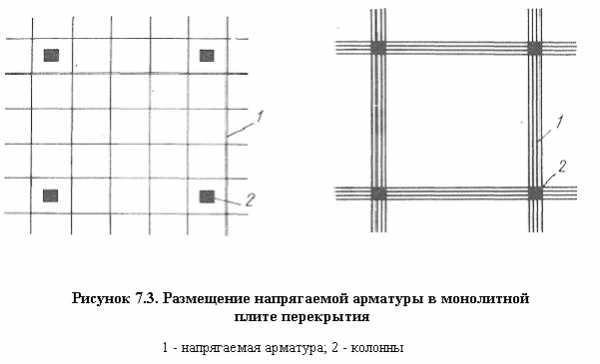
Применение напрягаемой арматуры с натяжением на бетон позволяет уменьшить прогибы и исключить появление трещин, максимально использовать прочностные свойства высокопрочных сталей, увеличить шаг колонн, т.е. пролет плит, и увеличить нагрузку на перекрытия.
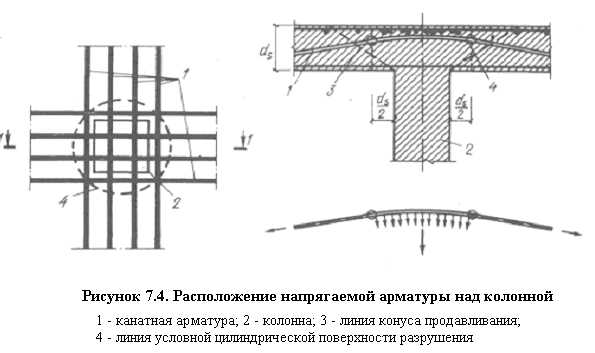
В качестве оригинального решения применения напрягаемой арматуры в монолитном строительстве может быть решение перекрытия с полосовым расположением напрягаемой арматуры по линиям колонн. Обычно напрягаемая арматура в плитах располагается равномерно (с определенным шагом) в виде пучков или канатов по ширине плит. Плиты, расположенные между полосами напрягаемой арматуры, армируются обычной ненапрягаемой арматурой в виде сварных сеток, располагаемых в нижней зоне плит. В надколонных зонах и в зонах расположения полосовой напрягаемой арматуры ненапрягаемая арматура размещается в верхней зоне перпендикулярно к напрягаемой. Криволинейное очертание напрягаемой арматуры над колонной принимается таким, чтобы равнодействующая усилий от арматуры, идущая вниз, направлялась прямо противоположно действию реактивных сил в колонне, которые могут вызвать образование конуса продавливания в плите.
При проектировании таких безбалочных перекрытий рассматривают два основных предельных состояния: разрушение от действия изгибающих моментов по нормальным сечениям и разрушение от продавливания плиты над колонной. Проверка прочности сечений от действия момента ведется раздельно для сечений, где ее нет. Данные проведенных испытаний показали, что в плитах разрушение никогда не происходит от раздавливания бетона сжатой зоны, т.о. доказывая правомерность того, что в сжатой зоне в работу вовлекается большая ширина плиты.
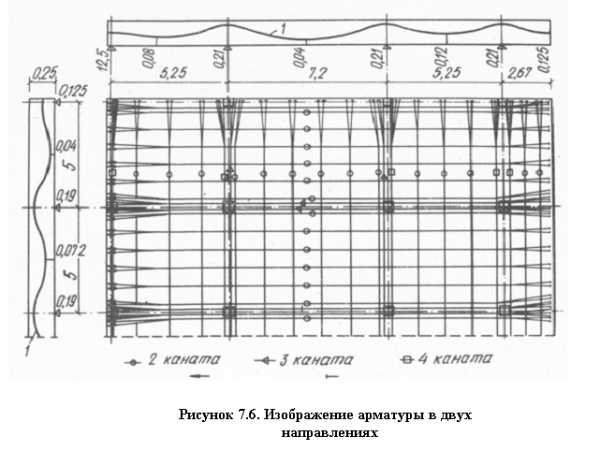
Вертикальная составляющая от напрягаемой арматуры, расположенной над колонной, прямо пропорциональна подъему арматуры над колонной по сравнению с ее уровнем в середине пролета плит. Усилия определяют с учетом потери преднапряжения из-за трения в каналах от перегиба арматуры, усадки и ползучести бетона.
