Технология производства пеноблоков
На сегодняшний день производство пенобетонных блоков самое популярное среди выпуска легких ячеистых бетонов, этот успех объясняет не только простая технология изготовления пеноблоков, но и выход качественного и в каком-то смысле уникального продукта. Только такие изделия заключают в себе положительные эксплуатационные характеристики всех традиционных материалов, используемых на протяжении столетий в частном и гражданском строительстве, так как же все-таки можно создать такой универсальный строительный материал?
Технологии производства
 фото пенобетона
фото пенобетонаПенобетонные блоки могут изготовляться посредством двух технологий: литьевой и резательной, также он бывает как автоклавного твердения, так и естественной выдержки. При автоклавном твердении, пенобетонная смесь выдерживается в специальных сушилках – камерах при установленной влажности и температуре, итак, обо всем по порядку.
Литье

Отличительные черты данной технологии производства – готовая смесь заливается в заранее подготовленные формы, размеры таких форм могут быть разнообразны. Выдерживать пеноблоки при таком виде их изготовления можно как с помощью пропарочной камеры, так и на естественной сушке. Более качественный считается пеноблок автоклавного твердения, но если создать оптимальные условия в месте выдержки, то получатся не менее качественный продукт.
Оборудование

Бетономешалка, но не обычная, а специальная, секрет ее в наклонно расположенных лопастях, которые предотвращают разбиение пены во время перемешивания. Шланг для подачи смеси или же специальная емкость, объемом равным одному замесу, но для ее передвижения по цеху понадобится кран-балка, пропарочная камера или место их вдержки, полиэтиленовая пленка. Лучший вариант – это приобретение специального мини–завода целиком, оно позволит избежать большого количества брака. Как правило, к такому заводу идет подробная инструкция, и подбор состава пенобетонной смеси различных плотностей, на некоторых предприятиях, продающих такое оборудование, к нему прилагаются выездные специалисты, которые налаживают процесс. В будущем, производство блоков посредством таких заводиков минимизирует процент брака за счет 80% автоматизации производственного процесса.
Сырье
Портландцемент

Самый хороший вариант, сочетающий в себе принцип «цена — качество» — это цемент М 400 Д 20, только при условии, если он полностью подтверждает по качеству свою марку, в противном случае – не прочный пеноблок.
Песок

Модуль крупности 0,02, без мусора и инородных тел, важно, чтобы он обладал влажностью не более 5%. Если же показатель выше, то прежде чем пускать его в стройку, нужно хорошенько просушить. Дело в том, что при перемешивании песок отдает эту влагу в смесь, соответственно увеличивается водоцементное отношение, и о качественной смеси при таких обстоятельствах не может быть и речи.
Пенообразователь

Какой именно более подходит к вашему производству – зависит от типа оборудования.
Вода – обычна вводопроводная
Фиброволокно

Армирующий элемент, позволит избежать трещинообразования.
Оптимальный подбор состава смеси выявляется опытным путем, для выявления качественной смеси, нужно чтобы она обладала следующими данными:
Процесс производства

- Сборка и смазка форм, для этих целей можно использовать обычное отработанное машинное масло. Смазывать лучше пульверизатором, так слой смазки получится максимально тонким.
- Приготовление начинается со смешивания воды и фиброволокна, если его добавить уже в бетонную смесь, то фибра полностью не растворится, и эффект армирования будет слабый.
- Далее в мешалку добавляется сначала цемент, после песок.
- Пока идет перемешивание, готовим концентрат, для этого в готовый пенообразователь добавляем необходимое количество воды, перемешиваем и выливаем в специальную емкость пеногенератора.
- После однородного перемешивания цемента с песком, генерируем пену, важно следить, чтобы во время подачи она была однородная и стойкая.
- Все перемешивается не более 3 минут, главное за это время добиться однородности смеси.
Заливка форм

Можно использовать шнековую подачу смеси посредством шланга, а можно с помощью бадьи, в первом случае, лопасти шнека разбивают пену и происходят потери не только в объеме готовой смеси, но и в качестве блоков.
Выдерживание

При автоклавном производстве — не более суток, а вот при естественной сушке, чтобы пенобетон получился более надежный, рекомендуется укутывать формы утеплителем и накрывать полиэтиленовой пленкой. В среднем выдержка – сутки.
Распалубка изделий и складирования в месте выдержки

После 2 недельной просушки, блоки укладываются на поддоны и отправляются в продажу. Многие пренебрегают этим этапом, а зря, если свежие пеноблоки сразу пустить в стройку, то под нагружением они могут дать ошеломительную усадку или же частично разрушиться.
Резательная технология

Она отличается от предыдущей способом заливки смеси. Готовый пенобетон укладывается в одну большую опалубку, где и набирает свою первоначальную прочность, после чего, этот монолит освобождают от этой формы и разрезают на блоки специальным станком. Во всех остальных этапах производства обе технологии идентичны.
Изготовление пеноблока, видео
Вывод
Главный принцип производства пенобетонных блоков – соблюдение всех правил технологии и стандартов качества. Отступы от них чреваты низкокачественной продукцией и высоким процентом брака.
Удачной стройки!
Технология производства пенобетона в домашних условиях
Строительство дома, как правило, сопровождается значительными расходами. Желая оптимизировать их, многие принимают решение выполнять часть работ самостоятельно, в том числе и изготавливать строительный материал. Покупка необходимого количества пеноблоков стоит не дешево.

Разобравшись, в чем заключается технология пенобетона, не составит труда выполнить работы по его изготовлению самостоятельно. Производство ячеистого блока выполняется достаточно легко при правильном подходе.
Последовательность выполняемых работ:
- приготовление раствора из смеси цемента и песка;
- приготовление пенного раствора;
- формирование блоков.
Материалы и инструменты:
бетономешалка;
емкости или формы;
пеногенератор;
цемент;
песок;
затвердитель;
пенообразователь.

