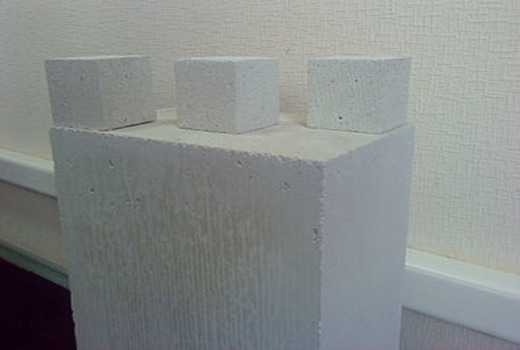
что это такое и для чего применяется
Газобетон относится к искусственным строительным материалам. Он имеет пористую структуру и пользуется высокой популярностью в строительстве жилых и промышленных зданий. В зависимости от способа производства газобетон делят на автоклавный и неавтоклавный. Эта статья поможет разобраться в технологии производства автоклавного газобетона, его преимуществах и недостатках.
Состав
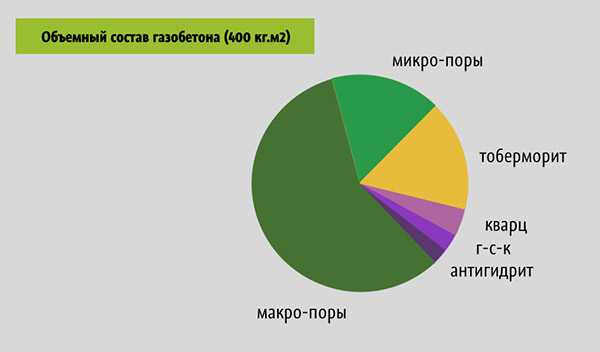
Автоклавный газобетон получают с помощью обжигания блоков в специальных автоклавных печах, где их подвергают высокому давлению до 12 атм. и температуре в 191 °С. Это позволяет не только ускорить процесс отвердения материала, но также получить материал с улучшенными характеристиками прочности в сравнении с обычными неавтоклавными блоками. В процессе обжигания изменяется молекулярная структура материала и в результате получают газобетон, напоминающий вулканическую породу тоберморит.
Автоклавный газобетон получают при обжигании материала в специальных печах, в которых на него воздействуют высоким давлением и температурой- Портландцемент.
- Кварцевый песок.
- Известь.
- Алюминиевую пудру.
- Гипс.
- Воду.
При изготовлении газосиликата соблюдают точные пропорции этих материалов. Гипс добавляют, чтобы масса сразу не густела, а алюминиевая пудра помогает процессу образования множества пузырьков.
Достоинства материала
Удобные размеры газобетонных блоков автоклавного твердения облегчают проведение работ. Они позволяют совершить кладку строительных элементов быстрее, в сравнении с кладкой обычного кирпича. Газосиликат соответствует нормам пожарной безопасности, так как не выделяет вредных веществ во время горения и быстро не загорается.
Газобетонные блоки устойчивы к вредным микроорганизмам и плесени, так как производятся из минерального сырьяГазобетон – плюсы и минусы
Достоинства
- Высокие теплоизоляционные показатели. Дома из газосиликатных блоков надежно сохраняют тепло. С их помощью хозяева могут значительно сэкономить на дополнительном отоплении.
- Небольшой вес блоков. Это позволяет облегчить работу с материалом и уменьшает нагрузку на основание здания.
- Высокая звукоизоляция материала. Является хорошим преимуществом при выборе квартиры в многоэтажном доме.
Недостатки
- Плохая прочность на сжатие и разрыв. Во время строительства применяется армирование, которое уменьшает вероятность образования трещин в стенах здания.
- Высокая стоимость блоков. Газосиликат практически не производят на малых производствах из-за необходимости автоклавных печей. Большое производство предусматривает выпуск качественной продукции и соблюдение стандартов производства, однако за такую работу придется немало заплатить.
- Низкая влагостойкость. Из-за пористой структуры блоков в них быстро проникает влага, что не позволяет использовать их в ванных комнатах.
- Повышенная хрупкость блоков. Пузырьки воздуха создают пористую структуру, и материал легко подвергается механическим повреждениям.
Области применения
Экологичность состава сделали автоклавные блоки общедоступными как в массовом, так и в индивидуальном строительстве. Их применяют во многих сферах, а из-за хороших теплоизоляционных свойств такие блоки используют в строительстве школ, государственных учреждений и больниц. Крупные габариты блока позволяют быстро возводить здание, что очень удобно в проектировании многоэтажных построек. Их часто применяют при возведении стен помещения, а также в реставрации старых зданий. Газобетонные блоки часто применяют в строительстве дач, загородных домов, гаражей и пристроек к дому.
Производство
Неавтоклавным блокам требуется около месяца выдержки перед использованием. Обработка автоклавной печкой позволяет сократить сроки схватывания материала. Производством обжиговых блоков часто занимаются крупные производители (автоклавные газоблоки производят только на заводах), так как для этого требуется дорогостоящее оборудование и большие помещения. Технология производства соответствует ГОСТу, поэтому при обжигании в автоклавах специалисты четко соблюдают определенные температуры и давление в печи.
Подготовка компонентов
Все расходные материалы завозятся на завод автотранспортом и хранятся в специальных бункерах. Перед использованием кварцевый песок и остальные компоненты проходят специальную обработку. Кварцевый песок подается ленточными транспортерами в шаровую мельницу, где его мелко размалывают в порошкоподобную массу. Масса хранится в больших шламбассейнах, оснащенных мешалкой, которая доводит сырье до нужной консистенции. Подготовленный материал подается в машины, формирующие необходимые пропорции каждого компонента.
Вся работа на заводах по изготовлению автоклавного газобетона автоматизированаДозировка и перемешивание
Дозировка компонентов проводится по проверенной и отработанной рецептуре. С помощью автоматики каждый компонент точно взвешивается и подается в смеситель. Перед подачей алюминиевой пудры она также проходит предварительную обработку. Этот материал взрывоопасен, поэтому в помещении соблюдают все положенные нормы пожарной безопасности.
Смешивание составляющих происходит на специальных конвейерах. Компоненты перемешиваются с водой до образования консистенции сметаны. Автоматизированное смешивание проводят на высокой скорости в течение 4–5 минут. После замеса смеситель очищается водой и заполняется следующей порцией.
Нарезка на блоки
После перемешивания масса заливается в большие стальные формы на половину ее объема, так как после вспучивания материала она заполнит форму до краев и станет пористой. Перед нарезкой на блоки материал оставляют на 2,5 часа для созревания и набора необходимой прочности. Время созревания смеси определяется рецептурой и внешними условиями, созданными в помещении. После этого материал подается на нарезку. Нарезка газобетона выполняется на автоматизированных линиях специальными струнами. В заданной последовательности газобетонный материал поддается вертикальной, горизонтальной резке с помощью триммера.