При действии на перекрытие эксплуатационных нагрузок проверке подвергается только трещиностойкость бетона и ширина раскрытия трещин. При этом раздельно рассматривают зоны, где имеется преднапряженная арматура, и зоны, где ее нет. Процент армирования напрягаемой арматуры в середине пролета плит, равный 0,1%, является наиболее оптимальным с точки зрения требований к трещиностойкости и жесткости.
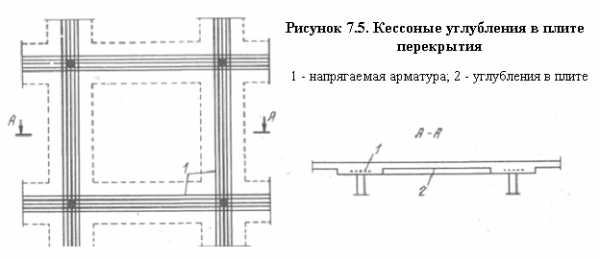
Также для монолитных перекрытий возможно применение преднапряженной канатной арматуры, причем 50% от общего количества арматуры располагается в надколонных полосах, а остальная ее часть равномерно распределяется по пролетной части. Идущие во взаимно перпендикулярных направлениях канаты располагают в двух плоскостях по высоте сечения, но также возможно пересечение в четырех уровнях при большой насыщенности арматуры. Для обеспечения проектного расположения канатов по высоте сечения и придания им криволинейного очертания в зоне над колоннами применяют подставки, сваренные из стержневой арматуры.
Расчетные подходы
При
расчете предварительно напряженных
элементов в расчетные формулы вводят
предварительно растягивающие напряжения
напрягаемой арматуры  ,
действующие до обжатия элемента либо
при снижении до нуля напряжений в бетоне.
Такое снижение напряжений (во всем
сечении или только на уровне растянутой
арматуры) может вызываться воздействием
на элемент внешних фактических или
условных сил. При указанных напряжениях
напрягаемой арматуры и нулевом напряжении
бетона всего поперечного сечения
состояние этого сечения принимают за
исходное.
,
действующие до обжатия элемента либо
при снижении до нуля напряжений в бетоне.
Такое снижение напряжений (во всем
сечении или только на уровне растянутой
арматуры) может вызываться воздействием
на элемент внешних фактических или
условных сил. При указанных напряжениях
напрягаемой арматуры и нулевом напряжении
бетона всего поперечного сечения
состояние этого сечения принимают за
исходное.
Значения предварительного напряжения принимают с учетом механических свойств арматурной стали, при этом они не должны быть выше вполне определенных регламентируемых нормами значений, т.к. появление пластических деформаций сопровождается необратимыми потерями напряжений, соответствующими остаточным деформациям арматуры.
Значения
предварительного напряжения напрягаемой
арматуры  ,
создаваемые в ней, или способные
возникнуть в процессе ее натяжения,
назначают таким образом, чтобы выполнялись
условия:
,
создаваемые в ней, или способные
возникнуть в процессе ее натяжения,
назначают таким образом, чтобы выполнялись
условия:
где  растягивающее напряжение напрягаемой
арматуры
растягивающее напряжение напрягаемой
арматуры
 допустимые
отклонения предварительного напряжения,
МПа
допустимые
отклонения предварительного напряжения,
МПа
При механическом способе натяжения арматуры , а при электротермическом или электротермомеханическом способах определяется по формуле:
где  длина натягиваемого стержня (расстояние
между наружными гранями упоров).
длина натягиваемого стержня (расстояние
между наружными гранями упоров).
Максимальные предварительные напряжения арматуры ограничены в связи с опасностью обрыва при натяжении или развития недопустимых неупругих деформаций. Минимальные напряжения приняты из условия обеспечения проектного положения натягиваемой арматуры и ограничения чрезмерного раскрытия трещин в бетоне (в случае их образования).
