Монтаж железобетонных плит перекрытия — Пошаговая инструкция
Для реализации архитектурных проектов используются современные строительные технологии. Важный этап строительства сооружений – монтаж плит перекрытия. ЖБИ разделяют этажи, перераспределяют статические и динамические нагрузки на стены, балки, колонны. Повышенная несущая способность обеспечивается армированным каркасом и прочным бетоном. Как устанавливают пустотные и монолитные блоки?
Монтаж плит перекрытия
Порядок монтажа железобетона плит перекрытия следующий:
1. Проверка несущих плоскостей
Лазерным нивелиром проверяются горизонтальные основания. В качестве подставки используется длинный брусок, опирающийся на противоположные стены. Дополнительно проверяются углы. Если перепады превышают 5-10 мм, проблемные зоны выравниваются цементной смесью.
2. Усиление основания
Пенобетонные или газосиликатные стены под плиты перекрытия в Казани укрепляются армированным поясом или перемычками. Крайний ряд кирпичных опор выкладывается тычковым методом.
Крайний ряд кирпичных опор выкладывается тычковым методом.
3. Подготовка площадки, материалов и техники
Уплотняется грунт на площадке для размещения автокрана. Непосредственно перед установкой замешивается или заказывается необходимое количество раствора. В пустотных ЖБИ заполняются щебенкой или керамзитом отверстия со стороны наружных стен.
Если перекрытие находится выше третьего этажа, также заполняются отверстия с внутренней стороны. Поверхности заготовок очищаются от грязи, мусора.
4. Монтаж железобетонных плит перекрытия
В размещении участвуют 4 человека: крановщик, 2 установщика и рабочий, подвешивающий ЖБИ на стропы. На крупных объектах необходимы корректировщики, со стороны регулирующие перемещение грузов. Все работы по монтажу плит перекрытия должны соответствовать нормативам ГОСТ, СНиП, раскладке проекта.
Минимальная толщина обычных ЖБИ 10 см, а ребристых – 29 см. На горизонтальные поверхности основания выкладывается двухсантиметровый слой ЦПС. Раствор не должен полностью выдавливаться после установки.
Раствор не должен полностью выдавливаться после установки.
Плиту, подвешенную на крюке, выравнивают по осям. Затем груз полностью опускается и отцепляется от строп. Уровнем проверяются горизонтальные плоскости. Если перепады превышают норму, заготовка поднимается краном. Впадины корректируются раствором, ЖБИ возвращается на основание.
Варианты размещения
Оптимальная раскладка при монтаже пустотных серий – на две короткие стороны. Смежные ЖБИ иногда соединяются монолитными бетонными стяжками. Если необходимы конструкции с нестандартными размерами, заготовки распиливаются алмазными дисками. Пустотные и плоские серии режутся только вдоль. Монолиты можно распиливать в любых направлениях. Поскольку после резки снижается прочность монтажа, производители рекомендуют устанавливать целые ЖБИ.
Анкеровка
Для фиксации конструкции используются анкера и арматура. После завершения монтажа плиты соединяются с несущим основанием и между собой металлическими скобами. Крепеж продевается в проушины и скрепляется арматурой. Отдельные элементы свариваются друг с другом. Межпанельные швы заполняются раствором. При армировании пустотелых изделий дополнительно выкладывается кольцевой бетонный ряд.
Крепеж продевается в проушины и скрепляется арматурой. Отдельные элементы свариваются друг с другом. Межпанельные швы заполняются раствором. При армировании пустотелых изделий дополнительно выкладывается кольцевой бетонный ряд.
Чтобы купить плиты перекрытия в Казани напрямую с завода, оставьте заявку на сайте или позвоните менеджеру, либо свяжитесь с нами через whatsapp: +7 (965) 598-44-67 или телеграмм: @spkgbistroy. Отдел логистики организует оперативную доставку по Республике Татарстан.
SteelLib
Жилье для военнослужащих по целевой программе Министерства обороны, Мурманская обл.
Рамно-связевой стальной каркас на болтовых соединениях – сварка полностью исключена, в сборке каждого дома принимает участие 10-15 человек. Сборка каркаса по каждому дому длится от 20 до 30 дней. Наружные (с окном) и внутренние стеновые панели…
Подробнее
Жилые комплексы по технологии Стилтаун®, Калужская обл.
Конструктивная система и технология быстрого строительства Стилтаун® основаны на использовании холодногнутых оцинкованных профилей для возведения несущего каркаса зданий средней этажности (до 6 этажей). Применение холодногнутых профилей в…
Применение холодногнутых профилей в…
Подробнее
Многофункциональные быстровозводимые здания серии СТЕРК®, Калужская обл.
Конструктивная система Стерк® разработана на основе оригинальных запатентованных решений и выпускается заводом строительных металлоконструкций ООО «Андромета» с 2012 г. Отличительные характеристики серии Стерк®: Повышенная…
Подробнее
Эстакада, г. Москва
Разработаны проекты металлических пролетных строений для новой эстакады прямого хода и пешеходных мостов в составе Северо-Западной хорды в г. Москве. Главной особенностью конструкции эстакады стало металлическое неразрезное пролетное строение с…
Подробнее
Путепровод через железнодорожные пути, Казахстан
За 2 месяца был выполнен проект по разработке рабочей документации на строительство путепровода по улице Фурманова в Алматы Республики Казахстан. (Пробивка ул. Фурманова до ул. Жансугурова с эстакадой через железнодорожные пути).
…
(Пробивка ул. Фурманова до ул. Жансугурова с эстакадой через железнодорожные пути).
…
Подробнее
Подъемно-переходные мосты для паромного комплекса в порту Курык, Казахстан
За четыре месяца был разработан проект металлоконструкций пролетных строений двух подъемно-переходных мостов с механизмами их подъема и опускания. Металлические пролетные строения длиной 27 и 33 м под совмещенное воздействие автодорожной и…
Подробнее
Складские здания на основе типовой серии «ЛегоС», г. Уфа
ООО «Мастер-Сталь» накануне 2017 года заказала в «Северсталь Стальные Решения» два одинаковых типовых здания «ЛегоС» размерами 18х30х7,2 м. Типовые здания были рассчитаны для 3 снегового района, поэтому конструкторский отдел ЗАО…
Подробнее
Торговый центр «Spar», г. Калининград
Здание торгового центра известной сети «Spar» имеет очень сложную конфигурацию и разновысотное по высоте.
Подробнее
Деревообрабатывающий завод, Тверская обл.
Компания «Северсталь Стальные Решения» провела полный цикл работ «под ключ» на объекте, начиная с проектирования и заканчивая монтажом. Проектный отдел «Северсталь Стальные Решения» выполнил чертежи марки КМ, КМД. На собственной…
Подробнее
Рудник «Скалистый», г. Норильск
Рудник «Скалистый» — один из главных источников восполнения выбывающих мощностей Заполярного филиала по богатой руде. Немецкая фирма THYSSEN Schachtbau ведет строительство двух самых глубоких в Евразии стволов рудника — СКС-1 и ВС-10. Специалисты…
ПодробнееТепличный комплекс по круглогодичному выращиванию овощной продукции, Белгородская обл.