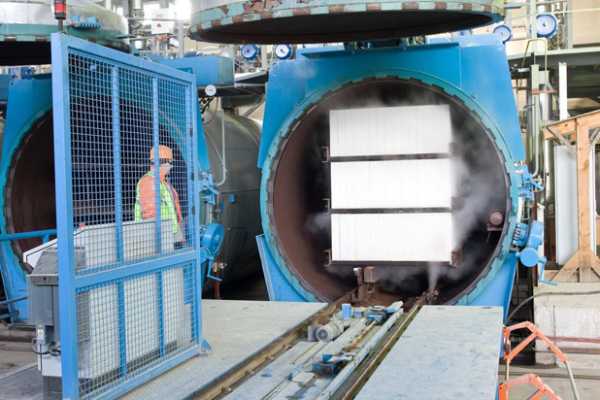
Нарезка газобетона на блоки происходит на специальных линиях проволочными струнамиАвтоклавная обработка
Автоклавная обработка изменяет молекулярную структуру блоков, позволяет им окончательно созреть. Изделия помещаются в автоклавную печь в среднем на 12 часов. После закрытия печи в ней происходит автоматическое плавное повышение температуры до 190 °C. При создавшемся вакууме внутри печи плавно повышается давление до 12 бар. На современных заводах установлены автоклавы, в которых лишний пар автоматически перемещается из одной печи в другую.
Поддержание созданной температуры сохраняется в печи на протяжении 6 часовСортировка и упаковка
После обработки блоков в печах, их выгружают с помощью специального оборудования. Блоки выезжают на решетках друг за другом, кран снимает их с решеток, чтобы загрузить на них следующую партию блоков.
Снятые блоки размещают на деревянных поддонах и упаковывают в пленку. Готовые поддоны перевозят погрузчиком на склад готовой продукции. Так их хранят, защитив от влаги. Со склада товар доставляют в специализированные магазины.
Готовые газобетонные блоки складываются на поддоны и упаковываются специальной пленкойАрмировать или нет?
При строительстве жилых и общественных зданий из газоблоков необходимо выполнить армирование. Это исключает продольную деформацию стен, возникающую из-за перепада температур и усадки материала. Установленная арматура примет на себя дополнительные нагрузки и увеличит долговечность возведенного здания.
Необходимость армирования предусматривается специалистами еще во время проектирования здания. Чаще всего армирование применяется:
- на конструкциях с повышенной нагрузкой;
- под проемами окон;
- после возведения фундамента во время укладки первого ряда блоков;
- в каждом 3–4 ряду кладки стены.
Рекомендации
Многих непрофессиональных строителей волнует вопрос:
- «Как армировать газобетонную кладку?» Прутья укладывают с двух сторон блока в специально проделанные штробы (канавки), они не увеличивают толщину кладочных швов и не снижают теплоизоляционные характеристики газобетонных блоков. Такие канавки прорезают ручным штроборезом и перед кладкой прутьев очищают от пыли строительным феном. Лучше всего использовать периодическую арматуру диаметром 8 мм.
- «Можно ли строить баню из газобетона?» Существует много преимуществ и недостатков при строительстве бани из газобетона. Такие блоки имеют высокие теплоизоляционные свойства, экономичны, с ними легко работать, они не гниют и полностью экологичные. В отличие от деревянной бани, такая баня в процессе строительства требует дополнительных расходов на гидроизоляцию и внутреннюю отделку, так как этот материал отличается низкой влагостойкостью. Для надежной гидроизоляции газобетона можно использовать стекловолокно, а стены и пол утеплить минеральной ватой.
- «Какое отличие газобетона от газосиликата?» Газосиликат – это автоклавный газобетон, в состав которого входит известь, а созревает он в автоклавах. Главным материалом обычного неавтоклавного газобетона является цемент и затвердевает он естественной выдержкой на свежем воздухе на протяжении месяца. Технология производства и различный состав материалов также влияет на отличия этих блоков по цвету (газосиликат имеет белый цвет, газобетон – серый оттенок).
Выводы
Автоклавный газобетон имеет высокие показатели качества и используется для строительства разного вида зданий. Как и все материалы, он имеет свои преимущества и недостатки, с которыми необходимо ознакомиться перед проведением строительных работ. Преимущество автоклавных блоков перед неавтоклавными в том, что первые производятся на крупных автоматизированных заводах и чаще соответствуют ГОСТам и стандартам качества.
pobetony.expert
Автоклавный газобетон: характеристика, технология, производство

Первостепенная задача каждого застройщика заключается в правильном выборе строительного материала. Из всего разнообразия, представленного на рынке, хорошо зарекомендовал себя искусственный камень — автоклавный газобетон, который является разновидностью ячеистых бетонов (пенобетона, газопенобетона). Учитывая то, что материал набирает популярности в частном строительстве, стоит разобраться, что это такое, и какими свойствами обладает. Также, необходимо знать, чем отличается неавтоклавный газобетон.
Характеристики
Блоки из ячеистого бетона имеют пористую структуру, которая образуется за счет наличия сферических пор. Размеры воздушных частиц составляют от 1 до 3 мм. Качество строительного материала напрямую зависит от равномерности распределения пор по всему объему камня и их закрытости.
Сырьевой состав газобетонов, производимых автоклавным и неавтоклавным способами, полностью идентичный. Смесь содержит следующие компоненты:
- Вяжущие вещества — портланд цемент М300-М400, негашеная известь, гранулированный доменный шлак, зола.

- Твердые компоненты — кварцевый песок мелкой фракции, зола-унос.
- Порообразователи — алюминиевая пудра ПАП-1/ПАП-2 или паста, содержащие активный металл 90-95%.
- Вода очищенная, без наличия солей (ГОСТ 23732).
- Модификаторы и присадки (не являются обязательными компонентами, и добавляются для улучшения эксплуатационных характеристик материала).
Реакция по образования пор происходит не на этапе смешивания, а непосредственно в формах. Водород, выделяющийся в результате химической реакции, пронизывает всю залитую массу и обеспечивает формирование воздушных частиц практически одинаковой величины с равномерным их распределением. Несмотря на идентичность компонентов, присутствует разница: физико-химический состав искусственного камня меняется под воздействием высокого давления и влажности. Внутри камня происходят глобальные изменения по прочности. При затвердевании в естественных условиях прочность блоков значительно ниже.
Виды и сфера применения
Блоки из ячеистого бетона подразделяется на 3 категории:
- Теплоизоляционный,
- Конструкционный.
- Конструкционно-теплоизоляционный.
Автоклавный газоблок плотностью до 400 кг/м2 является теплоизоляционным и применяется для строительства малоэтажных домов в районах с очень холодным климатом. Искусственный камень плотностью 700 кг/м2 относится к конструкционному типу и предназначен для создания несущих конструкций и зданий высотой не выше 3-х этажей. Такой материал требует дополнительной теплоизоляции. Конструкционно-теплоизоляционные блоки плотностью 500 кг/м2 универсальные: обладают достаточно высокой прочностью и хорошей теплоизоляцией.
Благодаря малому весу строительные блоки выпускаются в увеличенных размерах. Длина составляет 625 мм, высота — 200, 250 мм, ширина — 100-400 мм. Большие параметры способствуют значительному ускорению возведения зданий, и упрощают кладку стен.