Качество будущего изделия напрямую зависит от пропорций, соблюдаемых при заготовке раствора. Песок и цемент следует брать в равных частях, а пенообразователь и затвердитель добавлять в количествах, указанных в инструкции по применению.
Технология производства пенобетона предусматривает подготовку смеси основных ингредиентов (песок, цемент и вода), как это делается для классического варианта бетона.
Далее следует постепенно добавлять пенообразующий раствор. Рекомендовано использовать синтетический пенообразователь или изготавливать его аналог, используя такие составляющие, как канифоль, столярный клей и едкий натрий.
Для приготовления добавки нужно измельчить, перемешать, а затем подогреть ингредиенты. Формирование такой смеси возможно исключительно при наличии пеногенератора. Готовая однородная смесь соединяется с бетоном и формирует состав для создания пеноблоков.
Особенности формирования раствора бетона:
- песок выбирается мелкий, без примесей глины;
- воду можно использовать водопроводную. Наличие солей и кислот недопустимо;
- оптимальные марки используемого цемента – М400, М500.
Приготовление раствора

Имея все необходимые средства и инструменты, нужно приступать к изготовлению раствора, соблюдая следующие правила:
- бетономешалка должна быть заводского исполнения. Самодельные устройства не всегда могут дать нужный результат;
- для изготовления форм можно взять фанеру, при этом важно соблюдение размеров и пропорций;
- для скорейшего затвердения состава следует воспользоваться ускоряющими средствами. Один из часто используемых ускорителей – хлористый кальций. Его следует добавлять в готовую смесь из бетона и пенообразователя в количестве, равном примерно 2% от общей массы;
- полученные в результате блоки нужно выкладывать на поддоны, после чего отправлять на стройплощадку.
Цемент необходимой марки и речной песок (1:3) засыпаются в бетономешалку. Далее постепенно заливается вода и пенообразователь. После тщательного перемешивания состава следует добавить отвердитель. Спустя 1-2 минуты раствор готов к дальнейшим манипуляциям.
Заливка форм
Перед началом формирования блоков нужно подготовить емкости. Для этого нужно очистить форму от остатков смеси или грязи, после чего смазать ее специальным составом (без масел).

Смазка необходима для того, чтобы готовый блок можно было легко извлечь из формы. С этой же целью можно обтянуть емкость полиэтиленом. Изготовление изделий может выполняться двумя способами: литье и резка.
Литьевая технология формирования блоков
Предусматривает заливку бетонной смеси в металлическую форму, выполняющую роль оснастки. Находясь в металлическом блоке высотой 60см, бетонная смесь высыхает, затвердевает и обретает нужную прочность.

После этого готовое изделие извлекается из формы. Такая технология не требует приобретения дорогостоящего оборудования, однако, имеет ряд недостатков:
- возможно отклонение от геометрических параметров при использовании форм из тонкого металла. Применение более плотного материала позволит избежать этого недостатка;
- с помощью готовой формы можно изготовить блоки одинакового размера. Получение блоков разной величины возможно с использованием дополнительной оснастки;
- на краях изделия возможно образование изогнутой формы;
- на этапе распалубки блоки могут повредиться из-за недостаточной смазки форм.
Хорошее застывание пенобетона обеспечивает температура в помещении не менее +5 градусов. Спустя сутки после заливки форм можно извлечь готовые изделия, уложить на подготовленные поддоны и оставить их так на 16 часов.
Формирование блоков способом резки

Такой метод подразумевает заливку бетонной смеси в большую форму с последующей нарезкой готового блока на нужные размеры. Преимущества данной технологии:
- возможность получения элементов различной формы в процессе одной заливки и без дополнительных расходов;
- отсутствие сколов и неровностей на углах и гранях, что дает возможность экономить на последующей отделке стен;
- эстетичный внешний вид изделий;
- хорошая адгезия;
- отсутствие «горбов» на крайних блоках. Данную неровность просто срезают.
После выполнения всех этапов работы, получив блоки нужного размера, можно приступать непосредственно к строительству. Если результат не удовлетворяет своим качеством или прочностью, следует пересмотреть используемое сырье – возможно, оно не соответствует критериям отбора.