При расчете предварительно напряженных элементов следует учитывать потери предварительного напряжения арматуры.
studfiles.net
Напрягаемую арматуру и ненапрягаемую арматура. Напрягаемая арматура,
Прочность бетонной поверхности в процессе растяжения значительно уступает данному параметру при сжатии. Под чрезмерным перегрузом балка рушится от получения в растянутой области некоторого уровня напряжений еще до момента исчерпания прочности сжатого участка. Разрушение возникает быстро, вместе с формированием трещинообразных дефектов в бетоне посередине пролета либо под грузом.
Самым результативным средством, которое дает возможность применять сталь без снижения эксплуатационных характеристик ж/б конструкций, является напряжение в результате натяжки прутьев и обжима цементного раствора.
Назначение конструкций
В строительных работах для формирования ж/б каркасов все чаще стали использовать предварительно напряженную арматуру. Особенность ее напряжения в том, что рабочий элемент в начале процесса бетонировки испытывает натяжение в результате электротеплового или механического (домкратного) воздействия. По окончании затвердевания бетонной смеси данное натяжение убирается, из-за чего она, пытаясь вернуть свою исходную форму, передает бетону остаточную силу сжатия.
Такой вид ж/б материалов в сравнении с традиционными способен выдерживать многократно увеличенные нагрузки, обладает повышенной трещиностойкостью и жесткостью. Эти качества позволяют снизить непосредственное сечение каркасов, уменьшив таким образом расходование вспомогательных элементов: арматуры и цементной смеси.
Полученные в результате использования преднапряженной арматуры ж/б брусья, активно задействуются при выпуске комплексных ж/б конструкций для жилищно-гражданского строительного сектора (межэтажные перекрытия, основные части лестничных пролетов, балконов), конструировании водонапорных станций, ж/д шпал, цилиндровых баков, контейнеров для силосования и прочего.
Производство арматуры
Плоские и объемные каркасы производятся на арматурно-сварочных предприятиях и в специализированных мастерских, оборудованных высокоэффективным оснащением. На таких заводах рационализация состоит в производстве масштабной сборки элементов армирования с учетом допустимых размеров транспорта и грузоподъемных характеристик монтажно-наладочных агрегатов.
Формируя предварительное напряжение арматуры, в бетоне заблаговременно создают первоначальное обжатие по периметру каркаса или лишь в конкретной области, где присутствуют натяжные напряжения. Степень обжатия должна быль больше натяжных напряжений, которые возникают в бетонном пласте в процессе его эксплуатации (около 55 кГс/см2). Обжим бетонной подушки проводят за счет энергии упругого последействия, образующей напряженное состояние конструкции.
Напрягаемые элементы армирования делают из проволоки высокой прочности, а также однопрутковой или горячепрокатной стали. На выбор готовой продукции влияет категория оборудования, на котором производится ее натяжка.
При выпуске ж/б изделий с напряжением арматуры использую
assz.ru
Установка напрягаемой арматуры
Категория: Арматурные работы
Установка напрягаемой арматуры
При изготовлении предварительно напряженных конструкций используют арматуру из высокопрочной стали: горячекатаную классов A-IV и A-V; термически упрочненную Ат-V, At-VI, At-VII; углеродистую холоднотянутую проволоку Bp-II, B-II, арматурные канаты классов К-7 и К-19. Используют два метода натяжения арматуры: на упоры и на бетон.
Натяжение на упоры применяют при изготовлении сборного железобетона. Напрягаемую арматуру при этом натягивают и фиксируют на силовом поясе форм или специальных упорах, вынесенных за пределы форм. Натяжение производят механическим (с применением гидравлических домкратов) или электротермическим способом. При изготовлении железобетонных предварительно напряженных конструкций в силовых формах чаще всего используют электротермический способ натяжения, реже—гидравлическими домкратами. При электротермическом способе арматурные стержни нагревают путем пропускания тока, в результате чего стержни удлиняются. Затем в горячем состоянии их укладывают на упоры формы. В процессе остывания стержни укорачиваются (натягиваются).
Закрепляют стержневую напрягаемую арматуру концевыми анкерами (рис. 83) в виде инвентарных зажимов, опрессованных в холодном состоянии шайб, приваренных коротышей (для арматуры из сталей всех классов диаметром до 22 мм), спиралей и так называемых высаженных головок, получаемых в результате нагревания конца стержня с последующим сплющиванием его (для арматуры диаметром до 40 мм из стали классов A-IIIB, A-IV, A-V, Ат-V, At-VI). Для арматуры диаметром 8… 14 мм из стали классов A-V, Ат-V, At-VI, At-VII применяют спиральные анкеры из горячекатаной аоматупы к.лясся A-I В качестве янкепных устройств для канатов используют опрессованные стальные гильзы и специальные зажимы.