Отличия
В чем же заключаются основные отличия двух видов газобетонных блоков? Сравнивать материалы удобнее всего с помощью таблицы.
| Характеристики автоклавного газобетона | Характеристики неавтоклавного газобетона |
| Искусственный синтезированный камень. | Застывший раствор с порами естественным путем или с применением пара при нормальном атмосферном давлении. |
| Структура готового блока одинакова по характеристикам и свойствам в любой точке. | Свойства и характеристики отличаются в пределах одной партии. |
| Полностью отсутствуют усадочные деформации. Необходимая прочность достигается на этапе производства и автоклавирования. Показатель усадки не превышает 0,4 мм/м. | Показатель усадки в 10 раз больше — составляет до 5 мм/м. |
| Нарезка на блоки осуществляется на специализированном оборудовании с помощью струн. В результате такой механической обработки получаются стеновой материал идеальной геометрической формы. Размеры регламентированы ГОСТ. Допустимые отклонения составляют по длине — до 3 мм, по ширине — до 2 мм, по толщине — до 1 мм. Укладка искусственного камня осуществляется на клеевой раствор, который создает более тонкий слой, по сравнению с цементно-песчаным вариантом. Клеевой состав придает строению монолитности, повышает теплоизоляционные свойства и исключает образование «мостиков холода». Минимальный показатель отклонений способствует экономии кладочного клеевого состава. | Для изготовления блоков применяется разборная опалубка с ограниченными циклами использования. Допускаются значительные отклонения геометрических размеров — по толщине до 5 мм (ГОСТ 1989 года). Из-за большого разбега в геометрии:
|
| Блоки толщиной всего 40 см и плотностью D400-D500 обладают необходимыми требованиями по теплозащите и прочности. | Для обеспечения необходимой теплоизоляции без использования утеплителя толщина камня должна составлять около 65-70 см. Плотность ячеистого бетона минимум D700. |
| Морозостойкость, (циклы) — F20 | Показатель морозостойкости — F15 –F35 |
| Период эксплуатации — 200 лет. | Эксплуатационный период — 50 лет. |
| Прочность по ГОСТ — B2,5-B5 | Прочность по ГОСТ — B1,5-B2,5 |
| Высокие показатели экологичности. | Экологически чистый материал. |
Благодаря автоклавной обработке газобетон обладает улучшенными физико-техническими свойствами и внешним видом.

Технология
Высокое качество строительного материала может гарантировать только предприятие, имеющее специализированное оборудование, где производство проходит в строгом соблюдении технологических процессов на всех этапах. Технология производства автоклавированием предусматривает применение герметической камеры, где застывший раствор с порами придается термической обработке под высоким давлением. Такая технология позволяет получать строительный материал с улучшенными свойствами и характеристиками, которых невозможно добиться в обычных условиях. Изменения в структуре искусственного камня выполняются на молекулярном уровне. На современных заводах автоклавного газобетона продукция соответствует европейским стандартам качества.
Пропорции неавтоклавного и автоклавного продукта регламентированы и рекомендованы в следующем соотношении компонентов:
- Портландцемент — от 35 до 49%.
- Известь негашеная — от 12 до 26%.
- Силикаты кальция — примерно 2,6%.
- Хлорид кальция — от 0,18 до 0,25%.
- Пудра алюминиевая — от 0,06 до 0,1%.
- Вода несоленая, до получения 100% объема.
Процентное соотношение компонентов и состава устанавливается опытным путем. В зависимости от прочности и условий затвердевания, показатели варьируют в широком диапазоне. При использовании автоклавирования из продукта выводятся излишки влаги, и завершается процесс твердения.
Производство
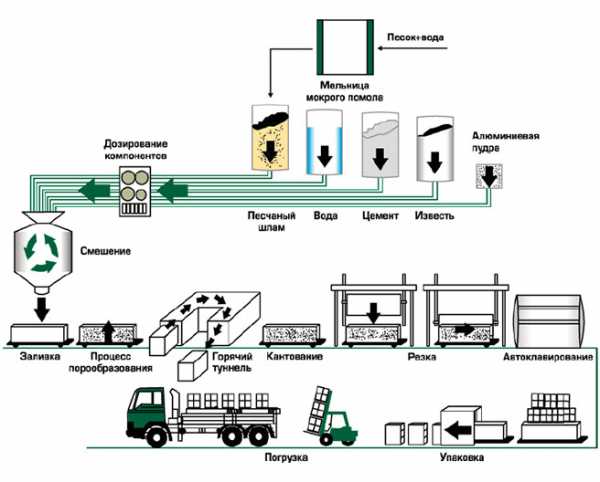
Производство автоклавного газобетона проходит в определенной последовательности:
- Песок и вода соединяются, после чего частицы измельчаются в песчаный шлам.
- Далее поэтапно вводятся остальные компоненты — цемент, известь, поваренная соль. Время смешивания длится 5 минут и готовый раствор заливается в подготовленную опалубку, поверхность которой смазывается маслом.
- В форме происходит основной цикл химической реакции с участием высокодисперсного алюминия. В результате водородной реакции образуются пузырьки, вспенивающие раствор и создающие пористую структуру, занимающую до 80% всего объема. Бетонная масса увеличивается в объем, заполняя всю форму.
- Время дозревания и отвердения длится примерно 2—3 часа.
- Застывшая масса разрезается промышленными струнами на блоки соответствующих размеров.
- Финальная стадия обработки включает пропаривание заготовок в автоклаве при температуре 180—200° и под давлением не выше 1,2 МПа. Процесс кристаллизации продолжается на протяжении 12 часов.

Для того чтобы изготовить неавтоклавный газоблок в домашних условиях обязательно потребуется бетономешалка. Перед приготовлением компоненты взвешиваются в отдельных емкостях: на одну часть пудры алюминиевой берется 50 частей воды и добавляется стиральный порошок. Получившаяся смесь тщательно перемешивается до тех пор, пока на поверхности не останется металлических частиц. При заполнении форм следует учитывать особенности геометрии неавтоклавного бетона. Когда внутри продукта начинается процесс пенообразования, поверхности, не ограниченные опалубкой, вздымаются. Поэтому в верхней плоскости образуется так называемая «горбушка», размеры которой могут достигать 7% от общего объема блока. Такое вздутие обязательно удаляется.
Повышенный спрос на искусственный камень привел к образованию национальной ассоциации производителей автоклавного газобетона. На профессиональном уровне решаются проблемы отрасли, связанные с производством газобетона. Разрабатываются современные требования к качеству строительного материала.

Преимущества
Основные преимущества автоклавного газобетона заключаются в:
- экологичности — в составе нет вредных примесей;
- повышенной огнеупорности и способности удерживать процесс горения на протяжении 7 часов и более;
- низкой теплопроводности;
- точной и стабильной геометрии блоков, что позволяет создавать ровные и гладкие поверхности граней, оформлять наружные и внутренние углы;
- повышенной паро- и воздухопроницаемости, за счет чего стены зданий «дышат» и исключается образование конденсата;
- легком весе — как результат низкой плотности;
- устойчивости к влаге, воздействиям микроорганизмов и процессов гниения;
- обеспечении оптимального микроклимата в помещениях независимо от сезона.
К достоинствам газобетона автоклавного твердения относится наличие в составе минерального образования — тоберморита. Под воздействием высокой температуры и давления камень приобретает повышенную механическую прочность и безусадочность. Благодаря созданным условиям значительно ускоряется затвердение массы, что является важным моментом при крупномасштабном производстве.

Крепление в стенах навесного оборудования, мебели осуществляется при помощи специальных анкеров, выдерживающих до 350 кг.
Применение
Производство автоклавным способом значительно расширило область применения продукции из ячеистого бетона. Повышенным спросом пользуется материал у индивидуальных застройщиков. Возводятся коттеджи и малоэтажные дома из автоклавного газобетона, здания промышленного и коммерческого назначения.
Отзывы
Зная, чем отличаются материалы автоклавного и естественного отвердевания, проще делать выбор. Застройщики отметили такие особенности автоклавного газобетона:
- Простота обработки присутствует при возведении дома с арочными внутренними перегородками. Для выпиливания проемов на месте применялась обычная ручная пила, при этом края не осыпаются и на работу не уходит много времени. Недостатком является потребность в армировании.