Первый в отечественной практике разработанный и изготовленный в России по программе импортозамещения на предприятиях ООО «АГРИСОВГАЗ» для ООО «ГРИНХАУС» блок зимних овощных теплиц площадью 24,5 га и сервисных помещений с металлоконструкциями. ..
..
Подробнее
Складской комплекс металлобазы, г. Подольск
Строительство нового складского комплекса в непосредственной близи с уже существующим складским и офисным объектом. Перед застройщиком стоял ряд сложных задач, которые были грамотно решены в ходе реализации проекта. Технический и…
Подробнее
Офисно-производственное здание, Московская обл.
Каркас здания выполнен из металлоконструкций. Фасады из металла. Применили 5 видов облицовочных материалов из стали и алюминия. Уникальные фасады из типовых решений. Для данного проекта разработаны качественные узлы, которые…
Подробнее
ТРЦ «МореМолл», г. Сочи
На примере строительства ТРЦ «МореМолл» наглядно показано, как применение нестандартных конструкций из металла дают возможность воплотить в жизнь сложные архитектурные идеи. В этом объекте были реализованы уникальные проектные и монтажные…
В этом объекте были реализованы уникальные проектные и монтажные…
Подробнее
Стадион на 45000 зрительных мест, г. Саранск
Стадион имеет сложную конструкцию элементов, а так же повышенные требования по качеству изготовления и допускам. В связи с этим, специалистами ООО «Белэнергомаш-БЗЭМ» была проведена огромная работа по изготовлению металлоконструкций из…
Подробнее
Аэровокзальный комплекс, г. Симферополь
Площадь аэропорта — 78 000 м2, планируемый пассажиропоток – 10 000 000 человек в год. Главной особенностью терминала станет оригинальная форма конструкций покрытия и фасадов: стропильные и подстропильные фермы, а также стойки фахверка…
Подробнее
Центральный стадион «Динамо», г. Москва
В комплекс входят открытый стадион и многофункциональная крытая арена. Спортивные объекты размещены на уровне 8 м над землей, под ними располагается торгово-развлекательная зона и подземная автостоянка. В современную архитектуру встроено…
Спортивные объекты размещены на уровне 8 м над землей, под ними располагается торгово-развлекательная зона и подземная автостоянка. В современную архитектуру встроено…
Железнодорожная эстакада к вокзалу, г. Астана
Подходная эстакада, проектируемая компанией «ТРАНССТРОЙПРОЕКТ», предназначена для пропуска на вокзал пассажирских поездов. Объект возводится с учетом строительства шести приемо-отправочных путей и седьмого пути с учетом перспективного…
Подробнее
Производственно-складской комплекс фармацевтического производства, г. Тольятти
Проектируемое здание завода представляет собой единый комплекс по производству готовых лекарственных средств. Объемно-планировочная структура объекта выполнена на основании задания заказчика и технологии процесса производства, временном…
Подробнее
Антенно-башенное сооружение высотой 275 м, г.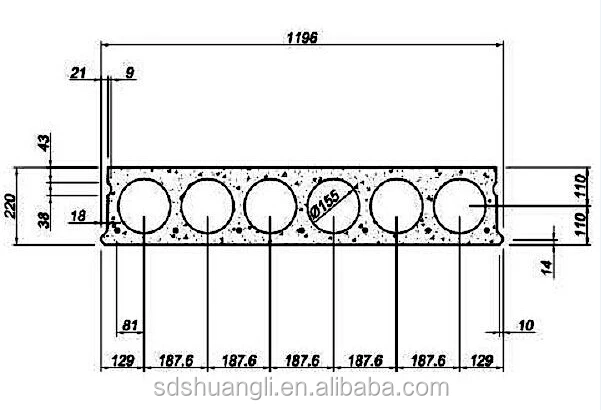 Пермь
Пермь
Конструктивная особенность рассматриваемой башни заключается в расположении основных элементов таким образом, что они одновременно выполняют и функции поясов и решетки. Благодаря этому нагрузка на башню распределяется равномерно на все элементы, и…
Подробнее
1 2 3
Поставщик решений для строительства из сборного железобетона
Конструкционная
Целостность
С
Coreslab
Непревзойденная
Прочность,
Долговечность,
Красота
Международная сила.
Локальные решения.
Coreslab Structures — лидер отрасли сборного железобетона, известный своим опытом в области строительства и архитектуры, инновациями в строительстве и приверженностью устойчивым отраслевым практикам.
Добро пожаловать в Coreslab! Прокрутите вниз, чтобы узнать больше.
Выберите ближайшее к вам место, познакомьтесь с командой и узнайте, что мы можем сделать для вас.
Coreslab: самые современные производственные
предприятия по всей Северной Америке.
Альбукерке, Нью -Мексико
Атланта, Джорджия
Остин, Техас
Конвей, Арканзас
Dundas, Онтарио Канада
Индианаполис, Индиана
Канзас -Сити, Канзас
Los Angeles, Indiana
, Кансас -Сити, Канзас
Los Angeles, Indiana
, Канзас.0008
Marshall, Missouri
Miami, Florida
Оклахома -Сити, Оклахома
Омаха, Небраска
Орландо, Флорида
THOENIX, ARIZONA
TAMPA, FLORIDA
. предлагает ряд высокопроизводительных решений для удовлетворения потребностей вашего проекта.
Каков ваш проект?
Мы предлагаем широкий спектр услуг
, от технического консультирования по продажам
и проектирования до проектирования, изготовления, установки
и окончательной отделки наших сборных железобетонных изделий
.
Все возможности
Узнайте больше обо всех возможностях Coreslab как лидера отрасли сборного железобетона.
Наши услуги
Узнайте больше о широком спектре услуг Coreslab.
Типы зданий
Какой тип конструкции вы хотите построить? Узнайте, как Coreslab может помочь.
Продукты
Сотрудничайте с нами
Партнер по производству сборных железобетонных изделий, который делает все возможное
Когда вы работаете с Coreslab Structures, вы получаете преимущества нашего опыта в сборном железобетоне. Наша команда опытных профессионалов стремится предоставить нашим клиентам наилучший результат для их проектов.
Наша команда опытных профессионалов стремится предоставить нашим клиентам наилучший результат для их проектов.
Однако наши обязательства перед клиентами выходят за рамки простого предоставления качественного продукта. Мы работаем с вами на протяжении всего процесса, от первоначального проектирования и планирования до изготовления и установки. Мы понимаем, что каждый проект уникален, и стремимся предоставить нашим клиентам персональное внимание и поддержку, необходимые им для успешного завершения проекта.