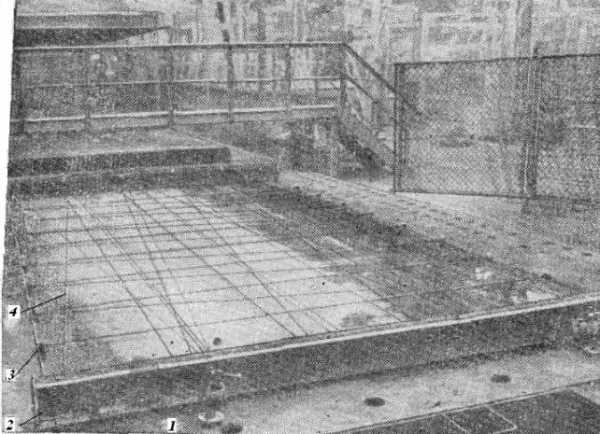
Рис. 1. Арматурные опалубочные блоки перекрытий: 1 — железобетонная плита, 2 — арматурный каркас
Рис. 2. Концевые анкеры напрягаемых арматурных стержней: 1 — стержень, 2 — опрессованная шайба, 3 — высаженная головка, 4 — опорная шайба, 5 — коротыши, 6—инвентарный зажим СЗ-16-25, 7 — спиральный анкер
После того как конструкция забетонирована и бетон достиг проектной прочности, арматуру освобождают от зажимов и сжимающие усилия передаются непосредственно на бетон.
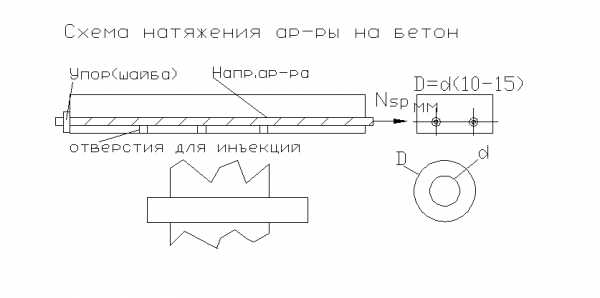
Натяжение на бетон применяют при изготовлении конструкций в построечных условиях. Первоначально бетонируют конструкцию, а затем на бетон, набравший проектную прочность, производят натяжение арматуры.
В балочных конструкциях пролетных строений мостов, плитах перекрытий, монолитных поясах и стенах для установки напрягаемой арматуры устраивают специальные каналы. Для этого перед бетонированием в опалубках устанавливают каналообразователи в виде резиновых, пластмассовых или стальных шлангов с проволочным сердечником, а также стержней с наружной проволочной обмоткой. Во избежание сцепления с бетоном каналообразователи при длине канала до 6 м через каждые 20…30 мин после бетонирования поворачивают вокруг оси, а через 3…4 ч извлекают. В крупноразмерных конструкциях каналообразователи выполняют в виде гофрированных металлических трубок, которые оставляют в бетоне.
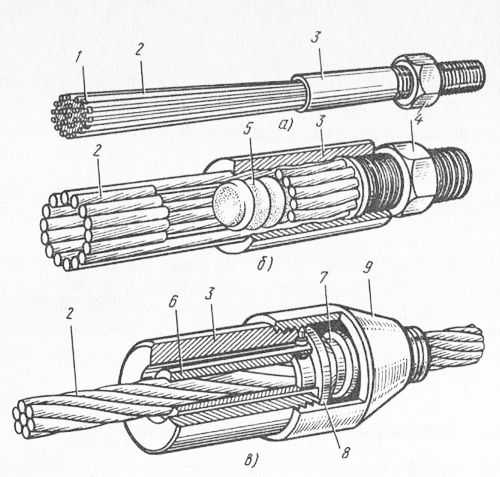
Рис. 3. Арматурный пучок с гильзовым (а) и гильзостер-жневым (б) анкером и полуавтоматическим зажимом (в): 1 — шаблон для образования пучка, 2 — арматурная прядь, 3 — гильза, 4 — гайка, 5 — анкерный стержень, 6—зажимные губки, 7 — пружина, 8 — шайба, 9 — хвостовик
После достижения бетоном проектной прочности в каналы пропускают арматуру в виде пучков высокопрочной проволоки, канатов или стержней. Затем один конец арматуры с помощью цангового зажима закрепляют в торце канала, а другой запрессовывают в стаканный анкер и муфтой соединяют с гидравлическим домкратом. При длине более 10 м напрягаемую арматуру натягивают одновременно с двух концов двумя домкратами.