- Отсутствуют проблемы при кладке и распиле. Для контроля уровня применяется обычный шнур. Из-за неправильного хранения блоки намокли даже от несильного дождя, но восстановили свой вес через 4 дня. Очень важно подготавливать площадку правильно.
- Проживание в доме из газобетонных блоков с толщиной стен в 600 мм достаточно уютно и комфортно. Очень тепло, что снижает расходы на обогрев помещений. В наружном утеплении отсутствует необходимость.
- Высокая цена материла и доставки. Но затраты компенсируется, за счет быстроты строительства, небольшого количества кладочного раствора и отсутствия дополнительной теплоизоляции.
Даже несколько отзывов позволяют понять, что лучше использовать автоклавные блоки, которые обладают улучшенными характеристиками.
betonov.com
Газобетон неавтоклавный — состав и производство

Неавтоклавный газобетон
Выбор строительного материала для стен является наиболее сложным, ведь от этого зависит не только скорость строительства, но и в будущем — долговечность конструкции, ее прочность и комфортность пребывания. Газобетон неавтоклавный уже давно не является новинкой на рынке, производится он на протяжении длительного времени и, не смотря на появление более современных изделий, по-прежнему, не теряет популярность.
Содержание статьи
Обзор основных качеств материала
Рассмотрим основные свойства и качество газобетонного блока неавтоклавного твердения, опираясь на требования ГОСТ, СНиП и результаты испытаний продукции. Проанализируем технологию производства и выясним: будет ли правильным выбор данных изделий в качестве основного материала для возведения стен.
Что такое газоблок неавтоклавного твердения и его сфера применения
Неавтоклавный блок сделан из того же вспененного бетона, но при условии естественного твердения.
Сфера применения у него достаточно широкая:
- Изделия используют при малоэтажном строительстве для возведения несущих стен и перегородок;
- Также применяют в качестве заполнителя каркаса из железобетона при формировании высотных зданий;
- Использование неавтоклавного газобетона актуально при теплоизоляции и армировании.

Возведение стены из неавтоклавного газобетона, фото
Состав газобетона неавтоклавного характеризуется наличием следующих компонентов:
- Цемент;
- Песок;
- Гипс, зола или мел;
- Вода;
- Алюминиевая пудра в качестве порообразователя;
- Химические добавки, ускоряющие процессы газообразования и твердения.

Алюминиевая пудра
Газобетон, в зависимости от плотности, различают:
- Теплоизоляционный;
- Теплоизоляционно-конструкционный;
- Конструкционный.
Рассмотрим, как плотность блока влияет на его основные показатели.
Кварцевый песок
Таблица 1. Характеристики неавтоклавного газобетона в зависимости от плотности:
| Наименование показателя | Значение для неавтоклавного теплоизоляционного газобетона | Значение для неавтоклавного конструкционного газобетона |
| Теплопроводность ккал/м. ч. Гр. | 0,07-0,16 | 0,17-0,33 |
| Паропроницаемость | — | 0,16-0,25 |
| Водопоглощение | — | 8,5-9 % |
| Усадка | — | 0,033 % |
| Прочность на сжатие кг/см2 | 10-29 | 30-70 |
| Огнестойкость | ||
| Масса в сухом состоянии кг/м3 | 350-590 | 600-1600 |
Преимущества и недостатки строений, возведенных из неавтоклавного газобетона
К преимуществам неавтоклавного газобетона можно отнести:
- Малый вес изделий, в сочетании в достаточно неплохим показателем прочности.
- Низкий коэффициент теплопроводности, способен гарантировать высокий уровень сохранения температуры в здании.
- Простота в обработке, облегчит задачу возведения стен, и повысит скорость строительства. Изделия легко поддаются резке любым пригодным для этого инструментом. Дом из неавтоклавного газобетона, под силу построить практически каждому.
- Материал экологически чистый, не горит и обладает устойчивостью к биологическому воздействию.
- Еще одним достоинством является возможность изготовления блока своими руками. Технология производства достаточна проста и не требует приобретения дорогостоящего оборудования.
- Показатели значений паропроницаемости и звукоизоляции, также находятся на должном уровне.
- Морозостойкость достигает 50-70 циклов, что, несомненно, неплохой результат.
Относительно невысокая цена на продукцию. Данный факт также можно отнести к плюсам изделий.

Неавтоклавный газобетон
Отрицательные стороны представлены также в немалом количестве, их гораздо больше, нежели у автоклавного газобетона и сводятся они к следующему:
- Материал достаточно хрупкий, и крошится от механических воздействий
- Требуемая толщина стены – от 65 см, что не позволит сэкономить на строительстве, а, скорее, наоборот (блоки придется укладывать в два ряда).
- Повышенный уровень усадки, составляющий от 1 до 2-х мм. Следствием может стать нарушение не только внешних характеристик, но и эксплуатационных качеств здания и свойств материала.
- Широкое распространение мелких кустарных производств, также следует отнести к минусам. В связи с этим, шансы на приобретение некачественной продукции значительно возрастают.
- Наличие геометрических отклонений в силу несовершенства оборудования и влияния человеческого фактора во время изготовления.
Обратите внимание! Вышеуказанный факт может существенно отразиться на расходе клеевого состава при укладке блока и скорости строительства в целом
Высокий уровень влагопоглощения губительно сказывается на изделиях, разрушая их структуру и снижая показатели качества свойств.
Усложненность отделки, в основном, за счет вышеуказанного недостатка и пониженной адгезии основания стены из газобетона с отделочными материалами. В результате, у строителей возникают дополнительные расходы, например, на составы грунтовки, специализированные дорогостоящие смеси, армирование.
Сравнение изделий с другими, схожими по свойствам, материалами
Автоклавный газобетон – особенный материал, однако во многом он имеет сходства с другими изделиями, предназначенными для возведения стен. Рассмотрим подробнее при помощи таблицы.
Таблица 2. Сравнение неавтоклавного газобетона:
| Наименование материала | Теплопроводность | Морозостойкость, циклов | Усадка | Прочность | Водополощение | Толщина стены (минимальная) |
| Газобетонные блоки неавтоклавные | До 0,2 | 35-75 | 1-2 мм/м2 | 25-45 | До 20% | 0,6 метра |
| Пенобетон | 0,14-0,22 | От 35 | 0,4 мм/м2 | 15-25 | 10-16% | Минимум – 0,6 м |
| Кирпич | 0,5 | 100 | 6-13% | 100-200 | 12-15 % | Минимум 1,2 м |
| Полистиролбетон | 0,1-0,2 | От 35 | 0,33 мм/м2 | 20-30 | 10-15% | От 0,5 м |
| Керамзитобетон | 0,4-0,8 | От 50 | 0,3-0,5 мм/м2 | 25-35 | 10-15% | От 0,5 м |
| Дерево | 0,14 | От 30 | Около 10% | — | 20-25% | Минимум – 0,5 м |
Внешнее отличие газобетона от других стеновых материалов
Отличительные особенности неавтоклавного газобетона от блоков автоклавного твердения
Автоклавный газобетон и неавтоклавный: отличия
А теперь давайте разберемся: в чем же заключается отличие автоклавного газобетона от неавтоклавного?
Одним из основных является, разумеется, сам способ твердения. Дело в том, что два этих типа блока подвергаются сушке при различных условиях, что, как следствие, влияет на числовой показатель свойств и характеристик.
Газобетон синтезного метода твердения, на последнем этапе производства помещают в автоклав, где он находится под воздействием высокой температуры и давления. В свою очередь, неавтоклавный газобетон твердеет при естественных условиях.