Независимо от того, строите ли вы одно сооружение или сложное многоэтажное здание, вы можете доверить Coreslab Structures экспертные знания и опыт, необходимые для правильного выполнения работы. Благодаря нашему стремлению к совершенству, вы можете быть уверены, что ваш проект по производству сборных железобетонных изделий будет выполнен в соответствии с самыми высокими стандартами.
ПАРТНЕР С НАМИПреимущества решений для сборного железобетона
Сборный железобетон — это непревзойденный выбор для строительных проектов, предлагающий множество преимуществ, которые оправдывают вложения. Основные преимущества решений из сборного железобетона:
Основные преимущества решений из сборного железобетона:
1. Долговечность: Сборный железобетон отличается высокой прочностью, что делает его отличным выбором для зданий и сооружений, которые прослужат долгие годы.
2. Прочность: Сборный железобетон очень прочен и может выдерживать экстремальные погодные условия и другие суровые условия.
3. Экономичность: Сборный железобетон значительно дешевле заливного бетона, что делает его гораздо более экономичным вариантом.
4. Универсальность: Сборный железобетон можно использовать в самых разных областях: от стен и полов до фундаментов и дренажных систем.
5. Простая установка: Сборный железобетон прост в установке, что делает его отличным выбором для тех, кто хочет сэкономить на трудозатратах.
6. Экологичность: сборный железобетон изготавливается из натуральных материалов и является отличным способом снижения воздействия строительных проектов на окружающую среду.
Обладая почти полувековым опытом производства сборного железобетона, мы знаем, что нужно для успеха, и здесь вы найдете ответы на некоторые из наиболее часто задаваемых вопросов о наших продуктах и услугах.
Часто задаваемые вопросы (FAQ)
A. Coreslab Structures — ведущий производитель сборных и предварительно напряженных железобетонных изделий, предлагающий ряд решений для строительной отрасли. Мы специализируемся на инженерных компонентах для коммерческих, промышленных, жилых и инфраструктурных проектов.
A: Мы производим широкий спектр сборных и предварительно напряженных железобетонных изделий, включая мостовые балки, колонны, стены и плиты, а также специализированные продукты, такие как гаражи и звуковые стены.
A: Изделия из сборного и предварительно напряженного железобетона имеют множество преимуществ, включая сокращение времени строительства, повышенную безопасность, превосходную прочность и повышенную долговечность.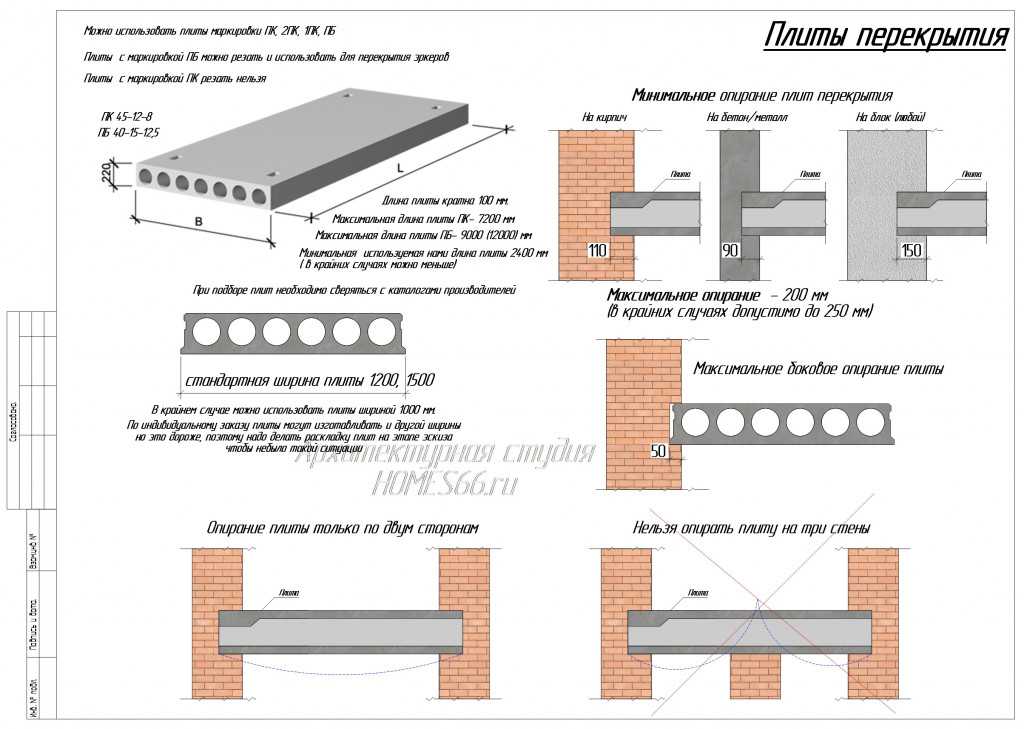
A: Да, мы предлагаем комплексные инженерные и дизайнерские услуги, а также управление проектами и контроль качества.
Избранные проекты
Непревзойденный опыт.
Индивидуальные решения.
Coreslab — лидер строительной отрасли, известный своим опытом в разработке дизайна, производстве и доставке как жилых, так и коммерческих конструкций. От высококлассных стадионов, отелей и парковок до жилых домов, выполненных на заказ, Coreslab стремится к экспертной разработке и производству дизайна, а также к бесперебойной доставке.
Благодаря отмеченным наградами проектам компания Coreslab установила планку качества и инноваций. Его штат опытных инженеров и архитекторов работает вместе, чтобы гарантировать, что каждый проект будет выполнен с точностью и аккуратностью, а клиенты останутся довольны конечным результатом.
Все проектыО нас
Клиентоориентированность.
 Культура сотрудничества
Культура сотрудничества и инновационные решения с 1975 года.
В Coreslab Structures мы стремимся предоставлять нашим клиентам услуги высочайшего качества. Наша команда экспертов стремится предоставлять отмеченные наградами инновационные решения, адаптированные к вашим потребностям.
Благодаря нашему передовому техническому опыту, практическим консультациям и стремлению к совершенству мы можем предлагать инновационные решения, которые не только рентабельны, но и поставляются вовремя.
Наша культура сотрудничества гарантирует, что все проекты выполняются на самом высоком уровне, обеспечивая беспрепятственный опыт для наших клиентов.
Узнать большеКарьера
Работа в компании-лидере сборного железобетона.
Постройте конкретную карьеру с Coreslab.
Каждый сотрудник Coreslab является частью основной команды.
Патент США на способ изготовления бетонных плит методом горизонтального шликерного литья Патент (Патент № 6911165 от 28 июня 2005 г.
 )
)ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к бетонную плиту методом непрерывного шликерного литья, при этом в нижней поверхности плиты во время литья делают отверстие или углубление для возможного последующего обеспечения отверстия.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
При непрерывном литье экструдера бетон выдавливается через форму или сопла подвижной разливочной машины с помощью шнековых питателей, а готовый отлитый продукт остается на стационарной разливочной платформе. Литейная машина приводится в движение, т.е. силами реакции шнековых питателей. Другими возможными технологиями шликерного литья являются, например, так называемые шликерные технологии. При желании в изделии при литье могут быть выполнены пустотелые полости с помощью формообразующих оправок. Пустотелые полости могут использоваться, например, в качестве установочных каналов для трубопроводов и кабелей.