Для обеспечения монолитности конструкции и защиты напряженной арматуры от коррозии в каналы с помощью специальных инъекторов нагнетают раствор безусадочных или расширяющихся цементов, которые улучшают сцепление арматуры со стенками каналов.
Для натяжения арматуры применяют гидродомкраты одиночного и двойного действия. Гидравлическими домкратами одиночного действия (рис. 85, а) натягивают пучки арматуры с гильзо-стержневыми и гильзовыми анкерами и стержневую арматуру с резьбовым захватом.
Натяжение арматуры производят следующим образом. Соединяют анкерующее устройство с захватом домкрата. С помощью регулировочных устройств устанавливают домкрат так, чтобы его упорная часть плотно соприкасалась с торцовой частью конструкции. В правую часть цилиндра подают рабочую жидкость из гидросистемы, поршень смещается влево, натягивая арматуру. По достижении необходимой степени натяжения шайбу завинчивают до упора с распределительной прокладкой. На этом цикл натяжения заканчивается, снижают давление в правой части гидроцилиндра и освобождают захват от стержня.
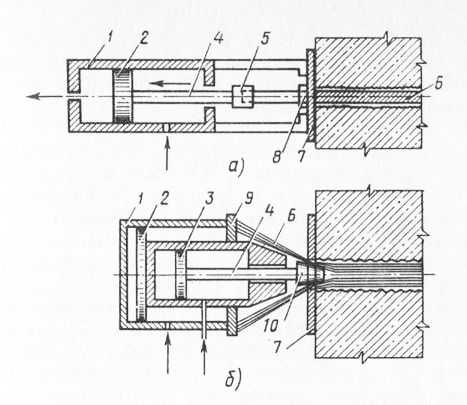
Рис. 4. Гидравлические домкраты одиночного (а) и двойного (б) действия: 1 — цилиндр, 2,3 — поршни, 4 — шток, 5 — захват, 6 — арматура, 7—прокладка, 8— шайбы, 9—обоймы для крепления арматуры, 10 — пробка
Гидравлические домкраты двойного действия (рис. 85, б) используют для натяжения пучков арматуры с использованием клиновых анкеров. Гидродомкрат представляет собой цилиндр /, внутри которого помещен второй цилиндр, выполняющий роль поршня 3. Основной цилиндр снабжен обоймой 9 с клиновыми пазами, в которых с помощью клиньев закрепляют натягиваемые проволоки. С помощью гидронасоса рабочая жидкость подается из резервуара в левую часть цилиндра, перемещая цилиндр влево относительно неподвижного поршня. Когда усилие станет равным расчетному, поступление жидкости в левую часть цилиндра автоматически прекращается и она начинает поступать в правую часть. При этом начинает движение шток, который расклинивает напрягаемую проволоку стальной пробкой. На этом цикл натяжения заканчивается. После снятия гидродомкратов выступающие части арматуры срезают.
Натягивают арматуру плавно, увеличивая силу натяжения ступенями по 3…5 /кН, доводят ее до значения, превышающего расчетное на 5%. Затем ее снижают до требуемых значений, после чего закрепляют арматуру. Для выполнения работ по натяжению арматуры промышленность выпускает натяжные установки, которые включают в себя гидравлические домкраты СМЖ-82А, СМЖ-84А, ДГ-100-2, ДГ-200-2, СМЖ-7Ж8.01 и насосные станции, расположенные на тележке. Гидравлические домкраты выпускают с усилием 600, 800, 1500 и 2000 кН.