Следствием данного различия и некоторых нюансов производства, является несовпадение многих показателей, однако частично свойства все же схожи:
- Морозостойкость автоклавного бетона может достигать 100, а иногда и 150 циклов, в тоже время неавтоклав, таким высоким значение похвастаться не может — максимальный, обещанный производителями, порог достигает 70 циклов замораживания и оттаивания.
- Газобетон гидратационного твердения (неавтоклавного) больше подвержен усадке. Следствием этого, может стать появление трещин на кладке и поверхности, покрытой штукатуркой. Процесс этот объясним особой обработкой автоклава, во время которой он начинает набирать прочность прямо на стадии изготовления.
- В числовом выражении, усадка неавтоклавного газобетона составляет до 1,5 мм/м2, а автоклавного всего 0,3 мм.
- Коэффициент теплопроводности хорош у обоих типов. Однако толщина стены при одинаковых показателях двух блоков будет разной и отличаться примерно на 20-25 см, не в пользу неавтоклавного изделия.
- Звукоизоляционные характеристики также схожи, как и способность к паропроницанию.
- Оба материала могут стойко противостоять огню, и находиться под воздействием разрушительно воздействия высокой температуры до 2-х часов.
- Также, являясь изделиями экологически чистыми, они не наносят никакого вреда окружающей среде.
- Стоит обратить внимание на то, что геометрия автоклавного блока значительно выигрывает. Максимально допустимые отклонения, в соответствии с ГОСТ, не должны превышать 3 мм по длине, 2 – по ширине и 1 мм – по высоте. У неавтоклавного блока, данные показатели достигают в числовом выражении следующих значений: 5 мм – по длине, 4 мм – по ширине и 2 – по высоте.
В следствие этого, толщина кладочного слоя раствора или клея будет отличаться, как и скорость строительства.
- Изделия имеют и внешние отличия, основное из которых заключается в цвете: блок гидратационного твердения – серый, а автоклав – белый.
- Одним из важнейших различий, является прочностная характеристика. При плотности блока равной Д500, марка автоклавного газобетона, по требованию ГОСТ, должна соответствовать показателю 3,5. У неавтоклава это значение едва достигает половины.
- Завершим сравнение указанием на факт различия в основном вяжущем компоненте: для неавтоклавного газобетона это всегда – цемент, а путем автоклавирования получают известь содержащие газосиликатные блоки.
Требования технической документации к последнему, разумеется, ниже. И это касается не только прочности, но и других качеств. А теперь, для наглядности, проанализируем вышеперечисленные свойства в виде таблицы:
Таблица 3. Сравнение: автоклавный газобетон и неавтоклавный газобетон:
| Наименование свойства | Значение у автоклава | Значение у неавтоклава |
| Морозостойкость, циклов | 50-100 (иногда до 150) | 25-75 |
| Теплопроводность | 0,1-0,14 | До 0,12 |
| Усадка | 0,3 мм/м2 | 1-2 мм/ м2 |
| Толщина стена | Минимум 40 см | Минимум 65 см |
| Защитная отделка | Нуждается | нуждается |
| Марка прочности | 1,5-3,5 | 1-2,5 |
| Стоимость за м3 | Дороже | Дешевле автоклавного газобетона |
| Выбор среди ведущих производителей | Достаточно широк | Не так распространен, более характерен для кустарногои домашнего производства |
| Сложность производства | При наличии автоматизированной линии или конвейера, сложностей не возникает, участие человека минимизировано | Процесс отнимает немало времени, нуждается в трудозатратах |
Проанализировав вышеуказанное, наверняка, становится риторическим вопрос: что лучше автоклавный или неавтоклавный газобетон.
Анализ технологического процесса
Теперь рассмотрим, что представляет собой производственная технология неавтоклавного газобетона? Какие материалы и оборудование используются при изготовлении, и как влияют технологически верные пропорции сырья на конечный результат качества изделий.
Необходимое оборудование и материалы
Сразу стоит обратить внимание на то, что изготовление неавтоклавного газобетона, не смотря на большую популярность автоклавного, по-прежнему, производится на некоторых предприятиях. Соответственно, набор оборудования для домашнего использования и для заводского, будет разниться.
Для полноценного производства понадобится наличие следующих машин и станков:
- Газобетоносмеситель;
- Форма для блока;
- Станок для резки блочного массива;
- Ручной дозатор;
- Мерная емкость;
- Поддоны для блоков.
При объемном производстве, могут понадобиться также средства транспортировки. Рецептура на неавтоклавный газобетон содержит перечень определенного набора материалов.
Содержание его следующее:
- Вода — она должна соответствовать ГОСТ 23732-79 «Вода для бетонов и растворов». Обычно используется простая водопроводная.
- Цемент, соответствующий требованию ГОСТ 10178-85. Марка должна быть не менее 400
- Требования к песку определены ГОСТ 8736-93. В большинстве случаев используют кварцевый.
- Наполнители могут быть следующими: мука известковая ГОСТ 26826-86, мука доломитовая ГОСТ 14050-93, золошлаковая смесь ГОСТ 25592-91, зола с тепловых станций ГОСТ 25818-91, шлакигранулированные ГОСТ 3476-74 ,минеральный порошок ГОСТ Р 52129-2003.
- Газообразователь – алюминиевая пудра ГОСТ 5494-95.
- Применяются также поверхностно-активные вещества в виде: стирального порошка, сульфонола или обычного хозяйственного мыла.
- Для ускорения твердения и порообразования, применяют каустическую соду, или едкий натриевые, схожие по свойствам, добавки.

Мука известковая
Поэтапное описание хода работ при изготовлении
Классическая технология производства газобетона неавтоклавного содержит в себе следующие этапы:
- Первым делом производится подготовка форм: смазка их специализированной эмульсией для облегчения выемки изделий. Замешивается раствор в соответствии со всеми требованиями к пропорциям.
- Готовая смесь заливается в формы и выстаивается.
- Далее осуществляют удаление излишков и резку блочного массива.
- Блоки выдерживают до состояния, пригодного для распалубки, после чего изделия перемещают на деревянные поддоны.
Теперь рассмотрим подробно каждый из этапов при помощи таблицы.
Таблица 4. Производство газобетона неавтоклавного: поэтапная инструкция процесса изготовления.
| Подача цемента | Осуществляется в дозирующий бункер вручную. Доза цемента контролируется при помощи датчиков. По достижению нужного количества, бункер опрокидывается и цемент попадает в скиповый подъемник, а точнее в его банку. |
| Подача песка | Происходит по аналогии с цементом |
| Подача воды | Жидкость нагревается до 40 градусов и отправляется в промежуточный дозатор. Он содержит достаточно широкую горловину, которая позволяет быстро переливаться воде в основной смеситель для смешивания с остальными компонентами. |
| Добавление порообразователя | Чаще всего используют алюминиевую пудру. Дозирование производят при помощи мерного сосуда. |
| Смешивание компонентов | Первой в смеситель попадает вода. Предварительно его включают для образования воронки. Следом, туда отправляются сыпучие ингредиенты, а последними – химические добавки. После смешивания, смеситель передвигается ближе к формам. |
| Заливка в форму | Полученным раствором заполняют форму для блоков |
| Газообразование и первый этап твердения | Смесь выдерживают в форме до окончания процесса своеобразного брожения. После его завершения раствор начинает набирать прочность. |
| Корректировка и резка | По истечении нескольких часов, излишки раствора удаляются, а массив разрезается на блоки. Для этого используют ручной резательный аппарат, погрешность которого составляет 3 мм, гост неавтоклавного газобетона это позволяет. |
| Заключительный этап | Изделия накрывают теплоизоляционным материалом, и выжидают 6-8 часов. После этого, блоки перемещаются на деревянные поддоны, где остаются набирать техническую прочность в течение еще как минимум 3-х суток – летом и 7-ми – зимой. |
Обратите внимание! При домашнем производстве порядок работ остается тем же. Взвешивание компонентов производят вручную при помощи весов, а раствор разливают в формы определенного размера, после извлечения из которых, получается готовый блок. То есть резательный аппарат, с целью снижения затрат, не используется.