Для выполнения таких установок в поверхности многопустотной плиты необходимо сделать отверстие, ведущее в полость. Отверстие обычно делается на заводе в плите, лежащей на бетонной платформе, путем удаления бетона из полости, пока бетон еще свежий. Если отверстие необходимо только в нижней поверхности сляба, необходимо сначала сделать отверстие в верхней поверхности сляба, опирающегося на литейную платформу, и только после этого можно сделать отверстие в нижней поверхности. Отверстие, сделанное в верхней поверхности плиты, таким образом, становится ненужным и его необходимо заполнить позже, например, на строительной площадке. Отверстия также необходимы в плитах со сплошным сердечником, т.е. напольные доски, напр. для прокладки канализационных, кондиционерных и водопроводных труб и электропроводки. Такие отверстия также делаются на заводе путем рытья отверстия от верхней поверхности плиты до нижней поверхности плиты.
Отверстия, ведущие также в полости пустотных плит, необходимы на нижней поверхности многопустотной плиты, например, как выход для воды, которая может скапливаться в полостях. Такого рода отверстия, например, относительно небольшие отверстия для стока воды, обычно делают в плитах на заводе таким же образом, как описано выше, и/или, например, на строительной площадке путем сверления готового изделия.
Такого рода отверстия, например, относительно небольшие отверстия для стока воды, обычно делают в плитах на заводе таким же образом, как описано выше, и/или, например, на строительной площадке путем сверления готового изделия.
При шликерном литье, напр. в технологиях экструдера или шликерного формирователя движущаяся литейная машина вместо литейной платформы также включает стороны, которые определяют стороны продукта. Как только непрерывно движущаяся разливочная машина движется вперед, а готовый отливочный продукт остается лежать на разливочной платформе, продукт должен быть в устойчивой форме и быть самонесущим. Это устанавливает требования к используемой бетонной смеси, как известно в данной области техники. Подаваемая бетонная смесь должна быть достаточно сухой, чтобы после уплотнения во время заливки пустотные полости также сохранили свою форму.
Ранее было невозможно встроить отдельные стержни в заливочную плиту, чтобы обеспечить отверстия или углубления, образующие отверстия в нижней поверхности плиты во время шликерной заливки с использованием относительно сухой бетонной смеси,
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание нового способа изготовления, с помощью которого на нижней поверхности может быть получено отверстие или выемка для необязательного последующего создания отверстия, которое может быть пробито позже, если это необходимо. бетонной плиты в процессе шликерного литья. В способе согласно изобретению на нижней поверхности отливаемого сляба делают отверстие в многопустотном слябе, по существу совпадающее с полостью сляба в многопустотном слябе, посредством сердечника, помещенного на отливку. кровать. Отверстие ведет от нижней поверхности монолитной плиты к ее верхней поверхности или в полость, чтобы образовать отверстие, или, в случае углубления для дополнительного последующего устройства отверстия, тонкую бетонную пленку. отделяет отверстие от верхней поверхности полнотелой плиты или от полости многопустотной плиты в отвержденном изделии.
бетонной плиты в процессе шликерного литья. В способе согласно изобретению на нижней поверхности отливаемого сляба делают отверстие в многопустотном слябе, по существу совпадающее с полостью сляба в многопустотном слябе, посредством сердечника, помещенного на отливку. кровать. Отверстие ведет от нижней поверхности монолитной плиты к ее верхней поверхности или в полость, чтобы образовать отверстие, или, в случае углубления для дополнительного последующего устройства отверстия, тонкую бетонную пленку. отделяет отверстие от верхней поверхности полнотелой плиты или от полости многопустотной плиты в отвержденном изделии.
Более конкретно, способ согласно изобретению отличается тем, что на поверхность литейного основания помещают стержень, по существу совпадающий с полостью, формируемой в многопустотной плите, для дополнительного определения поперечного сечения бетонное изделие для обеспечения отверстия или углубления для дополнительного последующего устройства отверстия в нижней поверхности плиты.
Изобретение также относится к стержню для создания отверстия в бетонном изделии в процессе шликерного литья. Более конкретно, сердечник согласно изобретению отличается тем, что структура и/или материал сердечника таковы, что сердечник способен прогибаться, по меньшей мере, частично в своем вертикальном направлении. Вариант выполнения сердечника в соответствии с изобретением отличается тем, что сердечник содержит внешнюю часть, которая предпочтительно приспособлена для отделения от внутренней части сердечника, когда бетонную плиту поднимают с литейной площадки, и внутреннюю часть, которая предпочтительно предназначен для того, чтобы оставаться прикрепленным к литьевой платформе, когда бетонная плита поднимается с литьевой платформы.
Способ в соответствии с изобретением основан на размещении на литейной платформе стержня, который позволяет сделать отверстие или углубление для возможного последующего создания отверстия в отливаемой плите. В случае многопустотной плиты сердцевина располагается по существу на месте полости пустотелой плиты.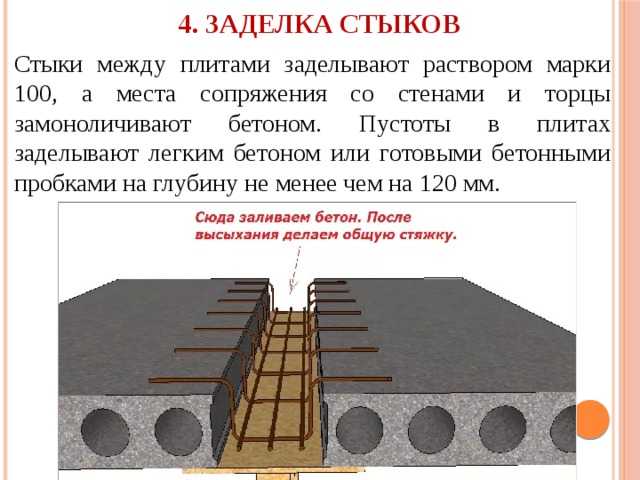 В процессе литья литейная машина заливает сердечник бетоном, при этом в месте расположения сердечника в нижней поверхности плиты образуется отверстие с формой и толщиной сердечника. Толщина заполнителя может быть адаптирована таким образом, чтобы поверхность (поверхности), ограничивающие верхнюю поверхность отливаемой плиты, или части, образующие пустотелую полость, проходили над заполнителем таким образом, чтобы между заполнителями оставалась бетонная пленка подходящей толщины. и поверхность (поверхности), ограничивающие верхнюю поверхность плиты или между сердцевиной и оправкой, образующей полость. Под толщиной сердечника понимают вертикальный размер сердечника (т.е. высоту). Таким образом получается углубление для дополнительного последующего обеспечения проема. Упомянутая бетонная пленка достаточно тонкая, чтобы ее можно было прорвать в готовом отвержденном изделии.