Для производства предварительно напряженных конструкций в заводских условиях применяют установку СМЖ-737. Она предназначена для натяжения стержней арматуры и состоит из гидравлического домкрата СМЖ-82А и насосной станции СМЖ-737.01. Гидродомкрат соединяют с насосной станцией шлангами высокого давления и подвешивают с помощью тали к монорельсу. Насосную станцию размещают на тележке, она состоит из насоса, электродвигателя, системы трубопроводов и контрольно-измерительной аппаратуры.
Натяжение стержневой арматуры осуществляют следующим образом. Арматурный стержень одним концом закрепляют на форме, а на другой конец навертывают анкерную гайку, которую закрепляют в захвате домкрата. Масло под давлением подается в штоковую полость гидроцилиндра и перемещением поршня производится натяжение арматурного стержня до заданной величины. Силу натяжения контролируют по манометру.
Для безопасного ведения работ по натяжению арматуры натяжные устройства снабжают защитными экранами, выполненными из нескольких слоев досок толщиной 60…80 мм.
Гидравлические домкраты перед применением должны быть протарированы с тем манометром и насосной станцией, которые будут использованы в производственных условиях.
Арматуру на стендах рекомендуется натягивать в два этапа: сначала с усилием 40…50% от расчетного, затем после проверки правильности ее расположения производят окончательное натяжение.
Контролируют натяжение арматуры по удлинению арматурных стержней или прядей и по показаниям манометра. Силу натяжения определяют по показаниям манометра. От точности натяжения арматуры зависит степень предварительного напряжения бетона и в конечном счете надежность работы конструкции при эксплуатации. Манометры необходимо тарировать вместе с гидродомкратами или насосными станциями не реже одного раза в три месяца и после каждого ремонта.
Силу натяжения арматуры контролируют специальными приборами (ПРО-V, ПИН, ИПН), которые измеряют силу оттягивания арматурного элемента или регистрируют собственную частоту колебаний напряженной арматуры.
При выполнении арматурных работ следует строго соблюдать требования техники безопасности.
Заготовку арматуры выполняют в специально предназначенных и оборудованных местах. Рабочие места, предназначенные для растяжения бухт и выпрямления арматуры, а также для обработки стержней, выступающих за габариты верстака, ограждают.
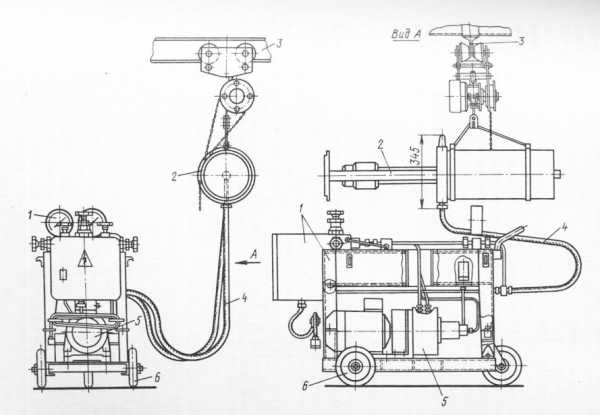
Рис. 5. Устройство для натяжения стержневой арматуры СМЖ-737: 1 — насосная станция, 2 — гидродомкрат, 3 — монорельс, 4 — шланг, 5 — насос, 6 — тележка
В местах общих проходов шириной менее 1 м торцовые части стержней арматуры закрывают щитами.
Рабочие места, предназначенные для натяжения арматуры, со стороны прохода ограждают; высота ограждения должна быть не менее 1,8 м; устройства для натяжения арматуры оборудуют сигнализацией, которая приводится в действие при включении привода натяжного устройства.
При монтаже арматуры на объекте руководствуются общими требованиями безопасности, обязательными при выполнении строительно-монтажных работ. Особое внимание уделяют мероприятиям по защите от поражения электротоком. Все сварочные трансформаторы заземляют. Рабочие должны иметь средства индивидуальной защиты (резиновые сапоги и перчатки, брезентовую спецодежду, защитные маски и т. п.).
Запрещается стоять на привязанных или приваренных хомутах или стержнях, находиться на опалубочных блоках до полного их закрепления.
Арматурные работы — Установка напрягаемой арматуры
gardenweb.ru
10. Арматура для железобетона, её назначение. Рабочая и монтажная арматура. Арматурные изделия.