Видео в этой статье расскажет о процессе производства более подробно.
Основные итоги
Неавтоклавный газобетон достаточно популярный материал в строительной сфере. Однако при этом, по некоторым показателям, он значительно уступает газобетону синтезного твердения. В первую очередь, это заключается в более низком уровне морозостойкости, прочности и повышенной способности к усадке.
Производство данных изделий не вызывает значительных трудностей. Но при домашнем изготовлении процесс выпуска требует особой внимательности и отчасти — опыта. Так как неисполнение технологии и неправильное дозирование компонентов, может привести к отрицательным последствиям, в первую очередь, в отношении характеристик изделия и свойств.
Газобетон автоклавный и неавтоклавный имеют некоторые отличия. Это обосновано различным способом твердения и составом компонентов. Проанализировав основные свойства данных видов блока, сложно не согласиться с рекомендациями специалистов, советующими отдавать предпочтение именно автоклавным изделиям.
beton-house.com
Автоклавный газобетон: состав, применение и производство
Газоблоки, получаемые путем обработки в автоклавных печах, завоевали популярность и заняли достойное место в промышленном и жилищном строительстве. Материал имеет массу преимуществ перед традиционными, в том числе и природными, строительными материалами. Автоматизация технологии производства газоблоков позволяет получать изделия с заданными управляемыми характеристиками. В первую очередь речь идет о высокой прочности продукции и ее низкой теплопроводности, что особенно актуально на фоне постоянного удорожания энергоресурсов.

Состав
Газобетон получает свои удивительные свойства благодаря: известняку, портландцементу, силикату кальция, алюминиевым пастам (суспензиям), хлоридам кальция, воде и пр., которые входят в его состав в строго определенном процентном отношении друг с другом (для формирования продукции с заданными характеристиками по плотности и пр.). Расчет компонентов идет в килограммах для получения 1 м3 готовой смеси. Вяжущим веществом могут быть известь, цемент, шлак, гипс как сами по себе, так и в различных смесях. Самая распространенная основа — цемент с частями извести. Дополнительные присадки позволяют производить блоки разного цвета и придают продукции специфические свойства.
Вернуться к оглавлениюДостоинства материала
Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Низкая теплопроводность газобетона обеспечивает сохранение тепла в зданиях без дополнительной теплоизоляции. Обеспечивает шумоизоляцию и имеет нужную степень газопроницаемости (аналогично древесине). Материал при нагреве не выделяет опасные для здоровья газы, имеет высокую пожаростойкость. Также он является нейтральной средой для микроорганизмов. Блоки легко сверлятся и распиливаются даже ручной ножовкой.
Обработка материала осуществляется любым инструментом. Продукция с конструкционно-теплоизоляционной плотностью вещества (от 500 кг/м3) предназначена для возведения стен зданий от 3-х этажей и выше. Долговечность изделий составляет десятки лет. Стоимость строительства ниже, чем из других материалов.
Вернуться к оглавлениюНедостатки
Высокотехнологичный материал (блоки) обладает способностью впитывать влагу из окружающей среды и прямых осадков, поэтому ему необходима дополнительная гидроизоляция. После монтажа конструкция стен из газоблоков имеет уже более низкую теплоизоляцию из-за мостиков холода, которые создаются скрепляющими растворами, армопоясами, металлическими закладными, кладочными швами, перемычками и пр. Блоки внезаводского производства не имеют стандартных характеристик для этого материала.
Вернуться к оглавлениюОбласти применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
 Важно положить первый ряд идеально ровно.
Важно положить первый ряд идеально ровно.Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Вернуться к оглавлениюПроизводство
Качественный автоклавный газобетон изготавливается в условиях промышленных предприятий. Все процессы на участках производства автоматизированы, что позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками. Производство легко переналаживается на изготовление продукции по заявкам заказчиков.
Вернуться к оглавлениюПодготовка компонентов
Для производства автоклавного газобетона используется не сам кварцевый песок, а продукт его переработки, получаемый путем мокрого измельчения в шаровых мельницах. Далее шлам песка дополнительно обрабатывается до нужной консистенции в шламовых бассейнах. Уплотненный материал насосами подается в установки, формирующие нужные весовые пропорции компонентов.
Вернуться к оглавлениюДозировка и перемешивание
Для этого задействуются специальные автоматизированные модули, имеющие производительность до 40 метров кубических продукции в смену. Достаточно широкий диапазон пропорций смешиваемых исходных материалов позволяет формировать автоклавный газобетон с заданными характеристиками. Дозированные составляющие будущей продукции по заданной программе перемешиваются с водой, алюминиевой суспензией и известью (портландцементом и пр.) в смесителе.
 Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.Добавка гипса замедляет процесс загустения массы. После достижения смесью плотности льющейся сметаны ее разливают в формы до половины уровня. Регулирование количества и соотношения алюминия и извести определяют объем выделенного газообразного водорода и, как следствие, различную плотность газобетонов. Ударные нагрузки на формы ускоряют химические процессы замещения в газобетоне водорода в пустотах воздухом, увеличения объема материала и заполнения им форм. Происходит первичное вызревание и твердение материала.
Вернуться к оглавлениюНарезка на блоки
Примерно через 1-2 ч. после разливки масса начинает держать форму и приобретает прочность, достаточную для резки. Структуру материала уже до 85% объема составляют закупоренные воздушные пустоты. Порезка производится проволочными пилами автоматизированного оборудования. На поворотных столах массив, освобожденный от опалубки, устанавливают вертикально и разрезают в вертикальной и горизонтальной плоскостях. Операция формирует торцы изделий и, при необходимости, торцевые зацепы, карманы для ручной переноски, пазы, гребни. Верхний и нижний слои массива отправляют на вторичную переработку для производства газоблоков.
Вернуться к оглавлениюАвтоклавная обработка
Автоклавная обработка — бетон приобретает дополнительную жесткость и высушивается.Газобетон автоклавного твердения формируется при повышенной температуре и давлении, неавтоклавный — твердеет при нормальном атмосферном давлении или в условиях нагревания. Разрезанный массив загружается в специальную печь — автоклав — на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий. Для автоклавной технологии характерно формирование анизотропных свойств готовых изделий.
Вернуться к оглавлениюСортировка и упаковка
На автоматизированном участке блоки отделяют друг от друга по ранее выполненным швам и селектируют по качеству. Специальное устройство перемещает готовые изделия партиями на поддоны. Процесс упаковки заключается в гидроизоляции паллет термоусадочной пленкой и крепежной лентой.
Вернуться к оглавлениюАрмировать или нет?
Автоклавный газобетон марок D500 и выше является конструкционно-теплоизоляционным материалом самостоятельного применения. Решение об армировании сооружений формируется на этапе проектирования. Для высотных построек оно обязательно. Усиливают конструкцию арматурными прутьями, укладываемыми в созданные в материале штробы. Непременно дополнительно армируют перемычки широких дверных и оконных проемов.