В процессе литья литейная машина заливает сердечник бетоном, при этом в месте расположения сердечника в нижней поверхности плиты образуется отверстие с формой и толщиной сердечника. Толщина заполнителя может быть адаптирована таким образом, чтобы поверхность (поверхности), ограничивающие верхнюю поверхность отливаемой плиты, или части, образующие пустотелую полость, проходили над заполнителем таким образом, чтобы между заполнителями оставалась бетонная пленка подходящей толщины. и поверхность (поверхности), ограничивающие верхнюю поверхность плиты или между сердцевиной и оправкой, образующей полость. Под толщиной сердечника понимают вертикальный размер сердечника (т.е. высоту). Таким образом получается углубление для дополнительного последующего обеспечения проема. Упомянутая бетонная пленка достаточно тонкая, чтобы ее можно было прорвать в готовом отвержденном изделии.
Когда способ согласно изобретению используется на заводе-изготовителе для выполнения сквозного отверстия, т. е. соединения нижней поверхности плиты с полостью без бетонной пленки, отделяющей отверстие от полости, используется подходящий сердечник , предпочтительно стержень согласно настоящему изобретению, материал и/или структура которого деформируется, когда над ним проходит литейная машина, и который стержень после прохождения литейной машины частично или полностью восстанавливает свои первоначальные размеры в вертикальном направлении, таким образом пробивая открываясь в образовавшуюся свежую бетонную пленку. Этот тип указанного сердечника может быть, например, сердечник, состоящий из нескольких частей, или часть сердечника, которая сдавливается вниз под действием оказываемого на нее давления.
е. соединения нижней поверхности плиты с полостью без бетонной пленки, отделяющей отверстие от полости, используется подходящий сердечник , предпочтительно стержень согласно настоящему изобретению, материал и/или структура которого деформируется, когда над ним проходит литейная машина, и который стержень после прохождения литейной машины частично или полностью восстанавливает свои первоначальные размеры в вертикальном направлении, таким образом пробивая открываясь в образовавшуюся свежую бетонную пленку. Этот тип указанного сердечника может быть, например, сердечник, состоящий из нескольких частей, или часть сердечника, которая сдавливается вниз под действием оказываемого на нее давления.
Формирование проемов или углублений для дополнительных дополнительных приспособлений для проемов способом согласно настоящему изобретению устанавливает требования к используемой бетонной смеси. Подаваемая бетонная смесь должна быть достаточно сухой, чтобы изделие, возможно, содержащее также тонкие пленки бетона и оставленное на бетонной подушке, сохраняло свою форму.
Таким образом, готовая многопустотная плита может быть снабжена углублениями для дополнительных дополнительных приспособлений для отверстий в желаемых местах, а готовая многопустотная плита может иметь на одной поверхности (нижняя поверхность) одно или несколько отверстий и/или или углубления для необязательного последующего приспособления для отверстий, выполненных согласно способу изобретения, и в нужных местах на противоположной поверхности (верхней поверхности) также отверстия, сделанные на литейном заводе. Таким образом, на строительной площадке можно легко сделать отверстие, ведущее от нижней поверхности плиты к верхней поверхности плиты или в ее пустотелую полость, разорвав тонкую пленку бетона, т.е. молотком в подходящем месте полностью или частично. В частности, например, для отверстий, необходимых для отвода воды, нижняя поверхность плиты может быть снабжена небольшими отверстиями, благодаря чему можно избежать сверления плиты. Отверстия для отвода воды необходимы, в частности, в многопустотных плитах. В настоящем тексте термин «нижняя поверхность сляба» относится к поверхности сляба, обращенной к разливочной платформе, тогда как термин «верхняя поверхность сляба» относится к противоположной поверхности. В зависимости от применения и/или типа плиты плита может быть установлена на месте ее окончательного монтажа в требуемом положении, и в этом случае упомянутая нижняя поверхность плиты не обязательно должна быть ориентирована вниз.
В настоящем тексте термин «нижняя поверхность сляба» относится к поверхности сляба, обращенной к разливочной платформе, тогда как термин «верхняя поверхность сляба» относится к противоположной поверхности. В зависимости от применения и/или типа плиты плита может быть установлена на месте ее окончательного монтажа в требуемом положении, и в этом случае упомянутая нижняя поверхность плиты не обязательно должна быть ориентирована вниз.
Среди прочего, изобретение предлагает следующие замечательные преимущества:
- На заводе нет необходимости сначала ломать верхнюю поверхность многопустотной плиты, чтобы сделать отверстие на нижней поверхности плиты. . В результате достигается экономия средств как на заводе-изготовителе, так и на строительной площадке за счет исключения такой процедуры и за счет исключения необходимости заполнения ненужных проемов соответственно.
- На заводе нет необходимости делать ненужные отверстия в монолитных плитах, которые могут понадобиться для ввода трубопроводов и электропроводки.
 Кроме того, исключается необходимость заполнения таких ненужных отверстий.
Кроме того, исключается необходимость заполнения таких ненужных отверстий. - Количество, расположение и форму отверстий и/или углублений для дополнительных дополнительных приспособлений для отверстий можно легко отрегулировать благодаря легкому креплению сердечника на литейной платформе и легкому отделению его от нее.
- В случае неисправности в процессе литья стержень легко перемещается
- Предусматривая углубление для необязательного последующего устройства проема большего, чем размеры необходимого проема, можно легко исправить ошибки размеров, обнаруженные на строительной площадке, поскольку углубление для необязательного последующего устройства проема, которое больше требуемого , не ограничивает отверстие, которое можно взломать точно в точном месте, определенном заранее.
- Отверстия для стока воды на нижней поверхности плиты не нужно делать сверлением.
Далее изобретение будет объяснено более подробно со ссылками на прилагаемые чертежи, на которых
РИС. 1 a показано поперечное сечение многопустотной плиты, иллюстрирующее расположение заполнителей согласно изобретению;
1 a показано поперечное сечение многопустотной плиты, иллюстрирующее расположение заполнителей согласно изобретению;
РИС. 1 b показано поперечное сечение плиты со сплошным заполнителем, иллюстрирующее расположение заполнителей в соответствии с изобретением;
РИС. 2 — продольный разрез многопустотной плиты, изготовленной согласно изобретению;
РИС. 3 показаны некоторые предпочтительные варианты стержней, используемых в способе согласно изобретению, расположенных на литейной платформе; и
РИС. 4 a , 4 b и 4 c показаны сечения некоторых предпочтительных вариантов исполнения сердечника согласно изобретению.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
РИС. 1 a показано, как можно изготавливать многопустотные плиты шликерным литьем способом согласно изобретению, например, следующим образом: перед операцией литья на металлической литейной платформе, т. е. в форме 9.0105 1 , предварительно напряженные пряди из стальной проволоки 2 предварительно напряжены и служат в дальнейшем в качестве армирования в предварительно напряженном элементе, а сердечники 3 прикреплены в требуемых местах формы, совпадающих с полостями полых стержней. в направлении литья. Бетонная смесь заливается в питательный бункер шликерной машины, откуда бетон попадает на шнековые питатели. Вращающиеся шнековые питатели нагнетают бетонную смесь в пространство под давлением, ограниченное формирующими стержнями оправками и стенками, ограничивающими формовочное пространство, в результате чего бетонная смесь уплотняется и формуется таким образом, чтобы обеспечить окончательную форму конечного продукта. Готовый конечный продукт 5 остается лежать на стационарной литейной платформе для отверждения, в то время как литейная машина продолжает движение, приводимое в движение, например, силами реакции, создаваемыми шнековыми питателями.