Кроме того, причина может быть в несоблюдении пропорций и температурного режима. Устранив все имеющиеся недочеты, следует приступить к изготовлению следующей порции блоков.
Самостоятельное производство позволит значительно сократить расходы на строительный материал. Справиться с этой задачей может каждый. Важно правильно подобрать сырье, подготовить необходимые инструменты и формы для заливки пенобетона.
aquagroup.ru
Технология производства пенобетона от А до Я
Ячеистый бетон (газобетон или пенобетон) не нуждается в рекламе — это наиболее известный строительный материал, как тёплый и шумопоглощающий. Равному этому материалу по своим свойствам в настоящее время нет.
Большинство домов за рубежом и в РФ строится с применением автоклавного ячеистого бетона.
Одним из самых перспективных направлений в насыщении рынка лёгким бетоном — является развитие безавтоклавного производства ячеистого бетона. Стоимость такого производства в 100 раз меньше автоклавных линий.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления, в результате получают бетоны разной плотности и назначения.
В силу простоты технологии и малой потребляемой энергоёмкости производства, наличие входных компонентов — делает такие технологии доступным для рядовых граждан, и поэтому могут являться массовым (народным) производством.
Неавтоклавный ячеистый бетон, в отличие от автоклавного, может производиться при обычных климатических условиях с применением обычного не измельченного песка.
По некоторым своим характеристикам превосходит автоклавный ячеистый бетон, является наиболее дешёвым и доступным производством для малого и среднего бизнеса.
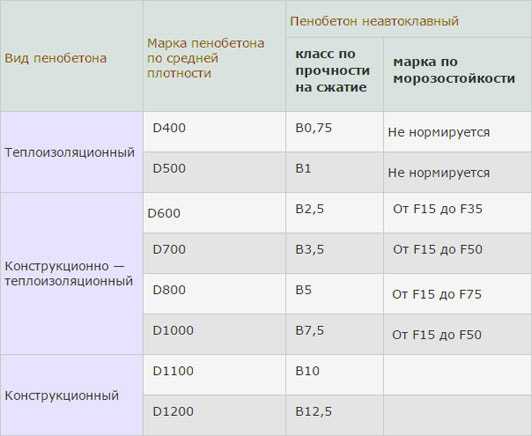
Ячеистые бетоны делят на три группы:
- теплоизоляционные, плотностью в высушенном состоянии не более 500 кг/м3;
- конструкционно-теплоизоляционные, плотностью 500-900 кг/м3;
- конструкционные (для железобетона), плотностью 900-1200 кг/м3.
Существует несколько технологий производства пенобетона, которые по своей сути достаточно просты.
В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов получается бетон насыщенный пузырьками воздуха плотностью от 250 до 1400 кг/куб.м.
Получаемая смесь сразу готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д.
Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства.
В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология.
Кроме простоты производства, пенобетон обладает и множеством других положительных качеств.
Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 250 кг/м3 до самых предельных значений легкого бетона 1400.
Пенобетон является экологически чистым материалом.
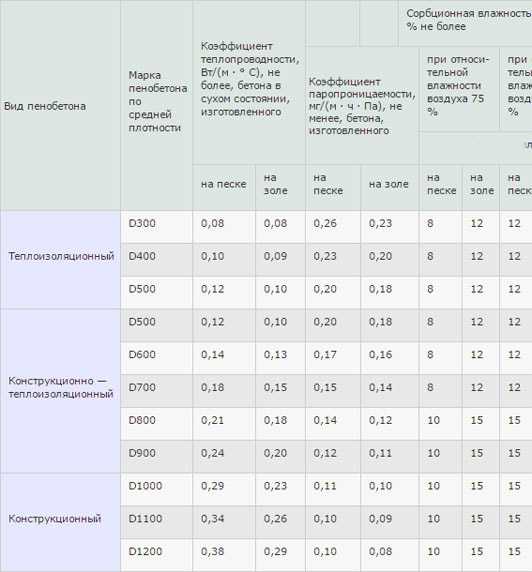
Характеристики пенобетона
| Показатель | Ед. изм. | Кирпич строительный | Строительные блоки | Пенобетон | ||
глин. | силик. | керамзит | газобетон | |||
Плотность | кг/м3 | 1550 — 1750 | 1700 — 1950 | 900 — 1200 | 300 — 1200 | 300 — 1200 |
Масса 1 м2 стены | кг | 1200 — 1800 | 1450 — 2000 | 500 — 900 | 90-900 | 90 — 900 |
Теплопроводность | Вт/мК | 0.6 — 0.95 | 0.85 — 1.15 | 0.75 — 0.95 | 0.07 — 0.38 | 0.07 — 0.38 |
Морозостойкость | цикл | 25 | 25 | 25 | 35 | 35 |
Водопоглощение | % по массе | 12 | 16 | 18 | 20 | 14 |
Предел прочности при сжатии | МПа | 2.5 — 25 | 5-30 | 3.5 — 7.5 | 0.5 — 25.0 | 0.25 — 12.5 |
Марка бетона по средней плотности в сухом состоянии | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
Пределы отклонения средней плотности бетона в сухом состоянии,. кг/м3 | 351 — 450 | 451 — 550 | 551 — 650 | 651 — 750 | 751 — 850 | 851 — 950 | 951 — 1050 |
Коэффициент теплопроводности бетона в сухом состоянии не более, Вт/(мК) | 0.1 | 0.12 | 0.14 | 0.18 | 0.21 | 0.24 | 0.29 |
Класс бетона по прочности на сжатие | В0.5 | В0.75 | В1 | В1.5 | В2 | В2.5 | В5 |
Средняя прочность на сжатие (при коэффициенте вариации Vп=17%) не менее, МПа | 0.7 | 1.1 | 1.4 | 2.2 | 2.9 | 3.6 | 7.2 |
Сравнительная таблица конструкций стен из пенобетона и керамического кирпича:
| № | Наименование | Материал | ||
| Керамический кирпич | Пенобетон | |||
1 | Объемный вес, кг/м3 | 1800 | 500 | 400 |
2 | Размер,мм высота | 250 | 200 | 200 |
3 | Объем шт в м3 | 0,00195 | 0,048 | 0,048 |
4 | Коэффициент теплопроводности (сух) (L), Вт/м*0oС | 0,80 | 0,12 | 0,10 |
5 | Количество, шт в 1м3 | 513 | 21 | 21 |
6 | Количество, шт в м2 стены в 1 кирпич | 33 | 13 | 13 |
7 | Вес, шт/кг | 3,51 | 24 | 19,2 |
8 | Толщина стены, м для R=2.0 | 1,45 | 0,24 | 0,20 |
9 | Количество шт, для заданной R | 744 | 5 | 4 |
10 | Масса 1 м2 стены, кг (при заданной толщине) | 2610 | 120 | 80 |
11 | Трудозатраты на 1 м2 стены, чел/час | 7,19 | 1,20 | 1,00 |
В предлагаемой документации подробно рассмотрена технология производства пенобетона. Представлены чертежи, рисунки с описанием различного оборудования, от самого простого до более сложного, предназначенного для изготовления пеноблоков и производства пенобетона своими руками.
Если вы заинтересовались, свяжитесь со мной любым удобным для вас способом, обсудим способ получения документации.
electro-shema.ru
пенобетонная смесь, формовка, сушка (Видео)
- Производство пенобетонной смеси
- Формовка пеноблоков
Технология производства блоков из пенобетонной смеси включает в себя несколько основных стадий:
- приготовление пенобетонной смеси;
- формовка;
- сушка;
- распалубка, нарезка, термообработка.
Каждая из этих стадий может иметь свои особенности в зависимости от выбранной технологии и оборудования на конкретном предприятии. Рассмотрим по порядку все нюансы на каждом этапе производства и их влияние на качество конечного продукта.
Производство пенобетонной смеси
В современном производстве существует два основных способа приготовления пенобетонной смеси, отличающиеся очередностью ввода основных компонентов и способом затворения пенобетонной массы.
- Классический способ с применением пеногенератора по своей основной сути можно описать так: пенная смесь готовится отдельно в пеногенераторе и затем вводится в готовую бетонную смесь, перемешивается и по трубопроводам с помощью насосов отправляется в формы.
- Баротехнология — при этом способе все компоненты пенобетонной смести (цемент, песок, концентрат пенообразующей смеси, вода) подаются в герметичный смеситель. Компрессором нагнетается воздух, создавая давление внутри смесителя, и начинается процесс перемешивания, при котором раствор насыщается воздухом. Далее, готовая смесь под давлением подается в литьевые формы, где происходит ее вспучивание в результате перепада давления.