Вернуться к оглавлениюВыводы
Продукция предприятий, производящих автоклавные газоблоки, отличается превосходными эксплуатационными, санитарными и технологическими характеристиками. Качество изделий проложило дорогу в специальное и жилищное строительство. Продукция является самостоятельным строительным конструкционно-теплоизоляционным материалом, отвечающим самым высоким требованиям.
kladembeton.ru
Автоклавный газобетон — отзывы, преимущества и особенности производства
Газобетон получается как результат вспенивания бетона при помощи газа, образующего от реакции алюминиевой пудры и извести. Изготавливаться он может в автоклаве или без него. Автоклавный газобетон отличается лучшими теплоизоляционными свойствами и превосходит ячеистые бетоны неавтоклавного изготовления по всем параметрам.
Как производится автоклавный газобетон
Газоблоки могут твердеть естественным образом – так получается неавтоклавный газобетон. Для более быстрого затвердения заготовки могут помещать в печь, однако такая обработка будет просто температурной. В отличие от этого способа в автоклаве газоблоки пропариваются при высокой температуре (около 190 °C) и повышенном давлении (около 12 атмосфер).
Производство автоклавных газоблоков более дорогостоящее, чем любое другое производство ячеистого бетона. Необходимо специальное оборудование, что повышает стоимость такого газобетона. Однако более высокая цена оправдана лучшими свойствами стройматериала
Преимущества автоклавного газобетона
Газобетонные автоклавные блоки обладают следующими преимуществами:
- повышенная прочность;
- пониженная усадка материала;
- пониженная влажность материала.
Автоклавный газобетон набирает прочность сразу же после автоклава, то есть гораздо быстрее, чем неавтоклавный бетон.
Газобетон имеет множество преимуществ перед другими материалами. Он экологичен, прочен, удобен в эксплуатации, легко обрабатывается, обладает низкой теплопроводностью и хорошей паропроницаемостью. В домах из автоклавного газобетона комфортно жить.
2bloka.ru
Неавтоклавный газобетон: состав и технология производства
Газобетон, как разновидность ячеистых бетонов, является популярным строительным материалом за счет своих существенных преимуществ. Подразделяется он на два вида: автоклавный и неавтоклавный. Применение второго вида газобетона позволяет использование его при монтаже монолитных сооружений. Неавтоклавный газобетон — относительно недорогой материал, применяемый для возведения несущих стен и перегородок.

Сферы использования
Неавтоклавные газобетоны применяются при возведении в малоэтажных зданиях и сооружениях несущих стен и перегородок. Применение неавтоклавного ячеистого бетона возможно при строительстве зданий и сооружений с большим количеством этажей в качестве наполнителя для каркасов стен из железобетона.
Использование газобетонов актуально при строительстве жилищных, промышленных и коммерческих построек. При строительстве малоэтажных зданий используется для наружных стен за счет своей самонесущей способности. Применяется ячеистый бетон с неавтоклавной технологией для армирования, теплоизоляции строительных элементов.
Вернуться к оглавлениюСостав
В неавтоклавном газобетоне имеются следующие составы:
- наполнители в виде чистого песка с включением золы, мела или гипса. Песок не должен содержать ил и глину;
- портландцементы;
- алюминиевая пудра для порообразования;
- хлорид кальция для ускорения процесса затвердевания, а также другие различные химические добавки, применяемые для регулировки газообразования и быстроты набора прочности;
- вода, преимущественно из поверхностных источников без содержания соли и мягкой жесткости.
Плюсы и минусы
Неавтоклавному газобетону присущи следующие преимущественные характеристики:
Неавтоклавный газобетон имеет следующие недостатки:
- Недостатки газобетона.
прочность меньше, чем у автоклавного ячеистого бетона и зависит от пропорций цемента;
- происходит снижение свойств теплоизоляции при заполнении водой пористой структуры материала, что способствует применению гидроизоляции;
- существует риск приобрести некачественную продукцию у производителей, которые экономят на материалах и технологии изготовления;
- происходит постепенное разрушение ячеистого бетона в результате механических нагрузок, что обязывает использование армопоясов в местах с наибольшей нагрузкой;
- усадка газобетона относительно большая и обязывает оттягивать с окончательными отделками поверхности;
- отсутствует возможность в эксплуатации блоков сразу после их изготовления.
Технология производства
Технология изготовления неавтоклавного газобетона состоит из следующих этапов:
- подготовка к заливке форм;
- заливка раствора;
- резка на блоки;
- выдержка раствора до набора его прочностных характеристик;
- сортировка и упаковка продукции.
Подготовка и заливка смеси
Начинают изготовление ячеистого бетона с подготовки компонентов смеси. Для этого берут цемент, известь, газообразователи, гипс и при необходимости специальные добавки для ускорения процесса застывания и увеличения прочности материала. Все компоненты в нужных пропорциях погружают в автоматизированный смеситель, в котором происходит перемешивание цемента, извести и остальных ингредиентов до консистенции, напоминающей сметану.
Перемешивание компонентов продукции происходит по заданной программе. Готовый раствор разливают в емкости наполовину, где и происходит образование пористой структуры газобетонных изделий, и оставляют затвердевать в естественных условиях. Такой способ изготовления существенно сокращает затраты на электроэнергию и транспортные услуги.
Вернуться к оглавлениюРезка материала на блоки
Резка газобетона возможна на различные формы.После заливки раствора выжидают полтора часа, при необходимости два часа, до приобретения его прочностных характеристик. Как только раствор приобрел распалубочную прочность, приступают к резке материала на плиты, блоки или панели.
Разрезают массив газобетона на различные формы и геометрические размеры. При небольших объемах работ применяют ручное оборудование, при больших – механическое, в виде электрических инструментов. Если отсутствует возможность приобретения специального инструмента для резки, изготавливают собственноручно ножовку, однако срок службы ее невелик. Профессиональные инструменты для резки – это рубанок, резец и штроборез.
Вернуться к оглавлениюВыдержка
После заливки емкости раствором срезают образовавшиеся верхушки с помощью металлической струны. После этого оставляют газобетонные блоки для выдержки на протяжении двенадцати часов. Оставляют заполненные емкости в помещении или на площадке с предусмотренным накрытием. Важно обеспечить защиту от проникновения прямых солнечных лучей и перегрева залитого раствора. Попадание атмосферных осадков на застывающую массу также нежелательно.
По окончании выдержки блоки извлекают и оставляют досыхать еще на несколько часов. Такая необходимость обусловлена набором прочности, нужной для их складирования. Газобетон достигнет максимальной прочности спустя двадцать восемь дней.
Вернуться к оглавлениюСортировка и упаковка
Перевозка газобетона.Сортируют газоблоки тремя способами, с помощью которых получают продукцию нужного типоразмера:
- формовка и сушка в емкостях кассетного типа;
- заливка раствора в емкости особой конструкции;
- заливка раствора в металлические емкости без внутренних перегородок.
Упаковку изделий осуществляют после окончательного затвердевания газоблоков. Укладывают их на поддоны и упаковывают с помощью термопленок, после чего перемещают на склад.