е. в форме 9.0105 1 , предварительно напряженные пряди из стальной проволоки 2 предварительно напряжены и служат в дальнейшем в качестве армирования в предварительно напряженном элементе, а сердечники 3 прикреплены в требуемых местах формы, совпадающих с полостями полых стержней. в направлении литья. Бетонная смесь заливается в питательный бункер шликерной машины, откуда бетон попадает на шнековые питатели. Вращающиеся шнековые питатели нагнетают бетонную смесь в пространство под давлением, ограниченное формирующими стержнями оправками и стенками, ограничивающими формовочное пространство, в результате чего бетонная смесь уплотняется и формуется таким образом, чтобы обеспечить окончательную форму конечного продукта. Готовый конечный продукт 5 остается лежать на стационарной литейной платформе для отверждения, в то время как литейная машина продолжает движение, приводимое в движение, например, силами реакции, создаваемыми шнековыми питателями. Бетонная смесь также может быть введена в заливочную площадку, например, путем заливки или перекачивания по желобам и изготовления плиты со сплошным заполнителем или плиты, содержащей пустотелые полости, с использованием технологии литья в шликерном формовщике, хорошо известной в данной области техники. На фиг. 1 б показано расположение стержня на литейном станине при изготовлении монолитной плиты.
Бетонная смесь также может быть введена в заливочную площадку, например, путем заливки или перекачивания по желобам и изготовления плиты со сплошным заполнителем или плиты, содержащей пустотелые полости, с использованием технологии литья в шликерном формовщике, хорошо известной в данной области техники. На фиг. 1 б показано расположение стержня на литейном станине при изготовлении монолитной плиты.
Также стержень ограничивает литейное пространство, при этом во время литья литейная машина перемещается по стержню, образуя на нижней поверхности сляба отверстие, форма и размер которого соответствуют стержню. Толщина сердцевины может быть адаптирована таким образом, чтобы поверхность (поверхности) литейной машины, ограничивающие верхнюю поверхность плиты со сплошным ядром, или оправки для формирования полости сердцевины перемещались по сердцевине, так что на ней оставалась относительно тонкая бетонная пленка 4 . верхняя поверхность сердечника. Толщина бетонной пленки предпочтительно составляет от 3 до 10 мм и более предпочтительно от 3 до 5 мм. Слишком тонкая бетонная пленка может вызвать проблемы во время литья, например, часть литейной машины может мешать стержню. Когда с помощью способа согласно изобретению должно быть выполнено углубление для последующего обеспечения отверстия, толщина пленки должна быть максимально такой, чтобы ее можно было прорвать в готовом отлитом и отвержденном изделии. Таким образом, легко сделать в готовом изделии отверстие от нижней поверхности плиты до верхней поверхности многопустотной плиты или отверстие в полость многопустотной плиты путем разрушения, например, молотком тонкую бетонную пленку полностью или частично. Когда отверстие делается способом согласно изобретению, толщина бетонной пленки является максимально такой, чтобы нарастание напряжения в сердцевине было достаточным для того, чтобы пробить отверстие в бетонной пленке.
Слишком тонкая бетонная пленка может вызвать проблемы во время литья, например, часть литейной машины может мешать стержню. Когда с помощью способа согласно изобретению должно быть выполнено углубление для последующего обеспечения отверстия, толщина пленки должна быть максимально такой, чтобы ее можно было прорвать в готовом отлитом и отвержденном изделии. Таким образом, легко сделать в готовом изделии отверстие от нижней поверхности плиты до верхней поверхности многопустотной плиты или отверстие в полость многопустотной плиты путем разрушения, например, молотком тонкую бетонную пленку полностью или частично. Когда отверстие делается способом согласно изобретению, толщина бетонной пленки является максимально такой, чтобы нарастание напряжения в сердцевине было достаточным для того, чтобы пробить отверстие в бетонной пленке.
При применении способа согласно изобретению на заводе для получения многопустотной плиты с отверстием, т.е. соединением нижней поверхности плиты с полостью без бетонной пленки, заливку осуществляют в основном так же, как и описанным выше, но с использованием подходящего стержня, который прокалывает сформированную бетонную пленку после заливки. Такой сердечник может представлять собой, например, сборку деталей с различными упругими свойствами или сердечник, в котором, например, часть сердечника прогибается вниз (под приложенным давлением), когда литейная машина перемещается по указанному стержню, и какой стержень после проход заливочной машины частично или полностью восстанавливает свои первоначальные размеры в вертикальном направлении, таким образом пробивая отверстие в образовавшейся свежей бетонной пленке.
Такой сердечник может представлять собой, например, сборку деталей с различными упругими свойствами или сердечник, в котором, например, часть сердечника прогибается вниз (под приложенным давлением), когда литейная машина перемещается по указанному стержню, и какой стержень после проход заливочной машины частично или полностью восстанавливает свои первоначальные размеры в вертикальном направлении, таким образом пробивая отверстие в образовавшейся свежей бетонной пленке.
На РИС. 2 показаны в нижней поверхности многопустотной плиты некоторые возможные места расположения отверстий 6 , 6 ′ и/или углублений для дополнительных дополнительных приспособлений для отверстий 7 , 7 ′ , которые должны быть получены в соответствии с изобретение. Стержни могут размещаться в одной или нескольких пустотных полостях. В направлении литья, то есть в продольном направлении полости полого стержня, стержни могут быть расположены в разных местах и в другом количестве по сравнению с соседними полостями. Таким образом, расположение отверстий и углублений для дополнительных дополнительных приспособлений для отверстий на поверхности плиты и, следовательно, расположение и количество стержней на литейной платформе варьируются в зависимости от предполагаемого использования плит, отверстий и углублений для дополнительных дополнительных приспособлений для отверстий. При выборе количества и расположения ядер необходимо также обратить внимание на то, чтобы несущую способность плиты оставалась достаточной. Например, в многопустотной плите, длина которой составляет, например, длиной от 6 до 10 м, напр. одно-два отверстия 6 , 7 , могут понадобиться, например, для прокладки кабелей и/или трубопроводов. Если таких отверстий, например, два, то их целесообразно располагать, например, на обоих концах плиты. Небольшие отверстия 6 ′, 7 ′, т.е. отверстия для слива воды, обычно предусмотрены для каждой полости, преимущественно на обоих концах пустотелой полости, и, кроме того, подходящее количество предпочтительно близко к более крупным отверстиям, предназначенным, например, для монтаж электрических кабелей и трубопроводов.