И тот, и другой способ предполагает возможность использования различных добавок и пластификаторов. Первый способ требует более дорого технологического оборудования, а второй считается более перспективным, поскольку имеет возможность использовать искусственные добавки для вспенивания, а сам процесс выполняется быстрее. Однако, качество пенобетона, приготовленного по первому способу, пока еще остается выше и это отражается на цене.
Формовка пеноблоков
Для получения пеноблоков нужной формы и размеров используется две основных технологии: заливка в формы необходимого размера или нарезка из цельного монолита.
Литьевая технология формовки пеноблока
Литьевая технология близка к классическому способу производства подобных строительных материалов, когда готовая смесь заливается в подходящую форму, подсушивается, затем вынимается и доводится до готовности (сушка, обжиг, шлифовка).
В производстве пеноблоков используются металлические кассетные формы, со съемными бортами и переборками между секциями. При изготовлении кассет для литья пеноблоков выдерживается основной размерный параметр — высота формы 600 мм.
К несомненным достоинствам этого способа можно отнести то, что после распалубки на выходе имеется уже готовый продукт, требующий только досушки и упаковки. На практике же можно столкнуться с немалыми трудностями. Прежде всего, форма должна быть изготовлена из качественного материала, включая переборки. Качественные формы могут быть изготовлены из дорогой толстой листовой стали. Использование формы с тонкими переборками может привести к нарушению геометрии, когда при заливке пенобетонной смеси под давлением может произойти смещение или деформация переборки.
Для того, чтобы распалубка происходила безболезненно, форма требует смазки. Технология предполагает использование специальной смазки, довольно дорогой, потому производители иногда используют масляную отработку. Получатель такой продукции рискует получить остатки смазки на пеноблоке, что в дальнейшем повлияет на качество схватывания материала при кладке и отделке. Следует заметить, что низкокачественное машинное масло может оказывать пагубное действие даже на высокомарочные бетоны.
Кроме того, технология требует определенного времени выдержки, созревания пенобетонной смеси, после которой ее можно вынимать из формы без риска повредить. При ограниченном количестве кассет на предприятии есть соблазн этот процесс ускорить, что может повлиять на качество продукта, его крепость; есть риск получить блоки с поврежденными углами и поверхностями.
Еще один недостаток с точки зрения потребителя, это образование так называемой «горбушки» на верхнем слое залитой кассеты. Собственно, избежать «горбушки» не удается при любом способе литья и застывание при открытом верхнем уровне. Достаточно вспомнить обычную кассету для застывания льда в домашнем морозильнике. Тоже самое происходит и, например, с железобетонными плитами перекрытия, где гладкие и ровные стороны все, кроме одной верхней.
С точки зрения производителя недостатком литьевого способа можно считать ограниченность производства по размерам пеноблоков. Число вариантов зависит от имеющегося набора кассет. Рассчитать потребность форм того или иного размера, можно изучив рынок потребления, но и держать дорогие формы для выпуска небольших партий может оказаться невыгодным.
Нарезка блоков. Этот способ выполняется в два этапа:
- заливка пенобетонной массы в большую форму, просушка и распалубка;
- разрезание монолитной бетонной плиты на блоки нужного размера.
Для разрезания требуется специальная установка, в качестве ржущих элементов могут использоваться специальные струны или ленточные и цепные пилы. Этот способ обладает целым рядом достоинств, как для производителя, так и для потребителя. Вот основные из них:
- Возможность перенастройки установки для разрезания дает возможность выпускать блоки произвольных размеров по требованию заказчика.
- Высокая геометрическая точность, включая форму и размеры блоков. Это дает возможность потребителю ускорить процесс кладки и последующей отделки. Кроме того, геометрически правильные блоки можно укладывать, скрепляя специальным клеем. При этом не требуется толстого слоя, необходимого для выравнивания шероховатостей, шов получается тонким и не требует дальнейшей расшивки.
- Отсутствие смазки на поверхностях блоков обеспечивает нормальную адгезию, сцепление поверхности блока с материалом, используемым для отделки (шпатлевка, штукатурка и прочее)
- Распилка гарантирует ровные боковые грани и отсутствие сколов, образованных при вынимании блока из формы. Также в процессе распилки монолита срезается «горбушка».
К недостаткам этой технологии следует отнести необходимость точной выдержки процесса созревания пенобетонной массы в форме. При использовании струнного устройства для распиливания необходимо следить, чтобы масса не пересохла, уже хорошо держит форму, но еще не набрала заданной прочности.
При распиливании ленточными плитами требуется наоборот, чтобы масса набрала достаточной прочности, поскольку при этом способе происходит кантование блоков на резательном столе, и в противном случае возможны сколы граней или деформация.
Сушка пеноблоков и набор прочности
Для литьевого способа формования пеноблоков возможны два варианта сушки:
- естественная сушка, при которой пенобетонная масса выстаивается в формах в течение 10-ти часов для набора прочности, далее следует распалубка;
- термическая обработка в пропарочной камере: в этом случае всего за несколько часов пенобетонная масса может набрать до 75% расчетной прочности.
Этот последний способ наиболее широко используется не только в производстве пеноблоков, но и для формования железобетонных изделий.
Для технологии, использующей нарезку монолитных плит, используется только естественный способ сушки. Время процесса просушки составляет от 4 до 14 часов и зависит от технологии нарезки, использования режущих элементов, а также от используемых добавок, влияющих на процесс затвердения.
Заключение