Вернуться к оглавлениюВывод
Усовершенствование неавтоклавного газобетона происходит постоянно и благодаря этому его применение становится целесообразней, чем использование автоклавного. Но перед выбором строительного материала и его технологического изготовления, важно обратить внимание на преимущества и недостатки газобетонов. Ведь при необходимости использования материала с высокими прочностными характеристиками, к сожалению, неавтоклавный ячеистый бетон не годится. Зато он отлично подойдет для быстрого возведения малоэтажных построек.
kladembeton.ru
отзывы владельцев домов, характеристики, плюсы и минусы, цены
Один из самых популярных ячеистых бетонов – автоклавный – недаром получает хорошие отзывы от профессиональных строителей и хозяев новеньких домов. Он удобен в работе, достаточно прочен и обладает действительно уникальными характеристиками. При таком количестве плюсов его минусы весьма незначительны. Так что, если есть на нашем рынке стройматериал, приближающийся к идеалу, так это автоклавный газобетон.
Оглавление:
- Особенности и состав
- Технические характеристики
- Отзывы застройщиков
- Плюсы и минусы газобетона
- Цена изделий разных марок
Что же он из себя представляет?
По составу бетон автоклавного твердения похож на обычный ЦП раствор, в который введены порообразователи на основе алюминия. Они заставляют еще вязкую смесь вспениваться, наполняясь многочисленными воздушными пузырьками.
По окончании процесса твердения образовавшиеся поры займут порядка 80% от общего объема и равномерно распределятся по всему телу автоклавного газобетона, сделают его легче и из обычного строительного материала превратят в теплоизолирующий. Поэтому строительство домов из газобетона автоклавного производства так популярно в холодных климатических регионах и собирает там урожай благодарных отзывов.
Отличные характеристики обнаруживают пористые бетоны, в состав которых вводится не только цемент, но и еще один вяжущий компонент – известь. При помещении такого раствора в печь она вступает в реакцию с алюминиевым порообразователем, выделяя водород. Так получают разновидность автоклавного бетона – газосиликат.
Его состав:
- 60 % кварцевого песка;
- по 20 % портландцемента и негашеной извести;
- до 1 % алюминиевой пасты или порошка.
Чтобы хрупкая пористая структура могла воспринимать необходимые нагрузки, газобетон отправляют твердеть в специальные печи – автоклавы. Там его температуру увеличивают до +190 °С при избыточном давлении. В результате в смеси не только происходит активное газообразование, но и формируется совершенно новый минерал. Он достаточно прочный, чтобы ячеистый бетон автоклавного твердения уже через 12 часов смог выдерживать нагрузку до 5 МПа.
Характеристики
Газоблоки выпускают с разным удельным весом (350-700 кг/м3), который определяется степенью их пористости. Чем больше содержание воздушных капсул в теле бетона, тем меньше будет его плотность и выше теплоизоляционные параметры. Хотя прочность упадет. О преимуществах и недостатках газобетона читайте тут.
Из-за этой зависимости автоклавный газобетон принято делить на три категории по применению:
1. Конструкционный газобетон автоклавного твердения (плотность – 700 кг/м3) обладает максимальной плотностью и прочностью, годится для возведения несущих конструкций, но требует дополнительного утепления.
2. Конструкционно-теплоизоляционный имеет средние показатели плотности (500-600 кг/м3) и оптимальное сочетание прочностных и теплоизоляционных характеристик. Таким образом, он сохраняет все плюсы пористого материала и частично избавляется от минусов.
3. Теплоизоляционный (до 400 кг/м3) недостаточно крепок, чтобы возводить из него наружные стены, поэтому может использоваться исключительно как утеплитель.
Технические характеристики газобетона, прошедшего быстрое твердение в автоклаве, во многом зависят от полученной плотности. Именно поэтому газоблоки маркируются в соответствии с удельным весом.
| Марка плотности, кг/м3 | D350 | D400 | D500 | D600 |
| Класс прочности, МПа | В0,75 – В1,5 | В1,5 – В2,0 | В2,5 – В3,0 | В3,5 – В5,0 |
| Теплопроводность, Вт/м×°С | 0,09 | 0,11 | 0,12 | 0,14 |
| Морозостойкость, циклов | F15 | F25 | F35 | F35 |
Мнения людей о газоблоках
«У меня опыт небольшой, потому я на даче и не стал заводиться с кирпичом – строил дом из газобетона. Поначалу проштудировал форумы, почитал отзывы на сайтах производителей и пришел к выводу, что справлюсь. Для перестраховки сажал блоки на раствор, о чем теперь жалею. Побоялся, что не сделаю кладку на клею ровно. Первая зима показала, что придется немного утеплиться (толщину стен не подрассчитал). Хотя взял бы клей, хватило б и такой».
Андрей, Уфа.
«У нас из газосиликата полпоселка построено. Сосед снял со стен сайдинг и обклеил все плитами ППС под штукатурку. Теперь не знает куда кидаться – обои на одной стене отпадают, запах затхлый появился. Не учел, что газоблоки активно дышат. А дальше по улице люди просто штукатурили под сетку и не жалуются. Я на следующий год, пожалуй, тоже так сделаю, потому что пластик уже выцвел и надо бы поменять».
Алексей, Пермь.
«Нам дача досталась со всеми постройками: дом из газобетона, банька, гараж. Недавно переселились окончательно и ощутили всю «прелесть» этого материала. В доме не просто тепло – в нем душно. Котел выставили на минимум, но дышать практически нечем. Приходится открывать окна на проветривание. Может, родственники что-то напутали при строительстве, но находиться в доме тяжело».
Анна Климовская, Волгоград.
«Я не спорю, что автоклавный газобетон такой весь из себя легкий и теплый. Но вот что бесит во всякой рекламе – так это его якобы экономичность. Раствор для кладки использовать нельзя, нужно купить специальный клей (недешевый). Утеплитель не нужен, но стена должна быть минимум 45-50 см. Плюс ко всему без отделки такой бетон не жилец. Так что если строить нормальный дом по всем правилам, по деньгам ничего выгадать не удастся. Это как раз тот случай, когда цена всегда соответствует качеству».
Игорь, Москва.
Достоинства и недостатки
Читая отзывы, можно увидеть, что строители и владельцы домов видят в газобетоне свои плюсы и минусы. Первым однозначно нравится небольшой вес и скорость укладки крупных газоблоков, но не устраивают попутные расходы. Часто отмечают такие достоинства газосиликата:
- точность геометрии;
- удобство в монтаже;
- легкость обработки и нарезки блоков.
Не столько минус материала, сколько предостережение от опытных строителей – если дом построен из газобетона, а фундамент под ним недостаточно жесткий, в стенах могут образоваться трещины. Блоки плохо держат изгибающие нагрузки и при малейших подвижках фундамента из-за пучения грунта разламываются.
А вот отзывы владельцев газобетонных домов не так единодушны. Это связано с тем, что газоблоки по-разному проявляют себя в зависимости от климатических условий в конкретном регионе и выбранной отделке.
Расценки
Каждый производитель блоков устанавливает свои цены на продукцию. В них учитываются габариты и сложность формы газобетона (наличие пазо-гребневого зацепления, ручки, U-образное сечение).
Стоимость блоков из газобетона разных марок, руб/м3:
| Производители | D400 | D500 | D600 |
| Бетолекс | 3 590 | 3 950 | 4 480 |
| Бетокам | 3 150 | 3 250 | 4 200 |
| Ytong | 4 930 | 4 800 | 4 800 |
| Костромской СЗ | 3 020 | 3 095 | 3 150 |
Автоклавный и неавтоклавный газобетон сильно отличаются друг от друга по цене (примерно на 1000 руб/м3). Однако для возведения действительно теплых и достаточно прочных стен подходят только блоки автоклавного твердения. И пусть они стоят дороже, это в полной мере компенсирует отказ от устройства дополнительной теплоизоляции по всему дому.
stroitel-list.ru