Арматура для железобетонных конструкций. Арматура в ЖБК устанавливается с целью: восприятия растягивающих напряжений, усиления сжатой зоны изгибаемых и сжатых элементов, для восприятия усадочных и температурных напряжений. Арматура, устанавливаемая по расчёту, называется рабочей арматурой, устанавливаемая по конструктивным, технологическим или иным требованиям, носит название монтажной или конструктивной. Монтажная арматура воспринимает, неучтённые расчетом усилия от усадки и ползучести бетона, изменений температуры, обеспечивает проектное положение арматуры, а также прочность элементов при изготовлении, транспортировании и монтаже. Арматура бывает жесткая в виде прокатных профилей — двутавров, швеллеров, уголков и т. д. и гибкой — в виде стержней, проволоки и изделий из них. Гибкая арматура разделяется: По технологии изготовления (горячекатаную 6-90 мм.), холоднотянутую (3-8 мм). По способу упрочнения (термически упрочненную и упрочненную вытяжкой). По форме поверхности (гладкую и периодического профиля). По способу применения (напрягаемую и ненапрягаемую).
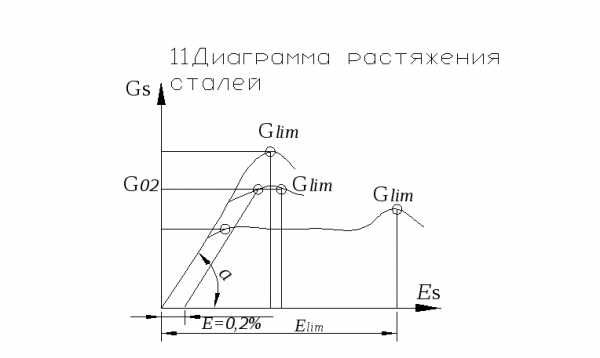
11. Механические свойства арматурных сталей. Диаграммы растяжения арматурных сталей. Основные параметры диаграмм.
Арматурные стали должны обладать пластичностью, свариваемостью, прочностью, сопротивлением хладноломкости и красноломкости. Для мягких сталей εlim= 25 — 30%σ02= 300 – 400 МПа;σlim= 500 – 600 МПа; Для твердых сталей εlim= 6-12%;σ02= 500 – 1500 МПа;σlim= 600 – 2000 МПа; Арматура тверд. сталей используется только в конструкциях с преднапряжением арматуры.
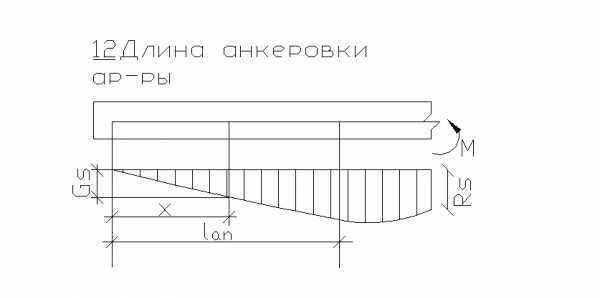
12. Арматурные изделия. Соединения арматуры. Анкеровка напрягаемой и ненапрягаемой арматуры. Напряжения в арматуре в зоне анкеровки.
Жесткая: в виде прокатных профилей – двутавров, швеллеров, уголков; гибкая – в виде стержней, проволоки и изделий из них. Пространственные каркасы собираются из нескольких плоских с помощью соединительных стержней. Отношение свариваемых стержней не должно быть более 3, во избежание непровара или пережога стержней. Боковой защитный слой аtдолжен быть более 10 мм. приh<250мм. иat=>15мм. Приh=>250мм. Расстояние между стержнями должно обеспечивать качественное бетонирование элемента по всему объёму. Различают тяжелые и легкие сетки. Легкие сетки имеют диаметр продольных стержней 3-12мм, поперечных 3-10мм., ширину 800-3800 мм, длину до 12 м. Тяжелые сетки имеют диаметр продольных стержней 14-32мм, поперечных 6-14мм, ширину 1050-3050мм, длину до 9 м.