В заключение скажем, что хотя область применения пеноблоков в строительстве имеет некоторые ограничения, например, в многоэтажном строительстве, но тенденция использования их в маломассивном и индивидуальном строительстве способствует расширению производства и улучшению качества этого строительного материала. Однако, как можно видеть, использование разных технологий, дает на выходе разный продукт. Обращаясь в компанию по производству и реализации пеноблоков, следует познакомиться с применяемой технологией. Так, при классическом способе производства с помощью пеногенератора, используются только биологические добавки для производства пенной массы, а конечный продукт — действительно экологически чистый строительный материал. Зная способ формования блоков, можно оценить насколько трудоемкой окажется кладка и последующая отделка.
moscowsad.ru
Производство пенобетона
Производство пенобетона
Способ приготовления формовочных пенобетонных масс зависит от принятой технологии и вида применяемого пенообразователя. Производство пенобетона, независимо от метода вспенивания, основано на получении гетерогенной системы газ-жидкость-твердое (создание ячеек или пузырьков в цементно-песчаной смеси) и может быть организовано несколькими способами.
При выборе способа производства пенобетона следует исходить из того, какие характеристики заданы для материала, от возможности предприятия в приобретении необходимого оборудования, а также от вида сырьевых материалов и ряда других исходных условий организации производства.
В технологии изготовления пенобетонных смесей могут быть использованы дополнительные операции, направленные на оптимизацию гранулометрического состава компонентов сырьевой смеси, регулирование пористой структуры смеси, одновременное применение пено- и газообразователей, комплексное использование ПАВ с пластифицирующим эффектом и функциональных добавок, например, ускоряющих структурообразование при твердении вяжущего или стабилизирующих структуру пенобетонной смеси.
Ингредиенты для изготовления пенобетона
Основой для пенобетона служит цемент. Производители пеноблоков используют российские и иностранные марки цемента. Для пенобетона лучше всего подходят отечественные портландцементы марок 500 — 600-Д0 и 500-Д20, из импортных вариантов можно применять 42,5R и 52,5R. Чтобы сэкономить цемент, можно добавлять в смесь золу-унос. При её использовании можно снизить количество используемого цемента до 30% без значительных потерь качества конечной продукции
Песок, применяемый в создании пенобетона, может быть кварцевый, речной или мытый. Максимальный модуль крупности не должен превышать единицу для мытого песка, для речного модуль не выше 0,7, для кварцевого – 0,3.
Применяемую для создания раствора воду желательно подогревать, чтобы пенобетон быстрее схватывался. Также предпочтительно использовать мягкую воду. Для смягчения воды некоторые производители добавляют в раствор жидкое стекло, но это противоречит экологическим стандартам.
При производстве по баротехнологии чаще всего применяют синтетические пенообразователи. В классической технологии наоборот, применяются, в основном, натуральные компоненты. Органическая пена заметно повышает прочность пенобетонных блоков. Синтетические пенообразователи такого эффекта не дают.
Дополнительно в состав пенобетона добавляют полипропиленовую фиброволокно. Можно добавлять и базальтовую или полиамидную, но полипропиленовая намного экономичнее. Можно добавить и щелочестойкое стекловолокно, но оно на порядок менее эффективно.
Для скорейшего схватывания пенобетонной массы и для быстрой распалубки допускается добавление хлористого кальция, повышающего выделение тепла на 20%.
Технологии производства пенобетона
Производство пенобетонной смеси осуществляется применением технологий: классическая, баротехнология, поризационная и сухой минерализации.
Производство пенобетона с применением пеногенератора (классическая) В классической технологии предварительно приготовленную технологическую пену смешивают при низких оборотах с цементным тестом или цементно-песчаным раствором и получают ячеистобетонную смесь. Концентрат пенообразователя и часть воды дозируют по объему, затем их смешивают с получением рабочего раствора пенообразователя. Рабочий раствор пенообразователя поступает в пеногенератор для получения пены. Вторую часть воды дозируют по объему, цемент и песок — по массе и из них изготавливают растворную смесь. В пенобетоносмеситель подается пена из пеногенератора и растворная смесь. Пенобетонная смесь, приготовленная в пенобетоносмесителе, насосом транспортируется к месту укладки в формы или монолитную конструкцию. Этапы производства пенобетона с применением пеногенератора: 1) Подготовка сырья. Для производства пенобетона используется пенообразователь, портландцемент, немолотый мелкий песок, вода температурой до + 25 °С. В зависимости от рецептуры и марки будущего пенобетона, применяют и специальные готовые добавки — ускоритель застывания (для производства пенобетона при температуре выше + 30 °С или ниже + 15 °С), фиброволокно, керамзит и т.д. 2) Приготовление пены. Предварительно разведенный водой пеноконцентрат поступает в пеногенератор. Здесь он вспенивается под воздействием сжатого воздуха и, с помощью давления компрессора, выходит через трубу, генерирующую пену, в смеситель. Фактуру пены можно регулировать специальными вентилями выхода из трубы от самых небольших (меньше 0,1 мм) до крупных пор. 3) Производство пенобетонной смеси. В смеситель засыпается песок, затем цемент, смесь тщательно перемешивается (от равномерного распределение песка в цементе зависит качество будущего пенобетона). После смесь затворяется водой, вымешивается до получения пластичной однородной массы. По шлангу из пеногенератора в смеситель добавляется пена, 2 — 3 минуты активно перемешивается с цементно-песчаной субстанцией. Баротехнология производства пенобетона Самая дешевая (недорогое оборудование, меньше затрат по времени) и распространенная технология в России производства пенобетона. Сущность способа заключается в поризации под избыточным давлением смеси всех сырьевых компонентов в высокоскоростном пенобаросмесителе. Концентрат пенообразователя и воду дозируют по объему, цемент и песок — по массе (или дозируется по массе специально изготовленная сухая смесь из сухого пенообразователя, цемента и песка). Все компоненты подают в пенобаробетоносмеситель, куда компрессором нагнетается воздух, создавая внутри давление. По этому способу в смесь вводят воздухововлекающие добавки ПАВ и применяют специальный герметичный смеситель. Пенобетонная смесь, полученная в пенобаробетоносмесителе, под