Таким образом, расположение отверстий и углублений для дополнительных дополнительных приспособлений для отверстий на поверхности плиты и, следовательно, расположение и количество стержней на литейной платформе варьируются в зависимости от предполагаемого использования плит, отверстий и углублений для дополнительных дополнительных приспособлений для отверстий. При выборе количества и расположения ядер необходимо также обратить внимание на то, чтобы несущую способность плиты оставалась достаточной. Например, в многопустотной плите, длина которой составляет, например, длиной от 6 до 10 м, напр. одно-два отверстия 6 , 7 , могут понадобиться, например, для прокладки кабелей и/или трубопроводов. Если таких отверстий, например, два, то их целесообразно располагать, например, на обоих концах плиты. Небольшие отверстия 6 ′, 7 ′, т.е. отверстия для слива воды, обычно предусмотрены для каждой полости, преимущественно на обоих концах пустотелой полости, и, кроме того, подходящее количество предпочтительно близко к более крупным отверстиям, предназначенным, например, для монтаж электрических кабелей и трубопроводов. В плите со сплошным заполнителем в подходящих местах может быть выполнено подходящее количество углублений для дополнительных дополнительных приспособлений для отверстий в плите, однако следует обращать внимание на достаточную несущую способность плиты.
В плите со сплошным заполнителем в подходящих местах может быть выполнено подходящее количество углублений для дополнительных дополнительных приспособлений для отверстий в плите, однако следует обращать внимание на достаточную несущую способность плиты.
Готовая многопустотная плита может содержать одно или несколько отверстий и/или углублений для необязательных последующих приспособлений для отверстий на одной поверхности (нижняя поверхность) с использованием способа по изобретению, а противоположная поверхность (верхняя поверхность) также может содержать в необходимых местах отверстия, сделанные на заводе путем выкапывания свежей бетонной смеси. Возможные отверстия в верхней поверхности плиты могут быть предусмотрены в местах, отличных от отверстий и/или углублений для дополнительных последующих положений для отверстий, сделанных в нижней поверхности плиты, а размеры отверстий в верхней поверхности могут варьироваться, и их количество может отличаться от количества проемов и/или углублений для необязательного последующего обеспечения проемов, выполненных в нижней поверхности плиты. Углубления для проемов могут быть предусмотрены в желаемых местах в готовой монолитной плите.
Углубления для проемов могут быть предусмотрены в желаемых местах в готовой монолитной плите.
На фиг. 3 показаны некоторые предпочтительные варианты стержней 3 , используемых в способе согласно изобретению, прикрепленных к литейной платформе 1 . Форма сердечника, обращенного к литейной форме, может быть, например, круглой, эллипсоидальной или многоугольной и часто симметричной. Толщина сердечника может варьироваться таким образом, чтобы зазор между поверхностями, ограничивающими верхнюю поверхность плиты со сплошным сердечником или нижнюю кромку оправки, образующей стержневую полость, и верхнюю поверхность сердечника предпочтительно составлял около 3-10 мм. , более предпочтительно 3-5 мм. В зависимости от конечного использования расстояние от нижней кромки стержневой оправки до литейной платформы обычно варьируется, т.е. преимущественно от примерно 25 до 60 мм, а толщина доски для пола со сплошным заполнителем может, в зависимости от ее применения, предпочтительно варьироваться от примерно 50 до 150 мм. Размеры сердечника в плоскости разливочной площадки, такие как диаметр сердечника, длина и ширина, могут варьироваться в зависимости от потребностей конечного использования плиты и/или проема. Например, отверстия, необходимые для прокладки электрических кабелей, часто имеют круглую форму диаметром от 70 до 9 мм.5 мм, а воздуховоды кондиционеров требуют отверстия диаметром от 100 до 160 мм. Отверстия, предназначенные для отвода воды из пустотелой полости, обычно имеют диаметр примерно от 10 до 15 мм. Необходимые отверстия могут также представлять собой продольные щели длиной, например, 2 м.
Размеры сердечника в плоскости разливочной площадки, такие как диаметр сердечника, длина и ширина, могут варьироваться в зависимости от потребностей конечного использования плиты и/или проема. Например, отверстия, необходимые для прокладки электрических кабелей, часто имеют круглую форму диаметром от 70 до 9 мм.5 мм, а воздуховоды кондиционеров требуют отверстия диаметром от 100 до 160 мм. Отверстия, предназначенные для отвода воды из пустотелой полости, обычно имеют диаметр примерно от 10 до 15 мм. Необходимые отверстия могут также представлять собой продольные щели длиной, например, 2 м.
Сердечники могут включать один или несколько магнитов 8 для крепления сердечника к металлической литейной платформе. Стержни также могут быть прикреплены к форме любым другим подходящим способом, например, с помощью шурупов или предпочтительно склеиванием или склеиванием термоклеем. Крепление с помощью магнита является особенно предпочтительным, позволяя быстро прикреплять стержни в подходящих точках литейной платформы, как указано для продукта. Кроме того, после литья сердечники, оснащенные магнитами, легко отделяются и не оставляют следов крепления на литейной платформе, которые могут вызвать проблемы во время следующей операции литья. При отделении отвержденных литых плит от литейного стола стержни или внутренние части стержней остаются на поверхности литейного стола, откуда они удаляются, например, для изменения их положения.
Кроме того, после литья сердечники, оснащенные магнитами, легко отделяются и не оставляют следов крепления на литейной платформе, которые могут вызвать проблемы во время следующей операции литья. При отделении отвержденных литых плит от литейного стола стержни или внутренние части стержней остаются на поверхности литейного стола, откуда они удаляются, например, для изменения их положения.
При склеивании или склеивании расплавом целесообразно использовать клей, прочность которого уменьшается со временем после отверждения. Особенно выгодно использовать клей, обладающий после отверждения достаточной прочностью, чтобы удерживать стержень на месте во время литья, но который начинает терять прочность после литья. Следовательно, когда прочность клея уменьшилась по прошествии достаточного времени после начала литья, стержень можно легко отделить от литьевой платформы и, возможно, поместить в новое место на литьевой платформе.
Стержни могут располагаться на литейной платформе либо вручную, либо с помощью механических средств.
Сердечник может быть изготовлен из любого материала, подходящего для данного применения. Следовательно, сердцевина может быть изготовлена, например, из вспененного полистирола, быть керамической, преимущественно из резины, дерева, металла или пластика или из их комбинации, когда необходимо получить отверстие или углубление для возможного последующего устройства отверстия. с помощью способа согласно изобретению.