Анкеровка арматуры заключается в закреплении концов арматуры в бетоне с помощью специальных устройств или запуском за расчётное сечение на длину анкеровки. Длина анкеровки ненапрягаемой арматур: σs=xRs/lan;lan=wan-σsp/Rbp+ ∆λan;wan= 0,25-0,7; ∆λan= 10-11.Для напрягаемой арматуры длина зоны анкеровки:lan=wan-Rs/Rb+ ∆λan;wan= 0,5-0,8; ∆λan= 16-18.
13. Сущность предварительно напряженного железобетона. Способы и методы создания предварительного напряжения.
П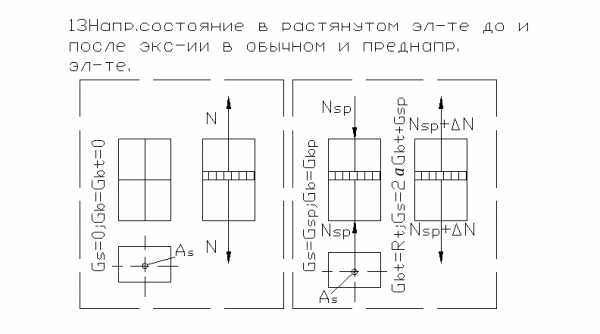 редварительно-напряжёнными
называются такие конструкции, в которых
до начала эксплуатации создаются
сжимающие напряжения в растянутой зоне
бетона. Цели: 1.↓расход стали за счет
использования высокопрочной ар-ры;
2.↑трещиностойкости; 3.↑жесткости и
↓прогибов; 4.Обжатие стыков сборных
конструкций; 5.↓расхода бетона и ↓веса
за счет применения высокопрочных
бетонов; 6.↑выносливости конструкции.
Методы создания предварительного
напряжения арматуры.
редварительно-напряжёнными
называются такие конструкции, в которых
до начала эксплуатации создаются
сжимающие напряжения в растянутой зоне
бетона. Цели: 1.↓расход стали за счет
использования высокопрочной ар-ры;
2.↑трещиностойкости; 3.↑жесткости и
↓прогибов; 4.Обжатие стыков сборных
конструкций; 5.↓расхода бетона и ↓веса
за счет применения высокопрочных
бетонов; 6.↑выносливости конструкции.
Методы создания предварительного
напряжения арматуры.
1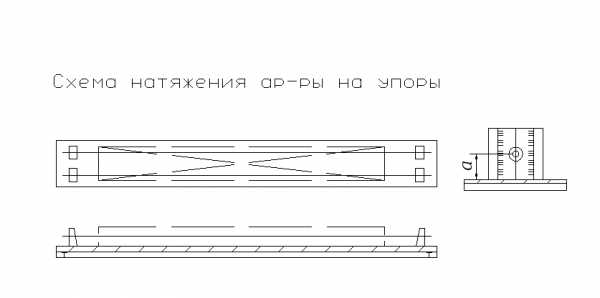 .Натяжение
арматуры на упоры(до бетонирования
изделия). В соответствующую опалубку
или форму с уже установленными каркасами,
сетками, закладными деталями и т. д.
(часть из них может укладываться уже
после натяжения) пропускается высокопрочная
.Натяжение
арматуры на упоры(до бетонирования
изделия). В соответствующую опалубку
или форму с уже установленными каркасами,
сетками, закладными деталями и т. д.
(часть из них может укладываться уже
после натяжения) пропускается высокопрочная
арматура, которая впоследствии натягивается, с помощью различных устройств. Арматура натягивается до установленного уровня σspи производится бетонирование. Когда бетон наберёт достаточную прочностьRbp, (передаточная прочность), производят отпуск натяжения. Арматура, стремясь сократиться до первоначального положения, сжимает затвердевший бетон, а сама остаётся в растянутом состоянии. Передаточная прочность бетонаRbp– это такая прочность бетона, при которой разрешается отпуск.
2.Натяжение арматуры на бетон(после бетонирования изделия). В опалубку или форму, с установленными каркасами, сетками, закладными деталями и т. д., укладываются каналообразователи (извлекаемые или неизвлекаемые) с помещённой в них арматурой и производится бетонирование. Когда бетон наберёт достаточную прочностьRbp, (передаточная прочность), производят натяжение высокопрочной арматуры, тем самым затвердевший бетон сжимается, а арматура остается в растянутом состоянии. Способы создания преднапряжения: механический, электротермический, комбинированный, физико-химический.
studfiles.net