давлением транспортируется из смесителя к месту укладки в формы или монолитную конструкцию, где в результате перепада давлений происходит её вспучивание. Существенными недостатками баротехнологии производства пенобетона является низкая прочность изделий, полученных данным способом. Снижение данного показателя происходит из-за добавления большого количества воды в состав затворения при производстве. Если же уменьшить количество жидкости, тогда не будет происходить полноценная гидратация цемента. Используемое оборудование: два основных вида российских установок Санни и Фомм-Проф. Установка Санни предусмотрена для производства пенобетонной смеси без участия пеногенератора. Объем выпускаемой продукции колеблется от 20 до 40 м³ в сутки. Плюсами Санни является ее относительная дешевизна и простота в использовании. К минусам можно отнести большие затраты на пенообразователь, малые объемы производства и худшее качество продукции. Установка Фомм-Проф. Принцип работы заключается в применении классического способа. Белковый пенообразователь идет в качестве добавки. Сначала смешивается вода, цемент и песок, в получившийся цементный раствор добавляется пена из пеногенератора. Получаемый пенобетон отличается своей прочностью и хорошим качеством, а также соответствует ГОСТу. Выпускаемый объем продукции в сутки составляет от 60 м³ и более. Поризационная технология производства пенобетона Поризационная технология основана на смешивании в маленьком высокоскоростном смесителе цементно-песчаного раствора и пены. Применяется для заливки непосредственно у места его заливки: на объекте, в пол, пустоты, крышу. Процессы приготовления исходного раствора и его поризация разнесены во времени и в пространстве. Происходит более качественная гидратация вяжущего, отсутствуют следы пенообразователя в исходном растворе. Только на поризаторах возможно получение сверхлегких пеноматериалов в промышленных масштабах с повышенными прочностными характеристиками. Для приготовления используются мобильные установки (отдельно готовится раствор из песка и цемента, насосом подается вода, поризатор изготовляет пену, которая вмешивается в раствор и готовая смесь пенобетона через шланг заливается в подготовленную форму для застывания). Технология сухой минерализации Технология сухой минерализации заключается в предварительном приготовлении низкократной пены c ее последующей совмещении с сухой цементно-песчаной смесью. Эта технология хороша возможностью работать на низком водотвердом отношении В/Т (менее 0,5) и низком содержании пенообразователя (0,2 — 0,4% от массы вяжущего) без потери качества. Сложный процесс пеногенерации существенно упрощается — низкократную пену просто приготовить на любом примитивном оборудовании. Плотность пенобетона легко регулируется количеством пенообразователя и кратностью пены. Основной трудностью промышленного применения этой технологии является необходимость предварительного помола цементно-песчаной смеси. Эту проблему удается решить некоторыми практическими приемами, что делает технологию вполне применимой при монолитных заливках на объекте. При монолитных работах по методу сухой минерализации чаще всего используют кавитационные или баро-кавитационные смесители. Разумеется, технология сухой минерализации требует своего состава компонентов и иного регламента замесов. В качестве пенообразователя для технологии сухой минерализации рекомендуется применение смолы древесной омыленной; иногда необходимо применять синтетический пенообразователь. Вы смотрели: Производство пенобетона Поделиться ссылкой в социальных сетяхОставить отзыв или комментарий
stroykaa.ru
Производство пеноблоков технология и оборудование
Бизнес производство пенобетонных блоков. Пеноблоки: технология производства, оборудование.
Пеноблок (пенобетонный блок) – строительный материал с пористой структурой на основе вспененного бетона, изготовляется по классической или баротехнологии из смеси на основе пены и бетона.
Наиболее распространённые типоразмеры пеноблоков:
- 600×300х200.
- 600×300х150.
- 600×300х100.
- 500×300х200.
- 500×300х150.
- 500×300х100.
Пенобетон подразделяется по основным свойствам и характеристикам на несколько видов:
- Теплоизоляционный.
- Конструкционно-теплоизоляционный.
- Конструкционный.
Теплопроводность пенобетона таблица.
Морозостойкость, класс по прочности на сжатие.
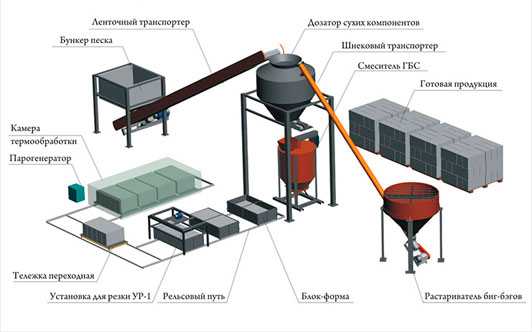
Оборудование для производства пеноблоков.
Комплект оборудования зависит от технологии производства, если используется классическая технология, то установка для производства пеноблоков будет состоять из оборудования:
- Смесителя.
- Пеногенератора.
- Форм для отливки.
Для производства пенобетонных блоков по баротехнологии понадобится следующие оборудование:
- Бароустановка.
- Формы для отливки блоков.
Производственная линия.
Сырье для производства пенобетонных блоков.
- Портландцемент М500Д20, М400Д0, М400Д20, если используется баротехнология то понадобится цемент марки М500Д0.
- Песок ГОСТ 8736-93. (вместо песка можно использовать известняковую или доломитовую муку, отсев).
- Фиброволокно (армирующий элемент).
- Вода ГОСТ 23732-79.
- Пенообразователь (синтетический для бароустановки или белковый для классической).
Технология производства пеноблоков.
Для производства пеноблоков применяется два варианта технологий:
Классическая.
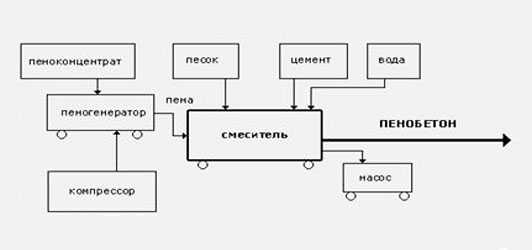
Классическая технология основана на использовании пеногенератора. В пеногенераторе приготавливается пена, а в смесителе подготавливается бетонная смесь. Затем пена добавляется в бетонную смесь, полученный состав заливается в формы где и застывает.
Баротехнология.
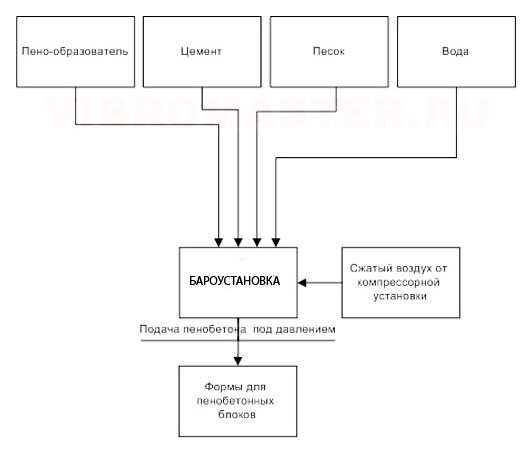
В баротехнологии для приготовления пенобетона применяется бароустановка (герметичный высокооборотистый миксер). При замешивании смеси в бароустановку подаётся под давлением сжатый воздух и компоненты для раствора, таким образом в бароустановке производится пенобетонный раствор который и разливается шлангом в формы для отливки.
Плюсы такой технологии в дешевизне и в простоте производства, минусы в повышенном расходе пенообразователя и меньшая прочность получаемого пенобетона по сравнению с классической технологией.
Независимо от технологии производства, чтобы получить блоки из пенобетона применяется один из двух вариантов.
Заливка пенобетона в формы с перегородками.