Если отношение толщины сердечника к площади его поверхности, обращенной к разливочной платформе, относительно велико, как в случае, когда, например, необходимо сделать углубление для отверстия (или отверстия), т.е. для отверстия для отвода воды стержень, прикрепленный на месте с помощью магнита, может отсоединиться, что нежелательно, от литейной плиты, когда с нее извлекают сухую готовую многопустотную плиту. Точно так же сердечник, прикрепленный на месте с помощью клея со свойством уменьшения прочности с временной задержкой, может отсоединиться от литейного основания с бетонной плитой. Однако узкую сердцевину может быть трудно удалить из плиты. Следовательно, особенно при использовании такой узкой сердцевины, предпочтительно использовать для сердцевины, обращенной к бетону, материал, сцепление которого с бетоном является как можно более низким.
Однако узкую сердцевину может быть трудно удалить из плиты. Следовательно, особенно при использовании такой узкой сердцевины, предпочтительно использовать для сердцевины, обращенной к бетону, материал, сцепление которого с бетоном является как можно более низким.
На фиг. 4 a , 4 b и 4 c показаны некоторые предпочтительные варианты сердечников согласно изобретению. Для преодоления описанной выше проблемы, т.е. отрыва узкой сердцевины от бетона, одной из возможностей является использование, например, сердцевины (фиг. 4 с ), состоящей из внешней и внутренней частей. Когда используется такой комбинированный сердечник, внутренняя часть сердечника, предпочтительно указанный сердечник, снабженный магнитом, может оставаться прикрепленной к литейной платформе, в то время как внешний сердечник удаляется вместе с бетонной плитой. Материал внешней части сердечника или материал его поверхности может отличаться от материала внутренней части сердечника. При использовании упомянутой внешней части сердечника адгезия между внешней частью сердечника и бетоном является низкой, сердечник или внешняя часть сердечника, прикрепленная к нему, впоследствии легко отделяется от бетона. Такие внешние части сердечника могут успешно использоваться повторно несколько раз. Предпочтительно, чтобы поверхность сердцевины, обращенная к бетону, также была как можно более гладкой, чтобы облегчить отделение сердцевины от бетона. Внешняя часть сердечника преимущественно изготовлена, например, из пластика. Упомянутый сердечник узкого типа также может состоять из одной части, и в этом случае поверхность сердечника, обращенная к бетону, преимущественно покрыта материалом с низкой адгезией, например с ПТФЭ. Кроме того, поверхность внешней части многокомпонентного сердечника предпочтительно может быть покрыта низкоадгезивным материалом, т.е. с ПТФЭ. Материал сердечника или части сердечника, обращенной к бетону, должен обладать достаточной жесткостью, чтобы противостоять давлению, воздействующему на него во время заливки.
При использовании упомянутой внешней части сердечника адгезия между внешней частью сердечника и бетоном является низкой, сердечник или внешняя часть сердечника, прикрепленная к нему, впоследствии легко отделяется от бетона. Такие внешние части сердечника могут успешно использоваться повторно несколько раз. Предпочтительно, чтобы поверхность сердцевины, обращенная к бетону, также была как можно более гладкой, чтобы облегчить отделение сердцевины от бетона. Внешняя часть сердечника преимущественно изготовлена, например, из пластика. Упомянутый сердечник узкого типа также может состоять из одной части, и в этом случае поверхность сердечника, обращенная к бетону, преимущественно покрыта материалом с низкой адгезией, например с ПТФЭ. Кроме того, поверхность внешней части многокомпонентного сердечника предпочтительно может быть покрыта низкоадгезивным материалом, т.е. с ПТФЭ. Материал сердечника или части сердечника, обращенной к бетону, должен обладать достаточной жесткостью, чтобы противостоять давлению, воздействующему на него во время заливки. Форма внешней части сердцевины (т.е. части, обращенной к бетону) может, например, по существу повторять форму внутренней сердцевины.
Форма внешней части сердцевины (т.е. части, обращенной к бетону) может, например, по существу повторять форму внутренней сердцевины.
При изготовлении отверстий с использованием способа согласно изобретению может быть использована сердцевина, преимущественно того типа, который соответствует изобретению, структура и/или материал которого таковы, что сердцевина может деформироваться, по крайней мере, частично, по крайней мере, в вертикальном направлении. измерение. Некоторыми вариантами осуществления этого типа сердцевины являются, например, показанные на фиг. 4 a и 4 b , изготовленные из материала, который может деформироваться под давлением, создаваемым во время литья. Сердечники на фиг. 4 a и 4 b содержат магнит для крепления сердечника к литейной платформе. Однако магнит в сердечниках не обязательно нужен и их можно также прикрепить к литейной платформе любым другим подходящим способом, например, такими способами крепления, которые раскрыты ранее в тексте для крепления сердечников к литейная платформа в сочетании для получения углублений для дополнительных дополнительных приспособлений для отверстий в шликерном литье.
Еще одним вариантом осуществления сердечника в соответствии с изобретением может быть такой сердечник, как показано на фиг. 4 c , состоящий из внешней части и внутренней части, сердечник которого полностью или частично прогибается в вертикальном направлении под давлением, создаваемым во время литья, так что сердечник или, по крайней мере, его внешняя часть во время литья «избегает» литейной машине путем подачи вниз в вертикальном направлении таким образом, чтобы тонкая бетонная пленка оставалась между нижним краем стержнеобразующей оправки и верхней частью стержня, а после прохождения литейной машины стержнем или, альтернативно, , его наружная часть частично или полностью восстанавливает свои первоначальные размеры в вертикальном направлении, пробивая отверстие в упомянутой бетонной пленке.
Сердцевина или внешняя и/или внутренняя часть сердцевины в соответствии с изобретением может быть изготовлена из любого материала, подходящего для этой цели. Сердцевина может быть изготовлена, например, из вспененного полистирола, может быть керамической или преимущественно из резины, дерева, металла или пластика или из любой их комбинации. Сердцевина, состоящая из нескольких частей, может быть изготовлена таким образом, что части сердцевины изготовлены из одного и того же материала или из разных материалов, а часть сердцевины может быть изготовлена с использованием более чем одного материала, преимущественно выбранного из упомянутых выше материалов.
Сердцевина может быть изготовлена, например, из вспененного полистирола, может быть керамической или преимущественно из резины, дерева, металла или пластика или из любой их комбинации. Сердцевина, состоящая из нескольких частей, может быть изготовлена таким образом, что части сердцевины изготовлены из одного и того же материала или из разных материалов, а часть сердцевины может быть изготовлена с использованием более чем одного материала, преимущественно выбранного из упомянутых выше материалов.
Для достижения вертикальной сжимаемости сердцевины согласно изобретению нижняя часть самой внешней сердцевины может быть изготовлена, например, из материала, отличного от того, который используется в другой части самой внешней сердцевины, например, преимущественно из более эластичного пластика или резины. Нижняя кромка такого типа, изготовленная из того же или другого материала и обладающая подходящей эластичностью, предпочтительно также выполняет функцию уплотнения, так что бетонная смесь существенно предотвращает попадание бетонной смеси между внешней частью сердечника и внутренней частью сердечника во время литья.