Получение блоков методом заливки пенобетона в кассетные формы, пенобетон застывает 2 — 3 суток, после чего форма разбирается и извлекаются готовые пеноблоки.
Второй метод резка пенобетона.
Пенобетон отливается в форме в один массив объёмом около 2 куб. м затем на резательной установке его распиливают пилами на блоки.

Производство пеноблоков.
Рассмотрим процесс изготовления пенобетонных блоков по классической технологии.
Подготовка форм для отливки.
Разборные металлические формы для отливки собирают и покрывают смазкой, в качестве смазки используется эмульсионный разделительный состав.
Приготовление бетонной смеси.
Сначала в смеситель заливается вода и добавляется фиброволокно, затем добавляется цемент и наполнитель (песок).
В это время отдельно готовится концентрат, в пенообразователь добавляется вода, смесь перемешивается и заливается в пеногенератор.
В бетонный раствор добавляется приготовленная пена, смесь перемешивается до однородной консистенции.
Заливка форм.
В подготовленные и смазанные формы заливается пенобетонная смесь.

Выдерживание.
Чтобы пенобетон набрал необходимую первоначальную прочность ему нужно выстояться в формах не менее 3 суток, после чего его можно будет укладывать на поддоны.
Распалубка или резка.
На данном этапе пенобетон набирает достаточную прочность, чтобы его можно было извлекать из форм или распиливать массив на блоки.
Производится распалубка форм, блоки извлекаются, укладываются на деревянные поддоны, после чего блоки нужно обмотать стрейч плёнкой чтобы бетон быстро не терял влагу.

Для окончательного набора прочности блоки нужно ещё оставить на 28 дней на складе, после чего их можно отправлять на продажу и использовать для строительства.
Производство пеноблоков видео.
На видео показан процесс производства пенобетонных блоков.
Преимущества применения пеноблоков в строительстве.
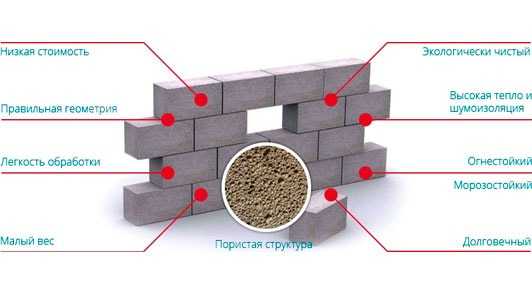
Пенобетонный блок обладает высокой прочностью.
Экологичность. Пеноблоки не выделяют вредные вещества, коэффициент пенобетона по экологичности – 2, дерева – 1, кирпича – 10.
Обладает высоким термическим сопротивлением, помещение из пеноблоков способно аккумулировать тепло в холодный период и удерживать прохладу в летний зной.
Пенобетон способен регулировать влажность воздуха в помещении, путём впитывания и отдачи влаги по аналогии помещений из древесины.
Скорость монтажа. Благодаря большим размерам и сравнительно лёгкому весу блоков скорость кладки возрастает в несколько раз по сравнению с кирпичной кладкой.
Лёгкость в обработке. Пенобетон достаточно легко поддаётся обработке, его можно распиливать на нужные куски, делать каналы под электропроводку, трубы.
Звукоизоляция. Пеноблоки обладают достаточно хорошим поглощением звука, помещение из пенобетона полностью соответствует требованиям звукоизоляции.
Популярные бизнес идеи
Выращивание зелёного лука…
Продажа хот догов бизнес…
Производство бескаркасной мебе…
Производство бетонных заборов…
Бизнес на кофейных автоматах…
Выращивание картофеля как бизн…
Выращивание вешенки бизнес…
Производство тротуарной плитки…
Выращивание томатов бизнес…
Как открыть мясной магазин: до…
Промышленное выращивание чесно…
Укладка покрытий из резиновой …
biznes-proizvodstvo.ru
2 технологии производства пенобетона: баротехнология, пеногенерация
- Баротехнология
Пенобетон – это пористый камень, который создается искусственно и имеет пористую структуру по всему объему. Размер пор достигает размера до 3 мм. Его также называют ячеистый бетон. В настоящее время в производственной промышленности пенобетона, а также изделий из него, различаются две основные технологии его получения: баротехнология и производство с использованием пеногенератора. Необходимо отметить, что в обеих методиках применяется почти одинаковое сырье, но при этом отличия состоят как в способе затворения, так и в порядке введения базовых компонентов. Благодаря этому, продукция получается разной прочности и отличается качеством.
Баротехнология
Использование метода баротехнологии в производстве данного материала отличается и преимуществами, и недостатками. Изделия, полученные методом баротехнологии, имеют низкий уровень прочности, но отличаются более простым и менее затратным процессом. Они не требует дорогостоящего оборудования и слишком больших помещений, а время получения условной единицы значительно сокращается. Данный способ получения пенобетона используется именно из этих экономических соображений. Однако, если для производителей таких стройматериалов вышеназванные качества являются плюсом, то потребитель получает низкокачественную продукцию, которая не должна использоваться в больших объемах строительства.
При применении баротехнологии, в герметичный смеситель вводят базовые компоненты камня: песок или зола-уноса, цемент, вода, ускорители твердения, пенообразователь, а иногда воздухововлекающие добавки. В технологии изготовления смесей в необязательном порядке внедряются также дополнительные операции, которые направлены на оптимизацию гранулометрического состава компонентов и регулирование пористой структуры, на применение газо- и пенообразователей, а также использование функциональных добавок, которые ускоряют структурообразование.
Затем под давлением, образующегося в смесителе, все эти компоненты тщательно размешиваются и смесь активно насыщается воздухом. Этот процесс принято называть воздухововлечением. Под давлением полученный раствор через трубопровод поступает прямо в литьевые формы. При этом останавливается процесс атмосферного давления, которое нагнеталось в смесителе с помощью компрессора, после чего пенобетонная смесь начинает увеличиваться в объеме. Визуально этот процесс напоминает всход дрожжевого теста, который отличается только скоростью «всхождения»: у этого же материала в момент формовки увеличение происходит моментально.
Достоинства и недостатки метода баротехнологии
А теперь подробнее остановимся на минусах и плюсах баротехнологии производства пенобетона. Данный метод отличается более низкой прочностью продукции, что является главным его недостатком. Конечно лучше и результативней взбивать более жидкие субстанции. Чтобы сравнить, нужно представить консистенцию взбитой 30%-ой сметаны с молоком. В состав затворения производители вынужденно вводят большее количество воды, из-за чего окончательная прочность пеноблоков значительно уменьшается. Для полноценного процесса гидратации при получение цемента большее количество воды нежелательно. Процесс гидратации — это присоединение воды, которое происходит с помощью химической реакции клинкерных составляющих цемента с водой. При взаимодействии с водой цемент твердеет и превращается в так называемый цементный камень.
При этом в пенобетоне, который изготавливается методом баротехнологии, образуются довольно крупные поры. Их можно сравнить с порами мелкой пемзы. Воздушные пустоты в его структуре редко бывают меньше 1-2 миллиметров. Естественно, такие крупные поры намного снижают прочность и несущую способность блоков в будущих конструкциях зданий.
Недостатком этого метода можно также считать применение синтетических пенообразователей, которые имеют низкую экологичность. Нужная подвижность смеси, без увеличения пропорции воды, получается добавлением пластифицирующих субстанций – суперпластификаторов. Сегодня ни одно современное предприятие цементных или бетонных смесей не обходится без специальных добавок в производстве бетона, что существенно улучшает качество смеси и регулирует процессы схватывания и твердения цемента.
Несмотря на безусловное увеличение качества и подвижности пенобетонной смеси, его применение исключает использование натуральных пенообразователей, которые используются для производства ячеистых бетонов. Известно, что они получаются в процессе превращения макромолекул натурального протеина гидролизом в водном растворе. Одним словом, если потребитель решается построить дом из экологически безопасных материалов, он изначально должен исключить использование пеноблоков, которые изготовлены методом баротехнологии.
Безусловно, существенным достоинством производства этих изделий данным методом считается более низкая себестоимость, что значительно увеличивает экономическую выгоду для производителя. Основным достоинством баротехнологии является также использование более дешевого технологического оборудования, которое не требует больших вложений и организуется в любом приспособленном для этого помещении.
Если в применении данной технологии получения бетона все плюсы достаются производителям, то описание другого метода, приведенного ниже, может стать достоинством в производстве пенобетона в угоду строителям и покупателям.
Метод пеногенерации
В первой половине 20-го века инженером Байером был изобрен новый метод производства пенобетона, который отличался от баротехнологии тем, что пена продукции подготавливалась отдельно. В его производстве методом пеногенерации различаются две стадии: приготовление пены при помощи пеногенератора и минерализация полученной пены с цементом и песком. При получении изделия с применением первого метода основные компоненты замешиваются в правильной дозировке, а процесс не придерживается принципа изменения водоцементного соотношения. Благодаря этому, изделия на выходе отличаются своей технологичностью. Главный элемент – пеногенератор, в данной технологии используется для получения мелкопористой пены из смеси воздуха, воды и пенообразователя. Последний применяется с 20-30%-ой экономией. При этом, несмотря на масштабы производства, необходима полная комплектация линии современным и качественным оборудованием, что станет гарантией высокой надежности полученной продукции, а также длительного срока службы.
Вот как происходит производство блоков методом пеногенератора. В смеситель вводятся такие точно дозированные сыпучие компоненты, как цемент и песок, иногда в качестве заполнителя можно добавлять золу-уноса. При подмене песка на последний компонент, у камня значительно уменьшается теплопроводность, что, в свою очередь, повышает теплосбережение здания. Необходимо знать, что те продавцы, для которых прибыль важнее, чем качество получаемой продукции, при их производстве используют минпорошок и золу-уноса в качестве весовой добавки. Стоимость этих компонентов намного меньше стоимости цемента.
После добавления компонентов в смеситель и их смешивание, в пеногенератор подводится сжатый воздух от компрессора. При этом персонал должен постоянно регулировать подачу рабочего пенообразователя и сжатого воздуха, от чего зависит качество пены на выходе. Этот процесс ничем не отличается от производства бетона. После приготовления техническая пена подается в специально изготовленный смеситель – пенобетоносмеситель, частота оборотов которого не более 300 об/мин. Этот этап производиться очень аккуратно, без разрушения полученной пены. Затем вводиться цемент и песок. Этот процесс называется технологией «сухой минерализации». А при «мокрой минерализации» пена подается в предварительно приготовленный раствор цемента и песка. Благодаря полному контролируемому процессу активного смешивания пены с цементно-песчаным раствором, производство пеноблоков производится на более качественном уровне.
Достоинства и недостатки метода пеногенерации
Далее приведем некоторые недостатки и достоинства в пеногенераторном процессе производства. Данный метод отличается достаточно высокой себестоимостью, когда в производстве используется дорогостоящее оборудование, и на единицу готовой продукции уходит больше времени. Параллельно этому повышается также стоимость производимых блоков. То есть более высокая цена продукции вытекает из высокой себестоимости производства.
Плюсами производства данный строительных материалов с помощью пеногенератора является более качественный массив пеноблока. Применение заранее приготовленной пены помогает производить изделие на выходе с правильной структурой, тем самым избегая появления крупных воздушных пор и стремясь к получению более высокой и равномерной прочности.
Нельзя не отметить высокую экологичность в их производстве, когда используются экологически чистые пенообразователи. Их использование в строительстве домов становиться залогом здоровья их будущих жителей.
Обобщая вышеназванные качества «пеногенераторной» технологии, можно сказать, что этот метод скорее «за» потребителя, а производители, в свою очередь, стараются его не выбирать. Баротехнология им намного выгоднее и не требует больших вложений.
moscowsad.ru